Пила торцевая по дереву с протяжкой: Торцовочная пила с протяжкой купить в Москве
alexxlab | 29.08.1990 | 0 | Разное
Торцовочные пилы по дереву бу в Москве
- Главная
- Продажа
- Электроинструмент
- Торцовочная пила по дереву бу
Вы можете очень быстро сравнить цены торцовочной пилы по дереву бу и подобрать оптимальные варианты из более чем 1884 предложений
ленточные пилы по дереву от ведущих производителей
Состояние: Новый
В наличии
Продаем ленточные пилы по дереву от ведущих производителей BANCO, ARNZT, ARMOTH, WOOD MIZER, Uddeholm и др.Продаем ленточные пилы по дереву от ведущих производителей BANCO, ARNZT, ARMOTH, WOOD…
03.08.2022 Москва (Россия)
1
Многоцелевая торцовочная пила с функцией плунжера EVOLUTION RAGE R210CMS
Состояние: Новый Производитель: Evolution (Великобритания)
В наличии
Эта удивительная Торцовочная Пила является более малогабаритной версией революционной пилы RAGE3, и в ней полностью сохранены те же функции при меньших габаритах. Используя технологию RAGE от…
Используя технологию RAGE от…
21.11.2017 Москва (Россия)
9 597
Торцовочная пила Metabo KGSV 216 M
Состояние: Б/У Год выпуска: 2017 Производитель: metabo (Германия)
Продаю торцовочную пилу Metabo KGSV 216 M всвязи с закрытием собственной мастерской. Пила куплена год назад, использовалась редко, состояние отличное. Описание пилы:Подробные характеристикиОбщие…
14.02.2019 Москва (Россия)
15 000
Торцовочная пила Metabo KGS 315 Plus 0103150000
Состояние: Б/У
Год выпуска: 2020 Производитель: METABOТорцовочная пила Metabo KGS 315 Plus 0103150000 – мощный профессиональный инструмент, предназначенный для распиливания заготовок из древесины, мягкого металла и синтетических материалов. Возможно…
Возможно…
05.10.2022 Москва (Россия)
90 000
Торцовочная пила для штапика, профиля
Состояние: Новый Год выпуска: 2010 Производитель: Италия
В наличии
Пила для резки алюминиевого и ПВХ профилей под углом 45 градусов.Пила снабжена двумя электродвигателями по 1, 1 кВт каждый, (2800 об/ мин.) с установленными пильными дисками диаметром 225 мм….
01.07.2021 Москва (Россия)
330 000
Торцовочная пила OMGA T 521
Состояние: Б/У Год выпуска: 2013 Производитель: Италия (Италия)
Торцовочные станки T521 ST пригодны для торцовки по длине и для дефектовки. Данная модель торцовочных станков может быть оснащена приводным столами/рольгангами, моторизированным конвейером на. ..
..
27.08.2018 Москва (Россия)
2 835
Торцовочная Пила Festool Kapex Ks 120
Состояние: Новый
В наличии
Новая Пила фестул на гарантии отправка тк Звоните если не в сети значит пишите отвечу в ближайший день два
03.10.2022 Москва (Россия)
50 000
торцовочная пила OMGA-T 55 300
Состояние: Б/У Год выпуска: 2014 Производитель: OMGA (Италия)
под восстановление или на запчасти.
09.09.2021 Москва (Россия)
50 000
Пила торцовочная усорезная Holzstar KGZ 305E
Состояние: Новый Производитель: Holzstar (Китай)
Продаю со склада в Москве пилу торцовочную усорезную Holzstar KGZ 305E. Главные аргументы: качество, эффективность и ценаМобильная торцовочная пила по дереву с двойным наклоном и скосом, протяжкой,…
Главные аргументы: качество, эффективность и ценаМобильная торцовочная пила по дереву с двойным наклоном и скосом, протяжкой,…
10.05.2020 Москва (Россия)
24 000
Пила торцовочная усорезная Holzstar KGZ 3050
Состояние: Новый Производитель: Holzstar (Китай)
Главные аргументы: качество, эффективность и ценаТочная торцовочная усорезная пила по дереву с двойным наклоном и скосом, протяжкой, плавным стартом и лазерной индикацией линии реза.Подходит для…
10.05.2020 Москва (Россия)
78 300
Пила ленточная по дереву Holzstar HBS 473
Состояние: Новый Производитель: Holzstar (Китай)
В наличии
Продаю со склада в Москве пила ленточную по дереву Holzstar HBS 473. Главные аргументы: качество, эффективность и ценаПрофессиональная ленточная пила по дереву с чугунными шкивами, тремя опорными…
Главные аргументы: качество, эффективность и ценаПрофессиональная ленточная пила по дереву с чугунными шкивами, тремя опорными…
10.05.2020 Москва (Россия)
118 600
Пила ленточная по дереву Holzstar HBS 400
Состояние: Новый Производитель: Holzstar (Китай)
Продаю со склада в Москве пилу ленточную по дереву Holzstar HBS 400.Главные аргументы: качество, эффективность и ценаПрофессиональная ленточная пила по дереву с чугунными шкивами, тремя опорными…
10.05.2020 Москва (Россия)
106 000
Пила ленточная по дереву Holzstar HBS 251
Состояние: Новый Производитель: Holzstar (Китай)
В наличии
Продаю со склада в Москве пилу ленточную по дереву Holzstar HBS 251.
10.05.2020 Москва (Россия)
24 800
Пила ленточная по дереву Holzstar HBS 351-2
Состояние: Новый Производитель: Holzstar (Китай)
В наличии
Продаю со склада в Москве пила ленточная по дереву Holzstar HBS 351-2.Главные аргументы: качество, эффективность и ценаНадежная настольная ленточная пила по дереву с алюминиевыми шкивами, тремя…
10.05.2020 Москва (Россия)
49 500
Скоростная двухдисковая пила 5130
Состояние: Новый Производитель: Китай
В наличии
Двухдисковая пила для распила багета. Кругопильный станок предназначен для точной резки под углом 45°С профиля из МДФ, ПВХ, ДСП, алюминия, дерева, пластика для дальнейшего скрепления и изготовления. ..
..
01.03.2019 Москва (Россия)
251 750
Пила циркулярная Holzstar TKS 315 Pro
Состояние: Новый Производитель: Holzstar (Китай)
В наличии
Продаю со склада в Москве пилу циркулярную по дереву Holzstar TKS 315 Pro.Главные аргументы: качество, эффективность и ценаВысококачественная и точная циркулярная пила по дереву для строительных и…
10.05.2020 Москва (Россия)
51 500
Состояние: Новый Производитель: Holzstar (Китай)
В наличии
Продаю со склада в Москве пилу циркулярную Holzstar TKS 315E.Главные аргументы: качество, эффективность и ценаНедорогая циркулярная пила по дереву для строительных и отделочных работ с параллельным. ..
..
10.05.2020 Москва (Россия)
26 900
Пила настольная циркулярная Holzstar TKS 255M
Состояние: Новый Производитель: Holzstar (Китай)
В наличии
Главные аргументы: качество, эффективность и ценаЛегкая и компактная настольная циркулярная пила по дереву с раздвижным столом 640х730 мм, угловым и параллельным упором и диском 255 мм.Подходит как…
18.09.2022 Москва (Россия)
62 000
Аппарат для сварки ленточных пил BSS-060
Состояние: Новый Производитель: IDEAL (Германия)
В наличии
Аппарат для сварки ленточных пил сопротивлением BSS-060 предназначен для:контактной стыковой сварки ленточных пил по дереву и металлуконтактной стыковой сварки ленточных ножей по текстилю и. ..
..
23.05.2017 Москва (Россия)
4 500
Популярные категории в Москве
Да кстати, на портале ProСтанки выбор предложений по торцовочной пиле по дереву бу почти как на Авито и TIU
Видео торцовочной пилы по дереву бу
Как выбрать торцовочную пилу
Торцовочные пилы предназначены для поперечного распиливания (торцевания) заготовок. Инструмент пригодится при работе с плинтусами, наличниками, декоративными деталями, он заменит простую ножовку и стусло, когда нужно распилить заготовку под определенным углом, сделает это быстрее и точнее. И в отличие от того же стусла торцовочная пила позволяет распиливать широкие заготовки.
Циркулярные, торцовочные и комбинированные пилы — что выбрать
Зачем покупать торцовку, которая стоит на тысячу-две дороже, если можно обойтись циркуляркой? Так может подумать неопытный пользователь. Действительно, большинство задач решаются с помощью обычной циркулярки. Но подогнать плинтуса или наличники «в ус» она не поможет, потому что не позволяет выставить определенный угол пиления, а торцовка — легко.
Действительно, большинство задач решаются с помощью обычной циркулярки. Но подогнать плинтуса или наличники «в ус» она не поможет, потому что не позволяет выставить определенный угол пиления, а торцовка — легко.
Существует еще один тип инструмента, в котором сочетаются преимущества и циркулярок и торцовок — комбинированные пилы.
Комбинированная пилаРаспиливать заготовки можно и сверху и снизу. Платформа сверху предназначена для работы в качестве распиловочного станка, упор позволит установить требуемую ширину заготовки. С нижней стороны диск распиливает материалы как торцовка, то есть под разными углами.
Бренды
В нашем интернет-магазине представлены торцовочные пилы двух типов — профессиональные и бытовые. К первым относится продукция брендов Makita, Bosch, Metabo, ко вторым — Корвет, Зубр, Jet.
Главное различие между пилами двух классов — в люфте диска и на всем прокате, который в бытовых моделях может доходить до 5 мм. Это не считается браком и является стандартом для бытовых моделей.
Основные характеристики
Наличие проката. Требуется для распиловки широких заготовок и для резки под углом.
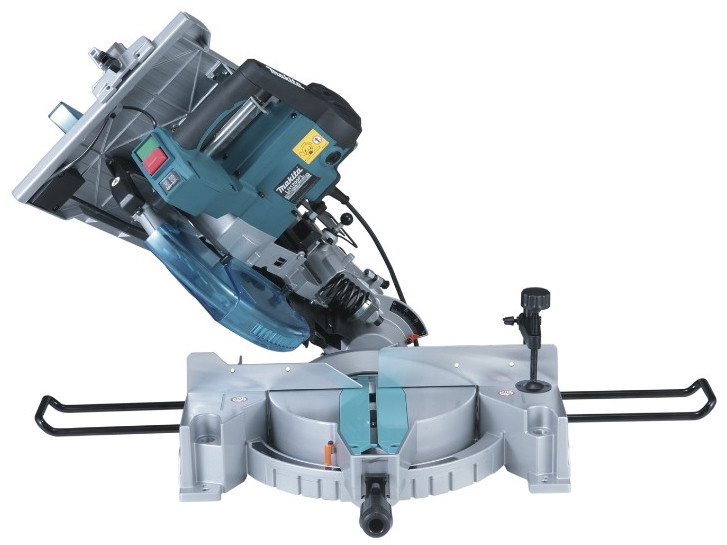
Торцовочная пила с протяжкойТорцовочная пила без протяжкиПередача. Бывает ременной и прямой, вторая встречается чаще всего. Ремень смягчает удар, который может прийтись на двигатель при повреждении диска. Ременная передача надежнее, но мощность от двигателя к диску передается с потерями из-за наличия этого самого ремня.
Лазер. Помогает ровно распилить заготовку. Лазер невозможно засыпать опилками в отличие от карандашной линии, поэтому его видно всегда.
Подсветка. Помогает распиливать заготовки при плохом освещении.
Стационарная установка. Превращает пилу в мини-распиловочный станок.
Торцовочная пила со станинойДиаметр диска. В характеристиках указывается максимальный диаметр диска, который устанавливается на торцовочную пилу, от него зависит глубина реза.
Диски для торцовочных пил бывают по дереву, пластику, металлу и другим материалам. Также они отличаются друг от друга количеством зубьев и углом заточки напаек. Для чистовой распиловки предназначены диск с большим количеством зубьев.
Также они отличаются друг от друга количеством зубьев и углом заточки напаек. Для чистовой распиловки предназначены диск с большим количеством зубьев.
По опыту наших покупателей, бренд Matrix (Китай) выпускает наименее ресурсные диски. Надежную оснастку предлагают профессиональные бренды Makita, Bosch, Metabo. Наивысшим качеством обладают диски бренда Атака (Россия).
Почему диски быстро изнашиваются
Причина в качестве заточки и креплении напаек. Дешевые китайские диски затачиваются только с одной стороны, а напайки крепятся на олово. У профессиональных заточка с нескольких сторон, а напайки держатся на крепком клею.
Сопутствующие товары
Обезопасить себя во время работы с торцовочной пилой несложно. Достаточно купить перчатки, очки и респиратор.
Перчатки. Защитят руки от царапин и заноз при работе с деревянными заготовками.
Очки. Стружка и опилки, вылетающие во время распиловки, могут попасть в глаза, очки защитят от этой неприятности.
Респиратор. Постоянное вдыхание пыли может привести к раздражению горла, кашлю, астме и более серьезным проблемам. Подойдет даже простой респиратор, например, такой (фото), но респиратор со сменными фильтрами (фото) защищает от пыли лучше, т. к. плотнее прилегает к лицу.
Другие статьи по теме
Как выбрать монтажную пилу
Для резки профилей, арматуры и других заготовок из металла наиболее подходящим инструментом будет монтажная пила. Принцип работы инструмента мало отличается от дисковых пил, но различия в конструкции всё же имеются. Какие – узнаем в статье.
Выбираем дисковую пилу: советы, нюансы
Дисковая пила – прежде всего, строительный инструмент. Однако это не означает, что увидеть её можно только в руках профессионала. Наиболее востребованы такие пилы у частных мастеров и пользователей, имеющих дачные и загородные хозяйства.
Назначение и виды дисковых пил
Возможности циркулярной пилы довольно ограничены. Основное применение инструмента – резка заготовок из дерева, стружечных плит, ламинатов. Возможна резка алюминия, но только специальными дисками.
Возможна резка алюминия, но только специальными дисками.
рейтинг 2021-2022 года и как выбрать комбинированный прибор по дереву в соотношении цена качество
Торцовочная пила — это стационарный электрический инструмент для поперечной резки заготовок из дерева, пластика, легкого металла.
Торцовки нашли свое применение в домашних мастерских, на производстве мебели и различных конструкций, частном столярном деле.
В статье предложен рейтинг популярных торцовочных пил, основанный на отзывах владельцев.
Содержание статьи
- 1 Как выбрать и на что обратить внимание?
- 2 Рейтинг ТОП-15 лучших моделей
- 3 Лучшие торцовочные пилы
- 3.1 Metabo KS 216 M Lasercut
- 3.2 DeWALT DW713
- 3.3 Metabo KGS 216 M
- 3.4 Makita Lh2040
- 3.5 Makita LS1040
- 4 Лучшие торцовочные пилы с протяжкой
- 4.1 ЗУБР ЗПТ-305-1800 ПЛР
- 4.2 ЗУБР ЗПТ-255-1800 ПЛ
- 4.3 Metabo KGS 254 M
- 4.4 Metabo KGS 305 M
- 4.
 5 Makita LS0714
5 Makita LS0714
- 5 Лучшие торцовочные пилы с лазерным маркером
- 5.1 Makita Lh2201FL
- 5.2 BOSCH PCM 8 S
- 5.3 Metabo KGS 315 Plus
- 5.4 ЗУБР ЗПТ-210-1400 Л
- 5.5 Metabo KGS 254 M
- 6 Отзывы покупателей
- 7 Полезное видео
Как выбрать и на что обратить внимание?
- Обратить внимание на мощность и обороты. Первый параметр влияет на производительность и диаметр установочного диска. Оптимальный показатель — 1.5-2 кВт. Любая пила с мощностью от 2 кВт позволяет использовать диски с диаметром 25.4х26 см. Второй параметр определяет качество реза. Достаточная скорость оборотов — от 5 000 об/мин.
- На ширину распила. Влияет на время выполнения работ. Оптимальный показатель — от 30 см. Чем больше, тем быстрее происходит обработка.
- На встроенные опции. Производители наделяют инструменты функцией протяжки, лазера, циркуляркой, шкалами, раздвижной опорой и так далее.
 Хороший набор опций повышает функциональность пилы.
Хороший набор опций повышает функциональность пилы. - На дополнительные возможности. Обязательно устройство должно иметь систему плавного пуска, тормоза двигателя, регулировки оборотов, защиты от перегрева, блокировки от случайного включения. Функции определяют уровень безопасности оператора во время работы.
- На бренд. Каждый покупатель отдает предпочтение конкретному производителю. Но важно изучить технические характеристики выбранной модели и отзывы, чтобы не пожалеть о своей покупке. Особой популярностью пользуются бренды Метабо, Зубр, Макита.
Рейтинг ТОП-15 лучших моделей
Лучшие торцовочные пилы
Metabo KS 216 M Lasercut
Настольная, односкоростная торцовочная пила в прочном корпусе из литого алюминия. Отличается от своих собратьев пригодностью для распила дерева в бытовых условиях, частных мастерских.
Головка пилы свободно вращается, а наклон влево позволит открыть дополнительный угловой диапазон для подреза.
Диск изготовлен из твердых сплавов, что определяет его как долговечное и устойчивое к интенсивным нагрузкам изделие.
Насадка меняется без демонтажа кожуха за счет блокировки шпинделя. Расширения стола плавно выдвигаются, высокие опоры сдвигаются в стороны.
Так достигается безопасность использования инструмента, возможность распила длинных панелей или реек.
Характеристики:
- мощность — 1.35 кВт;
- высота пропила — 6 см, ширина — 12 см;
- диаметр диска — 21.6 см, посадочного отверстия — 3 см;
- угол наклона — 47°, поворота — 47°;
- размеры опоры — 15.5х73.5 см;
- скорость вращения — 5 000 об/мин, при ном. нагрузке — 3 450 об/мин;
- скорость резания — 57 м/с;
- размеры — 46.5х28.5х47.5 см;
- вес — 9.4 кг.
Достоинства:
- качественный распил;
- надежная сборка;
- возможность подсоединения пылесоса;
- фиксация поворотного стола;
- удобная и безопасная эксплуатация.

Недостатки:
- плохо настроены углы;
- нет функции плавного пуска.
DeWALT DW713
Настольная, односкоростная торцовочная пила с мощным и надежным двигателем, который в свою очередь показывает непревзойденную скорость резания, момента.
Наделена современным маятниковым механизмом, обеспечивающим плавную и четкую работу под любым углом. Чтобы установить необходимые углы торцевания, предусмотрено 11 пазов, кулачковый фиксатор.
Дополнительную поддержку заготовки осуществляет скользящий упор, а удлинение — высокоточная алюминиевая платформа.
Для выполнения работ с высокой точностью следует воспользоваться прецизионной шкалой с надежным механизмом фиксации.
Характеристики:
- мощность — 1.6 кВт, выходная — 1 кВт;
- высота распила — 8.9 см, ширина — 16.2 см;
- диаметр диска — 25.4 см, посадочного отверстия — 3 см;
- угол наклона — 48°, поворота — 50°;
- скорость вращения — 5 000 об/мин;
- комплектуется пильным диском, ключом, пылесборником;
- размеры — 48.
 5х42.5х60 см;
5х42.5х60 см; - вес -13.6 кг.
Достоинства:
- высокая точность торцевания под любым углом;
- плавный тормоз двигателя;
- безопасное и комфортное использование;
- эффективный отвод опилок;
- надежная конструкция.
Недостатки:
- нет вертикальной шкалы;
- нет плавного пуска.
Metabo KGS 216 M
Настольная торцовочная пила с протяжкой для работы с деревом и металлом. Отлично выдерживает механические воздействия, интенсивную эксплуатацию.
Прецизионная настройка углов происходит быстро, через точки фиксации. Расширения стола плавно выдвигаются, позволяя установить длинные заготовки.
Головка пилы с левым наклоном открывает дополнительный угловой диапазон для подрезки.
За комфортную эксплуатацию отвечает встроенный лазер и LED фонарь, сдвигаемые высокие упоры, зажим для фиксации заготовок, ограничитель, интуитивное управление, блокировка шпинделя для простой замены насадки.
Характеристики:
- мощность — 1.5 кВт;
- высота пропила — 6.5 см, ширина — 30.5 см;
- диаметр диска — 21.6 см, посадочного отверстия — 3 см;
- угол наклона — 47°, поворота — 47°;
- скорость вращения — 5 000 об/мин, при номинальной нагрузке — 3 750 об/мин;
- скорость распила — 57 м/с;
- размеры — 76х34х47.5 см;
- вес — 13.5 кг.
Достоинства:
- чистый и плавный рез;
- высокое качество сборки;
- достаточная мощность;
- пылесборник;
- хорошая комплектация.
Недостатки:
- небольшие отклонения лазера, реза, станины;
- нет функции плавного запуска.
Makita Lh2040
Универсальная, настольная торцовочная пила для дерева, пластика, легкого металла. Представляет собой комбинацию из консольной торцовки и небольшого распиловочного столика.
Несмотря на свои размеры, она запросто выполняет функции полноценного распиловочного станка.
При торцевании заготовка крепится на столе с поворотной линейкой. Если требуется обработка длинных изделий, то следует установить дополнительные упоры — П-образные скобы.
Модель абсолютна безопасна для оператора, поскольку наделена множеством функций. Именно плавным запуском и торможением двигателя, блокировкой шпинделя для быстрой замены пильного диска, специальный пылесборник для защиты дыхательных путей.
Характеристики:
- мощность — 1.65 кВт;
- высота пропила — 9.3 см, ширина — 13 см;
- диаметр диска — 26 см, посадочного отверстия — 3 см;
- угол наклона — 45°, поворота — 52°;
- скорость вращения — 4 800 об/мин;
- комплектуется пильным диском, пылесборником, регулировочным треугольником, торцовым ключом, пластиной-ограничителем;
- размеры — 53х53.5х47.6 см;
- вес — 13.7 кг.
Достоинства:
- компактность;
- регулируемые верхний и нижний столы;
- идеальный пропил под любым углом;
- стабильные системы защиты;
- двойная изоляция;
- прозрачные защитные кожухи;
- простая регулировка параметров.

Недостатки:
- качество сборки.
Makita LS1040
Односкоростная, настольная торцовочная пила для работы с древесиной, пластиком и металлом. Многофункциональный инструмент подходит для косого, наклонного, комбинированного пиления деревянных заготовок.
Чтобы работать с другими типами материалов, необходимо докупить соответствующие пильные диски.
Насадка может принимать различные положения за счет эффективных поворотных механизмов.
Удобство и безопасность эксплуатации повышают дополнительные опции — плавное торможение двигателя, блокировка от случайного включения, фиксация вала, двойная изоляция.
Характеристики:
- мощность — 1.65 кВт;
- высота пропила — 9.3 см, ширина — 9.5 см;
- диаметр диска — 26 см, посадочного отверстия — 3 см;
- угол наклона — 45°, поворота — 52°;
- скорость вращения — 4 600 об/мин;
- комплектуется диском, направляющей, зажимом, пильным блоком;
- размеры — 53х53.
 2х47.6 см;
2х47.6 см; - вес — 11 кг.
Достоинства:
- хорошее качество распила под любым углом;
- система торможения мотора;
- организованный пылеотвод;
- регулируемые вертикальные тиски;
- жесткость конструкции;
- блокировка шпинделя.
Недостатки:
- сборка низкого качества.
Лучшие торцовочные пилы с протяжкой
ЗУБР ЗПТ-305-1800 ПЛР
Односкоростная, настольная торцовочная пила с ременной передачей для быстрого и точного распиливания деревянных изделий, синтетических материалов.
Пильная головка свободно вращается в обе стороны, что позволяет работать под нужным углом.
Благодаря ременной передаче в приводе, двигатель защищен от сильных нагрузок.
Защитный кожух закрывается в автоматическом режиме, поэтому оператор защищен от травм и повреждений. Поворотный стол легко фиксируется в нужном положении, а удобная регулировка станины облегчает выбор угла пиления.
Характеристики:
- мощность — 1.8 кВт;
- высота пропила — 9 см, ширина — 34 см;
- диаметр диска — 30.5 см, посадочного отверстия — 3 см;
- угол наклона — 45°, поворота — 47°;
- скорость вращения — 4 000 об/мин;
- в комплекте 2 удлинителя стола, пылесборник, струбцина, ключ, диск;
- вес — 18 кг.
Достоинства:
- увеличенная ширина пиления;
- качественный результат протяжки;
- эффективный пылеотвод;
- безопасная и комфортная эксплуатация;
- регулируемая конструкция;
- производительность.
Недостатки:
- лазер.
ЗУБР ЗПТ-255-1800 ПЛ
Односкоростная, настольная торцовочная пила. Она помогает с идеальной точностью разрезать дерево, пластик, тонкий алюминий. Диск с увеличенным диаметром и числом зубьев позволяет получить точный срез.
Лазерный указатель максимально точно проводит линию для последующего распила.
Чтобы выставить нужный угол, следует настроить и зафиксировать стол, закрепить заготовку струбциной. За безопасность эксплуатации отвечает защитный кожух, тормоз двигателя.
Пылесборник и адаптер для подключения пылесоса помогут сохранить рабочее пространство в чистоте.
Характеристики:
- мощность — 1.8 кВт;
- высота распила — 7.5 см, ширина — 30.5 см;
- диаметр диска — 25.5 см, посадочного отверстия — 3 см;
- угол наклона — 45°, поворота — 47°;
- скорость вращения — 5 000 об/мин.
Достоинства:
- хорошие показатели мощности и выносливости;
- качественный и чистый распил широких заготовок;
- удобное выставление углов;
- тормоз мотора;
- безопасное использование.
Недостатки:
- поворотный стол.
Metabo KGS 254 M
Настольная, односкоростная модель с тяговой функцией для широких заготовок. Распил происходит быстро и легко за счет прецизионной настройки углов через точки фиксации, лазера и подсветки.
Распил происходит быстро и легко за счет прецизионной настройки углов через точки фиксации, лазера и подсветки.
Расширения стола плавно выдвигаются, а высокие упоры раздвигаются для повышения безопасности оператора во время работы.
Головка пилы поворачивается под нужным углом. Диск заменяется без демонтажа кожуха за счет блокировки шпинделя.
Наблюдается эффективный отвод опилок через встроенную воронку, а пылесборник упрощает процесс последующей уборки.
Характеристики:
- мощность — 1.8 кВт;
- высота пропила — 9.2 см, ширина — 30.5 см;
- диаметр диска — 25.4 см, посадочного отверстия — 3 см;
- угол наклона и поворота — по 47°;
- скорость вращения — 4 500 об/мин, при ном. нагрузке — 3 150 об/мин;
- скорость резания — 60 м/с;
- размеры — 79х51.5х51.5 см;
- вес — 16.3 кг.
Достоинства:
- качественное изготовление;
- чистый и плавный рез;
- легко выставляемые углы;
- адаптер для пылесоса;
- хорошая комплектация.

Недостатки:
- нет плавного пуска;
- плохое качество диска.
Metabo KGS 305 M
Настольная, односкоростная торцовочная пила с тяговой функцией. Нашла свое применение в быту, частных мастерских, мебельных компаниях.
Удобство эксплуатации повышает интуитивно понятные шкалы и элементы управления, удобная рукоять.
Протяжка и фиксация заготовок позволяют получить четкие результаты распила. Модель рассчитана на долгий срок службы, поскольку выполнена из литого алюминия.
Незаменимыми являются и расширения опоры с высокими упорами, которые выполняют функцию защиты и помогают разместить длинные изделия. Яркий LED фонарь и лазер упрощают работу в некомфортной зоне.
Характеристики:
- мощность — 2 кВт;
- высота пропила — 10.5 см, ширина — 30.5 см;
- диаметр диска — 30.5 см, посадочного отверстия — 3 см;
- угол наклона и поворота — по 47°;
- размеры опоры — 34х77.
 5 см;
5 см; - скорость вращения — 3 700 об/мин, при ном. нагрузке — 2 600 об/мин;
- скорость резания — 60 м/с;
- длина кабеля — 2 м;
- в комплекте диск, 2 расширения стола, торцовочный упор, зажим, приспособление для замены оснастки, пылесборник, намотка кабеля;
- вес — 19.6 кг.
Достоинства:
- плавный запуск;
- точный распил;
- выносливый двигатель;
- хорошая комплектация;
- возможность подключения пылесоса.
Недостатки:
- нет.
Makita LS0714
Односкоростная, настольная торцовочная пила с функцией протяжки. Отличается компактностью, великолепными рабочими параметрами.
Предназначена для обработки крупных заготовок.
Производитель дополнил модель упорами, направляющими штангами. Приспособления расширяют поверхность рабочего стола, увеличивают амплитуду движения каретки.
Диск принимает нужное положение после регулировки параметров поворотными механизмами.
Инструмент оснащен двигателем с достаточной мощностью, пилочным диском из твердых сплавов. Если необходимо распилить металл или пластик, то требуется приобрести соответствующие насадки.
Характеристики:
- мощность — 1.01 кВт;
- высота пропила — 5.2 см, ширина — 30 см;
- диаметр диска — 19 см, посадочного отверстия — 2 см;
- угол наклона — 45°, поворота — 57°;
- скорость вращения — 6 000 об/мин;
- размеры — 67х45.8х43 см;
- вес — 12.7 кг.
Достоинства:
- плавный тормоз двигателя;
- защита от случайного включения;
- простая настройка и регулировка параметров;
- качественный результат распила;
- вместительный пылесборник.
Недостатки:
- прижимные приспособления;
- нет подсветки;
- пилочный диск.
Лучшие торцовочные пилы с лазерным маркером
Makita Lh2201FL
Односкоростная, универсальная торцовочная пила для работы с деревом, металлом, пластиком. Представляет собой комбинацию из двух инструментов — распилочного столика и торцовки.
Представляет собой комбинацию из двух инструментов — распилочного столика и торцовки.
Пользователи отмечают высокое качество продольной и поперечной распиловки, производительность, безопасность.
Плавный запуск и тормоз двигателя позволяют выполнять распил чисто, без рывков. Система защиты от случайного включения исключает травмы и повреждения оператора.
Лазерная направляющая показывает линию для резки, но как утверждают владельцы — она не всегда точна.
Характеристики:
- мощность — 1.65 кВт;
- высота пропила — 6.2 см, ширина — 20 см;
- диаметр диска — 30.5 см, посадочного отверстия — 3 см;
- угол наклона — 45°, поворота — 52°;
- скорость вращения — 3 800 об/мин;
- размеры — 61х69.2х53.5 см;
- вес — 20.7 кг.
Достоинства:
- удобная регулировка параметров;
- эффективное раздельное пылеудаление;
- точность пропила;
- лазер;
- плавный пуск и тормоз двигателя;
- безопасная эксплуатация.

Недостатки:
- верхняя направляющая;
- не отрегулирована пильная головка.
BOSCH PCM 8 S
Односкоростная, настольная торцовочная пила с протяжным механизмом. Она выгодно отличается компактностью, легкостью, комфортной эксплуатацией.
Для высокоточного пиления крупногабаритных заготовок предусмотрены гибкие боковые удлинители.
Также в качестве помощника внедрен левый и правый лазерный маркер.
Включается опция по желанию пользователя. В комплекте поставляется один пилочный диск, поэтому для повышения функциональности рекомендуется докупать насадки с другими параметрами.
Безопасно и просто сменить диск поможет блокировка шпинделя.
Характеристики:
- мощность — 1.2 кВт;
- высота пропила — 6.5 см, ширина — 22 см;
- диаметр диска — 21.6 см, посадочного отверстия — 3 см;
- угол наклона — 45°, поворота — 48°;
- скорость — 4 800 об/мин;
- комплектуется рабочим зажимом, диском, пылесборником, 4 боковыми удлинителями;
- вес — 11.
 4 кг.
4 кг.
Достоинства:
- чистый рез;
- производительность;
- функция протяжки;
- компактность и легкость;
- простое управление;
- высокое качество сборки.
Недостатки:
- нет.
Metabo KGS 315 Plus
Профессиональная настольная торцовочная пила с лазерным маркером. Показывает максимальную гибкость в процессе распила за счет свободного поворота стола и наклона пильной головки.
Система «Quick» предназначена для простой замены пильного полотна без инструментов.
Благодаря универсальному мощному мотору и большому пильному диску, обеспечивается высокое качество распила.
Есть функция регулировки оборотов, протяжки для широких заготовок, прецизионная настройка углов через точки фиксации, ограничитель.
Характеристики:
- мощность — 2.2 кВт;
- высота пропила — 12 см, ширина — 32 см;
- диаметр диска — 31.
 5 см, посадочного отверстия — 3 см;
5 см, посадочного отверстия — 3 см; - угол наклона — 47°, поворота — 60°;
- размеры опоры — 50.5х36.5 см;
- скорость вращения при номинальной нагрузке — 4 100 об/мин;
- скорость распила — 67 м/с;
- в комплекте диск, опора, зажим, пылесборник, адаптер для пылесоса;
- вес — 26 кг.
Достоинства:
- оптимальный отвод опилок;
- плавный пуск двигателя;
- тихая и мягкая работа;
- электроника Vario-Constamatic;
- качественный распил любого типа древесины.
Недостатки:
- лазерный маркер.
ЗУБР ЗПТ-210-1400 Л
Односкоростная, настольная торцовочная пила с мощным двигателем и лазерным маркером. Такой инструмент предпочитают выбирать профессионалы, поскольку он позволяет выполнять чистый прямой, косой, комбинированный пропил.
Показывает превосходные результаты при работе с пластиком, легким металлом и деревом.
Защитный кожух автоматически закрывается и фиксируется, повышает безопасность оператора.
Поворотный стол легко регулируется, надежно закрепляется в нужной плоскости, под необходимым углом.
Характеристики:
- мощность — 1.3 кВт;
- высота пропила — 6 см, ширина — 12 см;
- диаметр диска — 21 см, посадочного отверстия — 3 см;
- скорость вращения — 5 500 об/мин.
Достоинства:
- прочная металлическая станина;
- качественная сборка;
- точный рез;
- лазерная направляющая;
- компактность и легкость.
Недостатки:
- разлетаются опилки;
- забивается лазер;
- люфт конструкции при установке бокового наклонного угла.
Metabo KGS 254 M
Настольная, односкоростная торцовочная пила с функцией протяжки для широких заготовок. Распил происходит быстро и легко, поскольку предусмотрена прецизионная настройка углов через точки фиксации, встроенная лазерная опция и подсветка.
Расширения стола плавно выдвигаются, а высокие упоры — раздвигаются для повышения безопасности оператора во время работы.
Головка пилы наклоняется влево для открытия дополнительного углового диапазона. Диск заменяется без демонтажа кожуха за счет блокировки шпинделя.
Наблюдается эффективный отвод опилок через встроенную воронку, а пылесборник упрощает процесс последующей уборки.
Характеристики:
- мощность — 1.8 кВт;
- высота пропила — 9.2 см, ширина — 30.5 см;
- диаметр диска — 25.4 см, посадочного отверстия — 3 см;
- угол наклона и поворота — по 47°;
- скорость вращения — 4 500 об/мин, при ном. нагрузке — 3 150 об/мин;
- скорость резания — 60 м/с;
- длина кабеля — 2 м;
- в комплекте диск, 2 расширения стола, торцовочный упор, зажим, инструмент для смены диска, пылесборник, намотка шнура;
- размеры — 79х51.5х51.5 см;
- вес — 16.3 кг.
Достоинства:
- качественное изготовление;
- чистый и плавный рез;
- легко выставляемые углы;
- функция протяжки;
- производительность;
- адаптер для пылесоса;
- хорошая комплектация.

Недостатки:
- нет плавного пуска;
- плохое качество «родного» диска.
Отзывы покупателей
Ваше мнение
Количество проголосовавших Знакомы с технологией? Оставьте свой отзыв!
Сортировать по: Самые последниеНаивысший баллНаиболее полезноХудшая оценка
Будьте первым, чтобы оставить отзыв.
Показать еще
Знакомы с технологией? Оставьте свой отзыв!
- Ваше мнение
Полезное видео
Из видео вы узнаете какую торцовочную пилу лучше выбрать:
Применение режущих инструментов, Глава 14: Протяжки и протяжка
Процесс протягивания, аналогичный формованию с несколькими зубьями, используется для обработки внутренних и внешних поверхностей, таких как отверстия круглой, квадратной или неправильной формы, шпоночные канавки и зубья внутренних зубчатых колес. . Протяжка представляет собой длинный многозубый режущий инструмент с последовательно более глубокими насечками. Каждый зуб удаляет заданное количество материала в заданном месте. Общая глубина материала, удаляемого за один проход, представляет собой сумму глубины резания каждого зуба. Протяжка может производить детали с очень хорошей обработкой поверхности и точностью размеров.
. Протяжка представляет собой длинный многозубый режущий инструмент с последовательно более глубокими насечками. Каждый зуб удаляет заданное количество материала в заданном месте. Общая глубина материала, удаляемого за один проход, представляет собой сумму глубины резания каждого зуба. Протяжка может производить детали с очень хорошей обработкой поверхности и точностью размеров.
Протяжка выгодно конкурирует с другими процессами, такими как расточка, фрезерование, формообразование и развертывание. Хотя протяжки, как правило, дороги, их стоимость оправдана, поскольку они используются для высокопроизводительных тиражей.
Процесс протяжки
Основа любого процесса протяжки. Инструмент для протягивания основан на концепции, уникальной для данного процесса: зубья для черновой, получистовой и чистовой обработки объединены в одном инструменте или наборе инструментов. Инструмент для протяжки часто может обработать грубую поверхность за один проход.
При протягивании внешней поверхности протяжной инструмент можно тянуть или толкать по поверхности заготовки, или поверхность может перемещаться поперек инструмента. Для внутренней протяжки требуется начальное отверстие или отверстие в заготовке, чтобы можно было вставить протяжной инструмент. Затем инструмент или заготовку толкают или тянут, чтобы протолкнуть инструмент через начальное отверстие. Можно прошивать почти любое неправильное поперечное сечение, если все поверхности сечения остаются параллельными направлению движения протяжки.
Для внутренней протяжки требуется начальное отверстие или отверстие в заготовке, чтобы можно было вставить протяжной инструмент. Затем инструмент или заготовку толкают или тянут, чтобы протолкнуть инструмент через начальное отверстие. Можно прошивать почти любое неправильное поперечное сечение, если все поверхности сечения остаются параллельными направлению движения протяжки.
Инструмент для протяжки — Протяжка похожа на одноточечный инструмент с множеством «острий», каждое из которых режет как формообразующий инструмент с плоским концом, хотя у некоторых протяжек зубья расположены по диагонали, что называется разрезанием ножницами. («Сдвиг» относится к растягивающему действию, при котором приложенные силы вызывают скользящую или наклонную деформацию.)
Номенклатура протяжки
Передняя направляющая: прошел через стартовое отверстие. Затем тянущий конец фиксируется на тянущей головке протяжного станка. Передний пилот обеспечивает правильное осевое выравнивание инструмента по отношению к начальному отверстию и служит для проверки размера начального отверстия.
Длина: Длина протяжного инструмента или набора инструментов определяется количеством удаляемого материала и ограничивается ходом станка.
Задняя направляющая: Задняя направляющая поддерживает выравнивание инструмента, когда чистовые зубья проходят через отверстие в заготовке. На круглых инструментах диаметр задней направляющей немного меньше диаметра чистовых зубьев.
Режущие зубья: Протяжные зубья обычно делятся на три отдельные секции по длине инструмента: черновые зубья, получистовые зубья и чистовые зубья. Первый черновой зуб пропорционально является самым маленьким зубом на инструменте. Последующие зубы постепенно увеличиваются в размерах вплоть до первого чистового зуба включительно. Разница в высоте между каждым зубом, или подъем зуба, обычно больше на черновой части и меньше на получистовой. Все отделочные зубы имеют одинаковый размер. Торец шлифуется крюком или торцевым углом, который определяется материалом заготовки. Например, для заготовок из мягкой стали обычно требуется больший угол наклона крюка; твердые или хрупкие стальные детали требуют меньших углов крюка.
Режущая кромка: Режущая кромка защищает режущую кромку от нагрузок. Небольшой зазор или угол отвода отшлифованы на площадках, чтобы уменьшить трение. На черновых и получистовых зубьях вся фаска снимается с углом заострения. При чистовой обработке зубов часть площадки непосредственно за режущей кромкой часто оставляют прямой, чтобы повторная заточка (путем шлифовки поверхности зуба) не изменила размер зуба.
Шаг зубьев: Расстояние между зубьями, или шаг, определяется длиной резания и зависит от типа материала заготовки. Относительно большой шаг может потребоваться для черновой обработки зубьев, чтобы выдержать большую нагрузку стружки. Шаг зубьев может быть меньше на получистовых зубьях, чтобы уменьшить общую длину протяжного инструмента. Шаг рассчитывается таким образом, чтобы, предпочтительно, два или более зубьев резались одновременно. Это предотвратит смещение или вибрацию инструмента.
Впадина зуба: Глубина впадины зуба зависит от подъема зуба, шага и материала заготовки. Радиус корня зуба обычно устроен так, чтобы стружка плотно закручивалась внутри себя, занимая как можно меньше места.
Радиус корня зуба обычно устроен так, чтобы стружка плотно закручивалась внутри себя, занимая как можно меньше места.
Нагрузка на стружку: Когда каждый зуб входит в заготовку, он режет материал фиксированной толщины. Фиксированные длина и толщина стружки, получаемые при протягивании, создают нагрузку на стружку, которая определяется конструкцией протяжного инструмента и заданной скоростью подачи.
Стружколомы: Насечки, называемые стружколомами, используются на протяжных инструментах для устранения налипания стружки и облегчения удаления стружки. Стружколомы притачиваются в черновые и получистовые зубья протяжки параллельно оси инструмента. Стружколомы на чередующихся зубьях расположены в шахматном порядке, так что за одним набором стружколомов следует режущая кромка. Чистовые зубы завершают работу. Стружколомы жизненно важны для круглых протяжных инструментов: без стружколомов инструменты обрабатывали бы кольцеобразную стружку, которая вклинивалась бы в впадины зубьев и в конечном итоге приводила бы к поломке инструмента.
Угол сдвига: Разработчики протяжки могут размещать зубья протяжки под углом сдвига, чтобы улучшить чистоту поверхности и уменьшить вибрацию инструмента. Когда две смежные поверхности обрабатываются одновременно, угол сдвига является важным фактором в удалении стружки от пересекающегося угла, чтобы предотвратить скопление стружки в месте пересечения режущих зубьев.
Боковой затыльник: При протягивании пазов инструмент во время резания закрывается пазом и должен отводить образующуюся стружку по всей длине заготовки. Стороны зубьев протяжки будут тереть стороны паза и вызывать быстрый износ инструмента, если не будет обеспечен зазор. Это достигается шлифованием одного заднего угла с обеих сторон каждого зуба. Таким образом, только небольшая часть зуба рядом с режущей кромкой, называемая боковой кромкой, может тереться о паз. Тот же подход используется для односторонних угловых разрезов и шлицевых протяжек.
Типы протяжек
Два основных типа прошивок — протяжка с проталкиванием и протяжка с вытягиванием. Второе деление – внутренние и внешние протяжки.
Второе деление – внутренние и внешние протяжки.
Толкающие и тянущие протяжки — Толкающая протяжка должна быть относительно короткой, так как она представляет собой сжатую колонну и будет изгибаться и ломаться при слишком большой нагрузке. Толкающие протяжки часто используются с простым оправочным прессом, если объем работы невелик. Для средне- и крупносерийного производства они используются в протяжных станках.
Протяжки протягиваются вверх, вниз или горизонтально через заготовку или поперек, всегда с помощью машины. Плоские или почти плоские протяжки могут быть тянущего типа, или протяжка может быть жестко закреплена, при этом заготовка затем протягивается через зубья протяжки. Блоки и головки автомобильных цилиндров этим методом часто выравниваются плоско.
Внутренние протяжки — Внутренние протяжки либо протягиваются, либо проталкиваются через начальное отверстие. Машины могут варьироваться от полностью автоматизированных многопозиционных вертикальных до горизонтальных тянущих типов и простых прессов.
Шпоночная протяжка — Почти все шпоночные канавки в станках и деталях вырезаются шпоночной протяжкой — узкой плоской пластиной с расположенными вдоль одной поверхности режущими зубьями. Этими протяжками можно прорезать как внешние, так и внутренние шпоночные пазы. Внутренние шпоночные канавки обычно требуют втулки с прорезями или выступа, чтобы соответствовать отверстию, при этом протяжка шпоночного паза протягивается через выступ, направляемый прорезью.
Если необходимо обработать несколько деталей одинакового диаметра и размера шпоночной канавки, можно спроектировать внутреннюю протяжку шпоночной канавки, которая вставляется в отверстие для поддержки режущих зубьев. Только режущие зубья выходят за пределы диаметра отверстия, чтобы прорезать шпоночный паз. Втулки или рожки не требуются.
Полировочные станки — Полировочные станки — это протяжные инструменты, предназначенные для полировки, а не для вырезания отверстий. Общее изменение диаметра, вызванное операцией выглаживания, может составлять не более 0,0005–0,001 дюйма. Инструменты для полировки, используемые, когда качество поверхности и точность имеют решающее значение, относительно короткие и обычно имеют форму проталкивающих протяжек.
Инструменты для полировки, используемые, когда качество поверхности и точность имеют решающее значение, относительно короткие и обычно имеют форму проталкивающих протяжек.
Насадные протяжки — Насадные протяжки могут использоваться на черновых, получистовых и чистовых участках протяжного инструмента. Основное преимущество протяжки с насадкой заключается в том, что изношенные участки можно удалить и повторно заточить или заменить с гораздо меньшими затратами, чем при использовании обычного цельного инструмента. Когда накладки используются для чистовой обработки зубьев длинных протяжек, зубья насадки могут быть отшлифованы с гораздо большей точностью, чем у длинного обычного протяжного инструмента, и инструмент можно продолжать использовать, заменив насадку. (Насадные протяжки аналогичны насадным фрезам, которые обсуждались в главе 12.)
Поверхностные протяжки — Протяжки, используемые для удаления материала с внешней поверхности, широко известны как поверхностные протяжки. Такие протяжки проходят над обрабатываемой поверхностью заготовки, или заготовка проходит над инструментом на горизонтальных, вертикальных или цепных станках для получения плоских или контурных поверхностей.
Такие протяжки проходят над обрабатываемой поверхностью заготовки, или заготовка проходит над инструментом на горизонтальных, вертикальных или цепных станках для получения плоских или контурных поверхностей.
В то время как некоторые поверхностные протяжки имеют цельную конструкцию, большинство из них имеют сборную конструкцию с секциями, вставками или индексируемыми резцами, которые соединяются встык в держателе протяжки или вспомогательном держателе. Держатель устанавливается на салазках станка и обеспечивает жесткое выравнивание и поддержку.
Типы протяжных станков
Тип режущего инструмента для протяжки, необходимого для данной работы, является наиболее важным фактором при определении типа используемого протяжного станка. Вторым по важности является требование производства. Взятые вместе, эти факторы обычно определяют конкретный тип машины для работы.
Тип протяжного инструмента (внутренний или поверхностный) сразу же сужает круг используемых машин. Количество изделий, требуемых в час или в течение всего производственного цикла, еще больше сузит диапазон.
При внутреннем протягивании длина протяжки по отношению к ее диаметру может определять, нужно ли ее тянуть, а не проталкивать через заготовку, поскольку инструмент протяжки прочнее на растяжение, чем на сжатие. Это, в свою очередь, помогает определить тип машины для работы.
Тип привода, гидравлический или электромеханический, является еще одним важным фактором при выборе машины. Так же как конвертируемость и автоматизация. Некоторые конструкции машин допускают переход от внутренней обработки к поверхностной. Некоторые конструкции полностью автоматизированы; другие ограничены по объему и работают только под пристальным наблюдением оператора.
Вертикальные протяжные станки — Около 60 процентов от общего числа существующих протяжных станков являются вертикальными, почти поровну разделенными между вертикальными внутренними и вертикальными поверхностными или комбинированными станками. Вертикальные протяжные станки, используемые во всех основных областях металлообработки, почти все имеют гидравлический привод.
Одна из существенных особенностей, которая способствовала их развитию, однако, начинает превращаться в ограничение. Используемые в настоящее время ходы резки часто превышают существующие заводские зазоры на потолке. Когда машины достигают высоты 20 футов и более, для машины необходимо вырыть дорогостоящие ямы, чтобы оператор мог работать на уровне заводского пола. Ниже показан большой вертикальный протяжной станок.
Вертикальные внутренние протяжные станки бывают настольными, тянущими вверх, тянущими вниз или выталкивающими вниз, в зависимости от их режима работы.
Вертикальный стол. В настоящее время настольные станки необходимы для соответствия ячеечной концепции (гибкого) производства, где требуются небольшие партии специализированных компонентов. По завершении коротких циклов (от 1 до 2 лет) машины могут быть переоснащены и перемещены в другую зону завода без проблем, что делать с ямами в цехах. В этом типе станка деталь находится на столе, который движется вверх, а протяжка неподвижна. Длина хода от 30 футов до 90 и грузоподъемностью от 5 до 30 тонн являются ограничениями для этой машины.
Длина хода от 30 футов до 90 и грузоподъемностью от 5 до 30 тонн являются ограничениями для этой машины.
Вертикальное внутреннее подтягивание. Тип вытягивания, при котором заготовка размещается под рабочим столом, был введен первым. Его основное применение – прошивание отверстий круглой и неправильной формы. Натяжные машины теперь имеют тяговое усилие от 6 до 50 тонн, ход до 72 дюймов и скорость протяжки 30 футов в минуту. Доступны более крупные машины; некоторые имеют электромеханические приводы для большей скорости протягивания и более высокой производительности.
Вертикальная внутренняя вытяжка. Более сложные вытягивающие машины, в которых работа размещается поверх стола, были разработаны позже, чем подтягивающие машины. Эти вытягивающие машины способны удерживать внутренние формы с более жесткими допусками за счет размещения приспособлений в верхней части рабочего стола. Машины имеют тяговое усилие от 2 до 75 тонн, ход от 30 до 110 дюймов и скорость до 80 футов в минуту.
Вертикальное внутреннее нажимное устройство. Вертикальные прессы часто представляют собой не что иное, как гидравлические прессы общего назначения со специальными приспособлениями. Они доступны с грузоподъемностью от 2 до 25 тонн, ходом до 36 дюймов и скоростью до 40 футов в минуту. В некоторых случаях были разработаны универсальные машины, которые сочетают в себе до трех различных операций протягивания, таких как толкание, вытягивание и поверхностное, просто за счет добавления специальных приспособлений.
Горизонтальные протяжные станки — Похоже, что излюбленная конфигурация протяжных станков прошла полный круг. Первоначальные машины с зубчатым или винтовым приводом были спроектированы как горизонтальные агрегаты. Постепенно вертикальные машины развивались по мере того, как становилось очевидным, что пространство на полу можно использовать гораздо эффективнее с вертикальными установками. Теперь горизонтальные машины, как с гидравлическим, так и с механическим приводом, снова завоевывают все большую популярность среди пользователей из-за их очень длинных ходов и ограничений, которые высота потолка накладывает на вертикальные машины. Около 40 процентов всех протяжных станков в настоящее время являются горизонтальными. Для некоторых видов работ, таких как черновая и чистовая обработка блоков автомобильных двигателей, используются исключительно они.
Около 40 процентов всех протяжных станков в настоящее время являются горизонтальными. Для некоторых видов работ, таких как черновая и чистовая обработка блоков автомобильных двигателей, используются исключительно они.
Горизонтальные внутренние протяжные станки. На сегодняшний день наибольшее количество горизонтальных внутренних протяжек выполняется на станках с гидравлическим приводом, конфигурация которых с годами стала несколько стандартизированной. Целая треть существующих протяжных станков относится к этому типу, и почти четверть из них старше двадцати лет. Они находят наиболее широкое применение в производстве общепромышленного оборудования, но их можно найти практически в любой отрасли промышленности.
Горизонтальные внутренние машины с гидравлическим приводом имеют тяговое усилие от 2 1/2 до 75 тонн, первые представляют собой машины длиной около 8 футов, а вторые машины имеют длину более 35 футов. Доступен ход до 120 дюймов, при этом скорость резки обычно ограничена менее чем 40 футов в минуту.
Станки для протяжки горизонтальных поверхностей. На этот тип приходится только около 10 процентов существующих протяжных станков, но это не указывает на процент общих инвестиций, которые они представляют, или объем работы, которую они производят. Горизонтальные плоско-протяжные станки сами по себе относятся к классу с точки зрения размера и производительности. Только крупные непрерывные горизонтальные агрегаты могут сравниться или превзойти их по производительности. Горизонтальные наземные агрегаты производятся как с гидравлическим, так и с электромеханическим приводом, причем последний в настоящее время становится доминирующим.
Старые горизонтальные станки с гидравлическим приводом теперь производятся с грузоподъемностью до 40 тонн, ходом до 180 дюймов и нормальной скоростью резания 100 футов в минуту. Эти станки, являющиеся основным фактором автомобильной промышленности на протяжении многих лет, производят большое разнообразие деталей из чугуна. Они используют стандартные твердосплавные режущие инструменты и имеют одни из самых высоких скоростей резания, используемых при протягивании.
Но горизонтальные поверхностные машины с электромеханическим приводом все чаще берут верх над некоторыми приложениями, несмотря на их более высокую стоимость. Благодаря плавному движению ползуна и, как следствие, улучшению чистоты поверхности и допусков деталей, эти станки стали крупнейшим классом горизонтально-протяжных агрегатов. Они доступны с тяговым усилием более 100 тонн, ходом до 30 футов и скоростью резки, в некоторых случаях, более 300 футов в минуту.
Цепно-протяжные станки — Наиболее популярный тип станков, выпускаемых для высокопроизводительной поверхностной протяжки. Ключом к производительности непрерывного горизонтального протяжного станка является устранение обратного хода за счет установки заготовок или инструментов на непрерывной цепи.
Чаще всего инструменты остаются стационарными, закрепленными в туннеле в верхней половине станка, а детали, закрепленные на цепях, проходят под ними.
Токарно-протяжная обработка
Токарно-протяжная обработка является эффективным методом обработки коленчатых валов из стали и чугуна с шаровидным графитом. Имеются специальные токарно-протяжные станки для линейного, кругового и спирального методов работы. Режущие узлы периферийного типа состоят из сегментов.
Имеются специальные токарно-протяжные станки для линейного, кругового и спирального методов работы. Режущие узлы периферийного типа состоят из сегментов.
Токарно-протяжные системы в основном используют аналогичные стандартизированные компоненты для черновой и чистовой обработки. Тип станка определяет конструкцию инструмента: линейный, круговой или спиральный. Количество сегментов и пластин для черновой обработки в инструменте зависит от требуемой скорости съема припуска. Финишные сегменты снабжены вставками в регулируемых картриджах, которые можно настроить с жесткими допусками. Сегмент для черновой обработки имеет фиксированные гнезда под пластины. Ниже показана операция протяжки коленчатого вала.
Сегменты инструмента разрабатываются и изготавливаются на компьютере для каждой машины в соответствии с требуемой формой и допуском каждого коленчатого вала. Количество пластин и положение каждого сегмента рассчитаны на низкие силы резания. Сегменты для черновой обработки имеют закаленные фиксированные посадочные места для пластин и большие карманы для стружки. Вставки устанавливаются по касательной и фиксируются центральным винтом.
Вставки устанавливаются по касательной и фиксируются центральным винтом.
Долгий срок службы инструмента достигается за счет короткого зацепления отдельных режущих кромок. Высокая загрузка станка достигается за счет того, что чистовые фрезы нужно менять только один раз в смену, а черновые фрезы – примерно раз в третью смену.
Джордж Шнайдер-младший является автором книги «Применение режущих инструментов», справочника по материалам, принципам и конструкциям станков. Он является почетным профессором инженерных технологий в Технологическом университете Лоуренса и бывшим председателем Детройтского отделения Общества инженеров-технологов.
Часто задаваемые вопросы о ротационном протягивании | Все, что вам нужно знать
Что такое ротационная протяжка
Как работает ротационная протяжка
Какие формы можно прошивать
Какой материал можно прошивать?
Можно ли выровнять протяжку? Вращательное протягивание, иногда называемое протяжкой с колебанием, существует уже более 100 лет и представляет собой чрезвычайно быстрый и точный метод обработки внутренних и внешних форм, таких как шестиугольники, квадраты и шлицы.
В отличие от обычных протяжных и тянущих протяжек, ротационная протяжка позволяет создавать очень точные многоугольники в глухих или сквозных отверстиях на любом токарном, фрезерном или обрабатывающем центре без необходимости дополнительной операции. Этот метод обработки прецизионных форм становится все более популярным в медицинской и аэрокосмической промышленности.
Это низкотемпературная операция, поэтому вы не рискуете повредить свои детали в процессе протяжки, что является еще одной причиной, по которой аэрокосмическая промышленность перешла к применению ротационной протяжки, а не к операциям электроэрозионной обработки с вторичной проволокой.
Ротационная протяжка имеет множество преимуществ:
- Чрезвычайно быстрая и точная
- Дополнительные операции не требуются
- Не требует настройки для минимального времени настройки
- Относительно недорогой инструмент
- Работает на любом токарном станке, фрезерном станке или VMC
- Отличное качество отделки
- Сокращение времени обработки = большая прибыль
КАК РАБОТАЕТ РОТАЦИОННАЯ ПРОШИВКА
Весь процесс так же прост, как просверливание отверстия! Требуется всего два предмета:
- Держатель вращающегося протяжного инструмента Polygon Solutions
- Вращающийся инструмент для протяжки (шестигранный, квадратный, Torx, зубчатый и т.
 д.)
д.)
Роторно-протяжная операция может выполняться на любом токарном станке с ЧПУ или с ручным управлением, фрезерном станке, винтовом станке, VMC или токарном центре.
ПОДГОТОВКА ДЕТАЛИ
Для успешной прошивки внутренних форм необходимо выполнить несколько шагов.
- Во-первых, вам необходимо предварительно просверлить пилотное отверстие. Пилотное отверстие должно быть немного больше, чем меньший диаметр формы, и немного глубже, чем глубина протяжки формы. Если вы прошиваете глухое отверстие, прочтите: Протяжка глухого отверстия
- Во-вторых, вам нужно будет добавить фаску к направляющему отверстию. Фаска должна быть немного больше, чем основной диаметр формы.
Для внешней протяжки вам потребуется:
- Повернуть стержень чуть ниже основного диаметра формы
- Добавьте входную фаску и заднюю часть прошиваемой области; и
- Добавьте выточку 0,0625” в конце формы
КАК ПРОЦЕСС РАБОТАЕТ
Держатель вращающегося протяжного инструмента позволяет этому процессу работать. Держатель смещен на 1 градус от центральной линии хвостовика, что позволяет протяжке входить в деталь под углом, разрезая за один раз только одну часть формы. Протяжка подается в деталь, и полная форма вырезается за один проход. Вращающееся долото для протяжки спроектировано с обратным конусом, чтобы предотвратить его столкновение с заготовкой при подаче протяжки в пилотное отверстие.
Держатель смещен на 1 градус от центральной линии хвостовика, что позволяет протяжке входить в деталь под углом, разрезая за один раз только одну часть формы. Протяжка подается в деталь, и полная форма вырезается за один проход. Вращающееся долото для протяжки спроектировано с обратным конусом, чтобы предотвратить его столкновение с заготовкой при подаче протяжки в пилотное отверстие.
По мере протяжки материал скручивается в отдельные стружки. Эту стружку можно оставить на дне отверстия или удалить с помощью того же сверла для пилотного отверстия. Для наружных форм рекомендуется предусмотреть рельефный подрез на конце формы, чтобы стружка падала, когда протяжка достигает нужной глубины.
Иллюстрация ротационной протяжки на токарном станке
Иллюстрация ротационной протяжки на фрезерном станке
КАКИЕ ФОРМЫ МОЖНО ПРОШИВАТЬ ВОРОТАЦИОННОЙ ПРОШИВКОЙ
Многоугольные решения, которые могут быть протянуты в ротационной форме. Несмотря на некоторые ограничения, большинство форм диаметром менее 2 дюймов можно успешно прошивать с помощью наших инструментов.
Polygon предлагает стандартные размеры, а также нестандартные размеры по вашим спецификациям. Некоторые распространенные формы: шестигранные, квадратные, прямоугольные, в форме Torx, зубчатые, эвольвентные шлицы, шпоночные канавки, одиночные и двойные D, J500, Rosan, двойной квадрат и 12-гранный (двойной шестигранник).
Если у вас есть отпечаток, который вы хотели бы получить от Polygon Solutions, отправьте его нам по электронной почте или по факсу.
КАКОЙ МАТЕРИАЛ МОЖНО ПРОШИВАТЬ ВРАЩАЮЩИМСЯ
Идеально подходят такие материалы, как алюминий, латунь и мягкая сталь. Тем не менее, благодаря достижениям в области порошковых сталей, таких как БДМ М-4 и БДМ Т-15, ротационная протяжка оказалась успешной при обработке таких материалов, как титан, нержавеющая сталь серий 300 и 400 и инконель.
Другие материалы, которые можно прошивать, включают: 4140, 416, 17-4, 1144, никель, бронзу, акрил, медь, чугун и многие другие.
Покрытия, такие как TiN, TiCN, TiAlN и Alcrona Pro, также могут быть полезны для некоторых материалов. Alcrona Pro является предпочтительным покрытием для вращательного протягивания.
Если у вас есть какие-либо вопросы относительно стали, которую вы обрабатываете, позвоните нам по телефону 239-628-4800, и мы поможем вам.
ВЫРАВНИВАНИЕ ПРОШИВКИ
Polygon Solutions предлагает инновационный инструмент для выверки, который адаптируется к нашему держателю инструмента, что позволяет очень легко выровнять форму. Тормоз выравнивания Polygon позволяет вам ориентировать или синхронизировать протяжку с другим элементом вашей детали.
Этот инструмент выравнивания также позволяет вам сломать обычные границы и ограничения! Например, если вам нужно протянуть форму к отверстию с плоским дном, где вы не можете предварительно просверлить глубже, чем необходимо для протяжки, этот инструмент выравнивания позволяет протягивать по частям. То есть вы можете протянуть наполовину вниз, выйти и удалить стружку с предварительным укропом, а затем вернуться в то же отверстие, сохраняя ту же ориентацию, и закончить форму до плоского дна.
То есть вы можете протянуть наполовину вниз, выйти и удалить стружку с предварительным укропом, а затем вернуться в то же отверстие, сохраняя ту же ориентацию, и закончить форму до плоского дна.
Эти инструменты выравнивания также можно использовать для выравнивания нескольких проходов. Самым большим ограничением является высота зуба формы. Компания Polygon Solutions решила эту проблему, изготовив черновую и чистовую прошивку для увеличения зуба на зубчатом или эвольвентном шлице.
Еще один способ использования выравнивающего тормоза — это когда ваша форма требует предварительного фрезерования. Если вы прошиваете квадратную форму и просто не можете предварительно просверлить пилотное отверстие слишком большого размера, потому что клиенту нужны абсолютно плоские стороны, вы можете предварительно отфрезеровать квадрат, а затем обработать форму с помощью наших ротационных протяжных инструментов.
Вот видео, показывающее, как работает инструмент для выравнивания тормоза:
ОГРАНИЧЕНИЯ РОТАЦИОННОЙ ПРОШИВКИ
Хотя ротационная протяжка — это удивительный способ изготовления внутренних и внешних форм, у него есть некоторые ограничения. Однако компания Polygon Solutions нашла способ обойти большинство этих ограничений. Самое большое ограничение — глубина. Обычно максимальная глубина составляет 1,75 дюйма. Во-вторых, это большой диаметр, который не должен превышать 2 дюйма.
ТИПИЧНЫЕ СКОРОСТИ И ПОДАЧА
Скорости и подачи варьируются в зависимости от многих факторов, таких как форма, размер, материал, диаметр предварительного сверления и другие. В большинстве случаев скорость вращения составляет от 500 до 700 об/мин при скорости подачи от 0,001 до 0,003 дюйма на оборот (IPR).
РЕКОМЕНДУЕМЫЕ СОВЕТЫ
Хорошей практикой является зацепление детали со шпинделем, вращающимся со скоростью 50-100 об/мин и скоростью подачи от 0,001 до 0,002 дюйма на об/мин до тех пор, пока не будет достигнута глубина около 0,020 дюйма или когда вы очистите площадь фаски. После этого вы можете соответственно увеличить скорость вращения и скорость подачи. Это предотвратит проскальзывание протяжки по поверхности фаски, что может привести к появлению неприглядных следов от инструмента, входящего в деталь. Этот процесс также снизит риск сколов или поломки протяжки, что может сократить срок службы инструмента.
После этого вы можете соответственно увеличить скорость вращения и скорость подачи. Это предотвратит проскальзывание протяжки по поверхности фаски, что может привести к появлению неприглядных следов от инструмента, входящего в деталь. Этот процесс также снизит риск сколов или поломки протяжки, что может сократить срок службы инструмента.
* Никогда не извлекайте деталь быстро, также подавайте со скоростью от 0,010” до 0,020” IPR.
ИНДИВИДУАЛЬНЫЕ ФОРМЫ И РАЗМЕРЫ
Polygon Solutions может изготовить вращающуюся протяжку на заказ в соответствии с вашим рисунком или спецификациями. Шестигранные или квадратные формы нестандартного размера обычно могут быть отправлены в тот же или на следующий день. Нестандартные формы, такие как зубцы или эвольвенты, обычно могут быть отправлены в течение 10 дней.
ДЕРЖАТЕЛИ ДЛЯ РОТАЦИОННЫХ ПРОТЯЖЕК
Polygon Solutions предлагает 4 типа держателей инструментов для вращающихся протяжек . Вы должны выбрать держатель инструмента, который соответствует вашему диапазону ожидаемых размеров протяжки. Например, если вы прошиваете в основном небольшие формы размером менее ¼ дюйма, то 8-мм держатель инструмента серии GT будет идеальным для вас. Если вы планируете протягивать формы размером более ½ дюйма, вам понадобится держатель серии Polygon Heavy Duty HT.
Например, если вы прошиваете в основном небольшие формы размером менее ¼ дюйма, то 8-мм держатель инструмента серии GT будет идеальным для вас. Если вы планируете протягивать формы размером более ½ дюйма, вам понадобится держатель серии Polygon Heavy Duty HT.
- Держатель микроинструмента
- Держатель инструмента швейцарского типа для швейцарских станков
- Идеально подходит для небольших форм: от 0,030 до 0,250 дюйма
- Держатель инструмента серии GT 8 мм
- Премиум-держатель Polygon для протяжек с хвостовиком 8 мм
- Идеально подходит для небольших форм: от 0,050 до 0,315 дюйма
- Держатель инструмента серии GT ½”
- Премиум-держатель Polygon для протяжек с хвостовиком ½ дюйма
- Идеально подходит для средних форм: от 0,081 до 0,630 дюйма
- Держатель инструмента серии HT Heavy Duty
- Усиленный держатель инструмента Polygon для протяжек с хвостовиком ¾”
- Идеально подходит для больших форм: от 0,500 до 2,50 дюймов
При заказе обязательно укажите правильный размер хвостовика протяжки, соответствующий вашему держателю.
Используйте приведенную ниже таблицу, чтобы определить размер хвостовика для заказа.
| Держатель инструмента | Диаметр хвостовика протяжки | Общая длина хвостовика протяжки | Размер протяжки |
| Держатель микроинструмента | 8 мм | 28 мм | Микропротяжки |
| Держатель инструмента GT 8 мм | 8 мм | 1,25 дюйма | Протяжки 8 мм |
| Держатель инструмента серии GT 1/2” | .500” | 1,75 дюйма | Протяжки 1/2″ |
| Усиленный держатель инструмента | .750” | 2,75 дюйма | Протяжки 3/4″ |
ВЫБОР ПРАВИЛЬНОГО ИНСТРУМЕНТАЛЬНОГО МАТЕРИАЛА
Выбор правильной инструментальной стали имеет решающее значение для успеха вашей ротационной протяжной операции. Polygon Solutions предлагает следующие инструментальные стали:
Polygon Solutions предлагает следующие инструментальные стали:
- М-2
- М-42
- ПМ М-4
- ПМ Т-15
Быстрорежущая сталь M-2 идеально подходит для алюминия, латуни и других мягких сталей.
M-42 представляет собой быстрорежущую сталь с содержанием кобальта 8% и рекомендуется для стали 4140, а также для различных операций пробивки и штамповки.
ПМ М-4 — порошковый металл с очень мелким зерном, обеспечивающий высокую износостойкость, рекомендуется для нержавеющей стали.
PM T-15 также представляет собой порошкообразный металл с очень мелким зерном и рекомендуется для более твердых и экзотических материалов, таких как инконель или титан.
Если вам нужна рекомендация о том, какой материал лучше всего подходит для вашего применения, свяжитесь с нашим техническим персоналом по телефону 239-628-4800, доб. 701.
инструмент – Студенты | Britannica Kids
Введение
Макита США, Inc.
Инструмент — это инструмент для внесения изменений в другой объект, например, путем резки, стрижки, ударов, трения, шлифовки, сжатия или измерения. История создания инструментов — это летопись медленных, постоянных усилий людей помочь себе. Это началось миллионы лет назад. Предки человека могли использовать встречающиеся в природе куски дерева и камня в качестве простых инструментов и оружия, подобно тому, как сегодня это делают некоторые дикие шимпанзе.
Британская энциклопедия, Inc. Великие события в развитии орудий произошли, когда люди стали недовольны природными объектами как орудиями. Они рассудили, что, изменив форму и размер таких объектов, они могли бы получить лучшие инструменты. Скалывая, очищая и сглаживая предметы, люди создавали инструменты для выполнения конкретных задач. Появление этой способности к изготовлению инструментов полностью изменило образ жизни людей. Они могли бы работать больше и делать это лучше. Предки человека впервые начали изготавливать простые каменные орудия труда более 3 миллионов лет назад. В раннем каменном веке доисторические люди изготавливали каменные орудия, такие как чопперы и ручные топоры, ударяя один камень о другой, пока не образовалась заостренная кромка.
В раннем каменном веке доисторические люди изготавливали каменные орудия, такие как чопперы и ручные топоры, ударяя один камень о другой, пока не образовалась заостренная кромка.
Улучшения продолжались. Постепенно появились грубые молотки, долота, сверла, пилы, топоры, кирки и ножи. С помощью этих инструментов были построены дома и изготовлены более совершенные инструменты. Когда металлы, такие как медь и железо, заменили дерево и камень, появились более прочные инструменты, которые прослужили дольше ( см. Бронзовый век; Железный век). В конце 1700-х годов разработка инструментов, которые могли приводиться в движение с помощью механической энергии, положила начало эпохе машин.
Ручные инструменты
Форма многих ручных инструментов сильно изменилась за прошедшие тысячи лет. Принципы мало изменились. Важные ручные инструменты общего пользования можно разделить на четыре основные группы.
Инструменты общего назначения
Black & Decker Inc.Молоток — это простой ударный инструмент, который не сильно изменился с момента своего появления. Он состоит из утяжеленной головки, прикрепленной под прямым углом к ручке. Молоток-гвоздодер имеет специальную головку с плоской ударной поверхностью на одном конце. Другой конец представляет собой коготь с двумя зубцами, который можно использовать для удержания или тяги.
Молоток с шаровым бойком имеет головку с плоской поверхностью на одном конце и закругленной поверхностью на другом конце. Закругленное лицо можно использовать для гибки и придания формы металлу. Молоток с мягким бойком имеет две плоские грани для ударов. Однако вместо стали лицевые панели сделаны из более мягкого материала, такого как сыромятная кожа, дерево или пластик. Этот молоток используется для ударов и придания формы мягким металлам, не оставляя вмятин и не царапая поверхности. Кувалда имеет очень тяжелую стальную головку с двумя плоскими гранями. Он используется для дробления предметов на мелкие кусочки.
Он используется для дробления предметов на мелкие кусочки.
Другим инструментом общего пользования является отвертка. Он состоит из круглого стального стержня, закрепленного на одном конце деревянной или пластиковой рукояткой. Другой конец хвостовика, называемый лезвием, заточен до тонкого сужающегося края. Для затягивания или ослабления винтов хвостовик выдерживает большое усилие скручивания, пропорциональное его размеру. Отвертку легко повредить, если использовать вместо других инструментов.
Отвертка угловая предназначена для работы в ограниченном пространстве. У него есть лезвие, выкованное на одной линии с хвостовиком, и второе лезвие, расположенное под прямым углом к хвостовику на другом конце. Нажимная дрель или отвертка с храповым механизмом имеет внутренний храповик. Эта функция позволяет вращать лезвие нажатием, а не поворотом рукоятки.
Инструменты для резки и формовки
Столярная пила — это режущий инструмент, используемый для распиливания древесины. Он сделан из стального лезвия, закрепленного болтами или винтами на одном конце в деревянной ручке. Режущая кромка лезвия имеет непрерывный ряд острых зубьев. Столярные пилы бывают двух видов. Зубья поперечной пилы заострены, как конец лезвия ножа. Он режет волокна куска дерева. Дисковая пила имеет зубья в форме плоских краев. Он режет с зерном древесины.
Он сделан из стального лезвия, закрепленного болтами или винтами на одном конце в деревянной ручке. Режущая кромка лезвия имеет непрерывный ряд острых зубьев. Столярные пилы бывают двух видов. Зубья поперечной пилы заострены, как конец лезвия ножа. Он режет волокна куска дерева. Дисковая пила имеет зубья в форме плоских краев. Он режет с зерном древесины.
Ножовка используется для резки металлов. Он состоит из лезвия, которое помещается в регулируемую рамку и ручки. Отверстие на каждом конце лезвия зацепляется за штифт в раме. Одна кромка лезвия имеет режущие зубья, расположенные в определенном порядке, называемом набором. Различные наборы доступны для различных видов резки.
Стамеска по дереву используется для измельчения деревянных поверхностей. Он сделан из стального стержня, закрепленного одним концом в деревянной рукоятке. Другой конец сплющен и отшлифован до ножевидной кромки. Режущее действие производят, прижимая край к поверхности и ударяя молотком по концу рукоятки. Холодное долото делает ту же работу с металлическими поверхностями. Он имеет закаленную режущую кромку со скошенной головкой на противоположном конце.
Холодное долото делает ту же работу с металлическими поверхностями. Он имеет закаленную режущую кромку со скошенной головкой на противоположном конце.
Рубанок — полезный инструмент для резки и придания формы деревянным поверхностям. Он состоит из рамы с удерживающими ручками и плоской гладкой нижней стороны. Стальная режущая кромка закрепляется так, чтобы она проходила сквозь нижнюю часть и выступала немного ниже. Кромка наклонена назад и сбривает поверхность древесины при движении рубанка вперед. Домкратный рубанок, обычно длиной около 14 дюймов (36 сантиметров), используется для грубой работы. Блочный рубанок длиной около 7 дюймов (18 сантиметров) предназначен для резки волокон на концах досок.
Инструменты для бурения и расширения
Скоба долота с буровыми долотами является примером стандартного бурового инструмента. Он состоит из стальной рамы с деревянными ручками для удерживания и вращения. Сверло или сверло помещается в губки, которые затем затягиваются, чтобы зафиксировать сверло в устойчивом положении. Когда сверло вращается, оно срезает материал от заостренного центра. Стружка, образующаяся при сверлении, уходит по спиральным канавкам по бокам сверла. Эти канавки также позволяют смазочному материалу стекать к месту резания.
Когда сверло вращается, оно срезает материал от заостренного центра. Стружка, образующаяся при сверлении, уходит по спиральным канавкам по бокам сверла. Эти канавки также позволяют смазочному материалу стекать к месту резания.
Развертка — это ручной инструмент, который увеличивает отверстие до более точного диаметра. Он имеет металлический корпус, в котором прорезаны прямые или спиральные канавки. Инструмент вставляется в рукоятку и вращается в отверстии.
Измерительные инструменты
Правильная резка и придание формы объектам зависит от точных измерительных инструментов. Складная линейка, разделенная на доли дюймов, может измерять длину до 6 футов (1,8 метра). Затем его можно удобно сложить до длины около 6 дюймов (15 сантиметров). Металлическая рулетка имеет длину до 6 или более футов, но ее можно свернуть в контейнер шириной около 2 дюймов (5 сантиметров). Разметочный калибр точно отмечает ширину куска, который нужно вырезать из доски.
Комбинированный угольник представляет собой градуированную стальную линейку с обработанной головкой. Два края головы могут измерять углы 45° и 90°. (Для других измерительных инструментов см. механический чертеж ; микрометр.)
Два края головы могут измерять углы 45° и 90°. (Для других измерительных инструментов см. механический чертеж ; микрометр.)
Станки
Станок — это инструмент с механическим приводом, который изменяет размер, форму или отделку металлических предметов. Настоящий станок выполняет как минимум четыре функции: удерживает заготовку, удерживает режущий инструмент, перемещает один или оба этих объекта и обеспечивает движение подачи инструмента или заготовки.
Режущий инструмент изготавливает новую деталь, срезая металл с оригинальной детали. Средняя операция механической обработки снижает первоначальный вес примерно на 50 процентов. Станок вырезает кусок металла почти так же, как перочинный нож вырезает из куска дерева игрушечный парусник.
Отличительной чертой современного станка является его высокая точность. Он может резать металл с точностью до миллионных долей дюйма. Эта цифра примерно равна 1 / 300 толщиной с человеческий волос. Такая точность позволяет производить две детали или тысячи деталей, абсолютно одинаковых.
Такая точность позволяет производить две детали или тысячи деталей, абсолютно одинаковых.
Сегодня в промышленности используется более 400 видов станков. Они варьируются от небольших настольных устройств до сложных машин весом в сотни тонн. Станки выполняют тысячи операций преимущественно на металлических предметах. Они производят крошечные винты и большие роторы турбин с точностью.
В принципе станки простые. Они выполняют семь основных операций с металлами. Это токарные, строгальные, фрезерные, сверлильные, электропильные, шлифовальные и металлообрабатывающие работы.
Токарные операции
Smithsonian InstitutionEncyclopædia Britannica, Inc. Токарный станок – это станок, используемый для выполнения токарных операций. Он производит режущее действие, вращая заготовку относительно неподвижного инструмента с одной кромкой. Линия разреза образует цилиндрическую поверхность. Принцип работы токарного станка известен и используется уже сотни лет. Вероятно, он возник из ранней комбинации гончарного круга и ножа.
Токарный станок — самый универсальный станок. Он может придать заготовке круглую, концентрическую, эксцентриковую или коническую форму. Он может нарезать плоскую или коническую резьбу внутри или снаружи. С соответствующими насадками токарный станок может выполнять фрезерные или шлифовальные операции. Все работает с точностью.
Основные части токарного станка
Станина — это рама, поддерживающая инструмент и заготовку. Передняя бабка подает механическую энергию. Он содержит конусный шкив, обеспечивающий переменную рабочую скорость. Задняя бабка контролирует мертвую точку, поддерживающую конец заготовки. Каретка перемещает и управляет инструментом. Составной упор удерживает резцедержатель и режущий инструмент. Режущий инструмент изготавливается из закаленной стали или из стали с наплавленными сплавами, такими как карбиды вольфрама, бора, титана или тантала.
Во время работы заготовка может иметь отверстие, просверленное на каждом конце, и может жестко удерживаться между центрами. Заготовка также может удерживаться в патронах. В любом случае заготовка вращается, и в нее подается инструмент.
Заготовка также может удерживаться в патронах. В любом случае заготовка вращается, и в нее подается инструмент.
Типы токарных станков
Токарный станок с двигателем является наиболее широко используемым типом. Он имеет заднюю передачу для обеспечения низкой скорости и высокого крутящего момента, необходимых для выполнения тяжелых резов на большой заготовке. Токарный станок состоит из сменных шестерен и ходового винта для нарезания резьбы. Он также имеет силовую подачу как в продольном, так и в поперечном направлениях.
Компания “Кросс энд Трекер”Револьверный токарный станок оснащен резцедержателем, называемым револьверной головкой. Режущие инструменты установлены в стержнях, выступающих из револьверной головки. Это позволяет использовать несколько разных инструментов последовательно без сброса настроек. Последовательность операций может повторяться любое количество раз без сброса.
Автоматический или дублирующий токарный станок используется для воспроизведения в металлической заготовке неправильной формы модели. Точка трассировки, удаленно связанная с режущим инструментом, вычерчивает узор, повторяющий контуры модели. При этом режущий инструмент следует той же последовательности движений по заготовке. Таким образом, заготовка обрезается до дублирующей формы.
Точка трассировки, удаленно связанная с режущим инструментом, вычерчивает узор, повторяющий контуры модели. При этом режущий инструмент следует той же последовательности движений по заготовке. Таким образом, заготовка обрезается до дублирующей формы.
Строгальные операции и строгальный станок
Smithsonian InstitutionEncyclopædia Britannica, Inc.Строгание металла станком аналогично строганию дерева ручным рубанком. Рубанок производит плоскую поверхность за счет режущего действия. Однолезвийный инструмент удерживается в инструментальной головке на жесткой поперечине, называемой рельсом. Заготовка устанавливается на стол, который поддерживается гусеницами в тяжелой станине. Режущее действие происходит, когда заготовка перемещается вперед и назад относительно неподвижного режущего инструмента.
Рубанок с двойным корпусом представляет собой стандартный тип станка с колонной, расположенной с каждой стороны станины. Он может быть сконструирован с четырьмя инструментальными головками. Два находятся на рейке для резки верхней поверхности заготовки. На столбики можно поставить еще два, чтобы сделать надрезы по бокам заготовки. Каждая инструментальная головка может работать индивидуально или в сочетании с другими. На одном из рисунков выше показан рубанок с двумя инструментальными головками, которые работают вместе на верхней поверхности.
Два находятся на рейке для резки верхней поверхности заготовки. На столбики можно поставить еще два, чтобы сделать надрезы по бокам заготовки. Каждая инструментальная головка может работать индивидуально или в сочетании с другими. На одном из рисунков выше показан рубанок с двумя инструментальными головками, которые работают вместе на верхней поверхности.
Формовочный и долбежный станок
Формовочный станок — это еще один станок, используемый для строгания металла. Он меньше рубанка и имеет режущее действие, противоположное рубанку. Однолезвийный инструмент фрезы движется вперед и назад по прямой линии, и заготовка подается в режущий инструмент. Стандартный формирователь состоит из основания, на котором установлена колонна, поддерживающая рабочие органы. Баран над колонной несет инструментальную головку. Он перемещается по ползунам, которые контролируют движение инструмента.
Формирователи используются для обработки небольших плоских или криволинейных поверхностей. Они также нарезают зубья шестерен и внутренние или внешние шпоночные канавки. Вертикальный формовочный станок, или слоттер, выполняет ту же операцию, что и формовочный станок. Однако его режущий инструмент движется вертикально, а не горизонтально.
Они также нарезают зубья шестерен и внутренние или внешние шпоночные канавки. Вертикальный формовочный станок, или слоттер, выполняет ту же операцию, что и формовочный станок. Однако его режущий инструмент движется вертикально, а не горизонтально.
Протяжные инструменты
Протяжки также можно отнести к строгальным инструментам. Протяжной станок имеет один или несколько резцов. Каждая фреза имеет ряд зубьев, высота которых увеличивается от чернового конца к чистовому концу. При работе зубья толкаются или тянутся вдоль поверхности заготовки. Благодаря особой конструкции каждый зуб удаляет одинаковое количество металла. Протяжные инструменты очень полезны для внутренней резки.
Фрезерные операции
Smithsonian InstitutionEncyclopædia Britannica, Inc. © Marcin Wichary (CC BY 2.0) Фрезерный станок используется для формирования плоских, криволинейных или неровных поверхностей. Режущее действие происходит, когда заготовка подается против одного или нескольких вращающихся инструментов, называемых фрезами или фрезами. Эта операция прямо противоположна операции на токарном станке, который удаляет металл, подавая инструмент во вращающуюся заготовку.
Эта операция прямо противоположна операции на токарном станке, который удаляет металл, подавая инструмент во вращающуюся заготовку.
Существуют две основные группы фрезерных станков. Универсальная машина выполняет множество операций. Примерами являются колонно-колено, производство и строгальный станок.
Ко второй группе относятся станки, предназначенные для выполнения специальных операций, таких как зубонарезка. К специальным относятся фрезерные станки планетарного типа для обработки отверстий и подрезки торцов и двухсторонние для фрезерования концов стержней и валов.
Основные части фрезерного станка
Фрезерный станок с колонной и коленом имеет множество промышленных применений. Он состоит из основания, поддерживающего колонну. Передняя часть колонны – это лицо. Часть, известная как колено, выступает из колонны и движется вверх и вниз по лицу. Он поддерживает стол, который перемещается горизонтально по дорожкам, называемым путями. Надплечье поддерживает инструментальную головку. Фреза устанавливается на шпиндель с электрическим приводом или на часть, называемую оправкой, удерживаемой шпинделем.
Фреза устанавливается на шпиндель с электрическим приводом или на часть, называемую оправкой, удерживаемой шпинделем.
Фрезы
Обычно фрезы имеют цилиндрический корпус, вращающийся вокруг своей оси. Он разработан с равноудаленными режущими зубьями, которые входят в заготовку в регулярной последовательности. Плоские фрезы имеют зубья только по периметру. Они производят плоские поверхности, параллельные оси резания. Концевая фреза имеет зубья как на конце, так и по периметру. Торцевые фрезы имеют зубья с одной или обеих сторон, а также на конце фрезы. Угловая фреза имеет форму усеченного конуса. Он используется для выполнения угловых разрезов, таких как канавки и V-образные вырезы.
Применение фрез
Операция плоского или поверхностного фрезерования состоит в обработке плоской горизонтальной поверхности плоской фрезой. Если срез намного шире диаметра фрезы, процесс называется слэбингом. Концевое фрезерование используется для прорезания пазов, обработки узких поверхностей и выполнения точных отверстий. Торцевое или боковое фрезерование — это процесс резки вертикальных поверхностей под прямым углом к оси фрезы.
Торцевое или боковое фрезерование — это процесс резки вертикальных поверхностей под прямым углом к оси фрезы.
Угловое фрезерование заключается в фрезеровании плоской поверхности под углом, отличным от 90° к оси фрезы. Когда две или более параллельные горизонтальные поверхности фрезеруются одним проходом, операция известна как групповое фрезерование. Когда две или более параллельных вертикальных поверхности фрезеруются одним проходом, операция называется фрезерованием в стороны. Резка Т-образных пазов является важной фрезерной операцией. В заготовке вырезается канавка, а дно канавки расширяется до Т-образного паза.
Операции по сверлению отверстий
Encyclopædia Britannica, Inc. Процесс изготовления готового отверстия может потребовать нескольких шагов. Первая операция производит черновое отверстие. Затем может возникнуть необходимость увеличить отверстие, чтобы получить большую точность. Наконец, внутри отверстия можно нарезать специальную отделку, например, резьбу.
Сверление и растачивание
Простая прорезка отверстий в металле или сквозь него называется сверлением. Это делается с помощью вращающегося инструмента, называемого сверлом, который имеет несколько режущих кромок на конце. Машина с механическим приводом, которая удерживает, вращает и подает сверло, называется сверлильным станком.
Есть несколько стандартных сверлильных станков. Чувствительный тип используется для легкой работы. Скамья представляет собой небольшой станок со стойкой для установки на скамье. Используется на короткой заготовке среднего размера. Радиальный тип является наиболее универсальным сверлильным станком. Он предназначен для больших и тяжелых заготовок, которые нельзя легко перемещать с одного места на другое. Инструментальную головку можно поворачивать вокруг опорной стойки, а также по направлению к ней или от нее. Эти два движения производят радиальное действие.
Сверление – это увеличение или доводка уже просверленного отверстия. Эта операция может исправить положение, размер или выравнивание отверстия, поскольку расточка более точна, чем сверление. Режущий инструмент представляет собой вращающийся однолезвийный инструмент со смещением, аналогичный используемому в токарном или строгальном станке.
Режущий инструмент представляет собой вращающийся однолезвийный инструмент со смещением, аналогичный используемому в токарном или строгальном станке.
Горизонтально-расточной станок используется для обработки больших заготовок, которые не могут или не должны вращаться вокруг своей оси. Вертикально-сверлильный станок является одним из самых крупных станков. Он выполняет операции, аналогичные тем, которые выполняются на горизонтально-расточном станке, но не может обрабатывать заготовку большего размера. Координатно-сверлильный станок, вероятно, является самым точным механическим станком. Он предназначен для обнаружения и выполнения отверстий в прецизионных деталях.
Развёртывание и нарезание резьбы
Механическая развёртка имеет прямые или спиральные канавки, прорезанные по бокам рядом с режущим концом хвостовика. Другой конец хвостовика имеет форму, подходящую для патрона или конического шпинделя, который приводится в действие механической силой. Развёртывание — гораздо более быстрая операция, чем растачивание.
Процесс нарезания резьбы состоит в нарезании резьбы внутри отверстия. Выстукивая машина делает эту работу на производственной основе. Силовой привод вращает шпиндель, удерживающий метчик. Специальная канавка на конце метчика выбрасывает стружку перед метчиком, вместо того, чтобы позволить ей попасть в канавки.
Электропила
Британская энциклопедия, Inc.Во многих производственных операциях электропила является лучшим методом резки металла. Это экономичный способ распиловки прутка до размера, необходимого для дальнейшей работы. Контурная резка может быть выполнена точно и быстро с помощью электропилы. Три распространенных инструмента для пилы — это ленточная машина, циркулярная пила и сабельная пила.
Ленточная машина
Wilton Corporation Наиболее универсальным и производительным пилорамой является ленточнопильный станок. Это вертикальный станок с регулируемым горизонтальным столом для поддержки заготовки. Режущая лента, закрепленная в раме, движется вертикально по продолговатой траектории. Он выполняет свое режущее действие, когда проходит через заготовку. Лента изготовлена из быстрорежущей стали и имеет зубья по всей длине. Концы ленты соединяются сваркой встык.
Он выполняет свое режущее действие, когда проходит через заготовку. Лента изготовлена из быстрорежущей стали и имеет зубья по всей длине. Концы ленты соединяются сваркой встык.
Основные области применения ленточного станка включают резку по контуру, насечку, прорезку пазов, расщепление, резку под углом и резку стопкой. Этот инструмент принципиально отличается от других режущих инструментов. Он удаляет нежелательный металл целиком, а не стружкой.
Ленточная машина может резать в любом направлении и может резать любой контур. Сложные углы можно пилить, просто наклоняя стол и заготовку. Жесткость ленты обеспечивает однородность всех деталей при резке стопкой. Внутренние контуры легко вырезаются на ленточной машине. Сначала в заготовке просверливается отверстие, достаточное для того, чтобы вместить ленту. Один конец режущей ленты пропускают через отверстие. Затем концы свариваются встык на сварочном аппарате, прикрепленном к ленточному станку. Станок запускается, и лента вырезает нужный контур внутри заготовки.
Циркулярная пила
Циркулярная пила состоит из большого лезвия с механическим приводом и вставленными зубьями. Его действие во многом похоже на действие фрезы. Циркулярная пила используется в основном для резки прутка на нужную длину. Он работает на низких скоростях, но имеет большую мощность.
Сабельная пила
Сабельная или силовая пила режет заготовки медленно, но дешево. Кривошипное устройство поднимает и опускает лезвие после каждого хода. Этот инструмент оснащен автоматическим выключателем, который останавливает станок, когда заготовка отделяется. Одновременно можно резать несколько стержней.
Шлифование
Smithsonian InstitutionEncyclopædia Britannica, Inc. Процесс шлифования заключается в удалении металла путем подачи заготовки на вращающийся абразивный круг. Это настоящая операция по резке. Действие шлифовального круга аналогично действию многозубой фрезы. Колесо шириной 2 дюйма (5 сантиметров) и движущееся со скоростью 5000 футов (1524 метра) в минуту обеспечивает заготовке около 300 000 000 режущих кромок за одну минуту. Он производит мелкую стружку. Из-за высокой температуры стружка выглядит как искры.
Он производит мелкую стружку. Из-за высокой температуры стружка выглядит как искры.
Шлифовка изначально была чистовой операцией. В настоящее время он развился до такой степени, что конкурирует с другими станочными операциями при черновой обработке поверхностей. Шлифование в настоящее время считается самым точным из всех машинных процессов. Шлифовальный станок может произвести весь спектр отделки от самой грубой (зазубрины) до самой тонкой возможной поверхности (современная внутренняя шлифовка).
Шлифовальная поверхность
Поверхность шлифовального круга состоит из острых абразивных частиц, залитых подходящим связующим. Наиболее распространенными природными абразивами являются наждак, песчаник и кварц. Среди наиболее эффективных производимых абразивов – оксид алюминия и карбид кремния. Связующими, обычно используемыми для шлифовальных кругов, являются глина, силикат натрия и смолы. ( См. также клей .)
Специальные шлифовальные операции
Следующие шлифовальные операции выполняют определенную работу, но широко распространены в производственной практике. Круглое шлифование удаляет металл с внешней поверхности цилиндрической или конической детали. Внутреннее шлифование – это снятие металла со стенок отверстия. Когда металл снимается с плоской горизонтальной поверхности, операция называется плоскошлифованием. Торцевая шлифовка снимает металл с плоской вертикальной поверхности. Когда заготовка поддерживается в двух точках и шлифуется в другой точке, противоположной точкам опоры, процедура называется бесцентровым шлифованием.
Круглое шлифование удаляет металл с внешней поверхности цилиндрической или конической детали. Внутреннее шлифование – это снятие металла со стенок отверстия. Когда металл снимается с плоской горизонтальной поверхности, операция называется плоскошлифованием. Торцевая шлифовка снимает металл с плоской вертикальной поверхности. Когда заготовка поддерживается в двух точках и шлифуется в другой точке, противоположной точкам опоры, процедура называется бесцентровым шлифованием.
Притирка и хонингование
Притирка и хонингование — это шлифовальные операции, используемые для получения полированных поверхностей. Притирка производится смесью абразивных частиц и масла. Он исправляет незначительные дефекты поверхности, обеспечивая плотную посадку сопрягаемых деталей. Притирка также полезна для полировки драгоценных камней ( см. алмаз ).
Хонингование — операция тонкого шлифования, которая следует за расточкой или развертыванием. Большая часть хонингования выполняется на внутренних поверхностях или отверстиях, таких как автомобильные цилиндры. ( См. также ювелирные изделия и драгоценные камни.)
( См. также ювелирные изделия и драгоценные камни.)
Металлообрабатывающие операции
Encyclopædia Britannica, Inc.Термин металлообработка относится к процессам придания формы металлам с использованием давления или тепла или их комбинации — работы, которую раньше выполняли кузнецы. Это может также включать резку металла. Операции горячей обработки выполняются при температурах, значительно превышающих комнатную температуру. Холодная обработка производится при комнатной температуре и может применяться к большинству металлов. К этой группе относятся резка, гибка, волочение, ковка, штамповка и штамповка взрывом.
Резка и гибка
Ножницы состоят в основном из силового агрегата, который приводит в движение набор острых лезвий и управляет ими. Разрезаемый металл располагается между двумя лезвиями. Одно лезвие прижимает металл вверх к сопротивляющемуся краю. Разрез производится, когда второе лезвие движется вниз и прорезает жестко закрепленный лист металла.
Гибка металлов производится на различных специальных машинах. Листогибочные прессы используются для формирования мебели и кровли. Из формовочных валков изготавливают металлические цилиндры. Валковые правильные машины гнут стальные листы и плиты.
Волочение и ковка
При волочении металл вытягивается или вытягивается с помощью подходящих инструментов, удерживаемых в блоке с механическим приводом. Рисование превращает плоские листы или заготовки в цилиндрические чашки и неправильные формы.
В процессе холодной ковки заготовке из металла придается другая форма. Заготовка должна быть относительно небольшого размера и свободно течь без ограничений. Горячая ковка заключается в выдавливании куска раскаленного добела металла в штамп под большим давлением. Металл течет по рисунку матрицы, чтобы сформировать желаемую форму. Горячая ковка производится на многих машинах, в том числе на ударных молотах, ударных прессах, паровых молотах и гидравлических прессах. ( См. также автоматика; ковка; черная металлургия.)
также автоматика; ковка; черная металлургия.)
Штамповочный пресс и взрывная формовка
Одним из наиболее широко используемых машин в металлообрабатывающей промышленности является штамповочный пресс. Он имеет раму, в которой один или несколько поршней непрерывно перемещаются вверх и вниз. Башмак штампа прикручен к своей станине. Мощность подается на поршни через кривошип, кулачок или вал. Пробивной пресс можно использовать просто для пробивки отверстия в металлическом листе. Однако, оснащенный комбинированными штампами, он может пробивать металл и формировать его в соответствии с шаблоном штампа. Штамповочные прессы могут формовать детали разных размеров, от крошечных до гигантских. ( См. также изготовление штампов и штампов.)
Удар и давление небольшого управляемого взрыва могут придавать форму металлам. Взрывчатое вещество, обычно газовая смесь, детонирует над металлом, лежащим на штампе. Взрыв вдавливает металл в матрицу и равномерно распределяет его по поверхности матрицы.
Плазменно-дуговая обработка
Плазменно-дуговая обработка (ПАМ) представляет собой метод резки металла с помощью плазменно-дуговой или вольфрамовой дуговой горелки в среде инертного газа. Горелка создает высокоскоростную струю высокотемпературного ионизированного газа, называемого плазмой, которая режет, расплавляя и удаляя материал с заготовки. Температура в зоне плазмы колеблется от 20 000 до 50 000 ° F (от 11 000 до 28 000 ° C). Этот процесс можно использовать для резки большинства металлов, в том числе тех, которые невозможно эффективно разрезать кислородно-ацетиленовой горелкой. С помощью сверхмощных резаков алюминиевые сплавы толщиной до 6 дюймов (15 сантиметров) были разрезаны с помощью процесса PAM. Этот процесс также использовался на токарных станках для токарной обработки больших валков из закаленной стали.
Лазерная обработка
Лазерная обработка (LBM) — это метод резки металла или тугоплавких материалов путем плавления и испарения материала интенсивным лучом света лазера. Луч света используется для создания отверстий небольшого диаметра, которые можно разместить вдоль линии разметки для резки материалов. Применение LBM ограничивается резкой или сверлением тонких металлов и материалов, которые нельзя резать более экономично другими методами. Метод LBM используется с 19 века.60-е годы.
Луч света используется для создания отверстий небольшого диаметра, которые можно разместить вдоль линии разметки для резки материалов. Применение LBM ограничивается резкой или сверлением тонких металлов и материалов, которые нельзя резать более экономично другими методами. Метод LBM используется с 19 века.60-е годы.
Электроэрозионная обработка
Электроэрозионная обработка (ЭЭО) включает использование высокочастотных электрических искр от инструмента из графита или мягкого металла, который служит электродом, для разрушения электропроводящих материалов, таких как закаленная сталь или карбид. Электрод и заготовка погружаются в электрически непроводящую жидкость, а механизм подачи поддерживает искровой промежуток от 0,0005 до 0,020 дюйма (от 0,013 до 0,5 миллиметра) между электродом и заготовкой. По мере того как искровые разряды плавят или испаряют мелкие частицы заготовки, частицы смываются, и электрод продвигается вперед. Этот процесс используется для обработки штампов, пресс-форм, отверстий, пазов и полостей практически любой желаемой формы.
Электрохимическая обработка
При электрохимической обработке (ЭХО) металл растворяют из заготовки с контролируемой скоростью постоянным током в электролитической ячейке. Заготовка служит анодом и отделена зазором от 0,001 до 0,030 дюйма (от 0,025 до 0,75 миллиметра) от инструмента, который служит катодом. Этот процесс по существу представляет собой процесс удаления пластин. Электролит, обычно солевой раствор, прокачивается под давлением через сервоуправляемый зазор инструмента, смывая таким образом растворенные отходы, удаленные с заготовки. Этот процесс используется для обработки деталей сложной формы и для проделывания глубоких отверстий в твердых металлах.
Химическая обработка
Неэлектрический процесс, называемый химической обработкой (CHM), удаляет металл из выбранных или целых областей посредством контролируемого химического воздействия. Малярная лента используется для защиты участков, которые не подлежат механической обработке. Метод связан с процессом изготовления металлических печатных и гравировальных пластин. Два типа процессов химической обработки включают химическую вырубку, которая используется для вырубки тонких металлических деталей, и химическую фрезеровку, которая используется для удаления металла с отдельных или целых областей металлических деталей.
Два типа процессов химической обработки включают химическую вырубку, которая используется для вырубки тонких металлических деталей, и химическую фрезеровку, которая используется для удаления металла с отдельных или целых областей металлических деталей.
Ультразвуковая обработка
При ультразвуковой обработке (УЗМ) материал удаляется с заготовки с помощью частиц абразива, которые вибрируют с высокой частотой в водной суспензии, циркулирующей через узкий зазор между вибрирующим инструментом и заготовкой. Инструмент, имеющий форму изготавливаемой полости, колеблется вверх и вниз примерно от 0,0005 до 0,0025 дюйма (от 0,013 до 0,062 миллиметра) с частотой от 19 000 до 25 000 герц (циклов в секунду). Инструмент заставляет абразивные зерна вибрировать на поверхности заготовки, тем самым удаляя материал. Ультразвуковая обработка используется в основном для резки твердых, хрупких материалов, которые могут быть проводниками электричества или изоляторами. Он также используется для обработки закаленных сталей, карбидов и полупроводников.
Электронно-лучевая обработка
Техника, называемая электронно-лучевой обработкой (ЭЛ), используется для вырезания мелких отверстий и пазов в любом материале, заключенном в вакуум, с использованием сфокусированного пучка высокоскоростных электронов. Кинетическая энергия электронов при ударе о заготовку превращается в тепло, которое испаряет мельчайшие частицы материала. Вакуум препятствует рассеянию электронов из-за столкновений с молекулами газа. EBM используется для вырезания отверстий диаметром от 0,001 дюйма (0,025 миллиметра) или прорезей до 0,001 дюйма в материалах толщиной до 0,250 дюйма (6,25 миллиметра). Сварка также может выполняться на очень тонкой проволоке или крошечных деталях с помощью электронного луча за счет снижения уровня его энергии.
Автоматическое управление
Большой прогресс был достигнут в создании машин, которые могут работать и управляться автоматически. В станкостроении нашли применение такие высокоточные узлы, как серводвигатели, устройства обратной связи и компьютеры.