Пластины для токарных резцов по металлу: Токарные пластины, купить пластины для токарных резцов по металлу, цена на пластины для токарного станка с ЧПУ, каталог
alexxlab | 23.05.2023 | 0 | Разное
ТВЕРДОСПЛАВНЫЕ ПЛАСТИНЫ ДЛЯ ТОКАРНЫХ РЕЗЦОВ ООО “Арматон” ⋆
ТВЕРДОСПЛАВНЫЕ ПЛАСТИНЫ ДЛЯ ТОКАРНЫХ РЕЗЦОВ
Твердосплавные пластины для токарных резцов используются для увеличения производительности работ, которые выполняются посредством металлообрабатывающего оборудования. Подобные вещи позволяют сделать применение резца удобнее, это съемные конструкции, и их при поломке или износе можно будет без труда заменить. Для применения сменных инструментов цельные резцы с режущей частью и державкой не подойдут.
Пластины для отрезных либо расточных резцов производятся на основе разных марок твердых сплавов. Это весьма удобно, поскольку позволит вооружиться большим набором режущих элементов, которые будут обрабатывать заготовки из разных элементов.
А еще применение сменных токарных приспособлений для режущего инструмента можно уверенно назвать выгодным решением с экономической точки зрения, поскольку, если случится поломка или износ, не нужно будет менять весь резец целиком, только лишь его режущую часть. Лучше всего применять инструмент, оснащенный сменными твердосплавными пластинами, тогда, когда требуется автоматизировать технологические процессы. Это особенно важно при мелком и среднесерийном производстве разных изделий.
Лучше всего применять инструмент, оснащенный сменными твердосплавными пластинами, тогда, когда требуется автоматизировать технологические процессы. Это особенно важно при мелком и среднесерийном производстве разных изделий.
А еще использование сменных твердосплавных пластин, оснащенных механическим креплением, можно значительно повысить срок эксплуатации державки токарного резца, а также не потребуется затачивать и паять режущую его часть. Кроме того, в условиях применения данного инструмента температура и сила резания может снизиться до 40 процентов. Твердые сплавы обладают такими свойствами, что их можно применять для производства пластин, а с их помощью можно обрабатывать металлы при условии изменения режимов резания.
Сменные твердосплавные пластины, устанавливаемые на токарный резец, классифицируются по некоторым параметрам:
типу инструмента — токарные резцы бывают канавочными, фасонными, отрезными, подрезными, расточными и прочими. Под каждый из перечисленных типов потребуется разная форма профиля, которую формируют на стадии производства пластины для резца;
материалу производства — свойства твердосплавных материалов меняются в зависимости от того, в каком количестве в них присутствуют титан, вольфрам и другие материалы. Сменные пластины могут быть сделаны и на основе керамики, их в таком случае применяют в основном с целью обработки жаропрочных сплавов, а еще они актуальны в случаях, когда требуется сделать непрерывную чистовую или получистовую обработку металлических заготовок;
Сменные пластины могут быть сделаны и на основе керамики, их в таком случае применяют в основном с целью обработки жаропрочных сплавов, а еще они актуальны в случаях, когда требуется сделать непрерывную чистовую или получистовую обработку металлических заготовок;
размеру — в зависимости от размера обрабатываемой заготовки с помощью токарного станка нужно выбирать и твердосплавную пластину с требуемыми геометрическими параметрами. Для токарного резца независимо от его типа подбираются изделия соответствующих параметров;
величине заднего угла — этот параметр определяется по марке изделия, от него зависит, насколько чисто будет обработана металлическая заготовка. И чем больше будет задний угол, тем чище будет выполнена обработка поверхности. Пластины с большими задними углами в основном применяются с целью токарной обработки мягких металлов;
классу точности — в настоящее время производители выпускают пластины 5 таких классов. С их помощью можно обрабатывать изделия с разными допусками в зависимости от геометрических параметров заготовки.
Виды твердосплавных пластин – расшифровка маркировки, обозначений, классификация
Конструкция твердосплавных пластин и их применение
Сменная пластина из твердого сплава — инструмент, который напаивается на резец для проведения механической обработки заготовок. Такие пластины имеют разную геометрию, размеры и производятся из различных материалов. Изделия используются для работы на токарных, фрезерных и сверлильных станках с ЧПУ.
Пластины твердосплавные сменные необходимы:
- для обработки поверхностей заготовок;
- нарезки внутренних и наружных резьб;
- расточки внутренних поверхностей;
- развертки;
- раскроя стекла и цветных металлов;
- выборки канавок, выемок и пазов.
Резец со сменными пластинами
Использование сменных твердосплавных пластин для резцов повышает производительность оборудования, увеличивает скорость проведения операций, гарантирует предсказуемость и высокую точность результата. Резцы со сменными пластинами допускается использовать на высокой скорости, обрабатывать ими твердые материалы и не тратить время на замену режущей части и подточку кромок.
Резцы со сменными пластинами допускается использовать на высокой скорости, обрабатывать ими твердые материалы и не тратить время на замену режущей части и подточку кромок.
Подробнее о производстве твердосплавных пластин вы можете узнать в этой статье.
Преимущества применения твердосплавных пластин для резцов
Пластины для расточных или отрезных резцов могут быть выполнены из различных марок твердых сплавов, что очень удобно, так как это позволяет иметь целый набор режущих элементов для обработки заготовок из разных материалов.
Использование сменных пластин для режущего инструмента – это еще и экономически выгодное решение, так как в случае поломки или износа нет необходимости заменять весь резец новым инструментом: надо поменять только его режущую часть. Целесообразно использовать инструмент со сменными твердосплавными пластинами и в том случае, если стоит задача автоматизации технологических процессов, что особенно актуально в условиях мелко- и среднесерийного производства, где номенклатура выпускаемых изделий может меняться достаточно часто.
Резцы со сменными пластинами
Среди преимуществ, которыми обладают твердосплавные пластины, устанавливаемые на токарные резцы, следует выделить следующие.
- По сравнению с резцами цельного типа, пластины отличаются невысокой стоимостью.
- Замена твердосплавного режущего элемента не занимает много времени.
- О высокой надежности пластин из твердых сплавов можно говорить даже в условиях интенсивной эксплуатации.
- При необходимости такие сменные режущие элементы можно переналаживать.
- Все современные модели сменных режущих элементов для токарных резцов унифицированы, что дает возможность легко подобрать оптимальный вариант для определенного типа обработки и марки металла заготовки.
Благодаря применению сменных твердосплавных пластин с механическим креплением значительно увеличивается срок службы державки токарного резца, отпадает необходимость в осуществлении таких вспомогательных операций, как заточка режущей части и ее пайка. Что важно, при использовании такого режущего инструмента снижение температуры и силы резания может составить 40%. Благодаря характеристикам твердых сплавов, которые используются для изготовления пластин, с помощью последних можно выполнять обработку металла, изменяя режимы резания.
Что важно, при использовании такого режущего инструмента снижение температуры и силы резания может составить 40%. Благодаря характеристикам твердых сплавов, которые используются для изготовления пластин, с помощью последних можно выполнять обработку металла, изменяя режимы резания.
Некоторые виды форм твердосплавных пластин для резцов
Современной промышленностью выпускаются различные типы сменных пластин, изготовленных из твердосплавных материалов. Требования к параметрам каждого из этих типов оговорены в соответствующих государственных стандартах.
- ГОСТ 19086-80 определяет характеристики пластин режущего, опорного типов и стружколомов.
- ГОСТ 19042-80 оговаривает требования к классификации, форме и системе обозначений сменных пластин из твердосплавных материалов.
- ГОСТ 25395-90 распространяется на твердосплавные пластины типов 01, 02, 61, 62, которые фиксируются на державке токарного резца при помощи напайки. Требования этого нормативного документа распространяются на элементы, которые соединяются при помощи напайки с резцами расточного, проходного и револьверного типов.

Ознакомиться с ГОСТ 19086-80 «Пластины сменные многогранные твердосплавные» можно ниже:
Плюсы и минусы сменных пластин по металлу
Твердосплавные пластины для токарных резцов имеют больше преимуществ, чем недостатков.
- Прочность. Для изготовления пластин используют карбид вольфрама, кобальт, титан. Эти материалы гарантируют высокую стойкость инструмента на износ и стабильность при перепадах температур.
- Экономия. Если износилась напайка цельного резца, державку обычно тоже выбрасывают. У резцов с механическим креплением твердосплавных пластин достаточно только повернуть кромку, а когда износились все кромки — заменить пластину. Сам резец служит гораздо дольше сменной пластины, при аккуратном использовании его практически невозможно сломать.
- Универсальность. Достаточно одного резца и набора сменных пластин, покупать несколько инструментов разных размеров и геометрии нет необходимости.
- Стандартизированные размеры и формы.
 Пластины твердосплавные изготавливаются по ГОСТу и имеют стандартные размеры и формы, что особенно важно при работе на станках с ЧПУ.
Пластины твердосплавные изготавливаются по ГОСТу и имеют стандартные размеры и формы, что особенно важно при работе на станках с ЧПУ. - Быстрая замена затупившейся режущей части. На замену изношенной пластины уходит минимум времени, оборудование не простаивает, как это бывает при переточке и подгонке напайных элементов.
- Простое использование. В обозначениях токарных сменных твердосплавных пластин легко разобраться. Маркировка поможет понять, для какого резца предназначена оснастка, какие материалы ей можно обрабатывать и на какие обороты выставлять станок.
Минус у сменных пластин один — дороговизна, которой есть объяснение: изделия изготавливаются из высокопрочных сплавов и отличаются продолжительным сроком службы, поэтому не могут стоить дешево.
Классификация токарных резцов по металлу: твёрдосплавные, со сменными пластинами, легированные
Обработка металлов на токарном станке заключается в придании детали нужной формы методом снятия лишнего материала с заготовки. Операция выполняется резцами различных видов, приспособленных под определенную процедуру. Больше всего существует видов токарных резцов. Далее вы узнаете, какие они бывают и чем отличаются.
Операция выполняется резцами различных видов, приспособленных под определенную процедуру. Больше всего существует видов токарных резцов. Далее вы узнаете, какие они бывают и чем отличаются.
Конструкция токарного резца
конструкция токарного резца
Условно можно разделить любой резец по металлу на два элемента: головку и державку. Головка — это исполнительная часть, которая состоит из нескольких плоскостей и режущих кромок, заправленных под определенными углами. В зависимости от характера обработки материала подбирается и угол заточки.
Державка необходима для фиксации резца в держателе токарного станка. В срезе державка представляет собой прямоугольник или квадрат. Существует несколько стандартных размеров сечений каждой формы.
Различают следующие конструкции токарных резцов:
- прямые — державка и рабочая головка располагаются на одной или параллельных осях;
- изогнутые — державка согнута, если смотреть на нее сбоку;
- отогнутые — рабочая головка инструмента изогнута по отношению к державке, если смотреть на нее сверху;
- оттянутые — ширина головки меньше, чем державки.
 Головка может находиться на одной оси с державкой или быть смещенной относительно нее.
Головка может находиться на одной оси с державкой или быть смещенной относительно нее.
Классификация токарных резцов
Согласно общепринятой классификации ГОСТ все токарные резцы по металлу делятся на следующие категории:
- с режущей кромкой из легированной стали — весь инструмент выполнен из единого куска металла. Они могут изготавливаться и из инструментальных типов сталей. На сегодняшний день используются редко;
- с твёрдосплавными напайками — рабочая твёрдосплавная кромка-пластина приварена к основе — головке. Это наиболее распространенный тип инструмента;
- с фиксацией твёрдосплавных пластин механическим способом — режущая пластина фиксируется на головке с помощью винтов, прижимов. Сменные твёрдосплавные пластины изготавливают из металлических и металлокерамических материалов. Это самая редкая категория.
Существует классификация и по направлению подающего движения:
- левые — подаются слева: если взять его в левую руку, основная рабочая кромка располагается под большим пальцем;
- правые — подаются к станку справа: если взять в правую руку, основная рабочая кромка будет под большим пальцем, более распространены на практике.

Классификация твердосплавных пластин
Твердосплавные пластины для токарных резцов классифицируются по ряду параметров.
- Тип инструмента. Токарные резцы бывают канавочными, фасонными, отрезными, подрезными, расточными. Для каждого инструмента требуются пластины разного профиля.
- Материал. Свойства твердосплавных пластин для токарной обработки зависят от того, в каком количестве в сплаве присутствует титан, вольфрам и другие компоненты. Изготавливают сменные пластины и из керамики. Такая оснастка подходит для обработки жаропрочных сплавов и непрерывной чистовой и получистовой обработки металлических заготовок.
- Размер. Твердосплавные пластины выбирают под размер обрабатываемых заготовок.
- Величина заднего угла. Этот параметр влияет на то, насколько чисто будет обработана заготовка. Чем больше задний угол, тем чище обработка. Пластины с большими задними углами применяют обычно для резания мягких металлов.
- Класс точности. Выпускаются токарные сменные твердосплавные пластины 5 классов точности.
 С их помощью обрабатывают изделия с разными допусками в зависимости от геометрических параметров заготовки.
С их помощью обрабатывают изделия с разными допусками в зависимости от геометрических параметров заготовки.
Преимущества использования токарных пластин
Пластины для отрезных либо расточных резцов производятся на основе разных марок твердых сплавов. Это весьма удобно, поскольку позволит вооружиться большим набором режущих элементов, которые будут обрабатывать заготовки из разных элементов.
А еще применение сменных токарных приспособлений для режущего инструмента можно уверенно назвать выгодным решением с экономической точки зрения, поскольку, если случится поломка или износ, не нужно будет менять весь резец целиком, только лишь его режущую часть. Лучше всего применять инструмент, оснащенный сменными твердосплавными пластинами, тогда, когда требуется автоматизировать технологические процессы. Это особенно важно при мелком и среднесерийном производстве разных изделий.
Твердосплавные изделия, которые ставят на токарные резцы, имеют ряд своих преимуществ:
- они стоят дешевле по сравнению с цельными резцами;
- заменить твердосплавный режущий элемент на новый можно очень быстро;
- пластины на основе твердых сплавов обладают высокой надежностью даже при интенсивной эксплуатации;
- если нужно, то подобные сменные режущие части можно переналаживать;
- все существующие модели данных режущих элементов для резцов унифицированы, поэтому можно без труда подобрать подходящий вариант для того или иного типа обработки, а также марки материала обрабатываемой заготовки.

А еще использование сменных твердосплавных пластин, оснащенных механическим креплением, можно значительно повысить срок эксплуатации державки токарного резца, а также не потребуется затачивать и паять режущую его часть. Кроме того, в условиях применения данного инструмента температура и сила резания может снизиться до 40 процентов. Твердые сплавы обладают такими свойствами, что их можно применять для производства пластин, а с их помощью можно обрабатывать металлы при условии изменения режимов резания.
В настоящее время выпускаются разные виды твердосплавных изделий. Требования к каждому типу прописаны в государственных стандартах. Они представлены ниже:
- ГОСТ 19086–80 — подразумевает характеристики опорных и режущих пластин, а также стружколомов;
- ГОСТ 19042–80 — прописывает требования к форме, классификации, а также к системе обозначений пластин сменного типа на основе твердосплавных материалов;
- ГОСТ 25395–90 — регулирует производство твердосплавных пластин нескольких типов, их фиксируют на державке резца посредством напайки.
 Это касается элементов, соединяющихся напайкой с резцами револьверного, проходного или расточного типа.
Это касается элементов, соединяющихся напайкой с резцами револьверного, проходного или расточного типа.
Маркировка твердосплавных пластин
Маркировка твердосплавной пластины информирует о материале изготовления, форме, величине заднего угла, длине режущей кромки и классе точности оснастки. Буквы и цифры в обозначении всегда расшифровывают слева направо.
Расшифровка маркировки твердосплавной пластины
Каждый символ в маркировке обозначает конкретный показатель. Первая буква дает информацию о форме твердосплавной пластины, вторая — о заднем угле, третья — о допусках по высоте, толщине и размеру вписанной окружности, четвертая — о наличии стружколома или отверстия.
Следом за буквами перечисляют цифры. Первыми двумя обозначают длину пластины, двумя следующими — толщину, двумя последними — радиус углы. Последние две буквы характеризуют тип стружколома или его отсутствие (в этом случае вместо двух букв пишут None). Последнее обозначение (две буквы и четыре цифры) говорят о сплаве, из которого изготовлена токарная сменная твердосплавная пластина.
Перейдем к обозначениям.
Форма пластины
Может быть абсолютно разной, от ромбовидной с углом при вершине 35 градусов до круглой. Пластины разной геометрии придают обрабатываемой детали разные свойства.
- H — шестигранная 120°.
- O — восьмигранная 135°.
- P — пятигранная 108°.
- R — круглая.
- S — квадратная 90°.
- T — треугольная 60°.
- C — ромбовидная 80°.
- D — ромбовидная 55°.
- E — ромбовидная 75°.
- M — ромбовидная 86°.
- V — ромбовидная 35°.
- W — треугольная 80° с увеличенным углом при вершине.
- L — прямоугольная 90°.
- A — параллелограмм 85°.
- B — параллелограмм 82°.
- N/K — параллелограмм 55°.
Некоторые формы твердосплавных пластин по металлу
Задний угол пластины
Пластины режущие твердосплавные используют для снижения усилия, прилагаемого при наружной и внутренней обработке.
- A — 3°.
- B — 5°.
- C — 7°.

- D — 15°.
- E — 20°.
- F — 25°.
- G — 30°.
- N — 0°.
- P — 11°.
- O — специальный угол.
Класс точности
Подразумевает допуски на теоретический диаметр вписанной в пластины окружности, толщины и других параметров. Допуски важно учитывать для пластин до подготовки кромки и нанесения покрытия.
Конструктивные особенности пластины
Описывают форму пластины: наличие или отсутствие крепежных отверстий, наличие одной или двух рабочих сторон, наличие или отсутствие стружколомающей геометрии.
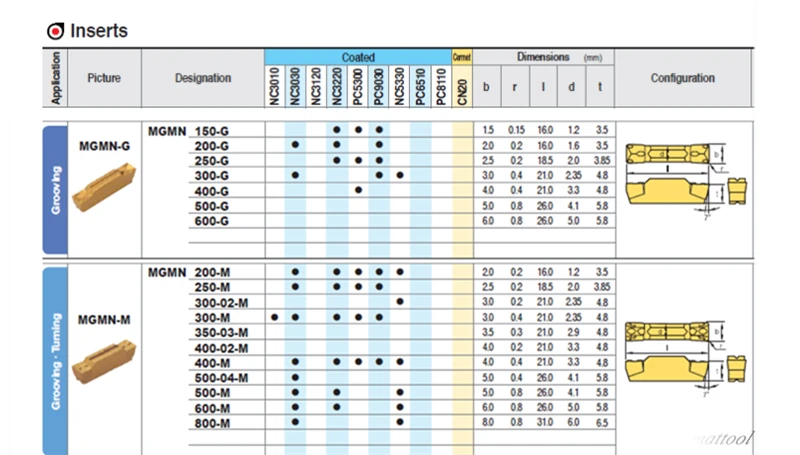
Размер, толщина, радиус
В маркировке твердосплавной пластины цифрами зашифрованы:
- первые две цифры — длина режущей кромки;
- вторые две цифры — толщина пластины;
- третья пара цифр — радиус скругления при вершине.
Дополнительные обозначения
Дополнительно указывают тип исполнения пластины (правое, левое, нейтральное) и параметры режущей кромки (острая, со скруглением, с фаской).
Стружколом
Маркировка стружколомов разнится от производителя к производителю. При выборе следует опираться на рекомендации из каталога.
Конструкция
Токарный резец составляют две конструктивные части: державка, с помощью которой инструмент садится в посадочный паз станка, режущая головка. Держатель выполнен в прямоугольной или квадратной форме, является главной частью приспособления.
Головка состоит из заточенной под необходимым углом кромки и нескольких плоскостей, является рабочей частью приспособления, в процессе обработки придает заготовке требуемую форму. Угол заточки влияет на то, как снимет резец металл с заготовки.
По конструкции резцы разделяются на несколько видов:
- прямые: державка, рабочая головка расположены на одной оси, или на двух параллельных;
- изогнутые: при рассмотрении сбоку видна изогнутая державка;
- отогнутые: рассматривая инструмент сверху, отчетливо виден изгиб рабочей части;
- оттянутые: ширина державки больше рабочей, оттянутой влево или вправо, головки.
 Оси обеих частей детали при этом совпадают или смещены.
Оси обеих частей детали при этом совпадают или смещены.
Выбор режущей пластины при обработке различных металлов
Выбирать твердосплавную пластину для токарного резца требуется с учетом следующих факторов.
- Материал заготовки, которую необходимо обработать.
- Вид обработки — черновой съем, чистовой и финишный проход, получистовая обработка.
- Размеры, радиус и класс точности пластины. К примеру, для черновой обработки нужно брать пластину с большим радиусом и небольшим классом точности.
- Форма и марка пластины, подходящие под имеющийся резец.
- Ширина канавки и пластины (для отрезной и канавочной пластин).
- Профиль, тип резьбы, правое или левое исполнение, шаг резьбы (для пластин, предназначенных для нарезания резьбы).
Резец с механическим креплением
Важно!
Для резцов некоторых производителей подходят только оригинальные твердосплавные пластины. В частности это касается отрезных и фрезерных изделий, а также пластин для сверл. Оснастка для точения чаще всего универсальная и совместима с державками разных брендов.
Оснастка для точения чаще всего универсальная и совместима с державками разных брендов.
Резьбонарезные инструменты – Kennametal
6.551 6,551 мм (3)
6.726 6,726 мм (1)
7.0 7,0 мм (2)
7.

7.301 7,301 мм (4)
8,25 8,25 мм (1)
-
8.9 8,9 мм (6)
9,525 9,525 мм (2)
10,0 10,0 мм (1)
10,3 10,3 мм (2)
10,775 10,775 мм (2)
10,976 10,976 мм (4)
11,0 11,0 мм (4)
11.
 101
11,101 мм
(2)
101
11,101 мм
(2)11.3 11,3 мм (2)
11,5 11,5 мм (2)
11.675 11,675 мм (4)
11.
 701
11 701 мм
(1)
701
11 701 мм
(1)12,0 12,0 мм (1)
12.576 12,576 мм (4)
12.701 12 701 мм (8)
12.
 951
12,951 мм
(4)
951
12,951 мм
(4)13,0 13,0 мм (3)
13,4 13,4 мм (3)
14,0 14,0 мм (2)
14.
 15
14,15 мм
(4)
15
14,15 мм
(4)14.275 14,275 мм (4)
15.601 15 601 мм (2)
15,8 15,8 мм (1)
15.
 875
15,875 мм
(5)
875
15,875 мм
(5)16,0 16,0 мм (21)
16.1 16,1 мм (2)
16,3 16,3 мм (2)
16.

16,5 16,5 мм (3)
17,0 17,0 мм (4)
17,2 17,2 мм (2)
17.
 35
17,35 мм
(4)
35
17,35 мм
(4)17.401 17 401 мм (2)
17.475 17,475 мм (4)
18.026 18,026 мм (4)
19.
 05
19,05 мм
(8)
05
19,05 мм
(8)19,3 19,3 мм (2)
19,55 19,55 мм (1)
20,0 20,0 мм (7)
21,5 21,5 мм (2)
21,6 21,6 мм (1)
22,0 22,0 мм (8)
22.
 225
22,225 мм
(7)
225
22,225 мм
(7)22,5 22,5 мм (1)
22,6 22,6 мм (1)
24,0 24,0 мм (2)
24.
 125
24,125 мм
(1)
125
24,125 мм
(1)24.725 24,725 мм (1)
25,0 25,0 мм (16)
25.401 25 401 мм (22)
25,8 25,8 мм (2)
25.
 925
25,925 мм
(1)
925
25,925 мм
(1)27,0 27,0 мм (4)
27.225 27,225 мм (1)
28.576 28,576 мм (6)
28.
 625
28,625 мм
(1)
625
28,625 мм
(1)28.725 28,725 мм (1)
29,0 29,0 мм (1)
30.526 30,526 мм (1)
31.
 401
31 401 мм
(2)
401
31 401 мм
(2)31,75 31,75 мм (38)
32,0 32,0 мм (24)
32,4 32,4 мм (3)
32.
 525
32,525 мм
(2)
525
32,525 мм
(2)34.926 34,926 мм (6)
35,0 35,0 мм (2)
38,1 38,1 мм (21)
38.
 875
38,875 мм
(1)
875
38,875 мм
(1)40,0 40,0 мм (9)
41.276 41,276 мм (7)
50.801 50,801 мм (10)
shars.
