Плавильные электропечи – Плавильная печь: характеристики, преимущества
alexxlab | 31.08.2019 | 0 | Разное
принцип работы, устройство, эксплуатация, производители
Дуговая печь постоянного или переменного тока предназначена для плавки металлов. Перед началом работ или покупкой печи требуется знание основных теоретических моментов.
Дуговая электропечь в промышленности начала широко использоваться в середине прошлого века. Конструкция постоянно усовершенствовалась и уже именно дуговые печи вытесняют традиционные мартены и домны со сталелитейного производства.
Кто изобрел?
Дуговая электрическая печь, а именно эффект плавления металла с помощью электрической дуги был впервые показан отечественным ученным Поповым в начале 19 века. Такие опыты показали, что с помощью электродуговой установки можно не только расплавлять металл и стали, но и восстанавливать новые материалы из окислов при нагревании совместно с углеродистыми восстановителями. Эти опыты стали прародителем электрической дуговой сварки.
Но параллельно с Поповым, исследования проводились и зарубежными ученными. Уже 1810 году Дэви Гемфри была показана первая экспериментальная установка горения дуги, а в 1853 была осуществлена попытка построения первой плавильной печи Пишоном. 1878 – год, когда Вильгельмом Сименсом был получен патент на изобретение первой печи, работающей на электродуге. Но первая в мире сталеплавильная дуговая установка появилась только 1899 году. Поэтому, споры кто изобрел это устройство тянутся до наших дней.
Широкое применение в сталеплавильной промышленности таких устройств началось после окончания 2 Мировой войны.
Несколько фото электродуговых печей:

Принцип работы
 Электрическая печь для плавки металла способна успешно работать на сталелитейном производстве и в домашней мастерской. Принцип работы любой конструкции работающей с использованием электрической дуги разбит на 3 этапа:
Электрическая печь для плавки металла способна успешно работать на сталелитейном производстве и в домашней мастерской. Принцип работы любой конструкции работающей с использованием электрической дуги разбит на 3 этапа:
- Процесса плавки шихтового материала. На этом этапе, поверхность расплава закрывается пленкой, препятствующей поступлению различных вредных газов. Происходит поглощение фосфора, серы и других химических элементов, влияющих на качество стали и сплавов.
- Окисления металлов. На этом этапе корректируется содержание в металле вредных веществ. Максимальный уровень фосфора или серы, не должен превышать 0,15% от общей массы. Для формирования марки сталей важно обеспечить корректировку содержания в ней азота, водорода. Уровень температуры в печи на этом этапе поддерживается выше предела плавления основного вещества на 1200. В качестве окислителя используется кислородный или слой окалины.
- Этапа восстановления. В этот период удаляются серные включения, и структура металла доводится до заданного уровня по содержанию легирующих добавок и углерода.
Это общий принцип работы печей, но в зависимости от вида приборов, печь будет работать по определенной схеме. Разберем этот вопрос подробнее.
Постоянного тока
Электродуговые печи постоянного тока – устройства для использования в литейном деле и металлургической промышленности. С помощью поддержания дуги по центру увеличивается срок службы внутреннего слоя огнеупорных кирпичей в камере нагрева металлов. Такая работа приводит к экономии электроэнергии, повышению уровня производительности печей. Такие устройства состоят:
- наружного корпуса камеры нагрева металлов;
- свода из огнеупорного материала;
- нагревательного электрода, который монтируется в своде;
- в поде камеры установлены 2 электрода;
- три мощных электромагнита для корректировки положения электродуги;
- системы контроля над работой установки. В нее входят термодатчики, термопары и другое оборудование для управления процессом. Термопары устанавливают в верхней полости свода, над верхним пределом расплавленного металла, на минимальном расстоянии в 500 мм;
- блока управления электромагнитами;
- установлен дополнительный источник тока, с напряжением в 24 В.
Электромагниты удерживают дугу на центре камеры. Они устанавливаются так, чтобы угол отклонения по осям не составляло более 1200.
к содержанию ↑Переменного тока
Дуговые печи переменного тока – их принцип действия основан на пронизывающем эффекте переменного магнитного потока, который проходит через замкнутый контур камеры. В нее помещены материалы, которые под действием магнитного поля расплавляются. Внутренняя камера заключена в металлический корпус из жаропрочной стали. Все внутреннее пространство до определенного уровня заполняется расплавленным металлом с легирующими добавками.
Сталь доводится до определенной температуры, проходит все три этапа приведенные выше и после окончания процесса плавки выводится в отдельный канал. При выпуске металла из печи, ток размыкается и расплавленная, готовая сталь сливается в ковши.
к содержанию ↑Устройство
- графитированные электроды для электродуговых печей – 3 шт. их устанавливают в специальные держатели, к которым подключены кабели подводящие электроэнергию;
- корпус печи выполняется цилиндрической формы. Нижняя часть выполнена в виде сферы, в нее укладывается шихта. В пространстве между электродами, после подачи нагрузки, возникает дуга, и плавильный материал постепенно расплавляется и доводится до жидкого состояния. Внутренняя часть пода выкладывается из огнеупорного материала, способного выдерживать длительное воздействие высоких температур;
- наружная часть закрывается при помощи стального корпуса, в плоскостях которого закреплена управляющая автоматика с множеством датчиков и термопар. Модели печей могут дополнительно оснащаться системой водяного охлаждения;
- для слива расплава изготовлен специальный желоб;
- на лицевой стороне выполнены несколько полостей с дверками для контроля над ходом плавки, забора проб для химического анализа готовности и качества стали;
- в корпусе делается несколько полостей для удаления шлаков и добавления легирующих добавок и внесения корректировки в состав стали.
Для нормальной работы потребуется оснастить конструкцию высоковольтным понижающим трансформатором, подключенным к линии ЛЭП, ковшами для слива готовой стали и кранами для загрузки шихты и других добавок. Для обеспечения работы агрегатов устанавливается предохранительная арматура и система аварийного отключения питания, а также блок автоматического управления работой печи.
Такое общее устройство имеет дуговая плавильная печь. Но конструкция может изменяться при разных вариантах печей.
На рисунке указана общая схема электродуговой печи.

Размер электродуговой печи может повлиять на выбор мощности трансформатора, габариты электродов и толщину стен, но общий принцип конструкции остается неизменным.
Размеры электродов подбираются согласно данным установочных документов.
Какие стали можно получить в дуговых печах?
На вопрос, какие стали можно получить в дуговых печах, опытный металлург, не задумываясь, ответит – всевозможные и даже чугун. Даже в сетевых играх «space engineers» и «immersive engineering» вы найдете способы постройки таких печей и производства различных сплавов и сталей. Электродуговые конструкции используются для производства в промышленных и лабораторных или домашних масштабах:
- конструкционной или легированной стали с различными уровнями содержания углерода и легирующих добавок;
- тугоплавких сплавов;
- расплава золота, серебра и других металлов в небольших количествах для ювелирной или домашней мастерской;
- изготовление всех марок чугуна и для переплавки его в легированную сталь;
- высокотемпературные стали используются для выращивания монокристаллов, плавки оптического стекла и волокон.
Производители
Рынок сталеплавильной электродуговой техники завален предложениями о поддельных, кустарных моделях по низкой цене. Поэтому планируя покупку, найдите в интернете сайт производителей подобной техники и закажите печи напрямую или через официальных дилеров. Покупая агрегаты у непроверенного продавца, вы рискуете приобрести некачественную и недолговечную конструкцию, пускай и за небольшие деньги.
Приведем краткий список компаний производителей электродуговых печей:
- Группа компаний «Thermal Technology» производит разнообразные по конструкции и мощности сталеплавильные агрегаты для лабораторных исследований и металлургической промышленности. Высокотемпературные печи могут проводить плавку в вакууме или при атмосферном давлении. Во всех случаях проводится тщательный контроль состояния воздуха в камере с расплавом. Технику используют не только в сталеплавильной отрасли, она успешно работает при выращивании монокристаллов и для получения оптоволокна.
- Российский производитель, компания «Оптим Толедо» выпускает электрические сталеплавильные печи для промышленных установок под маркировкой «ДППТ» и «ЭШП». Модели «ДППТ» — одни из самых мощных промышленных сталеплавийных электродуговых печей. В них собран весь запас конструкторов и эксплуатационников при проведении разработки проекта для плавильных устройств, работающих на переменном электрическом токе. Мощные преобразователи постоянного тока работают для обслуживания печей, модели ДСП.
- Дуговая сталеплавильная печь от Тайваньской компании «LEGNUM» — популярная марка производителей на российском рынке. Тиристорные электрические плавильные печи работают не только с металлами. Простота и надежность конструкции позволяет выполнять устройства в 2 вариантах. Они могут поставляться с гидравлической модификацией или редукторной. Отлично подходят для малого и среднего сталеплавийного предприятия с 3уровнем производительности свыше 2000 тонн в течение года.
- С 1989 года на российском рынке успешно работает научно – техническая компания «ЭКТА», специализирующаяся на выпуске термического промышленного оборудования. Научные методы, используемые при разработке и проектировании печей позволяют компании конкурировать с зарубежными производителями, особенно по соотношению цены и качества продукции. Дуговые печи переменного и постоянного тока могут использоваться для производства сплавов алюминия и других металлов.
- Печи от китайской компании «Чжэнчжоу Ланьшо промышленная печь» обеспечивают быструю плавку при пониженной себестоимости работы агрегата. Минимальные габариты при большом объеме загрузки, отличные показатели по теплоотводящим характеристикам и минимальный уровень загрязнения окружающей среды при полной загрузке и плавления шихты – это не полный список достоинств этой техники. Модели «KGPS 200кВт» применяются для производства нержавейки, чугуна, всех видов легированных, жаропрочных и конструкционных сталей. Можно использовать для получения цветных и драгоценных металлов.
Цены указывать нет смысла, они очень быстро меняются. Поэтому, советуем обратиться к производителям напрямую и узнать стоимость на интересующую вас технику.
к содержанию ↑Особенности эксплуатации
Работа на таких печах в первую очередь требует соблюдения правил ТБ и охраны труда. Весь цикл работ выполняется в несколько основных этапов:
- В первую очередь перед началом работ осматривается состояние огнеупорных кирпичей на своде и поде печи. Все пострадавшие или поврежденные участки ремонтируются. Обязательна проверка исправности системы вентиляции и водяного охлаждения.
- Завалка шихты. Для завалки современных производственных установок используется верхняя система с помощью загрузочных бадей или специальной завалочной машины с ковшом. Такую технику применяют для внесения легирующих добавок или необходимых компонентов для корректировки состава металла в период плавки. На дно пода укладывается мелкий лом, так удается избежать повреждения огнеупорных кирпичей при выполнении этой операции.
- Для раннего образования шлака и защиты ванны от вредных газов в состав шихты добавляется 2% извести от весы полной загрузки камеры.
- Печь закрывается сводом с электродами и на них подается питание.
- На этапе выполнения плавки стали может произойти внезапная поломка одного или нескольких электродов. В основном это происходит при недостаточной проходимости электрического тока, при несоблюдении минимального зазора от кончика электрода до верхней кромки шихты.
- Регулировка мощности и скорости плавления осуществляется, если изменить положение нагревательного элемента. Тогда изменяется длина электрической дуги. Изменяется нагрузка и при повышении или понижении величины нагрузки поступающего тока.
- Шихта расплавилась, образовался слой шлаков и расплава металла. Шлак удаляется по специальному каналу на протяжении всего периода работы печи. Это способствует удалению вредных веществ из состава стали. Для этого слой шлака вспенивают с помощью углеродосодержащих материалов, которые прерывают работу электрической дуги.
- Периодически проводится забор пробы и проведение лабораторного анализа по составу и готовности стали. В домашних условиях эту операцию придется выполнять на глаз. При необходимости можно визуально контролировать ход работы через специальную полость, которая может служить и как леток для добавления и корректировки качества стали или других видов металлов или сплавов.
- После готовности материала, его выводят через специальные каналы в стальной ковш или выпуск производится при наклоне корпуса печи.
- После окончания работ выключается питание. Работа и производство одной закладки шихты окончена. Поверхности очищаются от налета и дефектов после остывания печи и только после этого можно производить следующую плавку.
Такая работа должна выполняться на любом предприятии, независимо от размера или объема печи.
В заключение pechnoy.guru еще раз напоминает основную мысль статьи:
Не старайтесь сэкономить на покупке дорогостоящей техники. Никогда не обращайтесь к неизвестным поставщикам и не покупайте технику по акции или распродаже на незнакомом сайте – однодневке. Так вы не только сэкономите средства, но и получите качественную и долговечную технику.
pechnoy.guru
Плавильные электропечи
Прямоугольные электрические печиСовременные прямоугольные электрические печи позволяют расплавлять медно-никелевые руды и концентраты. При этом объемы должны быть изготовлены строго в соответствии с указанными стандартами качества и безопасности.

Рис. 1 – Прямоугольная электропечь для плавки медно-никелевых руд и концентратов:
а – продольный разрез; б – поперечный разрез; 1 – каркас печи; 2- футероква; 3 – свод; 4 – контактные щеки; 5 – шинопакет; 6 – околоэлектродное уплотнение; 7 – гидроподъемник электрода; 8 и 9 – верхнее и нижнее кольца пружинно- гидравлического устройства для перепуска электродов; 10 – телескопичная течка; 11 – загрузочный рукав; 12 – бункер; 13 и 14 – концевые ограничители; 15 – электрод; 16 – реверсивный транспорт; 17 – печной трансформатор.
Технологические характеристики
Электрические печи обладают фундаментом, подиной, стенами, кожухом и элементами крепления. Фундамент изготавливается из железобетонной смеси. Специальные столбы или ленты обладают площадью от ста до двухсот квадратных метров. На эти столбы укладываются металлические балки вместе со стальными плитами, которые будут поддерживать подин печи. Благодаря такому устройству, обеспечивается охлаждение пода электрической печи при помощи холодного воздуха, который будет двигаться в нижней части оборудования. Так же можно легко наблюдать за состоянием подины.
Толщина подина печи должна составлять около одного метра. В нем имеются три или четыре магнезитового и хромомагнезитового кирпича, который выкладывается обратным сводом на верхней стороне посыпки. Редко, но подин печи может выкладываться из блоков угольного типа.
Стены печи крепко опираются на подину. На нижней части материалом изготовления служит магнезитовый или хромомагнезитовый кирпич. В верхней части необходим магнезит или шамотный кирпич. Толщина этих стен меняется в зависимости от уровня, внизу от 750 до 920 миллиметров, а наверху от 600 до 700 миллиметров. Некоторые части стен могут кессонировать, чтобы увеличить прочность и надежность. Что касается свода, то она арочного типа, состоит из шамотного кирпича или бетона. Толщина может колебаться от трехсот до четырехсот миллиметров.
Крепежные элементы включают в себя железный кожух, который сделан из листа и плиток, пятовые балки, поддерживающие арочные своды, и вертикальные колонны.
Загрузочные составляющие делаются из чугуна и стали, которые соединяют отверстия в своде с бункерами. Такие элементы распределяются по всей длине электрической печи и составляют несколько параллельных рядов.
Как проходит процесс?
В специальные желоба через отверстия заливают жидкий оборотный шлак. А выпуск осуществляется через шпуровые дырки, находящиеся в торцевой стороне.
Газы, которые образовались во время процесса, отводятся из пространства печи в газоотводные отверстия.
Электродное оборудование содержит три или шесть электродов, которые считаются самообжигающими. Их диаметр колеблется в пределах от 800 до 1400 миллиметров. Электроды подвешиваются над печью при помощи тросов. Далее идет закрепление на рамах гидроподъемников. Их регулировка происходит в автоматическом режиме. Электрод набивного типа включает в свой состав кожух, толщина которого два миллиметра. Масса, попавшая в то пространство, спекается, а потом твердеет и тает.
Ток подается от трансформатора печи к электродам. Процесс происходит при помощи электрозажимов и водоохладительных трубок.
Электрическая печь круглого поворотного типа
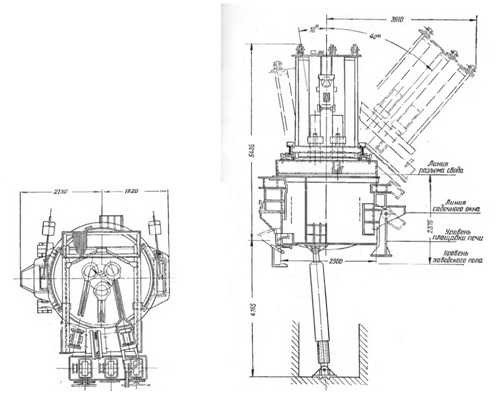
Рис. 2 – Круглая поворотная дуговая электропечь для плавки металлов
Круглая поворотная электрическая печь применяется для расплавления металлов. Их используют не так часто как прямоугольные виды. Возможна переработка следующих металлов: никеля, олова, меди, стали, кобальта и других.
Такие виды печей обладают некоторыми особенностями. У них маленький вес и небольшие размеры. Отличается устройство механизма наклона печей. Во время работы применяется графитовый угольный электрод. Свод кладется из динаса и магнезита отличного качества.
Круглые поворотные электрические печи работают по дуговому режиму, во время которого дуга остается открытой.
Устройство печи позволяет расплавлять смеси металлов качественно, надежно и безопасно. Во время производства соблюдаются все технологические нормы, государственные стандарты и условия хранения. Поэтому долгий срок эксплуатации изделия гарантировано.
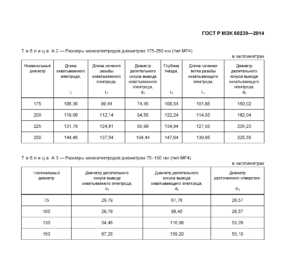
Характеристика плавильных электропечей
| Показатели | Печи для плавки сульфидных медно-никелевых руд и концентратов | Печи для плавки окисленных никелевых руд на ферроникель | Печи для плавки оловянных концентратов | Печи для плавки свинцовых концентратов | Печи для плавки цинковых концентратов с возгонкой цинка | Печи для плавки шлаков | Печи для плавки металлов | ||||||
| 1 | 2 | 3 | 4 | 1 | 2 | цинковистых | кобальтовых | Никеля из закиси | Медь катодная | ||||
| Форма рабочего пространства | Прямоугольная | Круглая | Прямоугольная | Круглая | Прямоугольная | Горизонтально-цилиндрическая | Круглая | ||||||
| Площадь пода, м2 | 58 | 136 | 139 | 184 | 97 | 224 | 8,8 | 58 | 47,5 | 32 | 25 | 3,3 | 10,5 |
| Внутренние размеры, м: | |||||||||||||
| длина | 11,2 | 22,7 | 23,2 | 27,4 | 11,1 | 28 | 3,34 | 13 | 9,75 | 32 | 6,15 | 2,06 | 3,7 |
| ширина | 5,2 | 6,0 | 6,0 | 6,71 | 11,1 | 8 | 3,34 | 4,5 | 4,9 | 11,3 | 6,15 | 2,06 | 3,7 |
| высота от пода до свода | |||||||||||||
| 4 | 4,6 | 5,0 | 4 | – | 5,5 | 2,2 | 3,2 | 3,0 | 3,4 | 4,0 | – | – | |
| Глубина ванны, м | 2,4 | 2,2 | 2,5 | 1,6 | – | – | – | – | 0,76 | – | – | – | – |
| Диаметр электродов, м | 1,2 | 1,1 | 1,1 | 1,22 | 1,24 | 1,4 | 0,4 | 1 | 0,6 | 0,76 | 0,9 | 0,3 | 0,46 |
| Число электродов | 3 | 6 | 6 | 6 | 3 | 6 | 3 | 4 | 3 | 6 | 3 | 3 | 3 |
| Расстояние между осями электродов, м | 3 | 3,2 | 3,2 | 3,76 | – | 4,0 | Распад 1,2 | – | – | 1,67 | Распад 2,7 | Распад 0,73 | – |
| Число печных трансформаторов | 1 | 3 | 3 | 3 | 1 | 3 | 1 | 2 | 1 | 2 | 1 | 1 | 1 |
| Мощность всех трансформаторов, тыс кВА | 30 | 33 | 45 | 18 | 13,5 | 60 | 1,4 | 4 | 6 | 10 | 4,5 | 2,25 | 6 |
| Удельная мощность, кВА/м2 | 517 | 243 | 324 | 100 | 140 | 270 | 160 | 70 | 126 | 310 | 180 | 680 | 570 |
| Линейное напряжение, В | 550-390 | 492-218 | 552-743 | 300-160 | 240-90 | 750-430 | 130-62 | 400-100 | – | 280-90 | 178-89 | 250-90 | 225-80 |
| Линейный ток, тыс А | 31,5 | 22,3-29 | 23,5-27,1 | 20 | 21 | 38,2 | 6,2 | – | – | 30 | – | – | – |
| Плотность тока на электроде, А/см2 | 2,8 | 2,4-3,1 | 2,5-2,9 | 1,7 | 1,7 | 2,8 | 4,5 | – | – | 06.июл | – | – | – |
| Характеристика шихты | Смесь руд и окатышей | Агломерат и руда | Горячий огарок | Горячая руда 700 С | Горячая, частично восстановленная руда | Оловянный концентрат | Агломерат свинцовый | Горячий обожженный концентрат | Жидкий шлак | Частотно восстановленная закись никеля | Катодная медь | ||
| Удельный проплав по шихте, т/(м2*сутки) | 10 | 6 | 7 | 4,3 | 4 | До 8 | 2,5 | 5 | 1,6 | – | – | 09.окт | До 40 |
| Удельный расход энергии, кВт*ч/т | 810-850 | 710-730 | 530-600 | 400-430 | 605 | 700 | 1100 | 490 | 1500 | – | 160 | По металлу 1100 | 250 |
| Расход электродов, кг/т | 3 | 3,6 | 2,4 | 1,9 | 2 | – | 20 | 9 | 6 | – | – | 14 | 2 |
| Емкость печи по металлу, т | – | – | – | – | – | – | – | – | – | – | По расплаву 160 | 08.окт | 40 |
metallplace.ru
Индукционные плавильные печи Плавильные комплексы
Индукционная печь – вид плавильных печей, в которых расплавление металла происходит за счет явления электромагнитной индукции. Наведенные токи нагревают металлическую шихту, расположенную в цилиндрическом тигле и футерованную огнеупорным материалом. В индукционных печах можно плавить все виды сталей, чугунов, а также цветные сплавы.
Преимущество индукционных плавильных печей перед другими плавильными агрегатами – это:
- интенсивное электродинамическое перемешивание расплава, благодаря которому сплав получается однородным по химическому составу и температуре по всему объему,
- высокая производительность, за счет высоких значений удельной мощности и высокого КПД (более 95-97%),
- низкий угар химических элементов сплава,
- экологичность (низкий уровень выделений пыли и газа),
- низкие капитальные затраты на подготовку и запуск печи (индукционные печи довольно компактны, их можно устанавливать даже в небольших помещениях)
- безопасность, надежность, простота управления и обслуживания, долговечность
Виду этого индукционные плавильные печи используют для получения качественных сплавов как крупные промышленные предприятия так и небольшие литейные производства.
Стандартная индукционная плавильная печь поставляется компанией «СИБТЕХЛИТ» в следующем комплекте:
- Два плавильных узла (посты), работающие попеременно;
- Конденсаторная батарея;
- Преобразователь частоты;
- Водоохлаждаемые кабели от конденсаторной батареи до поста;
- Пульт управления наклоном;
- Комплект ЗИП;
- Техническая и эксплуатационная документация на русском языке.
Кроме того плавильная печь может быть доукомплектована станцией охлаждения «закрытого типа» , разливочными ковшами и прочим необходимым оборудованием. Компания СИБТЕХЛИТ поставляет плавильные печи в следующих исполнениях:
Индукционные плавильные печи в алюминиевом корпусе с электромеханическим механизмом наклона (редуктор)
 Основной составной частью электропечи является плавильный узел. Плавильный узел выполнен без использования магнитопровода и включает в себя водоохлаждаемый индуктор, жестко закрепленный внутри алюминиевого корпуса, между верхним асбестовым кольцом и подовой плитой. Корпус электропечи выполнен из алюминиевого сплава и состоит из двух симметричных частей, соединенных между собой через электрическую изоляцию, во избежание создания короткозамкнутого электрического контура. По бокам корпуса имеются фланцы, к которым крепится опорно-поворотный механизм электропечи. Опорно-поворотный механизм состоит из буксы и электромеханического привода, которые устанавливаются на бетонных опорах-фундаментах, отливаемых в месте установки электропечи. Привод поворота плавильного узла электропечи для слива металла – электромеханический и представляет собой понижающий редуктор, приводимый в действие асинхронным электродвигателем. Управление сливом осуществляется с пульта дистанционного управления, который устанавливается в удобном для плавильщика месте. Редуктор наклона оснащен маховиком ручного наклона плавильного на случай аварийного отключения электроэнергии. Плавильный узел имеет набивной тигель, в который сверху осуществляется загрузка шихты. Тигель может выполняться из кислых, основных, нейтральных, а также современных композиционных набивных масс.
Основной составной частью электропечи является плавильный узел. Плавильный узел выполнен без использования магнитопровода и включает в себя водоохлаждаемый индуктор, жестко закрепленный внутри алюминиевого корпуса, между верхним асбестовым кольцом и подовой плитой. Корпус электропечи выполнен из алюминиевого сплава и состоит из двух симметричных частей, соединенных между собой через электрическую изоляцию, во избежание создания короткозамкнутого электрического контура. По бокам корпуса имеются фланцы, к которым крепится опорно-поворотный механизм электропечи. Опорно-поворотный механизм состоит из буксы и электромеханического привода, которые устанавливаются на бетонных опорах-фундаментах, отливаемых в месте установки электропечи. Привод поворота плавильного узла электропечи для слива металла – электромеханический и представляет собой понижающий редуктор, приводимый в действие асинхронным электродвигателем. Управление сливом осуществляется с пульта дистанционного управления, который устанавливается в удобном для плавильщика месте. Редуктор наклона оснащен маховиком ручного наклона плавильного на случай аварийного отключения электроэнергии. Плавильный узел имеет набивной тигель, в который сверху осуществляется загрузка шихты. Тигель может выполняться из кислых, основных, нейтральных, а также современных композиционных набивных масс.




Индукционные плавильные печи в стальном корпусе с электромеханическим механизмом наклона (редуктор)
 Плавильный узел размещается на сварной раме, состоящей из нижней стационарной части и верхней поворотной. Плавильный узел выполнен с использованием магнитопровода и включает в себя многосекционный водоохлаждаемый бетонированный индуктор, жестко закрепленный внутри стального корпуса между верхним асбестовым кольцом и подовой плитой. Плавильный узел имеет набивной тигель, в который сверху осуществляется заливка жидкого металла. Тигель может выполняться из кислых, основных, нейтральных, а также современных композиционных набивных масс. Контроль состояния тигля выполняется визуально или с помощью сигнализатора проедания тигля. Визуальный осмотр осуществляется после каждой плавки на предмет выявления трещин, эрозий, осыпания футеровки. Сигнализатор проедания тигля предназначен для контроля состояния футеровки тигля и изоляции индуктора. Сигнализатор подключается к электроду, представляющему из себя сетку из нержавеющей стали (закладывается во внутренней поверхности индуктора) и к расплаву с помощью электрода, который закладывается при набивке подины тигля. Привод поворота плавильного узла электропечи для слива металла – электромеханический и представляет собой понижающий редуктор, приводимый в действие асинхронным электродвигателем. Управление сливом осуществляется с пульта дистанционного управления, который устанавливается в удобном для плавильщика месте и позволяет управлять сливом любого из двух плавильных постов.
Плавильный узел размещается на сварной раме, состоящей из нижней стационарной части и верхней поворотной. Плавильный узел выполнен с использованием магнитопровода и включает в себя многосекционный водоохлаждаемый бетонированный индуктор, жестко закрепленный внутри стального корпуса между верхним асбестовым кольцом и подовой плитой. Плавильный узел имеет набивной тигель, в который сверху осуществляется заливка жидкого металла. Тигель может выполняться из кислых, основных, нейтральных, а также современных композиционных набивных масс. Контроль состояния тигля выполняется визуально или с помощью сигнализатора проедания тигля. Визуальный осмотр осуществляется после каждой плавки на предмет выявления трещин, эрозий, осыпания футеровки. Сигнализатор проедания тигля предназначен для контроля состояния футеровки тигля и изоляции индуктора. Сигнализатор подключается к электроду, представляющему из себя сетку из нержавеющей стали (закладывается во внутренней поверхности индуктора) и к расплаву с помощью электрода, который закладывается при набивке подины тигля. Привод поворота плавильного узла электропечи для слива металла – электромеханический и представляет собой понижающий редуктор, приводимый в действие асинхронным электродвигателем. Управление сливом осуществляется с пульта дистанционного управления, который устанавливается в удобном для плавильщика месте и позволяет управлять сливом любого из двух плавильных постов.




Индукционные плавильные печи в стальном корпусе с гидравлическим механизмом наклона
 Плавильный узел размещается на сварной раме, состоящей из нижней стационарной части и верхней поворотной. Плавильный узел выполнен с использованием магнитопровода и включает в себя многосекционный водоохлаждаемый бетонированный индуктор, жестко закрепленный внутри стального корпуса между верхним асбестовым кольцом и подовой плитой. Плавильный узел имеет набивной тигель, в который сверху осуществляется заливка жидкого металла. Тигель может выполняться из кислых, основных, нейтральных, а также современных композиционных набивных масс. Контроль состояния тигля выполняется визуально или с помощью сигнализатора проедания тигля. Визуальный осмотр осуществляется после каждой плавки на предмет выявления трещин, эрозий, осыпания футеровки. Сигнализатор проедания тигля предназначен для контроля состояния футеровки тигля и изоляции индуктора. Сигнализатор подключается к электроду, представляющему из себя сетку из нержавеющей стали (закладывается во внутренней поверхности индуктора) и к расплаву с помощью электрода, который закладывается при набивке подины тигля. Наклон верхней поворотной части плавильного узла осуществляется двумя гидроцилиндрами, питаемыми от насосной гидравлической станции. Управление сливом осуществляется с пульта дистанционного управления, который устанавливается в удобном для плавильщика месте. Максимальный угол наклона плавильного узла составляет 95º.
Плавильный узел размещается на сварной раме, состоящей из нижней стационарной части и верхней поворотной. Плавильный узел выполнен с использованием магнитопровода и включает в себя многосекционный водоохлаждаемый бетонированный индуктор, жестко закрепленный внутри стального корпуса между верхним асбестовым кольцом и подовой плитой. Плавильный узел имеет набивной тигель, в который сверху осуществляется заливка жидкого металла. Тигель может выполняться из кислых, основных, нейтральных, а также современных композиционных набивных масс. Контроль состояния тигля выполняется визуально или с помощью сигнализатора проедания тигля. Визуальный осмотр осуществляется после каждой плавки на предмет выявления трещин, эрозий, осыпания футеровки. Сигнализатор проедания тигля предназначен для контроля состояния футеровки тигля и изоляции индуктора. Сигнализатор подключается к электроду, представляющему из себя сетку из нержавеющей стали (закладывается во внутренней поверхности индуктора) и к расплаву с помощью электрода, который закладывается при набивке подины тигля. Наклон верхней поворотной части плавильного узла осуществляется двумя гидроцилиндрами, питаемыми от насосной гидравлической станции. Управление сливом осуществляется с пульта дистанционного управления, который устанавливается в удобном для плавильщика месте. Максимальный угол наклона плавильного узла составляет 95º.




Компания СИБТЕХЛИТ поставляет индукционные плавильные печи со следующими комлектующими:
 Тиристорный преобразователь частоты KGPS. Тиристорный преобразователь частоты специально создан для питания электрическим током средней частоты индукционных установок и плавки металла. ТПЧ имеет однофазный выход и необходим для работы на нагрузке, состоящей из индуктора и конденсаторной батареи, предназначенной для компенсации реактивной мощности индуктора. Система управления исполняется на одной микропроцессорной плате управления, которая включает в себя все защиты (защита от тока, перенапряжения, давления воды и т.д.) Для контроля использован интегрированный контур и цифровые технологии, в результате чего преобразователь имеет хорошие пусковые свойства, т.е. может одинаково успешно запускаться как при отсутствии загрузки, так и при полной загрузке.
Тиристорный преобразователь частоты KGPS. Тиристорный преобразователь частоты специально создан для питания электрическим током средней частоты индукционных установок и плавки металла. ТПЧ имеет однофазный выход и необходим для работы на нагрузке, состоящей из индуктора и конденсаторной батареи, предназначенной для компенсации реактивной мощности индуктора. Система управления исполняется на одной микропроцессорной плате управления, которая включает в себя все защиты (защита от тока, перенапряжения, давления воды и т.д.) Для контроля использован интегрированный контур и цифровые технологии, в результате чего преобразователь имеет хорошие пусковые свойства, т.е. может одинаково успешно запускаться как при отсутствии загрузки, так и при полной загрузке.
 Конденсаторная батарея. Электротермические конденсаторы используются для повышения коэффициента мощности индукционных электротермических установок. Конденсаторы разработаны и изготавливаются согласно новейшим технологиям и удовлетворяют требованиям международных стандартов.Состоит из набора водоохлаждаемых среднечастотных электротермических конденсаторов большой емкости с металлической оболочкой системы RFM, опорной стальной конструкции и медных соединительных шин. Количество конденсаторов, устанавливаемых в батарею зависит от мощности преобразователя и типа электропечи.
Конденсаторная батарея. Электротермические конденсаторы используются для повышения коэффициента мощности индукционных электротермических установок. Конденсаторы разработаны и изготавливаются согласно новейшим технологиям и удовлетворяют требованиям международных стандартов.Состоит из набора водоохлаждаемых среднечастотных электротермических конденсаторов большой емкости с металлической оболочкой системы RFM, опорной стальной конструкции и медных соединительных шин. Количество конденсаторов, устанавливаемых в батарею зависит от мощности преобразователя и типа электропечи.
 Станция охлаждения закрытого типа (градирня). Для охлаждения плавильных печей, индукционных нагревателей применяются станции охлаждения закрытого типа. В плавильном комплексе станции охлаждают плавильный узел, преобразователь частоты, конденсаторную батарею. Кроме этого станции незаменимы для охлаждения другого технологического оборудования (шкафы охлаждения, устройства регулирования температуры песка, теплообменники). Станции закрытого типа могут работать с некачественной технической водой для внешнего контура (с применением фильтров). Охлаждение теплоносителя производится путем прохождения его через многослойный медный трубчатый радиатор с принудительным воздушным охлаждением с возможностью орошения испаряемой водой. Основной элемент станции охлаждения закрытого типа, отводящий тепло – многослойный трубчатый теплообменник. Дополнительное охлаждение теплообменника обеспечивают вентиляторы. Система работает на очищенной или дистиллированной воде во внутреннем контуре. Кроме этого станции охлаждения могут работать при отрицательных температурах и быть установлены вне производственного помещения (на улице). Для этого в воду добавляются незамерзающие добавки (этиленгликоль). Станция охлаждения может работать как в ручном, так и в автоматическом режиме, без вмешательства обслуживающего персонала. Для обеспечения режима вывода из работы промышленного обо-рудования без контроля обслуживающего персонала в системе управления станцией предусмотрено ее автоматическое отключение, через заданный оператором промежуток времени.
Станция охлаждения закрытого типа (градирня). Для охлаждения плавильных печей, индукционных нагревателей применяются станции охлаждения закрытого типа. В плавильном комплексе станции охлаждают плавильный узел, преобразователь частоты, конденсаторную батарею. Кроме этого станции незаменимы для охлаждения другого технологического оборудования (шкафы охлаждения, устройства регулирования температуры песка, теплообменники). Станции закрытого типа могут работать с некачественной технической водой для внешнего контура (с применением фильтров). Охлаждение теплоносителя производится путем прохождения его через многослойный медный трубчатый радиатор с принудительным воздушным охлаждением с возможностью орошения испаряемой водой. Основной элемент станции охлаждения закрытого типа, отводящий тепло – многослойный трубчатый теплообменник. Дополнительное охлаждение теплообменника обеспечивают вентиляторы. Система работает на очищенной или дистиллированной воде во внутреннем контуре. Кроме этого станции охлаждения могут работать при отрицательных температурах и быть установлены вне производственного помещения (на улице). Для этого в воду добавляются незамерзающие добавки (этиленгликоль). Станция охлаждения может работать как в ручном, так и в автоматическом режиме, без вмешательства обслуживающего персонала. Для обеспечения режима вывода из работы промышленного обо-рудования без контроля обслуживающего персонала в системе управления станцией предусмотрено ее автоматическое отключение, через заданный оператором промежуток времени.
 Вибротрамбовщик футеровочной массы. Пневматическая вибрационная трамбовка (вибротрамбовка) служит для уплотнения футеровочной массы в индукционных плавильных печах, при набивке набивного тигля. Вибротрамбовка имеет специальную малогабаритную конструкцию и разные насадки, благодаря чему есть возможность использовать трамбовку для набивки тигля небольших размеров. Также пневматическая вибрационная ручная трамбовка обеспечивает набивку подины в индукционных плавильных печах. Дополнительно предоставляются чертежи насадок, по которым заказчик может сделать их самостоятельно.
Вибротрамбовщик футеровочной массы. Пневматическая вибрационная трамбовка (вибротрамбовка) служит для уплотнения футеровочной массы в индукционных плавильных печах, при набивке набивного тигля. Вибротрамбовка имеет специальную малогабаритную конструкцию и разные насадки, благодаря чему есть возможность использовать трамбовку для набивки тигля небольших размеров. Также пневматическая вибрационная ручная трамбовка обеспечивает набивку подины в индукционных плавильных печах. Дополнительно предоставляются чертежи насадок, по которым заказчик может сделать их самостоятельно.
 Сигнализатор проедания футеровки. Оборудование контролирующие состояние футеровки индукционного плавильного узла и сигнализирующее о необходимости замены футеровки. Работа сигнализатора предусматривает измерение тока через стенки тигля от индуктора к заземленному металлу. В комплект поставки включены: шкаф сигнализации и сетка, которая располагается на наружной поверхности тигля.
Сигнализатор проедания футеровки. Оборудование контролирующие состояние футеровки индукционного плавильного узла и сигнализирующее о необходимости замены футеровки. Работа сигнализатора предусматривает измерение тока через стенки тигля от индуктора к заземленному металлу. В комплект поставки включены: шкаф сигнализации и сетка, которая располагается на наружной поверхности тигля.
 Межпостовой переключатель. Переключение мощности между плавильными узлами осуществляется при помощи силового переключающего устройства – электрического межпостового переключателя, который крепится к конденсаторной батарее.
Межпостовой переключатель. Переключение мощности между плавильными узлами осуществляется при помощи силового переключающего устройства – электрического межпостового переключателя, который крепится к конденсаторной батарее.
 Термопара серии W600. Термопара W600 – портативный беспроводной прибор для измерения температуры металла контактным способом. Прибор имеет высокую точность измерения и надёжность в эксплуатации. Его использование не требует от персонала специальных знаний и навыков. Термопара оснащена цифровым монитором с возможность сохранения результатов замера в измерительном приборе на 1000 измерений и для удобства персонала 5 дюймовым цифровым табло с высотой цифр 125мм. Прибор имеет автономный источник питания. Измерительная система включает погружной жезл, на который надевается картонный сменный блок c чувствительной головкой, в которой размещена собственно термопара, регистрирующий прибор, предназначенный для измерения и обработки генерируемой термопарой т.э.д.с., и внешний компенсационный кабель, соединяющий погружной жезл с регистрирующим прибором. Использование термопары не требует специальных навыков: достаточно лишь надеть сменный блок на жезл и погрузить его в жидкий металл. Регистрирующий прибор автоматически проверяет замкнутость измерительной цепи термопары и выдаёт на извлечение сменного блока из ванны. В данном устройстве используется новейший метод устранения помех, поэтому при использовании в среднечастотных электрических печах при проведении измерений нет необходимости выключать электричество.
Термопара серии W600. Термопара W600 – портативный беспроводной прибор для измерения температуры металла контактным способом. Прибор имеет высокую точность измерения и надёжность в эксплуатации. Его использование не требует от персонала специальных знаний и навыков. Термопара оснащена цифровым монитором с возможность сохранения результатов замера в измерительном приборе на 1000 измерений и для удобства персонала 5 дюймовым цифровым табло с высотой цифр 125мм. Прибор имеет автономный источник питания. Измерительная система включает погружной жезл, на который надевается картонный сменный блок c чувствительной головкой, в которой размещена собственно термопара, регистрирующий прибор, предназначенный для измерения и обработки генерируемой термопарой т.э.д.с., и внешний компенсационный кабель, соединяющий погружной жезл с регистрирующим прибором. Использование термопары не требует специальных навыков: достаточно лишь надеть сменный блок на жезл и погрузить его в жидкий металл. Регистрирующий прибор автоматически проверяет замкнутость измерительной цепи термопары и выдаёт на извлечение сменного блока из ванны. В данном устройстве используется новейший метод устранения помех, поэтому при использовании в среднечастотных электрических печах при проведении измерений нет необходимости выключать электричество.
 Электромеханическим механизмом наклона (редуктор) . Назначение механизма наклона печи заключается в обеспечении слива из печи по окончанию плавки всего ее содержимого и обеспечении наклона печи при скачивании шлака. Электромеханический привод состоит из электродвигателя, редуктора и цепной передачи.
Электромеханическим механизмом наклона (редуктор) . Назначение механизма наклона печи заключается в обеспечении слива из печи по окончанию плавки всего ее содержимого и обеспечении наклона печи при скачивании шлака. Электромеханический привод состоит из электродвигателя, редуктора и цепной передачи.
 Маслонапорная установка. Маслонапорная установка необходима для создания давления в гидроцилиндрах наклона. Наклон верхней поворотной части плавильного узла осуществляется двумя гидроцилиндрами, питаемыми от маслонапорной станции. Управление сливом осуществляется с пульта дистанционного управления, который устанавливается в удобном для плавильщика месте.
Маслонапорная установка. Маслонапорная установка необходима для создания давления в гидроцилиндрах наклона. Наклон верхней поворотной части плавильного узла осуществляется двумя гидроцилиндрами, питаемыми от маслонапорной станции. Управление сливом осуществляется с пульта дистанционного управления, который устанавливается в удобном для плавильщика месте.
 Шаблон для набивки тигля . Тигли в печи набивают с помощью сварного железного шаблона, наружные размеры которого соответствуют внутренним размерам тигля. Так как тигель быстрее разрушается у стыка стенки с подиной, то для основного тигля применяют железный шаблон, низ которого имеет закругление в месте перехода от стенок к дну. Когда футеровка готова, из шаблона удаляют груз и приступают к сушке и спеканию тигля. В процессе плавления садки плавиться шаблон; стенки тигля при этом спекаются на некоторую глубину. Окончательное спекание массы тигля на глубину 25-30 мм произойдет после двух-трех плавок.
Шаблон для набивки тигля . Тигли в печи набивают с помощью сварного железного шаблона, наружные размеры которого соответствуют внутренним размерам тигля. Так как тигель быстрее разрушается у стыка стенки с подиной, то для основного тигля применяют железный шаблон, низ которого имеет закругление в месте перехода от стенок к дну. Когда футеровка готова, из шаблона удаляют груз и приступают к сушке и спеканию тигля. В процессе плавления садки плавиться шаблон; стенки тигля при этом спекаются на некоторую глубину. Окончательное спекание массы тигля на глубину 25-30 мм произойдет после двух-трех плавок.
 Водоохлаждаемые кабели. Водоохлаждаемый кабель обеспечивает подачу и слив охлаждающей воды с индуктора печи. Предназначены для соединения конденсаторной батареи с индуктором печи. Благодаря своему гибкому исполнению водоохлаждаемые кабели обеспечивают свободный ход плавильного узла при подъеме печи в положение слива металла. Конструкция водоохлаждаемого кабеля: силовой медный кабель помещён в специальный герметичный защитный рукав. На концах водоохлаждаемого кабеля для индукционных печей находятся медные кабельные наконечники специальной формы, через которые с помощью расположенных на них штуцеров происходит подача охлаждающей воды для отвода тепла, выделяемого при работе плавильной установки.
Водоохлаждаемые кабели. Водоохлаждаемый кабель обеспечивает подачу и слив охлаждающей воды с индуктора печи. Предназначены для соединения конденсаторной батареи с индуктором печи. Благодаря своему гибкому исполнению водоохлаждаемые кабели обеспечивают свободный ход плавильного узла при подъеме печи в положение слива металла. Конструкция водоохлаждаемого кабеля: силовой медный кабель помещён в специальный герметичный защитный рукав. На концах водоохлаждаемого кабеля для индукционных печей находятся медные кабельные наконечники специальной формы, через которые с помощью расположенных на них штуцеров происходит подача охлаждающей воды для отвода тепла, выделяемого при работе плавильной установки.
sibtehlit.ru
Плавильная печь — Minecraft Wiki
Плавильная печь (англ. Blast Furnace) — блок, схожий с печью и коптильней. Используется для переплавки руд и переплавляемых инструментов и брони и является рабочим местом бронника.
Плавильную печь можно добыть исключительно киркой. В противном случае, блок не выпадет.
- ↑ Время для незачарованных инструментов в секундах.
Естественное появление[править | править код]
Плавильная печь появляется в оружейных домах в деревнях.
Создание[править | править код]
Плавление[править | править код]
Функциональность плавильной печи схожа с обычной печью, но при этом она может плавить только руду. При этом скорость переплавки руды у плавильной печи в 2 раза больше, чем у обычной печки, но расход топлива также увеличен в 2 раза. Таким образом, за единицу топлива получается такое же количество предметов, но времени тратится вдвое меньше.
Источник света[править | править код]
Уровень освещения горящих плавильных печей равен 13, как и у обычных печей.
Переименование[править | править код]
По умолчанию в интерфейсе имеется надпись «Плавильная печь», которая может быть изменена, если предварительно переименовать печь на наковальне или изменить тег CustomName командой /data.
Изменение профессии[править | править код]
Если в деревне есть плавильная печь и нет бронника, любой ближайший житель без рабочего места имеет шанс изменить свою профессию на бронника.
Поставить на замок[править | править код]
Плавильная печь может «поставлена на замок», если изменить тег Lock командой /data. Если тег Lock не пуст, плавильная печь может быть открыта, только если игрок держит предмет с тем же названием, которое указано в теге Lock. Например, чтобы поставить на замок плавильную печь на координатах (0,64,0) так, чтобы её можно было открыть, если игрок держит в руке предмет, названный «Ключ от плавильной печи», нужно ввести команду /data merge block 0 64 0 {Lock:"Ключ от плавильной печи"}.
| Официальный выпуск Java Edition | |||||
|---|---|---|---|---|---|
| 1.14 | 18w44a | Добавлены плавильные печи. Доступны только в Творческом инвентаре. Интерфейс плавильной печи доступен только в режиме Наблюдения. | |||
| 18w48a | Плавильные печи появляются в деревнях, расположенных на равнинах. | ||||
| 18w50a | Плавильные печи теперь полностью функциональны и их можно крафтить. | ||||
| 19w03a | Добавлены звуки для плавильной печи. | ||||
| 19w11a | Теперь жители используют её как рабочее место. | ||||
| Официальный выпуск Bedrock Edition | |||||
| 1.9 | beta 1.9.0.2 | Добавлены плавильные печи в экспериментальный геймплей. | |||
| 1.10 | beta 1.10.0.3 | Добавлен рецепт крафта плавильной печи. | |||
| Теперь плавильные печи генерируются в новых домах деревенских бронников. | |||||
| 1.11 | beta 1.11.0.1 | Плавильные печи теперь полностью функциональны. | |||
| PlayStation 4 Edition | |||||
| 1.91 | Плавильная печь добавлена в игру. | ||||
Вопросы, касающиеся «Плавильная печь», ведутся в хранилище отчётов об ошибках. Отчёты о проблемах следует оставлять там.
minecraft-ru.gamepedia.com
Основные типы плавильных печей
§ 34.
Металлы, сплавы, специальные лигатуры, шлакообразующие присадки и другие материалы, которые используют для приготовления различных сплавов, в литейном производстве называют шихтовыми материалами или шихтой. В состав шихты входят: свежие материалы (доменные чугуны различных марок, медь, алюминий, цинк, никель и др.), которые поступают в литейные цехи с металлургических заводов; лом черных сплавов и лом цветных сплавов, представляющие собой переработанные промышленные отходы; специальные ферросплавы и лигатуры (промежуточные сплавы более тугоплавких элементов с легкоплавкими), поступающие с металлургических заводов; отходы литейного производства и механических цехов (литники, прибыли, бракованные детали и брикетированная стружка). Количественное соотношение различных материалов в шихте зависит от качества исходных материалов и от требований, которые предъявляют к изготовляемым сплавам.
§ 35.
Основные типы плавильных печей
В литейном производстве используются плавильные печи, работающие на твердом, жидком или газообразном топливе (коксе, нефти, мазуте, газе), и печи электрические. К первому типу печей относят вагранки и тигельные печи, ко второму типу — дуговые электрические печи и электрические индукционные печи. Наибольшее распространение для плавки чугуна получили печи шахтного типа—вагранки. Серый чугун, получаемый в этих печах, используют для отливок различных по сложности деталей. В электрических печах плавится сталь, легированный чугун, а также белый чугун, перерабатываемый затем в ковкий чугун. Схема вагранки приведена на рис. 35. Вагранка представляет собой шахтную печь, основой которой является сварной металлический кожух 1, футерованный изнутри огнеупорным кирпичом 2. Щель между кожухом и футеровкой засыпается сухим кварцевым песком 3. В верхней части вагранки находится загрузочное окно 4. Часть шахты вагранки, расположенная ниже загрузочного окна, футеруется чугунными пустотелыми кирпичами 5, которые предохраняют ее от разрушения при загрузке шихты 7.
Загружают вагранку с помощью скипового подъемника или консольного крана. Верхняя часть вагранки заканчивается искрогасителем 6.
Для поддержания горения в вагранке через специальные отверстия 8, называемые фурмам и, подается воздух (дутье), нагнетаемый вентилятором. Расплавленный чугун по поду 9, расположенному в нижней части шахты, стекает через специальное отверстие и желоб в копильник 10. В начале работы в вагранку загружают слой кокса высотой 500—1500 мм и поджигают его. Этот слой кокса называется холостой колошей. Затем на холостую колошу загружают рабочую коксовую колошу, флюс и первую порцию металлической шихты. После загрузки материалов через фурмы подают воздух, необходимый для горения топлива. В плавильном поясе чугун и шлаки расплавляются и стекают в горн вагранки. Образующиеся газы, поднимаясь вверх, нагревают металлическую шихту и топливо, а затем уходят в трубу.
По мере сгорания кокса и плавления чугуна загружаемая в вагранку шихта опускается вниз, а на ее место загружают новые порции шихтовых материалов. В процессе плавки жидкий чугун скапливается в горне вагранки. Шлак всплывает на поверхность чугуна и периодически выпускается через шлаковую летку. Накопившийся чугун сливается через летку по желобу в специальный копильник, а затем в ковш. Производительность вагранок 0,5—30 т чугуна в час.
В целях пожарной безопасности и предохранения от загрязнения окружающей местности вагранки снабжают искрогасителями, которые одновременно являются и пылеуловителями.
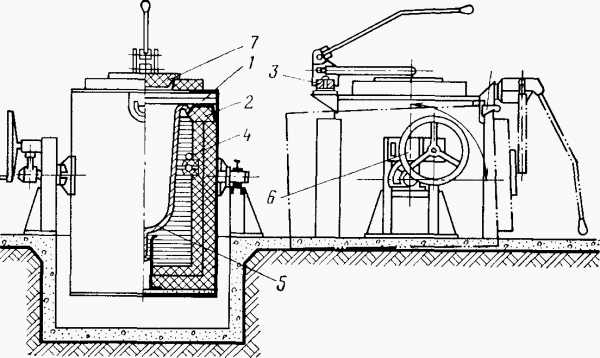
Для плавки стали в литейных цехах используют мартеновские и электродуговые печи с основной и кислой футеровкой, а также индукционные тигельные печи.
На рис. 36 показана схема дуговой электропечи. Источником тепла в этой печи является электрическая дуга, возникающая между расплавом 3, находящимся в ванне печи 4, и тремя графитовыми электродами 1 (проходящими через свод печи 6), по которым подается электрический ток. Вместимость таких печей составляет 1,5—10 т. Длительность плавки 1,5—4 ч. Приготовленный металл выливается при наклоне печи, осуществляемом специальным механизмом, через желоб 5. Загрузка шихты в печь производится через окно 2 или через свод печи, поднимаемый и поворачиваемый специальным механизмом.
Плавка стали в дуговой электрической печи состоит из следующих операций: заправки электропечи, завалки шихты, расплавления шихты и разливки готовой стали.
Индукционная печь (рис. 37) состоит из каркаса 6, сделанного из немагнитного материала, внутри которого находится индуктор (катушка), выполненный из витков 7 медной трубки, по которым протекает охлаждающая вода. Витки отделены друг от друга изоляцией ‘8. Плавильный тигель 5 в этой печи выполнен из набивной футеровки. Верхние части футеровки 1 и 3 и ее нижняя часть 4 делают из фасонных огнеупорных кирпичей, слой 2 выполняется огнеупорной обмазкой. Источником тепла в этих печах является индукционный ток, возбуждаемый в загруженной в тигель шихте при пропускании по индуктору переменного тока повышенной частоты.
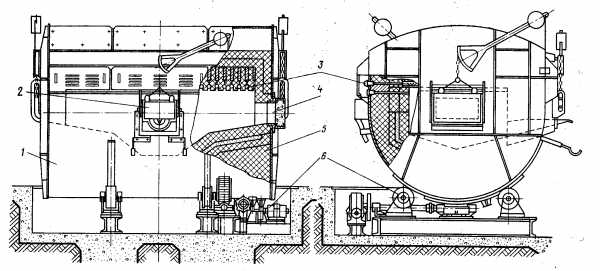
Рис. 38. Дуговая однофазная электропечь для плавки медных сплавов
Плавка цветных сплавов производится в тигельных печах с мазутным или газовым отоплением, в электрических печах сопротивления, а также в дуговых или индукционных электрических печах.
Медные сплавы плавят в тигельных, пламенных и электрических печах. Наиболее широко применяют дуговые однофазные электрические печи типа ДМК (рис. 38). Печь представляет собой металлический барабан 1, футерованный огнеупорным кирпичом 2. Тепло, необходимое для расплавления меди, создается электрической дугой, возникающей между двумя горизонтально расположенными электродами 3. Установленный на роликах 4 барабан 1 может поворачиваться на определенный угол двигателем и зубчатой передачей.
Шихтовые материалы загружают через рабочее окно, снабженное желобом, по которому выпускают готовый расплав. Для выплавки медных сплавов шихтовыми материалами служат чушки, машинный лом, отходы собственного производства и т. д. В процессе плавки меди, цинка и свинца выделяются вредные газы и пары, поэтому плавильные печи снабжают мощной вытяжной вентиляцией.
Алюминиевые сплавы плавят в тигельных и пламенных печах, электрических
печах сопротивления и индукционных печах. На рис. 39 показана тигельная
печь с газовым обогревом для
плавки алюминиевых сплавов. Печь имеет огнеупорную футеровку 1, внутрь
которой вставлен чугунный тигель 2. Газ подводится в горелку 4 и сгорает
в пространстве между футеровкой и тиглем. Отверстие 3 предусмотрено для
выпуска металла при прогорании тигля. Продукты горения и газы из сплава
отводятся вытяжным колпаком 5. Печь подвешена цапфами на боковых опорах
и может наклоняться с помощью штурвала и червячной передачи.
www.liftspas.ru
4.5. Плавильные электропечи сопротивления
Плавильные электропечи сопротивления (ЭПС) предназначены для плавления легкоплавких металлов (олова, свинца, цинка и различных сплавов на их основе) и других материалов с температурой плавления 400 – 500°С. Из металлов с большей температурой плавления в таких ЭПС плавятся алюминий, магний и сплавы на их основе. Применение ЭПС для плавки алюминия и его сплавов позволяет лучше по сравнению с пламенными и индукционными печами того же назначения проводить процессы рафинирования. Поэтому эти ЭПС получили наибольшее распространение при производстве высококачественных алюминиевых отливок.
К преимуществам плавильных ЭПС следует отнести также сравнительную простоту конструкции.
Основными недостатками электропечей подобного типа следует считать низкую производительность в связи с повышенной длительностью плавки, невысокую стойкость нагревательных элементов и футеровки.
По основному конструктивному признаку плавильные ЭПС классифицируются на тигельные и камерные (или ванного типа).
Тигельные ЭПС представляют собой футерованную камеру, внутри которой расположен металлический тигель (рис. 4.42).
| |
Рис. 4.42. Тигельная плавильная электропечь: 1 – кожух; 2 – футеровка; 3 – механизм подъема; 4 – нагреватель; 5 – тигель; 6 – механизм наклона; 7- крышка | |
Чаще всего тигель выполняется из литого чугуна, внутренняя поверхность которого может покрываться обмазкой, препятствующей загрязнению расплавляемого алюминия и увеличивающей срок службы тигля. Стремление сократить площадь соприкосновения расплавленного металла с воздухом, т. е. уменьшить окисление металла, обусловливает форму тигля, при которой его высота существенно больше диаметра.
Удельный расход электроэнергии на плавление алюминия в тигельных печах составляет 700 – 750 кВт ч/кг при КПД 50 – 55 %.
Тигельные ЭПС снабжены механизмом наклона, что позволяет упростить разлив металла в литейные формы.
Камерные или ванные плавильные ЭПС, как правило, значительно больше по объему расплава металла, чем тигельные.
В некоторых случаях применение ванных ЭПС диктуется технологической необходимостью. В частности, при переплавке алюминия плоская форма ванны способствует удалению газов из расплавленного металла.
Небольшие ванные ЭПС с массой расплавленного металла до 250 кг могут быть неподвижны, и расплавленный металл вычерпывается из них. Более крупные снабжены, как и тигельные, механизмами наклона. Схема камерной ЭПС с механизмом наклона приведена на рис. 4.43. Как правило, наиболее крупные плавильные ванные ЭПС с массой металла от 1000 до 6000 кг применяют для переплавки алюминия с разливом его в изложницы, их снабжают механизмом наклона.
Рабочее пространство мелких ванных ЭПС ограничено либо стенками ванны, выполненной из литого чугуна или иного жаростойкого металла, либо внутренней поверхностью футеровки, выполненной из магнезитового кирпича.
В камерных ЭПС могут быть предусмотрены форкамеры, под которых представляет собой наклонные, обращенные скатом к ванне плоскости. В форкамеры загружается металл, который по мере расплавления стекает в ванну, а окислы остаются на поду форкамеры.
Удельный расход электроэнергии при плавлении алюминия в ванных ЭПС составляет 600 – 650 кВтч/кг, а КПД таких печей 60 – 65 % .
В плавильных ЭПС применяют внутренний и внешний обогревы. При внутреннем обогреве в расплавляемом металле располагаются трубчатые нагреватели (ТЭНы). Для предотвращения разъедания нагревателей они обычно заливаются в чугун. Коэффициент полезного действия плавильных ЭПС с внутренним обогревом выше, чем при внешнем обогреве, они более компактны. Однако применение внутреннего обогрева ограничено по температуре 500 – 550°С.
|
Рис. 4.43. Камерная плавильная электропечь с механизмом наклона: 1 – кожух; 2 – сливное окно; 3 – нагреватель; 4 – загрузочное окно; 5 – футеровка; 6 – механизм наклона |
При внешнем обогреве применяют нагреватели открытого типа, изготовленные из хромоникелевых или железохромоалюминиевых сплавов. Максимальная рабочая температура плавильных электропечей с внешним обогревом 800 – 850°С. Нагреватели располагают на внутренней стороне футеровки либо между футеровкой и ванной, либо под сводом. В последнем случае нагрев осуществляют излучением на верхнюю поверхность металла.
Для защиты от брызг расплавленного металла сводовые нагреватели помещают в керамические трубки либо устанавливают в пазах. При серийном и массовом производстве алюминиевых отливок плавильные ЭПС снабжают дозирующими устройствами. Дозирование может быть выполнено с помощью стопора при свободном истечении расплавленного металла или вытеснением его из тигля с помощью механических, пневматических или электромагнитных устройств. На рис. 4.44 приведена схема ЭПС с механическим вытеснением металла. Вытеснитель, закрепленный на движущейся по колонне каретке, опускается в тигель и вытесняет порцию металла.Металл подается к литейной машинепо обогреваемому кожуху,наклон которого можно менять. |
|
Рис. 4.44. Тигельная плавильная электропечь с механическим дозатором вытеснения металла: 1 – желоб; 2 – механический вытеснитель; 3 – тигель; 4 – нагреватель; 5 – футеровка; 6 – кожух |
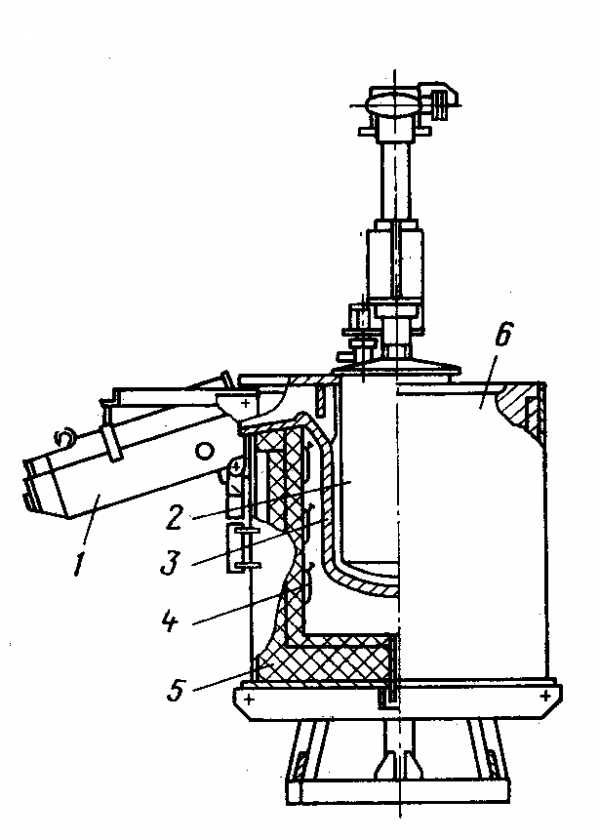
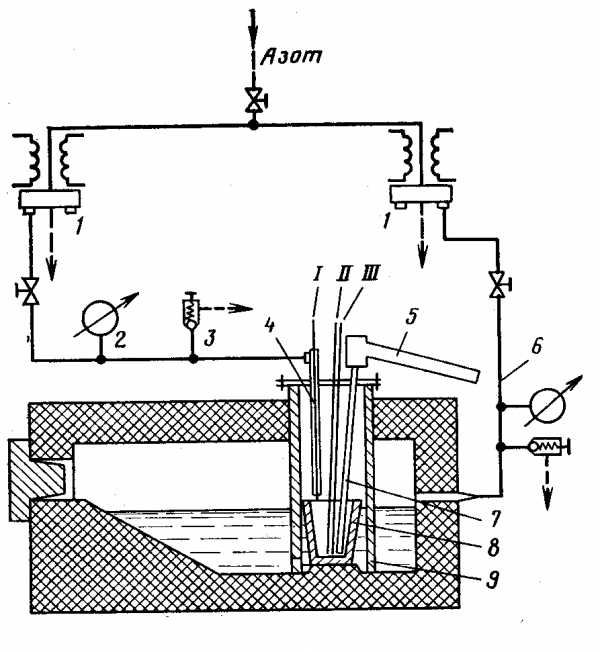
Схема плавильной ЭПС с пневматическим дозатором приведена на рис. 4.45.
Давление напускаемого в печное пространство азота поднимает уровень расплавленного металла в керамической трубке 9.
При заполнении расплавленным металлом тигля 8 замыкаются контакты I и II, что служит сигналом для прекращения подачи азота в печное пространство. После выдавливания порции металла в тигель одновременно подают азот в керамическую трубку и печное пространство. Порция металла через подающую трубку 7 и желоб 5 сливается в литейную машину. Понижение уровня металла в тигле приводит к размыканию контактов II и III и прекращению подачи азота. Для выдавливания следующей порции расплавленного металла цикл работы пневматического дозатора повторяется.
|
Рис. 4.45. Плавильная электропечь с пневматическим дозатором вытеснения металла: 1 – газораспределитель; 2 – манометр; 3 – обратный клапан; 4 – трубка; 5 – желоб; 6 – газопровод; 7 – подающая трубка; 8 – тигель; 9 – керамическая трубка; I, II, III – контакты |
studfiles.net
Схема и устройство электродуговой печи, изготовленной своими руками
Дуговая печь – это прибор, в котором плавление металла происходит за счет тепла, выделяемого электрической дугой.
Данная печь стала более эффективным и экологически чистым, но энергоемким аналогом доменных печей, используемых в черной и цветной металлургии. Емкость дуговой печи может быть от 0,5-400 тонн, температура плавления может быть выше 3000 °C. Основной материал такой печки это:
Устройство дуговой печи
 Нагревательный элемент в электродуговой печи состоит из трех графитовых электродов с держателями, к которым подключаются кабели, проводящие трехфазный переменный электрический ток. Корпус печки имеет форму цилиндра со сферической нижней частью, куда закладывается плавильный материал. Между металлом внутри плавильни и электродами при подаче напряжения образуется электрическая дуга и происходит нагрев.
Нагревательный элемент в электродуговой печи состоит из трех графитовых электродов с держателями, к которым подключаются кабели, проводящие трехфазный переменный электрический ток. Корпус печки имеет форму цилиндра со сферической нижней частью, куда закладывается плавильный материал. Между металлом внутри плавильни и электродами при подаче напряжения образуется электрическая дуга и происходит нагрев.
Внутри стенки печки имеют огнеупорную изоляцию, а снаружи – прочный стальной кожух. В комплекте могут быть водяные охладители. Сверху печь имеет съемный свод с отверстиями для электродов, он препятствует утечке газов и тепла. Расплавленный металл сливается через специальный желоб при наклоне печки. Также, в конструкции предусмотрены окна для наблюдения за процессом плавки, взятия проб, для слива шлака.
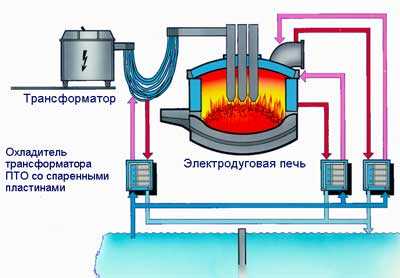 Для работы печки необходимо и сопутствующее оборудование: трансформатор (подключенный к высоковольтной линии электропередач), регулятор мощности, подъемные механизмы, кабели разной проводящей силы, а также множество контрольных, измерительных, регулирующих работ, аппаратов. Важнейшим дополняющим элементом электродуговой печи является трансформатор, от его мощности зависит продолжительность плавления металла. Трансформатор регулирует необходимые параметры напряжения электродуги: максимальное для начала плавления и постепенное уменьшение в дальнейшем процессе для сохранения рабочего состояния элементов печи.
Для работы печки необходимо и сопутствующее оборудование: трансформатор (подключенный к высоковольтной линии электропередач), регулятор мощности, подъемные механизмы, кабели разной проводящей силы, а также множество контрольных, измерительных, регулирующих работ, аппаратов. Важнейшим дополняющим элементом электродуговой печи является трансформатор, от его мощности зависит продолжительность плавления металла. Трансформатор регулирует необходимые параметры напряжения электродуги: максимальное для начала плавления и постепенное уменьшение в дальнейшем процессе для сохранения рабочего состояния элементов печи.
Электродуговые печи применяются во многих отраслях промышленности, не только в металлургической, но и в химической, например, для производства фосфора, карбида кальция. Агрегаты меньшей емкости используются в небольших цехах, в лабораторных условиях для пробных плавок и экспериментов, в ювелирной промышленности, медицинской сфере, художественном промысле и во многих других областях деятельности человека.
Как собрать электродуговую печь
Если необходимо в домашних условия расплавить металл для хозяйственных целей или ювелирной работы, сделать простой сплав металлов, можно приобрести готовую портативную дуговую печь.
Их емкость может быть от 5 кг., они обладают высокими температурными характеристиками, удобны и безопасны в эксплуатации, но имеют высокую стоимость. Альтернативой может стать электродуговая печка небольших размеров, сконструированная своими руками.Определившись с конструкцией и материалами, необходимо заранее установить емкость печки. Размер печи зависит от показателей мощности сети и напряжения, которое может дать трансформатор.
Чем выше генерируемое напряжение, тем дальше нужно устанавливать электроды.
Например, используя промышленный сварочный трансформатор, расстояние должно быть от 15 см. до 20 см. Электроды для печи можно взять из электромотора, обладающего хорошей проводимостью тока.Также электроды можно сделать своими руками из куска графита от старого электрода, или взять его из батарейки. Графитовый электрод должен быть ребристым, с обеих сторон в него присоединяют многожильный медный провод с надежной изоляцией.
Для теплоизоляции стенок внутри электропечи применяют слюду, снаружи – цементную плитку толщиной до 10 см. Дно печи изолируется кирпичом и дополнительно стальным листом с бортиками. Внутри печь заполняется графитовым порошком, его можно получить от натирания старого углеграфитного электрода напильником. В центре печи в графитовой массе делается отверстие для плавки металла. Медные провода подключаются к трансформатору. Размер печи может меняться, но схема изготовлении своими руками остается неизменной.
Первое включение печки проводится с обеспечением хорошей вентиляции, потому что во время прогрева будут выгорать имеющиеся органические включения и образовывать дым.
Последующая работа проходит без таких эффектов. Для расплавки металл кладут в графитовую лунку, если имеются крупные металлические части, то их плавят первыми, а потом добавляют мелкие. Делая сплав, сначала плавят тугоплавкий металл, а к нему добавляют легкоплавкий (например, сначала медь, а затем олово или алюминий). При работе с электропечью, сделанной своими руками, нужно соблюдать правила технической безопасности, не в коем случае не оставлять ее без присмотра.Электродуговая печь в глиняном горшке
Еще один вариант создания электродуговой печки своими руками – с использованием горшков. Для создания печки сначала понадобятся два горшка разного диаметра 20 см. и 5 см., в которых высверливаются отверстия одинакового диаметра на одном расстоянии. Схема дуговой печи включает в себя два углеродных электрода (от дуговой лампы), которые с противоположных сторон насквозь проходят через подготовленные проемы сквозь стенки двух горшков и встречаются в полости меньшего.
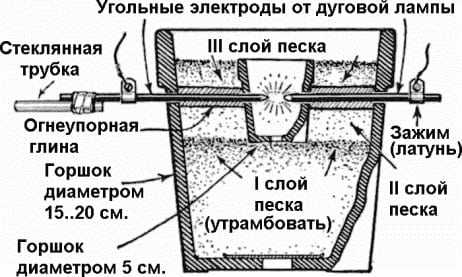
В большой горшок засыпается песок и помещается маленький горшок, на дне которого высверливается еще одно небольшое отверстие.
Углеродные электроды покрываются по всей длине огнестойкой глиной и вставляются в подготовленные проходы. Просверленные места хорошо замазывают глиной, чтобы не терялось тепло. Поверх изолированных электродов насыпают слой песка и утрамбовывают его небольшим количеством воды.
Крышку для печки можно сделать из подставки для горшка, оборудовав его ручками. К одному электроду прикручивается стеклянная трубка для регулировки работы, другой остается в фиксированном положении. Электроды латунными или медными зажимами подключаются проводами через предохранитель к сети.
Электродуговая печь в огнеупорном кирпиче

Для создания понадобится огнеупорный кирпич, в котором высверливаются два отверстия: одно для графитового стержня (из батарейки), а второе для графитового тигля. Между этими элементами и будет возникать электрическая дуга. Стержень и тигель через зажимы подключаются к медным изолированным проводам и последовательно, с сопротивлением подключается к сети. Металл помещается в тигель, дуга зажигается вручную, как на сварочном аппарате и замыкается. Такой вариант печки, сделанный своими руками, подойдет для небольших объемов плавления металла.
poluchi-teplo.ru