Питтинговая коррозия нержавеющих сталей: Типы коррозий нержавеющей стали
alexxlab | 18.11.1993 | 0 | Разное
Питтинговая коррозия металлов – причины и этапы образования
Многие считают, что любой металл можно защитить с помощью специального оксидного покрытия, которое будет препятствовать возникновению коррозии. Однако существует особый тип коррозии под названием питтинг, который затрагивает металлы с защитным покрытием. В большинстве случаев питтинговая коррозия затрагивает лишь верхний оксидный слой металла, а вглубь проникает достаточно медленно.
Но как именно возникает питтинг-ржавчина? Правда ли то, что существует коррозия нержавеющих сталей? Ниже мы узнаем ответы на эти вопросы.
Содержание
- 1 Что такое питтинговая коррозия?
- 1.1 Причины
- 1.1.1 Механическая деформация
- 1.1.2 Неоднородность структуры
- 1.1.3 Высокая шероховатость поверхности
- 1.1.4 Агрессивные среды
- 1.1 Причины
- 2 Этапы образования питтинговой коррозии
- 3 Классификация питтинговой коррозии
- 4 Защита металлических объектов
- 5 Заключение
Что такое питтинговая коррозия?
Питтинговая коррозия — такая разновидность, при которой на поверхности металла образуются так называемые питтинги.
Подобная коррозия затрагивает железные сплавы, медные, алюминиевые, на основе хрома и так далее. Питтинговая коррозия возможна даже на нержавеющей стали.
Питтинг обычно затрагивает различные металлоконструкции, которые контактируют с соленой водой (обычно это различные прибрежные участки). Связано это с тем, что для запуска реакции питтинга нужен избыток так называемых ионов-активаторов, которые будут вытеснять кислород из оксидной защитной пленки — а подобные вещества в обильных количествах содержатся именно в воде.
Обратите внимание, что сперва питтинг обычно затрагивает внешние слои оксидной пленки металла, однако по мере распространения ржавчины он может захватывать весь металл целиком. Питтинговая коррозия нержавеющих сталей возникает обычно в случае комбинации сразу нескольких факторов.
Причины
Основные причины появления питтинг-коррозии:
Механическая деформация
Это может быть вмятина, царапина, растрескивание в области удара и прочее. Этот фактор является ключевым, поскольку на многих металлических сплавах на поверхности есть достаточно тонкий защитный слой, который предотвращает коррозию. Соответственно при повреждении этого слоя металл становится беззащитным перед ржавчиной.
Этот фактор является ключевым, поскольку на многих металлических сплавах на поверхности есть достаточно тонкий защитный слой, который предотвращает коррозию. Соответственно при повреждении этого слоя металл становится беззащитным перед ржавчиной.
Неоднородность структуры
Этот фактор тоже является очень важным, поскольку неоднородности часто создают небольшие очаги, где со временем заводится ржавчина. Неопытному инженеру может показаться, что этот фактор опасен только для низкокачественного металла и стали, однако это не совсем так.
Действительно, низкокачественные сплавы имеют неоднородную структуру и ржавеют значительно чаще, однако неоднородная структура может появиться также у обработанных деталей, на которые забыли нанести защитное покрытие. Простой пример: при сверлении отверстия была нарушена целостность внешней антикоррозийной пленки — это привело к появлению ржавчины.
Высокая шероховатость поверхности
Если поверхность какого-либо объект является очень шероховатой, то в таком случае на ней вряд ли сможет удержаться антикоррозийное покрытие. Поэтому появление на такой поверхности ржавчины — лишь дело времени.
Поэтому появление на такой поверхности ржавчины — лишь дело времени.
Также обратите внимание, что здесь действует одно простое правило — чем более шероховатая поверхность будет у металла, тем скорее она начнет покрываться питтинг-коррозией. Однородный гладкий металл обладает большой устойчивостью к коррозии.
Агрессивные среды
Контакт с агрессивными средами (кислоты, вода с большим содержанием солей, щелочи и так далее). Агрессивные среды также могут повреждать внешний антикоррозийный слой, что со временем приведет к образованию питтинга.
Обратите внимание, что разные вещества влияют на металл по-разному — если морская вода при краткосрочном контакте не наносит каких-либо повреждений, то при контакте с сильными кислотами повреждение стали может возникнуть моментально. Поэтому нужно соблюдать правила хранения и обработки металлов.
Этапы образования питтинговой коррозии
Главной опасностью питтинг-коррозии является быстрое распространение. Дело все в том, что по мере образования ржавчины разрушается внешний защитный слой, поэтому питтинг-коррозию не удается локализовать на каком-либо участке.
Даже самый маленький питтинг-фрагмент растет и увеличивается в размерах, а при отсутствии своевременной обработки коррозия очень быстро захватывает весь металл целиком, что делает его бесполезным и даже опасным (скажем, когда речь идет о навесной металлической конструкции).
Питтинговая коррозия по металлу распространяется в несколько этапов:
- Питтинг возникает в местах с поврежденным антикоррозийным покрытием (царапины, трещины, вмятины и так далее), а также в случае неоднородной структуры металла. Еще одна локализация — это обработанный металл, на который по какой-либо причине не нанесли защитное покрытие.
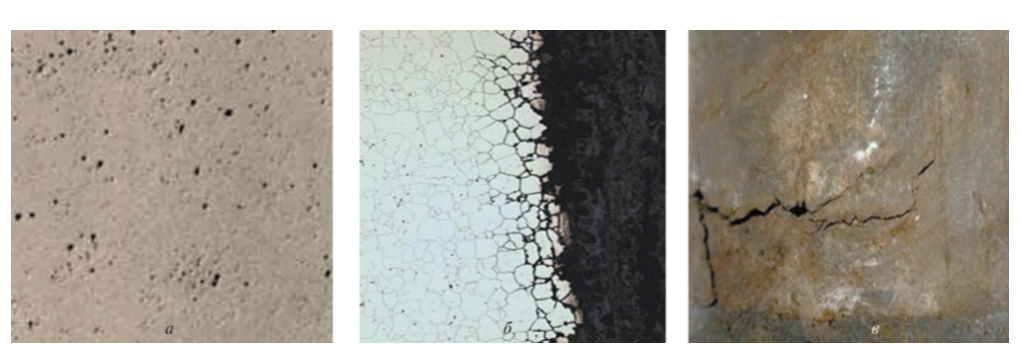
- На химическом уровне питтинг происходит следующим образом: ионы-активаторы под действием электрохимических сил вытесняют кислород из оксидной пленки, которой покрыт металлический лист или изделие. Это приводит к постепенному разрушению внешнего слоя металла с образованием характерных язв и пятен коричневато-рыжего цвета.
- По мере разрушения оксидной пленки ржавчина захватывает все новые участки поверхности металлического объекта, что приводит к ухудшению его физических свойств (теряется плотность, твердость, прочность и так далее).
 Реакция окисления идет по электрохимическому сценарию за счет вытеснения кислорода из оксидной пленки.
Реакция окисления идет по электрохимическому сценарию за счет вытеснения кислорода из оксидной пленки. - После полного уничтожения оксидной пленки питтинг начинает проникать вглубь металлического сплава — наступает так называемый диффузный этап. Скорость протекания диффузного питтинга достаточно низкая, а полное ржавление может занять большое количество времени.
Обратите внимание, что иногда может происходить самопроизвольная пассивация металла, что приводит к замедлению образования ржавчины. На практике подобный сценарий встречается достаточно редко, хотя подобные случаи и встречаются. Обратите внимание, что в случае перехода питтинга на диффузный этап пассивация невозможна по физическим причинам.
Классификация питтинговой коррозии
Существует несколько видов питтинга:
- Поверхностный. При таком сценарии ржавчина затрагивает исключительно верхнюю поверхность металла. Распространяется она в виде небольших тонких линий диаметром 1-3 мм. Поверхностная ржавчина на начальном этапе обычно захватывает углы, однако со временем она начинает распространяется в горизонтальном направлении по всей поверхности металлического элемента.

- Открытый. При таком сценарии ржавчина распространяется в виде частых крупных точек, диаметр которых составляет 2-5 мм. На поверхности сперва образуется несколько точек, которые располагаются далеко друг от друга. Со временем количество точек пропорционально растет и они захватывают всею поверхность металлического объекта.
- Закрытый. При таком сценарии питтинг захватывает сперва внутреннюю поверхность металлической пленки. Распространение коррозии обычно идет в виде коротких линий или широких окружностей среднего диаметра (5-15 мм). Данный сценарий встречается достаточно редко. Он является самым губительным и опасным в связи со сложностью его своевременного обнаружения. Такая коррозия проявляется на поверхности только на позднем этапе роста ржавчины, когда спасти металл уже невозможно.
Защита металлических объектов
Главным способом защиты нержавеющей стали и металла от питтинг-коррозии является пассивация. Для обработки обычно используется специальный раствор на основании азотной и лимонной кислот. При необходимости кислотный раствор для пассивации может усиливаться различными вспомогательными добавками. Некоторые инженеры добавляют в раствор ферроцианид калия в концентрации 2-3%.
При необходимости кислотный раствор для пассивации может усиливаться различными вспомогательными добавками. Некоторые инженеры добавляют в раствор ферроцианид калия в концентрации 2-3%.
Цель пассивации — это замедление коррозии вплоть до полного прекращения образования новой ржавчины. Пассивирующий кислотный раствор в данном случае выполняет роль новой защитной пленки, которая образуется на поверхности во время пассивации.
Помимо пассивации могут применяться другие вспомогательные меры защиты:
- Заделывание трещин и дефектов. Одной из главных причин появления ржавчины является нарушение целостности оксидной пленки в результате внешних дефектов. Если такие повреждения вовремя заделывать, то ржавчина не успеет образоваться.
- Удаление неровностей и шероховатостей. Ржавчина часто появляется на неровных поверхностях. Зачистка поверхности металла будет надежно защищать деталь.
- Нанесение хромированного покрытия. Некоторые стали можно защитить с помощью нанесения дополнительного покрытия на основе хрома.
 Этот элемент препятствует образованию ржавчины.
Этот элемент препятствует образованию ржавчины.
Заключение
Питтингом называют особую форму ржавчины, которая захватывает защитный оксидный слой металла. В большинстве случаев ржавчина распространяется в виде небольших точек и длинных полос. На позднем этапе могут образовываться большие пятна неровной формы и длинные полосы-язвы.
Главные причины образования питтинга — механические дефекты, химические повреждения, наличие неровностей и так далее. В зависимости от характера ржавчины различают несколько видов питтинга — открытый, закрытый, поверхностный и так далее. Основным методом защиты металла от питтинга является пассивация, а также своевременная обработка локальных дефектов.
Список используемой литературы:
- Руководство для подготовки инспекторов по визуальному и измерительному контролю качества окрасочных работ» / Гл. ред. Пирогов В.Д.. — Екатеринбург: ИД «Оригами», 2009.
- Акимов Г. В., Основы учения о коррозии и защите металлов, М
- Томашов Н.
 Д., Теория коррозии и защиты металлов, М
Д., Теория коррозии и защиты металлов, М - Батраков В. П., Теоретические основы коррозии и защиты металлов в агрессивных средах, в сборнике: Коррозия и защита металлов, М., 1962
- http://www.xumuk.ru/encyklopedia/2/3373.html
Питтинговая коррозия алюминия – aluminium-guide.com
Внешнее проявление питтинговой коррозии
Существуют различные формы разрушения металлов. Точечная коррозия или питтинг – одна из этих форм, представляющая собой местные (локальные) дефекты на поверхности металла. Чаще всего питтинговая коррозия встречается на нержавеющей стали, алюминии и его сплавах, титане, никеле и возникает, когда пассивное состояние материала частично нарушается.
Питтинг довольно опасен для металла, несмотря на маленькие размеры его проявлений. Остальная поверхность продолжает оставаться в нормальном внешнем состоянии, и только в некоторых местах появляются белые или рыжеватые мелкие точки, язвочки, небольшие полоски. Их облик обманчив, и глубина обычно оказывается значительной, при этом пользователь редко обращает на них внимание на ранней стадии развития.
Их облик обманчив, и глубина обычно оказывается значительной, при этом пользователь редко обращает на них внимание на ранней стадии развития.
Морфология питтинговой коррозии алюминия
Известно, что хлоридные ионы способны «прорывать» оксидную пленку. Хлорид алюминия (AlCl3) обычно присутствуют в растворе внутри язвы и его концентрация увеличивается при развитии коррозии или при снижении влажности окружающего воздуха. Насыщенный раствор хлорида алюминия имеет величину рН около 3,5, поэтому на дне коррозионных язв коррозия продолжается до тех пор, пока туда еще могут мигрировать кислород и корродирующий электролит. Форма коррозионных язв может меняться от мелких блюдцеобразных до полусферических и далее – до глубоких круглых цилиндрических отверстий. Это отличает питтинговую коррозию от межкристаллитной коррозии, при которой образуются подповерхностные «туннели» вдоль границ зерен, обычно видимые только в микроскоп.
Рисунок – Гальваническая химия точечной коррозии
Причины, инициирующие питтинг
Часто предпосылкой для появления точечной коррозии становится нарушение технологии производства металла. Например, при несоблюдении правил отливки в стали появляются микропримеси, включения, изменяющие нормальную структуру. Некачественный металл может быть слишком пористым либо в нем появляется остаточная окалина – это тоже способствует возникновению питтинга.
Например, при несоблюдении правил отливки в стали появляются микропримеси, включения, изменяющие нормальную структуру. Некачественный металл может быть слишком пористым либо в нем появляется остаточная окалина – это тоже способствует возникновению питтинга.
Также питтинг возникает при эксплуатации стали, иных металлов в агрессивной среде: растворах, содержащих окислители и активирующие анионы (соляная, азотная кислоты, морская вода, хлористые соединения).
Прочие причины образования точечной коррозии таковы:
- механическое воздействие, приводящее к появлению сколов, царапин и вызывающее повреждение внешней защитной пленки;
- излишнее внутреннее напряжение металла;
- эксплуатация изделия при высоких температурах.
На шероховатой нержавейке точечная коррозия появится с большей вероятностью, чем на гладкой, отполированной, поэтому неровная текстура поверхности тоже считается фактором риска.
Особенности и схема развития питтинговой коррозии
Питтинг отличается высокой скоростью протекания. Если вовремя не избавиться от мелких дефектов, изделие может проржаветь насквозь. Чем выше температура в месте нахождения металла, тем быстрее будет идти его ржавление.
Если вовремя не избавиться от мелких дефектов, изделие может проржаветь насквозь. Чем выше температура в месте нахождения металла, тем быстрее будет идти его ржавление.
Питтинговая коррозия развивается в три этапа:
- Первый этап – зарождение. Обычно случается в зонах с нарушенной защитой, где пассивная пленка на поверхности металла была разорвана, либо там, где имеет место неоднородность материала. После вытеснения кислорода ионами-активаторами оксидный слой разрушается.
- Второй – рост питтинга. Он подчиняется законам электрохимических реакций. Вследствие растворения оксидной пленки усиливается анодный процесс в месте точечной коррозии, при этом нормальная поверхность становится катодом.
- Третий – диффузное расширение. На этой стадии элемент коррозии продвигается вглубь, рядом могут формироваться новые точки ржавчины.
В некоторых случаях питтинг останавливается в развитии на второй стадии и переходит на этап репассивации.
Это случается при сдвиге реакции в сторону пассивации, например, при изменении кислотности среды. Если точечная коррозия перетекла на стадию диффузного роста, она не уже может войти в репассивацию.
Рейтинг стойкости к питтинговой коррозии
Сопротивление алюминиевых сплавов питтинговой коррозии существенно зависит от степени их чистоты. Чистый алюминий имеет максимальное сопротивление питтинговой коррозии, а сплавы различных серий по стойкости к питтинговой коррозии располагаются в следующем порядке (в европейских и международных обозначениях): 1ххх – 5ххх – 3ххх – 6ххх – 7ххх – 2ххх.
Технический алюминий
Чистый алюминий (99,00 % и чище) является более стойким к питтинговой коррозии, чем любой из алюминиевых сплавов. Быстрое растворение оксидной пленки происходит только в высоко кислотных или высоко щелочных растворах. В интервале величины рН от 4 до 9 на оксидной пленке могут лишь возникать пятна и легкая локальная питтинговая коррозия. Сверхчистый алюминий (99,999 % и чище) сопротивляется питтинговой коррозии намного более успешно, чем алюминий промышленной чистоты.
Алюминиево-магниевые сплавы
Из всех промышленных алюминиевых сплавов сплавы 5ххх (Al-Mg) с содержанием магния не более 3 % имеют наилучшее сопротивление питтинговой коррозии и самую низкую скорость распространения язв, особенно в морской воде и водных растворах с содержанием хлоридов. Повышение содержания меди всего лишь до 0,2 % резко снижает стойкость этих сплавов к питтинговой коррозии.
Алюминиево-марганцевые сплавы
Следующими по сопротивлению питтинговой коррозии стоят алюминиевые сплавы 3ххх (Al-Mn), такие как 3003 (АМц) и 3004 (Д12). Алюминиево-марганцевые частицы в этих сплавах имеют электрохимический потенциал аналогичный потенциалу алюминия. Поэтому при низком содержании меди (до 0,05 %) сплавы 3003 и 3004 имеют сопротивление питтинговой коррозии почти такое же как у чистого алюминия. Повышение содержания меди повышает склонность к питтинговой коррозии в хлоридных растворах и при содержании меди около 0,15 % это влияние становится явным.
Медь и железо для питтинговой коррозии алюминия
Медь и железо оказывают наибольшее влияние на склонность к питтинговой коррозии всех алюминиевых сплавов. Хотя сплавы 6ххх (Al-Mg-Si), например, сплав АД31, в целом являются умеренно склонными к питтинговой коррозии, их сопротивление к ней может резко снижаться при повышенном содержании меди и железа, например, сплав АД33 (сплав 6061). Алюминиевые сплавы 7ххх (Al-Zn-Mg) и сплавы 2ххх (Al-Cu-Mg и Al-Cu-Mn), особенно те, что содержат много меди, имеют наименьшее сопротивление питтиниговой коррозии. Поэтому поверхность листов из этих сплавов обычно плакируют – покрывают тонким слоем технического алюминия, например, алюминий марки АД1пл (99,30 %) по ГОСТ 4784-97 или специального алюминиевого сплава с содержанием около 1 % цинка (АЦпл) по тому же стандарту. Сплавы 7ххх без меди (с марганцем или без него) показывают лучшее сопротивление питтинговой коррозии из всех высокопрочных сплавов.
Хотя сплавы 6ххх (Al-Mg-Si), например, сплав АД31, в целом являются умеренно склонными к питтинговой коррозии, их сопротивление к ней может резко снижаться при повышенном содержании меди и железа, например, сплав АД33 (сплав 6061). Алюминиевые сплавы 7ххх (Al-Zn-Mg) и сплавы 2ххх (Al-Cu-Mg и Al-Cu-Mn), особенно те, что содержат много меди, имеют наименьшее сопротивление питтиниговой коррозии. Поэтому поверхность листов из этих сплавов обычно плакируют – покрывают тонким слоем технического алюминия, например, алюминий марки АД1пл (99,30 %) по ГОСТ 4784-97 или специального алюминиевого сплава с содержанием около 1 % цинка (АЦпл) по тому же стандарту. Сплавы 7ххх без меди (с марганцем или без него) показывают лучшее сопротивление питтинговой коррозии из всех высокопрочных сплавов.
Форма питтингов
По фото можно увидеть, что некоторые элементы имеют правильную форму, другие неправильные по внешнему виду. Точная форма зависит от пустот в кристаллической решетке, которые сформировались во время зарождения питтинга.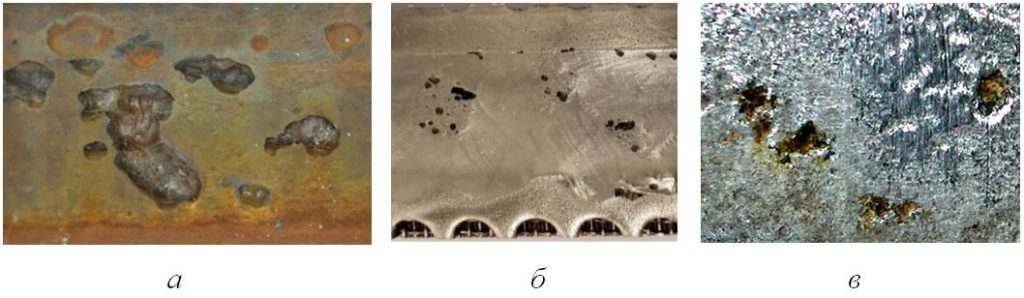 Обычно на простой (углеродистой), низколегированной стали и нержавейке образуются неправильные точечные коррозии, а на алюминии, различных сплавах – правильные. Кроме того, классификация питтингов по форме выглядит так:
Обычно на простой (углеродистой), низколегированной стали и нержавейке образуются неправильные точечные коррозии, а на алюминии, различных сплавах – правильные. Кроме того, классификация питтингов по форме выглядит так:
- полусферические, с блестящим, полированным дном;
- полиэдрические;
- ограненные, в том числе, соединяющиеся между собой;
- в виде сложных многогранников;
- пирамидальные;
- призматические.
Полированные (полусферические) элементы нередко находятся на алюминии, тантале и титане, а также на кобальтовых, никелевых сплавах.
Классификация питтинга
Точечная коррозия классифицируется не только по форме, но и по иным признакам: размеру, специфике своего развития.
По размерам
В зависимости от точного состава металла, окружающих условий (температуры, кислотности) размеры питтинговой коррозии могут быть разными:
- микроскопические (микропиттинг) – менее 0,1 мм;
- обычные (питтинг) – 0,1-1 мм;
- значительные (язва) – более 1 мм.
По специфике развития
Питтинг бывает поверхностным, открытым и закрытым. Поверхностные элементы коррозии интенсивно развиваются по горизонтали, не захватывая более глубокие структуры металла. Они вызывают появление хорошо заметных выбоин малой глубины. Открытая точечная коррозия видна невооруженным глазом либо при небольшом размере при увеличении стандартным оптическим оборудованием. Этот тип ржавления нередко переходит в сплошной, если на поверхности стали появляться много питтингов.
Закрытая коррозия считается самой опасной в плане дальнейшей сохранности металлических изделий. Рассмотреть ее без приборов невозможно, поэтому элементы увеличиваются вглубь металла, оставаясь незамеченными в течение длительного времени. Именно закрытые питтинги вызывают формирование пробоин. Если вовремя не убрать начальные проявления коррозии, изделие придет в негодность.
Предотвращение питтинговой коррозии алюминия
Типичные подходы к снижению или минимизации питтинговой коррозии основаны на следующих принципах:
- Снижать агрессивность окружающей среды, например, содержание хлоридных ионов, понижать уровень температуры, кислотности и активных окисляющих веществ.

- Тщательно подбирать материалы алюминиевых конструкций. Например, применять по возможности алюминиевые сплавы 5ххх и 3ххх. Высокопрочные алюминиевые сплавы применять только плакированными.
- Тщательно проектировать конструкции: избегать образования щелей, применять циркуляцию и перемешивание жидкостей для предотвращения их застоя, обеспечивать эффективный дренаж жидкостей из конструкций.
Источник: Corrosion of Aluminum and Aluminum Alloys. Edited by J.R. Davis. – ASM International, 1999.
Способы защиты от питтинга
Существует ряд современных методов предотвращения коррозии, и многие из них применяются уже на стадии производства авто. Тем не менее, старые машины вследствие долгой эксплуатации, постоянного контакта с агрессивными реагентами подвержены ржавлению. Питтинг нередко возникает на различных деталях автомобиля: подшипниках, зубьях шестерен, а точки ржавчины на кузове и вовсе считаются распространенным явлением.
Точечная коррозия зачастую выявляется и на бытовых предметах, в том числе из нержавеющей стали.
Для защиты металла можно применять механические и химические методики, некоторые из них подходят для самостоятельного использования.
Механический способ
Данный метод включает советы по удалению уже имеющейся ржавчины при помощи шлифования, лазерной обработки, а также механическое нанесение барьерных покрытий (в том числе лакокрасочных). Выбор вида покрытия зависит от типа металла и условий его эксплуатации. Обычно используется техника цинкования или никелирования, но в промышленных условиях также практикуется хромирование, покрытие медью, серебром, алюминием, оловом, кадмием. Созданная пленка изолирует металл от окружающей среды и не дает ему контактировать с кислотами, кислородом, хлором, чем продлевает срок службы.
В продаже есть наборы для самостоятельного проведения цинкования металла. Вначале производят очистку детали от уже имеющейся ржавчины путем обработки преобразователями. Через полчаса средства смывают, изделие чистят, полируют, наносят слой специального раствора и подключают электрод с цинковым наконечником. По истечении определенного времени на поверхности металла будет создана тонкая цинковая пленка, которая не позволит ржавчине и дальше разрушать материал.
По истечении определенного времени на поверхности металла будет создана тонкая цинковая пленка, которая не позволит ржавчине и дальше разрушать материал.
Химический способ
Основным химическим методом избавления от коррозии является ликвидация замкнутой системы растворами щелочей, сульфатов, хроматов. Принцип действия заключается в уменьшении кислотности и сдвиге реакции в сторону щелочной, в которой процессы коррозии останавливаются. Важно только контролировать выделение водорода, поскольку этот элемент сам по себе увеличивает риск появления питтингов.
К сожалению, в быту полностью устранить опасность развития точечной коррозии невозможно. Есть шанс лишь ослабить влияние факторов риска. Лучше сразу правильно эксплуатировать изделие, не допускать повышения кислотности среды, чем можно продлить срок его службы на несколько лет.
Точечная коррозия: факты и способы снижения риска — Alleima
Точечная коррозия — это форма локальной коррозии, которая вызывает повреждения в виде пятен или ямок.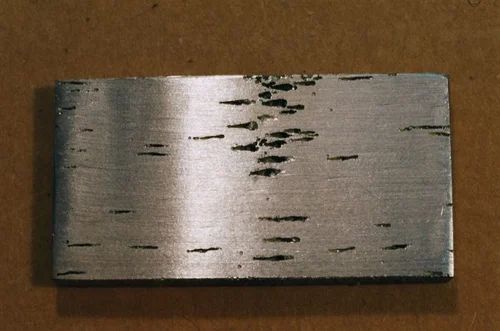 Питтинговая коррозия может возникнуть в нержавеющих сталях в нейтральных или кислых растворах, содержащих галогениды*, прежде всего хлориды (Cl –), таких как морская вода.
Питтинговая коррозия может возникнуть в нержавеющих сталях в нейтральных или кислых растворах, содержащих галогениды*, прежде всего хлориды (Cl –), таких как морская вода.
Точечная коррозия чаще всего возникает в местах, где пассивный слой может быть ослаблен, например, из-за включений шлака, поврежденной поверхности или дефектов в пассивном слое. Как только атака началась, материал может быть полностью пробит за короткое время.
Проблемы с питтинговой коррозией в основном зависят от содержания хлоридов, значения pH (кислотности) и температуры. Если питтинг имел место и окружающая среда не слишком агрессивна для марки стали, в присутствии кислорода произойдет самопроизвольное восстановление пассивного слоя.
Содержание хлорида часто указывается в частях на миллион (частей на миллион = 0,0001%). Некоторые типичные значения Cl
- Пресная вода: 0–200 частей на миллион (0–0,02% масс.)
- Солоноватая вода: обычно до 15 000 частей на миллион (1,5% масс.
 )
) - Морская вода: обычно 15 000–21 000 частей на миллион (1,5–2,1 % масс.)
Природная морская вода более агрессивна, чем можно было бы ожидать, учитывая содержание в ней хлоридов. Причина в том, что будет происходить биологическая активность. Поэтому хлорирование в качестве биоцида часто используется для предотвращения роста микроорганизмов в трубопроводных системах, несущих морскую воду.
В таких условиях Sandvik SAF 2707 HD, Sandvik SAF 3207, Sandvik SAF 2507 и Sandvik 254 SMO* обладают превосходными свойствами. Если добавление хлора в количестве 0,5–2 ppm производится с перерывами (например, 2 раза по 30 мин/24 часа), риск питтинговой коррозии может быть снижен. Периодического хлорирования вполне достаточно для предотвращения роста микроорганизмов. Однако добавление хлора может вызвать повышенный риск точечной коррозии из-за окислительной способности. Использование непрерывного хлорирования увеличивает этот риск, поэтому предпочтительно прерывистое хлорирование.
Влияние легирующих элементов
Эти легирующие элементы оказывают следующее положительное влияние на стойкость материала к точечной коррозии:
- Хром (Cr) +
- Молибден (Mo) +++
- Азот (N) +++
Эквивалент стойкости к точечной коррозии (PRE)
Одним из способов оценки устойчивости нержавеющих сталей к точечной коррозии является использование эквивалента стойкости к точечной коррозии (PRE), который можно рассчитать по химическому составу стали. Чем выше значение, тем лучше сопротивление.
PRE можно рассчитать по формуле:
% Cr + 3,3 x % Mo + 16 x % N
Испытание на точечную коррозию
Существует несколько различных методов испытания стали на стойкость к точечной коррозии. Часто используется определение критической температуры питтинговой коррозии (CPT). ASTM G48, практика A и E (6% FeCl 3 ) является одним из самых жестких испытаний на точечную коррозию для нержавеющих сталей из-за кислотного раствора в сочетании с хлоридами и окислительной способностью. Практика A ASMT G48 представляет собой испытание производительности при одной температуре, в то время как практика E определяет критическую температуру точечной коррозии (CPT). Для высоколегированных марок часто используется испытание по ASTM G150 в нейтральном растворе 1M NaCl.
Практика A ASMT G48 представляет собой испытание производительности при одной температуре, в то время как практика E определяет критическую температуру точечной коррозии (CPT). Для высоколегированных марок часто используется испытание по ASTM G150 в нейтральном растворе 1M NaCl.
Марки Sandvik с очень хорошей или отличной устойчивостью к точечной коррозии
- Sandvik SAF 2707 HD
- Сандвик САФ 3207 HD
- Сандвик САФ 2507
- Сандвик 254 SMO*
Спецификации материалов для марок Sandvik
Краткие факты о точечной коррозии
- Точечная коррозия чаще всего возникает в местах, где пассивный слой может быть ослаблен, например, из-за шлаковых включений, поврежденной поверхности или дефектов пассивного слоя
- Питтинговая коррозия возникает в нейтральных или кислых растворах, содержащих в основном хлориды (Cl –), например в нейтральной морской воде
- Факторы, влияющие на питтинг: содержание Cl – , значение pH, температура, наличие окислителя
* Галогениды = элементы, образующие соли; например Cl, F, Br, I
** 254 SMO является товарным знаком, принадлежащим Outokumpu OY
Различные типы коррозии: точечная коррозия
Униформа гальванический Щель Питтинг Межкристаллитный ССК ЛБМ микрофон ССС HB-HE-HIC-HMx Усталость эрозия Блуждающий ток Индекс | |
Признание питтинга Коррозия | |
Что такое питтинговая коррозия?
Питтинговая коррозия является локализованной
коррозия поверхности металла, ограниченная
точка или небольшая область, которая принимает форму полостей.
Какие материалы восприимчивы к точечной коррозии? Питтинг коррозия обычно встречается на пассивных металлах и сплавах, таких как алюминиевые сплавы, нержавеющие стали и нержавеющие сплавы, когда ультратонкий пассивный пленка (оксидная пленка) химически или механически поврежден и не подвергается немедленной повторной пассивации. Результирующий ямы могут стать широкими и мелкими или узкими и глубокими, что может быстро перфорировать толщину стенки металла.
ASTM-G46 имеет стандартную визуальную диаграмму для
рейтинг питтинга
коррозия.
Форма точечная коррозия может быть обнаружена только с помощью металлографии, когда образец с ямками имеет поперечное сечение и форму ямок, можно определить размер ямы и глубину проникновения ямы.
| |
| Механизмы точечной коррозии
Коррозия | |
Что вызывает питтинговую коррозию? Для бездефектного «идеального» материала питтинговая коррозия вызывается ОКРУЖАЮЩАЯ СРЕДА (химия), которая может содержать агрессивные химические соединения например хлорид. Хлорид особенно повреждает пассивную пленку. (оксид) так точечная коррозия может возникать при разрывах оксида.
Окружающая среда также может настроить дифференциальную аэрацию
ячейка (капля воды на поверхности стали, например) и питтинг
может инициироваться на анодном участке (в центре капли воды).
Для однородной среды точечный ИС, вызванный МАТЕРИАЛ, который может содержать включения (MnS является основным виновником возникновение питтинга в сталях) или дефекты. В большинстве случаев оба Окружающая среда и материал способствуют возникновению питов.
Каковы факторы
влияет на точечную коррозию?
СРЕДА (химия) и МАТЕРИАЛ
(металлургия) факторы определяют, можно ли повторно пассивировать существующий карьер
или нет. Достаточная аэрация (подача кислорода к месту реакции) может
усиливают образование оксида в
участок питтинга и, таким образом, репассивировать или
залечить поврежденную пассивную пленку (оксид) – ямка репассивируется и нет
происходит питтинг. Существующая яма также может быть репассивирована, если материал
содержит достаточное количество легирующих элементов, таких как Cr, Mo, Ti, W, N,
и т.д.. Эти элементы, особенно Mo, могут значительно повысить
обогащение Cr в оксиде и, таким образом, лечит или репассивирует ямку. Как оценить сопротивление
сплава к точечной коррозии?
Стойкость материала к точечной коррозии обычно оценивается и ранжируется
используя критический
температура точечной коррозии (CPT)
в соответствии со стандартом ASTM
| |
Предотвращение точечной коррозии Коррозия | |
Как предотвратить точечная коррозия? Предотвратить питтинговую коррозию можно следующими способами:
| |
| Моделирование и прогнозирование
Питтинговая коррозия EVS-Компас: Статистика экстремальных значений для моделирования коррозии и коррозионной долговечности Предсказание Экстрим статистика стоимости (EVS) используется с 1950-х годов для экстраполяция коррозионных повреждений (максимальная глубина ямки, глубина щели, трещина глубина и т. д.) из небольших лабораторных образцов, полевых купонов или частичного покрытия инспекционные блоки на большую площадь конструкций и активов в настоящее время или будущие времена. WebCorr’s EVS-Compass — единственное на рынке программное обеспечение EVS, не зависящее от устройства и ОС, для моделирования коррозии и прогнозирования срока службы коррозионно-активных материалов. структуры. Дизайнеры, OEM-инженеры, консультанты, эксплуатационный персонал, техническое обслуживание и осмотр инженеры и государственные регулирующие органы могут быстро и точно определить:
CRA-Compass : ваш путеводитель по
Коррозионно-стойкие сплавы Обзор CRA-Compass для вод и Рассолы Этот модуль занимается
пределы применения 55 распространенных коррозионно-стойких сплавов, используемых в воде
систем, включая природную морскую воду, хлорированную морскую воду, рассолы, произведенные
воды, пластовые воды, солоноватые воды, подземные воды, пресные воды и
Питьевая вода. Пользователи могут определять свои собственные сплавы для оценки CRA-Compass.
пределы применения по их стойкости к точечной, щелевой коррозии,
и коррозионное растрескивание под напряжением (КРН) при заданных условиях эксплуатации.
условия. Характеристики CRA в прибрежной/морской среде
также включены в этот модуль. Более подробная информация о CRA-Compass находится
доступный здесь . CIPAL-Compass : индуцированный медью Питтинг в алюминиевых сплавах Это программное обеспечение прогнозирует глубина питтинга, скорость питтинга и время до перфорации алюминиевых сплавов в контактные воды и технологические жидкости, содержащие следовые количества ионов меди.
| |
| Для получения более подробной информации о питтинге
Коррозия | |
Где я могу узнать больше о
точечная коррозия? Более подробная информация о точечной коррозии приведена ниже.
курсы по коррозии, которые вы можете пройти как
внутренние обучающие курсы, курс по запросу, онлайн
курсы или дистанционно
учебные курсы:
Если
вам требуется свидетель-эксперт по коррозии или консультационные услуги по коррозии
точечная коррозия,
наш сертифицированный специалист по коррозии NACE может помочь. |
 Питтинговая коррозия является одним из
наиболее опасные формы коррозии. Питтинг-фактор – это отношение
глубина самого глубокого
язва в результате коррозии, деленная на среднее
проникновение, рассчитанное по потере веса. Следующее
На фото показана точечная коррозия дуплексной нержавеющей стали SAF2304 после воздействия
3,5% раствор NaCl.
Питтинговая коррозия является одним из
наиболее опасные формы коррозии. Питтинг-фактор – это отношение
глубина самого глубокого
язва в результате коррозии, деленная на среднее
проникновение, рассчитанное по потере веса. Следующее
На фото показана точечная коррозия дуплексной нержавеющей стали SAF2304 после воздействия
3,5% раствор NaCl.


 коррозия
коррозия