Плита притирочная: Притирочная плита 400х400, 250х250, 630х400, г. Курск, Курская область, ОАО КЗПО – Купить: Феродо, Ретинакс, Фрикционные Пластины, Фильтр-Картон, Фрикционная Лента Феродо, Вазопрон, Сипрон, Фрикционные Кольца, Фрикционные Вкладыши, Фрикционные Накладки, Ситоткань, Ткань для сит, Сетка полиамидная, Серпянка ткань, Трибонит, Лист силиконовый, Холст стекловолокнистый, Плита притирочная, Бельтинг фильтровальный, Сальниковая Набивка графитовая, Полипропиленовая ткань, Авизент, Гуммиарабик, Фильтровальная бумага, Фильтровальный картон, ткань Фрнк, Пружины стальные. http://kzpo.ru
alexxlab | 13.07.2020 | 0 | Разное
виды плит, конструкция и назначение
Притирочная плита – это специальный инструмент, изготовленный из чугуна или другого твердого материала, применяемый для доводки плоских поверхностей до идеально ровного состояния путем механической притирки с использованием абразивной пасты.
При изготовлении разных деталей бывает необходимо получить ровную поверхность. Если обрабатываемая часть имеет маленькую площадь, соизмеримую с размером наждачного полотна, имеющегося в продаже, а точность обработки допустимо контролировать визуально, то выполнить работу несложно на обычном ровном столе, разложив наждачку и притерев на ней заготовку. Но если отклонение при этом не должно превышать микрон, а обрабатываемая поверхность детали имеет большую площадь, то здесь может помочь только изготовленная в заводских условиях специальная притирочная плита.
Виды притирочных плит
Прежде чем перейти к видам, нужно сказать, что представляет собой притирочная плита. Это инструмент с прецизионно точной поверхностью, служащий для выравнивания плоскостей деталей.
Притирочные плиты бывают двух основных типов. К одному из них относятся инструменты для выполнения черновых работ притирки. Их плоскость изборождена канавками глубиной до 2 миллиметров, технический смысл которых в отводе отработанной абразивной пасты и отходов материала в виде пыли. Так называемые чистовые имеют гладкую притирочную плиту.
Следуйте правилам! На какой бы плите ни происходила обработка, необходимо задействовать по возможности всю плоскость инструмента. Это позволит избежать выработки отдельных участков и, как следствие, снижения точности обработки.
Плиты, выполненные из чугуна
Чугунная плита – самый распространенный вид инструмента для получения ровных поверхностей.
 Они позволяют достигать точности обработки в пределах 0.0001 миллиметра. Стандартные размеры таких изделий, которые можно встретить в продаже, следующие (размеры даны в метрах):
Они позволяют достигать точности обработки в пределах 0.0001 миллиметра. Стандартные размеры таких изделий, которые можно встретить в продаже, следующие (размеры даны в метрах):- 0.25х0.25;
- 0.40х0.40;
- 0.63х0.40;
- 1.00х0.63;
- 1.00х1.00.
Плиты притирочные из других материалов
Другие виды притирочных инструментов предназначены:
- из медного материала – для подгонки материалов мягкой структуры;
- из стекла – для высокоточных операций притирки;
- притиры из композитного материала в совокупном использовании с алмазными пастами – для притирки твердосплавных заготовок.
Кроме этого, можно встретить стальные, керамические, бронзовые, алюминиевые станины и притиры из древесных пород.
Плиты, не относящиеся к притирочным
Не стоит путать притирочные с другим типом плит. Поверочная и разметочная предназначены не для механической доводки изделий до состояния идеально гладкой плоскости, а для контроля состояния поверхности на предмет ровности.
 Поверхности таких плит подвергают шабрению машинным или ручным способом. Разметочные и поверочные инструменты, изготовленные из чугуна, бывают нулевого и первого классов точности.
Поверхности таких плит подвергают шабрению машинным или ручным способом. Разметочные и поверочные инструменты, изготовленные из чугуна, бывают нулевого и первого классов точности.В заводских условиях при изготовлении механизмов такие плиты устанавливают в сборочных цехах. Высокоточные шабреные инструменты ручной обработки используют в измерительных лабораториях.
Конструктивное устройство
Чугунная притирочная плита состоит из двух основных элементов:
- мощной станины, выполненной в виде полого основания с ребрами жесткости и упорными ножками;
- прецизионной плиты, в поверхность которой интегрирован абразивный материал, либо гладкой притирочной плоскости.
Кроме этого, инструмент может быть снабжен ручками для его перемещения. Варианты для станков часто оборудуют специальными посадочными местами и элементами крепления к основе агрегата.
Использование притирочных плит
Технология притирочных работ, выполняемых на чугунных станинах, имеет следующие особенности:
- На установленную плиту наносят абразивный материал в виде пасты или суспензии, после чего его равномерно распределяют по поверхности.

- На подготовленную поверхность обрабатываемой стороной кладут заготовку – она должна полностью умещаться на плоскости и не выходить за нее при выполнении обработки.
Деталь слегка придавливают и круговыми движениями, стараясь не елозить по одному месту, перемещают изделие по плоскости.
- После 10–11 движений в круговом направлении заготовку снимают, а инструмент очищают от остатков порошка для шлифовки.
- Контролируют состояние поверхностей деталей путем визуального осмотра. При видимых недоработках повторно наносят слой абразива и обрабатывают.
- Процесс повторяют до тех пор, пока обрабатываемая сторона не получит равномерный матовый оттенок или не достигнет зеркального состояния.
- После этого необходимо проверить точность плоскости на поверочном инструменте.
- Окончательную доводку изделия рекомендовано делать не на чугунной плите, а на древесном притире с применением раствора из венской извести и спирта.
Соблюдайте технологию! Чтобы не испортить деталь, нужно избегать ее коробления.
Для этого следует контролировать состояние температуры поверхности и при опасности перегрева прекращать процесс до полного остывания изделия.
Процесс работы на притирочных инструментах не связан с большими сложностями с технической точки зрения. Основное, на что нужно обратить здесь особое внимание, – это соблюдение угла плоскости. Особенно это касается притирки торцовых плоскостей. Поэтому лучше объединять такие изделия в пакеты или притирать их, используя вспомогательные бруски.
Если вы знаете, как лучше работать на притирочной плите, какие применять абразивные пасты, или имеете вопросы по теме, напишите в комментариях!
Плиты притирочные
Плита поверочная чугунная изготавливается в следующих исполнениях:
1 – с ручной шабровкой рабочих поверхностей;
2 – с механически обработанными рабочими поверхностями.
Плиты 1 и 2 исполнения изготавливаются из серого чугуна. Плиты характеризуются высокой точностью и надежной конструкцией. Твёрдость изделий 170-290 НВ.
Твёрдость изделий 170-290 НВ.
У таких чугунных плит для поверки, имеющих размер 630х400мм, имеются три опорные точки,а у плит с размером больше 630х400мм – пять опор.
Технические характеристики:
|
Размеры |
Допуск плоскостности рабочих поверхностей, мкм Для классов точности |
Масса |
|
|
мм |
1 |
2 |
кг |
|
250х250 |
10 |
20 |
15 |
|
400х400 |
12 |
25 |
38 |
|
630х400 |
16 |
30 |
65 |
|
1000х630 |
20 |
40 |
350 |
|
1600х1000 |
25 |
50 |
850 |
|
2000х1000 |
30 |
60 |
1100 |
|
3000х1250 |
30 |
80 |
3085 |
Плиты притирочные – Энциклопедия по машиностроению XXL
Риски, задиры, следы износа и коррозия на конусных поверхностях 1, на направляющей поверхности 2 и на торце седла 3, на разгрузочном пояске клапана 4 устраняют притиркой на плите притирочными пастами.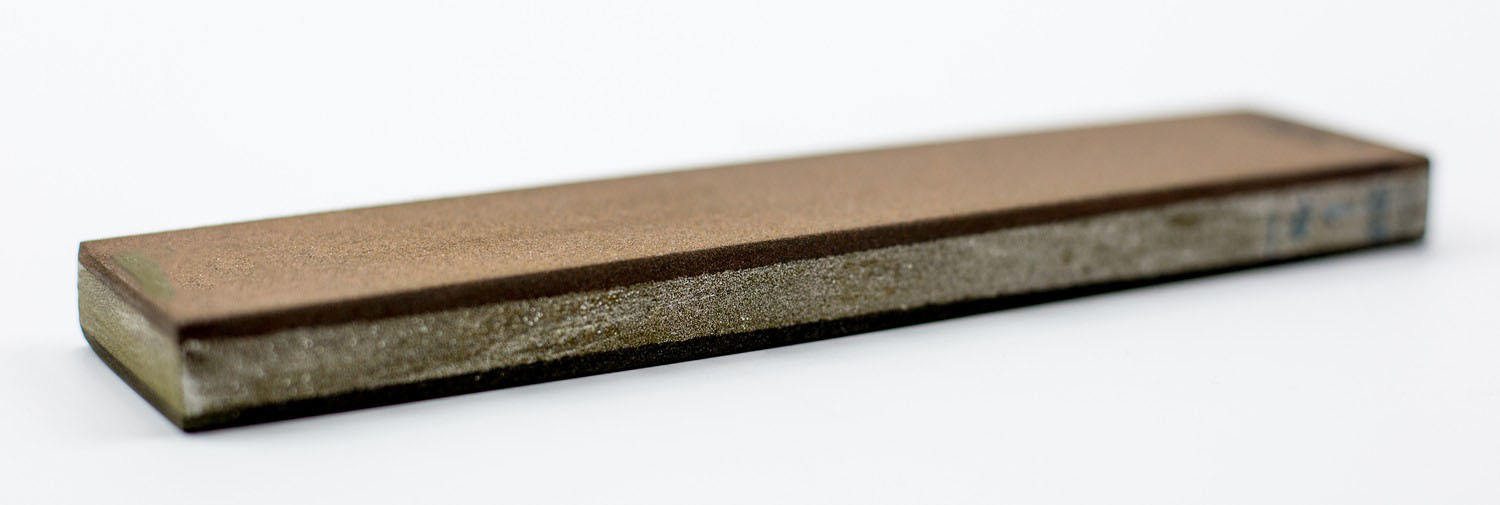
Станок для притирки доводочных плит, притирочный станок (рис. 39) облегчает труд слесаря при притирке (правке) доводочных плит и на 30— [c.95]
Для удержания на плите притирочной суспензии к боковой поверхности притирочной плиты прикреплены борта из листового железа. [c.70]
Плита, притирочная паста, молоток, отвертка, оправка, [c.58]
Исходная шероховатость металлической поверхности. Для ускорения процесса приработки пары трения поверхность образцов после токарной обработки подготавливалась плоским шлифованием по V , затем притиралась на притирочной плите мелким абразивным порошком с маслом Автол 10 . [c.62]
Состояние рабочих поверхностей металлических прокладок проверяется с помощью лупы с пяти-десятикратным увеличением. Гребенчатые прокладки должны быть притерты по притирочной плите и проверены на краску по контрольной. Если на гребнях прокладки образуются неравномерные отпечатки, прокладку пришабривают, а затем притирают. Ширина притупления гребней должна быть не менее 0,2 мм.
[c.206]
Гребенчатые прокладки должны быть притерты по притирочной плите и проверены на краску по контрольной. Если на гребнях прокладки образуются неравномерные отпечатки, прокладку пришабривают, а затем притирают. Ширина притупления гребней должна быть не менее 0,2 мм.
[c.206]
В процессе переборки топливных насосов серьезное внимание должно быть обращено на создание герметичности. Поэтому торцовые плоскости соединений проверяют на притирочной плите и, если нужно, притирают их, все пробки и ниппели уплотняют прокладками из хорошо отожженной листовой красной меди толщиной 0,3—0,5 мм, а всасывающий, нагнетательный и отсечный клапаны, если они предусмотрены конструкцией насоса, проверяют на плотность.
Притирами могут быть плиты, бруски, конусы, втулки и другие детали из материала более мягкого, чем материал притираемых деталей. Притирочные плиты изготовляют из чугуна с содержанием углерода 3—3,5%, из стали марки У10 и из стекла. Лучшее качество дают плиты из серого чугуна с перлито-феррит-ной структурой. Чугунные плиты применяют для притирки стальных деталей, стальные—для чугунных, стеклянные—для деталей из цветных сплавов.
[c.85]
Чугунные плиты применяют для притирки стальных деталей, стальные—для чугунных, стеклянные—для деталей из цветных сплавов.
[c.85]
На столе верстака предусматриваются соответствующие места и подставки для расположения необходимых во время работы чертежей, инструмента и приспособлений, вспомогательных материалов, полуфабрикатов и готовых изделий. По окончании работы все эти предметы и средства труда укладываются в ящики в строго установленном порядке. Притирочная и контрольная плиты остаются на верстаке и покрываются чехлами. [c.326]
Ручная притирка применяется главным образом при изготовлении измерительных инструментов, производится посредством притирочных плит разной формы. [c.655]
Притирка и прикатка Обеспечение плотного или герметического соединения сопрягаемых деталей Притирочные плиты и притиры абразивные порошки, пасты, смазывающие вещества (табл. 5 — 7) Ручные приспособления для удержания и направления притира или парной детали, специальные притирочные и прикаточные станки 0,01 —0,02 До 0. 001
[c.880]
001
[c.880]
Шаберы заправляют оселками или на притирочных чугунных плитах-притирах (фиг. 2) с применением мелкого корундового порошка № 240 и выше, разбавленного машинным маслом до состояния жидкой пасты. Во избежание завалов торцов боковые грани шаберов прижимают к вертикальной стенке притира. Шаберу придают движения, указанные на фиг. 2 стрелками. [c.145]
Для притирки стекол применяют плиту из стали марок Ст. 4 или Ст. 5 с поверхностью, пришабренной по контрольной плите стекла, как и плоскости колонки, притирают с применением наждачного порошка. Притирочную плиту периодически проверяют по контрольной плите и пришабривают. [c.231]
Всю запасную арматуру к началу капитального ремонта нужно проверить и подготовить к установке. К периоду капитального ремонта надо также подготовить приспособления для отрезки бесфланцевой арматуры, для разделки фасок и центровки стыков, притирочный материал, притиры, плиты рабочие и контрольные, ключи для гаек и ввертных уплотнительных колец, а также приспособления для опрессовки. Должны быть подготовлены также прокладки, шпильки, гайки, сальниковая набивка.
[c.371]
Должны быть подготовлены также прокладки, шпильки, гайки, сальниковая набивка.
[c.371]
Наиболее правильно барабанный притир может быть использован для притирки только одного кольца, так как другое кольцо всегда имеет размеры обоих диаметров (наружный и внутренний), отличные от первого. Барабанные притиры по мере износа подрезаются на токарном станке, а притирочные доски — на шлифовальном. После станочной обработки притиров и притирочных плит нужно производить их шабровку по контрольным плитам. [c.388]
Применять специальные барабанные (фиг. 7-8) притиры надо только в тех случаях, когда притирку нельзя производить по притирочным плитам, например для колец в корпусах или колец в клапанах с направлением. Рабочая поверхность и срок службы плиты в несколько раз больше кроме того, притирка на плите удобнее. [c.388]
Для каждой притирочной плиты применяется порошок только одного размера. После каждого порошка производится тщательная промывка деталей в трех ваннах в бензине Б-70. Окончательная притирка производится на чугунной плите без абразива, со слабой смазкой керосином. Поверхность обработанных деталей контролируется под микроскопом. Контроль плоскостности притертых поверхностей производится оптическим методом с помощью стеклянных пластин типа ПИ (ГОСТ 2923—59). При наложении пластины на контролируемую поверхность (чистота обработки должна быть не ниже VlO) возникают интерференционные кольца Ньютона, окрашенные при освещении дневным Светом в радужные цвета. Каждое кольцо соответствует отклонению от плоскостности =[c.187]
Окончательная притирка производится на чугунной плите без абразива, со слабой смазкой керосином. Поверхность обработанных деталей контролируется под микроскопом. Контроль плоскостности притертых поверхностей производится оптическим методом с помощью стеклянных пластин типа ПИ (ГОСТ 2923—59). При наложении пластины на контролируемую поверхность (чистота обработки должна быть не ниже VlO) возникают интерференционные кольца Ньютона, окрашенные при освещении дневным Светом в радужные цвета. Каждое кольцо соответствует отклонению от плоскостности =[c.187]
Для установки притирочной плиты на верхнем конце червячного колеса выполнен квадрат. На плоскость притира устанавливаются детали, подлежащие притирке. В свободном состоянии деталь удерживается на месте с помощью дуги. [c.209]
Шаржирование притира производят на притирочной плите путем растирания на ней (с небольшим нажимом) микропорошка, смоченного керосином. [c.646]
Плоские несопрягаемые поверхности чаще всего притирают вручную на неподвижных притирочных плитах. [c.211]
[c.211]
Притирочные плиты для предварительной притирки снабжают продольными и поперечными канавками (см. рис. 1, а). Эти канавки делают шириной и глубиной 1—2 мм на расстоянии 15—20 мм друг от друга. Канавки предназначены для сбора снимаемой стружки металла и выпадающих из поверхности плиты зерен абразива. Плиты для окончательной притирки канавок не имеют. Притирка на плитах дает очень точные результаты, поэтому на них притирают детали, требующие особо высокой точности, в частности, лекальные линейки, шаблоны, калибры, плитки. [c.211]
ПРИТИРОЧНОГО СТАНКА М. — устр. для придания обрабатываемым деталям и инструменту (притирочным плитам) сложного относительного движения в плоскости обработки деталей. Один из вариантов П. — планетарный Однорядный м. без водила. [c.273]
Детали 1 установлены в гнездах сателлитов g и зажаты с обеих сторон притирочными плитами 2 к 3, закрепленными на сателлитах f, взаимодействующих с зубчатыми венцами Ь. [c.273]
[c.273]
Доводка рабочих поверхностей пар трения. Неплоскостность уплотняющих поверхностей колец не должна превышать 0,6—0,9 мкм при Ra = 0,1 мкм. Для окончательной чистовой обработки рабочих поверхностей применяют доводку. Технологический процесс доводки сводится к сглаживанию неровностей поверхностей с помощью абразивных порошков в присутствии смазочных средств. Смазочная жидкость образует между поверхностями притирочной плиты и кольца слой, насыщаемый абразивным материалом. Толщина слоя не должна превышать размера абразива (иначе производительность доводки низкая), поэтому для доводки приме- [c.344]
В условиях серийного производства применяют машинную доводку на притирочных станках, при единичном производстве и ремонтных работах применяют рабочую доводку на притирочных плитах. [c.345]
Подвижные притиры изготовляют в виде дисков, цилиндров, конусов и других тел вращения, неподвижные — в виде плит, брусков, колец и т. д. Материалом для изготовления притиров служат мягкий мелкозернистый чугун, красная медь, латунь, стекло и древесина (дуб, клен, бук и т. д.). Для притирки применяют различные смазки машинное масло, свиное сало, керосин, скипидар и пр. Смазка наносится на притир вместе с порошком. Притирку плоскостей производят на притирочной плите вручную (фиг. 324) и на вращающихся с большой скоростью (1600— 2000 оборотов в минуту) дисках (фиг. 325).
[c.218]
д. Материалом для изготовления притиров служат мягкий мелкозернистый чугун, красная медь, латунь, стекло и древесина (дуб, клен, бук и т. д.). Для притирки применяют различные смазки машинное масло, свиное сало, керосин, скипидар и пр. Смазка наносится на притир вместе с порошком. Притирку плоскостей производят на притирочной плите вручную (фиг. 324) и на вращающихся с большой скоростью (1600— 2000 оборотов в минуту) дисках (фиг. 325).
[c.218]
Клапанные пластины, имеющие пропуск по притирочной поверхности, должны быть выверены и вновь притерты к своим местам в седлах. Клапанные пластины, имеющие выработку, коробление или трещины, заменяют новыми. Выработку в поясах седел каждого клапана устраняют проточкой тела седла с последующей притиркой поясов по чугунной плите, а затем по ним притирают и сами клапаны. После этого всасывающие и нагнетательные клапаны собирают и регулируют их подъемы, которые должны быть 2,5+ мм для компрессора КТ6 и 1,5+ 3 мм для компрессора IKt,
[c. 61]
61]
Втулки и уравнительные золотники могут изготовляться из кремнистой бронзы (бронза с зеленоватым оттенком), которая очень трудно притирается. В этом случае необходимо втулки предварительно выверить стеклянными брусками с пастой, а золотники притереть на плите и только после этого производить притирку по месту. При притирке золотников на плите плиту смачивают бензином или керосином и на 1/3 ее поверхности наносят притирочную пасту или порошок. Затем золотник кладут притираемой поверхностью на ту часть плиты, где нанесены притирочная паста или порошок, и производят горизонтальное движение золотником с перемещением его в противоположную сторону плиты. Такую операцию повторяют до тех пор, пока имеющиеся дефекты на золотнике не будут устранены. [c.179]
Ручную доводку шаблона для измерения уступа (рис. 66) осуществляют в такой последовательности. В первую очередь на притирочной плите с помощью кубика доводят торцовую поверхность 1, а затем поверхность 2 таким образом, чтобы одна из других поверхностей шаблона 3 или 4) была перпендикулярна поверхности 2. После того как она будет доведена под углом 90 к одной из поверхностей (3 или 4) шаблона, другую поверхность обрабатывают с таким расчетом, чтобы она была параллельна первой. Параллельность проверяют микрометром, а угол — угольником с углом 90°, устанавливаемым по поверхности 2.
[c.133]
После того как она будет доведена под углом 90 к одной из поверхностей (3 или 4) шаблона, другую поверхность обрабатывают с таким расчетом, чтобы она была параллельна первой. Параллельность проверяют микрометром, а угол — угольником с углом 90°, устанавливаемым по поверхности 2.
[c.133]
Доводку концевых мер длины 3-го класса производят тонкой пастой ГОИ (I—2 мк) чугунными или стеклянными притирочными плитами. [c.224]
Риски и следы износа на торцевой поверхности корпуса распылителя устраняют путем притирки и доводки до зеркального блеска на плите, применяя соответствующие притирочные пасты в зависимости от глубины рисок. [c.199]
IV.6.4) изготавливают из стали ШХ15, HR 59—64. Основные дефекты риски, задиры, следы износа и коррозия на конусных поверхностях /, на направляющей поверхности 2 и торце сеДла 3, на разгрузочном пояске клапана 4. Все дефекты устраняют притиркой на плите притирочными пастами, при этом седло клапана крепят в цанговой державке за резьбовую поверхность. Шероховатость торцовой поверхности седла должна соответствовать 10а классу (7 а = 0,160-4-0,125), а направляющего отверстия и уплотняющего конуса — Па классу f/ a=0,080- 0,063).
[c.275]
Шероховатость торцовой поверхности седла должна соответствовать 10а классу (7 а = 0,160-4-0,125), а направляющего отверстия и уплотняющего конуса — Па классу f/ a=0,080- 0,063).
[c.275]
Притирку рабочих поверхностей деталей гидростатического уплотнения выполняют на притирочных станках типа ПДС-5. Скорость движения доводочной плиты устанавливают 130 двойных ходов в минуту. Нагрузка на деталь при притирке должна составлять 2—3,5 МПа (30 — 35 кгс). В качестве притирочных паст используют алмазные пасты A M 60/40 и A M 28/20, ГОСТ 9206-80, разведенные в керосине по ОСТ 38.01407—86, или притирочные порошки М40 и М28, ГОСТ 3647 — 80, которые разводят в растворе, % 70 керосин, 20 машинное Nta no и 5 олеиновая кислота. [c.149]
Процесс доводки деталей с помощью притиров заключается в следующем. Притирочную плиту слегка смачивают керосином, вытирают чистой мягкой тряпкой и покрывают тонким слоем эмульсии или притирочной пасты. Притираемую деталь кладут на один из углов плиты и перемещают от одного края плиты до другого. Отработанную пасту удаляют чистой тряпкой, наносят новый слой и повторяют операцию, перемещая деталь с легким нажимом, до окончания притйрки (доводки). Предварительную притирку выполняют на притирочной плите с канавками, окончательную — на гладкой плите.
[c.153]
Отработанную пасту удаляют чистой тряпкой, наносят новый слой и повторяют операцию, перемещая деталь с легким нажимом, до окончания притйрки (доводки). Предварительную притирку выполняют на притирочной плите с канавками, окончательную — на гладкой плите.
[c.153]
Зубчатые прокладки должны иметь затупленные зубцы (табл. 6-13) вершины зубцов должны быть в одной плоскости. Если при проверке по пЛите на жраску не получится равномерных отпечатков краски на всех зубцах, то прокладку надо шлифовать абразивным или притирочным диском с механическим приводом. [c.355]
Отметим, что, кроме притиров барабанноПо типа, необходимо иметь и притиры в виде обычных плит, по которым правятся притиры барабанного типа и притираются съемные уплотнительные кольца или кольца тарелок без направляющих выступов. Материалом притирочных плит служит также перлитный чугун или чугун марки Сч-28. [c.387]
Указания по обработке./ Тюслё Н1ЛИфования торца, при котором должна обеспечиваться неплоскостность менее 5 мкм и чистота поверхности не ниже V 7, детали поступают на притирку [12, 8]. Притирка производится на специальном станке, имеющем чугунную притирочную плиту твердостью НВ 140—150 с диаметром
[c.186]
Притирка производится на специальном станке, имеющем чугунную притирочную плиту твердостью НВ 140—150 с диаметром
[c.186]
Притирка может выполняться вручную и механизированным способом. Чтобы прозвести притирку поверхности вручную, на притирочную плиту наносят тонким равномерным слоем смешанный с маслом абразивный порошок затем деталь кладут притираемой поверхностью на плиту и круговыми движениями перемещают ее по всей плите до получения матового или глянцевого (блестящего) вида поверхности. [c.338]
В процессе ручной и механизированной притирки, как и при вьь полнении других слесарных операций, необходимо строго соблю-дать правила техники безопасности. Так, при ручной притирке не следует слишком раскачивать притирочную плиту или деталь, так как она может упасть и травмировать ноги работающего. Притираемую деталь в закрепленном в тисках притире нельзя подводить и ударять о губки тисков, в противном случае возможны ущемления пальцев и порча детали. [c.352]
[c.352]
Неравномерный износ штанги устраняют припилива-нием и доводкой на притирочной плите, контролируя прямолинейность лекальной линейкой или методом на краску. [c.213]
Предварительную правку плит со стеклянными листами осуществляют на чугунных притирочных плитах размерами 500X500 мм наждачным порошком, а окончательную — пастой ГОИ 20—40 мк. После этого чугунные притирочные плиты протирают и доводят стеклянными листа.ми, которые затем тщательно промывают и удаляют с них крупные частицы, оставшиеся в порах. Рабочие поверхности плит необходимо предохранять от попадания на них крупных частиц наждака или пыли. [c.224]
Шабер Э5302 предназначен для грубой и тонкой шабровки чугунных поверхностей (направляющих станин различного оборудования, притирочных и контрольных плит) и выполнения других аналогичных работ. Шабер применяется при изготовлении, ремонте и монтаже оборудования в различных отраслях промышленности. [c.122]
[c.122]
Шабер П5302 предназначен для грубой и тонкой шабровки чугунных поверхностей (на-правляюш их станин различного оборудования, притирочных и контрольных плит) и выполнения других аналогичных работ. [c.332]
Притирочные плиты могут быть чугунные, стальные или стеклянные. Плиты изготовляются из чугуна с содержанием углерода 3—3,5%, а также из стали марки У10. Лучшее качество дают плиты из серого чугуна с перлито-ферритной структурой. Сандартные 6 Заказ 7 81 [c.81]
Притирочная плита 400х400, 250х250, 630х400, г. Курск, Курская область
ПРИТИРОЧНЫЕ ПЛИТЫ используются для притирки плоскостности деталей, дающей очень точные результаты.
Исполнение со специальным рисунком.
*
Основные размеры притирочных плит, мм:
250 х 250,
400 х 400,
630 х 400,
1000 x 630,
1000 x 1000.
*
Плита с ручной шабровкой.
Не содержит боковых ручек.
1 класс точности.
Допуск плоскостности раб. поверхности – 12 мкм.
Материал – серый чугун марка СЧ-18.
Твердость рабочей поверхности плиты 170-190 НВ.
Параметры шероховатости раб. поверхности: Ra < = (менее или равно) 0,8 мкм
Допускаемое отклонение от перпендикулярности боковых поверхностей к раб. поверхности – не хуже 12 степени точности по ГОСТ 24643-81.
*
Притирочные плиты изготавливаются с нормированной плоскостностью и чистотой поверхности, на которую наносят абразивный состав для притирания, осуществляемого плавными разнонаправленными движениями.
Применяют для притирки плоскостей, по которым равномерно перемещают деталь прямыми и круговыми движениями с небольшим нажимом. При притирке точность обработки поверхности достигает 0,0001 мм, поэтому она является самой тонкой операцией по обработке поверхностей.
*
РАЗМЕТОЧНЫЕ ПЛИТЫ (ПОВЕРОЧНЫЕ ПЛИТЫ): чугунные (класс точности 1 и 0).
Плиты поверочные и разметочные – это металлические чугунные плиты с заданными параметрами плоскостности и чистотой поверхности.
Плиты поверочные и разметочные используются в качестве поверхности на сборочных операциях, а также различных измерениях, в том числе поверках.
Твердость чугунных плит 170 – 290 НВ.
*
Основные размеры изготавливаемых разметочных поверочных плит, мм:
250 х 250,
400 х 400,
630 х 400,
630 х 1000,
1000 х 1000,
1500 х 1000,
1600 х 1000,
2000 х 1000,
2000 х 1500,
2500 х 1500.
*
Поверочные чугунные плиты ГОСТ 10905-86 используются для контроля плоскостности по методу «пятен на краску» и «линейных отклонений» и изготавливаются в 2 исполнениях: с ручной шабровкой рабочих поверхностей и с механически обработанными рабочими поверхностями (с машинной механической обработкой).
Шабрение плит (операция по снятию, соскабливанию с поверхностей плит очень тонких частиц металла специальным режущим инструментом – шабером) производится либо вручную (ручная шабровка), либо на станках с помощью пневматических и электромеханических шаберов (машинная обработка). Весь процесс включает черновое, получистовое и чистовое шабрение.
Весь процесс включает черновое, получистовое и чистовое шабрение.
Ручная шабровка является весьма трудоемким процессом; плиты р/ш имеют минимальное количество пятен на квадрат, и обладают более высокой точностью в отличие от плит машинной обработки.
Стоимость плит р/ш чуть выше, и их применяют в основном в лабораториях, а для работы в цеху можно использовать плиты м/о – более бюджетный вариант.
*
Притирочную плиту не следует использовать в качестве поверочной и наоборот, так как теряется плоскостность.
Иными словами, поверочная плита – это измерительный прибор, а притирочная плита – абразивный инструмент.
Выбор притирочной пластины для водяных камней
Что такое притирочная пластина и зачем она мне?
Притирочная пластина или выравнивающий камень – это крупнозернистый камень, используемый для выравнивания других точильных камней. Чтобы режущие инструменты оставались плоскими и прямыми, необходимо иметь плоский камень для заточки.
Камни, такие как водные камни, режутся очень быстро, потому что связующее, которое их скрепляет, очень быстро разрушается, постоянно обнажая свежий песок.Хотя это приводит к быстрому удалению металла, это также означает, что камень относительно быстро изнашивается и теряет свою плоскостность при продолжительном использовании.
Скорость этого износа зависит как от зернистости, так и от класса камня. Как правило, чем крупнее камень, тем быстрее изнашивается. Кроме того, чем выше класс камня (например, серия Naniwa Professional по сравнению с традиционной серией), тем тверже связующее и, следовательно, тем медленнее изнашивается.
Какие есть возможности для выравнивания камней?
Доступны два основных типа правящих брусков: алмазные шлифовальные диски и абразивные шлифовальные бруски.
Сплющивающие камни
можно приобрести в компаниях Naniwa, Norton и Sharpening Supplies. Чаще всего они изготавливаются из абразива из карбида кремния. Эти камни используют воду в качестве смазочно-охлаждающей жидкости и отлично справляются с выравниванием всех типов водяных камней и камней. В них есть большие канавки для удаления отходов, которые предотвращают засорение во время использования. Доступны разные размеры. Эти выравнивающие камни со временем изнашиваются. Когда это происходит, им требуется самопроизвольное выравнивание, часто на алмазной притирочной пластине.Как правило, они более экономичны, чем алмазные притирочные диски.
Эти камни используют воду в качестве смазочно-охлаждающей жидкости и отлично справляются с выравниванием всех типов водяных камней и камней. В них есть большие канавки для удаления отходов, которые предотвращают засорение во время использования. Доступны разные размеры. Эти выравнивающие камни со временем изнашиваются. Когда это происходит, им требуется самопроизвольное выравнивание, часто на алмазной притирочной пластине.Как правило, они более экономичны, чем алмазные притирочные диски.Уплощающий камень Нанива – камень меньшего размера. На самом деле он меньше, чем большинство водяных камней, которые он предназначен для сглаживания. Это означает, что часто необходимо перемещать его над выравниваемым водным камнем. Несмотря на то, что он недорогой, его размер может затруднить создание мертвой плоской поверхности на водном камне.
Очень большой выравнивающий камень Naniwa действительно намного больше обычного выравнивающего камня. Хотя размер может быть громоздким, он станет отличным постоянным приспособлением на специальной скамье для заточки.
Хотя размер может быть громоздким, он станет отличным постоянным приспособлением на специальной скамье для заточки.
Алмазные притирочные пластины
доступны от DMT и Shapton. Эти камни обладают такими преимуществами, как чрезвычайная плоскостность, переходящая в надежно плоские водные камни, и долговечность, никогда не требуя повторного выравнивания. Доступны различные зернистость и размеры, а алмазные притирочные пластины – отличный выбор, если позволяет ваш бюджет.Притирочная пластина DMT Dia-Flat очень удобна для выравнивания любых водных камней.Большая площадь поверхности и очень агрессивное зерно 120 меш делают эту плиту нашей самой быстрой притирочной плиты. Благодаря технологии DMT Hardcoat эта притирочная плита изнашивается медленнее и служит дольше, чем обычные алмазные камни.
Притирочная пластина DMT Dia-Flat 95 с размером ячеек 160 меш является более мелкозернистой версией DMT Dia-Flat. Это наша самая популярная притирочная плита, в которой также используется технология DMT Hardcoat, обеспечивающая долгий срок службы. Хотя резка немного медленнее, чем у более грубого листа, она все же выполняет быструю работу по выравниванию.Dia-Flat 95 оставляет более гладкую поверхность на сглаженном водном камне, и многие предпочитают его для обработки очень мелких камней. DMT Dia-Flat 95 доступен в размерах 10 “x 4” или 8 “x 3”.
Это наша самая популярная притирочная плита, в которой также используется технология DMT Hardcoat, обеспечивающая долгий срок службы. Хотя резка немного медленнее, чем у более грубого листа, она все же выполняет быструю работу по выравниванию.Dia-Flat 95 оставляет более гладкую поверхность на сглаженном водном камне, и многие предпочитают его для обработки очень мелких камней. DMT Dia-Flat 95 доступен в размерах 10 “x 4” или 8 “x 3”.
DMT 8 дюймов Dia-Sharp Extra Coarse Stone немного мельче, но с сеткой 220 меш. Хотя он не такой быстрый и не такой большой, как притирочные пластины DMT, он хорошо работает с более тонкими водяными камнями. Dia-Sharp 220 также имеет то преимущество, что его можно использовать как крупнозернистый камень для других нужд заточки, и он может быть экономичным вариантом.
Алмазная притирочная плита Shapton – это очень точно спроектированная поверхность для выравнивания водяных камней. Специализированный инструмент, разработанный для камней Shapton, , он не предназначен для использования на камнях с зернистостью менее 500 .
Какая притирочная плита самая лучшая?
Хотя ни один выравнивающий камень не подойдет для каждой точилки, мы пришли к выводу, что DMT Dia-Flat 95 является лучшим вариантом, когда стоимость не имеет значения. Лучшим вариантом является двукратный сплющивающий камень.
Все варианты притирочных пластин способны дать вам плоские, готовые к использованию водяные камни. При выборе учитывайте размер камней, которые нужно разгладить. Обычно предпочтительна притирочная плита большего размера, чем выравниваемый камень. Также подумайте о количестве заточки, которую вы делаете: абразивный шлифовальный камень хорошего качества может быть хорошей ценой, но качественная алмазная притирочная плита может быть более рентабельной, если вам нужно регулярно выравнивать водные камни.
Вопросы по притирке пластин?
Вызов специалиста по продукту С понедельника по пятницу, 8 ч. м. – 16:30
м. – 16:30
Телефон США: 1-800-351-8234
За пределами США: + 1-608-203-1129
Притирочные / полировальные пластины для всех областей применения
Lapmaster предлагает широкий выбор притирочных и полировальных пластин практически для любого применения. Некоторые примеры включают:
- Чугун – Общее машиностроение
- Закаленная сталь – черновая притирка
- Керамика – керамика и другие твердые материалы
- Стекло – электрооптические материалы
- Алюминий / нержавеющая сталь – полировка подушечками
- Натуральный металл (медь, олово / сурьма и т. Д.) – Алмазная полировка
В дополнение к нашим OEM притирочным пластинам, сегментам и кольцам, мы также предлагаем индивидуальный сервис «ВСЕ БРЕНДЫ» для удовлетворения любых требований притирки, все из которых изготовлены из лучшего чугуна или других специальных металлов. Используя наши индивидуальные производственные возможности и процессы, мы можем воспроизвести или адаптировать пластины, сегменты и кольца в соответствии с вашими точными требованиями или предложить множество альтернативных композитных материалов (медь, алюминий, олово и т. Д.)
Используя наши индивидуальные производственные возможности и процессы, мы можем воспроизвести или адаптировать пластины, сегменты и кольца в соответствии с вашими точными требованиями или предложить множество альтернативных композитных материалов (медь, алюминий, олово и т. Д.)
Выбор материала притирочной пластины / полировальной пластины
Притирочный материал определяет материал притирочной пластины.Коррозионная стойкость полировального раствора будет определять, какую полировальную пластину использовать. Подавляющее большинство (95 +%) всего материала притирается к чугуну. Исключением из этого утверждения являются некоторые полупроводниковые материалы. Ниже перечислены распространенные материалы для притирки и полировки пластин, а также некоторые объяснения того, какие материалы их обрабатывать.
Полировальная пластина из чугуна
Это наиболее распространенный материал для притирки почти всех материалов, кроме полупроводникового соединения арсенида галлия. По возможности используйте стандартную радиальную зубчатую пластину. Пластину с твердой поверхностью следует использовать только тогда, когда мелкие детали могут зацепиться за зубцы или упасть в них, и когда пластина используется в процессе полировки твердых алмазов. Зубцы могут вызвать появление царапин на деталях при использовании высокоточной алмазной полировки (без полировальной тарелки).
По возможности используйте стандартную радиальную зубчатую пластину. Пластину с твердой поверхностью следует использовать только тогда, когда мелкие детали могут зацепиться за зубцы или упасть в них, и когда пластина используется в процессе полировки твердых алмазов. Зубцы могут вызвать появление царапин на деталях при использовании высокоточной алмазной полировки (без полировальной тарелки).
Зубцы, вырезанные на поверхности притирочной пластины, служат нескольким целям. Первый – ограничить силу «поверхностного натяжения».Эта сила возникает во время притирки, когда контур детали начинает совпадать с контуром притирочной пластины. Сила проявляется как мощное притяжение притертой поверхности компонентов к совпадающему контуру притирочной пластины. Эта сила настолько велика, что зачастую очень трудно, а то и невозможно снять готовую деталь с притирочной плиты. Компонент буквально засасывается к пластине, что очень затрудняет перемещение абразивной суспензии под ней. Без абразива обработка детали замедляется или останавливается. Кроме того, компонент «вытирается» о притирочную пластину из-за отсутствия тонкого слоя абразивной суспензии. Условия протирки могут привести к повреждению компонента из-за размазывания, истирания, полирования и царапин на материале.
Кроме того, компонент «вытирается» о притирочную пластину из-за отсутствия тонкого слоя абразивной суспензии. Условия протирки могут привести к повреждению компонента из-за размазывания, истирания, полирования и царапин на материале.
Зубцы, проходящие под компонентом, действуют как воздушный зазор, который позволяет компоненту подниматься или плавать обратно на слой суспензии. Это минимизирует поверхностное натяжение и способствует эффективному съему материала.
Еще одно предназначение зубцов – удаление нежелательной стружки с поверхности притирочной пластины.Материал металлической стружки состоит из измельченного абразива, материала компонентов, притирочной пластины и материала кондиционирующих колец; и лишнее количество автомобиля.
Очень частый вопрос от клиентов: «Какой рисунок зубцов лучше?» Ответ на этот вопрос: какой бы рисунок зубцов лучше всего подошел для данного приложения. Этот ответ не предназначен для оскорбления. Компания Lapmaster провела исследование, чтобы определить, на какие характеристики влияют различные рисунки и количество зубцов при стандартной односторонней притирке. Вывод состоит в том, что влияние на скорость съема припуска и контроль плоскостности притирочной пластины очень мало поддается измерению. Для некоторых моделей существует значительная разница в цене. Lapmaster считает, что радиальные насечки производят должный эффект по самой выгодной цене.
Вывод состоит в том, что влияние на скорость съема припуска и контроль плоскостности притирочной пластины очень мало поддается измерению. Для некоторых моделей существует значительная разница в цене. Lapmaster считает, что радиальные насечки производят должный эффект по самой выгодной цене.
Алюминиевая притирочная пластина / полировальная пластина
Этот материал строго используется для методов мягкой некоррозионной полировки, когда ткань, такая как полировальная подушечка, приклеивается к поверхности пластины с помощью чувствительного к давлению клея.Алюминиевая пластина имеет прецизионную плоскую поверхность, которой соответствует полировальная тарелка. На поверхности мягких полировальных пластин нет зазубрин.
Притирочная пластина из нержавеющей стали / полировальная пластина
Этот материал также используется для полировки мягких подушек, но только при использовании коррозионных суспензий. Нержавеющая сталь очень дорога и ее следует рекомендовать только при необходимости.
Керамическая притирочная пластина / полировальная пластина
Этот материал используется для притирки и алмазной полировки деталей из твердой керамики из белого оксида алюминия.Чугун подходит для притирки керамики только в том случае, если область применения допускает пропитку чугуна и изменение цвета серы. Степень обесцвечивания зависит от плотности керамики компонента. Лучший способ сохранить чистый белый вид керамических компонентов из оксида алюминия – это шлифовать и полировать керамику.
На поверхности керамических пластин нет зазубрин. Причина отсутствия зазубрин в том, что этот материал в основном используется для полировки, где зазубрины могут быть вредными.Если бы шлифование зубцов на керамике было более экономичным, они бы были у пластин, используемых для притирки.
Пластина для притирки стекла / полировальная пластина
Натриево-известковое стекло используется исключительно для притирки полупроводникового соединения арсенида галлия и других деликатных соединений, таких как ниобат лития и фосфид индия. В настоящее время не было обнаружено никакого другого использования стекла.
В настоящее время не было обнаружено никакого другого использования стекла.
В стекле нет зазубрин. Опять же, это связано с расходами на это.Вероятно, лучше всего, чтобы не было зазубрин из-за чрезвычайно деликатного характера материалов, обрабатываемых на стеклянных пластинах. Используется для чувствительных к царапинам полупроводников и некоторых сложных полупроводниковых материалов
Притирочная / полировальная пластина Kemet Composites
Это семейство композитных материалов используется исключительно с алмазной суспензией для создания световозвращающей отделки самых разных материалов. Чем мягче марка Kemet, тем меньше шероховатость поверхности.Компромисс – низкие темпы съема материала. И наоборот, самый твердый сорт материала Kemet обеспечивает самую высокую производительность съема, но дает светоотражающую поверхность самого низкого качества.
Некоторыми преимуществами использования процесса Kemet являются значительное сокращение образования стружки, простота изменения контура пластины с помощью алмазных правочных подушек, возможность одностадийного процесса и возможность обработки разнообразного ассортимента твердых и мягких материалов.
В материале Kemet можно обработать множество различных рисунков зубцов.Чаще всего заказчики называют желаемые характеристики зубчатости. Наиболее распространенные рисунки зубцов – это радиальные канавки, спиральные канавки по часовой стрелке, спиральные канавки против часовой стрелки, концентрические канавки и канавки с перекрестной штриховкой.
Рисунок канавок обеспечивает такие преимущества полировки, как меньшее количество царапин, более высокое качество отражения, более короткое время обработки и более легкая очистка пластины.
Выбор образца канавки притирочной пластины
- Уменьшить или исключить гидропланирование деталей / колец
- Обычно обеспечивает более быстрое удаление материала
- Необходимость снижения поверхностного натяжения транспортного средства или смазочного материала
- Удаление стружки в процессе производства
- Помогите сократить время, необходимое для восстановления плоскостности
- Увеличение удельного давления прижима
- Ускоренная миграция суспензии / смазки
Притирочная пластина без канавок
Сплошная притирочная пластина – типичное использование
- Используется в основном с мелкими деталями, которые могут захватывать канавки
- Используется на деталях с зазубринами или зазубринами
- Используется с типами чувствительных материалов
- Используется в приложениях с чувствительностью к краю кристалла
Положительные атрибуты
- Работает с большинством типов креплений
- Подходит для небольших деталей
- Легко очищается
Отрицательные атрибуты
- Низкая производительность съема
- Легко глазируется
- Лаковая отделка поверхности
Примеры применения
Стержни, штифты, поршни, наконечники и другие устройства, требующие приспособлений для измерения толщины или перпендикулярности
Притирочная пластина с радиальными канавками
Пластина с радиальными пазами – используется
- Наиболее распространенный шаблон канавки по умолчанию
- Используется для создания достаточного разрыва поверхности для улучшения качества поверхности
- Наиболее подходит для свободноабразивных станков
Положительные атрибуты
- Лучшее отсутствие пятен / визуализация
- Поколение с отличной обработкой поверхности
- Недорогой рисунок паза, легко обрабатывается
- Простой рисунок для быстрой и эффективной очистки
Отрицательные атрибуты
- Скорость удаления не оптимизирована
- Проблемы с остеклением поверхностей
Примеры применения
Любой твердый материал с твердой и устойчивой платформой минимум ¼ дюйма в диаметре без каких-либо серьезных зазубрин или заусенцев.
Притирочная пластина с вафельной канавкой
Типичное использование вафельной канавки
- Также называется поперечной сеткой и канавкой X-Y
- Наиболее подходит для обычной абразивной притирки (кроме свободноабразивной обработки)
- Устойчивая платформа между радиальной канавкой и спиральной канавкой
Положительные атрибуты
- Очень эффективное сочетание скорости съема материала и качества поверхности
- Легко модифицируется для уменьшения массы земли и большего съема материала
Отрицательные атрибуты
- Очень дорого в производстве
- Трудно очистить полностью
- Отламывание и царапание небольших краев на углах
Примеры применения
Все виды обработки без свободного абразива, перечисленные на предыдущей странице с радиальными канавками
Притирочная пластина со спиральными канавками
Спиральная канавка – типичное использование
- Одна непрерывная канавка, может работать как по часовой, так и против часовой стрелки для удержания жидкостей или автоматического слива
- Глубина канавки обычно небольшая Мелкий узор Микротекстурирование
- Используется в основном для «грубой» или первичной полировки.

- Обычно используется на больших плоских, устойчивых деталях
Положительные атрибуты
- Относительно легко обрабатывать и повторно обрабатывать
- Превосходная производительность съема материала
- Возможность изменения площадей контакта для увеличения съема материала или улучшения качества поверхности
- Критические контуры стенок и дна
Отрицательные атрибуты
- За исключением версии с микротекстурой, края легко ломаются и образуются царапины
- Очень сложно правильно очистить
- Требуется высокое давление
- Склонность к окрашиванию / отпечатку рисунка
Концентрическая канавка Типичное применение
- Применения, требующие, чтобы плита оставалась «влажной» и не требовала постоянного удаления отработанных материалов
- Наиболее часто используется для ручной притирки / полировки
Положительные аспекты
- Сохраняет плоскостность дольше
- Остается влажным в течение длительного времени
- Критические контуры стенок и дна
Отрицательные аспекты
- Дорого и сложно обрабатывать
- Трудно чистить
- Скол на кромке – постоянная проблема
- Не предназначен для притирочных станков
|
 .. 3 млн Абатрон Регулируемый зажим Биты и инструменты для маршрутизаторов Amana Американский Дизайн Мебели Инструменты Anant Якорь Арбортех Арти Рашпиль Auriou Плохой инструмент для топора работает Bahco Инструменты Barr Beall Tool Behlen Benchcrafted Инструменты Bessey Лучшая связь Инструментальный завод из голубой ели Инструмент Blum Bob Swerer Productions Токарные инструменты Bodger Инструменты Bora Инструменты Bosch Bostik Компания Bowl Kit Мостовой Городской Инструментальный Завод Briwax Бык лягушка Картер Продукты Чарльз Брок Clesco Клифтон Инструменты Биты и блейды для маршрутизаторов CMT Инструмент Коллинза Компания Color Wheel Горелки для дерева Colwood Кормарк Интернэшнл Ремесленник Кожа Инструменты полумесяца Critter Spray Products Корона ручные инструменты Crown Plane Company Ручные инструменты CECK Edge Дэвид Бэррон Инструменты Дельта Машиностроение DeWalt Алмазная пила Дико Принадлежности для заточки DMT Dowl-It Дремель Дрель доктор Dubuque Clamp Works Э.
.. 3 млн Абатрон Регулируемый зажим Биты и инструменты для маршрутизаторов Amana Американский Дизайн Мебели Инструменты Anant Якорь Арбортех Арти Рашпиль Auriou Плохой инструмент для топора работает Bahco Инструменты Barr Beall Tool Behlen Benchcrafted Инструменты Bessey Лучшая связь Инструментальный завод из голубой ели Инструмент Blum Bob Swerer Productions Токарные инструменты Bodger Инструменты Bora Инструменты Bosch Bostik Компания Bowl Kit Мостовой Городской Инструментальный Завод Briwax Бык лягушка Картер Продукты Чарльз Брок Clesco Клифтон Инструменты Биты и блейды для маршрутизаторов CMT Инструмент Коллинза Компания Color Wheel Горелки для дерева Colwood Кормарк Интернэшнл Ремесленник Кожа Инструменты полумесяца Critter Spray Products Корона ручные инструменты Crown Plane Company Ручные инструменты CECK Edge Дэвид Бэррон Инструменты Дельта Машиностроение DeWalt Алмазная пила Дико Принадлежности для заточки DMT Dowl-It Дремель Дрель доктор Dubuque Clamp Works Э. C. Emmerich Tools Орел америка Earlex Инструменты Easy Wood EazyPower Инструменты Eclipse Инструмент Эльбо Маски Elipse Энвиротекс Алмазные продукты EZE-LAP Famowood FastCap Fein Tools Fenner Drives Электроинструменты Festool Инструменты Fisch Компания Флетчер-Терри Инструменты для резьбы Flexcut Foredom Лезвия для пил Forrest Биты и лезвия для маршрутизаторов Freud Фуллер Общая отделка Общее оборудование Инструменты Gladstone Glen-Drake Toolworks Хорошая рука Gränsfors Bruks GreenWood Гробет США Hamburg Industries Привет Инструменты для резьбы Hirsch Скакательные инструменты Скамьи Hofmann & Hammer Держи Хит Продукция Howard Продукты HTC Гидрокот Гидросорбирующие осушители воздуха Самолеты Ibex iGaging Incra Промышленные абразивы Insty-Bit Дизайн Ironwood Файлы для резьбы Ивасаки Иёрой Японские инструменты Джаспер Инструменты JDS Джевонс Джевитт JHL JoolTool Токарные инструменты Jordan Капуста Келлер ласточкин хвост Клеммсия Известные концепции Инструмент Крег Кумагоро Кунц Инструментальный завод озера Эри Ламелло Ланкастер Приземляться Lap-Sharp Leecraft Ли Джигс Левин LHR Либерон Lie-Nielsen Toolworks Лигномат Потерянный арт-пресс Lufkin Lumberton Лутц Magcraft Magswitch Махони Макита MegaPro Инструмент Mercer Дизайн Меса Виста Metabo Микро Забор Микро Джиг Миллер дюбель Miracle Point Мирка Абразивы Моракнив Швеции MSA Мюллер Фордж Mylands Нарекс Инструменты Nebo Нельсон Пейнт Николсон Nobex Никто Нортон Nupla Старый коричневый клей Old Fashioned Milk Paint Co.
C. Emmerich Tools Орел америка Earlex Инструменты Easy Wood EazyPower Инструменты Eclipse Инструмент Эльбо Маски Elipse Энвиротекс Алмазные продукты EZE-LAP Famowood FastCap Fein Tools Fenner Drives Электроинструменты Festool Инструменты Fisch Компания Флетчер-Терри Инструменты для резьбы Flexcut Foredom Лезвия для пил Forrest Биты и лезвия для маршрутизаторов Freud Фуллер Общая отделка Общее оборудование Инструменты Gladstone Glen-Drake Toolworks Хорошая рука Gränsfors Bruks GreenWood Гробет США Hamburg Industries Привет Инструменты для резьбы Hirsch Скакательные инструменты Скамьи Hofmann & Hammer Держи Хит Продукция Howard Продукты HTC Гидрокот Гидросорбирующие осушители воздуха Самолеты Ibex iGaging Incra Промышленные абразивы Insty-Bit Дизайн Ironwood Файлы для резьбы Ивасаки Иёрой Японские инструменты Джаспер Инструменты JDS Джевонс Джевитт JHL JoolTool Токарные инструменты Jordan Капуста Келлер ласточкин хвост Клеммсия Известные концепции Инструмент Крег Кумагоро Кунц Инструментальный завод озера Эри Ламелло Ланкастер Приземляться Lap-Sharp Leecraft Ли Джигс Левин LHR Либерон Lie-Nielsen Toolworks Лигномат Потерянный арт-пресс Lufkin Lumberton Лутц Magcraft Magswitch Махони Макита MegaPro Инструмент Mercer Дизайн Меса Виста Metabo Микро Забор Микро Джиг Миллер дюбель Miracle Point Мирка Абразивы Моракнив Швеции MSA Мюллер Фордж Mylands Нарекс Инструменты Nebo Нельсон Пейнт Николсон Nobex Никто Нортон Nupla Старый коричневый клей Old Fashioned Milk Paint Co. Олсон Пила Односторонняя токарная обработка дерева Пегас Пелтор Производительные абразивы Пику Игривые планы ПМС Портамат Портер-Кейбл Пауэлл Мфг Powerstrop Promax Proxxon Purdy Путч Р.Ножи Мерфи Рабочие места Ramia Мощность записи Ричард Келл Инструменты Рикон Роберт Лэнг Роберт Ларсон Рустолеум Покрытие Saburr Tooth Friction Coating Мешок ИБП Зауэрс SawStop Шредер ScrapeRite Инструменты Shaper Шеффилд Бронза Магазин Fox Шелковистый Sjobergs Деревянное правило Скоухегана Токарные инструменты Sorby Винты Spax Spyderco Стэнли Инструменты Старретт Sterling Toolworks Инструменты SuperMax Система Три Таджима Текнатул Томас Флинн и Ко.Инструменты для деревянного туфа Timberline TimberMate Клей для дерева Titebond TMI Тормек Тренд Тритон Vantage Industries Vaughan Инструменты Veritas Инструменты Венеры VPS W.W. Norton Publishing Wall Lenk Co.
Олсон Пила Односторонняя токарная обработка дерева Пегас Пелтор Производительные абразивы Пику Игривые планы ПМС Портамат Портер-Кейбл Пауэлл Мфг Powerstrop Promax Proxxon Purdy Путч Р.Ножи Мерфи Рабочие места Ramia Мощность записи Ричард Келл Инструменты Рикон Роберт Лэнг Роберт Ларсон Рустолеум Покрытие Saburr Tooth Friction Coating Мешок ИБП Зауэрс SawStop Шредер ScrapeRite Инструменты Shaper Шеффилд Бронза Магазин Fox Шелковистый Sjobergs Деревянное правило Скоухегана Токарные инструменты Sorby Винты Spax Spyderco Стэнли Инструменты Старретт Sterling Toolworks Инструменты SuperMax Система Три Таджима Текнатул Томас Флинн и Ко.Инструменты для деревянного туфа Timberline TimberMate Клей для дерева Titebond TMI Тормек Тренд Тритон Vantage Industries Vaughan Инструменты Veritas Инструменты Венеры VPS W.W. Norton Publishing Wall Lenk Co. Watco Waterlox Уэйн Бартон Веллер Уайтхолл Биты маршрутизатора Whiteside Wixey Wolfcraft Деревянные детали Инструменты дятлов Ленточная пила WoodSlicer Работа Sharp ZetSaw Zinsser
Watco Waterlox Уэйн Бартон Веллер Уайтхолл Биты маршрутизатора Whiteside Wixey Wolfcraft Деревянные детали Инструменты дятлов Ленточная пила WoodSlicer Работа Sharp ZetSaw Zinsser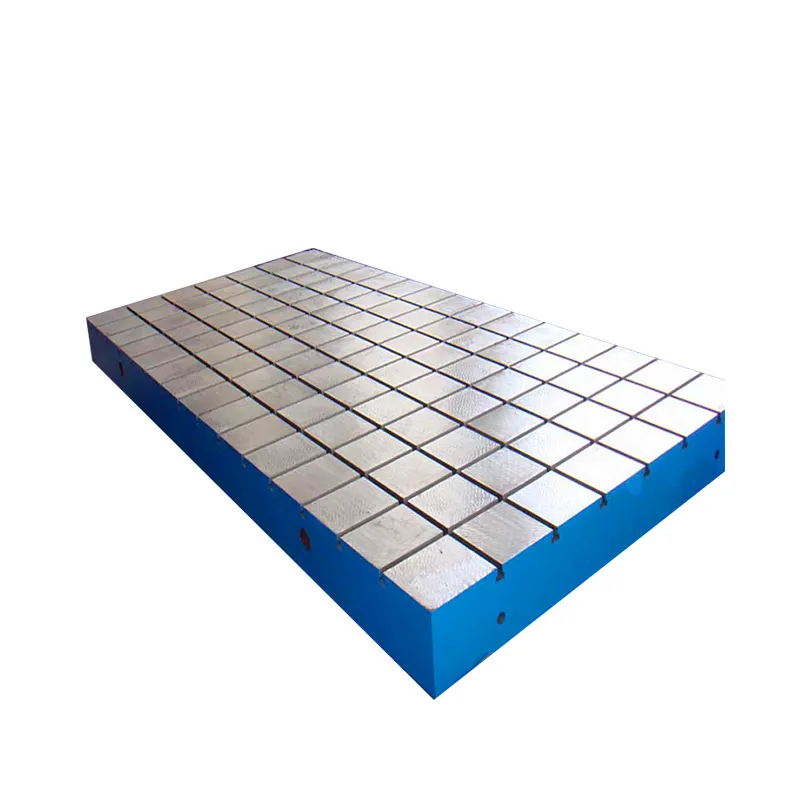 Другими словами, Dia-Flat предназначен не только для правки точильных камней.
больше!
Другими словами, Dia-Flat предназначен не только для правки точильных камней.
больше! 

DMT Dia-Flat Притирочная плита – изделия для деревообработки
DMT Dia-Flat притирочная плита – Деревообрабатывающая продукция Похоже, в вашем браузере отключен JavaScript. Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
- Дом
- DMT Dia-Flat Притирочная пластина
DMT-DIA-FLAT-LAPPING-PLATE-GROUP
Притирочная пластина DMT® Dia-Flat® – превосходный выбор для выравнивания любого абразивного камня, такого как водный камень, масляный камень или камень Арканзаса, благодаря его высочайшей плоскостности и запатентованной технологии Diamond Hardcoat Technology ™.Размер пластины 10 x 4 дюйма.
Притирочная пластина Dia-Flat® разработана для легкого выравнивания всех обычных и водяных камней за меньшее время, чем другие методы. Благодаря использованию новой революционной технологии DMT® Diamond Hardcoat Technology ™, эта притирочная плита превосходит любое другое алмазное покрытие на рынке. С однородной агрессивной алмазной поверхностью и прецизионной шлифовкой, плоская поверхность, сертифицированная вручную до +/- 0.0005 ”, притирочная пластина Dia-Flat ™ обеспечивает точные результаты при выравнивании камней. Его очень большая площадь поверхности упрощает использование.
Благодаря использованию новой революционной технологии DMT® Diamond Hardcoat Technology ™, эта притирочная плита превосходит любое другое алмазное покрытие на рынке. С однородной агрессивной алмазной поверхностью и прецизионной шлифовкой, плоская поверхность, сертифицированная вручную до +/- 0.0005 ”, притирочная пластина Dia-Flat ™ обеспечивает точные результаты при выравнивании камней. Его очень большая площадь поверхности упрощает использование.
Притирочные диски DMT Dia-Flatt доступны с двумя зернами. Зернистость 120 микрон / 120 меш очень агрессивна, и это очень быстрая притирка. Притирочная плита DMT Dia-Flat 95 с зернистостью 95 микрон / 160 меш является более мелкозернистой версией DMT Dia-Flat. Хотя резка немного медленнее, чем у более грубого листа, она все же выполняет быструю работу по выравниванию. Dia-Flat 95 оставляет более гладкую поверхность на сглаженном водном камне, и многие предпочитают его для обработки очень мелких камней.
| Страна производитель | США |
|---|
ПРОСМОТР
DMT-DIA-FLAT-LAPPING-PLATE-GROUP
{{/ thumbnail_url}} {{{_highlightResult.name.value}}}{{#categories_without_path}} в {{{category_without_path}}} {{/ category_without_path}} {{# _highlightResult.color}} {{# _highlightResult.color.value}} {{#categories_without_path}} | {{/ category_without_path}} Цвет: {{{_highlightResult.color.value}}} {{/_highlightResult.color.value}} {{/ _highlightResult.цвет}}
{{price.USD. default_formated}} {{# price.USD.default_original_formated}}
{{price.USD.default_original_formated}}
{{/price.USD.default_original_formated}}
{{# price.USD.default_tier_formated}}
Всего лишь {{price.USD.default_tier_formated}}
{{/price.USD.default_tier_formated}}
default_formated}} {{# price.USD.default_original_formated}}
{{price.USD.default_original_formated}}
{{/price.USD.default_original_formated}}
{{# price.USD.default_tier_formated}}
Всего лишь {{price.USD.default_tier_formated}}
{{/price.USD.default_tier_formated}}
Dia-Flat – 95 микрон
Точная притирочная пластина DMT Dia-Flat очень проста в точном выравнивании других точильных камней. Этот «король камней» весит более 4 фунтов и покрыт безумным бриллиантом весом более 30 карат. DMT разработал Dia-Flat, который отлично справляется с одной из самых сложных задач по заточке: шлифованием абразивных материалов. В результате получается чрезвычайно прочная абразивная поверхность, на которой используется запатентованная DMT технология Hardcoat для приклеивания алмазного абразива к прецизионной стальной пластине. Рука DMT удостоверяет каждую пластину с точностью до +/- 0,0005 дюйма от плоскости, и каждая Dia-Flat поставляется с сертификатом проверки.
Рука DMT удостоверяет каждую пластину с точностью до +/- 0,0005 дюйма от плоскости, и каждая Dia-Flat поставляется с сертификатом проверки.
Чтобы выровнять водяной камень, просто нарисуйте сетку на поверхности камня и потрите ею. Dia-Flat под проточной водой, в неглубокой ванне или кастрюле. Используйте всю поверхность тарелки и умеренное давление. Камень плоский, когда линии сетки стерты.
После кормления камней Dia-Flat на завтрак дополните свой рацион закаленной сталью на обед.При использовании Dia-Flat с металлом вы можете пропустить воду и использовать камень насухо. Поверхность алмаза непроницаема для сложных сталей, таких как D2, A2, HSS и японские сплавы. Используйте крупную зернистость 120 микрон при переустановке фаски или при ремонтных работах без шлифовального станка. 95 Micron Dia-Flat лучше подходит для таких задач, как выравнивание тыльной стороны долота или утюга, когда глубокие царапины на более крупном камне трудно удалить.
Притирочная плита Dia-Flat произведена в соответствии со стандартами, превышающими необходимые, и именно поэтому это такой отличный инструмент. Если вы ищете идеальное оружие, чтобы ваши другие точильные камни оставались плоскими – ОЧЕНЬ ПЛОСКИМ – вот оно.
Если вы ищете идеальное оружие, чтобы ваши другие точильные камни оставались плоскими – ОЧЕНЬ ПЛОСКИМ – вот оно.
Dia-Flat Притирочные пластины доступны с алмазным абразивом 120 или 95 микрон. 120 микрон Dia-Flat – наш фаворит для выравнивания заточных камней и удаления тяжелых материалов для ремонта кромок. Если вы будете использовать Dia-Flat в первую очередь для выравнивания тыльной стороны инструментов, пластина 95 микрон – лучший вариант, поскольку она оставляет более гладкий рисунок царапин, который легче полируется во время заточки.Точно так же, если вы предпочитаете более гладкую поверхность на камнях с высокой зернистостью воды, вам подойдет пластина 95 микрон.
DMT Dia-Flat Притирочные пластины Dia-Flat производятся в США.
“После использования притирочной пластины Dia-Flat для нескольких камней я больше не буду использовать ничего. Dia-Flat состоит из нерушимого алмазного покрытия на толстой пластине размером 4 на 10 дюймов, которая должна быть Достаточно большой, чтобы сплющить любой камень. Пластина гарантированно плоская до 5/10000 ″. Камень достаточно абразивный, чтобы я сплющил чашевидный водяной камень за пять минут; чашевидный масляный камень занял всего несколько минут….Инвестиция … но ее хватит на всю жизнь. “ – Иллюстрированный журнал” Резьба по дереву “Extra Extra Coarse – Размер бриллианта: 120 микрон, 120 меш DMT Цветовой код: Серебристый
Используется для ремонта кромок, сброса или изменения угла скоса или выравнивания другого камня.
Extra Coarse – Размер алмаза: 60 микрон, 220 меш DMT Цветовой код: черный
Используется для ремонта кромок, корректировки или изменения фаски, а также для выравнивания мелкозернистых водных камней. Хороший первый шаг для выравнивания тыльной стороны долот и рубанков.Цветовой код: черный 60 микрон, 220 меш.
Coarse – Размер алмаза: 45 микрон, 325 меш DMT Цветовой код: синий
Используется для восстановления очень тусклых кромок, грубых режущих инструментов, таких как фриз, лезвия газонокосилок, топоры или врезные долота. Может использоваться для правки долот и рубанков.
Fine – Размер бриллианта: 25 микрон, 600 меш DMT Цветовой код: Красный
Хороший промежуточный этап для рубанков, долот или резьбовых инструментов. Идеально подходит для общей заточки – это зерно, которое мы храним на кухне, чтобы затачивать ножи, которые не подвергаются злоупотреблениям.Для обработки дерева мы рекомендуем использовать алмазный камень более мелкой зернистости, водяной камень или алмазную пасту.
Extra Fine – Размер бриллианта: 9 микрон, 1200 меш DMT Цветовой код: Серый
Подходит для использования в качестве промежуточного шага для рубанков, долот или резьбовых инструментов. Отличный цельный камень для заточки кухонных ножей. Для обработки дерева мы рекомендуем использовать водяной камень, алмазную пасту или сверхмелкозернистый камень после этой зернистости.
Extra Extra Fine – Размер бриллианта: 3 микрона, 8000 меш DMT Цветовой код: Tan
Обеспечивает тончайший из имеющихся алмазных абразивов на связке с микронизированной связкой.Невероятно быстрый съем материала благодаря миллионам алмазных режущих кромок.
Новая притирочная пластина от NanoHone – первый взгляд
Мы можем получать комиссию, когда вы используете наши партнерские ссылки. Однако это не влияет на наши рекомендации.
Линия притирочных плит NanoHone. Два справа – это более или менее традиционные камни, в которых алмазы встроены в никелевое покрытие. Камень слева – новейшее изобретение мистера Стэнли.
Хэп Стэнли – американский изобретатель, который создал Sharp Skate, направляющую для хонингования с боковой ездой, которая держит лезвие под углом к камню, а затем позволяет вам толкать его по истираемой поверхности, но вбок, как краб, идущий по пляж.Я встретил Хэпа несколько недель назад на выставке деревообработки в Нью-Джерси и имел возможность опробовать его новейшее изобретение – алмазную притирочную плиту, которая, по словам Хэпа, превосходит любую притирочную среду, сделанную до сих пор.
О притирке пластин
Если вы используете водяные камни для заточки и затачивания режущих инструментов, вы уже понимаете, насколько важно, чтобы они оставались плоскими. Вы, наверное, слышали, что во время использования нужно стереть камень как можно более равномерно, или другими словами – использовать всю его поверхность для заточки, а не тяготить, чтобы использовать только середину.Дома я использую камень DMT Dia-Sharp зернистостью 120 для выравнивания своих водных камней, но в школе я использую специальную притирочную плиту, разработанную DMT. Другие эффективные методы выравнивания камней включают в себя растирание двух водных камней лицом к лицу, один о другой; использование стальной притирочной пластины, заряженной частицами карбида кремния; натирать камни специальной рифленой карборундовой или керамической притирочной пластиной; притирать ее по мокрой / сухой наждачной бумаге, положенной на кусок стекла или гранита, и даже тереть ею о бетонный блок с плоской поверхностью.
Но теперь у нас в городе новый ребенок. Недавно, после разработки и производства новых алмазных камней с поразительным рисунком поверхности, г-н Стэнли приступил к реализации еще одного амбициозного проекта по созданию идеальной притирочной пластины.
Новые керамические и алмазные точильные камни Hap.
Он использовал технологию полупроводниковой промышленности для изготовления длинного и широкого притирочного листа. В основе пластины металлические и ромбовидные кнопки, которые соединены с тяжелой пластиной из нержавеющей стали.Пуговицы представляют собой матрицу из 60% металла и 40% алмаза, которые, по словам Хэпа, нельзя стереть обычными инструментами или камнями. Единственная среда, которая имеет над ними власть, – это еще один алмазный камень.
Я опробовал пластину на водном камне, который Хэп предоставил в своем демонстрационном наборе, и могу засвидетельствовать, что он работал быстро, оставляя поверхность чистой и гладкой. Пластина может скользить и разрушать водный камень быстрее, чем другие притирочные материалы, и может делать это с меньшим сцеплением или сопротивлением – это раздражающее явление, с которым все мы сталкиваемся при притирке камней.Это отнюдь не полный обзор новинки, а, скорее, первый взгляд.
Новая алмазная притирочная пластина для пуговиц NanoHone.
При цене 399 долларов за 8-дюймовую притирочную плиту NL-8 продукт NanoHone является значительным вложением средств. Мне любопытно услышать, как он работал со своими коллегами по дереву, поэтому оставьте комментарий, если он у вас есть и вы постоянно его использовали.
Чтобы узнать больше о притирке DMT, прочтите статью Криса Шварца здесь.
– Йоав Либерман
Рекомендации по продукту
Вот некоторые расходные материалы и инструменты, которые нам необходимы в повседневной работе в магазине.Мы можем получать комиссию от продаж по нашим ссылкам; однако мы тщательно отбирали эти продукты на предмет их полезности и качества.
Притирочная пластина – обзор
3.3.2 Притирочный механизм
Фундаментальный принцип притирки состоит в переносе плоскостности притирочной пластины на обрабатываемую деталь. Это достигается, когда абразивные зерна в жидком носителе, называемом суспензией, направляются по заготовке с помощью вращающегося инструмента или пластины. Инструмент вращается в том же направлении, что и обрабатываемая деталь, и суспензия подается во вращающуюся пластину для образования абразивной пленки между пластиной и заготовкой или группой заготовок.Заготовки удерживаются на месте с помощью контрольных колец. Когда пластина и кольца вращаются, сила прилагается с помощью подходящего груза. Затем заготовки шлифуются до необходимой толщины.
Механизм истирания, который имеет место при пластической или хрупкой обработке, можно объяснить следующим образом. Предположим, что нам нужно получить плоскую и гладкую поверхность на заготовке. Учтите, что у нас есть ровно ровная поверхность, которую можно использовать в качестве притирочной пластины. Плоскостность притирочной пластины должна передаваться на обрабатываемую деталь.Твердость заготовки больше, чем у притирочной пластины, а твердость абразивных зерен больше, чем у заготовки. Давайте рассмотрим единственное зерно между притирочной пластиной и заготовкой. Когда мы прикладываем силу к заготовке, создается прибор для измерения взаимной твердости, как при испытании на твердость, с зерном в качестве индентора. Заготовка и притирочная пластина действуют как образцы для испытаний. Благодаря приложенной силе зерно проникает на определенную глубину как в заготовку, так и в притирочную плиту.Теперь, если мы сдвинем обрабатываемую деталь относительно притирочной пластины, одновременно могут возникнуть три механизма абразивной резки; то есть катание, скольжение и погружение (заряженная плита). Эти механизмы показаны на рисунках 3.16–3.18.
Рисунок 3.16. Истирание прокаткой
Рисунок 3.17. Истирание скольжением
Рисунок 3.18. Истирание путем заливки
По мере того, как обрабатываемая деталь перемещается относительно притирочной плиты, абразивное зерно может свободно катиться между ними. Если проникновение достаточно глубокое, продвигающийся край волокна вытеснит стружку с обрабатываемой детали или притирочной пластины – или с того и другого – путем резки.Также будет яма с приподнятым краем, оставшаяся в результате пластической деформации. Это можно объяснить теорией сдвига, в которой, когда нагрузка на индентор достаточно велика, напряжение сдвига больше, чем сумма прочности на сдвиг и силы внутреннего трения, и окружающий материал срезается, и образуется коническое отверстие. сформирован. Это объясняет удаление материала прокаткой.
Если зерна прямоугольные, с шириной больше их толщины, вероятность скольжения увеличивается.При скользящем движении процесс износа представляет собой двухчастное истирание в течение короткого периода времени. При истирании скольжением будет только одна выемка на поверхности притирочной пластины, а на поверхности заготовки будет канавка. Как качение, так и скольжение представляют собой трехкомпонентное истирание, при котором механизм удаления материала и движение частицы зависят от морфологии частицы, размера частицы, приложенной нагрузки, твердости поверхности и отношения твердости двух сопрягаемых поверхностей.
Поскольку твердость зерна выше, чем твердость листа и заготовки, некоторые зерна врезаются в пластину.Эти внедренные зерна удаляют материал с обрабатываемой детали за счет двухчастичного истирания. При двухкомпонентном истирании твердые частицы проникают в более мягкую поверхность и вспахивают материал, оставляя отличительные следы.