Плазменная сварка горыныч: МППК «Горынычъ» | Интернет – магазин
alexxlab | 28.06.2023 | 0 | Разное
преимущества и недостатки, характеристики и применение
В ушедшем столетии была популярна ручная дуговая сварка. В то время на рынке не было предложения о более сподручном способе соединения металлов. Тем не менее, наука не стоит на одном месте.
Довольно быстро возник новый способ сваривания, которому дали название «плазменный». Инженеры осознали, что при участии плазмы можно не только выполнять сваривание, но и производить резку металла.
Большая часть мастеров высоко оценила их потенциал, и разработчики наладили массовое производство. По состоянию на сегодняшний день самый востребованный из них — это аппарат для плазменной сварки Горыныч.
Он стоит сравнительно дешево, является многофункциональным и понравится, как профессионалам, так и новичкам. В нашей статье мы расскажем вам об аппарате и о необходимости его покупки.
Монтаж плазменной резки и сварки Горыныч — это универсальное устройство, предусмотренное для домашнего и профессионального применения. Есть 2 версии аппарата: модель ГП37-10 и ГП37-12. Их отличие заключается в диапазоне регулировки сварочного тока.
Их отличие заключается в диапазоне регулировки сварочного тока.
У первой модели диапазон составляет от 2 до 10 Ампер, а у второй — от 3 до 12 Ампер. Кроме этого больше никаких отличий нет. Обе модели доставляют в фирменной сумке для комфортной перевозки.
Содержание статьиПоказать
- Особенности
- Конструкция прибора и его потенциал
- Приобретать или нет?
- Подведем итог
Особенности
Устройство плазменной сварки Горыныч отмечается компактностью и небольшими размерами. В полной комплектации вес блока питания и горелки не более 6 кг, что удобно при многократных поездках или при работе в труднодоступных местах.
В связи с особенностями метода не нужно брать с собой газовые баллоны, компрессоры, присадочную проволоку и все то, что нужно при использовании других технологий.

Можно запросто положить все оборудование в малогабаритную сумку и осуществлять выездные работы.
Для плазменной сварки вам будут нужны неплавящиеся электроды и рабочая жидкость. В качестве рабочей жидкости можно применить воду, раствор этилового спирта 45% или нашатырный спирт 3%.
Однако вода применяется чаще всего. Она должна быть дистиллированной.
Прибор потребляет до 200 мл/час рабочей жидкости. Эти показатели весьма бережливы. Он быстро окупается и экономично потребляет электроэнергию. Для его работы нужны стандартные 220 Вольт, которые есть в каждой бытовой розетке.
Прибор можно подключить к маломощному топливному генератору, так как для его функционирования нужно не более 2.5 кВт.
Главным достоинством аппаратов плазменной сварки Горыныч является его многофункциональность. Он может сваривать любой металл, невзирая на его толщину и состав. Плазменную сварку также можно использовать как паяльную лампу либо вместо муфельной печи.
Конструкция прибора и его потенциал
Плазменная сварка состоит из двух составляющих: блок питания (в который встроен блок управления) и генератор плазмы, при участии которой выполняется резка или сварка.
В наборе есть плазменная горелка, которая выполняет решающую работу по образованию шва. В приборе нет сложных электрических схем.
Вопреки такому простому строению, аппарат может выполнять большое количество работ. Ему под силу сварка, резка и пайка всех видов металлов, в той частности цветных.
Не будет возникать проблем при работе с чугуном либо нержавеющей сталью. При его помощи можно закаливать сталь.
Плазменный комплекс Горыныч также может выполнять работу с искусственными полимерами. Это может быть ПП, ПВХ, ПНД, ПЭТ и ряд других.
Аппарат можно выполнять поверхностную термообработку материалов и металлов, таких как стекло, керамика, гранит и остальных. Материалы могут быть как органическими, так и неорганическими.

Что еще вы сможете выполнять со сваркой Горыныч? К примеру, устранять окисление с металлического покрытия, резать стеклоткань, наносить глазурь, оплавлять бетон и даже устранять незначительные возгорания с использованием водяного пара, предварительно погасив дугу. Этот агрегат может заменить массу инструментов наподобие болгарки, лобзика, резака, паяльника.
Не забывайте и о самой важной функции — возможности сварки.
Приобретать или нет?
Сразу дадим ответ: да. На разных торговых платформах есть и другие плазменные аппараты. Однако Горыныч — это отличный вариант для всякого вида работ.
Можно утверждать с полной уверенностью, что этот прибор — полноценный комплекс, который способен разрешить самую трудную задачу.
Исходя из личного опыта, мы можем уверить вас, что этот Горыныч справляется с работой даже в самых сложных условиях. Например, вам не надо организовывать себе специальное освещение, чтобы следить за выполнением шва.
Плазмотрон источает нужное количество света, вы сможете выполнять работу даже в полутьме.
Свариваемый полуфабрикат почти не деформируется при сварке, так как зона нагрева крайне несущественная.
Этой функцией не может похвастаться, например, ручная дуговая сварка, о которой мы рассказывали в самом начале нашей статьи.
Еще одним бонусом является отсутствие сложностей при сварке металлов с окисной пленкой. Все та же нержавеющая сталь беспрепятственно сваривается, хотя при РДС сварке поверхность необходимо зачищать и делать работу незамедлительно, так как пленка может снова появляться на поверхности металла. С плазменным аппаратом от Горыныч вы сможете забыть об этой проблеме.
Также есть возможность долго выполнять работы в помещениях без принудительного проветривания, так как сварочный аппарат не выделяет вредных для здоровья пара либо газа.
Стоит ли рассуждать об универсальности такого прибора? Он может выполнять сварку, резку, пайку и даже тушить возгорания. Опять-таки, об этом мы подробно рассказывали ранее.
Повторим лишь только, что это настоящий помощник дома и на работе.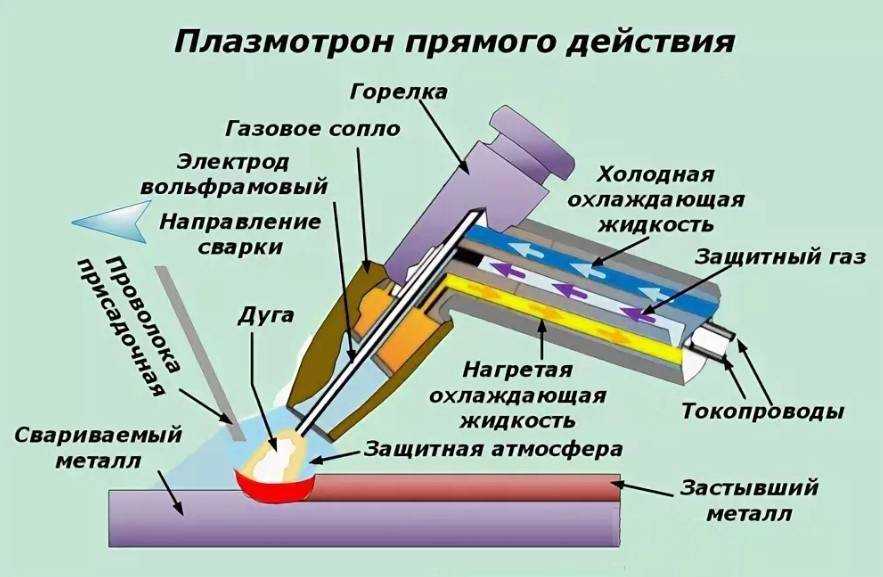 К тому же, весьма удобен.
К тому же, весьма удобен.
Подведем итог
Плазменные аппараты от Горыныч пользуются большим успехом. Начиная от частных мастеров по ремонту и монтажу системы отопления, и заканчивая дачными экспертами и гаражными сварщиками.
Их популярность связана с демократичностью цены и легкостью использования. Цена на комплекс ГП37-10 и ГП37-12 более чем доступна, а это означает, что любой мастер сможет позволить себе его покупку.
Плазменные аппараты Горыныч — это хороший выбор, как для новичка, так и для квалифицированного сварщика. И его самое главное достоинство — не цена и не простота применения, а качество швов.
Соединения привлекательные и прочные, даже при сварке металлов с оксидной пленкой на поверхности (нержавеющая сталь, алюминий и другие). Мы определенно рекомендуем вам плазменные комплексы Горыныч.
Мы определенно рекомендуем вам плазменные комплексы Горыныч.
Плазменный комплекс – Горыныч ГП37-12 : сварка, резка, плавка
- Доска объявлений
- Металлообработка
- Металлообработка, разное
Объявление не актуально!
Сварка, резка, плавка!
Идеальный инструмент для ювелира!
Простой в обращении, безопасный!
Температура пламени от 6000С
Версия самая мощная – ГП37-12
Внимание! – Этот плазменный аппарат не использует никакой газ и компрессоры, как при классической плазменной сварке прошлого века!
Это совершенно новая, безопасная технология – работает на смеси воды и спирта, заправляется этой смесью шприцем и работает так до 20 минут, потом снова заправка смесью воды/спирта и вновь в работу. Для работы нужен только сам комплекс и пару литров воды со спиртом! Не придётся таскать баллоны с газом, компрессоры…
Вес комплекса всего 7кг!
Для работы только 220V
Состояние НОВОГО – куплен в 2012г.
В работе был 1 раз, не больше 2 часов, больше не пригодился Полный комплект документов, паспорт, счёт, гарантийный, инструкция, большой набор расходников покупался дополнительно (!!!)
видно на фото – сопла для сварки, резки и катоды.
Всё в идеальном состоянии!
В ютубе есть много видео по работе с этим аппаратом.
Уникальная вещь – безопасная, легкая в работе, очень надежна в отличии от конкурентов, Мерседес среди плазменных аппаратов!
Предназначен для термической обработки негорючих материалов:
-резки стали, чугуна, цветных металлов и их сплавов
-сварки конструкционных, легированных, нержавеющих сталей, цветных металлов и их сплавов
-пайки
-плавки
-поверхностной термообработки
-ювелирные работы и др.
________
Для облегчения пуска горелки и ее ускоренного прогрева предусмотрен форсаж тока в режиме запуска. Запуск горелки может осуществляться на любом заданном значении тока. Переход с одного токового режима на другой происходит плавно, без скачков, что существенно упрощает работу с горелкой.
Меньший коэффициент пульсации тока. Система сигнализации предупреждает пользователя о перегреве до отключения горелки и позволяет пользователю скорректировать режимы для продолжения или завершения работы. Блок не сбрасывает мощность при нагреве полупроводников, как у «Плазмы-2007». Предусмотрен счетчик наработки часов. Имеется система защитного отключения при коротком замыкании внутри горелки во время работы.
Более эффективная система охлаждения блока питания, надежность выше. Для повышения пыле-влага защиты платы электронных узлов выполнены с дополнительным лаковым покрытием. Предусмотрена возможность замены изолятора без полной разборки горелки. Улучшена конструкция пускорегулирующего устройства горелки. Применены стандартные уплотнители. Совершенно иные индикаторы и кнопки управления.
________
В стоимость входит полный комплект + дополнительные расходники (докупались в 12 году ~ на 15 тысяч руб).
Возможна отправка по России транспортной компанией – за дополнительную плату.
Только продажа, обмены не интересуют.
Торг.
Такой мощности комплекс больше не производится, 37-10 (тут модель 37-12) и такой комплект расходников будет стоить более 60 тыс!
Создано 19.04.2019 Изменено 19.04.2019
Станки по металлу Металлообрабатывающие станки
Похожие объявления
Интересные статьи партнеров
Миниатюризация повышает спрос на маленькие 3D-печатные детали
Идеи для лазерной резки: Гибкие подложки для сервировки стола + DXF файлы
Поставка фуговально-рейсмусового станка HP-250-2/230 в Московскую область
Пусконаладка оптоволоконного лазера для резки труб XTC-T160/1500 Вт Raycus в Кирове
Лазерно-гравировальные станки.
Пусконаладка оптоволоконного лазерного станка для резки металла XTC-1530W/3000 Raycus во Владимире
Пусконаладка оптоволоконного лазерного станка для резки металла XTC-1530H/2000 Raycus в Саратове
Искусственный интеллект повышает производительность сварки
Запустили оптоволоконный лазерный станок для резки листового металла и труб XTC-1530HT/2000 IPG в Набережных Челнах!
Вы недавно смотрели
Все просмотренные объявления →
Плазменная сварка | Полисуд
- Главная
- /
- Плазменная сварка
 org/BreadcrumbList”>
org/BreadcrumbList”>Когда электродуговая сварка используется для сварки листов или труб толщиной до 8 мм за один проход, предпочтительно использовать процесс, производный от сварки TIG: плазменная сварка. Процесс плазменной дуговой сварки обеспечивает высокую производительность и более высокое проплавление.
В некоторых случаях использование сварки TIG и плазменной сварки необходимо и дополняет друг друга. Корневой проход выполняется одним способом, а заполнение – другим.
Принцип плазменной сварки
Схема, показывающая принцип плазменной сварки с присадочным металлом. Вольфрамовый электрод установлен внутри водоохлаждаемого сопла, в котором распространяется плазмообразующий газ. Вокруг охлаждаемого сопла устанавливается сопло для рассеивания кольцевого защитного газа (чаще всего аргона). Собранные детали свариваются встык.
Вольфрамовый электрод установлен внутри водоохлаждаемого сопла, в котором распространяется плазмообразующий газ. Вокруг охлаждаемого сопла устанавливается сопло для рассеивания кольцевого защитного газа (чаще всего аргона). Собранные детали свариваются встык.
Определение
ПЛАЗМЕННАЯ ДУГОВАЯ СВАРКА — это, по сути, расширение процесса дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW или TIG). Однако он имеет гораздо более высокую плотность энергии дуги и более высокую скорость плазменного газа благодаря тому, что плазма проталкивается через сужающее сопло.
Процесс плазменной дуговой сварки обычно используется для сварки и наплавки. Он может сваривать наиболее распространенные металлы толщиной до 10 мм. С помощью подходящих горелок его можно использовать даже на алюминии с толщиной листа до 5 мм.
Основное применение плазменной сварки, также называемой PAW, – это строительство контейнеров и производство труб, где автоматизация сварки очень популярна и эффективна. Микроплазменная сварка применяется в технологии бытовой техники, электроники, авиационной и космической техники, медицинской техники и приборостроения.
Микроплазменная сварка применяется в технологии бытовой техники, электроники, авиационной и космической техники, медицинской техники и приборостроения.
Пример токарного станка, оснащенного аппаратом плазменной дуговой сварки. Плазменная сварочная горелка перемещается вдоль детали или вокруг нее. Этот токарный станок был разработан для выполнения сварки за один проход нержавеющей стали 316L толщиной 4, 8 или 10 мм.
Преимущества плазменной сварки
- Механическое сужение дуги водоохлаждаемым соплом позволяет производить сварку большей толщины при квадратной стыковой подготовке (от 3 мм до 10 мм) с меньшей зоной термического влияния (шов «замочная скважина»).
- Увеличена скорость сварки с 50 мм/мин до 500 мм/мин, в зависимости от материала и толщины материала.
- Уменьшение количества слоев сварки при большей толщине в сочетании с процессом горячей проволоки.
- Высокий срок службы электрода за счет использования вспомогательной дуги.

- Отличное качество сварки.
- Минимальные искажения.
- Односторонняя сварка с хорошим проплавлением корня.
- Сварка во всех положениях с синхронизацией импульсного тока и плазмообразующего газа.
Polycar, оснащенный плазменной сварочной горелкой с катушкой для проволоки. Этот плазменный автоматический сварочный аппарат смонтирован на фиксированном рельсе двутавровой балки. Это оборудование для плазменной дуговой сварки предназначено для выполнения продольных или круговых сварных швов в горизонтальном или вертикальном положении
Рабочие характеристики процесса плазменной сварки с использованием присадочной проволоки
- Стыковая сварка материалов толщиной от 3 мм до 8 мм с квадратной разделкой кромок.
- Возможность использования процесса горячей проволоки для слоя(ев) заполнения.
- Синхронизация импульсного тока и плазменного газа для сварки в нерабочем положении.
Подготовка шва к плазменной сварке
При толщине материала от 5 мм до 7 мм: v- подготовка (30°, 70° или 90°, в зависимости от комбинации процессов и количества слоев наполнителя). Поддерживая правильное расстояние между соплом горелки и заготовкой, это гарантирует беспроблемное зажигание дуги плазменной сварки.
Поддерживая правильное расстояние между соплом горелки и заготовкой, это гарантирует беспроблемное зажигание дуги плазменной сварки.
Характеристики сварочной ванны при плазменно-дуговой сварке
При плазменной сварке в замочную скважину поперечное сечение сварочной ванны имеет форму винного бокала. В корне сварочная ванна очень узкая, а вверху она непропорционально расширяется. Быстрое охлаждение корня и более медленное затвердевание верхней части уравновешивают сварочную ванну.
Polycar, оснащенный плазменной сварочной горелкой с катушкой для проволоки. Этот плазменный автоматический сварочный аппарат смонтирован на фиксированном рельсе двутавровой балки. Это оборудование для плазменной дуговой сварки предназначено для выполнения продольных или круговых сварных швов в горизонтальном или вертикальном положении
Поведение сварочной ванны при плазменной сварке
Важным фактом при рассмотрении влияющих факторов является разница во времени между затвердеванием сварочной ванны в области корня и в области поверхности. Чем больше разница, тем лучше контроль сварочной ванны.
Чем больше разница, тем лучше контроль сварочной ванны.
Поверхностное натяжение и вязкость сварочной ванны являются основными факторами, определяющими ее равновесие.
Факторы, поддерживающие устойчивость сварочной ванны
Эти факторы могут влиять на равновесие сварочной ванны, создаваемой аппаратом плазменной сварки:
- Размер сварочной ванны
- Физические свойства сварочной ванны
- Подготовка под сварку
- Скорость сварки
Размер сварочной ванны при плазменной сварке
На вязкость расплавленного металла повлиять невозможно. Однако можно контролировать объем металла шва и его затвердевание, специально изменяя параметры сварки в процессе сварки.
Физические свойства плазменной сварочной ванны
Сварочную ванну легче контролировать, если она соответствует следующим требованиям:
- Квадратная подготовка кромок под углом 90 градусов.
- Диаметр замочной скважины должен быть как можно меньше (между 1 и 3 мм).

Подготовка к сварке
Чтобы не повлиять на равновесие сварочной ванны, параметры плазменной сварки должны контролироваться, а подготовка шва должна быть неизменно хорошей. Эта консистенция оказывает непосредственное влияние на регулярность сварки. Плазменные сопла специально разработаны для определенных максимальных токов; при приближении к этому пределу; могут образовываться блуждающие дуги, влияющие на плазменную дугу и поток плазмообразующего газа.
Скорость сварки
Если плазменная сварка с замочной скважиной выполняется при слишком низкой скорости сварки, это приведет к неравномерному сварному шву или, в крайних случаях, может привести к отпадению сварного шва. На практике сварочный ток и объем газа должны быть установлены таким образом, чтобы плазменная струя была достаточно сильной, чтобы полностью проникнуть в заготовку. Для получения идеального сварного шва скорость сварки должна соответствовать этим параметрам.
Критерии использования плазменной сварки с замочной скважиной
Продольная сварка в любом положении не представляет особых проблем для всех аппаратов плазменной дуговой сварки. Синхронизация импульсного тока и плазмообразующего газа требует соответствующей системы управления.
Синхронизация импульсного тока и плазмообразующего газа требует соответствующей системы управления.
Однако с орбитальной плазменной сваркой связаны две трудности:
- Закрытие замочной скважины
- Риск проникновения подбарабанья в положении от 6 до 9 часов. Все остальные позиции легко освоить.
Скорость потока плазмообразующего газа должна быть установлена таким образом, чтобы предотвратить «выдувание» материала и исключить ошибки склеивания или непреднамеренные включения.
Со специальной насадкой плазменные горелки также можно использовать для сварки TIG. Центральный газ и плазменный газ контролируются отдельно. При использовании источника питания и плазменной/TIG-горелки возможны следующие варианты:
- обычный метод TIG
- Двойной газовый метод TIG
- Плазменная сварка / плазменная сварка в замочную скважину
На диаграмме характеристические кривые U = f(I) сравнивают зарегистрированные значения напряжения дуги в зависимости от силы сварочного тока между процессами плазмы и TIG. Получается, что при одинаковой силе тока значения напряжения при плазменной сварке вдвое выше, чем при ТИГ. Это показывает влияние расстояния между электродом и заготовкой (которое больше в процессе плазменно-дуговой сварки) и второго газа (плазменного газа).
Получается, что при одинаковой силе тока значения напряжения при плазменной сварке вдвое выше, чем при ТИГ. Это показывает влияние расстояния между электродом и заготовкой (которое больше в процессе плазменно-дуговой сварки) и второго газа (плазменного газа).
Каждый из этих методов можно также использовать для повышения производительности (улучшенная скорость наплавки) в сочетании с процессом плазменной сварки/ВИГ с горячей проволокой.
Плазменная сварка импульсным плазменным газом
Метод плазменной замочной сварки с использованием импульсного газа был разработан в отделе прикладных технологий ПОЛИСУД. Эта разработка позволяет проводить плазменную сварку во всех положениях. Скорость потока плазмообразующего газа используется для выработки кинетической энергии, необходимой для полного контроля замочной скважины.
Синхронизация импульсного сварочного тока и плазмообразующего газа снижает линейную потребляемую мощность. Объем и, следовательно, управление сварочной ванной плазмы может определяться этим «эффектом швейной машины».
Эффект швейной машины
- сильноточный >> сплав недрагоценных металлов
- слаботочный >> охлаждение
- усиление этого эффекта за счет уменьшения расхода плазмообразующего газа в слаботочной фазе >> прецизионный контроль замочной скважины
Кто мы
Polysoude специализируется на проектировании, разработке и производстве инновационных решений для дуговой сварки. Бренд является синонимом мирового опыта в 3 основных секторах: автоматические системы орбитальной сварки TIG, автоматизированные решения для сварки TIG и плазменной сварки, а также наплавка TIGer™.
Расположенная в Нанте с 1961 года, компания производит различные источники питания и оборудование для орбитальной сварки, специализируясь на орбитальной плазменной сварке и плазменной автоматической сварке, а также сварке в узкий раздел и наплавке.
В настоящее время компания Polysoude, ориентированная на интеллектуальное производство, разрабатывается с учетом требований Индустрии 4. 0.
0.
Связаться с нами
Присоединяйтесь к нашему сообществу в LinkedIn: @Polsyoude
Следите за нами в социальных сетях:
Facebook @polysoude
Instagram @polysoudeglobal
ARCLINE PAW для плазменной сварки.
ARCLINE ® PAW бросает вызов всем вашим представлениям о плазменной дуговой сварке. Прошли те времена, когда это было нишевым приложением, предназначенным для профессиональных сварочных работ, требующих специального опыта. С ARCLINE PAW вы можете быстро и легко использовать преимущества производительности, качества и затрат, которые обычно ассоциируются с плазменной дуговой сваркой, в совершенно новом диапазоне применений. ARCLINE PAW: Ваша лучшая сварка еще впереди.
Плазменная сварка: что это?
Плазменно-дуговая сварка (PAW) аналогична сварке вольфрамовым электродом в среде инертного газа (TIG), также известной как газовая дуговая сварка вольфрамовым электродом (GTAW), в том смысле, что она образует дугу между заостренным вольфрамовым электродом и заготовкой. Инертный газ используется для создания дуги и защиты расплавленного металла от атмосферного загрязнения. Ключевое отличие, однако, заключается в том, что плазменный процесс более эффективно концентрирует энергию дуги, позволяя выполнять сварку в замочную скважину, что сводит к минимуму использование присадочного металла и повышает производительность.
Инертный газ используется для создания дуги и защиты расплавленного металла от атмосферного загрязнения. Ключевое отличие, однако, заключается в том, что плазменный процесс более эффективно концентрирует энергию дуги, позволяя выполнять сварку в замочную скважину, что сводит к минимуму использование присадочного металла и повышает производительность.
Преимущества плазменно-дуговой сварки
Благодаря этим свойствам PAW считается высококачественным и чрезвычайно производительным сварочным процессом. Как правило, он используется в тех случаях, когда важно качество сварки, где важны надежные результаты, например, при сварке высоколегированных сталей и титана. Это также дает вам множество других преимуществ. Вы можете рассчитывать на более тонкую зону термического влияния и большую устойчивость к изменениям расстояния между резаком и заготовкой. И вы потратите меньше времени на подготовку сварочного соединения.
Преодоление трудностей плазменной дуговой сварки
Тем не менее, темпы внедрения PAW остаются низкими, поскольку PAW по-прежнему часто рассматривается как очень сложная, изощренная технология, требующая высокого уровня навыков и опыта со стороны сварщика. Следовательно, многие производители и инженеры-сварщики выбирают более простые методы даже в тех случаях, когда PAW явно был бы лучшим выбором.
Тем не менее, хорошо зарекомендовавшее себя повышение качества и производительности PAW делает его привлекательным вариантом для целого ряда приложений, выходящих даже за рамки очевидных вариантов использования, таких как трубы и сосуды. В то же время достижения в области электроники делают более совершенные источники сварочного тока доступными по более низким ценам. Это еще больше увеличивает привлекательность PAW. Неудивительно, что сейчас так много сварщиков ищут простой способ перейти на сварку PAW. Настало время комплексного, быстрого решения, объединяющего оборудование, передовой опыт, техническую поддержку и расходные материалы.
Настало время комплексного, быстрого решения, объединяющего оборудование, передовой опыт, техническую поддержку и расходные материалы.
Испытайте совершенство: как ARCLINE PAW может оптимизировать плазменную сварку
ARCLINE PAW — это ответ. ARCLINE PAW расширяет семейство сварочных решений Linde ARCLINE ® , опираясь на проверенные технологии и успех на рынке ARCLINE ® PP, который был разработан специально для оптимизации сварки алюминия. Благодаря выдающимся функциям, таким как байонетное соединение одним щелчком, быстрая сборка горелки и отсутствие необходимости в регулировке электрода, ARCLINE PAW позволяет использовать преимущества плазменной сварки в гораздо более широком диапазоне применений.
Это новое комплексное решение для сварки сочетает в себе инновационную быстросборную горелку для плазменной дуговой сварки Linde с технологическим опытом и широкий спектр защитных, продувочных и продувочных газов, чтобы вы могли приступить к работе в кратчайшие сроки. Он упрощает сварку PAW, предоставляя информацию, необходимую для легкой оптимизации параметров сварки и адаптации их к различным приложениям.
Он упрощает сварку PAW, предоставляя информацию, необходимую для легкой оптимизации параметров сварки и адаптации их к различным приложениям.
Узнайте больше: Загрузите техническое описание
Краткий обзор преимуществ ARCLINE PAW
- Быстрый и простой переход на плазму благодаря комплексному решению для сварки, включающему экспертизу процесса, поддержку и рекомендации по параметрам
- Штык-нож для точного крепления расходных материалов — каждый раз
- Требуется небольшое количество запасных частей — два размера электрода и один размер сопла — это все, что вам нужно для всех областей применения
- Экономия времени благодаря безотказной конструкции – сборка горелки за считанные секунды, без необходимости регулировки электродов
- Большая гибкость благодаря поддержке широкого спектра материалов и толщин
- Более точные, надежные и стабильные характеристики для сварки без брызг и улучшенная повторяемость
- Повышение производительности при меньшем количестве переделок, отчасти благодаря точному совмещению отверстий для газа относительно сварного шва
- Высокоэффективное охлаждение означает, что расходные детали (электроды и сопло) служат дольше и требуют меньше замен
Посмотрите видео, чтобы узнать, как сварочная горелка ARCLINE
® PAW собирается за секундыВаша лучшая сварка еще впереди: чем PAW превосходит GMAW, GTAW и SAW
Более концентрированная дуга в сочетании с простотой внедрения означает, что PAW часто обеспечивает повышение качества и производительности по сравнению с более традиционными процессами, такими как дуговая сварка металлическим электродом в газе (GMAW) и дуговая сварка вольфрамовым электродом в газе (GTAW).