Плазморез для чпу – Осмысленный выбор бюджетного плазмореза для станка с ЧПУ – Оборудование для плазменной и газовой резки
alexxlab | 05.06.2020 | 0 | Разное
ЧПУ станок плазменной резки – Любительские системы ЧПУ
Всем доброго времени суток. Пару месяцев назад появилась идея сделать чпу станок плазменной резки. Прочитав пару тысяч тем различных форумов и ассортиментом комплектующих в продаже, появилось представление, что я хочу получить в итоге. Основные знания и идеи я подчерпнул из темы Александра Черногал “Плазму с ЧПУ своими руками, чужими головами” Начертил в автокаде чертёж станка и приступил к его сборке. На производстве была балочка 12Б1, решил направляющие и зубчатые рейки оси Y расположить на ребре балки, тем самым защитив их от возможных внешних механических воздействий. Щёки сделал из листа 10мм. Балку оси X решил сделать алюминиевую из конструкционного профиля 45*45мм. и 90*45мм. На ось Z поставил не ШВП а зубчатую рейку. Направляющие на X и Y поставил 20-ые, купил в Москве. На ось Z поставил 12-ые направляющие, заказал из Китая. Шаговые двигатели приобрёл Leadshine с энкодерами с усилием 8.0 Nm. На Z поставил с редуктором 1:5 усилие получилось порядка 13Nm. Контроллер от Пурелоджика. Провода решил поставить экранированные на все концевики и к шаговикам, так как плазму планировал использовать с ВЧ поджигом (была в парке оборудования). В целом конструкция получилась неплохо. Портал получился не тяжёлым, скорость и динамика впечатляет. Быть может кто что ещё подскажет? Что изменить? Что добавить?
www.chipmaker.ru
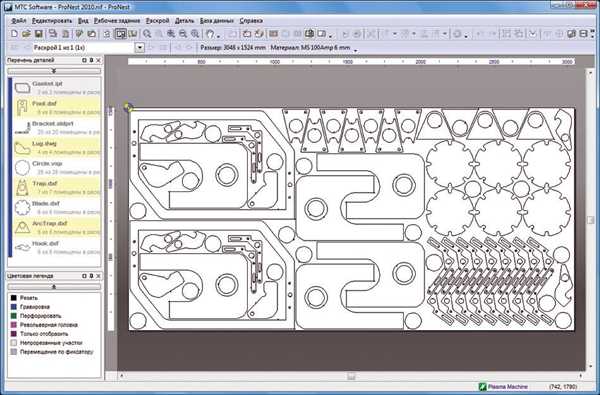
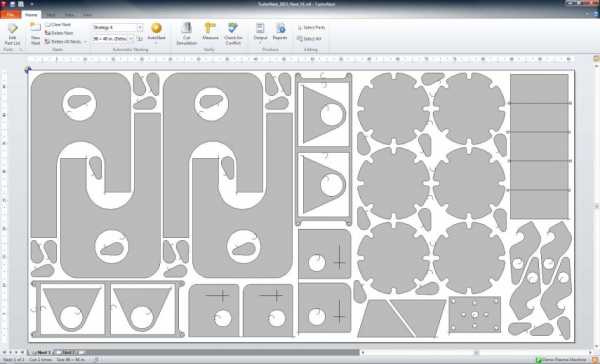
Программа для плазмы ЧПУ создание чертежей: особенности работы
Работа серьёзно облегчается, когда используются программы для плазмы ЧПУ, создание чертежей в этом случае проходит быстрее. Главное – правильно задать параметры и разбираться в том, как работает технология.
О специальных программах и работе с чертежами
Благодаря современным лазерным станкам, а так же программам для плазмы ЧПУ и созданию чертежей можно без проблем обрабатывать заготовки из любых материалов, обеспечивая высокую интенсивность процесса вместе с качеством. Но современные технологии отнюдь не способствовали тому, что человек полностью исключается из технологической цепочки.
Операторы освобождаются лишь от участия в самом процессе изготовления заготовок.
Чтобы получить требуемый результат для ЧПУ, требуется соблюдать главные условия, состоящие в должном уровне подготовки производства, разработке программ управления станками.
Суть любого обеспечения, используемого при управлении – создание набора кодов, которые проходят преобразование внутри микроконтроллера ЧПУ, а затем становятся импульсами при поступлении к механизмам исполнения. Функция последних передаётся шаговым электродвигателям, либо серводвигателям. Но последний вариант применяют лишь у некоторых моделей станков. Важно правильно выбрать и программу для создания чертежа.
Электродвигатели применяются по ходу преобразования импульсов, после чего последние становятся механическими движениями для инструментальной части. В этом же процессе участвуют несущий шпиндель с фрезой.
Благодаря современным технологиям становится просто обеспечить требуемую скорость, силу резки. Пламенная обработка так же облегчает процесс.
Внутри управляющей программы создают отдельный файл, который должен пройти обработку в дальнейшем. Что предполагает выбор современного ПО. Но надо создать предварительно эскиз будущего изделия, ведь маршрут не может появиться на пустом месте.
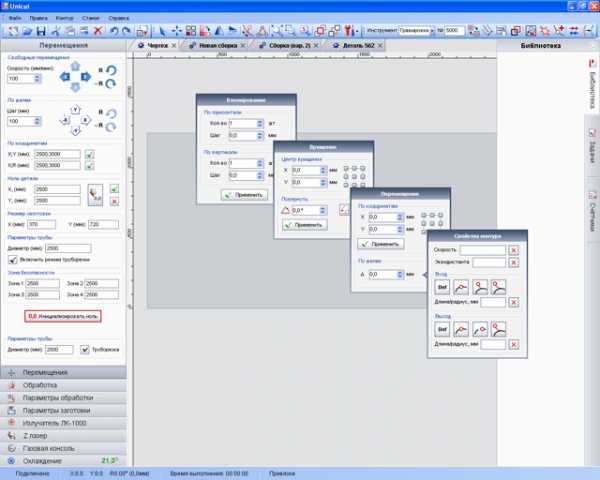
Программа обработки
Изделия создаются на основе эскизов, роль которых передается трехмерным моделям математического типа. Участие плазмореза организуется на более поздних стадиях. Такое название получила точная копия конструкции, которая воссоздается в виртуальном пространстве.
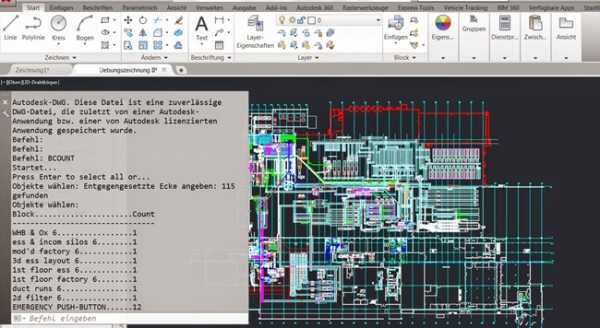
В каком-то смысле, трехмерные модели похожи на сборочные чертежи. Эти модели создаются с опорой на «плоские» двухмерные модели. Например, в качестве которых и выступают чертежи детали. Именно их построение становится главной функцией для специальных CAD-программ. Пакет функций AutoCad – типичный представитель подобных решений, предполагающий обработку при помощи плазменной резки.
Такие решения можно описать как системы автоматического проектирования. В промышленности и конструкторских бюро данный инструмент уже давно стал незаменимым помощником. Облегчается, упрощается весь цикл, составляющий процесс разработки документов для конструкторов благодаря пакетам подобных программных решений. Это касается и создания эскизов для деталей с помощью плазменной резки, технологии моделирования в трёхмерной плоскости, разработки деталей для сборки.
Так называемые САПР-пакеты – базис, по которому создают управляющие программы, отправляют результаты на сами станки, что позволяет приступить к производству.
Особенности работы с оборудованием
Можно следующим образом описать типичную стратегию, по которой применяются фрезерные ЧПУ станки, когда создаются изделия:
- Этап, посвященный созданию эскиза или чертежа.
- Предыдущая работа становится основой для разработки моделей в трёхмерном варианте.
- Задание маршрута при использовании программного обеспечения. Трехмерная модель теперь становится основой, по которой создается этот самый маршрут.
- Затем переходят к экспорту управляющей программы, с использованием специального формата. Главное, чтобы формат был понятен самой модели лазерного станка.
- Загрузка программы управления внутрь памяти устройства. После чего запускается программа обработки.
Первый этап
На первом этапе не обойтись без тщательного изучения документации конструкторского содержания. Предполагается применение чертежей по мелким компонентам и сборочным единицам, большого количества материалов при разработке подробных чертежей. На чертежах специалисты укажут виды, разрезы, сечения, проставят необходимые размеры. Использование плазменной резки упрощает получение требуемого результата.
Несколько лет назад производственные условия предполагали создание технологических карт для построения будущих изделий. Они предназначались для того, чтобы эффективно организовать работу специалистов с ручными фрезерными станками. Но, когда появилось автоматическое оборудование, создавать такие карты больше не нужно.
Подробные чертежи в большинстве случаев с самого начала поддерживают электронный формат, создаются с его активным применением. Двухмерные эскизы, помимо всего прочего, легко сделать, осуществив оцифровку бумажного чертежа. Созданная в программе, такая картинка ускорит процесс обработки.
Второй этап
Во время второго этапа создаются детали в трехмерной плоскости. Эта задача так же осуществляется с использованием CAD-среды. Благодаря чему можно доступна визуализация каркаса у деталей, узлов для сборки, целого изделия. Дополнительная возможность – проведение расчётов на основе жёсткости с прочностью.Трехмерная модель, ставшая базисом – это математическая копия изделия, каким оно должно быть в готовом виде. Для воплощения проекта в жизни остается лишь выпустить деталь, обладающую требуемыми характеристиками. Использование плазменной резки позволяет быстрее добиваться результатов.
Третий этап
Именно для получения необходимого результата применяется третий этап. Он предполагает разработку маршрута для будущей обработки с применением плазменного оборудования. Такая работа относится к технологической части процесса. Она влияет на несколько параметров в итоге:
- Качество, с которым выпускаются изделия.
- Уровень себестоимости.
- Скорость обработки.
Если говорить о фрезерных станках с ЧПУ, на которых осуществляется резка, то в данном случае трехмерный эскиз преобразовывается. Значит, выполняются следующие действия:
- Область обработки ограничивается.
- Определение переходов, чистовых и черновых.
- Подбор фрезы с определёнными габаритами.
- Программирование режимов, в которых проводится резка.

Есть специальное программное обеспечение – посткомпрессоры. Они позволяют провести экспорт описанных выше данных в удобном формате, который без проблем принимается в контроллере для станка ЧПУ, представляющего ту или иную конкретную модель.
Четвертый этап
Четвёртый этап завершается оформлением рабочего файла управления, позволяющего создать требуемую деталь. После этого все делают сами плазморезы.
Пятый этап
Завершается работа на пятом этапе. Он предполагает, что файл программы загружается в память станка ЧПУ. Выполняется сама обработка. Первый образец выпущенной детали надо обязательно проверить. Если выявлены ошибки, то проводятся корректировки и в электронной документации.
Заключение. Некоторые особенности плазменной резки
Плазменная резка относится к одному из самых эффективных способов для обработки металла. Но такой мощностью сложно управлять, с этим справятся только мастера достаточно высокой квалификации. Только их можно допускать к управлению плазморезом.
На некоторых деталях могут появиться незначительные дефекты, в этом нет совершенно ничего страшного. Надо только учитывать особенность каждого из оснований, используемых в производстве. Минимальный размер отверстия при использовании данной технологии так же имеет свои особенности. Например, если диаметр металла – 20 миллиметров, то максимальная величина для самого отверстия – 15 миллиметров. Это надо учитывать, работая с программой для плазмы ЧПУ, создание чертежа только в этом случае будет точным.
В зависимости от толщины листа надо использовать ток с различными характеристиками. Например, листовой прокат на 40 миллиметров и больше разрезается силой тока 260 Ампер. Но 30 Ампер будет достаточно, если толщина всего 2 миллиметра. Сила тока влияет на то, какой получается толщина листа. Надо учитывать и то, какая форма у детали сохраняется на каждом участке. От этого результат тоже зависит.
Современное оборудование отличается высоким уровнем точности. Но небольшие отклонения вполне допустимы, если они не превышают существующих стандартов.
vseochpu.ru
Сгорают драйверы ШД на ЧПУ плазморезе. – Любительские системы ЧПУ
sky132, самое простое: провода идущие от ШД до драйвера складываете вместе, в парралель к ним укладываете ещё пару тонких проводов и один толстый, перематываете с неким шагом, скажем 5 см изолентой или стяжками. Со стороны контроллера те самые пару тонких проводов соединяете с “общим проводом” питания контроллера, с другой стороны (со стороны ШД) пусть их концы висят в воздухе, а толстый провод соединяете с одной стороны, где ШД с железом станка, и со стороны контроллера с железом станка.
Суть мероприятия:
тонкие провода – ёмкость проводов двигателя к той паре проводов, что идут от “общего провода” больше ёмкости проводов к плазморезу и они собой убивают все статические наводки.
толстый провод – индуктивность его равна индуктивности проводов до ШД, но он короткозамкнутый виток и собой убивает все индуктивные наводки.
Что можно сделать ещё: взять от старого монитора трансформатор высоковольтный, вынуть из него феррит (похожие на керамику П-образные элементы сердечника) и на нём сделать 10 витков одновременно всеми проводами идущими к одному ШД, это сделать в непосредственно близости к драйверу, прямо на выходе из него. Таких ферритов, естественно потребуется потребуется по числу ШД.
Суть мероприятия:
наматывая провода ШД на феррит получаем дроссель, который отсекает ВЧ наводки, но для токов самих ШД особого влияния не оказывающий.
Ну и поменьше соплей проводами. Всё поближе к каркасу станка, все элементы каркаса станка надёжно соединить электрически медными косами. Пусть токи помех ходят по станку свободно и уходят в тепло.
Землить всё в 100500 разных точках даже не думайте. Заземление должно быть одно и только одно и только в одной точке, иначе по самому заземлению токи будут гулять, ведь провода заземления станут витками огромной катушки, а уже от этих витков будете ловить индуктивные наводки.
www.chipmaker.ru
ЧПУ плазморез или ЧПУ фрезерный в гаражную мастерскую, на чем остановить выбор? – Любительские системы ЧПУ
Фрезерному нужна жесткость, точность и более мощные моторы,
От мощности моторов привода зависит только производительность. :patsak:
а направляющие можно и самому заколхозить
Похоже на первый станок который уйдет в металлолом. :vava:
На самом деле делать чпу плазморез если Вы не работаете на металлобазе -выброшенные деньги. :cray:
Из личного опыта.
Когда-то давно возникла идея сделать пиставку-плазморез к фрезерному станку.
Идея очень проста-изготавливаем из квадратной трубы консольную траверсу а сам
стол располагаем ниже-прямо на полу -чтобы брызги меньше летели .
Испытал все работает на ура :clapping:
Только потом траверса долго валялась в гараже из-за отсутствия практической в ней необходимости :crazy:
и в конце концов ушла в металлолом. :vava:
Практически любой рез можно сделать вручную без чпу, на улице, и не разбрасывать брызги металла по гаражу и
не дышать ядовитым дымом. :patsak:
Изменено пользователем servoswww.chipmaker.ru
Плазморез лазерный с ЧПУ (цена, каталог)
Что такое плазморез и что им можно делать?Плазморез – аппарат для резки электропроводящих материалов, работающий на основе нагретого до высоких температур ионизированного воздуха (плазмы).
Плазморез широко применяется в изготовлении металлоконструкций, машиностроении, судостроении, рекламном деле и других областях.
Хорошую службу сослужит устройство на дачном участке и в частной мастерской: разрежет изделия из металлов и сплавов, выкроит деталь, сделает фигурный рез.
Виды плазморезных станков
В зависимости от области применения, плазморезы могут быть бытового и промышленного назначения.
Для проведения ремонтно-строительных работ дома и на даче используют ручные плазморезы. Аппараты работают от бытовой электрической сети, имеют малую производительность.
Плазменные резаки промышленного типа сокращают затраты времени и автоматизируют весь рабочий процесс.
В зависимости от метода резки плазморезы делятся на контактные и бесконтактные. По типу используемого оборудования делятся на трансформаторные и инверторные.
Чем плазменная резка отличается от других видов резки?
Характерные особенности плазменной резки:
– деформация материала вследствие теплового воздействия минимальна;
– срез получается ровным и чистым, без окалины;
– нет необходимости в предварительной очистке поверхности перед резкой;
– для обработки подходит большое количество металлов;
– не наносит вред окружающей среде.
В сравнении с лазерной резкой, плазменные резаки имеют превосходство при работе с большой толщиной материала. Показывают высокую скорость выполнения операций и более низкие энергозатраты. При небольшой толщине лазерные установки дают большую точность и качество реза.
Относительно газовой резки, плазморезы выгодно отличаются скоростью, качеством обработки, простой использования, универсальностью и безопасностью.
Как правильно выбрать плазменный станок с ЧПУ?
Станок плазменной резки подбирается под материал и максимально допустимую толщину заготовки. Чем больше этот параметр, тем мощнее должно быть устройство.
Обратить внимание следует на программное обеспечение, тип плазменного источника, универсальность.
Выбирая станок с оптимальным соотношением цены и качества, особое внимание стоит уделить надёжности производителя, условиям сервисного обслуживания и предоставляемым гарантиям.
Цена и окупаемость плазменного станка для резки
Плазморез с ЧПУ может работать большое количество часов без вынужденных остановок на охлаждение. Высокая производительность, в сочетании с малой ресурсозатратностью, точностью и чистотой обработки, даёт большое преимущество в сравнении с аппаратами из более низкой ценовой категории.
При условии правильного подбора типа станка, срок окупаемости – от 6 до 36 месяцев.
Цена на плазменный резак зависит от размеров рабочей поверхности, допустимой толщины материала, мощности плазменного источника и наличия дополнительных опций.
raymark.ru
| Мощность шпинделя (кВт) | 3 | 3 | 3 | 3 | 3 |
| Рабочий ход осей, XxYxZ (мм) | 1050х2050х300 | 1300х2600х300 | 1500х3100х300 | 2000х3100х300 | 2100х6100х300 |
| Тип привода | шаговые двигатели, редукторы, зубчатая рейка | шаговые двигатели, редукторы, зубчатая рейка | шаговые двигатели, редукторы, зубчатая рейка | шаговые двигатели, редукторы, зубчатая рейка | шаговые двигатели, редукторы, зубчатая рейка |
| Максимальная скорость перемещения (мм/мин) | 15000 | 15000 | 15000 | 15000 | 15000 |
| Максимальная скорость резки (мм/мин) | 15000 | 15000 | 15000 | 15000 | 15000 |
| Тип направляющих | рельсовые направляющие HiWin, 20 мм | рельсовые направляющие HiWin, 20 мм | рельсовые направляющие HiWin, 20 мм | рельсовые направляющие HiWin, 20 мм | рельсовые направляющие HiWin, 20 мм |
| Наличие шпинделя | есть | есть | есть | есть | есть |
| Возможность сверловки | да, отверстия до 8 мм | да, отверстия до 8 мм | да, отверстия до 8 мм | да, отверстия до 8 мм | да, отверстия до 8 мм |
| Возможность фрезеровки | да, с шагом 0,05 – 0,2 мм | да, с шагом 0,05 – 0,2 мм | да, с шагом 0,05 – 0,2 мм | да, с шагом 0,05 – 0,2 мм | да, с шагом 0,05 – 0,2 мм |
| Формат данных + | G-код или HPGL.DXF. Имеются конвертеры для моделирования в 3Ds MAX в различные станочные форматы и технология их преобразования. Возможен любой формат по желанию. | G-код или HPGL.DXF. Имеются конвертеры для моделирования в 3Ds MAX в различные станочные форматы и технология их преобразования. Возможен любой формат по желанию. | G-код или HPGL.DXF. Имеются конвертеры для моделирования в 3Ds MAX в различные станочные форматы и технология их преобразования. Возможен любой формат по желанию. | G-код или HPGL.DXF. Имеются конвертеры для моделирования в 3Ds MAX в различные станочные форматы и технология их преобразования. Возможен любой формат по желанию. | G-код или HPGL.DXF. Имеются конвертеры для моделирования в 3Ds MAX в различные станочные форматы и технология их преобразования. Возможен любой формат по желанию. |
| Отслеживание поверхности металла | механическое (дополнительно ставится объёмный датчик) | механическое (дополнительно ставится объёмный датчик) | механическое (дополнительно ставится объёмный датчик) | механическое (дополнительно ставится объёмный датчик) | механическое (дополнительно ставится объёмный датчик) |
| Компьютер с ЖК-монитором | не входит | не входит | не входит | не входит | не входит |
| Источник питания | 220V ~50Hz | 220V ~50Hz | 220V ~50Hz | 220V ~50Hz | 220V ~50Hz |
| Интерфейс подключения | параллельный LPT-порт | параллельный LPT-порт | параллельный LPT-порт | параллельный LPT-порт | параллельный LPT-порт |
| Напряжение для аппарата плазменной резки | 220В ~50 Гц 380В ~50 Гц | 220В ~50 Гц 380В ~50 Гц | 220В ~50 Гц 380В ~50 Гц | 220В ~50 Гц 380В ~50 Гц | 220В ~50 Гц 380В ~50 Гц |
| Максимальная толщина реза (мм) | 35 | 35 | 35 | 35 | 35 |
| Давление воздуха (бар) | 8 | 8 | 8 | 8 | 8 |
| Ток резки (А) | 20-100 | 20-100 | 20-100 | 20-100 | 20-100 |
| Коэффициент мощности аппарата плазменной резки | 0,92 | 0,92 | 0,92 | 0,92 | 0,92 |
| Потребляемая мощность аппарата плазменной резки (кВт) | 16 | 16 | 16 | 16 | 16 |
| Рабочая температура (°C) | +10…+45 | +10…+45 | +10…+45 | +10…+45 | +10…+45 |
| Вес, НЕТТО (кг) | 550 | 650 | 770 | 850 | 890 |
| Вес аппарата плазменной резки, НЕТТО (кг) | 45 | 45 | 45 | 45 | 45 |
| Вес, БРУТТО (кг) | 560 | 660 | 785 | 865 | 910 |
| Размер станка в сборе (мм) | |||||
| Габаритные размеры аппарата плазменной резки (мм) | 536x306x620 | 536x306x620 | 536x306x620 | 536x306x620 | 536x306x620 |
| Размер упаковки (мм) | |||||
| Гарантия | 12 мес | 12 мес | 12 мес | 12 мес | 12 мес |
777russia.ru