Пила ленточная полотно – Полотно для ленточной пилы по металлу и дереву: виды, выбор, видео
alexxlab | 05.05.2020 | 0 | Разное
Полотно для ленточной пилы по металлу: выбираем лучшее
Продуктивность ленточнопильного станка напрямую зависит от того, насколько правильно выбрано полотно для ленточной пилы. Существует много разновидностей пильных лент, которые отличаются:
- материалом изготовления;
- формой зубьев;
- их заточкой;
- типом разводки.
Полотно для ленточной пилы по металлу изготовляется из углеродистой стали монолитной конструкции или биметаллического состава. Стальные полотна, обладающие сопротивлением на разрыв до 80 МПа предназначены для распиливания цветного металла, пластик, сплошных стальных и чугунных заготовок. Они хорошо зарекомендовали себя на консольных и одностоечных станках промышленного и полупромышленного назначения.
На мощных двухстоечных станках, в большинстве случаев, используется ленточное биметаллическое полотно по металлу. Это вид пил имеет сложную конструкцию, основой которой является гибкая и прочная лента из пружинной стали, на которую напаяны зубья из инструментальной стали быстрорежущей марки 1Р2М10К8 (или иных сплавов с похожими характеристиками). Они отличаются высокой твердостью, около 950 НV. Зубья расположены в специальных гнездах и закреплены методом электронно-лучевой пайки.
Биметаллические ленточные пилы используются для резания чугуна, сталей всех видов, особо прочных сплавов. Как правило, они применяются для работы со сплошными заготовками, при резке труб и профиля использовать лучше обычные стальные пилы.
Если выбрать форму зуба и разводку правильно, то твердосплавные ленточные полотна отлично справляются и со всеми видами нержавейки.
Виды зубьев ленточных пил
Полотно для ленточнопильного станка оснащается зубьями в количестве от 1 до 32 на один погонный дюйм. Если выбор ленточного полотна требует непостоянного шага зуба, то их количество находится в диапазоне от 0,75/1,25 до 10/14 на дюйм. От плотности зубьев зависит их число, которое пребывает в зоне реза одновременно. Оптимально — 3-5.
Зубья режущей кромки расположены не прямолинейно, а отклонены в стороны от плоскости основной ленты. Вид этого отклонения называется разводкой пилы. Зубья поочередно наклонены в правую и левую сторону, что обеспечивает более широкую, чем толщина полотна, линию реза и исключает его застревание в материале. Наиболее часто используется разводка трех видов:
- вправо, прямой зуб и влево;
- вправо и влево поочередно;
- волнообразная разводка с изменяемым углом наклона зуба.
Форма разводки полотен
Первый вид используется при резании пакетов сплошных заготовок, труб, профильного проката. Волнообразная — для труб, особенно тонкостенных, проката малых размеров с небольшой толщиной стенок. Стандартная вправо/влево практически универсальная, но лучше всего себя проявляет при резке мягких материалов — меди, алюминия, цветных сплавов и пластика.
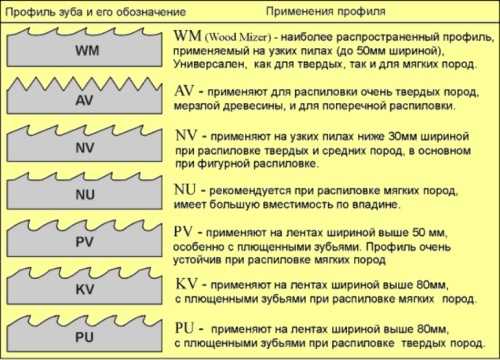
Форма зуба
Полотна для ленточнопильных станков оснащаются зубьями нескольких стандартизированных форм:
- Зуб NORMAL (N) не имеет наклона фаски впереди. Рабочая кромка направлена вертикально вверх. Используется для резки высокоуглеродистых материалов, тонкостенных труб и проката.
- HOOK (H) обладает наклоном фронтальной части в 100. Его назначение резка труб с толстой стенкой и сплошного прута любого сечения из легированной стали.
- Для цветных сплавов, высоколегированных сталей, и труднообрабатываемых металлов используется полотно для ленточной пилы, оснащенное зубом RP с наклоном рабочей кромки и в 160.
- Ленточное полотно с формой зуба MASTER отличается высокой универсальностью, кроме рабочей фронтальной кромки с углом 10 или 160 шлифуется продольная фаска, в результате чего шероховатость реза значительно снижается. Такие пильные ленты применяются на всех видах станков по металлу.
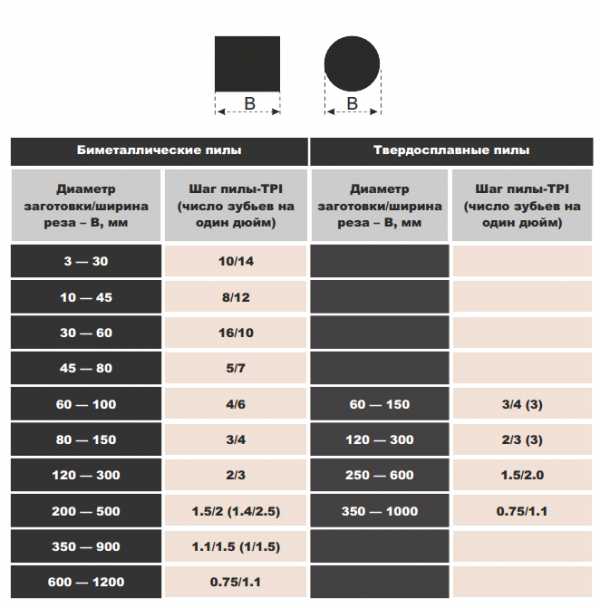
От шага пилы зависит толщина материала, который она может обрабатывать. При резке сплошного металла выбирается полотно для ленточной пилы с одним шагом, труб — с другим. Примерные параметры приведены ниже, в таблицах.
Таблица соотношения зубьев пилы к толщине металла
Шаг зубьев ленточной пилы по отношению к диаметру трубы
Скорость резания
Стальные и биметаллические ленточные полотна рассчитаны на заданную скорость резания. Как правило, она указывается в специальных таблицах и для каждого станка своя. Если не удалось найти соответствующих данных для конкретного станка или ленты, то определить оптимальную скорость пиления можно экспериментальным путем, по получаемой стружке:
- тонкая или пылеобразная —подача слишком медленная или линейная скорость ленты слишком высокая;
- стружка крупная , с голубовато-синим отливом — высокая скорость подачи или линейная скорость мала;
- вьющаяся спиралевидная, одинаковая по длине стружка — режим работы правильный.
Каждое полотно для ленточной пилы характеризуется определенной производительностью и способностью выполнить определенное число резов. Например, биметаллическое 27х0,9 характеризуется продуктивностью 10-25 см/мин при резке высоколегированных сплавов и 45-70 см/мин при работе со сталями конструкционных марок. Усредненное время эксплуатации пильного полотна ленточного станка составляет 150-170 часов работы.
Уход за ленточной пилой
Полотно для ленточной пилы, как и любой другой инструмент, требует надлежащего хранения и ухода.
Для продления срока эксплуатации ленты при перерывах в работе ее следует снимать со станка и хранить в ненапряженном состоянии. На станке натяжение полотна не должно превышать 300 н/м, превышение этого показателя грозит разрывом металла или деформациями.
При работе следует соблюдать режимы подачи СОЖ. Без смазки и охлаждения ресурс ленты значительно снижается. При установке нового полотна следует «прокатать» его в холостом режиме минут 10-15 и только затем выполнить несколько пилений в режиме с нагрузкой до 50% от номинальной.
Правильная работа и долговечность пилы для ленточного станка зависит от выполнения заточки и разводки. Для этих операций предназначены специальные станки с различными режимами настройки. При заточке, кроме собственно восстановления остроты зубьев, производится устранение микротрещин и дефектов, возникающих в пазухах. Регулировка высоты снятия припуска тоже очень важна для сохранения прочности полотна.
Заточка производится без нажима заточного диска, во избежание отжига ленты, которое может произойти даже при правильных настройках под тип зуба и его шаг.
wikimetall.ru
Полотно для ленточной пилы – как выбрать по металлу, дереву и мясу, основные параметры и лучшие производители
Скорость обработки материала зависит от того, насколько правильно была выбрана ленточная пила. Этот многорезцовый инструмент представляет собой гибкую ленту из металла, имеющую кольцевую форму, вдоль одного из краев которой проходят зубья. Пила требуется для работы ленточнопильных станков.
Классификация полотен ленточных пил
При изготовлении ленточных пил применяется углеродистая сталь, она отличается высокой износостойкостью. В продаже имеются полотна, изготовленные из биметаллического материала, и ленточные пилы с полотном, где при изготовлении зубьев применены твердосплавные напайки.
Размеры ленточных пил в ширину (доставка заказчику этих пил в основном происходит в виде бухты или в состоянии соединенных между собой нескольких лент) варьируются в интервале от 13 до 80 мм. Для станков, где применяется вертикальный вариант резки, изготавливаются ленточные пилы меньшей ширины (до 6 мм).
Исходя из многообразия сферы использования, составлена следующая классификация полотен:
- М42. Это биметаллическое полотно используется для резки материала, сделанного из углеродистой стали.
- М51. Его применяют для распиловки материала, произведенного из высокоуглеродистой стали, а также ее сплава.
- SP. Такое полотно предпочитают использовать для резки редкого и жароустойчивого сплава.
- ТСТ. Компании-производители выпускают их для обработки материалов из твердых сплавов или тех, которые имеют неоднородную структуру.
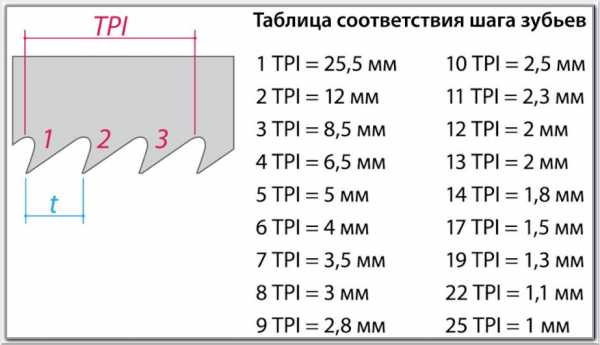
При выборе изделий обращают внимание на показатель TPI, который отражает число зубьев на 1 дюйм. Стоит узнать, из какого материала сделана заготовка. Это влияет на толщину и на аккуратность среза.
Чем больше параметр TPI, тем меньше будет скорость работы и уже пропил. Благодаря этому распил получается более аккуратным
Если предстоит распиловка древесины, ленту лучше выбирать с характеристикой от 3 TPI. При работе с металлом рекомендуется использовать ленту с показателем TPI от 4 до 20.
Зубья в ленте отличаются не только расстоянием друг от друга, но и формой. Различают 2 типа зубьев. Один из них называется skip. Он чаще всего встречается на лентах с некрупным шажком (от 3 до 6), что способствует большей площади выброса опилок.
Второй тип называется regular. Он обладает треугольной формой и, в отличие от зубцов skip, не имеет дополнительного места для опилок. По этой причине такие изделия используют при выпиливании предметов большой толщины или твердых материалов.
Существует множество типов полотен, ниже представлены самые популярные:
- 3 TPI skip. Это хороший выбор, если требуется быстрая распиловка толстых материалов. Изделие используют для пиления древесины вдоль.
- 4 TPI skip. Ленты этого типа подходят для универсального пиления.
- 6 TPI skip. Полотна нужны при работе станка на средней скорости, их можно использовать при продольном пилении дерева толщиной до 50 мм и поперечного до 150 мм.
- 10 TPI regular требуется, когда нужно пилить искусственные материалы — фанеру, пластик и др. При подаче на маленькой скорости подходит для распиловки древесины толщиной в 50 мм.
- 14 TPI regular. При низком темпе подачи можно использовать для пиления различных материалов толщиной до 25 мм. Используют при работе с легкими металлами.
Срок службы полотен зависит от того, какая компания их выпустила.
Как выбрать полотно по металлу, дереву или мясу
Перед тем как приступить к выбору ленточной пилы для станка, нужно прочитать инструкцию по эксплуатации. В ней производитель указывает параметры изделия, его максимальную и минимальную ширину. Для длины всегда задан диапазон, который нельзя менять, тогда как ширину можно регулировать.
Выбирать изделие следует в соответствии со сферой использования. Например, максимальная ширина подходит, если не предполагается, что заготовку придется распиливать по радиусу.
Подбирая параметры для пилы ленточного типа, нужно определиться со следующими критериями:
- какими будут объемы работ;
- учитывать частоту использования;
- с какими материалами придется работать;
- размеры самого полотна.
Нужно обратить внимание на зубцы. Имеет значение их форма и размер.
Для каждого материала требуются разные виды ленточных пил. Инструменты марки М-51 подойдут, если нужно выполнить резку высокоуглеродистых сталей. Пила марки М-42 требуется для низкоуглеродистых сталей, биметаллического полотна. Она нужна для работы со среднеуглеродистой сталью.
Модели SP предназначены для длительной работы с жаростойкой сталью. Инструменты типа ТСТ требуются для обработки заготовок из титана, они же рассчитаны на работу с никелевыми сплавами.
Если выбор пильного полотна для ленточной пилы сделан правильно, произойдет следующее:
- линия среза будет ровной;
- будет отсутствовать вибрация при распиловке материалов;
- не появится трещин и сколов в месте среза.
Для резки камня, металла, дерева и синтетического полотна применяют разные ленточные пилы. Их стоимость зависит от назначения и вида полотна. Для обработки древесины используют полотно для ленточной пилы «Зубр 350».
Резка пластика, стекла и древесины осуществляется полотнами 1425 мм, стоит приобрести полотно по мясу 1650 мм. Для распиловки дерева можно купить лезвия 2240 мм.
Как подобрать ширину полотна
Количество зубцов имеет значение при выборе полотна, требования указывает производитель станка. Важны такие показатели, как их шаг и разводка. Имеет значение качество заточки и размер зубцов.
При работе с толстыми заготовками нельзя использовать тонкое лезвие, оно может деформироваться. Чем шире выбранное полотно, тем более тонкий срез получится. При распиловке тонких изделий не стоит устанавливать на станок толстую пилу, это может привести к изгибу заготовки.
Основные параметры зубцов
Количество зубьев напрямую связано с качеством пропила. Чем их больше, тем выше результат работы. Это происходит из-за того, что нагрузка равномерно распределяется по всей площади режущей поверхности.
Если ленточная пила имеет большие зубцы, пропил получается глубоким. По этой причине такие полотна применяются при спиливании деревьев. Для небольших и тонких листовых материалов подходят полотна с небольшими зубцами.
Для работы с крупными заготовками лучше остановить свой выбор на ленточной пиле с большими зубьями. Если требуется снизить резонансные явления, зубья должны иметь разную высоту. Для распиловки крупных материалов нужно использовать пилы с равномерными и часто посаженными зубьями.
Чтобы снизить засорение ленточной пилы при работе, нужны переменные зубья, которые подходят для распила мягких материалов.
Лучшие производители
Среди компаний-производителей ленточных пил специалисты рекомендуют следующие, занимающие первые строчки рейтинга:
- Arntz. Немецкая компания, в производственных помещениях которой осуществляется постоянный мониторинг качества выпускаемой продукции, а также ведутся работы по исследованиям с целью модернизации технологий и улучшению показателей характеристик ленточных пил.
- Lenox. Американская компания, особенностью этого производителя является специально разработанное покрытие, оно носит название Armor. Благодаря ему изделия обладают повышенной прочностью и устойчивостью к физическому износу.
- Wikus. Еще один производитель из Германии, на протяжении большого промежутка времени находящийся в лидерах списка лучших производителей ленточных пил. К достоинствам компании можно отнести наличие многолетнего опыта в выпуске инструментов и большого перечня имеющихся моделей.
- Forezienne — французская компания по производству и техническому обслуживанию режущих инструментов. Главной ее особенностью является изготовление полотен для ленточных пил из стали, которая производится из высокопробных горных пород и проходит обработку системой закаливания и отпуска.
- Lennartz — не менее крупный производитель лезвий для ленточных станков, востребованный в Европе. Эта компания специализируется на изготовлении пил на базе композиционных сплавов.
- Doall — американский производитель, его знают на рынке благодаря высокому качеству ленточных пил.
Все изделия отличаются надежностью и длительным сроком службы.

Ремонт полотна
Разрыв режущей части является редким явлением в деревообработке, но металлическую ленту можно отремонтировать и повторно использовать в работе. Процесс восстановления включает в себя следующие этапы:
- измерение длины ленточного полотна;
- выявление недостающих фрагментов;
- обработка кромок;
- сварка электроконтактным способом;
- закалка и обработка сварного шва.
Восстановление полотна для ленточной пилорамы требует квалификации мастера. Стоимость услуги зависит от того, сколько швов нужно сделать и какой ширины должны быть вставки.
opilah.com
Ленточное полотно и пилы для ленточнопильных станков
Рекомендации по распиловкеОбщие рекомендации:
1. Установку и замену пилы проводите только при выключенном питании.
2. Установите правильное натяжение пилы в зависимости от ширины, толщины полотна и применяемого оборудования.
Можно приступать к распиловке. Обратите внимание, что мягкие породы (в основном, хвойные) имеют неравномерную плотность годовых колец. Твердые породы, имея одинаковую плотность, обычно могут распиливаться быстрее и с постоянной скоростью. Нормальная линейная скорость пилы составляет около 30 м/с. При увеличении линейной скорости пилы и скорости подачи материала возможно получение более чистого пропила, но при этом сокращается срок службы пилы из-за усталости металла.
3. Всегда снимайте натяжение пилы, как только прекратили пилить.
После того как вы сняли пилу, внимательно осмотрите пилу на предмет видимых трещин и повреждений зубьев, оцените состояние сварного шва. Очистите пилу от опилок и смолы. Для уменьшения налипания смолы используйте СОЖ.
4. Заточка.
Неправильная заточка и разводка пилы — это главная причина преждевременного выхода пилы из строя.
Правильная заточка зубьев ленточных пил должна удовлетворять требованиям:
- все зубья после заточки имеют одинаковый профиль;
- вершины зубьев располагаются на одной прямой;
- дно впадин между зубьями имеют одинаковые закругления;
- передний угол зуба после заточки не изменяется и остается одинаковым по всей длине пилы.
При заточке недопустимы:
- большая шероховатость поверхности впадин зуба, заусенцы;
- уменьшение радиуса впадины зуба, надрезы и риски, грубое шлифование;
- «пережёги» (перегрев зуба и межзубных впадин).
Основные причины перегрева — это большая подача, неправильный подбор абразивного круга и его профилирование. Перегрев зуба и межзубных впадин приводит к изменению свойств материала пилы, что может проявляться в уменьшении (отпуск) или увеличении (закалка) твёрдости верхнего слоя металла. Отпуск способствует быстрому затуплению режущего части, закалка — образованию микротрещин по впадинам зуба и обрыву пилы.
По окончании заточки необходимо удалить заусенцы, так как они могут привести к неточной разводке зубьев пилы.
5. Разводка зуба также является важным фактором работы пилы. Величина разводки зависит от породы древесины. Чем мягче и волокнистее древесина, тем больше разводятся зубья для уменьшения трения о волокна.
Мягкие породы древесины имеют грубые, длинные волокна, в то время как у более твердых они практически отсутствуют. Это также относится и к мерзлой древесине мягких пород, которые пилятся с незначительной разводкой.
Рекомендуемые значения разводки зуба:
|
Разводку можно считать оптимальной, когда между полотном пилы и деревом, которое она пропиливает, находится смесь 65-70% опилок и 30-35% воздуха. Внешним проявлением того, что пила разведена правильно, является выброс из пропила приблизительно 80-85% опилок. На ощупь опилки должны быть теплые, но не горячие.
При распиловке необходимо учитывать следующие факторы, влияющие на эффективную работу:
1. Оператор-распиловщик играет ключевую роль в получении максимальной производительности и продолжительности жизни пилы, так как он контролирует большинство факторов, влияющих на распиловку: чистоту бревен, натяжение пилы, скорость подачи, положение направляющих роликов пилы.
2. Состояние станка влияет на эффективность применения ленточных пил. Убедитесь в том, что станок находится в исправном состоянии перед тем, как вы решите поменять тип и марку ленточного полотна. Ни одно полотно не сможет отработать заявленное количество времени на станке, который нуждается в ремонте или настройке.
3. Состояние и регулировка шкивов
На эффективность использования ленточный пил влияет диаметр и состояние шкивов. На шкивах относительно небольшого диаметра (до 600 мм) обычно применяется полотно с толщиной до 0,9 мм. Применение шкивов большего диаметра позволяет применять более толстые полотна.
Не рекомендуется попадание на шкивы отходов и опилок. Шкивы, покрытые резиной, должны быть без трещин, стальные шкивы должны быть перешлифованы, если имеет место очевидный и значительный износ.
4. Учитывайте влажность древесины.
5. Очищайте поверхность бревен. Кора, грязь, камни, песок и другие инородные материалы в древесине изнашивают зубья пилы значительно быстрее, чем сам процесс пиления.
6. Следите за натяжением пилы. Правильное натяжение обеспечивает максимальную производительность и скорость распиловки.
7. Скорость подачи должна поддерживаться на максимально возможном значении при сохранении качества пропила. В противном случае пила многократно ходит по одному и тому же пропиленному месту, расходуя свой ресурс впустую.
8. Состояние и положение направляющих роликов. Они должны быть правильно отрегулированы, ширина должна соответствовать ширине используемой пилы, чтобы обеспечивать стабильность ее работы. Если ролики отклонены в сторону от правильного положения, то пила тоже будет следовать заданному направлению, и на поверхности доски появится «волна».
smkom.ru
| Типоразмеры биметаллических ленточнопильных полотен имеющихся всегда в наличии на складе | ||||||
| SGLB |
||||||
| Марка | Размер | Шаг | Тип кромки зуба | |||
| Ленточнопильное полотно Amada SGLB | 13 | 8/12 | М42 | |||
| Ленточнопильное полотно Amada SGLB | 13 | 10/14 | М42 | |||
| Ленточнопильное полотно Amada SGLB | 20 | 4/6 | М42 | |||
| Ленточнопильное полотно Amada SGLB | 20 | 6/10 | М42 | |||
| Ленточнопильное полотно Amada SGLB | 20 | 8/12 | М42 | |||
| Ленточнопильное полотно Amada SGLB | 20 | 10/14 | М42 | |||
| Ленточнопильное полотно Amada SGLB | 27 | 2/3 | М42 | |||
| Ленточнопильное полотно Amada SGLB | 27 | 3/4 | М42 | |||
| Ленточнопильное полотно Amada SGLB | 27 | 4/6 | М42 | |||
| Ленточнопильное полотно Amada SGLB | 27 | 5/7 | М42 | |||
| Ленточнопильное полотно Amada SGLB | 27 | 6/10 | М42 | |||
| Ленточнопильное полотно Amada SGLB | 27 | 8/12 | М42 | |||
| Ленточнопильное полотно Amada SGLB | 27 | 10/14 | М42 | |||
| Ленточнопильное полотно Amada SGLB | 34 | 2/3 | М42 | |||
| Ленточнопильное полотно Amada SGLB | 34 | 3/4 | М42 | |||
| Ленточнопильное полотно Amada SGLB | 34 | 4/6 | М42 | |||
| Ленточнопильное полотно Amada SGLB | 34 | 5/7 | М42 | |||
| Ленточнопильное полотно Amada SGLB | 34 | 6/10 | М42 | |||
| Ленточнопильное полотно Amada SGLB | 41 | 2/3 | М42 | |||
| Ленточнопильное полотно Amada SGLB | 41 | 3 | М42 | |||
| Ленточнопильное полотно Amada SGLB | 41 | 3/4 | М42 | |||
| Ленточнопильное полотно Amada SGLB | 41 | 4/6 | М42 | |||
| Ленточнопильное полотно Amada SGLB | 41 | 5/7 | М42 | |||
| Ленточнопильное полотно Amada SGLB | 54 | 1,1/1,5 | М42 | |||
| Ленточнопильное полотно Amada SGLB | 54 | 2/3 | М42 | |||
| Ленточнопильное полотно Amada SGLB | 54 | 3/4 | М42 | |||
| Ленточнопильное полотно Amada SGLB | 54 | 4/6 | М42 | |||
| Ленточнопильное полотно Amada SGLB | 54 | 1,25 | М42 | |||
| Ленточнопильное полотно Amada SGLB | 67 | 1,1/1,5 | М42 | |||
| Ленточнопильное полотно Amada SGLB | 67 | 2/3 | М42 | |||
| Ленточнопильное полотно Amada SGLB | 67 | 3/4 | М42 | |||
| HI-LO |
||||||
| Марка | Размер | Шаг | Тип кромки зуба | |||
| Ленточнопильное полотно Amada HI-LO | 27 | 5/7 | М42 | |||
| Ленточнопильное полотно Amada HI-LO | 34 | 5/7 | М42 | |||
| Ленточнопильное полотно Amada HI-LO | 41 | 5/7 | М42 | |||
| Марка | Размер | Шаг | Тип кромки зуба | |||
| Ленточнопильное полотно Amada SHL | 27 | 2/3 | М42 | |||
| Ленточнопильное полотно Amada SHL | 27 | 3/4 | М42 | |||
| Ленточнопильное полотно Amada SHL | 34 | 2/3 | М42 | |||
| Ленточнопильное полотно Amada SHL | 34 | 3/4 | М42 | |||
| Ленточнопильное полотно Amada SHL | 41 | 1,5/2 | М42 | |||
| Ленточнопильное полотно Amada SHL | 41 | 2/3 | М42 | |||
| Ленточнопильное полотно Amada SHL | 41 | 3/4 | М42 | |||
| Ленточнопильное полотно Amada SHL | 54 | 1,1/1,5 | М42 | |||
| Ленточнопильное полотно Amada SHL | 54 | 0,75/1 | М42 | |||
| Ленточнопильное полотно Amada SHL | 54 | 1,5/2 | М42 | |||
| Ленточнопильное полотно Amada SHL | 54 | 2/3 | М42 | |||
| Ленточнопильное полотно Amada SHL | 67 | 0,75/1 | М42 | |||
| Ленточнопильное полотно Amada SHL | 67 | 1,1/1,5 | М42 | |||
| Ленточнопильное полотно Amada SHL | 67 | 1,5/2 | М42 | |||
| Ленточнопильное полотно Amada SHL | 67 | 2/3 | М42 | |||
| Ленточнопильное полотно Amada SHL | 80 | 0,75/1 | М42 | |||
| Ленточнопильное полотно Amada SHL | 80 | 1,1/1,5 | М42 | |||
| Ленточнопильное полотно Amada SHL | 80 | 3/4 | М42 | |||
| SUPER HLG |
||||||
| Марка | Размер | Шаг | Тип кромки зуба | |||
| Ленточнопильное полотно Amada SHL-G | 27 | 2/3 | М42 | |||
| Ленточнопильное полотно Amada SHL-G | 27 | 3/4 | М42 | |||
| Ленточнопильное полотно Amada SHL-G | 27 | 4/6 | М42 | |||
| Ленточнопильное полотно Amada SHL-G | 34 | 2/3 | М42 | |||
| Ленточнопильное полотно Amada SHL-G | 34 | 3/4 | М42 | |||
| Ленточнопильное полотно Amada SHL-G | 34 | 4/6 | М42 | |||
| Ленточнопильное полотно Amada SHL-G | 41 | 1,5/2 | М42 | |||
| Ленточнопильное полотно Amada SHL-G | 41 | 2/3 | М42 | |||
| Ленточнопильное полотно Amada SHL-G | 41 | 3/4 | М42 | |||
| Ленточнопильное полотно Amada SHL-G | 54 | 1,1/1,5 | М42 | |||
| Ленточнопильное полотно Amada SHL-G | 54 | 1,5/2 | М42 | |||
| Ленточнопильное полотно Amada SHL-G | 54 | 2/3 | М42 | |||
| Ленточнопильное полотно Amada SHL-G | 54 | 3/4 | М42 | |||
| Ленточнопильное полотно Amada SHL-G | 67 | 0,75/1 | М42 | |||
| Ленточнопильное полотно Amada SHL-G | 67 | 1,1/1,5 | М42 | |||
| Ленточнопильное полотно Amada SHL-G | 67 | 1,5/2 | М42 | |||
| Ленточнопильное полотно Amada SHL-G | 67 | 2/3 | М42 | |||
| SIGMA |
||||||
| Марка | Размер | Шаг | Тип кромки зуба | |||
| Ленточнопильное полотно Amada SIGMA | 27 | 3/4 | М42 | |||
| Ленточнопильное полотно Amada SIGMA | 34 | 2/3 | М42 | |||
| Ленточнопильное полотно Amada SIGMA | 34 | 3/4 | М42 | |||
| Ленточнопильное полотно Amada SIGMA | 41 | 2/3 | М42 | |||
| Ленточнопильное полотно Amada SIGMA | 41 | 3/4 | М42 | |||
| Ленточнопильное полотно Amada SIGMA | 67 | 1,1/1,5 | М42 | |||
| Ленточнопильное полотно Amada SIGMA | 67 | 1,5/2 | М42 | |||
| PROTECTOR M42 |
||||||
| Марка | Размер | Шаг | Тип кромки зуба | |||
| Ленточнопильное полотно Amada PROTECTOR | 20 | 4/6 | М42 | |||
| Ленточнопильное полотно Amada PROTECTOR | 20 | 5/7 | М42 | |||
| Ленточнопильное полотно Amada PROTECTOR | 20 | 6/10 | М42 | |||
| Ленточнопильное полотно Amada PROTECTOR | 27 | 3/4 | М42 | |||
| Ленточнопильное полотно Amada PROTECTOR | 27 | 4/6 | М42 | |||
| Ленточнопильное полотно Amada PROTECTOR | 27 | 5/7 | М42 | |||
| Ленточнопильное полотно Amada PROTECTOR | 27 | 6/10 | М42 | |||
| Ленточнопильное полотно Amada PROTECTOR | 27 | 10/14 | М42 | |||
| Ленточнопильное полотно Amada PROTECTOR | 27 | 8/12 | М42 | |||
| Ленточнопильное полотно Amada PROTECTOR | 34 | 3/4 | М42 | |||
| Ленточнопильное полотно Amada PROTECTOR | 34 | 3/4WS | М42 | |||
| Ленточнопильное полотно Amada PROTECTOR | 34 | 4/6 | М42 | |||
| Ленточнопильное полотно Amada PROTECTOR | 41 | 2/3 | М42 | |||
| Ленточнопильное полотно Amada PROTECTOR | 41 | 3/4 | М42 | |||
| Ленточнопильное полотно Amada PROTECTOR | 41 | 4/6 | М42 | |||
| Ленточнопильное полотно Amada PROTECTOR | 54 | 2/3 | М42 | |||
| Ленточнопильное полотно Amada PROTECTOR | 54 | 3/4 | М42 | |||
| Ленточнопильное полотно Amada PROTECTOR | 54 | 3/4WS | М42 | |||
| Ленточнопильное полотно Amada PROTECTOR | 54 | 4/6 | М42 | |||
| Ленточнопильное полотно Amada PROTECTOR | 67 | 3/4 | М42 | |||
| MAGNUM HL |
||||||
| Марка | Размер | Шаг | Тип кромки зуба | |||
| Ленточнопильное полотно Amada MAGNUM-HL | 27 | 3/4 | М71 | |||
| Ленточнопильное полотно Amada MAGNUM-HL | 34 | 2/3 | М71 | |||
| Ленточнопильное полотно Amada MAGNUM-HL | 34 | 3/4 | М71 | |||
| Ленточнопильное полотно Amada MAGNUM-HL | 41 | 2/3 | М71 | |||
| Ленточнопильное полотно Amada MAGNUM-HL | 41 | 3/4 | М71 | |||
| Ленточнопильное полотно Amada MAGNUM-HL | 54 | 1,1/1,5 | М71 | |||
| Ленточнопильное полотно Amada MAGNUM-HL | 54 | 1,5/2 | М71 | |||
| Ленточнопильное полотно Amada MAGNUM-HL | 54 | 2/3 | М71 | |||
| Ленточнопильное полотно Amada MAGNUM-HL | 67 | 0,75/1 | М71 | |||
| Ленточнопильное полотно Amada MAGNUM-HL | 67 | 1,1/1,5 | М71 | |||
| Ленточнопильное полотно Amada MAGNUM-HL | 80 | 0,75/1 | М71 | |||
| Ленточнопильное полотно Amada MAGNUM-HL | 80 | 1,1/1,5 | М71 | |||
| MAGNUM HLG |
||||||
| Марка | Размер | Шаг | Тип кромки зуба | |||
| Ленточнопильное полотно Amada MAGNUM-HLG | 27 | 3/4 | М71 | |||
| Ленточнопильное полотно Amada MAGNUM-HLG | 27 | 4/6 | М71 | |||
| Ленточнопильное полотно Amada MAGNUM-HLG | 34 | 3/4 | М71 | |||
| Ленточнопильное полотно Amada MAGNUM-HLG | 34 | 3/4 | М71 | |||
| Ленточнопильное полотно Amada MAGNUM-HLG | 34 | 4/6 | М71 | |||
| Ленточнопильное полотно Amada MAGNUM-HLG | 41 | 2/3 | М71 | |||
| Ленточнопильное полотно Amada MAGNUM-HLG | 41 | 3/4 | М71 | |||
| Ленточнопильное полотно Amada MAGNUM-HLG | 67 | 1,1/1,5 | М71 | |||
| Ленточнопильное полотно Amada MAGNUM-HLG | 67 | 1,5/2 | М71 | |||
| Ratio HI-LO |
||||||
| Марка | Размер | Шаг | Тип кромки зуба | |||
| Ленточнопильное полотно Amada Ratio HI-LO | 27 | 2/3 | М42 | |||
| Ленточнопильное полотно Amada Ratio HI-LO | 27 | 3/4 | М42 | |||
| Ленточнопильное полотно Amada Ratio HI-LO | 27 | 4/6 | М42 | |||
| Ленточнопильное полотно Amada Ratio HI-LO | 34 | 2/3 | М42 | |||
| Ленточнопильное полотно Amada Ratio HI-LO | 34 | 3/4 | М42 | |||
| Ленточнопильное полотно Amada Ratio HI-LO | 34 | 4/6 | М42 | |||
| Ленточнопильное полотно Amada Ratio HI-LO | 41 | 2/3 | М42 | |||
| Ленточнопильное полотно Amada Ratio HI-LO | 41 | 3/4 | М42 | |||
| DUOS |
||||||
| Марка | Размер | Шаг | Тип кромки зуба | |||
| Ленточнопильное полотно Amada DUOS | 20 | 9/11 | М42 | |||
| Ленточнопильное полотно Amada DUOS | 27 | 9/11 | М42 | |||
www.nppfost.ru
Ленточное полотно
Компания “Рихтер Вилмс” предлагает широкий ассортимент
ленточных пил разного типа для
древесины, металла, мяса, рыбы, костей.
по дереву по металлу по мясу и рыбе

Ленточные пилы предназначены для обработки материалов на лесопилке с использованием ленточнопильной установки (пилорамы). Использование ленточных пил в лесопилках уже свыше 15-и лет, ну а в мебельной промышленности такие пилы используются весьма давно. Благодаря развитию технологий производства ленточные пилы и установки их использования продвигаются вверх, давая возможность получать все лучшее и качественнее продукцию. В лесопилении применяются полотна с разной толщиной и шириной, наиболее распространенные по ширине это 25 мм, 32 мм, 38 мм и 50 мм, а распространенные по толщине это 0,9 мм и 1,1 мм. Существует несколько типов ленточного полотна, но одним из самых распространенных являются полотна из углеродистой стали, которые различаются по виду термической обработки. Полотно с одинаковой твердостью по всей площади полотна. Из-за низкого содержания углерода в стали, его невозможно закалить до твердости превышающей 45-48 единиц, по шкале HRc. За счет этого такое полотно ленточной пилы отлично работает на шкивах с небольшим диаметром, но его минус в том, что его часто приходится перетачивать. Гибкое полотно с твердым зубом – у этого полотна содержание углерода уже намного выше, что позволяет закалить его основную рабочую часть, зуб, до 63-65 единиц по шкале HRc. За счет того, что само тело полотна не закаляется и равно 30-33 по шкале HRc, то оно остается таким же гибким. Т.к. зуб более прочен, то его не нужно часто перетачивать. Для того, чтобы придать полотну наилучшую прямолинейность, при изготовлении его закаливают небольшую полоску на спине полотна. Следующий вид полотна ленточной пилы – полотно, которое закалено по всей ширине. Данный способ весьма сложный в производстве. Твердость зуба составляет 63-68 единиц по шкале HRc, а само полотно закалено до твердости равной 48-53 единицам по шкале HRc, вся сложность процесса изготовления заключается в том, что закалку ленточного полотна производят в вытянутом состоянии. За счет высокой твердости зуба затупление такой пилы происходит намного реже, что увеличивает его долговечность. Благодаря более твердому полотну его можно использовать при распилке более крупных подачах. Такой тип ленточного полотна пилит ровно и прямо, в отличие от других типов полотен, которые бы описывали зигзаги при больших подачах.
Существуют также и другие типы ленточных полотен, но из-за неимоверно высокой их стоимости массовое применение они не получили. К ним относятся полотна разными вида напайками и наплавками на зубья, и биметаллические пилы. По своим свойствам они весьма прочные к отупению и очень гибкие.
Для правильного выбора полотна необходимо помнить, что пил, которые будут служить вечно, не бывает. Все они когда-нибудь порвутся. Полотна, которые часто рвутся более жесткие, но с другой стороны такие ленточные пилы такой жесткости и твердости более долговечно к затуплению. Ну а мягкое ленточное полотно не рвется от перенапряжений и усталости, но использовать его становится невозможным из-за быстрой потери свойств остроты зубьев. И как всегда получается именно то, что находится между этими двумя крайностями и является золотой серединой.
richter-wilms.ru
Устройство и характеристики ленточной пилы: производители и эксплуатация
Резка органического стекла может осуществляться с применением современного оптического или механизированного оборудования. Одним из традиционных устройств для обработки полимеров является ленточная пила, которая подходит для производства прямолинейных и фигурных разрезов.
Описание ленточной пилы
Распил материала производится путем высокоскоростного движения ленточного полотна, замкнутого в кольцо. Производительность работы регулируется скоростью движения пилы и подачи материала. Изменение угла наклона листа оргстекла по отношению к полотну позволяет выполнять косые разрезы.
Распил оргстекла
В наиболее простых конструкциях пилы расположено малое количество узлов, что делает сложность управления сопоставимой с использованием станка для сверления. Для распиловки больших площадей лист полимера помещается на плоскую опору, являющуюся конструктивной частью пилы.
После включения движения полотна материал подается к передней режущей кромке с зубьями. Оргстекло можно удерживать руками или закрепить в фиксирующем механизме. Наиболее распространены ручные ленточные пилы, хотя существуют и отдельные автоматические конструкции.
Смещение линии распила на ленточной пиле, производится при движении листа через пильное полотно, жестко закрепленное на вращающихся шкивах. Уменьшение ширины полотна позволяет выпиливать изогнутые края малого радиуса кривизны.
Устройство пилы
 Для понимания конструкция пилы можно представить ручную ножовку по металлу. Главным рабочим элементом является гибкое полотно, края которого сварены между собой. С одной стороны на полотне имеются небольшие зубья, воздействие которых осуществляет раздел материала на две части.
Для понимания конструкция пилы можно представить ручную ножовку по металлу. Главным рабочим элементом является гибкое полотно, края которого сварены между собой. С одной стороны на полотне имеются небольшие зубья, воздействие которых осуществляет раздел материала на две части.
Пильное полотно надевается на шкивы (обычно их два), приводимые в движение электромотором. Значительная часть пилы спрятана внутри кожуха станка, а прямолинейный участок ленты выходит наружу в предназначенном для распила месте. Вращательное движение шкивов обеспечивает высокую скорость полотна, необходимую для соблюдения заданных параметров качества.
Вертикальный вариант
Особенность ее конструкции заключается в вертикальном расположении рабочей части. Именно вертикальный ленточный механизм используется для прямолинейной и фигурной резки оргстекла. Для распила очень толстых конгломератов и труб применяются горизонтальные аппараты.
Пильное полотно
Ввиду меньшей прочности полимеров, чем металлических сплавов, к полотнам для резки оргстекла предъявляются пониженные прочностные требования. Основные характеристики пильных полотен:
- шаг зубьев варьируется от 3 до 8 шт./см длины;
- скорость движения полотна изменяется от 15 до 50 м/с.
Широкие ленточные пилы
Резка массивных изделий из оргстекла осуществляется широкими пилами, работающими со скоростями 4-6 м/с. Такие полотна имеют большие зубья и не обеспечивают высокое качество среза. Полученные после распила фрагменты обычно требуют дополнительной механической обработки.
Размеры
Ленточные пилы представляют собой стационарные устройства, которые обладают устойчивостью при интенсивной работе. Они оснащены массивной станиной, необходимой для прочной фиксации всех узлов механизма.
Распил в заводских условиях проводится на станках высотой до двух метров, предназначенных для резки не только акрила, но и других материалов. Более компактные варианты для работы с оргстеклом представляют собой настольные устройства, пригодные для рутинной обработки небольших изделий.
Пильные ленты
Ширина полотна пилы составляет от 3 до 13 мм. Наименьший размер позволяет вырезать закругленные края, а также осуществлять внутренние пропилы с однократным проникновением полотна вглубь материала.
Высота зубьев в ленте варьируется от 0,4 до 3 мм. Минимальный размер предназначен для проведения наиболее аккуратных распилов, а большие зубья используются во время интенсивной и грубой работы. Для разреза тонких листов следует выбирать полотна с зубьями малой высоты.
Автоматическая ленточная пила
Данная разновидность является механизмом для работы в горизонтальной плоскости. В сферу его применения входит обработка материалов, требующих погонной нарезки – труб, прямоугольных направляющих, реек. Выдерживание заданных размеров деталей осуществляется установкой задания в управляющем устройстве пилы.
Как выбрать?
Фото ленточной пилы для оргстекла

Приобретая аппарат для ленточного распила оргстекла, нужно определиться с техническим регламентом предстоящих работ. В него включаются:
- количество и размеры обрабатываемого материала;
- требуемое качество линии распила;
- сложность вырезаемых фигур.
При покупке станка также следует обращать внимание на следующие нюансы:
- полотно пилы должно быть визуально ровным, зубья – прямыми, а сварной шов – аккуратным;
- размер пилы должен соответствовать поставленной задаче. Для резки небольших изделий не нужен станок в полный рост;
- не забывайте читать отзывы о каждой модели, особенно если приобретаете дорогую технику.
Производители
Существует значительное количество аппаратов китайского производства. Для периодического использования их будет достаточно, тогда как для серьезных работ лучше приобрести продукцию известных марок. К ним относятся:
- «WALER» – выпускается в Германии и имеет наибольшее число положительных отзывов, хотя проигрывает конкурентам по стоимости;
- «MAKTEK» – представляет собой продукт польского производства и является довольно качественной техникой;
- «PROMA» – производится в Чехии и по показателям качества работы находится на одном уровне с польскими моделями.
Среди отечественных образцов ленточных пил можно отметить предприятие «ЭНКОР», выпускающее вертикальные пилы для обработки широкого спектра материалов. Обладая приемлемым качеством сборки, его ленточные пилы «Корвет» имеют существенно более низкую цену, в сравнении с рядом раскрученных зарубежных брендов.
Значительная часть ленточных пил собирается в обычных мастерских. Полученные модели менее технологичны, чем заводские, однако вполне пригодны для мелкосерийного использования.
Эксплуатация
 Во время работы необходимо обращать внимание на качество получаемого распила. Условно выделяют три подхода, применимые к обслуживанию ленточной пилы (рабочего полотна):
Во время работы необходимо обращать внимание на качество получаемого распила. Условно выделяют три подхода, применимые к обслуживанию ленточной пилы (рабочего полотна):
- простая замена ленты на новую после ее изнашивание. Срабатывание пилящей кромки можно обнаружить по появившейся волнистости линии отреза, а также наличию повреждений;
- доведение зубьев ленты до затупленного состояния, после чего проведение их заточки;
- периодическая правка полотна, не дожидаясь снижения рабочих свойств.
Последний способ является оптимальным для поддержания работоспособности ленточной пилы. Обратите внимание, что некоторые производители выпускают одноразовые полотна, непригодные для заточки после истирания.
Преимущества ленточный пилы для оргстекла
Данные пилы выбирают для резки органических стекол благодаря их следующим качествам:
- возможность вырезать предметы криволинейной формы;
- высокая производительность при получении черновых заготовок;
- относительная дешевизна полотен, пригодных к длительной работе.
Возможность динамично изменять направление разреза при ручном управлении подходит для профессионального применения, однако может повысить количество брака при неумелом использовании.
Краткое заключение
Ленточные пилы широко используются в промежуточной обработке оргстекла, не требующей высокого качества распила. Порезка материала при помощи ленточной пилы позволяет получать изогнутые и прямолинейные полимерные детали. Производство оборудования налажено на отечественных и зарубежных предприятиях, включая индивидуальную сборку в мастерских под конкретные технологические запросы.
Видео описания ленточной пилы:
proakril.com
Как правильно подобрать полотно ленточной пилы? –
Важными параметрами полотна ленточной пилы являются: тип использованной стали, размеры и форма зубьев. Все эти параметры должны соответствовать друг другу и должны подбираться очень тщательно, чтобы достичь оптимальных результатов распиловки.
Качество стали — важнейший фактор
Очень важно, чтобы сталь полотна была самого высокого качества, если необходимо обеспечить высокую экономичность производства и обслуживания полотен и процесса распиловки.
Следует отметить, что на сталь, используемую в полотне ленточной пилы, приходится всего около 0,3 полных расходов лесопильной рамы.
Еще раз повторим, что использование стали самого высокого качества, позволит получить полотно, которое очень быстро окупится. Тонкий пропил, точные допуски, высокая скорость подачи и малое время простоя являются лишь некоторыми из преимуществ.
Производство холоднокатаной, закаленной и отпущенной стали для полотен ленточных пил основано на богатом опыте и постоянном проведении исследований и разработок, и опирается на строгий контроль качества и процессов производства, а также проведение испытаний в реальных условиях.
Свойства
Прочность стали, а вернее сказать, ее пластичность, играет более важную роль, чем ее твердость. Высокая прочность означает низкую чувствительность к образованию зарубок, что, в свою очередь, уменьшает риск выхода из строя из-за мелких дефектов.
Сталь для полотен ленточных пил также должна обладать высокой стойкостью к износу, если вы хотите продлить срок службы зубьев. Так как стойкость к износу зависит от твердости и возрастает с ее ростом, сталь должна быть как можно более твердой, но не настолько твердой, чтобы стать хрупкой и неспособной перенести плющение и разводку.
Оптимальное сочетание твердости и прочности достигается, когда сталь для ленточной пилы сначала закаляется до чистого мартенсита, и затем отпускается до нужной твердости. Достижение оптимального соотношения между прочностью и твердостью очень важно, если предполагается в дальнейшем плющить или разводить зубья, тогда как при приварке режущих пластин требуется другое отношение.
Сталь должна быть очень чистой, т.е. должна иметь очень низкое содержание посторонних включений. При плющении зубьев полотна для ленточной пилы прожилки неметаллических включений могут привести к появлению разрывов при плющении. При неудачном расположении крупных частиц шлаков или больших прожилок полотно может выйти из строя после кратковременного использования.
Так как полотна ленточных пил, особенно зубья, подвержены сильным ударным напряжениям во время использования, сталь должна обладать высокой ударопрочностью. Полотна должны выдерживать удары при попадании на гвозди, пули или камни без серьезных повреждений.
Сталь также должна обладать очень высокой усталостной прочностью. Это необходимо для того, чтобы полотно могло выдерживать повторяющиеся изгибы вокруг шкивов. Высокая усталостная прочность обеспечивает сведение к минимуму риск образования трещин в углублениях между зубьями.
Сталь для полотен ленточных пил должна обладать высокой прямолинейностью. Не должно быть трудностей при вырубании зубьев. Сталь должна быть такой, чтобы не требовать занимающей много времени и дорогой операции по дополнительному выпрямлению перед вырубанием зубьев.
Сталь также должна обладать высокой плоскостностью, причем это качество так же важно, как и высокая прямолинейность. Неплоская сталь приводит к появлению проблем при большинстве производственных операций и требует дополнительных работ по подготовке полотна.
Сталь для полотен ленточных пил должна сохранять прямолинейность и плоскостность несмотря на воздействие относительно высоких температур и изменений температуры. Чтобы выдерживать эти изменения, сталь должна обладать хорошей упругостью и эластичностью.
Сталь также должна иметь соответствующим образом обработанную поверхность, не иметь поверхностных дефектов, которые могут стать точками возникновения усталостных разрушений. Требования к качеству поверхности тем выше, чем тоньше и уже полотно.
Допуски по ширине и толщине очень малы, края полотна формируются с учетом цели, для которой используется сталь.
И наконец, очень важно, чтобы сталь для ленточных пил имела очень маленькие отклонения параметров как в одной отдельной катушке, так и в разных партиях.
Производство стали для ленточных пил не упирается только в проблемы химического состава, структуры и твердости материала. Полосовая сталь должна быть свернута, отрезана и обработана с большой аккуратностью и должна быть доставлена прямой, плоской и свободной от нежелательных напряжений. Высококачественный материал позволит квалифицированному наладчику пил изготовить прекрасные полотна, на которых можно нарезать зуб без предварительного выпрямления, и на которых последующие процессы подготовки — выпрямление, выравнивание и (в случае широких полотен) такой важный процесс, как натяжение — могут быть проведены без сложностей и лишних потерь времени.
Размеры полотна
Чем больше бревна и чем выше скорость подачи, тем толще и шире должны быть полотна ленточной пилы, чтобы обеспечить точную распиловку. Очень важно подбирать правильное соотношение между размером бревна (высотой реза), скоростью подачи, устойчивостью полотна и точностью распиловки.
В некоторых местах предпочитают высокую производительность и большие пилы, в других предпочитают использовать меньшие пилы и более тонкие полотна для распиловки бревен тех же размеров. Но сама лесопильная рама рассчитана на заданный размер полотна (длина, ширина и толщина), поэтому для данной пилы выбор размеров полотен ограничен.
Толщина
Существует эмпирическое правило, что толщина не должна превышать 1/1000 диаметра шкива ленточной пилы. Это правило хорошо зарекомендовало себя на практике. С точки зрения теории, при этом напряжения при изгибе будут ограничены величиной примерно 200 Н/мм2.
При использовании более толстых полотен уже через короткое время в углублениях между зубьями будут образовываться трещины, что связано с более высокими напряжениями при изгибе, которым подвержены более толстые полотна.
В последние годы начала применяться распиловка при больших натяжениях, при которой используются более тонкие полотна для уменьшения напряжений при изгибе. Чтобы сохранить устойчивость полотна, прилагается большая сила натяжения, чем обычно. Однако слишком тонкое полотно приведет к неточной распиловке
Ширина
Ширина полотна определяется шкивом ленточной пилы. Максимальная ширина полотна равняется ширине шкива + высота зубьев + 3-5 мм (0,12 — 0,20″). В зависимости от условий работы полотна, около одной трети исходной ширины может быть использовано для переточки. В конце концов, полотно придется выбросить из-за слишком большого количества трещин. Это произойдет, когда полотно станет слишком узким, чтобы выдерживать силу натяжения, необходимую для распиловки с высокой точностью.
Форма зубьев
Форма и размер зубьев пилы имеют решающее влияние на результат распиловки. Выбор формы зубьев определяется в первом приближении следующими факторами:
• Тип древесины
Твердая древесина, сухая и замороженная древесина требуют применения зубьев массивной формы. Мягкая и свежая древесина позволяют использовать зубья менее массивной формы, с большей площадью углубления между зубьями, позволяющими вместить больше опилок.
• Направление распиловки относительно волокон
Зубья подвергаются большим напряжениям при распиловке поперек волокон, чем при продольной распиловке.
• Скорость полотна
Высокая скорость движения полотна обычно применяется при распиловке мягкой древесины и высоких скоростях подачи. Поэтому она требует больших углублений между зубьями.
• Скорость подачи
При высоких скоростях подачи зубья подвергаются большим напряжениям, что требует, применения зубьев более массивной формы. Однако, при высоких скоростях подачи также требуются большие углубления между зубьями. Плющеные зубья обычно могут работать при более высоких скоростях распиловки и более высоких скоростях подачи, чем разведенные зубья.
• Толщина полотна
Тонкое полотно требует более массивных зубьев, чем толстое полотно.
• Глубина пропила
При прочих равных условиях, увеличение глубины пропила Требует увеличения площади углублений между зубьями. В то же время полотно будет подвержено большим напряжениям, что должно быть скомпенсировано уменьшением скорости подачи.
Существует пять основных форм зубьев, которые охватывают обычные условия, с которыми приходится сталкиваться при распиловке древесины, включая свежую и выдержанную древесину. Основное отличие между ними заключается в площади углублений между зубьями. Кроме того, они должны иметь форму, соответствующую реальным условиям работы в каждом случае.
Форма N обычно используется на узких полотнах, т.е.с шириной до 50 мм (2″), зубья которых разводятся обычным образом. Эти массивные зубья рекомендуются для распиловки очень твердых лиственных пород древесины Радиус
углубления между зубьями сравнительно мал, что делает полотно более подверженным к образованию трещин в углублениях.
Для формы О характерно плоское углубление между зубьями и большая площадь углубления, она рекомендуется для распиловки мягких пород древесины с крупными тянущимися волокнами. По мнению многих наладчиков пил, углубление с плоским дном понижает риск появления трещин в углублении. Является идеальной формой для разведенных полотен шириной до 130 мм (5″).
Форма S является обычной формой для широких полотен ленточных пил, т.е. 250 мм (10″) и шире, особенно при использовании плющеных зубьев. Выгнутая задняя часть означает, что задний угол и шаг сведены к минимуму, что обеспечивает высокую устойчивость.
Форма NS является комбинацией форм N и S и объединяет преимущества прочного, допускающего плющение острия зуба и большой площади углублений между зубьями, что уменьшает риск образования трещин и позволяет вмещать больше опилок. Форма NS рекомендуется для полотен с шириной от 150 мм (6″) до 200 мм (8″), и идеально подходит для распиловки мягкой древесины и смешанной древесины лиственных пород.
Форма SB на практике показала свои преимущества при распиловке мороженой древесины. Довольно большой радиус углубления между зубьями позволяет избежать образования трещин в основании углубления. Боковая устойчивость очень высокая благодаря относительно мелким углублениям. Точка перегиба в основании углубления перерубает замороженные щепы дерева, что позволяет максимально использовать площадь углубления и снижает количество отходов и прилипание щеп к доскам.
Ваша помощь в развитие проекта
pilarun.ru