Плазмотроны для напыления: “Электромеханика” | Продукция
alexxlab | 30.10.1985 | 0 | Разное
Плазменные технологии и оборудование для напыления и наплавки порошковых материалов (лаб. 9)
Разработаны и применяются электродуговые плазмотроны с секционированной межэлектродной вставкой мощностью от 10 до 100 кВт. Плазмотроны оснащены узлом кольцевого ввода порошковых материалов с газодинамической фокусировкой, который обеспечивает прохождение всего обрабатываемого материала через высокотемпературную приосевую область плазменной струи, что увеличивает эффективность процесса напыления.
Области применения:
- Размерное восстановление и упрочнение деталей;
- Коррозионно-, абразивно-, кавитационно- и изностойкие покрытия;
- Термобарьерные и жаростойкие покрытия из керамических материалов с повышенной адгезией;
Плазменное напыление
Характеристика плазмотрона мощностью 50 кВт:
- механизированное и ручное нанесение покрытий;
- стабильное осесимметричное истечение плазменных струй с минимальным уровнем пульсаций параметров;
- среднемассовая температура воздушной плазмы, на срезе сопла плазмотрона, до 7000 К;
- расход плазмообразующего газа (воздух, азот, аргон, их смеси) – 0,8 –3 г/с;
-
производительность:
-по керамическим порошкам (Al2O3, ZrO2) – до 10 кг/ч;
-по металлическим – до 30 кг/ч; - пористость керамических покрытий Al2O3 (при использовании узла кольцевого ввода) – менее 1 %
| Плазмотроны для плазменного напыления порошковых материалов |
На базе нашего плазмотрона разработана и изготовлена полнокомплектная промышленная установка плазменного напыления «Термоплазма 50–01», которая включает в себя источник питания, пульт управления, промежуточный модуль с блоком запуска, два порошковых дозатора и блок автономного охлаждения плазмотронов.
| Пульт управления и электродуговые плазмотроны установки «Термоплазма 50-01» |
Плазменная наплавка
Разработаны и применяются электродуговые плазмотроны с двойной (основной и пилотной) дугой мощностью до12 кВт.
Характеристики плазмотрона:
- механизированное и ручное нанесение покрытий;
- расход плазмообразующего газа (аргон) – 0,07 – 0,15 г/с;
- расход транспортирующего газа (аргон) – 0,3 – 0,7 г/с;
- производительность наплавки – до 10 кг/ч.
| Плазмотрон для плазменной наплавки порошковых материалов |
Примеры технологических приложений плазменного напыления и наплавки
| Лопатка 1 ступени ротора турбины ДЖ59Л3 с двухслойным покрытием (термобарьерный слой – диоксид циркония ZrO2, подслой интер-металлидное покрытие ПНХ20К20Ю13) | Шток гидроцилиндра с износо-стойким покрытием (Ni-Cr-B-Si) после обработки | Контактные щёки руднотермической печи с керамическим покрытием (Al2O3) | Ролики металлургического прокатного стана с износостойкими покрытиями (Fe-C-Cr-Mn-Ni и Ni-Cr-B-S |
Формы сотрудничества:
- разработка технологий под условия заказчика;
- поставка плазменного оборудования;
- электродуговые плазмотроны мощностью от 10 до 100 кВт;
- установки плазменного напыления порошковых материалов мощностью до 100 кВт;
-
установки плазменной наплавки порошковых материалов мощностью до 12 кВт.

Заведующий лабораторией, д.ф.-м.н. Ковалев Олег Борисович тел.: (383) 330-42-73, e-mail: [email protected]
Плазменное напыление. Принцип, оборудование плазменного напыления
Содержание страницы
- Установки плазменного напыления
- Достоинства осевого ввода порошка
- Сводная таблица устройств термического напыления
Итак, в чем же состоит принцип плазменного напыления? Во всех устройствах плазменного напыления порошок приобретает температуру и скорость в струе горячего газа, создаваемого плазматроном. В свою очередь, плазматрон или плазменный генератор — это устройство, изобретенное в 1920-х годах, в котором электрическая дуга, горящая между катодом и анодом в ограниченном объеме (сопле), раздувается инертным газом и создает факел высокотемпературного восстановительного пламени.
Чем же так привлекателен этот принцип для решения задач термического напыления? Именно тем, что пламя плазматрона очень горячее и всегда строго восстановительное; присутствие кислорода в плазматроне категорически не допускается из-за быстрого, в противном случае, разрушения материалов электродов (парциальное давление кислорода в плазмообразующих газах определяется их чистотой и должно быть не выше 0,004%). Факел пламени плазматрона, при грамотном его применении, может не только восстановить активную металлическую поверхность из оксидных пленок на напыляемых частицах, но даже и очистить от оксидов саму поверхность субстрата. Подобную возможность предоставляет исключительно метод плазменного напыления.
Факел пламени плазматрона, при грамотном его применении, может не только восстановить активную металлическую поверхность из оксидных пленок на напыляемых частицах, но даже и очистить от оксидов саму поверхность субстрата. Подобную возможность предоставляет исключительно метод плазменного напыления.
В отношении плазменного напыления существует, в среде теоретиков и практиков термического напыления, ряд предрассудков, которые, в большинстве случаев, связаны не с процессом как таковым, а с недопониманием сути процесса напыления, недостатками конструкций конкретных устройств и с неправильным их применением. Обсудим эти предрассудки:
1. «Пламя плазмы слишком горячее и пригодно поэтому, только для напыления тугоплавких металлических и оксидных керамических материалов. Слишком высокая температура приводит к испарению части порошка и разрушению карбидов хрома и вольфрама».
Действительно, температура плазмы может достигать 20.000°C и более, что много выше, чем, например, температура ацетиленокислородного пламени (около 3000°C). Однако, температура пламени имеет очень мало общего с температурой напыляемых частиц. Не углубляясь в физику взаимодействия горячего газа с твердыми частицами, скажем только, что это взаимодействие очень сложное и зависит от большого количества параметров, в числе которых не только температура газа, его скорость, длина факела и размер частиц, но и химические составы газа и частиц. К тому же, решающее значение для передачи тепла от факела к частицам имеет не абсолютная температура пламени, а его светимость. Так, например, более горячее, но почти невидимое водородно-кислородное пламя нагревает частицы гораздо хуже, чем более холодное, но яркое (из-за светящихся нано частиц углерода) ацетилено-кислородное пламя. Светимость факела плазмы зависит от состава плазмообразующего газа, от размера и состава частиц, проходящих сквозь него. Интересно, что во многих случаях эта светимость меньше, чем у ацетиленокислородного пламени и ее приходится увеличивать разными способами, только чтобы придать частицам хотя бы минимальную необходимую температуру.
Однако, температура пламени имеет очень мало общего с температурой напыляемых частиц. Не углубляясь в физику взаимодействия горячего газа с твердыми частицами, скажем только, что это взаимодействие очень сложное и зависит от большого количества параметров, в числе которых не только температура газа, его скорость, длина факела и размер частиц, но и химические составы газа и частиц. К тому же, решающее значение для передачи тепла от факела к частицам имеет не абсолютная температура пламени, а его светимость. Так, например, более горячее, но почти невидимое водородно-кислородное пламя нагревает частицы гораздо хуже, чем более холодное, но яркое (из-за светящихся нано частиц углерода) ацетилено-кислородное пламя. Светимость факела плазмы зависит от состава плазмообразующего газа, от размера и состава частиц, проходящих сквозь него. Интересно, что во многих случаях эта светимость меньше, чем у ацетиленокислородного пламени и ее приходится увеличивать разными способами, только чтобы придать частицам хотя бы минимальную необходимую температуру. Так как длина пламени газопламенных устройств также часто превышает длину факела плазмы, получается «парадокс»: грубозернистые металлические порошки нагреваются в устройствах порошкового газопламенного напыления сильнее, чем в более мощных и «горячих» устройствах плазменного напыления.
Так как длина пламени газопламенных устройств также часто превышает длину факела плазмы, получается «парадокс»: грубозернистые металлические порошки нагреваются в устройствах порошкового газопламенного напыления сильнее, чем в более мощных и «горячих» устройствах плазменного напыления.
2. «Скорость частиц при плазменном напылении недостаточна для получения плотных покрытий».
Скорость потока газа и частиц в нем определяется не принципом образования пламени, а исключительно конструкцией устройства. В настоящее время существуют промышленные устройства плазменного напыления с соплом Лаваля, обеспечивающие частицам сверхзвуковую скорость.
3. «Для напыления металлов годятся только дорогостоящие установки вакуумного плазменного напыления, а установки атмосферного плазменного напыления непригодны из-за окисления металлических частиц».
Подобное утверждение приходится, как ни странно, слышать довольно часто, даже от людей, практически занимающихся плазменным напылением, особенно применительно к покрытиям из MCrAlY для лопаток газовых турбин. На самом же деле, в этом утверждении происходит типичная подмена понятий: чисто металлические покрытия из легкоплавких никелевых сплавов, полученные вакуумным плазменным напылением (VPS), действительно лучше атмосферно напыленных (APS), но не из-за окисления частиц в плазме, а совсем по другой причине, о которой будет рассказано в разделе, посвященном вакуумному плазменному напылению. Окисление же металлических частиц в обоих этих способах происходит одинаково.
На самом же деле, в этом утверждении происходит типичная подмена понятий: чисто металлические покрытия из легкоплавких никелевых сплавов, полученные вакуумным плазменным напылением (VPS), действительно лучше атмосферно напыленных (APS), но не из-за окисления частиц в плазме, а совсем по другой причине, о которой будет рассказано в разделе, посвященном вакуумному плазменному напылению. Окисление же металлических частиц в обоих этих способах происходит одинаково.
Устройства атмосферного плазменного напыления ничем не отличаются от устройств вакуумного плазменного напыления. Разница не в самих устройствах, а в способе организации процесса напыления: атмосферное напыление проводится на воздухе, а при вакуумном напылении и плазматрон, и напыляемая деталь находятся в вакуумной камере под разряжением. Понятно, что атмосферное напыление гораздо доступнее и дешевле вакуумного, к тому же для больших деталей вакуумное напыление становится просто невозможным из-за нереального размера вакуумной камеры.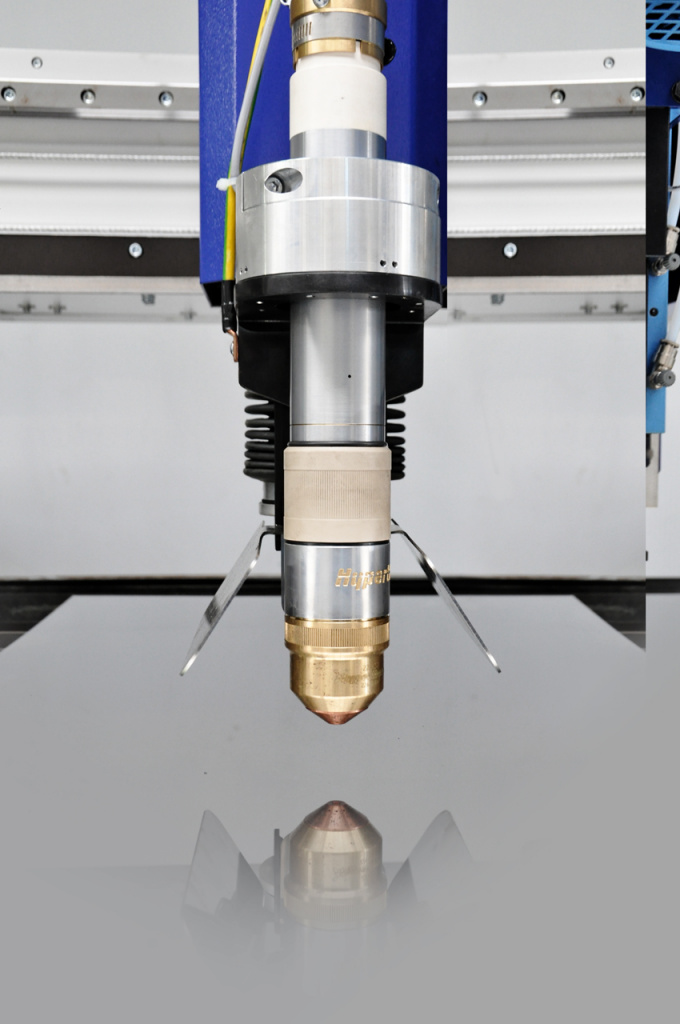 Сами же плазматроны могут использоваться как для атмосферного, так и для вакуумного напыления.
Сами же плазматроны могут использоваться как для атмосферного, так и для вакуумного напыления.
Чтобы понятнее объяснить особенности плазменного напыления, перейдем к рассмотрению разных конструкций, существующих на сегодняшний день.
Установки плазменного напыленияУстройства плазменного напыления отличаются большим разнообразием конструкций. Будем рассматривать их от самых «традиционных» до самых «продвинутых».
Наиболее распространенные устройства, — это устройства с одним катодом и одним анодом, и с вводом порошка снаружи короткого сопла, перпендикулярно к оси пламени.
Принцип действия таких устройств показан на схеме (рисунок 28):
Рис. 28. Принцип плазменного напыления.
Как видно из схемы, короткое сопло плазматрона одновременно является анодом. Порошок вводится снаружи сопла перпендикулярно оси пламени, в непосредственной близости от дуги.
Самое популярное устройство этого типа, — плазматрон 3MB фирмы Sulzer Metco, который, с небольшими модификациями, существует уже больше 40 лет. На рисунке 29 представлены актуальные модели этой серии с максимальной мощностью 40 кВт.
На рисунке 29 представлены актуальные модели этой серии с максимальной мощностью 40 кВт.
Рис. 29. Плазматрон 3MB.
Несколько более новое и мощное (55 кВт) однокатодное устройство, — плазматрон F4, показанный на рисунке 30.
Рис. 30. Плазматрон F4.
Устройство 9MB, — один из самых мощных однокатодных плазматронов традиционного типа (80 кВт при токе 1000 А и напряжении 80 В) производится также фирмой Sulzer Metco (рисунок 31):
Рис. 31. Плазматрон 9MB
Традиционные однокатодные плазматроны других фирм мало отличаются от плазматронов Sulzer Metco: все они работают при относительно малом расходе газов, низком (< 100 В) напряжении и большом (до 1000 А) токе дуги. Ни один из традиционных плазматронов не позволяет достичь частицам скорости звука.
Достоинством плазматронов с небольшим расходом газов является возможность придания частицам очень высокой температуры (> 4000°C) из-за относительно долгого времени их пребывания в горячей зоне пламени рядом с дугой.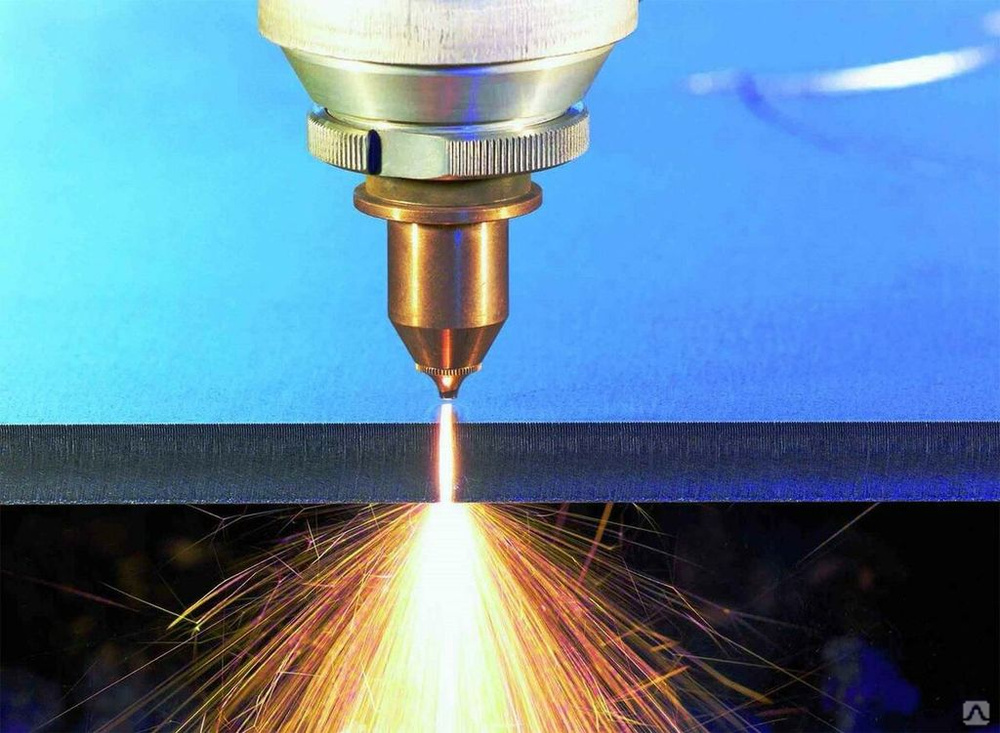 Столь высокие температуры частиц позволяют расплавить практически любые керамические и металлические материалы.
Столь высокие температуры частиц позволяют расплавить практически любые керамические и металлические материалы.
Развитие техники плазменного напыления в последние двадцать лет идет по пути увеличения скорости частиц. Для придания частицам большей скорости необходимо увеличить давление плазмообразующих газов перед соплом, что автоматически приводит к повышению расхода газов и росту напряжения дуги.
Современное, мощное (до 85 кВт, ток до 379 А, напряжение до 223 В) устройство с одним катодом и анодом — это плазматрон 100HE американской фирмы Progressive Technologies Inc., который, благодаря большому давлению и расходу плазмообразующих газов, позволяет достичь скоростей частиц — близких к скорости звука (рисунок 32):
Рис. 32. Плазматрон 100HE.
Из-за высокой скорости плазмообразующего газа уменьшается время пребывания частиц в горячей зоне пламени и, соответственно, их температура. Для противодействия этому необходимо увеличивать мощность дуги и использовать в плазмообразующем газе большое количество водорода, который, благодаря процессу диссоциации-ассоциации молекул, удлиняет горячую зону пламени. Таким образом, плазматрон 100HE реализует температуру частиц, с размером 20-30 мкм, выше 2300°C при скорости около 250 м/сек, что делает возможным напылять покрытия из Cr3C2 — NiCr, Cr2O3 и Al2O3 с малой пористостью.
Таким образом, плазматрон 100HE реализует температуру частиц, с размером 20-30 мкм, выше 2300°C при скорости около 250 м/сек, что делает возможным напылять покрытия из Cr3C2 — NiCr, Cr2O3 и Al2O3 с малой пористостью.
Вторым направлением развития, в комбинации с увеличением расхода газов, является деление одной дуги на три части, которое позволяет улучшить стабильность и равномерность факела пламени, уменьшить износ электродов и увеличить суммарную мощность пламени. Типичным примером такого устройства является новейший плазматрон TriplexProTM-210 фирмы Sulzer Metco с одним анодом и тремя катодами, максимальной мощностью 100 кВт (рисунок 33):
Рис. 33. Плазматрон TriplexProTM.
1 – задняя часть корпуса; 2 – анодный стек; 3 – передняя часть корпуса; 4 – изолятор; 5 – накидная гайка; 6 – три катода в керамическом блоке; 7 – элемент анодного стека; 8 – канал плазмы; 9 – насадка с тремя порошковыми дюзами.
Технология Triplex от Sulzer Metco вошла в практику термического напыления в 90-х годах. Эти устройство обладают, по сравнению с плазматронами с одной дугой, существенно большим ресурсом и стабильностью результатов напыления. Для многих коммерческих порошков плазматроны Triplex позволяют также улучшить производительность и КПД напыления при сохранении качества покрытия.
Фирмой GTV GmbH выпущено, в обход патента Sulzer Metco на трехкатодные плазматроны, устройство GTV Delta с одним катодом и тремя анодами, которое, в принципе, является ухудшенной компиляцией TriplexPro (рисунок 34):
Рис. 34. Плазматрон GTV Delta.
Последнее, третье направление развития — это отказ от радиального ввода порошка в пользу гораздо более рационального — осевого. Ключевой элемент конструкции плазматрона с осевым вводом порошка — Convergens был изобретен в 1994 году американцем Люсьеном Богданом Дэльча (Delcea, Lucian Bogdan).
В настоящее время существует только одно подобное устройство, — плазматрон Axial III, максимальной мощностью 150 кВт, производства канадской фирмы Mettech, которое объединяет собой все три направления развития (большой расход газов, три дуги и осевой ввод порошка). Установки плазменного напыления с плазматроном Axial III производятся и распространяются также немецкой фирмой Thermico GmbH.
Установки плазменного напыления с плазматроном Axial III производятся и распространяются также немецкой фирмой Thermico GmbH.
На рисунках 35, 36 и 37 изображено само устройство Axial III и его конструктивная схема:
Рис. 35. Плазматрон Axial III.
Рис. 36. Вид на устройство Axial III со стороны сопла.
Рис. 37. Принципиальная схема Axial III.
Все современные установки плазменного напыления являются автоматическими, то есть, управление источниками тока, системой водяного охлаждения и расходом газов регулируется системой ЧПУ с визуализацией и сохранением рецептов на компьютере. Так, например, плазматрон Axial III поставляется фирмой Thermico GmbH в комплекте с компьютеризированной системой управления, самостоятельно проводящей зажигание дуг и выход на рабочий режим, выбор рецептов напыления, и осуществляющей контроль всех основных параметров: расхода трех плазмообразующих газов (аргона, азота и водорода), токов дуг, параметров системы водяного охлаждения. Эта же автоматическая система управляет и порошковым питателем.
Эта же автоматическая система управляет и порошковым питателем.
О порошковом питателе Thermico нужно сказать особо. Это, наиболее «продвинутое» на сегодняшний день в мире устройство позволяет не только постоянно регулировать массовый расход порошка и расход несущего газа (азота или аргона), но и допускает использование тонкозернистых порошков с плохой сыпучестью, непригодных, например, для питателей фирмы Sulzer Metco.
Автор лично, в течение долгого времени работал с плазматроном Axial III и может из своего опыта сказать, что несмотря на некоторые конструктивные недоработки, этот плазматрон представляет собой самое прогрессивное устройство термического напыления, объединяющее достоинства высокоскоростного напыления с высокой температурой строго восстановительного пламени. Главное же достоинство Axial III состоит в осевом вводе порошка.
Достоинства осевого ввода порошкаОсевой ввод порошка — это качественный скачок в технике плазменного напыления. Дело тут не только в том, что при осевом вводе значительно уменьшаются потери порошка, но и в том, что открываются возможности напыления совсем других порошковых материалов, непригодных для радиального ввода. Так как этот аспект является принципиально важным для понимания следующих разделов, остановимся на нем подробнее.
Так как этот аспект является принципиально важным для понимания следующих разделов, остановимся на нем подробнее.
Итак, что же происходит при радиальном вводе порошка в струю пламени на выходе из сопла? Перечислим недостатки такого ввода:
- Для радиального ввода пригодны только очень узкофракционные порошки, для которых необходимо точно подбирать давление несущего газа. Что это значит?: При недостаточном давлении несущего газа частицы порошка будут «отскакивать» от струи пламени, при слишком высоком давлении несущего газа они будут «простреливать» это пламя насквозь; если же порошок состоит из частиц разного размера, то подобрать «правильное» давление несущего газа в принципе невозможно: самые мелкие частицы будут всегда «отскакивать», а самые крупные — всегда «простреливать», то есть, ни тех ни других частиц в напыляемом покрытии не будет, а будут только какие-то «средние» частицы. Особенно трудно вводятся мелкозернистые порошки из-за их повышенного рассеяния несущим газом (типичное облако пыли вокруг факела).

- При радиальном вводе порошка нельзя использовать в порошковой смеси не только частицы разных размеров, но и разных плотностей (разных масс) по той же причине: более тяжелые частицы пролетают сквозь пламя легче более легких. Таким образом, попытка использования сложных порошковых смесей приведет к искажению состава покрытия по сравнению с составом порошковой смеси.
- Увеличение скорости плазмообразующих газов усложняет радиальный ввод порошка, так как дополнительно сужаются интервалы необходимых давлений несущего газа и распределения частиц по размерам. На практике это означает следующее: чем выше скорость пламени, тем меньше КПД напыления при радиальном вводе порошка. Ввести же весь порошок в пламя без потерь невозможно ни при каких обстоятельствах.
- Расположение порошковых дюз рядом с горячей зоной пламени вызывает их разогрев, компенсирующийся только охлаждением газом, несущим порошок. Если же скорости охлаждающего газа недостаточно для охлаждения, то частицы порошка могут налипать на края отверстия дюз, образуя натеки.
 Налипшие куски периодически отрываются от дюзы, попадают в пламя и вызывают характерный дефект — «плевание», приводящий к образованию грубых пористых включений в покрытии. Так как скорость истечения несущего газа строго связана с параметрами пламени (см. пункт 1), то возникает проблема: для некоторых порошков просто не существует параметров, убирающих эффект «плевания», особенно если эти порошки легкоплавкие и/или мелкозернистые.
Налипшие куски периодически отрываются от дюзы, попадают в пламя и вызывают характерный дефект — «плевание», приводящий к образованию грубых пористых включений в покрытии. Так как скорость истечения несущего газа строго связана с параметрами пламени (см. пункт 1), то возникает проблема: для некоторых порошков просто не существует параметров, убирающих эффект «плевания», особенно если эти порошки легкоплавкие и/или мелкозернистые.
Переход на осевое введение порошка позволяет полностью избавиться от вышеперечисленных проблем:
- Давление и скорость несущего газа больше не привязаны к параметрам пламени и порошка. Единственное условие, — давление несущего газа должно быть несколько выше давления плазмообразующего газа в сопле в месте ввода порошка. За счет осевого ввода, любой порошок полностью захватывается пламенем.
- Всегда можно подобрать такое давление несущего газа, при котором «плевания», связанного с налипанием порошка на край отверстия порошковой дюзы происходить не будет.

- Возможно использование порошковых смесей любой сложности и фракционного состава. Частицы разных размеров будут приобретать различные скорости и температуры, но все, в итоге, примут участие в образовании покрытия. То, что мелкие частицы при осевом вводе в пламя плазмы становятся значительно горячее крупных, открывает новые возможности для дизайна порошковых смесей. Созданию таких полифракционных композиций посвящена основная часть этой книги.
Автору очень повезло, что в его распоряжении в течение многих лет находился плазматрон Axial III с осевым вводом порошка. Если бы не это, то создание новых многокомпонентных покрытий было бы просто невозможно.
Сводная таблица устройств термического напыленияДля обобщения, прямого сравнения и систематизации всех способов термического напыления сопоставим свойства типичных устройств, а также их примерные цены в одной таблице (таблица 2):
Таблица 2. Сравнение устройств термического напыления.
| Свойства и характеристики | * Способы термического напыления | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
| Использование порошка или проволоки | проволока | порошок | проволока | порошок | порошок | порошок | проволока | порошок |
| Максимальная скорость напыляемых частиц, м/сек | 100 | 50 | 200 | 800 | 1200 | 1000 | 100 | 400 |
| Максимальная температура напыляемых частиц, °C | 2800 | 2500 | 1700 | 1500 | 600 | 1200 | > 4000 | > 4000 |
| Размер частиц, образующих | 0,1 — 1000 | 10 — 150 | 0,1 — 1000 | 10 — 100 | 10 — 100 | 10 — 100 | 0,1 — 1000 | 1 — 50 |
| КПД напыления по напыляемому материалу | — | + | — | +++ | +++ | +++ | — | ++ |
| КПД напыления по расходу энергии | — | +++ | — | — | — | — | ++ | — |
| Минимальная пористость покрытия, об. | 10-15 | 10-25 | 5-10 | 2-3 | < 1 | < 1 | 5-10 | 0,5-3 |
| Термическая мощность устройств, кВт | 10-30 | 10-50 | 30-100 | 50-250 | 30-85 | < 20 | 20-150 | 25-150 |
| Производительность напыления, кг/час | 2-5 | 5-10 | 2-5 | 5-10 | 10-20 | < 1 | 10-30 | 2-5 |
| Распространенность коммерческих устройств и запчастей на мировом рынке | Много устройств | Много устройств | Мало устройств | Много устройств | Мало устройств | Нет устройств | Много устройств | Много устройств |
| Мобильность устройств | +++ | +++ | — | — | +++ для Dymet, — для остальных | — | +++ | — для APS — для VPS |
| Шумность устройств | — | +++ | — | — | — | — | — | — |
| Эмиссия паров и тонкой пыли | — | ++ | — | ++ | +++ | ++ | — | — |
| Цена отдельных устройств, € | 2. 000- 000-5.000 | 2.000- 3.000 | 10.000- 20.000 | 10.000- 50.000 | 10.000- 80.000 | нет | 10.000- 20.000 | 5.000- 30.000 |
| Цена автоматизированных установок без периферии, € | нет | 30.000- 50.000 | нет | 100.000- 250.000 | 100.000- 250.000 | нет | нет | 100.000- 250.000 |
| Цена автоматизированных установок с периферией «под ключ»: звукозащитной кабиной, фильтровентиляционной установкой, роботом и т.д., € | нет | 100.000- 500.000 | нет | 200.000- 600.000 | 200.000- 600.000 | нет | нет | 200.000- 600.000 для APS 1.000.000 и более для VPS |
| Сравнительная стоимость эксплуатации с учетом расходных материалов (кроме порошков и проволок), ресурса устройств и запасных частей, €/час | 10-15 | 5-15 | 30-60 | 40-100 | 40-100 | > 100 | 5-30 | 30-150 |
 %
%* Нумерация способов:
- Газопламенное напыление проволокой
- Газопламенное напыление порошком
- Сверхзвуковое газопламенное напыление проволокой
- Сверхзвуковое газопламенное напыление порошком (HVOF и HVAF)
- Холодное напыление порошком
- Детонационное напыление порошком
- Электродуговое напыление проволокой
- Плазменное напыление порошком (APS и VPS)
Просмотров: 3 469
Плазменное напыление
При плазменном напылении покрытий для расплавления и переноса порошка на восстанавливаемую (упрочняемую) поверхность детали используют тепловые и динамические свойства плазменной струи.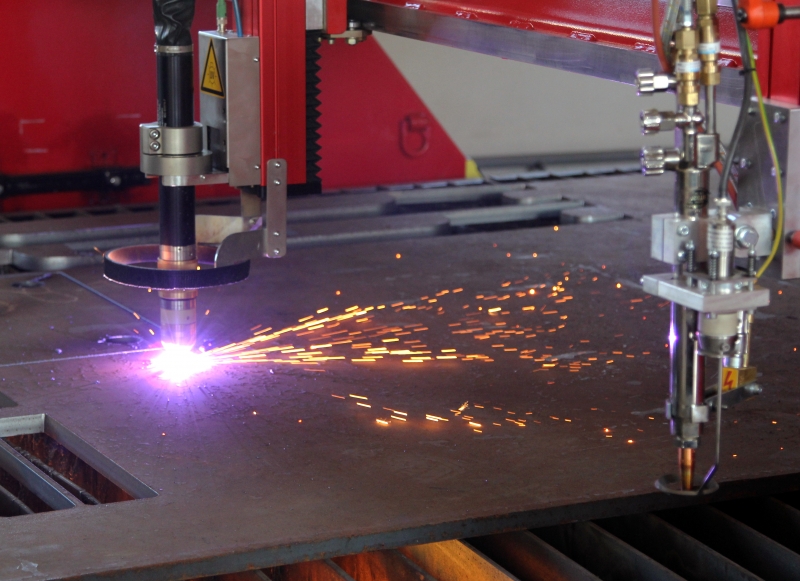
Плазменное напыление основано на способности газов при определенных условиях переходить в состояние плазмы, которая представляет собой ионизированный поток газа при высоких температурах. Наиболее высокую температуру (15 000—30 000 °С) имеет аргоновая плазма. При возбуждении электрической дуги газ, подведенный в зону горения дуги, ионизируется под влиянием высокой температуры, повышенного давления газов и термоэмиссии электронов с поверхности катода. Наряду с положительно и отрицательно заряжен ними ионами в газе содержатся электроны и нейтральные атомы, при столкновении которых процесс понимании активизируется. Плазма обладает высокой электрической проводимостью, поэтому напряжение в струе плазмы низкое, а сила тока большая. Высокая электропроводимость плазмы способствует образованию вокруг нее значительного магнитного поля. Магнитные силовые линии заставляют плазму сжиматься, в результате чего она вытягивается и принимает форму шнура. Скорость потока плазмы достигает на выходе из сопла 9000 м/с, а у газовой горелки, т-г 90 м/с. Плазмообразующий газ, не содержащий кислорода, позволяет получать покрытия без окислов.
Плазмообразующий газ, не содержащий кислорода, позволяет получать покрытия без окислов.
Устройство плазмотрона для напыления порошкообразного материала схематически представлено на рис. 9.10, Для зажигания электрической дуги используют высокочастотную искру от включенного в цепь осциллятора или проводят кратковременное замыкание электродов горелки при помощи графитового стержня. Одновременно подают плазмообразующий газ, а после образования плазмы — напыляемый порошок.
В зависимости от схемы включения электрической цепи возможны три вида плазменной дуги (рис. 9.11): открытая, когда анодом служит деталь; закрытая, когда анодом служит сопло, и комбинированная, когда анодом служит и сопло, и деталь. Первый вариант используют для резки и реже для сварки и наплавки, вторую схему используют в плазмотронах для напыления, а третью — в установках для оплавления покрытий и плазменной наплавки.
Для плазменного напыления наиболее широкое распространение получили установки типа УПУ и УМП. Как правило, в комплект установки входят: вращатель, защитная камера, плазмотрон, порошковый дозатор. Источник питания и пульт управления. Наиболее ответственным узлом установки является плазмотрон,
Как правило, в комплект установки входят: вращатель, защитная камера, плазмотрон, порошковый дозатор. Источник питания и пульт управления. Наиболее ответственным узлом установки является плазмотрон,
в котором формируются энергетические и геометрические параметры плазменной струи. Срок эксплуатации и стабильность работы любого плазмотрона во многом определяются стойкостью сопла, которое несет наиболее значительные нагрузки. Период работы современных плазмотронов невысок (изменяется десятками часов), поэтому его быстроизнашивающиеся элементы делают сменными.
Отечественной промышленностью серийно выпускаются установки для плазменного напыления, наиболее широкое распространение из которых получили УПУ-3, УМП-5 и УМП-6(табл. 9.3). Данные установки являются универсальными. Источником тока служат два последовательно со единенных сварочных генератора типа ПСО-500 или выпрямитель ИПН-160/600.
В качестве плазмообразующего газа наиболее широко используют аргон, азот или их смеси. Использование аргона (помимо его значительной стоимости и дефицитности) не обеспечивает достаточной эффективности и производительности процесса из-за низкого коэффициента теплоотдачи от плазмы к частицам, малой длины плазменной струи и значительного перепада температуры по сечению струи. Это ухудшает плавление частиц напыляемого материала, и, как следствие, снижается качество нанесенных покрытий.
Использование аргона (помимо его значительной стоимости и дефицитности) не обеспечивает достаточной эффективности и производительности процесса из-за низкого коэффициента теплоотдачи от плазмы к частицам, малой длины плазменной струи и значительного перепада температуры по сечению струи. Это ухудшает плавление частиц напыляемого материала, и, как следствие, снижается качество нанесенных покрытий.
Перспективным направлением в области плазменных покрытий является использование в качестве плазмообразующего газа воздуха или его смеси с другими газами. Применение воздуха позволяет повысить стабильность и длительность непрерывной работы плазмотрона. Одновременно с этим наблюдается стабилизация тока и процесса в целом, что в конечном итоге позволяет получать покрытия более высокого качества.
Плазмотроны типа ПНВ-23, где в качестве плазмообразующего газа используется воздух, разработаны в Ленинградском политехническом институте и внедрены в производственном объединении “Ленавторемонт”. Воздушно-плазменным напылением освоено восстановление посадочных отверстий картеров коробки передач автомобилей МАЗ и КрАЗ, поворотных цапф автомобиля ЗИЛ-130, оси
Воздушно-плазменным напылением освоено восстановление посадочных отверстий картеров коробки передач автомобилей МАЗ и КрАЗ, поворотных цапф автомобиля ЗИЛ-130, оси
коромысла двигателя ЗМЗ-24 и других деталей.
Свойства покрытий зависят от температуры нагрева и скорости полета частиц в момент контакта с подложкой. Более высокие скорости полета частиц порошка и температура его нагрева в струе плазмы обеспечивают более высокие, чем при ранее рассмотренных способах напыления, физико-механические свойства покрытия и более высокую степень его сцепления с поверхностью детали. Кроме того, процесс плазменного напыления обладает высокой производительностью, возможностью использования для покрытий широкой гаммы материалов, большим коэффициентом напыления (до 95 %) и возможностью полной автоматизации процесса.
При плазменном напылении в качестве материалов для покрытий используют порошкообразные сплавы и проволоку. Наиболее часто для напыления используют износостойкие порошковые сплавы на основе никеля или на основе железа с высоким содержанием углерода (табл. 9.4). Такие сплавы обладают высокими технологическими и служебными свойствами. Порошкообразные сплавы на основе никеля марки ПГ-ХН80СР2, ПГ-ХН80СРЗ и др. обладают такими ценными свойствами, как низкая температура плавления (950— 1050 °С), хорошая жидкотекучесть, возможность управления твердостью в широком, диапазоне НКС 35,:— 60,.наличие свойств самофлюсования. Однако такие сплавы имеют высокую стоимость. К недостаткам сплавов на основе железа следует отнести их более высокую температуру плавления (1250— 1300 °С) и отсутствие свойств к самофлюсованию.
9.4). Такие сплавы обладают высокими технологическими и служебными свойствами. Порошкообразные сплавы на основе никеля марки ПГ-ХН80СР2, ПГ-ХН80СРЗ и др. обладают такими ценными свойствами, как низкая температура плавления (950— 1050 °С), хорошая жидкотекучесть, возможность управления твердостью в широком, диапазоне НКС 35,:— 60,.наличие свойств самофлюсования. Однако такие сплавы имеют высокую стоимость. К недостаткам сплавов на основе железа следует отнести их более высокую температуру плавления (1250— 1300 °С) и отсутствие свойств к самофлюсованию.
Плазменным напылением можно наносить защитные тепловые покрытия из керамических материалов (оксид алюминия ГА85 или ГА8, двуоксид циркония ПЦП-90 и пр.) на днище поршня и головку блока цилиндров.
Подготовка поверхности перед напылением не отличается от описанной ранее подготовки в разделе газопламенное напыление.
Дата добавления: 2019-12-09; просмотров: 267; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Плазменное напыление
В лаборатории разработаны и прошли промышленные испытания самые
современные, на сегодняшний день, генераторы термической плазмы (плазмотроны), что
позволяет производить нанесение различных покрытий с уникальными свойствами. Например,
пористость керамических покрытий из оксида алюминия составляет менее 1%.
Например,
пористость керамических покрытий из оксида алюминия составляет менее 1%.
Надо отметить, что стандартные покрытия из оксида алюминия, получаемые плазменным напылением, имеют, по данным разных источников, пористость 8-15%.
Предварительные исследования характеристик металлических покрытий показали, что при определенных режимных параметрах напыления происходит существенное повышение твёрдости покрытия по сравнению с паспортными данными твёрдости исходного порошкового материала. Экспериментальные данные по двум типам порошков представлены в таблице (среднемассовые параметры плазменных струй на срезе сопла при напылении покрытий имели значения: температура – 6000 К, скорость – 2400 м/с).
| материал | хим. состав, % | твердость исходного порошка, HRc | твердость покрытия, HRc |
| ПН – 85Ю15М | Ni – 85; Al – 15 | 35 | 56 – 59 |
| ПР – 77Х15С3Р2-3 | Ni – ОСНОВА; Cr – 15; Si – 3; B – 2 |
37 – 42 | 63-67 |
Для объяснения данного эффекта в настоящее время проводятся более глубокие
исследования полученных материалов.
В следующей таблице представлены данные по пористости покрытий из самофлюсующихся сплавов.
| Средение значения пористости покрытий ПР-Р77Х15С3Р2-3 в зависимости от тока дуги |
||||
|---|---|---|---|---|
| Ток дуги, А | 140 | 170 | 200 | 230 |
| Средняя пористость, % | 0.96 | 1.5 | 2.44 | 4.02 |
| Количество пор размером менее 5 мкм, % | 55.7 | 34.1 | 18.9 | 23.7 |
Интересные результаты обнаружены при исследовании покрытий из карбида бора, плакированного никелем. В данном случае получена абсолютно нулевая пористость. На следующих ниже рисунках представлены
структура и распределение твёрдости такого покрытия (30% – никелевая оболочка и 70% – В4С).
В данном случае получена абсолютно нулевая пористость. На следующих ниже рисунках представлены
структура и распределение твёрдости такого покрытия (30% – никелевая оболочка и 70% – В4С).
Практически все напылительные установки ведущих западных фирм (“Метко”, “Плазматехник”,
“Кастолинэвтектик”, и др.) укомплектованы плазмотронами с самоустанавливающейся длиной дуги.
Канал таких плазмотронов состоит из катода и сопла-анода, где средняя длина дуги определяется
процессами шунтирования дуги стенкой канала. Период пульсаций шунтирования соизмерим со
временем нахождения частиц порошка в струе плазмы при напылении. Таким образом напыляемый
порошок в процессе напыления нагревается и ускоряется по разному (в момент максимальной
длины дуги мощность струи плазмы максимальна, соответственно после пробоя-шунтирования
мощность минимальна). Измерения температуры частиц порошка Al2O3, нагреваемых в потоке
плазмы, генерируемого подобным плазмотроном, показали, что только 30% частиц нагрето до
температуры плавления. Так же серьёзным недостатком таких плазмотронов является то, что
мощность набирается за счёт больших значений тока дуги, а не напряжения, а это вызывает
повышенную эрозию электродов.
Так же серьёзным недостатком таких плазмотронов является то, что
мощность набирается за счёт больших значений тока дуги, а не напряжения, а это вызывает
повышенную эрозию электродов.
Наш плазмотрон выполнен по линейной схеме с секционированной межэлектродной вставкой (МЭВ), которая обеспечивает, по сравнению с плазмотронами с самоустанавливающейся длиной дуги, существенно большее рабочее напряжение, хорошую осевую симметрию плазменной струи и минимальный уровень пульсаций его параметров.
Газоразрядная камера плазмотрона представляет собой расширяющийся от катода к аноду канал,
набранный из электрически изолированных друг от друга и от электродов секций межэлектродной
вставки (МЭВ). Межэлектродная вставка позволяет не только фиксировать длину дугового разряда
в канале плазмотрона, но и менять длину дуги, а соответственно и рабочее напряжение за счёт
варьирования количества секций МЭВ.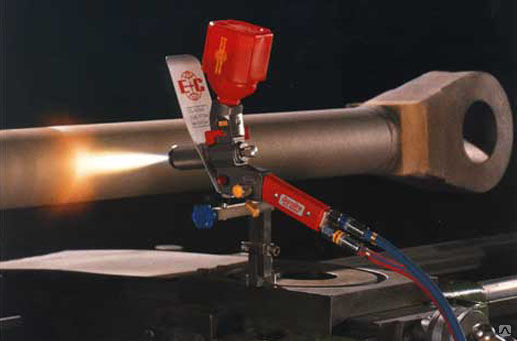
Плазмотрон рассчитан на работу в турбулентном, переходном и ламинарном режимах истечения плазменных струй, что позволяет с высокой эффективностью напылять покрытия из любых материалов (металлических, керамических, композиционных и т.д.).
Существенной модернизацией плазмотрона явилась разработка узла кольцевого ввода с газодинамической фокусировкой порошковых материалов. Серийные западные и отечественные установки плазменного напыления укомплектованы плазмотронами с точечным вводом обрабатываемого материала.
Узел кольцевого ввода с газодинамической фокусировкой обеспечивает получение осесимметричного
высокотемпературного гетерогенного потока. Визуализация гетерогенного потока, выполненная при
помощи лазерного ножа, иллюстрирует чёткую фокусировку и формирование плотного осесимметричного
течения при холодной продувке с подачей порошка, транспортирующего и фокусирующего газов.
На конструкцию узла ввода в 2013 году получен патент РФ.
Осесимметричный радиально-сходящийся поток частиц непосредственно за зоной анодной привязки дугового разряда позволяет существенно увеличить эффективность взаимодействия потока плазмы с порошковым материалом, что значительно повышает качество и производительность обработки материала. Использование узла кольцевого ввода позволяет увеличить, по сравнению с односторонним точечным, эффективность нагрева частиц и максимальную производительность обработки более чем на порядок.
Лабораторные и производственные испытания нашего плазмотрона, укомплектованного узлом кольцевого ввода, показали существенное увеличение эффективности нагрева и ускорения частиц порошковых материалов. Увеличение скорости истечения струи плазмы при напылении металлических порошков составило до 2,7 раз (перешли в сверхзвуковой режим), при напылении керамических порошков – до 3 раз.
Возможность использования в качестве плазмообразующего газа, помимо любых технически чистых газов,
обычного воздуха существенно удешевляет технологию и сокращает срок окупаемости оборудования
(установки ведущих западных фирм используют только особо чистые аргон, азот, водород и гелий).
Обычно из-за высоких внутренних механических напряжений, как показывает обзор литературных данных, толщина твёрдых покрытий не превышает 1 мм. При большей толщине напылённого слоя отмечаются случаи самопроизвольного отслоения покрытий.
На нашем плазмотроне, при использовании узла кольцевого ввода, реализованы режимы напыления твёрдых покрытий большой толщины. На рисунке представлена фотография образца (стальная труба диаметром 160 мм) с твёрдым (HRC > 60) покрытием из сплава Ni-Cr-B-Si-C толщиной более 12 мм.
Другим, относительно новым, технологическим приложением плазменного напыления порошковых материалов является формирование так называемых корковых изделий.
В этом случае, на оправку требуемой формы и размеров производится напыление слоя порошкового материала
заданной толщины, а затем сформированное таким образом изделие снимается с оправки. При этом для возможности
снятия готового изделия, на оправку предварительно наносится определённый антиадгезионный слой. Также, в
ряде случаев, используются удаляемые оправки.
Также, в
ряде случаев, используются удаляемые оправки.
Особый интерес представляет изготовление таким образом керамических крупногабаритных изделий. Причём, в ряде случаев, данная технология является практически единственно возможным вариантом изготовления изделий требуемых габаритов, заданной прочности и точности.
Высокотемпературные керамические изделия производятся из химически чистых оксида алюминия или диоксида циркония методом плазменного напыления – плазмокерамики.
Основным эксплуатационным достоинством плазмокерамики является его высокая огнеупорность – до 1900 0С, стойкость к термоударам, воздействию металлических и стекольных расплавов, кислот, а также высокая точность геометрических размеров керамических изделий.
|
структура корундовой плазмокерамики |
структура традиционной жаропрочной керамики |
Структура корундовой плазмокерамики и традиционной корундовой жаропрочной керамики.
Хорошо видны преимущества структуры плазмокерамического изделия (существенно более мелкозернистая и плотная), что подтверждается и проведёнными термомеханическими испытаниями (механическая прочность и стойкость к термоударам у плазмокерамики значительно выше).
При этом габаритные размеры плазмокерамических изделий ограничены только геометрией камер для напыления. Точность выполнения геометрических размеров превосходит получаемую при традиционных способах изготовления керамики. Толщина стенок варьируется в самых широких пределах (от 0,3 до 30 мм и более) и зависит только от конструкции изделия.
3.4. Устройство и схема установки плазменного напыления
В комплект установки
УПН-201 входят: плазмотроны; источник
электропитания; питатель порошка; станок
с механизмом вращения детали и перемещения
плазмотрона; пульт управления; система
газоснабжения с баллонами газа; вытяжной
шкаф; система вентиляции (воздуховод,
теплообменник, вентилятор).![]() Установка
предназначена для ведения процесса
напыления в атмосфере воздуха. Схема
установки представлена на рисунке 3.2.
Установка
предназначена для ведения процесса
напыления в атмосфере воздуха. Схема
установки представлена на рисунке 3.2.
Пульт управления является оперативным блоком плазменной установки и предназначен для ее включения/отключения в режимах «Настройка» и «Работа», а также управления рабочими параметрами процесса напыления покрытия, в том числе регулирования тока, напряжения, расхода газов. Он содержит блокировочные схемы, отключающие работу плазменной установки при аварийных режимах (снижение давления воды, газа и др.).
Основной рабочий узел плазменной установки – плазмотрон, в котором генерируется плазменная струя и формируется высокоскоростной поток напыляемых частиц материала, находящихся в расплавленном или высокопластичном состоянии.
В настоящее время
в зависимости от вида технологического
процесса (резка, напыление, сварка,
наплавка и др.), рода тока (постоянный,
переменный), числа дуг (однодуговые,
многодуговые) существует множество
различных конструкций плазмотронов.
Для напыления порошковыми сплавами наибольшее распространение получили плазмотроны постоянного тока прямой полярности. Плазмотроны обратной полярности применяют, главным образом, для напыления на алюминиевые изделия.
Несмотря на большое разнообразие конструкций плазмотронов, принцип их действия и устройство примерно одинаковы. Принцип действия основан на сжатии дуги водоохлаждаемым соплом и проходящим через него газом. Плазмотрон состоит из водоохлаждаемых катода и анода, отделенных друг от друга изолятором, изготовленным чаще всего из текстолита. В катоде крепится вольфрамовый неплавящийся электрод, в аноде предусмотрены каналы для формирования плазменной дуги, подачи газов и порошка.
Электроэнергия,
плазмообразующий газ, охлаждающая вода
и порошковый материал подводятся к
плазмотрону через пульт управления. На
пульте расположены пусковые, измерительные
сигнальные приборы и устройства для
контроля давления и хода плазмообразующего
и транспортирующего газов и охлаждающей
воды. При недостаточных расходах и
давлениях плазмообразующего газа или
охлаждающей воды реле разрывает
соответствующую электрическую цепь и
автоматически отключает источник
питания плазменной дуги, предохраняя
тем самым плазмотрон от расплавления.
При недостаточных расходах и
давлениях плазмообразующего газа или
охлаждающей воды реле разрывает
соответствующую электрическую цепь и
автоматически отключает источник
питания плазменной дуги, предохраняя
тем самым плазмотрон от расплавления.
Конструкции плазмотронов должны обеспечивать выполнение следующих требований:
– надежность защиты сварочной ванны от вредного воздействия окружающего воздуха при минимальном расходе газа;
– стабильность работы плазмотронов в отношении поддержания постоянными заданных параметров сжатой дуги;
– большой срок службы при непрерывной работе;
– свободное прохождение порошка различной формы в зону напыления через каналы плазмотрона;
– возможность использования наплавочных металлов в виде проволок, прутков;
– достаточное и надежное охлаждение участков плазмотрона, подверженных высокой тепловой нагрузке;
– возможность
напыления поверхностей заданной формы
(наружные, внутренние и др. ).
).
Эксплуатация плазмотронов в производственных условиях показала их высокую надежность (срок службы плазмотрона не менее шести месяцев). Плазмотрон выходит из строя из-за расплавления плазмообразующего сопла, происходящего в результате нарушения режима напыления: сила тока больше допустимой величины, замыкание плазмотрона на деталь. Наиболее частые технические неполадки: забивание наружного сопла недостаточно высушенным порошком, подгорание вольфрамового электрода. В первом случае сопло прочищают металлической щеткой, во втором – производят заточку и установку электрода.
Плазменная установка УПН-201 комплектуется плазмотронами: ПП-25 для напыления металлических порошков, ПМ-25 для напыления проволоки и нестандартным плазмотроном с выносным анодом для напыления металлических и керамических порошков, что значительно расширяет ее технологические возможности [11].
Плазмотрон с выносным анодом (нестандартный), по сравнению с другими, имеет ряд важных преимуществ:
– возможность производить напыление металлических и керамических порошков;
– возможность производить напыление в автоматическом и ручном режимах;
– возможность восстанавливать детали различной формы;
– простота замены
катодного и анодного узлов.
Для перемещения плазмотрона и вращения детали применяется специальный станок. Схема станка представлена на рисунке 3.3.
Основанием конструкции является тележка, на которой установлены все основные модули станка. К тележке крепится V-образная балка, которая является направляющей для перемещения каретки.
Рисунок 3.3 – Схема станка
В передней бабке находится механизм вращения детали и перемещения каретки. Вращение шпинделя и перемещение каретки осуществляется от одного электродвигателя через червячный редуктор. Плазмотрон устанавливается в стойку на каретке. При напылении деталей значительной длины используется поддерживающий центр (задняя бабка).
После плазмотрона
порошковый питатель является наиболее
важным узлом установки, определяющим
качество напыления. Свойства
покрытий и технологические характеристики
процесса напыления зависят от таких
показателей работы порошкового питателя,
как подача, ее равномерность, возможность
одновременного напыления порошков
различной зернистости и массы.
На ремонтных предприятиях применяют порошковые питатели различных типов (инжекторные, вертикально- и горизонтально-барабанные, шнековые и др.). Наибольшая стабильность подачи порошка достигается при использовании питателей с механической дозировкой.
В комплект установки УПН-201 входит порошковый питатель тарельчатого типа. Он состоит из бункера, миксера и дискового привода регулирования подачи порошка. Газовая система питателя состоит из ротаметра, предохранительных клапанов, электромагнитных вентилей, дросселей и шлангов. Управление работой питателя производится с помощью контроллера. Для привода питателя применяется электродвигатель постоянного тока типа КПА 563У2.
Питатель порошка может работать как в автономном режиме, так и управляться с центральной панели оператора. Порошок подается с помощью азота или аргона. Съемная колба может иметь ёмкость 1,5-5 л.
Установки для плазменного напыления APS
СИСТЕМА ПЛАЗМЕННОГО НАПЫЛЕНИЯ MASS FlOW
Система плазменного напыления типа Mass Flow – это наиболее современная высокотехнологичная система плазменного напыления с замкнутой системой управления, которая обеспечивает сбор данных процесс напыления, их анализ на соответствие заданным и управление, а также хранение рецептов напыления с возможностью последующего вызова.
Особенности системы напыления типа MASS FLOW
|
Система управления автоматически использует запрограммированные стартовые параметры для выбранного плазматрона, контролирует зажигание и параметры напыления. Программирование параметров напыления осуществляется с помощью цветной сенсорной панели c возможностью визуализации параметров в графическом или цифровом виде.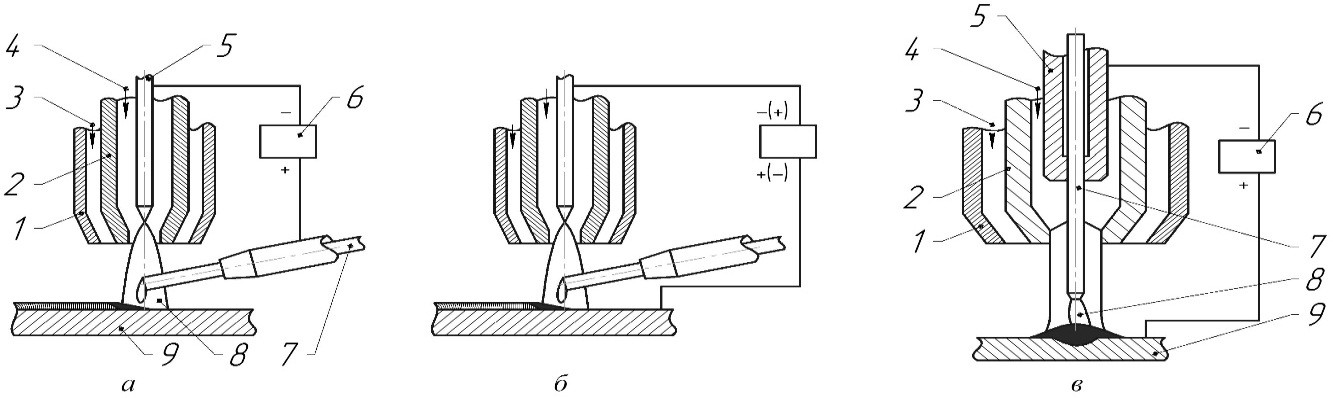
| Система плазменного напыления типа MASS VIEW является очень надежной и простой в управлении и идеально подходит для высокотемпературного процесса напыления, требующего большой гибкости и качества получаемых покрытий. Данная система является современным аналогом старых советских установок для плазменного напыления типа УПУ 10 или УПУ 3Д. В отличие от установок УПУ 10/УПУ 3Д, система MASS VIEW имеет высокоточные электронные расходомеры, а также современную систему управления на базе промышленного контроллера, что позволяет получить более высокое качество покрытий. Применение современных систем управления делает процесс эксплуатации системы простым и надежным, не требуя высокой квалификации оператора. |
Особенности системы напыления типа MASS VIEW
|
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
При плазменном способе нанесения покрытий напыляемый материал разогревается до жидкого состояния и переносится на обрабатываемую поверхность при помощи потока плазмы с высокой температурой. Напыляемый материал выпускается в виде прутков, порошков или проволоки. Порошковый способ наиболее распространенный.
Уникальность метода плазменного напыления заключается в высокой температуре (до 50 тыс. градусов по Цельсию) плазменной струи и высокой скорости (до 500 м/с) движения частиц в струе. Нагрев же напыляемой поверхности невелик и составляет не более 200 град.
Производительность плазменного напыления составляет 3-20 кг/ч для плазмотронных установок мощностью 30. 40 кВт и 50-80 кг/ч для оборудования мощностью 150. 200 кВт.
Прочность сцепления покрытия с поверхностью детали в среднем равна 10-55 МПа на отрыв, а некоторых случаях — до 120 МПа. Пористость покрытия находится в пределах 10. 15%. Толщина покрытия обычно не более 1 мм, так как при ее увеличении в напыляемом слое возникают напряжения, стремящиеся отделить его от поверхности детали.
Плазменно-дуговое напыление в сочетании с одновременной обработкой поверхности вращающейся металлической щеткой позволяет уменьшить пористость покрытия до 1-4%, а общую толщину напыления увеличить до 20 мм.
Читать также: Винтовой насос для скважины принцип работы
Плазмообразующими газами служат азот, гелий, аргон, водород, их смеси и смесь воздуха с метаном, пропаном или бутаном.
Для плазменного напыления используют проволоку, в том числе порошкового типа, порошки из черных и цветных металлов, никеля, молибдена, хрома, меди, оксиды металлов, карбиды металлов и их композиции с никелем и кобальтом, сплавы металлов, композиционные материалы (никель-графит, никель-алюминий и др. ) и механические смеси металлов, сплавов и карбидов. Регулирование режима напыления позволяет наносить как тугоплавкие материалы, так и легкоплавкие.
) и механические смеси металлов, сплавов и карбидов. Регулирование режима напыления позволяет наносить как тугоплавкие материалы, так и легкоплавкие.
Основой для плазменного напыления могут служить металлы и неметаллы (пластмасса, кирпич, бетон, графит и др.). Для нанесения покрытий на небольшие поверхности применяется микроплазменный способ напыления, который позволяет сэкономить потери напыляемого материала (ширина напыления 1-3 мм).
С целью повышения адгезии напыленных покрытий, защиты от окисления, уменьшения пористости используется метод плазменного напыления в защитной среде (вакуум, азот, смесь азота с аргоном и водородом) и с применением специальных сопел, закрывающих область между распылителем и обрабатываемой поверхностью. Перспективным направлением в технологии плазменного напыления является сверхзвуковое напыление.
Процесс плазменного напыления включает 3 основных этапа:
1) Подготовка поверхности.
2) Напыление и дополнительная обработка покрытия для улучшения свойств.
3) Механическая обработка для достижения чистовых размеров.
Предварительные размеры поверхностей под напыление должны быть определены с учетом толщины напыления и припуска на последующую механическую обработку. Переходы поверхностей должны быть плавными, без острых углов, во избежание отслаивания покрытия. Отношение ширины паза или диаметра отверстия к его глубине должно быть не меньше 2.
Порошки для напыления
Детали перед напылением должны быть тщательно очищены и обезжирены. Ремонтные детали, имеющие замасленные пазы или каналы, следует нагреть в печи при температуре 200-340 град. в течение 2-3 часов для выпаривания масла.
Далее производится активация поверхности — придание ей определенной шероховатости для обеспечения адгезии. Активацию производят при помощи обдува детали сжатым воздухом с абразивом или нарезанием рваной резьбы.
Абразив выбирают зернистостью 80. 150 по ГОСТ3647, или применяют чугунную/стальную дробь ДЧК, ДСК №01. 05 по ГОСТ 11964.
Металлическая дробь не применяется для обработки жаростойких, коррозионно-стойких сталей и цветных металлов и сплавов, т. к. может вызвать их окисление.
Шероховатость поверхности под плазменное напыление должна составлять 10. 60 Rz, поверхность должна быть матовой.
Поверхности, не подлежащие абразивной обработке, защищают экранами. Зона обдува на 5+/-2 мм должна быть больше, чем номинальный размер напыленной поверхности.
Тонкие детали закрепляют в приспособлениях с целью предотвращения их коробления во время обработки.
Расстояние от сопла до детали при абразиво-струйной обработке должно находиться в пределах 80. 200 мм, меньшие значения принимают для более твердых материалов, большие — для мягких. После этого детали обеспыливают путем обдува сжатым воздухом.
Промежуток времени между очисткой и напылением должен составлять не более 4ч, а при напылении алюминия и других быстро окисляющихся материалов — не более часа.
Нарезание рваной резьбы вместо абразиво-струйной обработки применяют для деталей с формой тел вращения.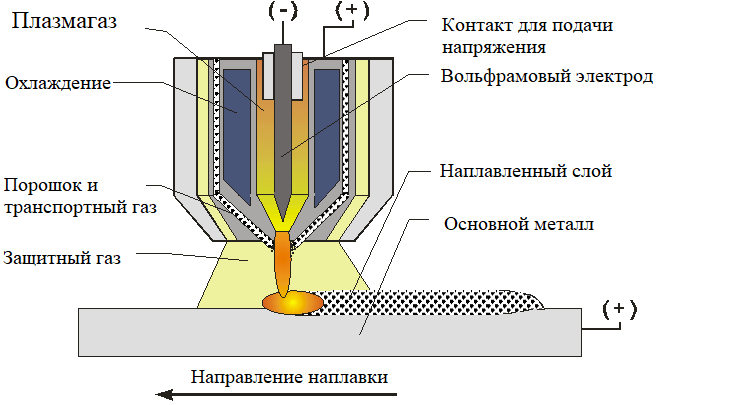 Резьбу нарезают на токарном станке обычным резьбовым резцом, смещенным ниже оси детали. Резьбу нарезают без охлаждения за один проход. Шаг резьбы выбирают по таблице 1.
Резьбу нарезают на токарном станке обычным резьбовым резцом, смещенным ниже оси детали. Резьбу нарезают без охлаждения за один проход. Шаг резьбы выбирают по таблице 1.
Читать также: Можно ли изготавливать ножи самому
Для плазменного напыления следует применять порошки одной фракции, форма частиц — сферическая. Оптимальный размер частиц для металлов составляет около 100 мкм, а для керамики — 50. 70 мкм. В случае, если порошки хранились в негерметичной таре, их нужно прокалить при температуре 120. 130 градусов в течение 1,5-2 ч в сушильном шкафу.
Те части детали, которые не подвергаются напылению, защищают экранами из асбеста или металла, или обмазками.
Предварительный подогрев детали перед напылением осуществляют плазмотроном до температуры 150. 180 градусов.
Режимы обработки определяют опытным путем. Средние значения режимов плазменного напыления следующие:
1) Расстояние от сопла до детали — 100. 150 мм.
2) Скорость струи — 3. 15 м/мин.
3) Скорость вращения детали — 10. 15 м/мин.
4) Угол напыления — 60. 90 градусов.
В таблице 2 приведены рекомендуемые режимы для различных материалов.
Общую толщину покрытия набирают несколькими циклами с перекрытием полос напыления на 1/3 диаметра пятна напыления.
После напыления деталь снимают с плазмотрона, удаляют защитные экраны и охлаждают до комнатной температуры.
Рисунок 1 – Принципиальная схема плазменного порошкового напыления: 1 – подвод плазмообразующего газа, 2 – катод плазмотрона, 3 – корпус катода, 4 – изолятор, 5 – корпус анода, 6 -порошковый питатель, 7 – подвод газа-носителя порошка, 8 – плазменная дуга, 9 – источник питания.
Рисунок 2 – Принципиальная схема плазменного напыления с применением проволоки: 1 – подвод плазмообразующего газа, 2 – катод плазмотрона, 3 – корпус катода, 4 – изолятор, 5 – корпус анода, 6 – механизм подачи проволоки, 7 – сплошная или порошковая проволока, 8 – плазменная дуга, 9 – источник питания.
Рисунок 3 – Структура покрытия, напыленного плазменным способом
Для улучшения качества напыленных покрытий применяют следующие приемы:
1) обкатка роликами под электрическим током;
2) напыление с одновременной обработкой металлическими щетками;
3) оплавление покрытий из самофлюсующихся сплавов. Оплавление производят с помощью печей, ТВЧ, нагретых расплавов солей и металлов, плазменным, лазерным или газопламенным способом. Температура оплавления покрытия никель-хром-бор-кремний-углерод составляет 900..1200 градусов.
Чистовые размеры деталей после плазменного напыления получают точением и шлифованием с охлаждением водными растворами и водно-масляными эмульсиями. Шлифкруги выбирают из электрокорунда марки Э на керамической связке, зернистостью 36. 46, твердостью СН. Режимы шлифования следующие: скорость вращения круга 25. 30 м/с, подача круга 5. 10 мм/об, скорость вращения детали 10. 20 м/мин, подача детали 0,015. 0,03 мм/дв.х.
Далее производят окончательный контроль, в случае, если на поверхности детали с напылением есть трещины, отслоения, риски, чернота, не выдержаны чистовые размеры, то деталь возвращают на исправление дефекта (не более 1 раза), при этом область напыления должна быть увеличена на 10. 15 мм по периметру.
15 мм по периметру.
ПОРОШКОВЫЕ ПИТАТЕЛИ ДЛЯ ПЛАЗМЕННОГО НАПЫЛЕНИЯ
В случае напыления порошкового материла в наших установках используются специализированные порошковые питатели. Данные порошковые питатели могут иметь одну или две колбы питания и позволяют регулировать объем, подаваемого материала в автоматическом или ручном режимах. Каждый порошковый питатель в целях обеспечения точности работы установки оборудован волюметрическим датчиком контроля объема расходуемого материала и обладает следующими преимуществами:
|
ПЛАЗМАТРОНЫ ДЛЯ ПЛАЗМЕННОГО НАПЫЛЕНИЯ
Плазматрон MEC 3 MB
Плазмотрон позволяет использовать до 4 порошковых инжекторов в сборе, а также может быть оснащен креплениями под воздушные сопла для охлаждения детали. В комплект поставки входит футляр для плазмотрона и инструменты для его технического обслуживания. Плазматрон может поставляться в версии для ручного или автоматического напыления.
В комплект поставки входит футляр для плазмотрона и инструменты для его технического обслуживания. Плазматрон может поставляться в версии для ручного или автоматического напыления.
| Подача порошка | Максимальная мощность | Тип напыляемого материала | Расход воды | Плазмообразующиегазы |
| наружная | 40 кВт | Порошок | 16 л/мин | Ar/h3, Ar/He, Ar/N2 |
Плазматрон MEC F4
Плазматрон F4 используется в установках плазменно-порошкового напыления для получения различных теплоизоляционных, износостойких и других покрытий. Это наиболее распространённый плазматрон с одним катодом и анодом, а также с наружным подводом напыляемого материала. Все компоненты плазматрона обладают высокой стойкостью и надёжностью. Сопла имеют вставки из вольфрама для уменьшения эрозии канала сопла и улучшения стойкости.
| Подача порошка | Максимальная мощность | Тип напыляемого материала | Расход воды | Плазмообразующиегазы |
| наружная | 45 кВт | Порошок | 10-14 л/мин | Ar/h3, Ar/He, Ar/N2 |
Плазмотрон MEC F4MB – XL
Данный плазматрон разработан на базе плазматрона F4 и позволяет получить большую выходную мощность плазменной дуги за счет применения усовершенствованной системы водяного охлаждения. Компоненты этих плазмотронов отличаются длительным сроком службы.
Компоненты этих плазмотронов отличаются длительным сроком службы.
| Подача порошка | Максимальная мощность | Тип напыляемого материала | Расход воды | Плазмообразующиегазы |
| наружная | 55 кВт | Порошок | 10-14 л/мин | Ar/h3, Ar/He, Ar/N2 |
Плазматрон 9MB
Конструктивные особенности плазмотрона позволяют добиться оптимального отвода тепла посредством деминерализованной охлаждающей воды, поступающей из специального теплообменника с охлаждением, что позволяет получить высокую мощность плазменной дуги. Напыление осуществляется с наружной подачей напыляемого порошка.
| Подача порошка | Максимальная мощность | Тип напыляемого материала | Расход воды | Плазмообразующиегазы |
| наружная | 80 кВт | Порошок | 14-17 л/мин | Ar/H 2, Ar/He, Ar/N 2 |
Плазматрон MEC SG-100
Плазматрон обладает усовершенствованной позволяющей осуществлять внутреннею подачу напыляемого порошка, что обеспечивает теплопередачу от плазменной дуги к напыляемому порошку. В совокупности с высокой мощностью данное преимущество делает плазматрон максимально универсальным и позволяет напылять очень большой спектр материалов.
В совокупности с высокой мощностью данное преимущество делает плазматрон максимально универсальным и позволяет напылять очень большой спектр материалов.
| Подача порошка | Максимальная мощность | Тип напыляемого материала | Расход воды | Плазмообразующиегазы |
| внутренняя | 80 кВт | Порошок | 10-14 л/мин | Ar/h3, Ar/He, Ar/N2 |
Плазмотрон MEC F-1
Плазмотрон MEC MF-1 нашёл широкое применение для напыления внутренних поверхностей изделий, имеющих сложный конструктив с ограниченным пространством. Плазматрон позволяет наносить покрытия на внутренние поверхностях изделий диаметром от 70 мм при работе на мощностях до 25 кВт в непрерывном режиме работы с внешней подачи напыляемого порошка.
| Подача порошка | Максимальная мощность | Тип напыляемого материала | Расход воды | Плазмообразующиегазы |
| 45° или 90° | 25 кВт | Порошок | 10-14 л/мин | Ar/h3, Ar/He, Ar/N2 |
Преимущества и недостатки резки плазмой
Технология плазменного раскроя имеет много разных преимуществ перед другими способами резки плавлением:
- Быстрый прожиг материала и большая скорость резания – при работе с тонколистовым металлом практически в 10 раз выше, чем при воздушно-кислородной резке аналогичных заготовок.

- Минимальная деформация заготовок, вырезаемых из тонколистового металла – обеспечивается благодаря высокой скорости реза и минимальной зоне термического влияния.
- Максимальная точность – достигается за счет минимальной ширины реза и возможности использования разных приспособлений, позволяющих автоматизировать процесс и получить деталь с предельно точными размерами и формой.
- Универсальность – с помощью аппарата можно выполнять как прямолинейный, так и фигурный раскрой практически любых материалов, проводящих электрический ток.
- Предельно высокое качество реза – процесс вырезания заготовок струей плазмы характеризуется минимальным количеством шлака и окалины, поэтому кромки металлических деталей обычно не требуют дополнительной обработки перед сварочными работами.
- Возможность резки таких материалов, как чугун, титан, а также другие цветные металлы и их сплавы.
Фото 9. Резание тонколистового металлопроката
К недостаткам можно отнести только удорожание себестоимости процесса при разделительном резании металлов большой толщины – свыше 60 мм. Также при работе ручными аппаратами следует учитывать, что качество и стабильность резки будет напрямую зависеть от правильности выбора рабочих параметров – силы тока, зазора между соплом и заготовкой, вида используемого газа.
Также при работе ручными аппаратами следует учитывать, что качество и стабильность резки будет напрямую зависеть от правильности выбора рабочих параметров – силы тока, зазора между соплом и заготовкой, вида используемого газа.
ИСТОЧНИКИ ПИТАНИЯ
| В установках применяются современные инверторные источники питания с электронной системой управления и максимальной выходной мощностью до 120 кВт. Источники могут применяться как в установках ручного напыления, так и в роботизированных системах. |
| Модель источника | PS 50 | PS 80 | PS 100 |
| Тип источника | Инверторный | ||
| Максимальная мощность | 50 кВт | 80 кВт | 100 кВт |
| Продолжительность включения | 100% | ||
| Максимальный выходной ток | 500 А DC | 800 А DC | 100 А DC |
Консультация по услугам
Инженеры компании готовы помочь Вам разобраться в особенностях и подобрать индивидуальный комплект оборудования, отвечающий непосредственно Вашим задачам.
Направить запрос
ИРОДАЛОМ
ИРОДАЛОМИРОДАЛОМ |
1.1
Симони Кроли:
А физика культурртнете 356. o.
Гондолат Киад Будапешт. 1986 год.
2.2.
Симони Кроли:
Вилламосгтан II. 410. о
Академия Киад Будапешт. 1957.
2.3.
Ж.Доссе, Г.Мирдель:
Der Elektrische Strom im Hochvakuum und in Gasen
Hirzel Verlag Лейпциг 1945
3.1.
Л. Майссель, – Р. Гланг:
Справочник по тонкопленочным технологиям .
Мак. Грау-Хилл Комп 1970
3.2.
У. Д. Вествуд:
Реактивное распыление
Физ. тонких пленок т. 14 Под ред.М. Франкомб – JL Vossen Acad Press, 1989.
3.3.
Ф.М. Пеннинг:
USP 2 146 025 1939 .
3.4.
P.S. Маклеод:
USP 3 956 093 1976
3. 5.
Чекай и др. :
5.
Чекай и др. :
Измерение энергии ионов магнетронным распылением
Вакуум В.42. № 1/2 .43. о. 1991 г.
3.6.
Д.А. Хофманн:
Разбрызгивание ветра
Дж. Вак. науч. Технол. А 3 , 561 o. 1985.
3.7. Р.К.
Ожидает:
Планарное магнетронное напыление
J.Vac.Sci. Технол. Т.15. стр. 179. 1978 г.
3.8. Дж.А.
Торнтон:
Магнетронное распыление: основы физики и применение к цилиндрическому магнетрону
J.Vac.Sci. Технол. Т.15. стр.171. 1978 г.
3.9. С.М.
Росснагель:
Осаждение и переосаждение в магнетронах
J.Vac.Sci. Технол. А 6. с.3055. 1988 г.
3.10. С.Шиллер и др.:
Использование
кольцевого плазмотрона для высокоскоростного напыления
Тонкий сплошной
Фильмы N.40. стр. 327. 1977 г.
3..11.
Штрассер, Грегор; Шмитт, Жак П.М.; Бадер, Мартин Э.:
Вакуумная обработка
вопросы распыления и PECVD
Твердый
Государственная технология, т. 37, № 6, с.3. 1994 г.
37, № 6, с.3. 1994 г.
3..12. М. Черман и соавт.
:
Корреляция
между структурными и физическими свойствами пленок ITO и их
параметры подготовки.
Тонкий сплошной
Фильмы В.115 Н.1 стр.20. 1984 г.
3.13.
Судзуки, К.; Хашимото, Н.; Ояма, Т .; Симидзу, Дж.; Акао, Ю.; Кодзима, Х
:
Большой
пленки ITO с низким сопротивлением и окалиной, формирующиеся при высоких скоростях осаждения
Тонкий сплошной
Фильмы Т. 226. Н. 1. с. 104-9 1993 г.
3..14. Майр, Макс:
Высокая
валковое покрытие вакуумным напылением. Новая технология крупносерийного производства
для
прозрачные проводящие слои ITO .
Судебные разбирательства,
Ежегодная техническая конференция – Общество вакуумных напылителей.
Опубл..
компанией Soc of Vacuum Coaters, Альбукерке, Нью-Мексико, США. п. 77. 1986 г.
3.15.
Шигесато, Ю. ; Ясуи, И.; Пейн, округ Колумбия:
; Ясуи, И.; Пейн, округ Колумбия:
ITO тонкопленочный
прозрачные проводники: микроструктура и обработка
JOM V 47. N
3 р. 47. 1995 г.
3.16. С.Айзенберг,
Р.Шабо:
Ионный пучок
осаждение тонкой пленки алмазоподобного углерода
J. Vac, Sci.
Техн. Т.8. №1. стр.112. 1971 г.
3.17.
Воеводин, А.А.; Ребхольц, К.; Шнайдер, Дж. М.; Стивенсон, П.; Мэтьюз,
А.
Износостойкий
композитные покрытия, нанесенные методом электронного усиления в замкнутом поле
магнетрон несбалансированный
напыление
Поверхность и покрытия
Технология Т. 73. Н. 3. с. 185. 1995 г.
3.18 . Хёк,
К.; Леонхардт, Г.; Бюкен, Б.; Шпионы, Х. Дж. Лариш:
Технологический процесс
аспекты производства и свойства комбинированных in situ
плазменное азотирование
и высоколегированные инструментальные стали с покрытием PVD
Поверхность и
Технология ЛКМ Т. 74. N. 1-3 с. 339. 1995 г.
74. N. 1-3 с. 339. 1995 г.
3.19. Д.М. Маттокс:
Депонирование пленки
с использованием ускоренных ионов
Электрохим.
Техн. Т.2. п. 295. 1964 г.
3.20. Г.К. Венер:
USP 3 021
271 1959
3.21.
Барна ., Барна Б.П., Пча Ю., Пожгай И.:
ДРУГОЙ MSz 164
976 1973
3.22.
Х.А.Бил, Ф.Вейлер, Р.Ф. Буншах:
Испарение
в процессах газорассеивающего покрытия
J.Vac:Sci.Techn.
Т.11. №1. п. 377. 1974 г.
3.23. Дж. Лаймер:
Разработки
при нанесении твердых покрытий плазменными методами.
Вакуум
Т. 40. № 1-2. стр. 27. 1990
3.24. М. Златанович
:
Показания
покрытия (Ti,Al)N на плазменной азотированной стали.
Поверхность
и технологии покрытий Т. 48. № 1 с. 19. 1991
3.25. С.Айзенберг,
Р. Шабо:
Физика
ионного и ионно-лучевого осаждения
J. Vac.Sci:Techn.
Т. 8. Н.1. стр.112. 1971 г.
Vac.Sci:Techn.
Т. 8. Н.1. стр.112. 1971 г.
3.26. Хр. Вайсмантель
:
Тенденции в
методы осаждения тонких пленок
Проц.
7-й Международный Вак.Конг. Ред.: Доброземский и др. Вена V.II. п. 1545. 1977
3.27. П. Глейзер и др.
др. :
Ион
испарение
Тонкие твердые пленки
Т.32 с. 69. 1976 г.
3.28. Х.М. Габриэль:
Вакуумная дуга
разряды, используемые для нанесения износостойких покрытий на инструменты
Транзакции IEEE
по науке о плазме Т. 21. № 5 с. 416. 1993 г.
3.29.
Р. Тивари, Х. Херман, С. Сампат, Б. Гудмундссон:
Плазменный спрей
консолидация высокотемпературных композитов.
Материаловедение
& Engineering A: Конструкционные материалы: свойства, микроструктура и
Обработка V.
А 144 Н. 1-2. п. 127. 1991 г.
3.30. С.М.Ойха.:
PECVD
тонкие пленки
Физ. тонкого
Фильмы т. 12 изд. 9. Хасс-М. Франкомб – JL Vossen Acad Press, 1982 г.
тонкого
Фильмы т. 12 изд. 9. Хасс-М. Франкомб – JL Vossen Acad Press, 1982 г.
3..31. Ю.Сейка,
В. Перьер:
Плазма
окисление
Физ.
Тонкие пленки, т. 14, изд. М. Франкомб – Vossen JL Acad Press, 1989.
3.32. С.К.Уильямс,
А. Рейзман:
Плазма
вспомогательное окисление Si MRS, отвечающее требованиям
Пало-Альто
1986 год.
3.33. Ю.Немировский,
Р. Гошен:
Тонкий
оксидная пленка на HgCdTe
Приложение. физ.
Письма В.37. с.813. 1980 г.
3.34. Дж. К. Джайлз
и другие :
Плазма
окисление ZrN и HfN
Матер.
Рез. Бык. Т.2. с.837. 1967 г.
3.35. В. И. Грубе,
Дж.Ги.Гей.:
Плазма
Науглероживание стали
Металл
Транс. А. 9. с.1421. 1978 г.
3.36. Ф.Шатбаум,
А. Мельбер:
Плазма
Науглероживание стали в импульсных тлеющих разрядах постоянного тока I. II
II
Промышленный
Отопление V.61. № 35. стр. 53. 1994.
3.37. М. Шен и др.
:
Плазма
Химия полимеров .
Эд: Деккер
1976 г.
3.38. О’Киф и др.
все :
Инф.
субст. мат. и ионная бомбардировка. на плазменном отд. фторкарб. тонкие пленки
Дж.
заявл. полимерные науки. В..53. с.1631. 1994 г.
3.39. В. Поттер и др.
:
Стабильность
плазменных полимеров
Разложение полимера и стабильность V.43. с.385. 1994.
3.40. Дж. Ф. Фридрих
и другие :
Vorbehandlung
von Polymeren mit normal und Niederdruckplasmen zur Herst.
Verklebungen
mit Полиуретан
Гамми
Фазерн Кунстст V.47. стр. 382. 1994 г.
4.1.
Б. Горовиц, Р.И. Сайя.:
СБИС электр.
Т. 8. Гл. 10. Акад. Пресс 1984 г.
4.2. СМ.
Мельяр, Р. Смит:
Ионное травление. для шаблона
разграничение
для шаблона
разграничение
J. Vac. науч. Техн.
В.13. стр.150. 1976 г.
4.3. С.Сомех.:
Введение в
Ионно-плазменное травление
J. Vac. науч. Техн.
В.13. стр.1003. 1976 г.
4.4. Дж. М. Кук .:
Последующее плазменное травление.
и зачистки
Техн. Т. 30.
п. 147. 1987 г.
4.5. В. М. Доналли
и другие :
Сухое травление. III-V
Комп.
J. Vac. науч. Техн.
А В.1. с.626. 1983 г.
4..6. Э. Д. Вольф.
и другие :
Сухое травление.
для субмикронных структур
J. Vac. науч.
Техн. А В.2. с.464.. 1984
4.7. BAHeath
.:
Сухое травление.
из SiO2
J. El. хим.
соц. В.120. с.396. 1982 г.
4.8. Гейс и др.
:
Большая площадь
Ассистент ионного луча. травление GaAs с высокой скоростью травления
J.. Vac. науч. Техн. Б1. стр.1043. 1983 г.
Техн. Б1. стр.1043. 1983 г.
4.9. К.М.Велла:
Кандидаты на
Доп. проц. Техн.
Твердотельный
Техн. В.33. стр.95. 1990 г.
4.10. П.Бугграф:
Доп. Источники плазмы
Полуконд. Междунар.
Т. 17. с.56. 1994.
4.11. Г. Либель.:
Традиция
des Plastiques par Plasma
Поверхности V.
28.с.11. 1990 г.
4.12. П.Зингер.:
Новые рубежи в
Плазменное травление .
Полуконд. Междунар. Т.7.
с.152 1996.
4.13. Пиртон и др.:
ЭЦР-плазма
травление GaN, AlN, InN с использованием йода или брома Хим.
Электр. Буквы
Т.30. р.1985 1994
4.14. М.Кадота и др.:
Депо и
Пьезоэль. Характер. пленок ZnO с помощью системы ECR Sput Syst .
IEEE Trans on
Ультрасон, Ферроэль. и Частота. В.41. стр.479 1994 г.
4.15. О.А.Попов. эт
все :
ЭЦР-плазма
источник для MOCVD SiO2
J. Vac. науч.
Техн. стр.300. 1994 г.
Vac. науч.
Техн. стр.300. 1994 г.
4.16. Колланд М. и др.
:
Улучшение
коэф. прилипания. Mg на полипроп. с помощью in situ ECR Ar и N плазмы.
Adhesion Sci.
Техн. Т.8. стр.435. 1994.
4.17. К. Скидмор:
ECR и MERIE
главные претенденты на низкое давление ething
Полупроводник
Международный V.12. №7. п. 74. 1989 г.
4.18. W.Класс, М.Л. Холм
:
Магнетрон
ионное травление повышает качество СБИС, устраняет проблемы
Industrial Res.
& Дев. Т.4. №8. стр.115. 1983 г.
4.19. W.Класс, М.Л.
Холм :
Магнетрон
ионное травление повышает качество СБИС, устраняет проблемы
Industrial Res.
& Дев. Т.4. №8. стр.115. 1983 г.
4.20.
И.Дж. Пеллетье, Ю. Арналь, Л. Валье:
Микроволновая печь
мультиполярная плазма, возбуждаемая распределённым электронным циклотронным резонансом:
концепция
и производительность
Rev. Sci.
Инструм. В.59. № 7. с. 1072. 1988 г.
Sci.
Инструм. В.59. № 7. с. 1072. 1988 г.
4.21.
А. Кагацумэ, С. Уэда, М. Акиба, Т. Кавабэ:
Сокращение
времени откачки системы напыления очисткой тлеющим разрядом
J. Vac.
науч. & Техн. А В. 9 Н. 4. с. 2364 1991
4.22. Д.
Корцек, Дж. Рапп и др.
Очистка
металлических деталей в кислородной радиочастотной плазме: исследование процесса
J.Vac.Sci..&
Техн. А 12.к. 2.сз. с.369. 1994.
4.16. Дж.Рамм,
Э. Бек и др.:
Низкий
температурный эпитаксиальный рост методом молекулярно-лучевой эпитаксии на водородно-плазменной
очищено
кремниевые пластины
Тонкий твердый
фильмы Т. 246. Н.1-2 с.158. 1994 г.
4.23. Хын-Сик
Тэ и др. :
Низкотемпературные
in situ очистка поверхности кремния (100) методом электронного циклотронного резонанса
водород
плазма
J. Vac.
науч. & Техн. б в. 13 п. 3 р. 908. 1995 г.
Vac.
науч. & Техн. б в. 13 п. 3 р. 908. 1995 г.
4.24.
К. Сакума, К. Мачида, К. Камошида, Ю. Сато, К. Имаи, Э. Араи, :
Силиконовая поверхность
очистка окислением кислородной плазмой электронного циклотронного резонанса
после контакта
отверстие сухое травление
J. Vac. науч.
& Техн. Б в.13 п. 3 р. 902. 1995 г.
4.25. Э.Дж. Пети,
Ф. Хузай:
Оптимальная поверхность
очистка GaAs (001) атомарным водородом
J. Vac. науч. &
Техн. б в. 12 н. 2 р. 547. 1994 г.
4.26.
Р.Д. Руст, Д.А. Доан, И. Сочин:
Улучшения
в соединении проводов и пайке компонентов поверхностного монтажа с использованием
плазменная очистка
методы
IEEE Trans.
Компоненты, гибриды и технология производства.V.14.N.3 с. 573. 1991 г.
5.1. Ю.Дж.Гибсон.:
Проц. оптических
тонкие пленки
Физ. тонких пленок В. л
13. с. 111. 1994 г.
тонких пленок В. л
13. с. 111. 1994 г.
5.2. О.Ансиелло, Р.
Келли:
Модификация балки
Мать .
Т. 1. Эльзевир, 1984.
5.3. Келли Р.: там же 81. о.
6.1. Х. Майер:
Physik dnner Schichten
V. I . п. 30. Висс.
Verlag Штутгарт 1953
6.2. А. Васичек:
Рукавица. Чехская академия 1943 г.
6.3. С.Толанский.:
Многолучевая интерферометрия
тонких пленок
Oxford Clar. Нажимать
1948 г.
6.4. М.Борн, Э.Вольф:
Принципы оптики
стр. . 618. Макмиллан
Комп. 1964
6.5. А.Г.Рвш, К. Зайнингер:
Эллипсометрические инвестиции.
оксидных пленок на GaAs
Журнал. де физ. В.25. стр.209.
1964 г.
6.6. А. Васичек:
Таблицы дет. опт.
Константа
Накл. Ческослов. Акад 1964
6.7. Р.Ф.К. Герцог, Ф. Фибек:
Герцог, Ф. Фибек:
Физ. Ред. V.76. с.855.
1949 год.
6.8. Р.Э. Хониг:
J. Appl. физ.
В.29. с.549. 1958 год.
6.9. Р. К. Брэдли, Э. Рудл
:
J. Appl. физ. В.33.
стр.880. 1962 г.
6.10. ОН. Беске :
З. Ангью. физ.
В.14. стр.30. 1962 г.
6.11. Х.В. Вернер:
Philips Tech.
Ред. V.27. стр.344. 1966 год.
6.12. Х. Охнер:
Z. Phys. В.261.
стр.37. 1973 г.
6.13. Х. Охнер, Э. Штумпе:
Заявл. физ.
В.14. стр.43. 1977 г.
6.14. Х.Либл, Р.Ф.К. Герцог:
J. Appl. физ.
В.34. с.2893. 1963 г.
6.15. З. Юрела:
Цел. Дж. Масс.
Спектральная ионная физика. В.12. стр.33. 1973 г.
6.16. К.А. Андерсен, Дж. Р. Хинторн
:
Anal Chem. В.45.
стр.1421. 1973 г.
6.17. Ф.Г. Рденауэр, В. Штайгер,
Х.В. Вернер:
Наука о поверхности
В.54. с.553. 1976 г.
6. 18. В.Ф. Вег, Д.Дж. Бирманн:
18. В.Ф. Вег, Д.Дж. Бирманн:
Physica V.144.
стр. 177. 1969 г.
6.19. А. Беннингховен:
Z. Phys.V. 220.
стр.159. 1969 г.
6.20. Д. Джойс:
Рад. Последствия
В.19. стр. 235. 1973 г.
6.21. З. Сроубек:
Наука о поверхности
В.44. стр.47. 1974 г.
6.22. М. Чини:
Наука о поверхности
В.54. стр.71. 1976 г.
6.23. Г. Блейз, Г. Слодзян:
J.Phys. (Париж)
Т.31. стр.43. 1970 г.
6.24. Дж. М. Шрёер, Т. Родин, Р.
Брэдли:
Наука о поверхности
В.34. с.571. 1973 г.
6.25. Дж. Антал:
Физ. лат.
Т.55 А. с.493. 1976 г.
6.26. В.К. Йозеповиц, Ф. Павлик
:
Секундер
ion emisszis tmegspektroszkpia alkalmazsa a fellevizsglatokban.
A szilrdtestkutats
jabb eredmnyei 5. Академия Киад, Будапешт, 1979 г.
6.27. Брммер, Дж., Гейденрайх, К.Х.
Кребс, Х. Г. Шнайдер:
Szilrd testek
визглата электроноккал, ионоккал с рнтгенсугрзссал.
Мшаки Книвкиад, Будапешт, 1984 г.
6.28. О.А. Беннингховен, Ф.Г.
Рденауэр, Х.В. Вернер:
Вторичный
Ионная масс-спектрометрия.
Джон Уайли и
Сыновья, Нью-Йорк, 1987 год.
6.29. Д. Бриггс, член парламента Сэх:
Практичный
Анализ поверхности, т. 2. Ионная и нейтральная спектроскопия
Джон Уайли и
Сыновья, Нью-Йорк, 1992.
6.30. Сканирующая туннельная микроскопия
и спектроскопия
Изд. Д. А. Боннелл,
VCH Publichers, Inc., Нью-Йорк, 1993.
6.31. Дрор Шарид:
Сканирование
Силовая микроскопия с приложениями к электрическим, магнитным и атомным силам
Оксфордский университет
Пресса, Нью-Йорк, Оксфорд, 1994.
6.32. Сканирующая туннельная микроскопия
Я . II. III.
Редакторы: Р. Визендангер,
Х.-Дж. Гнтеродт, Серия Springer по физике поверхности, т. 20, 1992.
Сканирование Туннелирование
Микроскопия II .
Редакторы: Р. Визендангер,
Х.-Дж. Гнтеродт, Серия Springer по физике поверхности, т. 28, 1993.
Сканирование Туннелирование
Микроскопия III .
Редакторы: Р. Визендангер,
Х.-Дж. Гнтеродт, Серия Springer по физике поверхности, т. 29, 1993 г.
6.33. С. Перковиц
Оптическая характеристика
полупроводников
Academic Press, 1993 г.
6.34. Д.М. Назад
Преобразование Фурье
Инфракрасный анализ тонких пленок
Физика тонкого тела
Пленки, тонкие пленки V.15 для передовых электронных устройств
Изд. М.Х. Франкомб,
Дж. Л. Фоссен, стр. 265–312, Academic Press, 19.91
6.35. комбинационное рассеяние, люминесценция,
и спектроскопические приборы в технике
SPIE V.21. п.
1055. 1989 г.
6.36. Х. Охснер:
Тонкая пленка
и анализ профиля глубины
Спрингер
Ферлаг, Берлин, 1984 г.
8.1. Срей Дж.:
Klnleges
технологик, плазматехнологик
Анягтехнология
489. о. Серк.: Prohszka J.
Танковкиада
1987
8.2. Б.Ф.Кувин.:
PAL
вырезает выступы для упрощения сварки Ass .
Сварка
дизайн и Fab V.67. стр.14 1994 г.
8.3. Й.К.Мартикайнен
:
Плазма
дуговая сварка алюминиевых сплавов с прорезью в замочную скважину
Сварка
в мире V.34. с.391 1994.
8.4. Брик и др.:
Плазма
дуговая сварка алюминиевых сплавов на переменном токе
Автон.
Сварка В.4. стр.52. . 1992
8.5. Ниши и др.:
Дуга
напряжение и тепловая эффективность при плазменно-дуговой плавке титана
ISIJ Internat.
В.33. стр.114. 1995 г.
8.6. Р.Д.Уилзор.:
Емкость
Сварка разрядом, анализ через сверхскоростную фотосъемку
Сварка
Журнал V. 72. стр.101. 1993 г.
72. стр.101. 1993 г.
8.7. Р.Г.Кианини
, Б. Рубинский:
3-мерный
одновременно процесса плазменно-дуговой сварки
Внутр. Журнал.
тепломассоперенос. В.36. стр.3283. 1993 г.
8.8. Э. М. Брейнан
и другие :
Быстрое
процесс затвердевания.
стр. 87.
Эд. Мехрабиан Р. и соавт. Издательство Claitors. Отд. 1978 г.
8.9. М. Паливаль,
Д.Апелян.:
Ан
эксп. исследование плавления порошка при LPPD
Проц.
Плазменный процесс и синтез. материалов стр.187.
Изд.: J.
Шкели – Д. Апелян. Северная Голландия 1983.
8.10. Р.В.Смит и др.:
Консолидация
порошка суперсплавов Ni Base при низком прессовании. Плазменный отдел .
Там же, стр. 217.
8.11. Пекшев и др.:
Плазменное напыление
многослойное защитное покрытие для газотурбинных установок
Серф. и покрытия
техн. В.64. стр.5. 1994 г.
и покрытия
техн. В.64. стр.5. 1994 г.
8.12. WXPan и др.:
Плазма
спрей отд. мелкодисперсного порошка SiC
J. Am.
Керам. соц. В.76. стр.1335. 1993
8.13. А.Кюль, Х.Риггер:
Керам.
Бешихт в Пумпенбау.
Werkstoffe
и коррозия V.45. стр. 615. 1994.
8.14. Х. Хеммес и др.:
Суперконд.
и Структура. свойство слоев YBaCuO и BiSrCaCuO, напыленных плазмой.
J. Сплавы
Комп. В.195. стр. 283. 1993.
8.15. Т. Ямагучи и др.:
Подготовка
частичного ультрадисперсного AlN в результате реакции между плазмой N и расплавленными сплавами Al
Материалы
Транс. В.35. стр. 538. 1994.
КИЛПС ВИССЗА А ТАРТАЛОМЖЕГЫЗХЕЗ
[PDF] ПРОТОКОЛЫ НАПЫЛЕНИЯ – Скачать PDF бесплатно
1 РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ K550 РАЗДЕЛ 1 ОПИСАНИЕ РАЗДЕЛ 2 УСТАНОВКА РАЗДЕЛ 3 ЭКСПЛУАТАЦИЯ РАЗДЕЛ 4 НАНЕСЕНИЕ. ..
..
K550
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
РАЗДЕЛ 1
DESCRIPTION
SECTION2
INSTALLATION
SECTION 3
OPERATION
SECTION 4
SPUTTERINGPROTOCOLS
SECTION 5
SERVICE AND MAINTENANCE
SECTION 6
SPARES AND ACCESSORIES
SECTION7
APPENDIX
SECTION 8
ССЫЛКИ
C E Декларация: Это оборудование данной конструкции и производства, имеющее маркировку CE, соответствует требованиям европейских директив EMC 89./336/ЕЕС и LVD 73/23/ЕЕС. Это оборудование будет «отказоустойчивым» при наличии чрезмерного радиочастотного, электростатического разряда или переходных процессов в сети. Несмотря на то, что в экстремальных условиях может произойти потеря функции, работа Оборудования будет полностью восстановлена при нормальных условиях эксплуатации.
A
Сетевой кабель.
Это оборудование должно быть заземлено и оснащено кабелем, соответствующим стране эксплуатации. Как правило, это достигается от соответствующей сетевой розетки 9.0021
Как правило, это достигается от соответствующей сетевой розетки 9.0021
Это оборудование обычно питается от 3-контактного источника питания, включая заземление. Если доступно только 2-контактное питание, необходимо установить отдельное заземление. Для выполнения этого требования можно использовать дополнительный штырь заземления.
Выход: только для питания насоса и представляет собой максимальное напряжение сети 8 ампер.
ОПИСАНИЕ
РАЗДЕЛ 1
В системе K550 используется узел магнетронной мишени, который повышает эффективность процесса с использованием низких напряжений и обеспечивает мелкозернистое холодное распыление без необходимости охлаждения мишени или предметного столика. Высота образца регулируется дискретными шагами, вмещает ряд образцов и заглушек, что вместе с предварительно выбираемыми параметрами и автоматическим управлением обеспечивает заданную и воспроизводимую толщину осаждения пленки. Инструмент оснащен диаметром 60 мм. х 0,1 мм. Толстая золотая быстросменная мишень обеспечивает оптимальное соотношение цены и качества расходных материалов. Встроенная приборная панель и подключаемая электроника максимально увеличивают «время безотказной работы» и, благодаря удобному дизайну, обеспечивают удовлетворительную многопользовательскую дисциплину. Параметры распыления могут быть заданы заранее, включая игольчатый клапан для выпуска газа, который имеет резервный электромагнитный клапан. Напыляющая головка заблокирована, и в систему можно легко установить насадку для нанесения углеродного покрытия K250. Независимый вакуумный насос управляется прибором на протяжении всего полностью автоматического цикла нанесения покрытия.
Встроенная приборная панель и подключаемая электроника максимально увеличивают «время безотказной работы» и, благодаря удобному дизайну, обеспечивают удовлетворительную многопользовательскую дисциплину. Параметры распыления могут быть заданы заранее, включая игольчатый клапан для выпуска газа, который имеет резервный электромагнитный клапан. Напыляющая головка заблокирована, и в систему можно легко установить насадку для нанесения углеродного покрытия K250. Независимый вакуумный насос управляется прибором на протяжении всего полностью автоматического цикла нанесения покрытия.
УСТАНОВКА
РАЗДЕЛ 2
Важно, чтобы данное оборудование устанавливалось и эксплуатировалось квалифицированным персоналом в соответствии с данными инструкциями. Невыполнение этого требования может привести к повреждению и ухудшению обеспечиваемой защиты. “Если сомневаетесь – СПРАШИВАЙТЕ”. Для агрегата должно быть обеспечено подходящее место – либо на скамейке, либо на рекомендованной тележке.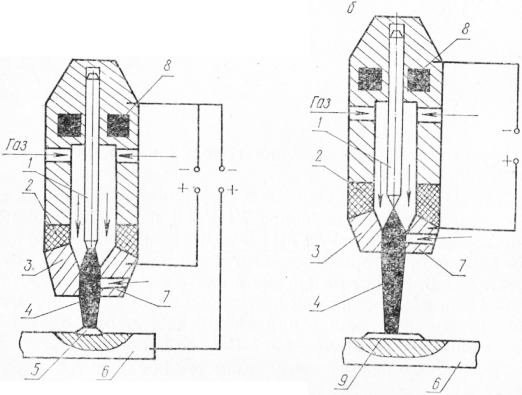 Общий вес системы 25 кг. Температура окружающей среды, в которой работает система, составляет от 150°C до 250°C при относительной влажности без конденсации не более 75%. Требуется достаточная вентиляция, а расположение должно быть защищено от прямых солнечных лучей. Система рассчитана на непрерывную работу, кроме указанных источников питания. См. Раздел 2.3
Общий вес системы 25 кг. Температура окружающей среды, в которой работает система, составляет от 150°C до 250°C при относительной влажности без конденсации не более 75%. Требуется достаточная вентиляция, а расположение должно быть защищено от прямых солнечных лучей. Система рассчитана на непрерывную работу, кроме указанных источников питания. См. Раздел 2.3
2.1
Предварительные проверки
Извлеките прибор из упаковки и поместите в соответствующее рабочее положение. Выполните визуальный осмотр на наличие признаков повреждения при транспортировке. Извлеките пакет аксессуаров и проверьте его содержимое по списку доставки пакета аксессуаров K550. Убедитесь, что все области прибора свободны от незакрепленного упаковочного материала. В частности, проверьте камеру прибора, стеклянный цилиндр и L-образные прокладки. (Не используйте вакуумную смазку на прокладках). Если был поставлен вакуумный насос, проведите предварительные проверки в соответствии с рекомендациями производителя. (См.: Приложение 7. Для подключения разъема насоса.) ~~:
(См.: Приложение 7. Для подключения разъема насоса.) ~~:
Если вы используете существующие или альтернативные соединения, сообщите об этом.
вакуумный
насос,
с
2.2
Соединения.
Подключения должны выполняться только в соответствии с инструкциями.
См. Приложение 7.1. Рисунок 1. Схема задней панели.
Номиналы предохранителей и напряжения см. в: Приложение 7.2. Любые другие элементы на задней панели, не указанные в списке, предназначены для обычного производства и недоступны для данного прибора. ~QI.5: Требуется однофазный источник переменного тока с заземлением – выбрано правильное напряжение для страны эксплуатации. : либо номинал 240 В, либо номинал 120 В. Диапазон напряжения и частоты:
2.2. Соединения
– продолжение
Выполните подключения технологического газа к задней панели (см.: Приложение 7.1, рис. 1) с помощью прилагаемых трубок и соединителей. Разъем вставляется и «защелкивается» в заблокированном положении. Его можно освободить, нажав на металлический язычок. Рекомендуется использовать аргон при номинальном давлении cf4 фунт/кв. дюйм. Электрический вход в прибор осуществляется с помощью прилагаемого шнура питания. Соединение прибора стандартное, а кабель оснащен вилкой, соответствующей стране эксплуатации. Убедитесь, что заглушки надежно закреплены. Убедитесь, что два переключателя напряжения A/B (см.: Приложение 7.1, рисунок 1) установлены на правильное напряжение для страны эксплуатации, которое должно соответствовать наклейке напряжения на приборе. Соответствующие источники питания для стран приведены в Приложении 7.3. Вакуумное соединение осуществляется с помощью вакуумного шланга длиной 1 метр. Это насадка на прибор. Убедитесь, что он надежно закреплен по всей длине вакуумного соединителя. Если используется рекомендованный насос, он также имеет вставной соединитель. Перед установкой вакуумного шланга убедитесь, что этот соединитель надежно закреплен на месте. ~QI&:
Его можно освободить, нажав на металлический язычок. Рекомендуется использовать аргон при номинальном давлении cf4 фунт/кв. дюйм. Электрический вход в прибор осуществляется с помощью прилагаемого шнура питания. Соединение прибора стандартное, а кабель оснащен вилкой, соответствующей стране эксплуатации. Убедитесь, что заглушки надежно закреплены. Убедитесь, что два переключателя напряжения A/B (см.: Приложение 7.1, рисунок 1) установлены на правильное напряжение для страны эксплуатации, которое должно соответствовать наклейке напряжения на приборе. Соответствующие источники питания для стран приведены в Приложении 7.3. Вакуумное соединение осуществляется с помощью вакуумного шланга длиной 1 метр. Это насадка на прибор. Убедитесь, что он надежно закреплен по всей длине вакуумного соединителя. Если используется рекомендованный насос, он также имеет вставной соединитель. Перед установкой вакуумного шланга убедитесь, что этот соединитель надежно закреплен на месте. ~QI&:
Если вы используете существующий или альтернативный вакуумный насос и у вас возникли трудности с подключением, сообщите об этом.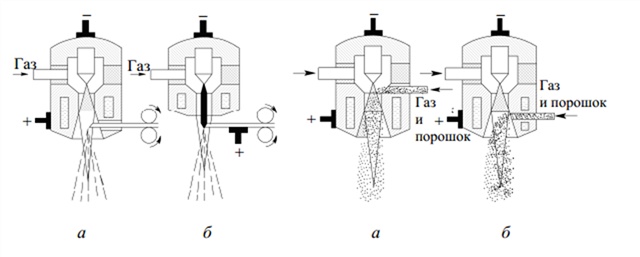
Фильтр масляного тумана с металлическим адаптером должен быть установлен на выходе вакуумного насоса (см. Раздел 6). Убедитесь, что вакуумный насос заполнен правильным маслом. (См. Раздел 6.) Если вакуумный насос оснащен выключателем Вкл./Выкл., убедитесь, что он оставлен в положении «Вкл.», поскольку прибор будет выполнять рекомендуемое управление. Убедитесь, что разъем HT к крышке надежно прикручен, а также надежно прикручен к разъему на задней панели. Чек регулируемой ступени может быть установлен в трех положениях. Позиционирование осуществляется с помощью подпружиненных установочных шариков, которые можно полностью снять без повреждения узла. Обычно рекомендуется нижнее положение.
2.3
Начальная эксплуатация
Проверки
(их следует проводить после ознакомления с элементами управления, описанными в Разделе 3). Убедитесь, что контроль отложений установлен на минимум (полностью против часовой стрелки). Установите регулятор таймера на максимум (полностью по часовой стрелке).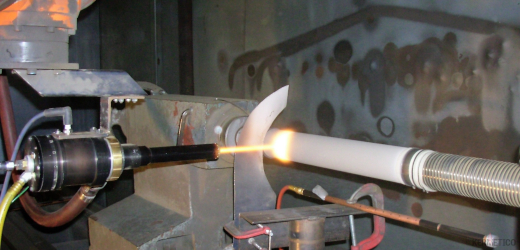 Включите питание тумблером, расположенным на задней панели прибора. Неоновый свет должен загореться, указывая на питание прибора. Убедитесь, что 12В. переменного тока и 12В. Светодиоды постоянного тока горят на передней панели. Блокировка проверки не инициирована (светодиод не горит). Проверьте технологический газ, задействовав клапан сброса. Показания выходного манометра баллона с технологическим газом немного упадут. Крышка K550 «слегка» приподнимется, когда камера наполнится Q.8S. Проверьте вакуумный насос с помощью пускового переключателя. Вакуумметр должен достигать 5 x 10~ мбар в течение 1 минуты после окончания начальной продувки. Дайте системе продолжить откачку, вакуум должен достичь прибл. 1 x 10-1 мбар (точка срабатывания стравливания) в течение 2 минут. Убедитесь в том, что светодиод блокировки включения питания горит, когда крышка закрыта, и когда загорается светодиод сброса давления, отрегулируйте игольчатый клапан в задней части прибора для достижения стабильного вакуума 1 x 10~1 мбар.
Включите питание тумблером, расположенным на задней панели прибора. Неоновый свет должен загореться, указывая на питание прибора. Убедитесь, что 12В. переменного тока и 12В. Светодиоды постоянного тока горят на передней панели. Блокировка проверки не инициирована (светодиод не горит). Проверьте технологический газ, задействовав клапан сброса. Показания выходного манометра баллона с технологическим газом немного упадут. Крышка K550 «слегка» приподнимется, когда камера наполнится Q.8S. Проверьте вакуумный насос с помощью пускового переключателя. Вакуумметр должен достигать 5 x 10~ мбар в течение 1 минуты после окончания начальной продувки. Дайте системе продолжить откачку, вакуум должен достичь прибл. 1 x 10-1 мбар (точка срабатывания стравливания) в течение 2 минут. Убедитесь в том, что светодиод блокировки включения питания горит, когда крышка закрыта, и когда загорается светодиод сброса давления, отрегулируйте игольчатый клапан в задней части прибора для достижения стабильного вакуума 1 x 10~1 мбар. Когда загорится светодиод покрытия, МЕДЛЕННО увеличивайте напыление до тех пор, пока не появится плазма (синяя) прибл. 10 мА. Продолжайте увеличивать плазму в диапазоне до прибл. 40 мА, затем уменьшите и установите на 20 мА. Дайте прибору автоматически истечь время ожидания и выпустить воздух. НКИ~:
Когда загорится светодиод покрытия, МЕДЛЕННО увеличивайте напыление до тех пор, пока не появится плазма (синяя) прибл. 10 мА. Продолжайте увеличивать плазму в диапазоне до прибл. 40 мА, затем уменьшите и установите на 20 мА. Дайте прибору автоматически истечь время ожидания и выпустить воздух. НКИ~:
Цикл распыления рассчитан на макс. 50 мА в течение 5 минут при рабочем цикле 50 %. (Время выключения – 5 минут.)
(Если время ожидания прибора истекло через 4 минуты, перезапустите и продолжите настройку.) После завершения настройки установите таймер на 2 минуты. Выберите «Удержание-запрещение». Выберите запуск насоса и дайте вакууму достичь значения выше 1 x 10-1 мбар. M~:
Hold-Inhibit обычно запускается только при использовании угольной насадки K250 или если считается необходимым дегазировать образец в течение более длительного периода времени.
Отпустите блокировку удержания и наблюдайте. Вакуум должен вернуться в ранее установленное положение. Наблюдайте~ Прибор завершает автоматический цикл, нанося покрытие при 20 мА в течение 2 минут при вакууме 1 x 10-1 мбар. Выберите запуск насоса и наблюдайте, как прибор завершает автоматический цикл в соответствии с заданными параметрами.
Выберите запуск насоса и наблюдайте, как прибор завершает автоматический цикл в соответствии с заданными параметрами.
ЭКСПЛУАТАЦИЯ См.: Приложение 7.1 Рисунок 2. Схема передней панели.
РАЗДЕЛ 3
3.1
Последовательность
Последовательность событий для типичного цикла нанесения покрытия. Предполагая, что прибор настроен в соответствии с инструкциями раздела 2
1.
Предлагаемый список.
(a)
Игольчатый клапан (выпускной) настроен на подачу 1×1 0-1 мбар при номинальном давлении 4 фунта на кв. дюйм.
(b)
Столик для образцов установлен в нижнее положение. (Расстояние между столиком и мишенью 45 мм.)
(c)
Ток осаждения при 20 мА.
(d)
Время осаждения 2 минуты.
(e)
Типовое покрытие 15 нм (150 Ангстрем).
М~:
параметры
, который должен быть удовлетворительным
для общего применения
такой же, как
Эти условия для толщины покрытия можно легче определить, обратившись к диаграмме осаждения K550 (Приложение 7), допускающей расстояние между любыми выступами и высотой образца при считывание окончательных настроек.
2.
Запуск насоса
(8)
В течение 10 секунд камера будет продуваться технологическим газом. (Аргон.)
(b)
После откачки сработает выпуск, и вакуум в камере стабилизируется на 60 секунд на уровне 1 x 10-1 мбар.
(c)
Покрытие будет работать при токе осаждения 20 мА.
3.
В конце цикла.
(a)
Вентиляционная заглушка сработает автоматически: и сработает продувка. Пылесос
(b)
Если требуется дополнительная продувка. вентиляцией можно управлять вручную.
(c)
Вентиляционная заглушка может также приводиться в действие вручную для прерывания цикла.
4.
Удержание-запрет.
(a)
Если необходимо дегазировать образец больше, чем в обычном автоматическом цикле, выберите Hold-Inhibit. Это заблокирует систему и позволит продолжить работу камеры после первоначальной продувки. Вакуум в конечном итоге будет несколько лучше, чем 7 x 1. Когда блокировка удержания отключена, K550 примет нормальный цикл.
(b)
Если необходимо использовать K250 для «мгновенного» испарения углерода, выберите режим удержания-запрета. K550 сейчас используется как вакуумная камера для угольной головки. Используя уголь или шнур, вакуум отходящих газов 1 x 10-1 мбар, 7 x 10-2 мбар и вакуумы испарения для завершения, выберите Vent-Stop на K550.
насос остановится.
Используется для одного из двух условий.
. Подробную информацию см. в отдельном руководстве по эксплуатации K250
ПРОТОКОЛЫ НАПЫЛЕНИЯ
РАЗДЕЛ 4
Нижеследующее является лишь кратким описанием и руководством. Для получения дополнительной информации см. Справочные материалы – Раздел 8.
K550 в первую очередь предназначен для обеспечения проводящих металлических покрытий для СЭМ-микроскопии. В таких приложениях обычно используются алюминиевые заглушки для образцов. Основная классификация типов образцов – между «объемными» и «в виде частиц». В случае «объемных» образцов требуется хорошее сцепление с заглушкой. Кроме того, несмотря на то, что достигается всенаправленное покрытие, может быть выгодно использовать клеи, которые являются электропроводными. Silver Dag, проводящая краска с содержанием серебра, обычно используется, но для достижения несколько более прочного соединения лучше использовать эпоксидную смолу с содержанием серебра, которая обладает хорошей прочностью и электропроводностью. В случае «дисперсных» образцов, в зависимости от природы, снова подходит тонкий слой Silver Dag с «рассыпанными» на него образцами. В качестве альтернативы можно использовать цианоакрилат или двусторонний скотч. В обоих случаях монтажная среда имеет низкий профиль. Покрытие должно быть достаточным для обеспечения электрического контакта с образцом и шлейфом. Если это не так, может потребоваться склеивание с использованием одного из ранее упомянутых токопроводящих клеев. Хотя стандартные настройки для напыления, упомянутые в разделе 3 «Эксплуатация», могут быть удовлетворительными для большинства применений РЭМ (обычные настройки для 15 нм (150 Ангстрем): 20 мА, 45 мм, 2 мин), их можно оптимизировать в зависимости от образца.
Кроме того, несмотря на то, что достигается всенаправленное покрытие, может быть выгодно использовать клеи, которые являются электропроводными. Silver Dag, проводящая краска с содержанием серебра, обычно используется, но для достижения несколько более прочного соединения лучше использовать эпоксидную смолу с содержанием серебра, которая обладает хорошей прочностью и электропроводностью. В случае «дисперсных» образцов, в зависимости от природы, снова подходит тонкий слой Silver Dag с «рассыпанными» на него образцами. В качестве альтернативы можно использовать цианоакрилат или двусторонний скотч. В обоих случаях монтажная среда имеет низкий профиль. Покрытие должно быть достаточным для обеспечения электрического контакта с образцом и шлейфом. Если это не так, может потребоваться склеивание с использованием одного из ранее упомянутых токопроводящих клеев. Хотя стандартные настройки для напыления, упомянутые в разделе 3 «Эксплуатация», могут быть удовлетворительными для большинства применений РЭМ (обычные настройки для 15 нм (150 Ангстрем): 20 мА, 45 мм, 2 мин), их можно оптимизировать в зависимости от образца. Цель состоит в том, чтобы получить как можно более тонкое и непрерывное проводящее покрытие, чтобы избежать загораживания деталей, при этом обеспечивая стабильность образца и избегая зарядки. Для образцов очень неправильной формы может потребоваться немного более толстое покрытие, если наблюдается зарядка. Хотя различные настройки, такие как время и расстояние, могут быть изменены, мы рекомендуем увеличить время покрытия, сохраняя при этом ток распыления и расстояния. (Для типичной настройки 21 нм (210 Ангстрем): 20 мА, 45 мм, 3 мин.) Для менее неровных образцов и более тонких покрытий для мелких деталей, где заряд не кажется таким значительным, предпочтительным методом будет уменьшение тока распыления. (Обычные настройки для 10 нм (100 Ангстрем): 15 мА, 45 мм, 2 мин.) Подвод тепла от распыления с помощью K550 очень мал. Если считается, что образец чувствителен к нагреву, то рекомендуется использовать низкий ток распыления с более длительным временем для достижения необходимой толщины покрытия при сохранении максимального расстояния между образцами.
Цель состоит в том, чтобы получить как можно более тонкое и непрерывное проводящее покрытие, чтобы избежать загораживания деталей, при этом обеспечивая стабильность образца и избегая зарядки. Для образцов очень неправильной формы может потребоваться немного более толстое покрытие, если наблюдается зарядка. Хотя различные настройки, такие как время и расстояние, могут быть изменены, мы рекомендуем увеличить время покрытия, сохраняя при этом ток распыления и расстояния. (Для типичной настройки 21 нм (210 Ангстрем): 20 мА, 45 мм, 3 мин.) Для менее неровных образцов и более тонких покрытий для мелких деталей, где заряд не кажется таким значительным, предпочтительным методом будет уменьшение тока распыления. (Обычные настройки для 10 нм (100 Ангстрем): 15 мА, 45 мм, 2 мин.) Подвод тепла от распыления с помощью K550 очень мал. Если считается, что образец чувствителен к нагреву, то рекомендуется использовать низкий ток распыления с более длительным временем для достижения необходимой толщины покрытия при сохранении максимального расстояния между образцами. Предварительное охлаждение предметного столика не считается необходимым при малом тепловом вкладе и низком напряжении распыления. Предполагая, что образец стабилен при комнатной температуре. Низкое напряжение распыления позволяет получить покрытие с низким тепловым входом и высоким разрешением с малым размером зерна. Обычно размер зерна ~ составляет порядка 2 нм (20 ангстрем). Однако, поскольку обычно для достижения электропроводности требуется более толстое покрытие, окончательное разрешение будет несколько меньше. Альтернативные материалы мишени могут предполагать меньший размер зерна, золото/палладий имеют размер порядка 1,7 нм (17 ангстрем), может не обязательно быть заметный выигрыш в высоком разрешении, и такие покрытия могут быть подвержены растрескиванию. Особое внимание следует уделить использованию альтернативного материала, так как золото оказалось особенно успешным для большинства работ с электронным электронным микроскопом при использовании в таких приборах, как K550.
Предварительное охлаждение предметного столика не считается необходимым при малом тепловом вкладе и низком напряжении распыления. Предполагая, что образец стабилен при комнатной температуре. Низкое напряжение распыления позволяет получить покрытие с низким тепловым входом и высоким разрешением с малым размером зерна. Обычно размер зерна ~ составляет порядка 2 нм (20 ангстрем). Однако, поскольку обычно для достижения электропроводности требуется более толстое покрытие, окончательное разрешение будет несколько меньше. Альтернативные материалы мишени могут предполагать меньший размер зерна, золото/палладий имеют размер порядка 1,7 нм (17 ангстрем), может не обязательно быть заметный выигрыш в высоком разрешении, и такие покрытия могут быть подвержены растрескиванию. Особое внимание следует уделить использованию альтернативного материала, так как золото оказалось особенно успешным для большинства работ с электронным электронным микроскопом при использовании в таких приборах, как K550.
СЕРВИС И ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ ~.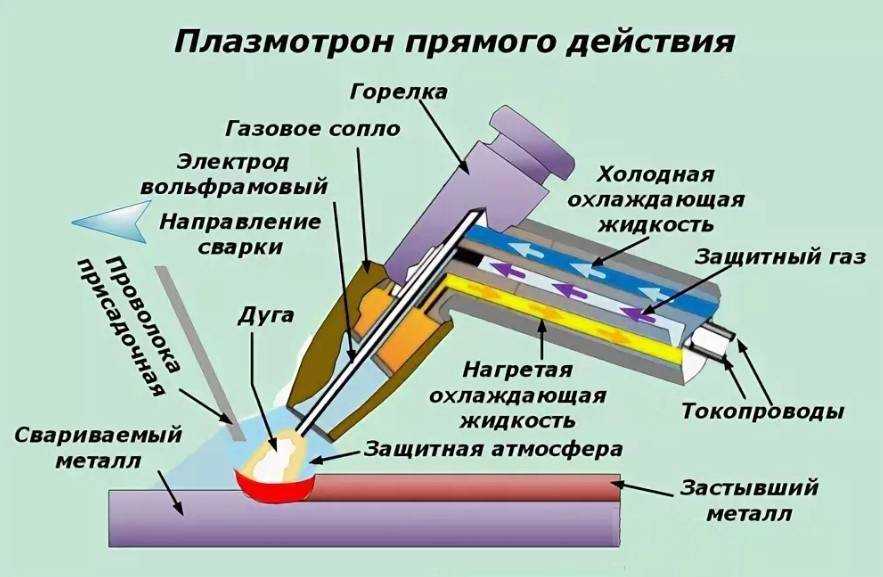 1
1
РАЗДЕЛ 5
“‘B.nwnBnce
Проверьте и очистите стеклянную камеру и L-образные прокладки по мере необходимости, используя Velin Tissue и пенопластовую камеру L-образные прокладки по мере необходимости, используя Velin Tissue и чистящее средство для пены, или аналогичный (См. Раздел 6.) и (Ежемесячно.) Раздел 6.) (Ежемесячно.)
Не используйте вакуумную смазку на L-образных прокладках. Проверьте состояние материала мишени. Износ зависит от использования. Это происходит в основном по внешнему кольцу, что составляет около 70% площади поверхности. (Ежемесячно.) Когда подложка показывает края, ее все еще можно использовать. Когда это становится чрезмерным и влияет напыление, мишень должна быть заменено
~~:
Для восстановления драгоценных металлов предлагается замена целевого обмена. При возврате оригинальной опорной пластины на новую покупку предоставляется скидка. покупка.
В Чанаэ Тараэт. Ослабьте два маленьких винта с шестигранной головкой по окружности держателя мишени с помощью шестигранного ключа, входящего в комплект запасных частей. Они располагаются в V-образной канавке на окружности мишени, после чего мишень может быть удалена. Замените новой целью. Убедитесь, что винты одинаково и надежно затянуты в V-образный паз, чтобы обеспечить хорошее электрическое и механическое соединение. Проверьте уровень масла вакуумного насоса. (ежемесячно)
Они располагаются в V-образной канавке на окружности мишени, после чего мишень может быть удалена. Замените новой целью. Убедитесь, что винты одинаково и надежно затянуты в V-образный паз, чтобы обеспечить хорошее электрическое и механическое соединение. Проверьте уровень масла вакуумного насоса. (ежемесячно)
Замена масла каждые 6 месяцев с использованием 1 литра Supergrade ‘A’. (См. Раздел 6.) (6 месяцев.) Проверьте фильтр масляного тумана на предмет насыщения. Меняйте каждые 6 месяцев или чаще по мере необходимости. (См. раздел 6.) (Это одноразовый пластиковый фильтр, который нельзя повторно активировать.) Регулярно проверяйте общее состояние электрических шнуров и вилок. ПРЕДОСТЕРЕЖЕНИЕ: Убедитесь, что электрическая сеть отключена во время любых работ по техническому обслуживанию и ремонту. ~~:
Расходные материалы можно приобрести у Emitech или у утвержденного дистрибьютора. Следует использовать только элементы, рекомендованные Emitech. За технической помощью и консультацией обращайтесь в Emitech.
Emitech Ltd., South Stour Avenue, Ashford, Kent TN23 7RS. Англия. Тел.: +44 1233646332 Факс: +44 1233640744 **Если утвержденный дистрибьютор неизвестен – за подробностями обращайтесь напрямую в Emitech
5.2
Сервисная служба
Плановые проверки.
не нужно. В случае неработоспособности выполните следующее
ВАЖНО: В зависимости от характера проблемы отсоедините кабель питания ПЕРЕД выполнением любых работ по обслуживанию. 1.
Проверьте питание прибора: задняя неоновая лампа должна гореть.
2.
Проверьте питание электроники: 12 В переменного тока и 12 В постоянного тока должны гореть.
3.
Контрольные предохранители: См. Приложение 7.2.
4.
Проверить вакуумный насос: местный переключатель должен быть в положении «Вкл.».
5.
Уплотнение контрольной камеры для вакуумных утечек.
6.
Проверить рабочее состояние органов управления прибором.
7.
Установите винты с внутренним шестигранником на цель и соединения.
8.
Убедитесь, что светодиод «PowerOn» загорается, когда переключатель крышки закрыт. блокировка подачи напыления.
9.
Проверить, установлены ли правильные условия для напыления.
10.
Проверить все соединения.
11.
Убедитесь, что переключатель Hold-Inhibit выключен.
В случае отрицательного результата всех проверок обратитесь в компанию Emitech или к местному дистрибьютору. Схема предварительной доставкиModularExchangeServiceScheme используется для полной электроники управления единым модулем. Он может быть установлен заказчиком в соответствии с предоставленными инструкциями. ПРИМЕЧАНИЕ. Запасные части можно приобрести у Emitech или у утвержденного дистрибьютора. Следует использовать только элементы, рекомендованные Emitech. За технической помощью и консультацией обращайтесь в Emitech.
Emitech Ltd., South Stour Avenue Ashford, Kent TN23 7RS Англия. Тел.: +44 1233 646332 Факс: +44 1233 640744 **Если официальный дистрибьютор неизвестен, свяжитесь с Emitech напрямую для получения подробной информации.
ЗАПАСНЫЕ ЧАСТИ И ПРИНАДЛЕЖНОСТИ
РАЗДЕЛ 6
Следующие компоненты можно приобрести у Emitech или у местного дистрибьютора, а более подробно они представлены в текущем Каталоге расходных материалов Emitech. Копии могут быть отправлены по запросу.
** для специальных мишеней
по запросу.
Раздел 7
Приложение
7.1
Рисунок 1
Задняя панель
Рисунок 2
Отдельная панель
7,2
Списки.
1,5
Карта депонирования
~
;L
.
Q
>
1&1
> C”
~ 0 Co
–
N .-
z T 0 -‘ 0 :r
«
c> ‘0
! III J: U
~ ~ UJ
A. 0
слишком «
~
tiI
C1) I no ~ ~ no
.
\II ~ копия ~ сделать
.
0 w W-I CD
c E
.
‘”
0
.
Ш)
”
.
.
0
.
с’е ~
« iii
…
. .
.
Z 0
–
I IZ W >
‘C 0 u
U)
.
.
0 ~ МЕ
.
.
00
N8
.
~ .-
. .
~
.0
~
i~.
I
.~
~м~.
.0 ,..
I 0 ~ X
~
~
~i~ lliw~
.
..m.m ~
, ~
~~
8~ 8~
::8
IQ
~e
~
 Предохранитель стандарта LEG 127, CEE4. Стандарт предохранителей CSA C22.2/UL 198G *
Предохранитель стандарта LEG 127, CEE4. Стандарт предохранителей CSA C22.2/UL 198G * J.Vac.Sci. Technol., 19,205-215
J.Vac.Sci. Technol., 19,205-215 Это также относится ко всем тем лицам, которые соприкасаются с Подготовительным оборудованием и принадлежностями как на территории пользователя, так и на территории производителя во время ремонта или обслуживания. Необходимо заявить о загрязнении оборудования и принадлежностей для подготовки и заполнить форму Декларации о здоровье и безопасности.
Это также относится ко всем тем лицам, которые соприкасаются с Подготовительным оборудованием и принадлежностями как на территории пользователя, так и на территории производителя во время ремонта или обслуживания. Необходимо заявить о загрязнении оборудования и принадлежностей для подготовки и заполнить форму Декларации о здоровье и безопасности.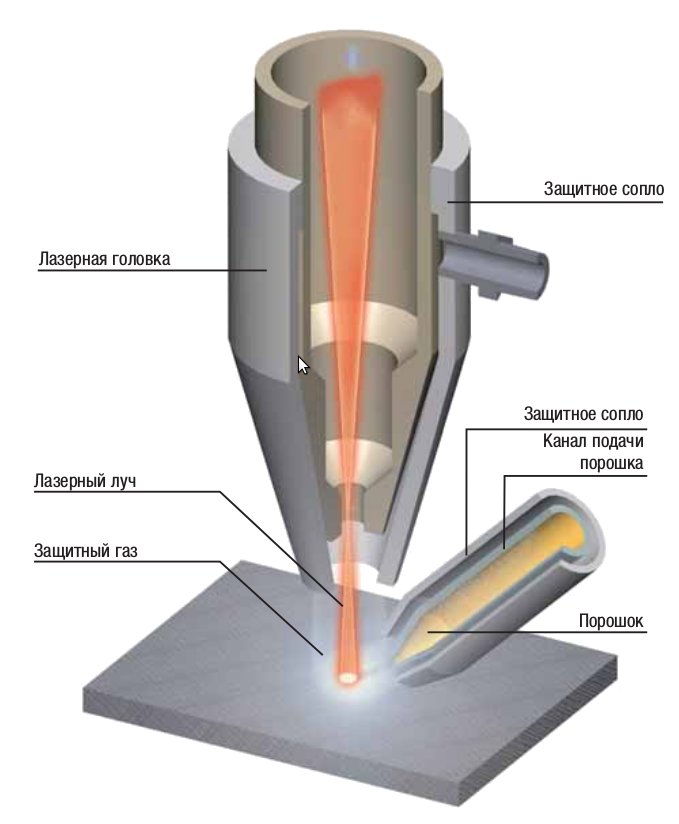 Отправьте в подходящей транспортной таре.
Отправьте в подходящей транспортной таре.

 Комбинируя эти бинарные соединения в тройную или четвертичную нанокристаллическую систему, мы можем адаптировать материал для желаемого сочетания свойств. Здесь мы описываем результаты по структурным и механическим свойствам систем покрытий, состоящих из карбида вольфрама-хрома и/или нитрида. Эти покрытия WC-Cr-(N) наносят с помощью магнетронного распыления. На этих покрытиях был продемонстрирован рост адгезивных нанокристаллических алмазных пленок методом микроволнового плазмохимического осаждения из паровой фазы. Покрытия WC-Cr-(N) и WC-Cr-(N)-NCD охарактеризованы с помощью атомно-силовой микроскопии и РЭМ, рентгеновской дифракции, рентгеновской фотоэлектронной спектроскопии, рамановской спектроскопии и наноиндентирования.
Комбинируя эти бинарные соединения в тройную или четвертичную нанокристаллическую систему, мы можем адаптировать материал для желаемого сочетания свойств. Здесь мы описываем результаты по структурным и механическим свойствам систем покрытий, состоящих из карбида вольфрама-хрома и/или нитрида. Эти покрытия WC-Cr-(N) наносят с помощью магнетронного распыления. На этих покрытиях был продемонстрирован рост адгезивных нанокристаллических алмазных пленок методом микроволнового плазмохимического осаждения из паровой фазы. Покрытия WC-Cr-(N) и WC-Cr-(N)-NCD охарактеризованы с помощью атомно-силовой микроскопии и РЭМ, рентгеновской дифракции, рентгеновской фотоэлектронной спектроскопии, рамановской спектроскопии и наноиндентирования. В.,
В., Journal of Nanoscience and Nanotechnology , 12 (6), 4825-31.
Journal of Nanoscience and Nanotechnology , 12 (6), 4825-31. Во многих случаях требуется толщина покрытия в диапазоне 2-20 микрон и низкая шероховатость поверхности. Алмазные пленки удовлетворяют многим заявленным требованиям, но их кристаллическая природа приводит к высокой шероховатости поверхности. Нанокристаллический алмаз обеспечивает более гладкую поверхность, но для успешного осаждения и адгезии нанокристаллического алмаза необходима значительная модификация поверхности подложки. Гибрид твердого и прочного материала может потребоваться либо для желаемых применений, либо в качестве основы для выращивания нанокристаллической алмазной пленки. Одной из возможностей является композитная система на основе карбидов или нитридов. Многие бинарные карбиды и нитриды обладают одним или несколькими упомянутыми свойствами. Комбинируя эти бинарные соединения в тройную или четвертичную нанокристаллическую систему, мы можем адаптировать материал для желаемого сочетания свойств. Здесь мы описываем результаты по структурным и механическим свойствам систем покрытий, состоящих из карбида вольфрама-хрома и/или нитрида.
Во многих случаях требуется толщина покрытия в диапазоне 2-20 микрон и низкая шероховатость поверхности. Алмазные пленки удовлетворяют многим заявленным требованиям, но их кристаллическая природа приводит к высокой шероховатости поверхности. Нанокристаллический алмаз обеспечивает более гладкую поверхность, но для успешного осаждения и адгезии нанокристаллического алмаза необходима значительная модификация поверхности подложки. Гибрид твердого и прочного материала может потребоваться либо для желаемых применений, либо в качестве основы для выращивания нанокристаллической алмазной пленки. Одной из возможностей является композитная система на основе карбидов или нитридов. Многие бинарные карбиды и нитриды обладают одним или несколькими упомянутыми свойствами. Комбинируя эти бинарные соединения в тройную или четвертичную нанокристаллическую систему, мы можем адаптировать материал для желаемого сочетания свойств. Здесь мы описываем результаты по структурным и механическим свойствам систем покрытий, состоящих из карбида вольфрама-хрома и/или нитрида. Эти покрытия WC-Cr-(N) наносят с помощью магнетронного распыления. На этих покрытиях был продемонстрирован рост адгезивных нанокристаллических алмазных пленок методом микроволнового плазмохимического осаждения из паровой фазы. Покрытия WC-Cr-(N) и WC-Cr-(N)-NCD охарактеризованы с помощью атомно-силовой микроскопии и РЭМ, рентгеновской дифракции, рентгеновской фотоэлектронной спектроскопии, рамановской спектроскопии и наноиндентирования.
СН – 1533-4880
УР – https://brain.unboundmedicine.com/medline/citation/22
Эти покрытия WC-Cr-(N) наносят с помощью магнетронного распыления. На этих покрытиях был продемонстрирован рост адгезивных нанокристаллических алмазных пленок методом микроволнового плазмохимического осаждения из паровой фазы. Покрытия WC-Cr-(N) и WC-Cr-(N)-NCD охарактеризованы с помощью атомно-силовой микроскопии и РЭМ, рентгеновской дифракции, рентгеновской фотоэлектронной спектроскопии, рамановской спектроскопии и наноиндентирования.
СН – 1533-4880
УР – https://brain.unboundmedicine.com/medline/citation/22 Четверть продукции экспортируется.
Четверть продукции экспортируется.

| Элемент | млн | Элемент | млн | Элемент | млн |
| Ли | < 0,01 | Кр | ≤ 2 | Ру | < 0,01 |
| Будь | < 0,01 | Мн | ≤ 0,1 | CD | < 0,1 |
| Б | < 0,1 | Фе | ≤ 15 | В | < 0,01 |
| С | ≤ 30 | Ко | < 0,2 | Сн | < 0,2 |
| № | ≤ 11 | Ni | ≤ 12 | Сб | ≤ 1,6 |
| О | ≤ 170 | Cu | ≤ 1 | Cs | < 0,1 |
| № | ≤ 6 | Zn | < 0,1 | Ба | < 0,1 |
| мг | ≤ 0,3 | < 0,01 | Та | ≤ 4 | |
| Аль | ≤ 7 | Как | ≤ 7 | В | матрица |
| Си | < 5 | Se | < 0,1 | Пт | < 0,1 |
| Р | < 10 | руб. | < 0,1 | TL | < 0,1 |
| К | ≤ 10 | Ср | < 0,1 | Пб | ≤ 0,3 |
| Ca | ≤ 6 | Y | < 0,01 | Би | < 0,1 |
| СК | ≤ 0,1 | № | ≤ 1 | У | ≤ 2,2 |
| Ти | ≤ 0,6 | Мо | ≤ 38 | S | ≤ 30 |
| В | ≤ 0,3 | Rh | < 0,01 | ||
| Ga, Zr, Pd, Ag, Te, La, Ce, Pr, Nd, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb, Lu, г. Hf, Re, Ir, Au, Th в каждом | <0,05 | ||||

Из чистого вольфрама изготавливают различное оборудование для высокотемпературных вакуумных и водородных печей (тепловые экраны, нагреватели, лотки, стеллажи и другие элементы крепления), тигли для плавки корунда в технологиях выращивания сапфира, тигли для термического испарения веществ в технологиях. для вакуумного напыления тонких пленок, электродов плазмотрона, систем воспламенения в двигателях внутреннего сгорания и приборов для измерения концентрации растворов кислот в электрохимических процессах.
для вакуумного напыления тонких пленок, электродов плазмотрона, систем воспламенения в двигателях внутреннего сгорания и приборов для измерения концентрации растворов кислот в электрохимических процессах.
Вольфрамовые мишени для напыления, изготовленные из высококачественного вольфрама, используются для нанесения тонких барьерных пленок при металлизации полупроводниковых компонентов интегральных схем.
Жаропрочные детали, работающие в условиях экстремально высоких температур и интенсивной газовой эрозии, изготавливают из вольфрама и его сплавов.
Низкое давление паров вольфрама позволяет использовать его при высоких температурах (до 2300 °С) в качестве эмиттера электронов в термоионных преобразователях.
В атомной энергетике вольфрам применяют в виде экранов для ослабления потока излучения, обеспечения работоспособности обращенных к плазме элементов при высоких радиационных и тепловых нагрузках (дивертор в термоядерном реакторе).
Пористый спеченный вольфрам является перспективным материалом для использования в ионизаторах плазменно-ионных двигателей.
Up
Распечатать
Hill Plasmatronics: Bit by the Plasmatronics
облачный убийца
Участник
#1
- #1
Читая старые темы, нашел несколько жемчужин. Похоже, плазма изменит правила игры.
Нашел сайт Ульриха Хауманна: www.plasmaspeaker.de
(отличный парень) о множестве различных плазменных драйверов, он даже делает детали.
hillplasmatronics.com Сбил мои носки со скоростью деформации.
Я изучал схему и патент, и я взволнован. Я был бы готов пойти на многое, чтобы обойти инерцию.
Хилл сделал всю работу, понял математику (после нескольких часов перечитывания патента я не понял). Горизонтальная выходная трубка (6MJ6) регулирует общий ток, а звук подается на сетку. Всего 5 блоков, общая мощность около 1000 Вт. Через разряд к пластине течет ПС высокого напряжения. просто и гениально.
Планирую сделать один блок. Одна трубка, оставив на данный момент схему мониторинга. Я начну с пленэра, а потом подумаю об аренде пони-бака с гелием. Воздушный гелий исключен, так как содержит немного кислорода. (Чтобы дети не выпадали, вдыхая его) Не уверен, что колонки Хилла предварительно нагревают гелий, но в патенте он говорит, что это создает оболочку вокруг разряда, «что приводит к распространению и стабилизации плазмы на большей площади». объем за счет снижения плотности во внешних областях».
Если я смогу заставить его работать, я сделаю больше единиц.
Последнее редактирование:
саймон7000
Участник
#2
- #2
Плохая идея. Причина, по которой они стали непопулярными, заключается в высоком уровне ионов, которые они производят в помещении. Сначала это было отмечено выходом из строя таких громкоговорителей, как Acoustats, из-за выхода из строя диафрагмы из пластиковой пленки.
Таким образом, сделанные вами громкоговорители должны быть безопасными в использовании, если вы не дышите одним и тем же воздухом.
Ионизаторы были популярны в 30-х годах и исчезли из поля зрения, так как свежий запах озона, который они производили, оказался не очень хорошей идеей. Они вернулись в 70-х и снова ушли.
Тем не менее, громкоговорители Hill Plasmatronic имеют изумительную высокочастотную характеристику.
Cloudbuster
Участник
#3
- #3
Переходный отклик – это большая ничья для меня. По крайней мере, пока я буду умирать от какой-то неизлечимой респираторной болезни, у меня будет отличная музыка для прослушивания.
матстат
Участник
#4
- #4
Ссылка ниже включает Нельсона Пасса, описывающего его сенсибилизацию озоном после интенсивной работы с большим ионным динамиком.
Интервью в целом довольно интересное, так как оно затрагивает ограничения их спикера, а также немного истории Крелла и Дейтона Райта.
«Идеальный» безмассовый полнодиапазонный динамик Ion Cloud от Nelson Pass #audiophile #highendaudio – YouTube
Лэмпи519
Член
#5
- #5
Вы должны быть живы и здоровы, чтобы иметь возможность учиться.
…
Поэтому, пожалуйста, имейте в виду все связанные с этим опасности.
Озон очень агрессивен и реагирует практически со всем, включая ваши легкие.
В рупорных динамиках с этим можно справиться, добавив кремовую трубку, которая нейтрализует озон. Однако время от времени его нужно было чистить, так как реакция вызывала отложения.
Плазменный твиттер
Лэмпи519
Участник
#6
- #6
Я посмотрел на схему и обнаружил, что это может быть идеальной работой для PL81/PL36/PL504 и, естественно, для PL519!
Используемое напряжение составляет около 3 кВ? Я думаю, что у меня есть трансформатор, который может сделать это легко, так что, возможно, я тоже смогу попробовать его однажды.
Поскольку мой дом теперь полон вещей, я не могу начать приносить домой баллоны с гелием (жена не одобрит).
Я думаю, что эту систему можно сделать более эффективной, если мы будем использовать не источник постоянного тока высокого напряжения, а источник переменного тока (250 кГц или более). Так даже ПП возможен. Я должен изучить это больше….
Забавный проект! Просто оставайтесь в безопасности!
Бенторонто
Участник
#7
- #7
Я помню ту ночь, когда впервые услышал об ионоваке.
….
Но я думаю, что озон разрушит ваши легкие в концентрации, которую вы не почувствуете. Кто-нибудь согласен с этим фактом? Нехорошо, как бы высокомерно вы ни относились к своим навыкам обоняния и защите от гелия.
Нет ли какой-нибудь подходящей сигнализации по озону? Что-нибудь быстрее, чем ежегодный рентген легких?
Я не думаю, что ионы сами по себе плохи. Просто озон. Кто-нибудь согласен?
Б.
Чарльз Дарвин
г.Участник
#8
- #8
Вот что вики говорит об озоне:
“Существует множество доказательств того, что приземный озон может повредить функцию легких и вызвать раздражение дыхательной системы.[44][89] Воздействие озона (и загрязняющие вещества, которые его производят) связано с преждевременной смертью, астмой, бронхитом, сердечным приступом и другими сердечно-легочными проблемами.0][91]Было показано, что длительное воздействие озона увеличивает риск смерти от респираторных заболеваний. Исследование 450 000 человек, проживающих в городах США, выявило значительную корреляцию между уровнями озона и респираторными заболеваниями в течение 18-летнего периода наблюдения. Исследование показало, что люди, живущие в городах с высоким уровнем озона, таких как Хьюстон или Лос-Анджелес, имеют более чем на 30% повышенный риск смерти от болезней легких». и, конечно же, в наши дни почти все аудиозаписи в какой-то момент будут оцифрованы, что сделает все это занятие не только опасным, но и бессмысленным.
0006 Смысл их использования с этими редкими неоцифрованными источниками спорный, если только вы не хотите воспроизвести шипение с большой точностью.
Лэмпи519
Участник
#9
- #9
• Период полураспада озона
o Газовая фаза ~ 20 минут (20°C)
o Остаточный (растворенный озон) – Распад
o при pH 6,0 ~ 20 минут
o при pH 7,0 ~ 15 минут
o при pH 8,0 ~ 5 минут
o Зависит от скорости реакции
Озоновая библиотека
Последнее редактирование:
Cloudbuster
Участник
#10
- #10
матстат сказал:
Интервью в целом довольно интересное, так как оно затрагивает ограничения их спикера, а также немного истории Крелла и Дейтона Райта.
«Идеальный» безмассовый полнодиапазонный динамик Nelson Pass от Ion Cloud #audiophile #highendaudio – YouTube
Нажмите, чтобы развернуть.
..
Отличное видео! Этот динамик был очень эффективным! При производстве озона. Увлекательное интервью. Теперь я должен посмотреть все видео Pass.
Яснев
Участник
#11
- #11
Мне понравился комментарий этого парня;
Медсестра: Что привело вас в отделение неотложной помощи?
Нельсон: Джаз
Яснев
Участник
#12
- #12
Типичный “я” результат –
Когда-то у меня был дом в Массачусетсе с бассейном в земле. Sucker слишком часто выходил из строя, а хлорные шоки на 5 галлонов становились дорогими…
На городской свалке я нашел этот “генератор озона” – металлический ящик размером с кабину динамика, наполненный стеклянными трубками, с маленькими металлическими наконечниками вокруг каждой. . Я подключил к нему трансформатор для неоновой рекламы и воздушный насос на 12 В, предназначенный для накачивания шин. Вонючий выход я подал прямо в выход воды у бассейна, создав хороший поток пузырьков озона в бассейн.
..
После нескольких дней работы установки – пока краска на корпусе двигателя воздушного насоса не стала коричневой от непрерывной работы – зеленый цвет все еще сопротивлялся. Ни хрена не сделал. Однако все резиновые уплотнители в сантехнике насосной станции сильно пострадали.
Как Хитрый И Койот, обратно на свалку все полетело. По крайней мере, звук разбитого стекла был удовлетворительным.
Последнее редактирование:
облачный истребитель
Участник
№13
- №13
Lampie519 сказал:
Озон очень агрессивен и реагирует практически со всем, включая ваши легкие.
Нажмите, чтобы развернуть…
Да, это так. Озон представляет собой молекулу кислорода с 3 атомами вместо обычных 2. Чтобы кислород вступал в реакцию, связь между ними должна разорваться, поэтому для запуска реакции требуется дополнительная энергия. Один свободный атом готов к работе и более реактивен. При электролизе образуются отдельные атомы, когда ионы кислорода становятся атомами. Золото будет медленно растворяться в качестве анода, но не будет соединяться с нормальным кислородом. Озон нестабилен. Предоставленный самому себе, третий атом отрывается, присоединяясь к другим, пока весь озон не станет обычным кислородом. Именно эти отдельные атомы создают опасность.
Вентиляция имеет ключевое значение, и нет никаких причин, по которым динамик нельзя было бы изолировать тонким листом пластика. Положительное давление гелия в кювете, воздухозаборник за «палаткой» с активным отводом воздуха наружу.
Удивительно, что люди здесь озабочены проблемами со здоровьем. Спасибо за отзыв.
Лэмпи519
Участник
№14
- №14
У вас был шанс собрать полнодиапазонный плазменный динамик.
… для использования вне помещений..
Лэмпи519
Участник
№15
- №15
Любой способ содержать гелий в ячейке, подобной конструкции? Может компрессионная камера какая-то. Просто подумал… тогда шум потокового гелия не поможет.
Cloudbuster
Участник
№16
- №16
Lampie519 сказал:
Используемое напряжение составляет около 3 кВ? Я думаю, что у меня есть трансформатор, который может сделать это легко, так что, возможно, я тоже смогу попробовать его однажды. Поскольку мой дом теперь полон вещей, я не могу начать приносить домой баллоны с гелием (жена не одобрит).
Нажмите, чтобы развернуть…
На блоке питания не указано напряжение, но конденсаторы 4к, и если считать по 50 миллиампер на каждую трубку, получается около 3000 или чуть больше. WAF — наша самая уважаемая специализация, но они продают гелий в маленьких бутылочках.
Я смотрел на схему несколько дней, она прекрасна.
Cloudbuster
Участник
# 17
- # 17
Бенторонто сказал:
Я думаю, озон разрушит ваши легкие в концентрации, которую вы не почувствуете. Кто-нибудь согласен с этим фактом? Нехорошо, как бы высокомерно вы ни относились к своим навыкам обоняния и защите от гелия.
Нажмите, чтобы развернуть…
Я бы не стал полагаться на свой нос. Как процедура в химической лаборатории, все продумано, в том числе и режимы отказа средств защиты. Я полагаю, что, вероятно, есть устройство для обнаружения и измерения концентрации озона.
Предлагаю изолировать камеру от воздуха в помещении, пустить звук через мембрану.
матстат
Участник
# 18
- # 18
Cloudbuster сказал:
Положительное давление гелия в камере, воздухозаборник за “палаткой” с активным отводом воздуха наружу.
Нажмите, чтобы развернуть…
Не уверен, что это то, о чем вы уже думали, но если вы действительно хотите изолировать среду динамика от комнатного воздуха, может быть лучше настроить все так, чтобы корпус динамика имел слегка отрицательное давление. Направляет поток в правильном направлении в случае утечек. Также можно добавить жидкостный манометр.
Cloudbuster
Участник
# 19
- # 19
Чарльз Дарвин сказал:
…конечно, в наши дни почти все аудиозаписи в какой-то момент будут оцифрованы, что сделает все это занятие не только опасным, но и бессмысленным.
Смысл их использования с этими редкими неоцифрованными источниками спорен, если только вы не хотите производить шипение с большой точностью.Нажмите, чтобы развернуть…
Цифровые носители практически не влияют на переходные или частотные характеристики динамиков.
Если бы я запускал аналоговый источник, я бы, конечно, настаивал на точном воспроизведении шума
Soundchaser
Участник
#20
- #20
Lampie519 сказал:
Есть ли способ содержать гелий в ячейке, подобной конструкции? Может компрессионная камера какая-то. Просто подумал… тогда шум потокового гелия не поможет.
Нажмите, чтобы развернуть…
Наверное, трудное дело. Гелий — самая маленькая молекула, и он очень легко протекает. Фактически, для высоковакуумных систем (используемых в РЭМ, распылительных и криосистемах и т. д.) это идеальная среда для обнаружения утечек при использовании в сочетании с гелиевым течеискателем.
Питание устройства из бака может дорого обойтись.
Структурный, морфологический и оптический анализ тонких пленок TiO2, полученных методом ВЧ-магнетронного распыления
Тип документа: Статьи
Авторы
1 Марвдаштский филиал Исламского университета Азад, Марвдашт, Иран
2 Кафедра физики, Исследовательский центр нанотехнологий, Марвдаштский филиал, Исламский университет Азад, Марвдашт, Иран
3 Кафедра физики, Марвдаштское отделение Исламского университета Азад, Марвдашт, Иран
10.
30495/jopn.2021.28681.1230
Abstract
Тонкий слой диоксида титана был нанесен на стеклянный лист с использованием высокочастотного магнетронного распыления при различных условиях подготовки. Фаза, параметры решетки, оптические характеристики и морфология были исследованы в различных лабораторных условиях при различной толщине с использованием рентгеновской дифракции, спектрофотометрии и атомно-силовой микроскопии (АСМ) в видимом диапазоне спектра. Также структура решетки, в большинстве случаев, тетрагональная или комбинация тетрагональной и орторомбической. Энергия запрещенной зоны для каждого слоя измерялась с использованием графика Тауца. Было замечено, что край поглощения уменьшается после увеличения толщины, за исключением толщины 75 нм. При увеличении давления ширина запрещенной зоны слоев или края поглощения увеличивается, за исключением 0,04 мбар. При увеличении мощности энергия запрещенной зоны слоев будет изменяться, что приводит к тенденции увеличения-уменьшения края поглощения, что может быть результатом изменений в формировании решетки.
Тем не менее очевидно, что ширина запрещенной зоны, фаза, параметр решетки и морфология полностью зависят от лабораторных условий изготовления слоев.
Ключевые слова
[1] Минами Т. Прозрачные проводящие оксидные полупроводники для прозрачных электродов. Полуконд. науч. Технол. 20(4) (2005) 35-44. Доступно: https://doi.org/10.1088/0268-1242/20/4/004.
[2] J.F. Wager, D.A. Хеслер, Р.Э. Персли, Прозрачная электроника. Спрингер, (2008).
[3] Д.К. Асваль, С.К. Гупта, Наука и технология химических резистивных газовых сенсоров. Паб Nova Science (2007).
[4] J.F. Banifield, D.R. Велбен, Д.Дж. Смит, Идентификация встречающегося в природе TiO2 путем определения структуры с использованием электронной микроскопии высокого разрешения, моделирования изображений и уточнения методом наименьших квадратов расстояния. американский. Минералог. 76(3-4) (1991) 343-353. Доступно: https://pubs.geoscienceworld.org/msa/ammin/article-abstract/76/3-4/343/42515/The-identification-of-naturally-occurring-TiO2-B.В.А. Шварц, С.Д. Кляйн, Р. Х. Хорнунг, Р. Кнохенмусс, П. Висс, Д. Финк, У. Халер, Х. Уолт, Лазер в хирургии и медицине. Уайли, (2001) 252-256.
[6] К.М. Ламперт, Оптические покрытия для энергоэффективности и использования солнечной энергии, в книге Прочные инновационные солнечные оптические материалы — международный вызов. Хьюстон, (1982).
[7] Q. Cai, J. Hu, Влияние UVA/LED/TiO2 фотокаталитически обработанных сульфаметоксазолом и триметопримом сточных вод, содержащих сульфаметоксазол и триметоприм, на развитие устойчивости к антибиотикам в секвенирующих реакторах периодического действия. Вода. Ре. 140 (2018) 251-260. Доступно: https://doi.org/10.1016/j.watres.2018.04.053.
[8] H.R. Pouretedal, Видимая фотокаталитическая активность совместно адаптированных наночастиц TiO2/Zr, N при очистке сточных вод образца нитротолуола. Дж. Сплавы. комп. 735 (2018) 2507-2511. Доступно: https://doi.org/10.1016/j.jallcom.2017.12.018.
[9] Г. Чиарелло, М. Доцци, Э. Селли, Материалы на основе TiO2 для фотокаталитического производства водорода.Дж. Энергия. хим. 26(2) (2017) 250-258. Доступно: https://doi.org/10.1016/j.jechem.2017.02.005.
[10] T. Jedsukontorn, T. Uneo, N. Saito, M. Hunsom, Сужение ширины запрещенной зоны дефектного черного TiO2, полученного методом растворной плазмы, и его фотокаталитическая активность при превращении глицерина. Журнал сплавов и соединений. 757 (2018) 188-199. Доступно: https://doi.org/10.1016/j.jallcom.2018.05.046.
[11] Б. Ричардс, Двухслойные просветляющие покрытия из одного материала TiO2. Сол. Энергия Матер. Сол. Cells, 79(3) (2003) 369-390. Доступно: https://doi.org/10.1016/S0927-0248(02)00473-7.
[12] A. Majeed, J. He, L. Jiao, X. Zhong, Z. Sheng, Поверхностные свойства и биосовместимость наноструктурированной пленки TiO2, нанесенной методом высокочастотного магнетронного распыления. Наномасштаб Res. лат. 10(56) (2015) 91. Доступно: https://doi.org/10.1186/s11671-015-0732-7.
[13] Л. Бейт, Л. Аззоуз, Н. Саула, Н. Мадауи, Влияние напряжения смещения подложки на свойства TiO2, нанесенного методом радиочастотного магнетронного распыления на 304L для применения в биоматериалах.заявл. Серф. науч. 395 (2017) 72-77. Доступно: https://doi.org/10.1016/j.apsusc.2016.07.101.
[14] Р.Е. Кребса «История и использование химических элементов нашей Земли». Гринвуд, Пресса, 2006.[15] С. Ихмайес, Продвинутые кремниевые солнечные элементы. Спрингер, (2008).
-H.
[16] С.М. Манаков, К.К. Диханбаев, М.А. Иханкызы, Т.И. Таурбаев, З.А. Мансуров, А.Б. Лесбаев, Ю. Сагидолда, Улучшение улавливания света в солнечных элементах на арсениде галлия, Журнал наноэлектроники и оптоэлектроники. Журнал наноэлектроники и оптоэлектроники. 9(4) (2014) 511-514. Доступно: https://doi.org/10.1166/jno.2014.1626. [17] У. МАНДАДАПУ, С.В. ВЕДАНАЯКАМ, К. ТЯГАРАДЖАН, М. РАДЖА РЕДДИ, Б. Дж. БАБУ, ОПТИМИЗАЦИЯ ВЫСОКОЭФФЕКТИВНЫХ ОЛОВО-ГАЛИДНЫХ ПЕРОВСКИТНЫХ СОЛНЕЧНЫХ ЭЛЕМЕНТОВ С ИСПОЛЬЗОВАНИЕМ SCAPS-1D. Международный журнал имитационного моделирования и моделирования процессов. 13(3) (2018) 221-227. Доступно: https://doi/abs/10.1504/IJSPM.2018.093097.
[18] Т. Зданович, Т. Родзиевич, М.Забковска-Вацлавек, Теоретический анализ оптимальной ширины запрещенной зоны полупроводников для изготовления солнечных элементов для приложений в более высоких широтах. Солнечные энергетические материалы и солнечные батареи. 87(1-4) (2005) 757-769. Доступно: https://doi.org/10.1016/j.solmat.2004.07.049.
[19] П.М. Соммелинг, Британская Колумбия Ореган, Р.П. Хасвелл, Х.Дж.П. Смит, Н. Дж. Бейкер, Дж. Дж. Т. Смитс, Дж. М. Крун, Дж. А. М. Ван Русмален, Влияние последующей обработки TiCL4 на нанокристаллические пленки TiO2 в солнечных элементах, сенсибилизированных красителем. Дж. Физ. хим. Б, 110(39) (2006) 19191-19197. Доступно: https://doi/abs/10.1021/jp061346k.
[20] J. Hu, P. Liu, M. Chen, S. Li, Y. Yang, Синтез и первый принцип расчета рутиловых нанопроводных электродов TiO2 для сенсибилизированных красителем солнечных элементов. Междунар. Дж. Электрохим. науч. 12 (2017) 9725-9735. Доступно: http://electrochemsci.org/doi:10.20964/2017.10.47.
[21] А. Забон, С.Т. Аруна, С.Тирош, Б.А. Грегг, Ю. Мастай, Влияние условий приготовления коллоидов TiO2 на структуру их поверхности. Дж. Физ. хим. Б. 104(17) (2000) 4130-4133. Доступно: https://doi.org/10.1021/jp993198m.
[22] Д. Рейес-Коронадо, Г. Родригес-Гатторно, М. Э. Эспиноса-Пескейра, К. Каб, Р. Д. Де Косс, Г. Оскам, Фазно-чистые наночастицы TiO2: анатаз, брукит и рутил. Нанотехнологии. 19(2008) 145605. Доступно: https://doi.org/10.1088/0957-4484/19/14/145605.
[23] Z. Lin, C. Jiang, C. Zhu, J. Zhang, Разработка перевернутых органических солнечных элементов с интерфейсным слоем TiO2 с использованием низкотемпературного осаждения атомного слоя. Приложение ACS Матер. Интерфейсы. 5(3) (2013) 713-718. Доступно: https://doi.org/10.1021/am302252p.
[24] М.Н. Ислам, Т.Б. Гош, К.Л. Чопра, Х. Н. Ачарья, XPS и рентгеноструктурные исследования прозрачных проводящих пленок оксида цинка, легированного алюминием. Тонкие твердые пленки. 280(1-2) (1996) 20-25. Доступно: https://doi.org/10.1016/0040-6090(95)08239-5.
[25] J. Yu, X. Zhao, J. Du, W. Chen, Получение, микроструктура и фотокаталитическая активность пористого анатазного покрытия TiO2 методом золь-гель обработки, J. Sci. Технол. 17 (2007) 163-171. Доступно: https://doi.org/10.1023/A:1008703719929.
[26] Дж. Ху, Р.Г. Гордан, Текстурированные тонкие пленки оксида цинка, легированные алюминием, полученные химическим осаждением из паровой фазы при атмосферном давлении. Дж. Заявл. физ. 71(2) (1992) 880. Доступно: https://doi.org/10.1063/1.351309..
[27] Ж.-Х. Ким, С. Ли, Х.-С. Im, влияние плотности мишени и ее морфологии на тонкие пленки TiO2, выращенные на Si (100) методом PLD. заявл. Серф. науч. 151(1-2) (1999) 6-16. Доступно: https://doi.org/10.1016/S0169-4332(99)00269-X.
[28] С.Х. Хео, С.Б. Ли, Дж.Х. Бу, Осаждение тонких пленок TiO2 методом ВЧ-магнетронного распыления и исследование характеристик их поверхности. Тонкие твердые пленки. 475(1-2) (2005) 183-188. Доступно: https://doi.org/10.1016/j.tsf.2004.08.033.
[29] Т.Минами, Х. Сато, К. Охаши, Т. Томофудзи, С. Таката, Механизм проводимости высокопроводящих и прозрачных тонких пленок оксида цинка, полученных магнетронным распылением. Дж. Крист. Рост. 117(1-4) (1992) 370-374. Доступно: https://doi.org/10.1016/0022-0248(92)
[30] X. Chen, S.S. Mao, Наноматериалы из диоксида титана: синтез, свойства, модификации и применение. Публикации АСС. 107(7) (2007) 2891-2959. Доступно: https://doi.org/10.1021/cr0500535.
[31] А. Хадипур, Д. Чейнс, П. Хереманс, Б.П. Рэнд, Рассмотрение электродов для оптического усиления солнечных элементов с объемным органическим гетеропереходом. Доп. Энергия. Матер. 1 (2011) 930-935. Доступно: https://doi.org/10.1021/cr0500535.
[32] Дж.Т.В. Ван, Дж. М. Болл, Э. М. Бареа, А. Абате, Дж. А. Александр-Уэббер, Дж. Хуанг, М. Салиба, И. Мор-Серо, Дж. Бискерт, Х. Дж. Снейт, Р. Дж. Николас, Низкотемпературные обработанные слои для сбора электронов из нанокомпозитов графен/TiO2 в тонкопленочных перовскитных солнечных элементах.Нано. лат. 14(2) (2013) 724-730. Доступно: https://doi.org/10.1021/nl403997a.
[33] Ю.Дж. Крулл, М. Томпсон, Энциклопедия физических наук и технологий: аналитическая химия. 3-е, Академическая пресса (2001).
[34] J. Tauc, Оптические свойства и электронное строение аморфных Ge и Si. Исследование материалов. Бюллетень. 3(1) (1968) 37-46. Доступно: Доступно: https://doi.org/10.1016/0025-5408(68)
-8.
[35] Y. Wang, L. Zhang, K. Deng, X. Chen, Z. Zou, Низкотемпературный синтез и фотокаталитическая активность рутиловых нанородных сверхструктур TiO2. Дж. Физ. хим. С. 111(6) (2007) 2709-27014. Доступно: https://doi/abs/10.1021/jp066519k.
[36] К. Банге, К. Р. Оттерманн, О. Андерсон, У. Ешковски, Р.М. Лаубе Фейле, Исследования пленок TiO2, осажденных различными методами. Тонкие твердые пленки. 197(1-2) (1991) 279-285. Доступно: https://doi.org/10.1016/0040-6090(91)-S.
-8.
[37] Л. Уильямс, M.D.W. Гесс, Структурные свойства пленок диоксида титана, осажденных в тлеющем ВЧ-разряде.Журнал вакуумной науки и техники. 1(4) (1983) 1810. Доступно: https://doi.org/10.1116/1.572220.
[38] М.Х. Suhail, G. Mohan Rao, S. Mohan, Dc реактивное магнетронное распыление титана, структурная и оптическая характеристика пленок TiO2. Дж. Заявл. физ. 71(3) (1992) 1421. Доступно: https://doi.org/10.1063/1.351264.
[39] С. Шиллер, Г. Бейстер, В. Зибер, Г. Ширмер, Э. Хакер, Влияние параметров осаждения на оптические и структурные свойства пленок TiO2, полученных реактивным плазмотронным распылением постоянного тока. Тонкие твердые пленки. 83(2) (1981) 239-245. Доступно: https://doi.org/10.1016/0040-6090(81)
[40] В. Т. Павлевич, Р. Буш, Реактивно напыляемые оксидные оптические покрытия для компонентов термоядерного лазера с инерционным удержанием. Тонкие твердые пленки. 63(2) (1979) 251-256. Доступно: https://doi.org/10.1016/0040-6090(79)
-3.
[41] Д.Р. Мардаре, Влияние термической обработки на оптические свойства тонких пленок оксида титана. Материалы Письма.56(3) (2002) 210-214. Доступно: https://doi.org/10.1016/S0167-577X(02)00441-X.
[42] Ю.-К. Хоу, Д.М. Чжуан, М.З. Чжан, М.С. Ву, Влияние температуры отжига на свойства тонкой пленки оксида титана. Прикладная наука о поверхности. 218(1-4) (2003) 98-106. Доступно: https://doi.org/10.1016/S0169-4332(03)00569-5.[43] П.Б. Наир, В.Б. Юстинвиктор, Г.П. Даниэль, К. Джой, В. Рамакришнан, П.В. Томас, Оптические параметры, вызванные фазовым превращением в тонких наноструктурированных пленках TiO2, напыленных радиочастотным магнетроном. Применяемый. Поверхность. Наука. 24(3) (2014) 218-225. Доступно: https://doi.org/10.1016/j.pnsc.2014.05.010.
42.
[44] [44] М.К. Ляо, Х. Ниу, Г. Чен, Влияние давления распыления и последующего отжига на гидрофильность тонких пленок TiO2, нанесенных реактивным магнетронным распылением. Тонкая твердая пленка. 518(24) (2010) 7258-7262. Доступно: https://doi.org/10.1016/j.tsf.2010.04.106.
[45] A. Wiatrowski, M. Mazur, A. Obstarczyk, D. Wojcieszak, D.Kaczmarek, J. Morgiel, D. Gibson, Сравнение физико-химических свойств тонких пленок TiO2, полученных магнетронным распылением с непрерывным и импульсным газом Поток. Покрытия. 8(11) (2018) 412. Доступно: https://doi.org/10.339.0/покрытия8110412.
[46] О.-Г. Симионеску, К. Романит, О. Тутунару, В. Ион, О. Буйу, А. Аврам, Р.Ф. Осаждение тонких пленок TiO2 магнетронным распылением в непрерывном потоке кислорода с малой скоростью. покрытия. 9(7) (2019) 442. Доступно: https://doi.org/10.3390/coatings
[47] М. Сусси, А. Айт Хсси, М. Буйна, К. Абуаббаси, А. Асбайу, А. Эльфанауи, Р. Маркази, А. Ихлал, К. Буабид, Электронные и оптические свойства тонких пленок TiO2: Комбинированное экспериментальное и теоретическое исследование. Журнал электронных материалов. 50 (2021) 4497-4510. Доступно: https://doi.org/10.1007/s11664-021-08976-8.
[48] Н.Н. Ануа, Р. Ахмед, А. Шаари, М.А. Саид, Б.У. Хак, С. Гумри-Саид, Влияние корреляционных функционалов нелокального обмена на структурные, электронные и оптические свойства арсенидов III – V.Полуконд. науч. Технол. 28 (2013) 105015. Доступно: https://doi.org/10.1088/0268-1242/28/10/105015.
[49] С. Ди Мо, В.Ю. Чинг, Электронные и оптические свойства трех фаз диоксида титана: рутила, анатаза и брукита. физ. Откр. Б. 51 (19) (1995) 13023. Доступно: https://doi.org/10.1103/PhysRevB.51.13023.
[50] C. Lee, X. Gonze, Диэлектрические постоянные и эффективные заряды Борна рутила TiO2. физ. Rev. B. 49 (1994) 14730. Доступно: https://doi.org/10.1103/PhysRevB.49.14730.[51] М.М. Ислам, Т. Бредоу, А. Герсон, Электронные свойства рутила TiO2 с дефицитом кислорода и легированного алюминием из первых принципов. физ. Rev. B. 76(4) (2007) 1. Доступно: https://doi.org/10.1103/PhysRevB.76.045217.
[52] Ф. Тран, П. Блаха, К. Шварц, Расчеты ширины запрещенной зоны с обменным потенциалом Бекке-Джонсона. Дж. Физ. Конденс. Материя, 19(2007) 196208. Доступно: https://doi.org/10.1088/0953-8984/19/19/196208.
[53] A. Elfanaoui, E. Elhamri, L. Boulkaddat, A. Ihlal, K. Bouabid, L.
[54] Н.Дж. Шивараму, К.Р. Нагабхушана, Б.Н. Лакшминарасаппа, Ф. Сингх, Исследования люминесценции, индуцированной ионным пучком, нанолюминофоров Y2O3:Dy3+, полученных из золь-геля. Журнал люминесценции. 169(Б) (2016) 627-634. Доступно: https://doi.org/10.1016/j.jlumin.2015.07.054.
[55] М. К. Вока, Л. Оттавиано, Дж. Шубер, АСМ исследование морфологии поверхности тонких пленок L-CVD SnO2. Тонкие твердые пленки. 515(23) (2007) 8328-8331. Доступно: https://doi.org/10.1016/j.tsf.2007.03.035.
[56] А. Э. Лита, Дж. Э. Санчес мл., Характеристика структуры поверхности в напыленных пленках алюминия: корреляция с эволюцией микроструктуры. Дж. Заявл. физ. 85(2) (1999) 876. Доступно: https://doi.org/10.1063/1.369.206.
[57] Д. Рауфи, А.
[58] Х.К. Уорд, Т.Р. Thomas, Rough Surfaces, Ed., Longman, London, 1982.
[59] G.B.Williamson, R.C.Smallman, III. Плотность дислокаций в некоторых отожженных и накрученных металлах по измерениям рентгеновского спектра Дебая-Шеррера. Фил. Маг. 1(1) (1956) 34-46. Доступно: https://doi.org/10.1080/14786435608238074.
[60] Б.Р. Кумар, Т.С. Рао, АСМ-исследования морфологии поверхности, топографии и текстуры наноструктурированных тонких пленок оксида цинка-алюминия, Digest Journal of Nanomaterials and Biostructures. 7(4) (2012) 1881-1889.
[61] К. Высоцка, А. Улатовска, Дж. Бауэр, И. Холовач, Б. Саву, Г. Станчу, Optica Applicata. 38 (2008) 130. Доступно: https://doi.org/10.17482/uumfd.309657.[62] Н.П. Поддар, С.К. Мукерджи, Эволюция фазы анатаза и ее стабилизация в тонких пленках TiO2, распыленных ионным лучом, Thin Solid Films.




