Плазма сварка: Плазменная сварка и плазморезы – цены, купить в Москве в интернет-магазине K-N-D.ru
alexxlab | 10.05.2023 | 0 | Разное
Плазменные сварки в категории “Промышленное оборудование и станки”
Плазменная сварка ERGUS Рlasma Typhoon 25/35
Доставка по Украине
67 317 грн
Купить
Влагоотделитель Magnitek для плазменной сварки CUT40/50
Доставка по Украине
505 грн
Купить
Разъем панели воздуха и разъем питания для аргоновой и плазменной сварки (M16 * 1,5)
На складе в г. Ромны
Доставка по Украине
344 грн
400 грн
Купить
VEVOR CUT-50F сварочный аппарат с аппаратами плазменной сварки 50A 37x 15,5×30 см, инверторный сварочный
На складе
Доставка по Украине
13 435.11 грн
Купить
Плазморез ERGUS Plasma Typhoon 25/35 (DDF115.035.PLA.03.00)
Доставка по Украине
63 278.30 грн
67 317.30 грн
Купить
CUT-50F сварочный аппарат с аппаратами плазменной сварки 50A 37x 15,5×30 см, инверторный сварочный
Доставка по Украине
13 440 грн
Купить
Февор CUT-50F сварочный аппарат с аппаратами плазменной сварки 50A 37x 15,5×30 см, инверторный сварочный
Доставка по Украине
13 440 грн
Купить
Аппарат для воздушно-плазменной резки плазморез Edon ExpertCut-40 4 кВт, 220 В, 15мм резки металла ТОП
На складе
Доставка по Украине
9 550. 40 грн
40 грн
11 938 грн
Купить
Аппарат для воздушно-плазменной резки плазморез Edon ExpertCut-40 4 кВт, 220 В, 15мм резки металла ТОП
На складе
Доставка по Украине
10 049.60 грн
12 562 грн
Купить
Аппарат для воздушно-плазменной резки плазморез Edon ExpertCut-40 4 кВт, 220 В, 15мм резки металла ROM
На складе
Доставка по Украине
9 239.20 грн
11 549 грн
Купить
Аппарат для воздушно-плазменной резки плазморез Edon ExpertCut-40 4 кВт, 220 В, 15мм резки металла ROM
На складе
Доставка по Украине
9 790.40 грн
12 238 грн
Купить
Аппараты для плазменной сварки и резки металла Edon Expert Cut 40
Доставка из г. Днепр
8 321 грн
11 390 грн
Купить
Разъем панели воздуха и разъем питания для аргоновой и плазменной сварки( M16*1,5)
Доставка по Украине
344 грн
Купить
Влагоотделитель фильтр для плазменной сварки CUT40/60
Доставка по Украине
373 грн
Купить
Профессиональный аппарат для плазменной сварки Merkle P 421 DC-PT11 с аксессуарами
Доставка по Украине
Цену уточняйте
Смотрите также
Профессиональный аппарат для плазменной сварки Merkle P 421 AC/DC-PT11 с аксессуарами
Под заказ
Доставка по Украине
Цену уточняйте
Профессиональный аппарат для плазменной сварки Merkle P 601 DC-PT11 с аксессуарами
Под заказ
Доставка по Украине
Цену уточняйте
Профессиональный аппарат для плазменной сварки Merkle P 601 AC/DC-PT11 с аксессуарами
Под заказ
Доставка по Украине
Цену уточняйте
Станок для плазменной сварки продольных швов тонкостенных труб ABW1000
Доставка по Украине
Цену уточняйте
Сварочный аппарат Mächtz MWM-45 CUT, плазморез
На складе
Доставка по Украине
7 990 грн
10 900 грн
Купить
Сварочный аппарат Mаchtz MWM-45 CUT, плазморез
На складе
Доставка по Украине
7 990 грн
10 900 грн
Купить
Газовая горелка с пьзоподжигом NO-107
На складе
Доставка по Украине
242 — 502 грн
от 12 продавцов
262 грн
362 грн
Купить
Газовая горелка с пьезо поджигом WS-503
На складе
Доставка по Украине
219 — 474 грн
от 9 продавцов
239 грн
339 грн
Купить
Аппарат плазменной резки (плазморез) Sturm AW97PC45 45A
На складе
Доставка по Украине
12 006 грн
Купить
Очки газосварщика 3М 2895S ( для резки, сварки )
На складе
Доставка по Украине
по 450 грн
от 2 продавцов
450 грн
Купить
Очки газосварщика защитные Univet
На складе
Доставка по Украине
300 — 350 грн
от 2 продавцов
300 грн
Купить
Сварка в цеху. Сварка на производстве. Сварочные работы
Сварка на производстве. Сварочные работы
Услуга
от 800 грн
Сварка нержавейки
Услуга
от 8 500 грн
Сварка с генератором. Монтаж с генератором
Услуга
от 6 500 грн
Плазменная сварка
Современные производственные технологии не стоят на месте, поэтому теперь появилось огромное количество методов сваривания металлов. Плазменная сварка входит в это число, ведь она является самой продвинутой и современной из всех возможных.
Сварка плазмой позволяет облегчить процесс сваривания металлов быстрым и удобным, металлические детали при необходимости хорошо разрезаются при помощи специализированного аппарата, ну а монтажные работы становятся более легкими при применении плазмы. Также такое сваривание является довольно безопасным, вот только не стоит забывать об осторожности сварщика, ведь нужно обязательно соблюдать все нормы безопасности при сваривании специальными аппаратами.
Плазменное сваривание и для чего оно нужно
Сплавы и металлы, к примеру, нержавеющая сталь, металлы цветные или разнообразные соединения, тяжело поддаются свариванию, они тяжело обрабатываются и соединения в большинстве случаев получаются не особенно качественными и крепкими. Поэтому теперь появился новый метод сваривания при помощи сварки плазмой, которая позволяет сделать этот процесс надежным.
Поэтому теперь появился новый метод сваривания при помощи сварки плазмой, которая позволяет сделать этот процесс надежным.
Данный тип сваривания основан на специальных характеристиках плазмы, поэтому ее в основном применяют при строительных работах.
Плазменная дуговая сварка сильно напоминает сварку аргоном, вот только в этом случае не используется обыкновенная дуга, ведь температуры могут достигнуть 30 000 градусов по Цельсию.
Поэтому при сваривании плазмой при помощи специализированных приспособлений можно соединять различные конструкции, которые вообще невозможно соединить обычным способом, в котором самая высокая температура плавления достигает лишь 5000 градусов.
Данный процесс основан на расплавлении металлических сегментов на поверхности при большой скорости ионизированных газов, который состоит из частей, проводящих ток.
В процессе потоки ионизируются при нагревании быстро движущейся дуги, которая выходит из плазмотрона. Ионизация становится выше во время роста температур и газов.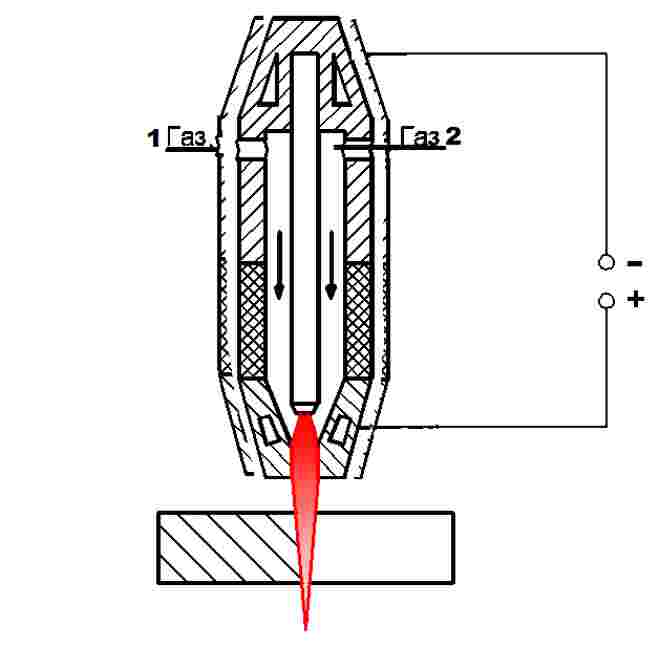
Плазменная дуга, имеющая высокие мощности и температуры, получается из обыкновенной дуги при сжигании и выдувании в дугу, ну а плазмообразующий газ сформировывает ее до необходимого состояния. Обычно данным газом является аргон или смесь его гелия и водорода.
При ионизации кинетические частицы, содержащиеся в газах начинают увеличивать тепло дуги и энергии. При этом дуга из плазмы начинает сильно давить на металлы, ведь ее диаметр существенно уменьшаться.
Положительные стороны сваривания плазмой
Если сравнивать сваривание плазмой с обычной сваркой, то стоит отдельно отметить некоторые положительные стороны плазменно-дугового сваривания:
- аппарат можно использовать при сваривании металлических конструкций;
- металлы большой толщины 50 — 200 мм легко разрезаются при плазменной сварке;
- значительно экономятся затраты на газы, ведь здесь вполне можно обойтись без бутана, пропана и ацетилена;
- швы при сварке плазмой точные, ровные и аккуратные;
- металлы при сварке не деформируются;
- сварка плазмой безопасна при соблюдении всех норм и технологий, ведь не требуется применение газовых баллонов.

Микроплазменная сварка и ее особенности
Сварку плазмой можно подразделить на три разновидности, которые напрямую зависят от того, какая сила тока применяется во время процесса:
сваривание при использовании большого тока более 150 А;
сваривание на среднем режиме тока от 50 до 150 А;
сваривание микроплазменное при силе тока от 0,1 до 25 А.
Микроплазменное сваривание является довольно распространенным способом из всех разновидностей сваривания плазмой. Данный вариант подразумевает под собой воздействие тока всего в нескольких Амперах, это приводит к образованию дежурной дуги, которая постоянно горит между медным водоохлаждающим соплом и вольфрамовыми электродами, имеющими диаметр от 1 до 2 мм.
Основная дуга приходит в действие тогда, когда плазма подводится к металлическому изделию для последующей обработки. Плазмотронное сопло диаметром 0,5 — 1,5 мм подает газы, которые и начинают образовывать плазму.
Плазменная сварка и резка металла
Плазменная дуга имеет диаметр максимум 2 мм, именно поэтому значительные тепловые энергии сосредотачиваются на небольшом сегменте металлических заготовок. Данная разновидность сваривания имеет довольно качественный эффект для изделий, в которых толщина не превышает 1,5 мм.
Данная разновидность сваривания имеет довольно качественный эффект для изделий, в которых толщина не превышает 1,5 мм.
Важно! Чтобы образовался защитный газ и плазма рекомендуется пользоваться аргоном при сваривании такого типа. Иногда можно применять разнообразные добавки для сваривания, это напрямую зависит от обрабатываемых материалов.
Аппарат для плазменной сварки данной разновидности способен сваривать металлические детали и конструкции в разных режимах. С его помощью можно изготавливать тонкостенные трубы и емкости, производить ювелирную продукцию и украшения, сваривание фольги и разнообразных креплений, а также многие остальные операции.
Сварка при средней силе тока и ее особенности
Сваривание на среднем режиме тока применяется при помощи раскаленных газов, сила тока здесь должна быть 50 — 150 Ампер. Она должна находиться между сварочной дугой и лучом электронного типа (лазерным).
Использование данного способа сильно напоминает аргоновую сварку при применении вольфрамовых электродов. Однако сваривание на средней силе тока плазменного типа имеет более мощную дугу, поэтому и оказывает сильное действие на определенные участки свариваемых металлов, что обеспечивает высокую эффективность и качество соединения.
Однако сваривание на средней силе тока плазменного типа имеет более мощную дугу, поэтому и оказывает сильное действие на определенные участки свариваемых металлов, что обеспечивает высокую эффективность и качество соединения.
Плазморез и работа с ним
Аппарат плазменной сварки действует на среднем режиме тока, поэтому металлические изделия расплавляются качественно и глубоко. Шов при этом становится довольно узким, чем когда обыкновенная дуга оказывает действие на заготовки.
Получается прекрасный результат из-за высокой энергии и большого воздействия плазменной дуги на ванну сваривания.
В результате под дугой начинает образовываться жидкий металл небольшой толщины.
Также металлические заготовки прекрасно прогреваются на необходимой глубине, поэтому и получается сваривание металлов самого высокого качества.
Плазменная сварка при большом токовом режиме
Применение плазменной сварки на токах большого размера больше 150 Ампер дает еще более высокую мощность на металлические заготовки.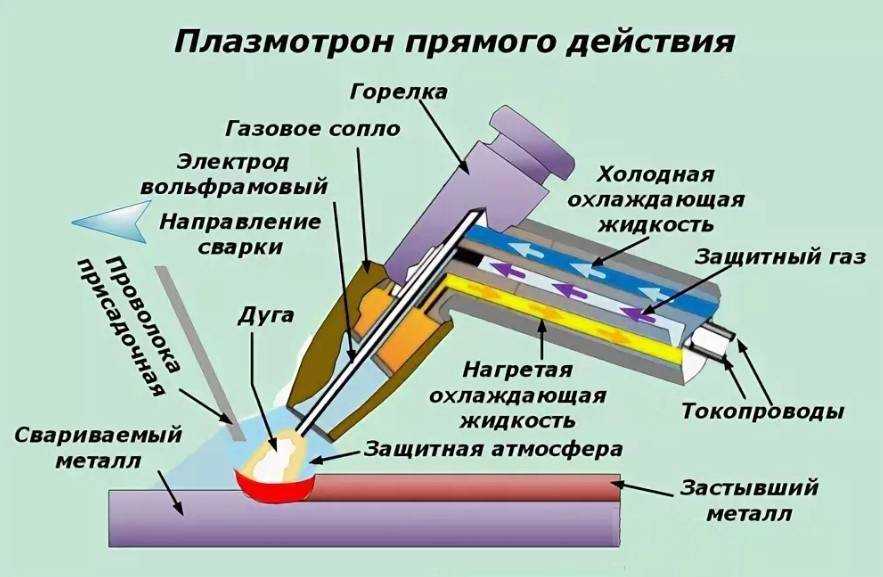 Дуга оказывает самое мощное воздействие на металлы при использовании не плавящихся электродов.
Дуга оказывает самое мощное воздействие на металлы при использовании не плавящихся электродов.
Заготовка при этом способе проплавляется полностью. Сварочная ванная начинает образовывать сквозное отверстие. Весь процесс сваривания металлов сначала разрезает заготовки, а затем заваривает их с высокой прочностью. Расплавленные металлы, которые выступают из сквозного отверстия, удерживаются в необходимом месте при силе поверхностного натяжения.
Сущность плазменной сварки при высокой силе тока необходима при обрабатывании титановых заготовок и сплавов, медных и алюминиевых деталей, легированных сталей и с низким содержанием углерода, а также многих других изделий.
При использовании данного метода сваривания можно значительно сократить расходы, связанные с качественной сваркой металлических конструкций и сооружений, работа будет происходить с большей быстротой и качеством.
Аппарат для плазменной сварки
Самыми распространенными аппаратами для плазменной сварки являются аппараты для газовой, электрической, инверторной и плазменной сварки. Плазменный аппарат является самым высокотехнологичным и современным.
Плазменный аппарат является самым высокотехнологичным и современным.
По большей части все мастера и специалисты в своем деле стараются приобретать и пользоваться именно плазменными сварочными аппаратами. Вед данные приспособления помогают значительно сократить время процесса сваривания, причем получить самое высокое качество и прочность соединения необходимых металлов и конструкций.
Чтобы сварочный аппарат такого типа прекрасно функционировал, необходима только подача электрического тока и использование сжатого воздуха. Такое оборудование также радует профессионалов тем, что при ремонте требует замены лишь сопла и электрода, ну а газовое оборудование постоянно необходимо заправлять и заменять присадки.
Сварочное оборудование для плазменной сварки подразделяется на два вида, это напрямую зависит от того, какого типа будет плазменная струя, прямая или косвенная.
Сварочная дуга прямого типа бывает цилиндрической формы, главным ее отличием является высокая температура. В данных устройствах для сваривания более хорошо проработана система охлаждения.
В данных устройствах для сваривания более хорошо проработана система охлаждения.
Аппараты с прямой дугой имеют более большой КПД, в сравнении с косвенной дугой. Именно поэтому ими пользуются в большинстве случаев при разрезании, наплавлении и сваривании металлических изделий, а косвенные аппараты чаще предназначены для нагревания и напыления.
Технология плазменной сварки
Плазменная сварка имеет отличия от остальных способов сваривания материалов. Именно поэтому следует учитывать некоторые особенности данного процесса. Необходимо заблаговременно подготовить необходимое оборудование и материалы, а затем придерживаться точной технологии во время всего процесса.
Необходимо для нормального сваривания заточить электрод под наклоном около 30 градусов. Образовавшийся конус должен быть равен 5 — 6 диаметрам электрода. Конец не должен быть слишком острым.
Для сваривания листов из металла следует тщательно следить за образованиями зазоров, которые будут больше 1,5 мм. Сварные стыки должны совпадать с остальными, чтобы соединение получилось надежным и качественным.
Сварные стыки должны совпадать с остальными, чтобы соединение получилось надежным и качественным.
Процесс сваривания следует проводить при применении постоянного тока. Газ необходимо подавать к необходимому месту за 15 секунд до того момента, как возбудится плазменная дуга.
Оборудование для плазменной сварки нужно держать на расстоянии меньше 1 см от поверхности.
Во время процесса сваривания нужно смотреть, чтобы дуга не оборвалась. Если это случилось, то необходимо тщательно зачистить данное место. Сварка возобновляется немного раньше того места, где произошел обрыв.
При соблюдении правил эксплуатации данного прибора процесс станет качественным, быстрым, а главное безопасным.
Плазменная дуговая сварка (PAW) Объяснение
Плазменная сварка — это процесс дуговой сварки, в котором для соединения металлов используется плазменная горелка. Принцип этого метода заимствован из GTAW, также известной как сварка TIG, при которой электрическая дуга зажигается между электродом и заготовкой.
Давайте копнем глубже и узнаем, что такое плазменная сварка.
Что такое плазменная сварка?
Плазменно-дуговая сварка (PAW) — это процесс сварки плавлением, в котором для сварки металлов используется неплавящийся электрод и электрическая плазменная дуга. Подобно TIG, электрод обычно изготавливается из торированного вольфрама. Его уникальная конструкция горелки обеспечивает более сфокусированный луч, чем сварка TIG , что делает его отличным выбором как для сварки тонких металлов, так и для создания глубоких узких сварных швов.
Плазменная сварка часто используется для сварки нержавеющей стали, алюминия и других сложных металлов по сравнению с традиционными методами. Подобно кислородно-топливной сварке, этот процесс также может резать металл (плазменная резка), что делает его универсальным инструментом для производителей и производителей.
Процесс плазменно-дуговой сварки
Плазменная дуговая сварка
Процесс плазменной дуговой сварки основан на принципе зажигания дуги между неплавящимся вольфрамовым электродом и заготовкой. Плазменное сопло имеет уникальную конструктивную особенность, в которой электрод расположен внутри корпуса горелки. Это позволяет плазме дуги выходить из горелки отдельно от оболочки защитного газа.
Кроме того, узкое отверстие сопла увеличивает скорость потока плазмообразующего газа, обеспечивая более глубокое проникновение. Хотя присадочный металл обычно подается на переднюю кромку сварочной ванны, это не относится к созданию корневых швов.
Хотя присадочный металл обычно подается на переднюю кромку сварочной ванны, это не относится к созданию корневых швов.
Сложность плазменной сварочной горелки отличает ее от газовой вольфрамовой дуговой сварки. Горелки для плазменной сварки работают при очень высоких температурах , что может привести к расплавлению их сопла, что требует постоянного водяного охлаждения. Хотя этими горелками можно управлять вручную, в настоящее время большинство современных плазменных сварочных горелок предназначены для автоматической сварки .
Наиболее распространенными дефектами, связанными с плазменной сваркой, являются вольфрамовые включения и подрезы. Включения вольфрама возникают, когда сварочный ток превышает возможности вольфрамового электрода и мелкие капли вольфрама захватываются металлом шва. Подрезы обычно связаны со сваркой PAW в режиме замочной скважины, и их можно избежать, используя активированные флюсы.
Режимы работы плазменно-дуговой сварки
При плазменной сварке используются три режима работы, при которых она может работать при различных токах:
Микроплазма (0,1–15 А)
В этом режиме работы дуга может работать при малых токах и оставаться стабильной до 20 мм длины дуги.
Микроплазменная сварка используется для соединения тонких листов толщиной до 0,1 мм, что оптимально для создания проволочных сеток с минимальными деформациями.
Средний ток (15–200 А)
Характеристики плазменной дуги очень похожи на сварку TIG, но дуга более жесткая, так как узкое отверстие горелки ограничивает поток плазмы. Мы можем увеличить проплавление сварочной ванны, увеличив скорость потока плазмы, но это увеличивает риск загрязнения защитным газом.
Среднеточный режим или режим плавления обеспечивают лучшее проплавление, чем TIG, и улучшенную защиту. Единственным недостатком является то, что горелка требует обслуживания и более громоздка по сравнению с горелкой TIG.
Режим замочной скважины (свыше 100 А)
Мощный плазменный пучок используется для включения сильноточного режима, также известного как режим замочной скважины, за счет увеличения расхода газа и сварочного тока. Этот режим обеспечивает глубокое проплавление за один проход (толщиной до 10 мм для некоторых материалов) для создания однородной сварочной ванны из расплавленного металла.
Подобно электронно-лучевой сварке, режим замочной скважины отлично подходит для сварки более толстых материалов на высоких скоростях сварки. Чтобы гарантировать удовлетворительные сварные швы, обычно добавляют присадочный материал. Его сварочные применения включают механизированную сварку, позиционную сварку и сварку труб.
Сравнение плазменной сварки и сварки ВИГ
Обычно вольфрамовый электрод используется при сварке ВИГ для зажигания дуги между горелкой и заготовкой. Плазменный процесс работает аналогично, но использует другую настройку сварочной горелки. Узкая конструкция сопла позволяет электронам двигаться с большими скоростями. Это ионизирует газ, создавая струю плазмы с высокой концентрацией тепла, обеспечивая более глубокое проникновение.
Поскольку плазменная сварка обеспечивает большую точность, чем сварка TIG, она имеет меньшую зону термического влияния, что идеально подходит для создания более узких сварных швов. В идеале плазменная сварка является лучшим выбором, чем сварка TIG, поскольку она является развитием последней. Технология, лежащая в основе этого оборудования, позволяет ему работать с более низким потреблением тока, лучшей стабильностью дуги, что приводит к лучшему зазору и лучшим допускам при изменении длины дуги.
Технология, лежащая в основе этого оборудования, позволяет ему работать с более низким потреблением тока, лучшей стабильностью дуги, что приводит к лучшему зазору и лучшим допускам при изменении длины дуги.
Сварка ВИГ, однако, является более простым методом из-за сложных параметров, доступных для плазменно-газовой сварки. Оператору потребуется дополнительное обучение, чтобы перейти от уже продвинутой сварки TIG к PAW. И, наконец, оборудование для сварки TIG дешевле и требует меньше обслуживания, чем чувствительная и сложная горелка для плазменной дуговой сварки.
Материалы
Подобно сварке TIG, плазменная сварка подходит для большинства известных металлов, хотя для некоторых из них это может быть не самым экономичным решением:
Легированная сталь
Алюминий
Бронза
Углеродистая сталь
Медь
Железо
Инконель
Свинец
Магний
Монель
Никель
Нержавеющая сталь
Титан
Инструментальная сталь
Вольфрам
Оборудование
Основными компонентами оборудования для плазменной сварки являются:
Плазменная горелка
Плазменная горелка – плазменный газ отделяется от оболочки защитного газа.
Уникальная конструкция плазменной горелки с водяным охлаждением является главным отличием от других сварочных процессов. Принципы его работы уже объяснялись в предыдущих разделах.
В зависимости от материала сварного шва и желаемых характеристик сварки можно выбрать различные типы наконечников сопла.
Пульт управления
В то время как обычные методы сварки напрямую соединяют горелку с источником питания, плазменно-дуговая сварка использует пульт управления между ними.
Некоторыми из особенностей пульта являются схема защиты горелки, блок высокочастотного зажигания дуги, источник питания для вспомогательной дуги, водяной и газовый клапаны, индивидуальные счетчики плазмы и расхода защитного газа.
Источник питания
При плазменной дуговой сварке используется источник постоянного тока (выпрямители или генераторы) напряжением не менее 70 В для напряжения холостого хода со падающими характеристиками, что позволяет лучше контролировать образование сварных швов.
Используемые газы
Плазменный газ – выходит из сужающего сопла отдельно от оболочки защитного газа и становится ионизированным
Защитные газы (аргон, гелий, водород) – инертный газ защищает сварной шов от атмосферы
Обратная продувка и остаточный газ – для некоторых материалов требуются особые условия
Механизм подачи проволоки
При плазменной сварке могут использоваться механизмы подачи проволоки с постоянной скоростью, которую можно изменять в диапазоне от 254 мм в минуту до 3180 мм в минуту.
Области применения
Стальные трубы
PAW — отличный метод сварки при производстве стальных труб, поскольку он может выполняться при высокоскоростной сварке с большим проникновением металла. Некоторые отрасли промышленности предпочитают процесс плазменной сварки обычному TIG, поскольку его система быстрее и использует меньше присадочного материала.
Электроника
Одним из параметров процесса плазменной сварки является возможность работы в режимах слабого тока. Этот режим позволяет выполнять сварку мелких металлических деталей, что касается хрупких материалов, чувствительных к факторам окружающей среды.
Этот режим позволяет выполнять сварку мелких металлических деталей, что касается хрупких материалов, чувствительных к факторам окружающей среды.
Медицинская промышленность
Для эффективной работы медицинских устройств требуются точные компоненты. PAW идеально подходит для сварки этих компонентов, поскольку он может надежно создать равномерный сварной шов.
Преимущества плазменной сварки
Может работать в любом положении сварки.
Высокая скорость движения из-за концентрированного подвода тепла.
Сварка в замочную скважину обеспечивает полное проплавление.
Слаботочный режим подходит для тонких и чувствительных компонентов.
Недостатки плазменной сварки
Дорогостоящее оборудование и комплектующие.
Требует обучения и навыков для создания хороших сварных швов.
Производит шум 100 дБ.
Создает ультрафиолетовое и инфракрасное излучение.

Водяное охлаждение необходимо из-за высоких рабочих температур.
Деликатное оборудование требует более тщательного ухода.
Плазменно-дуговая сварка (PAW) – сварка и неразрушающий контроль
Плазменно-дуговая сварка (PAW) – это процесс дуговой сварки, при котором тепло, необходимое для сварки, вырабатывается сжатой дугой между неплавящимся электродом и заготовкой.
Плазменно-дуговая сварка по сути является расширением дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW). Как и GTAW, неплавящийся электрод используется в плазменно-дуговой сварке (PAW). Однако для подачи тепла для сварки при плазменно-дуговой сварке (PAW) используется другой метод.
Сварочная горелка, используемая при плазменно-дуговой сварке (PAW), содержит два сопла: внутреннее сопло для дроссельного газа и внешнее сопло для защитного газа (см. рис. 1).
Рисунок 1
Внутреннее сопло содержит дроссельный газ, который окружает электрод. Дроссельный газ представляет собой нейтральный газ, который переходит в состояние плазмы (четвертое состояние вещества), когда в камере зажигается дуга. Дуга нагревает дроссельный газ до температуры, при которой электроны, находящиеся в атомах дроссельного газа, покидают свою орбиту, благодаря чему дроссельный газ ионизируется. Ионизированные газы выходят из отверстия сопла в виде «струйного плазменного потока». Плазма является хорошим проводником электричества.
Дроссельный газ представляет собой нейтральный газ, который переходит в состояние плазмы (четвертое состояние вещества), когда в камере зажигается дуга. Дуга нагревает дроссельный газ до температуры, при которой электроны, находящиеся в атомах дроссельного газа, покидают свою орбиту, благодаря чему дроссельный газ ионизируется. Ионизированные газы выходят из отверстия сопла в виде «струйного плазменного потока». Плазма является хорошим проводником электричества.
Плазма исходит из сопла отверстия при температуре около 16 700°C (30 000°F), создавая узкую, суженную форму дуги, которая обеспечивает превосходное управление направлением и создает очень благоприятный профиль сварного шва по глубине к ширине.
Внешнее сопло содержит защитный газ, как при дуговой сварке вольфрамовым электродом (GTAW). Защитный газ покрывает область воздействия плазмы дуги на заготовку, чтобы избежать загрязнения сварного шва. Защитный газ может быть таким же, как дроссельный газ, или может отличаться от дроссельного газа.
Некоторые важные термины, используемые при плазменной дуговой сварке:
Уступ электрода: Расстояние между кончиком электрода и поверхностью сужающего сопла называется уступом электрода (см. рис. 1).
Расстояние до резака: Расстояние между внешней поверхностью сужающего сопла и заготовкой называется расстоянием до резака (см. рис. 1).
Приточная или приточная камера: Пространство между внутренней стенкой сужающего сопла и электродом называется приточной или приточной камерой (см. рис. 1).
Оборудование:Плазменно-дуговая сварка может выполняться ручным, механизированным или роботизированным способом. Однако для ручной плазменно-дуговой сварки используются следующие позиции:
- Источник питания
- Сварочная горелка
- Консоль управления плазмой,
- Газы (сопло и защитный газ)
- СОЖ для горелки
- Другие принадлежности, такие как дистанционное управление током, таймеры расхода газа и выключатель
Источник питания: Источник питания, используемый для плазменной дуговой сварки, подобен тому, который используется для сварки TIG (GTAW).
Сварочная горелка: Горелка для плазменно-дуговой сварки (PAW) имеет следующие особенности:
- Она удерживает электрод и позволяет току проходить через электрод
- Внутреннее сопло для подачи дроссельного газа или плазмообразующего газа
- Внешнее сопло для подачи защитного газа
Консоль управления плазмой: Важнейшие системы управления плазменной дуговой сваркой объединены в плазменную консоль, также известную как консоль управления плазмой или консоль. Консоль обычно интегрирована с основным источником питания, но также может быть доступна как отдельный автономный блок. Типичная консоль управления плазмой включает следующие элементы управления:
- Поток плазменного газа
- расход защитного газа
- ток вспомогательной дуги
Газы (дроссельный/защитный газ): Выбор газов для плазменной дуговой сварки зависит от следующих критериев;
- место сварки
- конфигурация соединения
- Основной металл
Защитный газ часто совпадает с дроссельным газом для многих применений плазменной дуговой сварки. Однако можно наблюдать некоторые преимущества, когда для определенных применений используется другой газ.
Однако можно наблюдать некоторые преимущества, когда для определенных применений используется другой газ.
Диафрагменный газ: Диафрагменный газ должен быть инертным по отношению к электроду, чтобы избежать быстрого износа электрода. Для увеличения срока службы электрода необходимо использовать дроссельный газ чистотой 99,99 %. Скорость потока для дроссельных газов обычно составляет от 0,1 литра в минуту (л/мин) до 5 л/мин. Наиболее часто используемые дроссельные газы:
- Аргон
- Смесь аргона и водорода
Защитный газ: Обычно в качестве защитного газа используются инертные газы. Однако активный газ также может использоваться для защиты, если считается, что он не оказывает неблагоприятного воздействия на свойства сварного шва. Следующие газы используются для защиты сварочной ванны;
- Аргон
- Смесь аргона и водорода
- Аргоно-гелиевая смесь
- Углекислый газ
Расход защитных газов обычно находится в диапазоне от 5 л/мин до 15 л/мин для слаботочных приложений. Для сильноточной сварки используются скорости потока от 15 л/мин до 32 л/мин.
Для сильноточной сварки используются скорости потока от 15 л/мин до 32 л/мин.
Система охлаждения:
Электроды: Как и GTAW, вольфрамовые электроды используются в дуговой плазменной сварке (PAW). Вольфрамовые электроды с небольшими добавками тория, лантана или церия могут быть использованы для ПАВ с прямой полярностью (DCEN). Электроды из чистого вольфрама и циркония редко используются при плазменной дуговой сварке, поскольку невозможно сохранить геометрию кончика электрода. Чтобы узнать больше о вольфрамовых электродах, нажмите здесь.
Присадочный металл: Присадочный металл добавляется снаружи (при необходимости). При ручной сварке используется присадочный металл в виде стержней. В то время как присадочный металл в виде проволоки используется для механизированной или роботизированной сварки. Спецификация присадочного металла такая же, как и при дуговой сварке вольфрамовым электродом в газе (GTAW). Чтобы узнать больше о вольфрамовых электродах, нажмите здесь.
При ручной сварке используется присадочный металл в виде стержней. В то время как присадочный металл в виде проволоки используется для механизированной или роботизированной сварки. Спецификация присадочного металла такая же, как и при дуговой сварке вольфрамовым электродом в газе (GTAW). Чтобы узнать больше о вольфрамовых электродах, нажмите здесь.
РЕЖИМЫ ДУГИ:
При плазменной дуговой сварке используются два типа режимов дуги:
- Перенесенный режим дуги
- Дуговой режим без переноса.
В режиме переноса дуги электрод подключается к одной клемме источника питания (обычно с отрицательной полярностью), а заготовка подключается к другой клемме (положительной). Таким образом, заготовка становится частью электрической цепи (сопло остается целым), а тепло получается от анодного пятна на заготовке и плазменной струи.
В режиме дуги без переноса электрод подключается к одной клемме источника питания (как правило, с отрицательной полярностью), а сопло подключается к другой клемме (положительной клемме).