Пескоструйная очистка металла – Пескоструйная обработка металла: оборудование, технология, видео
alexxlab | 17.09.2019 | 0 | Разное
Пескоструйная обработка металла: суть технологии, виды оборудования
Пескоструйная обработка металлов – это технология высокоэффективной очистки различных поверхностей с помощью абразивного материала. Ее применяют в качестве подготовительных работ перед антикоррозийной или лакокрасочной обработкой поверхности. Данный метод позволяет удалить краску, ржавчину, а также обезжирить заготовку. Широко применяется в различных отраслях промышленности: металлургии, автомобилестроении, изготовлении металлоконструкций, приборостроении.

Виды пескоструйной обработки
Различают несколько видов очистки металла:
- Легкий. Данный вид пескоструйной обработки предусматривает поверхностную очистку: удаляет следы старой краски, крупные очаги коррозии. По эффективности воздействия сравним с обработкой металлической щеткой. При визуальном осмотре явных следов коррозии или загрязнений быть не должно.
- Средний. Более тщательная пескоструйная очистка. После обработки металла остаются незначительные следы ржавчины – не более 10% от общей площади поверхности.
- Глубокий. Полностью удаляет следы каких-либо загрязнений. Поверхность металла должна выглядеть абсолютно чистой. Данный вид предусматривает значительный расход абразивного вещества.
Также существует международный стандарт степени подготовки поверхности. Оценивание осуществляется путем визуального осмотра. Выделяют четыре степени:
- Sa 1. Легкая пескоструйная очистка металла.
- Sa 1–2. Пескоструйная очистка без зеркального эффекта металла.
- Sa 2–2.5. Пескоструйная очистка практически до блеска металла.
- Sa 3. Полная пескоструйная очистка до блеска металла.
Дополнительная информация. Большинство производителей лакокрасочных изделий требуют предварительной подготовки поверхности. Пескоструйная очистка металла позволяет не только очистить, но и обезжирить площадь покраски. Благодаря этому рассматриваемая технология считается наиболее эффективной.
Суть и назначение технологии
Принцип действия технологии основан на взаимодействии абразива с поверхностью металла. В качестве рабочего механизма применяется компрессор, который создает в рабочей системе необходимое давление. Песок либо другой используемый материал захватывается потоком воздуха и выбрасывается на рабочую поверхность. Среднее рабочее давление системы составляет 8 атмосфер, а потому скорость частиц, которые подаются давлением, может достигать 700–720 м/с. Данный показатель обеспечивает тщательную очистку, а потому пескоструйную обработку специалисты считают лучшей подготовкой к покраске металла.
Путем воздействия абразивных частиц на поверхность достигают двух целей:
- очищают металл от загрязнения;
- придают шероховатость.
Применение различных материалов позволяет делать акцент на том или ином действии. Шероховатость плоскости повышает адгезионные свойства лакокрасочных материалов, что в конечном счете влияет на срок эксплуатации покрытия.
Обратите внимание на то, что максимальная долговечность может быть достигнута только при глубокой пескоструйной обработке поверхности металла. Если не избавиться следов коррозии, очаг поражения будет развиваться даже под слоем краски.
На промышленных предприятиях применяют пескоструйную очистку металлоконструкций для удаления ржавчины и грязи. Очищенная поверхность металла позволяет качественно выполнять сварочные работы.
Плюсы и минусы пескоструя
По сравнению с прочими методами обработки специалисты выделяют ряд преимуществ:
- Производительность. Пескоструйная очистка площади выполняется гораздо быстрее.
- Качество. Высокая скорость абразива гарантирует удаление любых загрязнений с металла. Диапазон регулировки позволяет добиться нужной степени очистки. Воздействие на металл не снижает его свойств и не влияет на толщину.
- Практичность. Модели отличаются различными рабочими параметрами и габаритами: от компактных устройств для частного гаража до пескоструйных агрегатов промышленного назначения.
- Универсальность. В продаже имеются комплектующие и расходные материалы для любого вида работ.

При всех положительных моментах есть некоторые недостатки:
- Обучение оператора. Необходимо пройти специальный курс обучения, чтобы овладеть всеми навыками качественного и безопасного выполнения пескоструйных работ.
- Стоимость. Использование пескоструйной очистки металла на промышленном производстве требует значительных финансовых вложений. Кроме того, для выполнения работ необходимо подобрать отдельное помещение и найти квалифицированных работников.
- Эксплуатация в домашних условиях. Применение песка в качестве абразивного материала сопряжено с определенными трудностями: по завершении работ в воздухе остаются частички песка, повышающие уровень запыленности. Без средств индивидуальной защиты можно получить повреждения дыхательных путей.
Главные правила обработки
Качественная очистка обрабатываемой поверхности возможна лишь при условии грамотного выбора оборудования, комплектующих и расходных материалов, подходящих для конкретных работ. Как показывает опыт, для достижения положительного результата необходимо соблюдать следующие правила:
- Производительность и давление компрессора должно быть достаточным для выбранного пескоструйного аппарата, а в идеале обладать запасом мощности в 20–30%.
- Необходимо использовать воздухоподводящие рукава большого диаметра – это уменьшит потери давления.
- Шланговые соединители и муфты должны иметь диаметр подводящего рукава.
- При большом объеме работ позаботьтесь о мобильности агрегата.
- Используйте современные технологические разработки: дистанционное управление, влагоотделитель, высокопрочные сопла из карбида бора. Первоначальные траты окупятся быстро.
- Не экономьте на средствах индивидуальной защиты – это залог здоровья пескоструйщика.
Правильно подобранная техника – половина дела. Не забывайте про обучение и повышение квалификации операторов техники.
Виды используемых абразивов
Первые модели аппаратов работали исключительно на песке. Это продолжалось недолго. Технология работ предусматривает использование различных материалов для очистки металла. Классификацию абразивных материалов можно провести по физическим характеристикам либо по происхождению.
Первый вариант классификации имеет следующий вид:
- Твердость. От нее зависит скорость и интенсивность обработки металла.
- Размер фракции. Согласно законам физики крупные частички обладают большей ударной силой.
Важная информация! Для равномерной обработки металла важен размер зерна. Использование смеси, содержащей разные по размеру фракции, приведен к перерасходу абразива.
- Форма. От нее зависит метод очистки. Абразив круглой формы эффективен при прямом взаимодействии с металлом, а удлиненные фракции воздействуют силой трения. Существует материал зерновой формы. Он обладает эффектом полировки.
По своему происхождению абразив делят на следующие группы:
- Натуральные. Сюда относят специальный песок для пескоструйки. В период становления технологии природный материал пользовался огромным спросом ввиду отсутствия аналогов. Особо ценились пустынный и морской пески. Современные требования безопасности ограничивают их применение.
- Растительные. Побочные продукты сельского хозяйства. Косточки, шелуха или скорлупа подвергаются обработке, после чего применяются на производстве. Основное качество материала – мягкое воздействие на рабочую площадь.
- Промышленные. Делятся на три подкатегории: металлические, неметаллические, отходы металлургической промышленности. Наиболее известным абразивом первой группы является металлическая дробь. Гранулят и дробь изготавливают практически из всех видов металла. Они различаются лишь размером фракции. Отличаются долговечностью. Неметаллический абразив – продукт промышленного производства. Отличается равномерной зернистостью. Обладает высокой прочностью и отличными зачищающими свойствами. Яркий пример – стеклянное зерно. Материал из последней подкатегории получают из отвального шлака. Обладает средними характеристиками. Основное преимущество – промышленные регионы способны поставлять данный абразив в больших количествах.
Виды оборудования для пескоструйной обработки
Производители предлагают два вида оборудования для пескоструйной обработки металла:
- Мобильный аппарат. Компактные размеры позволяют перемещать установку одному человеку. Объем работ ограничен только запасами расходных материалов. Для работы необходимо защитное оборудование. В радиусе действия аппарата запыленный воздух может представлять опасность для людей.
- Автоматическая пескоструйная камера. Отличается безопасностью для оператора установки. Замкнутое пространство позволяет собирать абразив после работ. Требует качественной системы вентиляции. Размеры обрабатываемых деталей ограничены.
Обзор аппаратов пескоструйной очистки и стоимость
Существует три вида мобильных пескоструйных аппаратов, которые отличаются как по принципу действия, так и по цене. Рассмотрим каждый вид.

Аппарат напорного типа
Его особенностью является способ подачи абразива, который поступает на поверхность металла по одному каналу со сжатым воздухом. Отличается хорошей производительностью, однако зависим от мощности компрессорной установки. Походит для очистки поверхностей с большой площадью. Широко применяется на промышленных предприятиях для ремонта металлоконструкций. Минимальная стоимость подобных агрегатов составляет 300 $. Установка со средними характеристиками стоит около 1000 $.
Дополнительная информация! В интернете можно найти схему конструкции напорных аппаратов. Опытный сварщик способен собрать установку в течение недели.
Аппарат инжекторного типа
Абразив и воздух поступают по отдельным каналам. Из-за этого соплодержатель имеет воздушное и абразивное сопло. Отличается низкой производительностью. Это определяет область применения аппаратов – декоративная обработка зеркал и прочих поверхностей. Стоимость не превышает 300 $.
Вакуумные аппараты
Разрабатывались как разновидность напорных аппаратов, однако конструктивные особенности выделили их в отдельный класс. После соприкосновения с металлом абразив всасывается внутрь устройства за счет вакуума. Однако он снижает кинетическую энергию частиц, что сказывается на мощности. Низкая производительность и высокая стоимость привели к тому, что подобные агрегаты используют очень редко.
На что обратить внимание при выборе пескоструйного аппарата
На этапе выбора необходимого оборудования специалисты рекомендуют обращать внимание на следующие нюансы:
- Габариты и вес компрессора – залог комфортного передвижения по рабочей площадке.
- Завод-изготовитель должен производить резервуар согласно требованиям безопасности, предъявляемым к изготовлению сосудов под давлением.
- Большое количество рукавов и фитингов ведет к потере производительности аппарата. Для лучших показателей рекомендуем использовать рукава диаметром не менее одного дюйма.
- Устройство должно быть адаптировано под все виды абразивных материалов: от песка до чугунной дроби.
- Для обеспечения дополнительной безопасности можно приобрести агрегат с дополнительным предохранительным клапаном, работающим в автоматическом режиме.
- Объем емкости для хранения расходного материала должен составлять 60% от емкости напорного сосуда. Для его обслуживания требуется отдельный работник.
- Обращайте внимание на объем напорного резервуара. При полной загрузке абразива должно хватать как минимум на 30 минут работы. Расход материалов рассчитывается исходя из диаметра сопла и силы давления. Мощность струи не влияет на емкость.
- Обязательно наличие дозировочного механизма, которое оптимизирует расход песка.
- Запорную арматуру ставят на впускную и выпускную магистрали.
- Смотровой люк больших размеров обеспечивает комфортный доступ к загрузочной области.
- При работе с материалами многоразового использования на загрузочную воронку устанавливают специальный фильтр в виде сита, который отсеивает зерна неподходящего размера.
- Для продолжительных работ используйте компрессор с двойным резервуаром.
Пескоструйные аппараты пришли на отечественный рынок сравнительно недавно, однако пользователи уже успели оценить удобство и производительность данных устройств при проведении подготовительных работ на металлических поверхностях. Если у вас есть опыт успешного применения пескоструйных технологий в быту, поделитесь им в блоке комментариев.
wikimetall.ru
Пескоструйная обработка металла: принцип работы и технология
Пескоструйная обработка металла предназначена для очистки металлических оснований от жирных вкраплений, коррозии, пригара и остатков от формовки. Что такое очистка металла абразивом и для чего она осуществляется?
При заказе этого вида услуги, отмечается, что с каждым годом на нее снижается цена. Этому способствуют уникальные технологии, совершенство оборудования и материалов. При этом количество предложений больше, чем заказов.
Неоспоримые достоинства
Перед покрытием красками металлических оснований, с целью сцепления с лакокрасочного материала с поверхностью, необходимо проводить подготовительные операции. Услуги пескоструйной обработки сегодня актуальны и пользуются спросом у потребителя.
Неповторимая технология предусмотрена для безупречной обработки металлических изделий, зданий, сооружений и элементов, перед их окрашиванием. Использование этого метода закреплено нормативной документацией, в том числе требованиями ГОСТ.
Согласно технологической последовательности необходимо производить мытье металлоконструкций специализированным оборудованием с параллельной очисткой оснований.
Использование абразива позволяет выполнить легкую, поверхностную и глубокую технологию чистки. При этом может быть обработано большое количество квадратных метров (м2).
Степени чистки:
- Поверхностная обработка изделий обеспечивает чистоту среднего уровня, то есть на основании могут остаться жирные пятна и следы от окалины.
- Глубокая обработка позволяет полностью произвести чистку от коррозии либо окалины после сварки, или зачистить поверхность до появления металлического блеска.
- При легком виде чистки удаляются неглубокие пятна коррозии и отслоения от окалины, что придает относительную чистоту обработанной поверхности.
Оборудование для пескоструйной обработки металла наряду с основным назначением применяется, в, том числе, для обезжиривания металлических поверхностей. Устранение слоя масла необходимо перед окрашиванием фасадов и иных поверхностей перед газотермическим напылением или гальваническим покрытием. Цена на устройство невысокая, поэтому этот метод является доступным.

Работы по очищению поверхности производятся довольно быстро, поэтому за короткое время можно обработать не один квадрат площади (м2).
Технология пескоструйной обработки металла выполняется для разных целей, например, для обработки дисков машин. Работа осуществляется в оборудованном помещении. Шлифование обеспечивается дробью или мелкозернистым песком под давлением сжатого воздуха.
Литые и кованые конструкции после обработки пескоструйным оборудованием служат достаточно долго. После проведения работы выполняется покраска поверхностей в несколько слоев.
О правилах пескоструйной обработки
Металлообработка пескоструйным техническим устройством производится в строгом соответствии с маршрутом, изложенным в технологическом процессе. Последовательность выполнения операций разрабатывается индивидуально на одну деталь или партию аналогичных изделий.
Например, для подготовки поверхности фасада, когда обрабатываем поверхность, учитываются следующие нюансы:
- Под давлением подается абразивная смесь, которая после удаляется самостоятельно, вручную. Для этого используется ветошь.
- Влажность песка не должна превышать 2 %, иначе от данной операции эффекта не будет.
- Просеивание песка производится через сито, размер ячеек которого в пределах от 1 до 1,2 мм.
- Принцип подачи воздуха осуществляется по специальному шлангу из компрессорной установки в агрегат. В емкости производится соединение воздушной массы с абразивной крошкой.
- Полученная масса из пескоструя под давлением подается на поверхность, подлежащую обработке.
- Созданное давление не должно превышать 4 кгс/см2. Это условие выполнять необходимо, так как иначе поверхность может быть деформирована.
- При очистке фасадов начальных 3 этажей нужно обеспечивать подачу давления не более 3 кгс/см2.
- Если давление снижается, то и производительность падает. Увеличенный расход песка и комплектующих на квадратный метр обработанной площади (м2) подтверждает необходимость замены насадки.
- При завершении работы поверхность подлежит обдуванию сжатым воздухом. Так устраняется пыль и остатки песка.
Применение в бытовых целях
Пескоструйная и дробеструйная обработка поверхностей стала актуальной на производстве и в домашних условиях. Для обработки металла можно приобрести агрегат Karcher, цена доступная, а качество обрабатываемой поверхности безупречное. При этом количество обработанных квадратных метров (м2) может быть различным.
Преимущество работы машины в том, что обрабатывать поверхность можно не только ровную, но и рельефную. Малый вес и габаритные размеры позволяют осуществлять перемещение устройства без труда.
Дробеструйная обработка металла выполняется с легким приведением в готовность инструмента, без применения особых усилий. Используемые материалы для работ: кварцевый песок или крошка от скорлупы грецких орехов. Величина фракции зерен не должна превышать 1,5 мм.
Регулировка подачи сжатого воздуха производится вручную, с учетом расходования абразива, воздуха и воды. Выбрать оптимальный режим настройки несложно. Для создания рабочего состояния необходимо подсоединиться к источнику воды, компрессору и резервуару с абразивом.
Видео: пескоструйная обработка металла.
Повышения производительности можно добиться за счет расхода воды, подаваемой под давлением не более 2 бар. Максимальный расход воды не должен превышать 120 литров в час, а чтобы не было много пыли от обработки, то достаточно 50 литров в час. Давление от компрессорной установки настраивается в пределах 3-12 бар.
Для подготовки сложных поверхностей предусмотрено перемещение абразива в пескоструйный пистолет при помощи клапана. Второй раз использовать абразив не рекомендовано, так как он выработал свой ресурс на первом этапе. Расход песка может достигать от 50 до 200 кг в час. Этот агрегат полностью соответствует принятым стандартам безопасности.
При наличии этого технического устройства можно организовать свой бизнес, при этом количество квадратов обрабатываемой площади (м2) не ограничено. Россия на сегодняшний день широко применяет данные агрегаты в производственных целях для выполнения государственных заказов, а также для частного предпринимательства.
достоинства метода, особенности проведения, использование в бытовых условиях
На данный момент пескоструйная обработка поверхности является одной из самых качественных методов очистки. С помощью пескоструйки можно производить чистку поверхностей от коррозии, битума, мазута, различных слоев нагара, окалины, штукатурки, разнообразных видов загрязнений, в том числе от слоев краски и лака. А также можно чистить не только бетонные, металлические и каменные, но даже такие деликатные поверхности, как стекло.
Пескоструйные работы с каждым годом становятся все более доступными для рядового потребителя. Объяснение довольно простое: оборудование постоянно усовершенствуется, применяются новые высококачественные расходные материалы.
Достоинства пескоструйной очистки
Пескоструйная очистка благодаря своей эффективности не теряет своей популярности на протяжении десятилетий. Использование метода позволяет провести не только качественную обработку металлических конструкций, которые в дальнейшем будут окрашиваться, но и фасадов зданий, элементов мостов и других конструктивных элементов. Дополнительно использование технологии прописано в пунктах ГОСТа 9.402−2004, где указан перечень требований до поверхностей из металлов, которые будут подданы окраске.
Специалистами выделены три степени очистки поверхностей с применением указанной технологии:
- Легкая;
- Средняя;
- Глубокая.
В рамках легкой очистки используют абразивные материалы и удаляют следы коррозии и отслоившиеся окалины. При осмотре поверхность выглядит относительно чистой. Средняя очистка — это более тщательная обработка. После ее завершения на поверхностях еще можно будет заметить небольшие следы окалины и коррозии. Результатом глубокой пескоструйной очистки станет идеальное очищение от пятен и загрязнений любой природы. В частности, изделия из металла станут зачищенными фактически добела. После нее на поверхности можно наносить грунтовку и она будет готова до нанесения краски.
Абразивоструйная очистка (так еще называют процедуру) позволит не только избавиться от разных загрязнений, ржавчины и окалины, но и обезжиривает. Это имеет особое значение, если лакокрасочные материалы планируют наносить, применяя гальваническую технологию либо газотермическое напыление. Подобная очистка — менее энергоемкая и дешевая по сравнению с другими методами, кроме того, дает возможность за небольшой временной промежуток обработать большие площади.
Сама технология и применяемое оборудование отличаются универсальностью, что дает возможность решать многие практические задачи. Так, относительно недавно с ее помощью начали чистить диски автомобилей, устраняя старое покрытие и следы окисления.
Для качественной подготовки автомобильных дисков к процессу покраски (для продления срока их эксплуатации) используют специальные камеры, где и проводят обработку. В качестве расходных материалов, которые под высоким давлением воздействуют на обрабатываемые поверхности, используют мелкий песок либо металлическую дробь. После такой процедуры диски можно грунтовать, затем наносить лакокрасочное покрытие, которое предотвратит преждевременные повреждения.
Технологическая карта очистки
Главный документ, регламентирующий правила проведения пескоструйной очистки, — технологическая карта. Их составляют для каждого объекта, на котором планируют работать, указывают особенности конструкции исходя из них подбирают и соответствующие материалы, и оборудование.
Как пример можно привести технологическую карту очистки фасада.
- Задача для выполнения: удаление скопившихся загрязнений. Следует применить сухие абразивы и оборудование, обеспечивающее подачу смесей под высоким давлением.
- Рабочий материал: сухой песок, предварительно просеянный ситом с ячейками до 1, 2 мм.
- Сдавленный воздух, который создает компрессорная установка, подается к пескоструйному оборудованию, где происходит перемешивание с абразивом, залитым в резервуар.
- Воздух, перемешанный с абразивом, под давлением поступает до сопла агрегата, а оттуда попадает на объект обработки.
- Чтобы не допустить повреждения фасада, давление воздуха на выходе не должно превышать 4 атм.
- Если здание не выше 3-х этажей, давление в компрессоре максимум 3 атм.
- Воздействие абразивов увеличивает ширину отверстия в сопле механизма, через которое материалы попадают на обрабатываемые поверхности. За два часа беспрерывной работы отверстие может увеличиться наполовину.
- При выполнении работ необходимо постоянно следить за производительностью и расходами абразивных материалов. Если сопло значительно увеличилось, следует его немедленно заменить.
- После завершения обработки фасадов проводят удаление остатков песка и пыли из поверхностей с помощью воздуха, подаваемого под большим давлением.
Использование пескоструйных установок в бытовых условиях
На современном рынке можно найти разнообразные модели пескоструйного оборудования, которым можно успешно пользоваться не только в промышленных целях, но и в быту. Такие аппараты, самыми известными из них являются выпускаемые под брендом Karcher, могут быть задействованы даже для очистки значительных площадей. Опытные пользователи зачастую называют их «фасадными пистолетами».
Бытовые модели дают возможность проводить не только обработку ровных поверхностей из разных материалов, но и объемных конструкций (например, очистка труб изнутри). Кроме того, небольшой вес и компактные размеры делают устройства высокомобильными, их легко перемещать и транспортировать.
Важно и то, что одного человека вполне хватит для полноценного управления устройством, и это никак не отразится на качестве выполненной работы.
Для того чтобы начать нужно всего лишь нажать кнопку на держателе, он также весит немного. В комплект поставки входит шланг, приемная насадка и защитные очки.
Как абразив для бытовых устройств используется преимущественно кварцевый песок, но в последнее время применяются и такие материалы, как ореховые скорлупы или фруктовые косточки. Диаметр абразивных материалов не должен превышать 1,5 мм.
Ручное управление дает возможность отрегулировать главные параметры работы устройства:
- Мощность струи абразивных смесей;
- Расходы материалов;
- Расходы воздуха и воды, с которых формируется смесь.
Так как бытовые аппараты работают на водных смесях, потребуется дополнительно подключить:
- Компрессор для создания необходимого давления;
- Источник для подачи воды;
- Резервуар для сухих абразивов.
Давление воды при подаче не должно быть выше 2 бар — это позволит устройству работать максимально эффективно.
Особенности применения
Не рекомендовано повторно использовать абразивные материалы, даже если их расход очень велик. Дело в том, что влажные материалы, ранее уже использованы в работе, могут спровоцировать сбои в работе оборудования.
Еще одна важная опция бытовых аппаратов — можно экстренно остановить их работу при необходимости, оператор, проводящий работы, не пострадает.
Но при использовании нельзя забывать о простых правилах техники безопасности: работать исключительно в спецодежде и обуви, пользоваться защитными средствами для глаз и органов дыхания.
tokar.guru
Процесса пескоструйной обработки металла: оборудование, ГОСТы
Автор perminoviv На чтение 6 мин. Опубликовано
Пескоструйная обработка, применяется для поверхностной очистки металла с применением природного абразива – песка, просеянного и очищенного до получения однородной фракции. Процесс пескоструйной обработки металла принципа и технологии работы основан на подаче под давлением песчаной смеси, которая направляется на объект обработки.
В ходе процедуры очищения абразивом, с металла «сбивают» не только появившуюся ржавчину, окалину, следы формовочного материала и остатки лакокрасочных покрытий (ЛКП), но и жировые отложения. Именно поэтому технология пескоструйной обработки метала, по праву считается крайне эффективным и относительно не дорогим способом подготовки металлов к последующему покрытию ЛКП или другим работам. Важнейшим аспектом в подготовке металлической поверхности считается — профиль поверхности. В результате исследований установлено, что для качественного сцепления и надежной защиты металла до нанесения укрывного средства необходимо соблюдать требования к пескоструйной обработке. Ниже показано фото пескоструйной обработки металла.
Равномерная и качественно исполненная насечка гарантирует более надежное и долговечное соединение между подготовленной поверхностью и покрытием. Частицы песка формируют на поверхности металла своеобразный рельеф, глубина которого зависит от параметров песка, давления, дистанции и угла атаки сопла.
Очистку металла делят на 3 последовательных стадии:
- Подготовка,
- Очистка и отделка,
- Упрочнение дробеструйным агрегатом.
На 1 этапе поверхность освобождают от ветхого ЛКП, продуктов окисления и прочих поверхностных загрязнений. Помимо указанного удаляется нагар, образующийся на прокате стали. Островатые песчинки образуют рельефность и создают шереховатость, что бы обеспечить большую защитную эффективность нанесенных средств.
Пескоструйная очистка и отделка, разнятся от подготовки, а именно в первом случае суть заключается в усовершенствовании общего вида детали и повышении уровня его пригодности, а не в подготовке детали к покрытию. Отделочная пескоструйка заключается в удалении заусениц с отлитых элементов, а также усовершенствовании его внешнего вида.
Дробеструйное упрочнение — это процесс который призван значительно повысить эксплутационные свойства деталей, испытывающих значительные нагрузки в процессе эксплуатации.
Оборудование для пескоструйной обработки металла
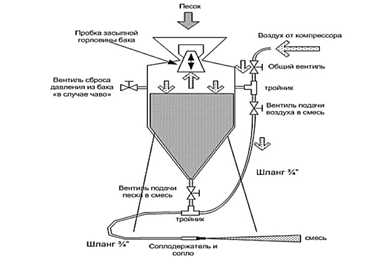
Аппарат для пескоструйной обработки металла, должен иметь такие свойствами, как достойная производительность и экономичность, достигаемая тем, что однажды использованный песок, специальным образом подготавливают и в дальнейшем используют повторно. Общая схема указанных систем включает компрессор, емкость для песка, сопло, шланги для воздуха находящегося в сжатом состоянии и песчаной смеси.
Оборудование для пескоструйной обработки металла подразделяют на 3 вида:
Всасывающего (эжекционного) эффекта, в котором воздух двигается в распыляющий элемент, где за счет образования разряжения, обрабатывающее вещество из резервуара всасывается в смешивающую емкость пескоструйника. Материал, объединяясь с воздушной массой, и образовавшаяся рабочая смесь посредством сопла направляется на обрабатываемый материал. Указанный вид агрегата безотказен в производстве, прост в эксплуатации, с минимальным износом трубопроводов и сопел, но с не большой плодотворностью.
Нагнетательного, в этих системах песок помещается в бункер, откуда в свою очередь посредством специального запора движется в резервуар, находящийся под давлением. Далее посредством нагнетаемого давления песчаная масса направляется в смесительную емкость, где поток воздуха направляет его к выводящему устройству, откуда и извергается на обрабатываемую плоскость. Нагнетательные установки обладают приличной плодотворностью, но их слабое место это сложносоставность и чрезмерная изнашиваемость смесепроводов и сопел.

Гравитационного, в них песок из специальной полости ссыпается в емкость, где соединяется со сжатым воздухом и перенаправляется в выводящую головку. Состав отдельных экземпляров указанного приспособления предусматривает перемешивание песчаного составляющего с воздухом, непосредственно перед выходом из подающего устройства. У описанного агрегата очень велика надежность при работе, они не мудрены в компоновке, более экономичные, чем два описанных выше вида.
Выделяют 4 базовых вида агрегатов:
- маломощные,
- среднемощные,
- высокопроизводительные
- и большеобъемные.
Маломощный — располагает вместимостью 10 — 30 л. Как правило, их употребляют в тех случаях, когда есть нужда в очистке элементов, транспортировать которые в производственные цеха нереально или нецелесообразно. Нужно понимать, что показатели давления воздуха во всех устройствах примерно идентичное, а небольшая мощность в данном конкретном случае указывает на ограниченные возможности в плане объема производимых работ. Основным преимуществом данного вида является облегченность, что способствует ее применению практически во всех условиях и на различных по сложности объектах.

Среднемощные пескоструйники доставляются к месту производимых работ на транспорте. Однако, несмотря на это он конструктивно наделен достойной эффективностью работы. В основном из-за вместительности резервуара для песчаного материала (100-140 л.). Однако наибольшим спросом пользуется пескообрабатывающая система которая располагает вместимостью более 150 л. Передвижные ее модификации снабжены колесной системой для мобильности. Для установки локального базирования необходимо специально выделенное и подготовленное помещение.
Пескообрабатывающий комплекс максимальных вместимостей это от 2000 до 22000 л. песка. Ее максимальная производительность получается кроме прочего из-за присутствия ни одного, а нескольких рабочих выходов.
ГОСТ на пескоструйную обработку металла
ГОСТ 9.402-80 указывает на качественные показатели, требования к поверхности подготовленной для окрашивания или иного защитного покрытия. В нем содержатся требования к пескоструйной обработке:
- При 5-и кратным увеличением, с помощью специальных приспособлений, признаки ржавления металла и сажа отсутствуют
- При визуальном анализе, без специальных увеличивающих приспособлений отсутствуют следы окисления и ржавления металла, сажа, и иные слои не металлического происхождения. Не более чем на 4% поверхностных площадей имеются признаки окисления и ржавления металла и сажа.
На поверхностях отпескоструенного материала отсутствуют признаки окисления и ржавления металла и сажа.
Информативная составляющая о качестве и стандартизация очистки указаны:
Степень | Стандарт SSPC | Стандарт NACE | Стандарт SIS (ISO 8501) |
очистка до «белого металла» | SSPC-SP 5 | NACE No. 1 | SA-3 |
Очистка коммерческая | SSPC-SP 6 | NACE No.3 | SA-2 |
Очистка промышленная | SSPC-SP 14 | NACE No.8 | SA-2-1/2 |
Очистка поверхностная | SSPC-SP 7 | NACE No.4 | SA-1 |
Управляющие систем и аппаратов в обязательном порядке должны быть инструктированы по указанной стандартизации ГОСТа на пескоструйную обработку металла. Не столько для того, чтобы пройти приемщика работы, но для того, чтобы с уверенностью гарантировать, что антикоррозионное покрытие будет нанесено на качественно подготовленную поверхность.
solidiron.ru
Пескоструйная и дробеструйная очистка металла
Струйно-абразивная очистка — важный этап подготовки металлической поверхности к проведению покрасочных работ. С ее помощью можно удалить с металла старую краску и ржавчину, окалину и пятна, возникшие в процессе эксплуатации кузова и автомобильных деталей. Кроме того, такая очистка хорошо обезжиривает поверхность металла, что повышает силу сцепления лакокрасочного покрытия с базовой основой.
Суть метода заключается в обработке металлической поверхности мощной струей сжатого воздуха, смешанного с частицами абразивных материалов. Ранее в качестве абразива использовался кварцевый и силикатный песок (отсюда и название — пескоструйка), но сегодня этого делать нельзя. Запрет вызван несколькими факторами: низкой экологичностью песка (в воздухе появляется сильная запыленность) и ненадлежащим качеством подготовки стальной поверхности.
В настоящее время рекомендуется очищать металл при помощи купершлака, никельшлака, чугунной и стальной дроби. От последних абразивов и возникло название метода — дробеструйная обработка. В зависимости от поставленной задачи выбираются абразивы различной формы и фракции. Так, шарообразная дробь хороша для снятия краски и коррозии, а полимерное покрытие лучше счищать колотой дробью.
Технологические особенности струйно-абразивной обработки металла
Очистка металлических поверхностей выполняется с помощью специальных агрегатов, которые состоят из нагнетателя воздуха и рукавов со сменными насадками (соплами). Подачу воздуха обеспечивают напорные и инжекционные установки, а интенсивность потока и скорость очистки поверхности зависят от диаметра и конструкции сопла. Наиболее распространенным сегодня является напорное оборудование, которое применяется для проведения больших объемов работ. К основным достоинствам напорных установок относится возможность выполнять очистку крупных поверхностей и подавать абразив в труднодоступные места. Оборудование инжекционного типа имеет малую производительность, поэтому наиболее подходит для очистки небольших металлических поверхностей и деталей. В автомобильных мастерских предпочтение отдается напорным устройствам, которые быстро обрабатывают не только колесные диски и мелкие детали, но и изделия с большими габаритами.
Принцип удаления старого лакокрасочного покрытия и загрязнений достаточно прост: под воздействием энергии сжатого воздуха абразивные частицы движутся со значительным ускорением и, сталкиваясь с обрабатываемой поверхностью, создают в ней множество микроскопических трещин. Таких частиц в воздушном потоке содержится великое множество, что и обусловливает высокое качество и быстрые сроки очистки. Увеличивая силу подачи воздуха и используя разные абразивы, можно регулировать эффективность обработки металла, создавая на его поверхности профили (насечки) разного размера. Большинство производителей красок указывают, какие насечки позволят увеличить адгезию между металлом и лакокрасочным покрытием.
Абразивно-струйная очистка металла — сложный процесс, который требует использования современного оборудования и участия квалифицированных специалистов. Только профессиональные мастера подготовят металл таким образом, чтобы краска легла ровными слоями и прослужила долгие годы.
Сферы применения пескоструйных и дробеструйных работ
Сфера применения абразивно-струйной обработки достаточно широка. Этот метод используют в строительстве и промышленности для очистки кирпичных, бетонных и деревянных конструкций, а также для удаления загрязнений с внутренних поверхностей емкостей и резервуаров. Но основное назначение дробеструйных работ — это подготовка металла к нанесению лакокрасочных покрытий.
Сегодня с помощью такого метода можно:
- очистить металл от ржавчины, окалины, фрагментов старой краски, пятен жира и грязи;
- нанести на гладкую поверхность микрорельеф, который повышает адгезионные свойства материалов;
- уплотнить металл и повысить его сопротивляемость циклическим нагрузкам.
В компании NAYADA дробеструйка используется для подготовки металла к последующей обработке. После глубокой очистки и обезжиривания металлическая поверхность становится полностью готовой к нанесению нового лакокрасочного покрытия.
К наиболее востребованным дробеструйным процедурам относится очистка колесных дисков. По своей стоимости, качеству и временным затратам обработка дисков абразивными веществами является оптимальным вариантом очистки. Струя сжатого воздуха направляет частицы абразива во все труднодоступные места, обеспечивает идеальную очистку дисков и придает их поверхности необходимую шероховатость. Благодаря этому антикоррозийные и лакокрасочные материалы ровно ложатся на диск и прочно сцепляются с его поверхностью.
Что касается временных затрат, то дробеструйные работы проводятся в несколько раз быстрее, чем другие способы очистки металла. Абразивы с большой силой ударяются о поверхность и легко разрушают старую краску, следы битума, ржавчину, грязь и окалину. Причем «чистоту» обработки можно варьировать самостоятельно — чем меньше фракция абразива, тем более гладкой будет готовая поверхность.
Помимо колесных дисков специалисты компании NAYADA выполняют дробеструйную обработку:
- автомобильных кузовов;
- деталей двигателя и ходовой части;
- труб и длинномерных изделий;
- прочих агрегатов из стали, алюминия, меди и других металлов.
В итоге можно утверждать, что дробеструйка обладает множеством преимуществ. Это:
- короткие сроки проведения работ — аппарат быстро удаляет старую краску, ржавчину и загрязнения;
- высокое качество очистки — абразивы удаляют сторонние материалы не только на ровных поверхностях, но и в труднодоступных местах;
- высокая вариативность обработки — с помощью дробеструйки можно получить поверхность с таким показателем шероховатости, который требуется для нанесения того или иного лакокрасочного состава.
pokras.ru
Пескоструйная обработка металла – нет окалине и загрязнениям + Видео
Любая загрязненная поверхность станет идеальной, если для ее очистки используется пескоструйная обработка с применением специального оборудования и высококачественных материалов.
1 Пескоструйная обработка – победа над любыми загрязнениями
Среди всех современных способов очистки различных поверхностей, отличающихся высокой эффективностью, особое место занимает пескоструйная обработка металла, металлоконструкций, труб, суппортов авто, сооружений, промышленного и автомобильного оборудования. Такая обработка, называемая зачастую дробеструйной либо просто – пескоструем, за считаные минуты избавляет поверхности от нагара, нефтепродуктов (включая и сильно затвердевшие), слоевой окалины, лакокрасочных многослойных покрытий.

Рекомендуем ознакомиться
Развитие технологии привело к тому, что нынче с ее помощью, кроме всего прочего, выполняется очистка:
- дорожной и строительной техники;
- промышленных и строительных металлоконструкций;
- фасадов зданий из гранита, бетона, кирпича, железобетона;
- стальных резервуаров, цистерн, а также многих других объемных емкостей;
- трубо- и нефтепроводов, железнодорожных и автомостов, водоводов, шлюзовых ворот и других гидросооружений;
- деревянных домов.

Патент на такую обработку был получен в 1870 году Чу Тилгманом – военным изобретателем из США. Поначалу обработку осуществляли исключительно с помощью однородного по размерам песка, но с течением времени ему на смену пришли более качественные и безопасные материалы. О них будет рассказано ниже.
2 Нюансы технологии: почему она столь эффективна?
Суть работы пескоструя заключается в том, что поверхности очищаются за счет нанесения на них абразивного порошка либо специального песка в потоке воздуха. Если средой для распыления служит вода, а не воздух, речь идет уже о гидроабразивной очистке. Сжатый воздух, обладающий немалой энергией, “толкает” острые и твердые зерна абразива на поверхность, что приводит к удалению с нее окалины и других поверхностных элементов.
Если используется мягкий по своей структуре абразивный материал для пескоструйной обработки, отмечается незначительный наклеп на поверхности, так как металл и загрязнения снимаются незначительно. В ряде случаев обрабатываемое изделие становится полированным. А вот тогда, когда абразив характеризуется твердыми зернами, на поверхности образуется немало вмятин и наклепов, шероховатостей. Их размеры и общее количество зависят от дистанции, на которой обрабатывается изделие, угла нанесения абразива, показателя давления воздуха, структуры поверхности и некоторых других факторов.
Чтобы качественно выполнить обработку пескоструем, мастер, осуществляющий ее, должен быть настоящим профессионалом, знать множество тонкостей и нюансов. Кроме того, особого эффекта от очистки не добиться, если постоянно не контролировать качество производимых работ и не использовать высококлассное оборудование. И совсем неважно, что очищается – обработка суппортов автомобиля или фасада обычного здания требует соблюдения технологии и практически “ювелирного” владения установкой для пескоструя.
Качество и техническое возможности аппарата для пескоструйной очистки, конечно же, также оказывают влияние на результаты мероприятия. Если воздух из компрессора подается с малой скоростью, продуктивность работы снижается в разы. Малая эффективность будет наблюдаться и в тех ситуациях, когда мастер не может добиться правильной дозировки абразивного материала в потоке воздуха.
3 Обработка пескоструем металлических поверхностей
Процедура оптимальна для снятия с металлической поверхности всех “ненужных” загрязнений, начиная от вторичной окалины и пригара, и заканчивая ржавчиной. Кроме того, обработка металлоконструкций, которая выполняется при помощи спецоборудования, позволяет обезжиривать стальные изделия, что создает идеальные условия для последующей их сварки либо нанесения краски. Шлифовка металла также будет более качественной, если предварительно его поверхность была тщательно очищена. Очистка, кстати сказать, позволяет увеличить время использования конструкций из металла.
Обработка труб и металлоконструкций проводится такими абразивными составами, как песок, электрокорунд, стальные шлаки. Выбор величины зерна абразива зависит напрямую от того, какую изделие имеет толщину. Например, для тонколистового металла вполне достаточно 1–1,5-миллиметровых зерен, а вот более массивные детали лучше очищать песком с зерном не менее 2 мм.

Технология очистки металла пескоструйной установкой, кроме того, дает возможность гранулам абразивного материала попадать в глубокие слои поверхности за счет мощного потока воздуха, скорость которого может равняться в некоторых случаях 730 м/с. Понятно, что при таких условиях горячекатаный лист или другой вид проката полностью избавляются от загрязнений любого типа, въевшейся ржавчины, окалин.

Существует несколько уровней очистки стальных поверхностей, требования к которым регламентируются ГОСТ 9.402-2004 и международными стандартами:
- коммерческая очистка: после обработки на металле допускается наличие полосок и царапин, при этом полностью отсутствуют следы ржавчины, старой краски, остатки окалины;
- обработка до чистого металла: получается шероховатый рельеф, нет никаких загрязнений;
- удаляющая очистка: возможны остатки краски и ржавчины, если они не мешают качественному нанесению на стальную основу краски.
4 Выбираем абразив для пескоструйной обработки
Кварцевый песок для пескоструйной обработки зернистостью от 0,5 до 5 мм подходит для качественной подготовки поверхностей под окраску, для очистки поковок и отливок, крупных емкостей и корпусов плавсредств (водных суден). При использовании данного абразивного материала выделяется немало пыли, да и зернистость песка уменьшается в процессе работы, так как он имеет свойство крошиться.
Большую твердость, а значит, и более длительный срок эксплуатации имеет чугунная дробь. Но ее нельзя применять для обработки конструкций из цветных металлов и нержавейки (микроскопические чугунные частицы, остающиеся после работы, покрываются ржавчиной). Зато после такой очистки фиксируется явление упрочнения изделий. Чугунная дробь может иметь зерно не более 3 мм (минимальный показатель – 0,2 мм).

В некоторых случаях используется оксид алюминия для пескоструйной обработки. Он имеет очень узкое применение. С его помощью очищают автомобильные свечи зажигания, зубные протезы из металлокерамики. Зерно оксида алюминия измеряется в микрометрах, а его величина составляет 50–250 мкм. Металлизированные поверхности, конструкции из цветных металлов и нержавейки (например, трубы) рекомендовано обрабатывать дроблеными пластмассами, которые относят к группе мягких абразивов. После такой очистки поверхность становится блестящей либо матовой.

Сейчас стала активно использоваться и пленка для пескоструйной обработки гранитных, стальных, каменных, зеркальных и стеклянных поверхностей, которая выпускается под популярными брендами “ADVERblast”, “ОРАМАСК”, “ORAFOL”.
Чаще всего она применяется для выполнения художественных работ. В целом, выбор зернистости и конкретного типа абразива зависит от цели обработки – удаление обрастаний, старой краски, окалины и так далее.
tutmet.ru
Пескоструйная обработка металла | Особенности технологии
История технологии пескоструйной обработки металла
Пескоструйная обработка металла — это технология механической очистки, получаемой в результате воздействия абразивных материалов на металлическую поверхность (субстрат). Энергию абразивным частицам задает поток сжатого воздуха, и далее воздушно-абразивная смесь подается на обрабатываемую поверхность.
Само название «пескоструйная очистка» пришло к нам из английского языка от sand blasting. Автором изобретения является Бенджамин Чу Тилгман, который в 1870 году запатентовал эту технологию в США. В современной технической литературе в настоящее время чаще употребляется термин абразивоструйная обработка (abrasive blasting), так как с конца 19 века количество используемых в методике абразивов значительно выросло, а сам песок по ряду причин в большинстве развитых стран запрещен к использованию.
В различных источниках встречаются и другие названия этой технологии, например, абразивоструйная очистка, абразивно струйная обработка, дробеструйная обработка, пескоструй металла, пескоструйка металла и др., — все это не что иное, как один метод подготовки поверхностей, при котором воздушно-абразивная смесь под давлением распыляется на субстрат, а частицы абразива передают кинетическую энергию поверхности и находящимся на ней веществам.
Целью пескоструйной обработки металла является удаление продуктов коррозии, прокатной окалины, нагара, формовочных масс на литье, старых покрытий и загрязнений различных типов, а также получение характерной шероховатости, улучшающей адгезию (сцепление подложки с наносимыми защитными покрытиями).
Существует распространенное заблуждение, что пескоструйная очистка металла обезжиривает поверхность. На самом деле, очистка заранее необезжиренного металла приводит только к негативным последствиям: микрочастицы жиров «забиваются» абразивом глубоко в профиль и негативно влияют на адгезию защитных покрытий, снижая качество выполненных работ и срок службы.
Преимущества технологии
Пескоструйная обработка — наиболее предпочтительный метод очистки металла и подготовки к нанесению защитных покрытий. Это связано с рядом преимуществ данного метода, таких как: экономичность, высокая скорость и качество очистки.
К тому же, получаемая в результате обработки шероховатость поверхности увеличивает площадь взаимодействия металла и защитного покрытия и улучшает адгезию на физическом и химическом уровне.
Многочисленные исследования, проводимые во всем мире, давно подтвердили тот факт, что срок службы защитных покрытий в большей степени зависит от качества подготовки поверхности, чем от качества наносимого покрытия и способа его нанесения.
Ведущие мировые и отечественные производители лакокрасочных материалов также рекомендуют подготавливать металлическую поверхность перед окраской пескоструйным методом.
Высокую популярность пескоструйная обработка металла получила вследствие широкого применения стали как основного конструкционного материала подверженного в процессе эксплуатации различным видам коррозии.
Мобильность пескоструйного оборудования и невысокая сложность применения позволяют использовать метод практически повсеместно, включая высотные и подземные работы, а также географическую удаленность объектов.
Появившиеся в последнее время высококачественные абразивы и технологии их сбора и очистки для повторного применения сделали метод еще более экономичным и снизили экологическую нагрузку на окружающую среду.
Оборудование для пескоструйной обработки металла
Пескоструйное оборудование бывает мобильным и стационарным, а по технологии формирования абразивоструйной струи делится на напорное и эжекционное.
К мобильному оборудованию обычно относят передвижные пескоструйные аппараты и ручные эжекторные пескоструйные пистолеты. К стационарным системам относят крупные установки на несколько рабочих постов или пескоструйные камеры.
Напорное пескоструйное оборудование
В пескоструйном оборудовании напорного типа подача абразива регулируется дозирующим клапаном, в который абразив поступает из герметичной ёмкости, находящейся под давлением, и, смешиваясь со струей сжатого воздуха, подаётся по пескоструйному рукаву (шлангу) к соплу, в котором струя ускоряется и на выходе из него распыляется на поверхность.
Такой тип оборудования при правильной компоновке отличается высокой производительностью и экономичностью, так как позволяет эффективно настроить подачу абразива и сформировать большой объем воздушно-абразивной смеси под высоким давлением. Напорное пескоструйное оборудование потребляет большое количество сжатого воздуха, за счет которого отчасти и достигается высокая производительность. Обычно расход воздуха составляет от 2 до 20 куб.м/мин при давлении от 5 до 12 бар.
Напорный аппарат для пескоструйной обработки металла рекомендуется использовать при больших объемах работ, для оснащения обитаемых камер очистки, для очистки металла от старых толстослойных покрытий и прокатной окалины.
Эжекционное пескоструйное оборудование
Обычно эжекционное оборудование представлено в виде пескоструйных пистолетов и необитаемых пескоструйных камер.
Разряжение, возникающиее в эжекторе, позволяет через всасывающий рукав подавать абразивный материал в зону контакта со струей сжатого воздуха, где и формируется воздушно-абразивная смесь.
Производительность эжекционного пескоструйного оборудования при равном обеспечении сжатым воздухом и использовании одинаковых абразивов уступает напорным установкам. Но в некоторых условиях использование такого вида оборудования более целесообразно, например, эжекционный пескоструйный пистолет, благодаря мобильности и небольшому весу, позволяет более эффективно выполнять работы на высоте или в ограниченных пространствах. В таких случаях производительность эжекционного пескоструйного оборудования может даже превосходить установки напорного типа.
Эжекционные пескоструйные камеры предназначены для обработки небольших деталей при низкой загруженности производства или непостоянных работах.
Особенностью технологии является более «щадящая» обработка поверхностей, что в ряде случаев также является основным критерием выбора оборудования. Требования к обеспечению сжатым воздухом у такого оборудования существенно ниже, чем у напорных аппаратов.
Беспылевые пескоструйные аппараты
Беспылевое пескоструйное оборудование обладает рядом преимуществ по сравнению с обычными эжекционными и напорными аппаратами открытой очистки.
Суть технологии заключается в подаче воздушно-абразивной струи на поверхность и одновременном параллельном заборе вакуумной системой отработанного абразива, его очистки от заргязнений и сбора для повторного использования.
Замкнутая цикл движения абразива в таких аппаратах позволяет использовать абразивные материалы с высокой оборачиваемостью, что приводит к снижению расходов на очистку. Практически полностью исчезает необходимость сбора отработанного абразива на участке очистки, а отсутствие пыли в зоне работ дает возможность использовать беспылевые пескоструйные установки в местах нахождения людей без специальных средств защиты, например, в населенных пунктах, в жилых и производственных помещениях.
Повышение эффективности
Эффективность пескоструйной обработки металла напрямую зависит от технически грамотной компоновки оборудования и оснастки, правильного подбора абразивного материала, соответствующего поставленным задачам, достаточного обеспечения комплекса подготовленным сжатым воздухом, а также в большой степени от профессиональной подготовки работающего персонала.
К сожалению, зачастую уделяется слишком мало внимания обучению и повышению квалификации сотрудников. Такая экономия приводит лишь к ухудшению качества очистки, снижению производительности труда и увеличению расходов.
Выбирая абразивы и оборудование для пескоструйной обработки металла, часто допускают распространенную ошибку, рассматривая в качестве основного критерия цену, а не технические возможности оборудования и соответствие абразивов стоящим задачам. В большинстве случаев такой выбор приводит к повышению расходов на очистку, снижению качества подготовки поверхности и производительности труда, а планируемая экономия превращается в реальные финансовые потери.
Основным показателем, на который стоит ориентироваться при подборе оборудования и абразивов, является не их цена, а себестоимость очистки единицы площади и возможность выполнить работы с заданным качеством в определенный срок.
Повышение эффективности, а как следствие и конкурентоспособности на рынке услуг пескоструйной очистки металла стоит искать именно в снижении себестоимости работ, повышении профессиональных компетенций персонала и производительности труда.
Действия, направленные на повышение эффективности пескоструйной обработки металла, дают очень быстрый экономический эффект в виде снижения расходов на проведение работ и увеличения прибыли предприятий.
Выводы
Если вы ищете подходящий способ очистки металла или подготовки перед окрашиванием, то пескоструйная обработка в большинстве случаев будет оптимальной. Благодаря высокой производительности и экономичности, пескоструйная обработка металла многие годы остается наиболее популярным методом очистки и подготовки перед нанесением защитных покрытий.
С развитием технологий совершенствуется ручной инструмент и появляются новые виды оборудования для очистки металлических поверхностей, возможно некоторые из них в будущем займут свою нишу и смогут конкурировать с пескоструйной очисткой. Однако, не стоит на месте и сама пескоструйная технология: появляются новые и совершенствуются старые технологические решения, позволяющие увеличивать производительность труда и повышать экономичность и уровень безопасности оборудования. Широкий выбор современных абразивов дает возможность подобрать оптимальные материалы для самых разнообразных задач.
Не забывайте о том, что эффективность и экономический результат вашей работы будут напрямую зависеть от правильного выбора оборудования, его компоновки, подбора соответствующего задачам абразива и профессиональной подготовки персонала.
xn—-8sbcejdaf0adk1bgfccbbgxikcy0aj.xn--p1ai