Первые азы сварщика: Электросварка для начинающих: делаем первые шаги вместе
alexxlab | 23.02.2023 | 0 | Разное
Электросварка для начинающих: делаем первые шаги вместе
Как ни крути, на даче без сварочных работ не обойтись: то лаги у забора поправить, то калитку сварить, то водопровод отремонтировать. Не везде и не у всех в фаворе пластик (хотя пластиковые трубы тоже можно варить). Лично мне, чтобы приварить новые петли к старым воротам, пришлось вытаскивать себе в гости друга со сваркой. Посидели мы, конечно, хорошо, но такие мелкие работы все-таки лучше делать самому. С чего начать, если хочешь научиться сваривать металл?
Надоело звать знакомых, чтобы сделать элементарные работы
Начнем с выбора сварочного аппарата
Это было первое, о чем я задумался. Какой аппарат и какую маску купить для реализации моих задумок? А планы были грандиозные — давно хотел сварить мангал из старого бака, стол из металлического профиля и пару металлических табуреток. С этими мыслями заехал за какой-то ерундой в ОБИ и наткнулся на распродажу компактных сварочных аппаратов Wert. Аппарат в комплекте с маской «хамелеон» стоил чуть больше трех тысяч. Я планировал потратить тысячи две на маску и тысяч пять на сварочный аппарат. Поэтому купил комплект за такие деньги не раздумывая.
Аппарат в комплекте с маской «хамелеон» стоил чуть больше трех тысяч. Я планировал потратить тысячи две на маску и тысяч пять на сварочный аппарат. Поэтому купил комплект за такие деньги не раздумывая.
Итак, чтобы начать варить, мне понадобились:
- сварочный аппарат,
- маска,
- рабочие руковицы (желательно руковицы сварщика, они у меня уже были),
- электроды.
Аппаратик Wert очень компактный, в комплекте идет плечевой ремень. В описании было указано, что подойдут электроды до 4 мм в диаметре. Фото автора
Какие купить электроды?
Я перезвонил другу, который умел неплохо варить, и проконсультировался. Он посоветовал купить универсальные электроды с рутиловым покрытием марки АНО. Для начинающего сварщика они хороши тем, что легко зажигаются и ими можно варить в любом положении. При сварке этими электродами металл меньше разбрызгивается, шлак легко отходит, ими можно работать с плохо зачищенными поверхностями.
О технике безопасности
- Работать следует в защитной маске и сварочных рукавицах. Маску в процессе работ не снимать!
- Надевать негорючую одежду и обувь. Идеально подойдут брезентовая куртка и кирзовые сапоги.
- Сварочные работы рекомендуется проводить подальше от деревянных построек. Я варил мангал на улице в 10 метрах от дома.
Первый опыт сварки
Первое, что я сделал перед работой, — это сварочный стол. На него пошел обрезок старого мебельного щита, который давно жил на даче. Про него вообще можно отдельную историю написать. Щит установил на толстое полено перед домом, чтобы 10-метровый удлинитель дотягивался до сварочного аппарата. Заготовки фиксировал струбцинами.
Подключил сварочный аппарат к розетке через 10-метровый удлинитель (2 кВт). Но я считаю, что лучше взять удлинитель короче и мощнее. Честно говоря, мне за ним было лень идти в сарай. Подключаем провод массы и держатель электрода к аппарату. Второй провод массы крепим к заготовке. Сзади аппарата находится выключатель. Нажимаем его и ждем пару минут, чтобы аппарат прогрелся.
Но я считаю, что лучше взять удлинитель короче и мощнее. Честно говоря, мне за ним было лень идти в сарай. Подключаем провод массы и держатель электрода к аппарату. Второй провод массы крепим к заготовке. Сзади аппарата находится выключатель. Нажимаем его и ждем пару минут, чтобы аппарат прогрелся.
Какой ток установить? Начинаем с того значения, которое указано на упаковке с электродами. Ручка регулировки тока находится на передней панели сварочного аппарата. Теперь можно зажечь дугу.
Возникает резонный вопрос: куда подключать «плюс» и «минус»? В принципе, варить можно при любом варианте. Но при подключении «плюса» к свариваемым деталям металл прогревается лучше. В моем случае, когда идет сварка тонкостенного профиля, к заготовке лучше подключить «минус», а на электрод — «плюс». Так вероятность прожечь заготовку будет меньше.
Первые заготовки из металлического профиля варил на таком сварочном столе. Понимания волшебного заклинания «держать ванну» не было пока никакого. Фото автора
Фото автора
Потренировался я явно мало, но руки уже чесались попробовать сварить что-нибудь нужное. Начал с табуретки из квадратной трубы 25 мм на 25 мм с толщиной стенки 1,5 мм. Немного поэкспериментировал с разными токами. На 80 А труба легко прожигалась. Пришлось научиться дырки заваривать. Уменьшил ток до 70 А — дырок стало меньше.
Аппаратик вроде как держал дугу. К сожалению, не замерял ток, который он выдавал. Фото автора
Порадовала маска хамелеон: стекло в ней темнеет, когда появляется искра. Я несколько лет назад пробовал варить в маске старого образца. В ней я вообще ничего не видел и забросил это дело.
Были некоторые сомнения, что аппарат выдает именно установленный ток. Но дуга зажигалась, и аппарат держал дугу. Сварив три табуретки, начал ощущать, что я приобретаю навык.
Табуретки с металлическим основанием. Сидение сделано из 18-миллиметровой фанеры. Фото автора
После трех табуреток замахнулся сварить мангал из старого баллона — тут особого искусства не понадобилось: надо было приварить ножки к баллону. Потом сварил еще пару табуреток.
Потом сварил еще пару табуреток.
Новый мангал из старого, ржавого баллона. Фото автора
Инструкция от профи
В процессе сварки я пытался следовать рекомендациям бывалого сварщика Ивана. На мой взгляд, они очень толковые.
Как вставить электрод в держатель?
Если при сварке на столе вы зажимаете электрод в держатель под 90°, то он начинает плавиться. При коротком электроде ручка будет упираться в стол или в заготовку, и это вынудит вас поменять угол сварки.
На коротком электроде ручка начинает мешать удерживать угол. Фото с канала «100 ампер»
Этого можно избежать, зажав электрод в держатель под углом 45°.
Электрод зажат под углом 45° — ручка уже не мешает. Фото с канала «100 ампер»
Тут вы спокойно удерживаете электрод под нужным углом до конца, и ручка не будет вам мешать.
Как правильно варить?
Электрод нужно удерживать на минимальном расстоянии от заготовки. Свариваем углом назад (на себя), делая электродом движение змейкой.
Свариваем углом назад (на себя), делая электродом движение змейкой.
Двигаем электрод змейкой, пытаемся удержать его на минимальном расстоянии. Фото с канала «100 ампер»
Немного задерживаем электрод в крайних точках, прогревая металл.
Схема движения электродом. Фото с канала «100 ампер»
Рекомендуемый угол наклона электрода — 65°. Наклон необходим, чтобы отгонять шлак. В принципе, можно варить и под углом 90°.
Электрод держим с наклоном 65°. Шов получается идеальным. Фото с канала «100 ампер»
Вести электрод на длинной дуге не рекомендуется, она должна быть минимальной. (Дуга — это расстояние между электродом и заготовками).
Стараемся удерживать минимальное расстояние. Фото с канала «100 ампер»
Идеально удерживать расстояние около миллиметра, но тут все, конечно, зависит от руки сварщика. Во процессе сварки расстояние, естественно, гуляет: то увеличивается, то уменьшается. Мастерство сварщика и заключается в том, чтобы стабильно удерживать электрод на минимальном расстоянии. Если увеличить расстояние, например, до 5 мм, дуга начнет обрываться, и шов будет неровный.
Если увеличить расстояние, например, до 5 мм, дуга начнет обрываться, и шов будет неровный.
В принципе, можно вести электрод и углом вперед, но так еще сложнее удерживать минимальное расстояние.
Если сделать совсем острый угол — положить электрод на 30°, — то дуга будет греть металл на меньшую глубину, и большая часть тепла уйдет на сам шов.
При остром угле наклона электрода металл проваривается на меньшую глубину. Фото с канала «100 ампер»
Вариант сварки с острым углом очень пригодится вам при сварке тонкостенных деталей (например, из профильной трубы с толщиной стенки 1,5 мм).
Свариваем тонкостенную трубу. Фото с канала «100 ампер»
При сварке с острым углом вероятность прожечь трубу значительно меньше. Электрод тройка — ток 65 ампер.
Результат налицо. Фото с канала «100 ампер»
Собственно, на этом хитрости заканчиваются, все остальное — дело практики. Чтобы сделать такой шов, мне еще долго надо тренироваться.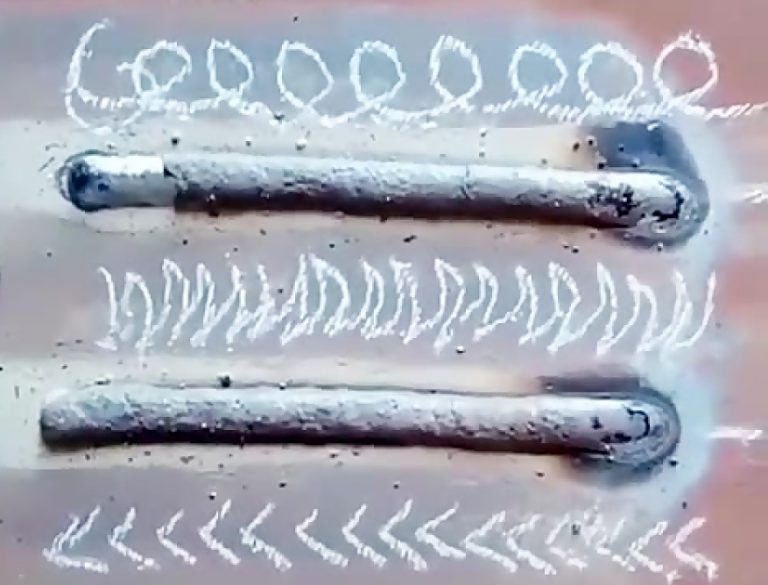 Но свои задумки я реализовал — и мангал из старого баллона сварил, и новый стол для кухни, и табуретки уже год в эксплуатации. Поэтому смело говорю, что сварить профильную трубу уже могу!
Но свои задумки я реализовал — и мангал из старого баллона сварил, и новый стол для кухни, и табуретки уже год в эксплуатации. Поэтому смело говорю, что сварить профильную трубу уже могу!
А по эксплуатации аппарата Wert есть претензия — на второй сезон у него отвалился зажим массы. Почитал отзывы — и выяснил, что у каждого второго пользователя этот дефект был. Что ж, не так обидно.
Что должен знать начинающий сварщик: основные правила
О чем статья:
Что должен знать начинающий сварщик: основные правила сварщиков
Сварка для начинающих должна начинаться, прежде всего, с техники безопасности. Для этого нужно изучить основы данной работы, чтобы не навредить себе и окружающим.
Для этого заранее следует обзавестись качественной маской сварщика и специальной одеждой, в которой будет удобно варить. При использовании удлинителей всегда нужно помнить о том, что они должны выдерживать нагрузку от сварочного аппарата.
Основные правила сварщиков
Прежде чем начинать варить, неплохо бы почитать подходящую литературу и освоить технику сварочного процесса. Она включает не только поджог электрода, но и начальную подготовку, в том числе свариваемого металла.
Она включает не только поджог электрода, но и начальную подготовку, в том числе свариваемого металла.
Также, начинающий сварщик должен уметь работать с электродуговой сваркой, правильно подбирать требуемые значения сварочного тока. Варить газовым инвертором намного трудней, поэтому осваивать свои первые шаги целесообразней именно в ручной дуговой сварке электродом.
О чем не стоит забывать сварщику
Маска сварщика служит для защиты глаз от вредного воздействия ультрафиолета. Варить без маски нельзя ни в коем случае, а иначе можно навсегда потерять зрение.
Одежда сварщика должна быть сделана из плотной и негорючей ткани. Важно чтобы она служила в качестве защиты тела от искр и ультрафиолетовых лучей. Под одежду сварщика не должны залетать искры и окалина.
Следует взять за правило, что варить в дождь и сырую погоду нельзя. Источник сварочной дуги — это достаточно сложное устройство, которое требует наличия заземления. В сырую погоду шансы получить неприятный удар током, взявшись за электрододержатель и свариваемый металл куда больше, чем в сухую.
При использовании удлинителей не следует забывать о том, что сварочный аппарат достаточно «прожорливое» устройство в плане потребления электроэнергии. При сварке током всего лишь в 100 Ампер, аппарат потребляет порядка 2,5 кВт. По этой причине сечение кабеля переноски должно быть достаточным, чтобы выдерживать большие нагрузки.
Как варить электросваркой
Ручная дуговая сварка — процесс, достаточно сложный для новичков, но, тем не менее, вполне выполнимым. Чтобы освоить сварку придётся научиться поджигать электрод и удерживать сварочную дугу.
Перед началом сварки нужно подсоединить к металлу клемму заземления, а в электрододержатель вставить электрод. Затем потребуется выставить силу тока на инверторе, которая подбирается исходя от диаметра электродного стержня.
Для обучения сварке рекомендуется использовать электроды диаметром 3 мм, так как они являются оптимальными в плане количества наплавленного металла. Чтобы рассчитать силу тока для электродов 3 мм, необходимо 3 умножить на 30. Именно столько потребуется ампер сварочного тока на 1 мм электродного стержня.
Именно столько потребуется ампер сварочного тока на 1 мм электродного стержня.
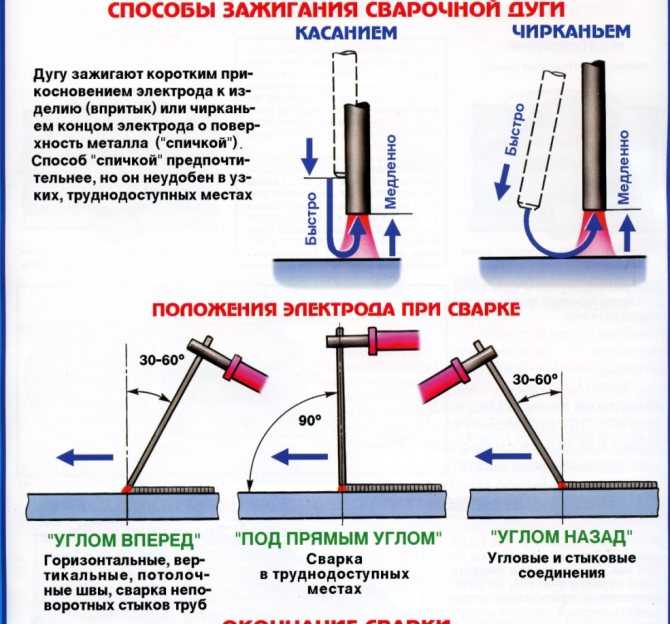
После всех подготовок можно приступать к розжигу сварочной дуги. Для этого необходимо стукнуть электродом о металл, наклонив его к поверхности под углом в 60 градусов. Как только дуга загорится, нужно стараться удерживать электрод как можно ближе к металлу, чтобы дуга не погасла.
Обучение сварщиков: основы, часть I
Подготовка сварщиков была усовершенствована, чтобы более адекватно отражать первоначальное описание, существовавшее с начала 20 века, — «Искусство и наука сварки». Карьера более высоко признана, чем когда-либо прежде.
Недавнее заявление кандидата в президенты о том, что «сварщики зарабатывают больше, чем философы», обсуждается в самых разных кругах. Некоторые преподаватели гуманитарных наук ополчились, в то время как специалисты по техническим и карьерным вопросам в восторге.
За то время, что я долгое время работал техническим и профессиональным педагогом, в мои классы записалось несколько студентов, имевших ученые степени в области гуманитарных наук.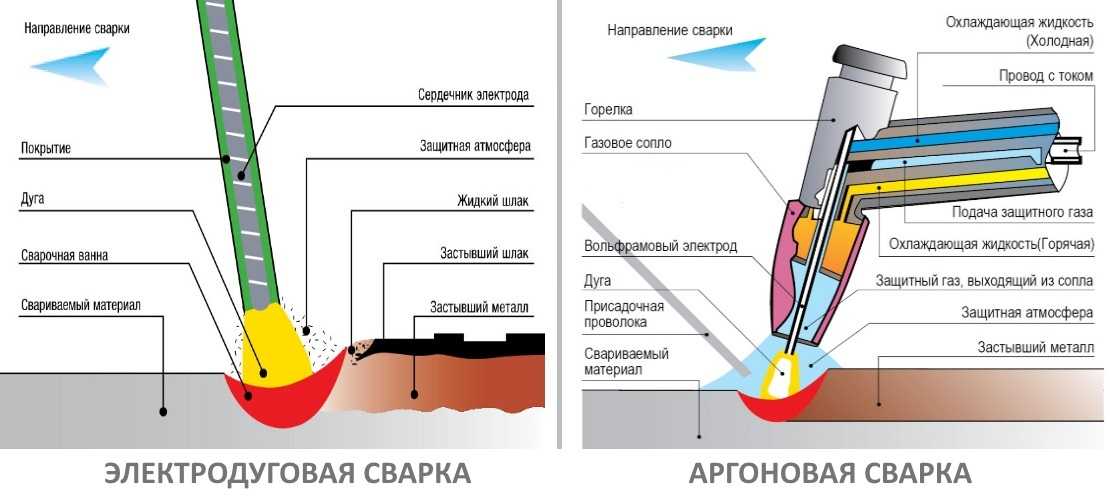
В первые годы моей учебы в Хобартовском институте сварочных технологий я помню, как президент Говард Б. Кэри сказал: «Многие из ваших друзей и коллег скажут, что вы занимаетесь грязной карьерой, похожей на грязь. борец». Я слышал несколько замечаний по этому поводу от людей, с которыми я учился в колледже до того, как начал заниматься сваркой. После более чем 50 лет, когда я ни дня не оставался без работы, я думаю, что сделал правильный выбор.
Безопасность превыше всего
В любом техническом практическом обучении безопасность должна подчеркиваться на самом первом ознакомительном занятии. Это особенно актуально в области сварки. Доступно множество отличных видеороликов по технике безопасности при сварке. Они должны сопровождаться живыми демонстрациями в сварочной лаборатории.
Защитная одежда и очки должны быть указаны как абсолютно обязательные . Защитные очки с боковыми щитками следует носить даже под лицевым щитком. Когда учащийся поднимает лицевой щиток, чтобы наблюдать за сварным швом, шлак или остатки могут выскочить и повредить глаза. При шлифовке или чистке зубов следует надевать полнолицевой щиток.
Защитные очки с боковыми щитками следует носить даже под лицевым щитком. Когда учащийся поднимает лицевой щиток, чтобы наблюдать за сварным швом, шлак или остатки могут выскочить и повредить глаза. При шлифовке или чистке зубов следует надевать полнолицевой щиток.
Тюбетейка или каска защищают макушку. Один кусочек горячего шлака или искорка в волосах запомнятся очень надолго. Это особенно актуально для студентов, которые пользуются лаком для волос, который легко воспламеняется.
Огнеупорная куртка необходима для защиты одежды от ожогов. Фланель нельзя носить в сварочной атмосфере, даже под курткой. Кожа лучше всего, но может быть неудобно в жаркую погоду. Огнеупорные или кожаные рукава полезны, но не обеспечивают полной защиты.
Учащиеся должны носить брюки цвета хаки или джинсовые брюки без манжет и обувь с защитой не ниже щиколотки. Обувь с жестким носком и тканевым верхом не подходит для зоны сварки.
Кожаные перчатки с длинными манжетами, которые выходят за пределы огнестойкой куртки, следует носить даже при работе с горячим металлом плоскогубцами. Горячий шлак может внедряться в незащищенную плоть.
Горячий шлак может внедряться в незащищенную плоть.
Рисунок 1
Хорошо одетый сварщик.
Начинающие студенты часто предпочитают сидеть во время сварки. В этом случае они должны носить кожаный фартук и нагрудник ( Рисунок 1 ).
Термины и определения
Студент должен быть обучен общепринятым терминам и определениям в области сварки. Американское общество сварщиков (AWS) опубликовало прекрасную книгу
Вот несколько наиболее распространенных терминов и наиболее распространенных неправильных названий, которые встречаются в области сварки. Эти неправильные формулировки используются так давно, что их трудно распространить. Для студентов, которые станут инструкторами, инспекторами, инженерами или техниками, чрезвычайно важно выучить правильную терминологию.
| Неверно | Правильно |
| Резервуары, бутылки | Цилиндры |
| Манометры | Регуляторы |
| Ручка горелки | Трубка для продувки |
| Rod | Filler Metal |
| Stick Welding | Shielded Metal Arc Welding (SMAW) |
| MIG Welding | Gas Metal Arc Welding (GMAW) |
| TIG Welding, Heliarc Welding | Gas Дуговая сварка вольфрамовым электродом (GTAW) |
Причина изменения термина MIG на GMAW заключается в том, что защитный газ, используемый в этом процессе, не всегда инертен.
Лучший процесс to Learn First
Существует множество мнений относительно того, какой процесс следует изучать в первую очередь.Я считаю, что кислородно-ацетиленовый (окситопливный) процесс учит лучше читать лужу и манипулировать оборудованием, чем любой другой процесс.Он также помогает учащимся освоить двуручный метод GTAW требует. Используется в основном при резке и нагреве, подчеркивает безопасное обращение с газами. Изучение того, как настроить оборудование, часто спасает жизни.0003
Обращение с баллонами
Одна из самых важных вещей, которую учащиеся должны усвоить при настройке кислородно-ацетиленового оборудования, — это убедиться, что баллоны закреплены либо на стене, либо на тележке для баллонов ( Рисунок 2 ).
Если клапан на кислородном баллоне высокого давления сломан, баллон может пройти сквозь бетонную стену. В эксперименте, проведенном компанией Linde, баллон с азотом на 220 фунтов на квадратный дюйм переместил четыре груженых вагона на 6 футов! Важность безопасности баллона не может быть подчеркнута достаточно часто. С любым баллоном высокого давления, будь то смесь аргона и CO2 для GMAW или чистый аргон для GTAW, необходимо обращаться с особой осторожностью.
В эксперименте, проведенном компанией Linde, баллон с азотом на 220 фунтов на квадратный дюйм переместил четыре груженых вагона на 6 футов! Важность безопасности баллона не может быть подчеркнута достаточно часто. С любым баллоном высокого давления, будь то смесь аргона и CO2 для GMAW или чистый аргон для GTAW, необходимо обращаться с особой осторожностью.
Каждый раз, когда баллоны транспортируются или перемещаются, их крышки должны оставаться неповрежденными, чтобы обеспечить защиту клапанов. Единственным исключением являются случаи, когда они должным образом прикованы цепью к тележке с цилиндрами.
При хранении кислородных и ацетиленовых баллонов они должны быть разделены брандмауэром, способным выдерживать огонь не менее восьми часов. Хотя кислород не воспламеняется, он значительно ускоряет пламя или другой источник тепла. Это одна из причин, по которой он используется для выработки тепла при кислородно-ацетиленовой сварке и резке. Это не рекомендуется , но после начала резки топливный газ можно отключить, и кислород продолжит резку.
При обнаружении вмятины или дугового разряда на каком-либо баллоне, газе высокого давления или топливном газе, баллон должен быть отложен и уведомлен об этом поставщику газа. Если баллон не прошел гидростатические испытания в течение установленного срока (обычно 10 лет), его также следует отложить и сообщить об этом поставщику газа.
Рисунок 2
Портативное сварочное оборудование с кислородными и ацетиленовыми баллонами, прикрепленными цепью к тележке с легко катящимся баллоном. Режущее приспособление, обычно являющееся частью такой экипировки, не показано.
Установка оборудования
Ни в коем случае нельзя прикасаться к маслу, грязным перчаткам или любым загрязненным материалам, прежде чем прикасаться к кислородно-ацетиленовому оборудованию. При настройке оборудования для использования учащийся должен убедиться, что отверстие клапана направлено в сторону от других людей или легковоспламеняющихся предметов. 9Клапан кислорода 0015 следует слегка и медленно открыть, чтобы удалить любой мусор из баллона, прежде чем он будет подсоединен к регулятору (, рис. 3, ).
9Клапан кислорода 0015 следует слегка и медленно открыть, чтобы удалить любой мусор из баллона, прежде чем он будет подсоединен к регулятору (, рис. 3, ).
Клапан ацетилена следует проверить на наличие мусора и протереть; сжатый воздух также может быть использован для очистки. Газообразный ацетилен никогда не должен выбрасываться в атмосферу! Он легко воспламеняется и имеет очень низкую температуру вспышки (точку воспламенения или сгорания) .
Учащимся важно знать и помнить, что ацетиленовые фитинги CGA 510 имеют левую резьбу. Фитинги CGA 300 имеют правую резьбу. CGA — это Ассоциация сжатых газов, организация, которая обозначает и определяет типы и идентификацию фитингов и другого газового оборудования.
Учащиеся должны использовать гаечные ключи соответствующего размера для затягивания и ослабления фитингов. Латунь склонна к выкрашиванию (деформации) при использовании трубного или разводного ключа. Для последнего оборота ключа рекомендуется быстрое рывковое движение.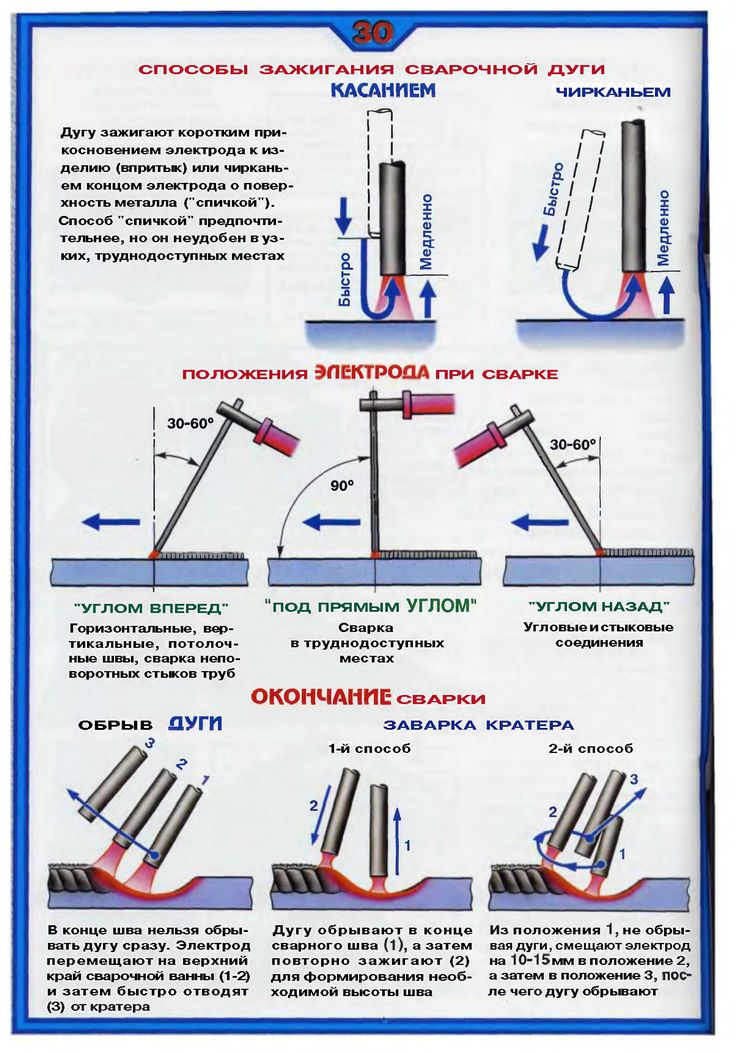 Не следует перетягивать фитинги, поскольку это может привести к перекосу резьбы.
Не следует перетягивать фитинги, поскольку это может привести к перекосу резьбы.
После того, как регуляторы будут закреплены на цилиндрах, винты регулировки давления на обоих регуляторах следует ослабить до тех пор, пока на манометре низкого давления регулятора не будет показываться давление. Это исключает возможность попадания кислорода в ацетиленовую систему и наоборот. Если ацетилен попадет в кислородный регулятор, сила трения 2200 фунтов на квадратный дюйм может привести к взрыву регулятора. Клапан баллона с ацетиленом должен быть повернут только на пол-оборота. Поскольку он имеет седло в полностью открытом и полностью закрытом положениях, кислородный клапан должен быть полностью открыт.
В Северной Каролине произошел несчастный случай со смертельным исходом, когда сварщик оставил винт регулировки давления вывернутым и встал перед кислородным регулятором. Нажимной винт вылетел и вошел в грудь сварщика, убив его ( Рисунок 4 ).
Сварочная горелка
Доступно множество различных типов, размеров и марок сварочных горелок. На рис. 5 показана типичная горелка с мешалкой, предназначенной для наконечника определенного размера. Некоторые производители горелок используют один смеситель для нескольких наконечников разного размера. Этот тип факела не является моим предпочтением. Горелка, показанная на рис. 5, обеспечивает гораздо лучший контроль пламени, чем горелки с одним смесителем. Инжекторный тип в основном предназначен для использования при более низком давлении.
На рис. 5 показана типичная горелка с мешалкой, предназначенной для наконечника определенного размера. Некоторые производители горелок используют один смеситель для нескольких наконечников разного размера. Этот тип факела не является моим предпочтением. Горелка, показанная на рис. 5, обеспечивает гораздо лучший контроль пламени, чем горелки с одним смесителем. Инжекторный тип в основном предназначен для использования при более низком давлении.
Сварочная головка состоит из смесителя или инжектора и наконечника. Рукоятка горелки (трубка для продувки) содержит дроссельные клапаны для точной настройки после настройки регулятора на желаемое давление. Студентам важно помнить, что только определенное количество газа может пройти через отверстие наконечника независимо от давления. Настройки более высокого давления не увеличивают расход газа или выделяемого тепла.
Подсоединение шлангов к горелке и регуляторам
Используемые шланги должны быть специально разработаны для процессов кислородно-ацетиленовой сварки или резки: зеленый для кислорода и красный для ацетилена. Замена не допускается. У ацетиленового шланга патрубки левые, а у кислородного патрубки правые. Всегда рекомендуется очищать шланги азотом или азотом.0015 чистый
Замена не допускается. У ацетиленового шланга патрубки левые, а у кислородного патрубки правые. Всегда рекомендуется очищать шланги азотом или азотом.0015 чистый
Размер шлангов должен соответствовать требуемому потоку газа. Для большинства видов сварки используется ¼-дюйм. Внутренний диаметр достаточен, но для использования с нагревательной горелкой или большим резаком необходим шланг с внутренним диаметром 3/8 дюйма. Более высокий расход газа может привести к обратному воспламенению в шланге меньшего размера.
Рисунок 3
(слева) Всегда открывайте клапаны баллонов, чтобы выдуть пыль и грязь из выпускных отверстий. (справа) Всегда затягивайте соединительные гайки регулятора с помощью гаечного ключа.
Соединение CGA 510 имеет левую резьбу, внутреннюю на выходе из цилиндра; соединение CGA 300 имеет правую резьбу, наружную на выходе из цилиндра.
Рекомендуется научить учащихся размещать пламегасители или обратные клапаны на концах шлангов регулятора или горелки. Мнения расходятся относительно того, с какой стороны устанавливать эти элементы. Обычно к регуляторам первыми крепятся шланги, хотя для этого нет существенной причины.
Перед использованием гаечного ключа рекомендуется попросить учащихся полностью затянуть шланг вручную. Латунные нити очень хрупкие, и перекрещивание с усилием портит их. После того, как они затянуты вручную, следует использовать гаечный ключ правильного размера, а не разводной гаечный ключ. Опять же, при окончательной затяжке следует использовать быстрые рывковые движения, стараясь не затягивать слишком сильно.
Зажигание
Для сварочных горелок следует использовать следующую последовательность:
- При закрытых клапанах горелки винт регулировки давления на кислородном регуляторе поворачивают на желаемое давление (около 5 фунтов на квадратный дюйм для наконечника № 3)/
- Затем ацетиленовый регулятор устанавливается на низкое давление (также около 5 фунтов на квадратный дюйм для наконечника №3).

- Дроссельный клапан ацетилена открыт, и горелка зажжена.
- Открытие дроссельной заслонки увеличивается до исчезновения черного дыма.
- Дроссельный клапан кислорода открыт до тех пор, пока не будет получена желаемая форма пламени.

Выбранная настройка регулятора равного давления должна легко производить то, что известно как нейтральное пламя. Внутренний конус должен быть ярко-синего цвета и не должен издавать «дующего» звука. Это пламя лучше всего подходит для большинства применений.
Для пайки или пайки желательно пламя с избытком ацетилена . Эта форма пламени будет более выпуклой, а на внешнем конусе появится больше желтого цвета.
Для сварки чугуна некоторые предпочитают избыток кислорода или окислительное пламя . Это пламя длиннее и тоньше, светло-голубого цвета и производит дующий звук. Объясните учащимся, что наконечник не должен касаться заготовки во время сварки. Это может вызвать флешбэк. В такой ситуации необходимо немедленно выключить горелку (сначала ацетиленовый клапан), отсоединить сварочную головку и проверить уплотнительные кольца на наличие повреждений. Черный осадок необходимо удалить с пораженного участка и проверить небольшие отверстия на закупорку.
В такой ситуации необходимо немедленно выключить горелку (сначала ацетиленовый клапан), отсоединить сварочную головку и проверить уплотнительные кольца на наличие повреждений. Черный осадок необходимо удалить с пораженного участка и проверить небольшие отверстия на закупорку.
Выключение
При отключении системы учащиеся должны следовать следующей последовательности:
- Закройте вентили баллона, сначала кислород.
- Полностью выверните регулировочные винты регулятора на обоих регуляторах.
- Закройте дроссельные клапаны резака. Если ацетиленовый клапан будет даже слегка приоткрыт, может возникнуть пожар. Если кислородный клапан открыт, может произойти ускорение любого источника тепла в этом районе.
- Некоторые рекомендуют прокачивать шланги, но если это делается, прокачивать ацетиленовый шланг нужно в очень хорошо проветриваемом помещении.
- Извлеките резак и храните его в чистом месте с защищенной резьбой.
- Снимите шланги и закройте их отверстия для защиты от загрязнений.
- Снимите и храните регуляторы в чистом месте с защищенной резьбой.
- Замените крышки цилиндров.
- Не наматывайте шланги на цилиндры.

Это очень фундаментальная, но абсолютно необходимая информация для начинающих сварщиков. Подробнее об этом будет рассказано во второй части этой серии.
Основы сварки MIG — Tregaskiss and Bernard
Обновлено: Опубликовано:
Приблизительное время прочтения: 3 минуты
Когда дело доходит до сварки MIG, начинающим сварщикам важно начинать с основ, чтобы заложить прочный фундамент для успеха. Этот процесс, как правило, щадящий, что делает его более простым в освоении, чем, например, сварка TIG. Он может сваривать большинство металлов и, как процесс с непрерывной подачей, обеспечивает большую скорость и эффективность, чем сварка электродом.
- Кожаные туфли или ботинки.
- Кожаные или огнестойкие сварочные перчатки
- Огнестойкая сварочная куртка или сварочные рукава
Надлежащая вентиляция также является важным фактором безопасности. Сварщики всегда должны держать голову подальше от сварочного шлейфа и следить за тем, чтобы помещение, в котором они проводят сварку, имело достаточную вентиляцию. Может потребоваться некоторый тип удаления дыма. Пистолеты для удаления дыма, которые удаляют выхлопные газы на дуге, также полезны и очень эффективны по сравнению с улавливанием на полу или потолке.
Может потребоваться некоторый тип удаления дыма. Пистолеты для удаления дыма, которые удаляют выхлопные газы на дуге, также полезны и очень эффективны по сравнению с улавливанием на полу или потолке.
В зависимости от основного материала и защитного газа сварщики могут выполнять сварку в различных режимах переноса сварки.
Короткое замыкание характерно для более тонких материалов и работает при более низком сварочном напряжении и скорости подачи проволоки, поэтому происходит медленнее, чем другие процессы. Он также имеет тенденцию к образованию брызг, которые требуют очистки после сварки, но в целом это простой процесс.
Шаровидный перенос работает при более высоких скоростях подачи проволоки и сварочном напряжении, чем при коротком замыкании, и работает при сварке порошковой проволокой со 100% диоксидом углерода (CO 2 ) (подробности о CO 2 см. в следующем разделе). Его можно использовать с базовыми материалами толщиной 1/8 дюйма и более. Подобно сварке MIG с коротким замыканием, в этом режиме образуются брызги, но это довольно быстрый процесс.
Подобно сварке MIG с коротким замыканием, в этом режиме образуются брызги, но это довольно быстрый процесс.
Распылительный перенос обеспечивает плавную и стабильную дугу, что делает его привлекательным для многих новых сварщиков. Он работает при высоких сварочных токах и напряжениях, поэтому работает быстро и производительно. Он хорошо работает с базовыми материалами толщиной 1/8 дюйма и более.
Сварочный защитный газПомимо защиты сварочной ванны от атмосферы, тип защитного газа, используемого для сварки MIG, влияет на производительность. Проплавление сварного шва, стабильность дуги и механические свойства зависят от защитного газа.
Прямая двуокись углерода (CO 2 ) обеспечивает глубокое проплавление сварного шва, но имеет менее стабильную дугу и большее количество брызг. Он используется для сварки MIG с коротким замыканием. Добавление аргона к смеси CO 2 позволяет использовать перенос распылением для повышения производительности.