Плоская шлифовка металла – Шлифование поверхности металла: виды, процесс, оборудование
alexxlab | 26.09.2020 | 0 | Разное
Шлифование поверхности металла: виды, процесс, оборудование
Существует просто огромное количество различных операций по обработке металла, все они характеризуются применением определенного оборудования и оснастки. Распространенной финишной обработкой можно назвать процесс шлифования. Оно предусматривает снятие небольшого поверхностного слоя, за счет чего достигается определенная шероховатость и более точные размеры. Рассмотрим особенности данного процесса подробнее.
 Шлифование металла
Шлифование металлаШлифование металла
Обработку металла и различных сплавов при применении абразивного материала принято называть шлифованием. Подобная технология позволяет изменить шероховатость и другие параметры наружной или внутренней цилиндрической, а также плоской поверхности. Шлифование металла может проводится при использовании различного специального оборудования. Рассматривая особенности подобной механической обработки нужно уделить внимание следующим моментам:
- Процесс шлифования – финишный этап обработки, который проводится для получения определенной шероховатости.
- Подобная технология не применяется для изменения размеров в большом диапазоне.
- Довести поверхность до требуемой шероховатости можно при использовании современного оборудования можно после термообработки металла.
При проведении рассматриваемой операции учитывается довольно большое количество особенностей:
- Скорость круга – параметр, который зависит от наружного диаметра абразива и возможностей станка.
- Скорость перемещения детали.
- Глубина резания.
- Возможность поперечной подачи.
Стоит отметить, что сегодня подобную технологию постепенно вытесняет чистовое точение металла на высоких скоростях и минимальной подаче.
Основные виды шлифовки
Шлифовка деталей может проходить при применении самых различных технологий. Наибольшее распространение получили следующие:
- Круглое шлифование металла.
- Изменение шероховатости внутренних поверхностей.
- Зубошлифование.
- Бесцентровая технология.
- Шлифование плоских поверхностей.
Кроме этого, классификация может проводится по типу применяемого материала при обработке. Для автоматизации процесса и снижения трудовых затрат используются специализированные станки. Встречаются модели и со встроенным блоком ЧПУ, который автоматизирует процесс и обеспечивает высокое качество получаемой поверхности.
Круглое наружное шлифование
Шлифовка металла при применении подобной технологии предусматривает использование специального оборудования. Среди особенностей круглого шлифования отметим следующие моменты:
- В качестве расходного материала применяется абразивный круг. Он вращается вокруг своей оси.
- Одновременно с кругом в обратном направлении вращается заготовка. За счет этого существенно повышается эффективность операции.
- Может осуществляться продольная и поперечная подача, за счет которых изменяется глубина врезания инструмента и обеспечивается обработка по всей длине.
- Принцип круглого шлифования

- Круглое наружное шлифование
Подобная технология часто применяется для шлифования цилиндрических заготовок. Это связано с тем, что при контакте шлифовального круга с заготовкой цилиндрической формы на момент вращения обрабатывается вся поверхность.
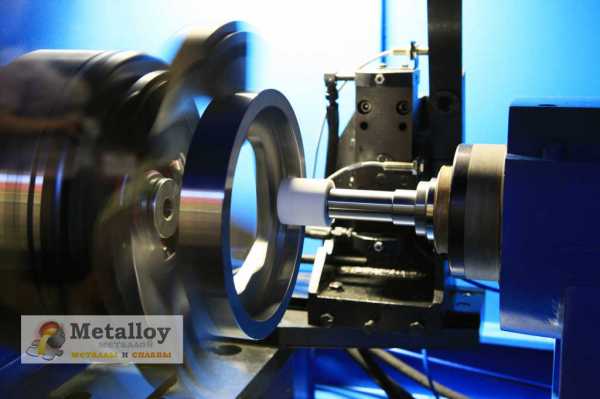
Внутреннее шлифование
Очень часто проводится внутренняя шлифовка металла. Она похожа на предыдущую технологию, но отличается тем, что что абразивный круг находится внутри заготовки. При внутреннем шлифовании металла:
- Инструмент и заготовка могут получать поперечную и продольную подачу.
- Основное вращение получает абразивный круг.
Для того чтобы повысить эффективность проводимой работы в зону резания подается охлаждающая жидкость.
Зубошлифование
Зубчатые колеса являются частью самых различных механизмов. Сложность формы рабочей части определяет то, что приходится использовать специальное шлифовальное оборудование. Среди особенностей подобной технологии отметим следующие моменты:
- Обработке подвергается профиль зубчатого венца.
- Круг изменяется под размер эвольвенты зуба.
- Для работы с зубчатыми колесами подходят специальные станки.
Зубошлифование
Зачастую поверхность зуба подвергается закалке, за счет чего существенно усложняется процесс механической обработки.
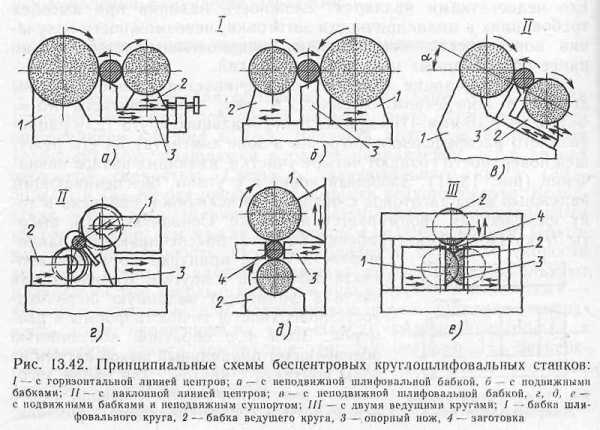
Бесцентровое шлифование
Подобная технология характеризуется тем, что заготовка не закрепляется в центрах. В этом случае шлифовка деталей из металла проходит при подаче вращения только двум шлифовальным кругам, между которыми размещается заготовка. В центральной части находится нож, изготовленный из нержавеющей стали. Он исключает вероятность того, что изделия из-за смещения провалится или ее немного заклинит.
Применение подобного оборудования позволяет существенно ускорить процесс шлифования. Это связано с тем, что применяется сразу два абразивных круга. В продаже встречается просто огромное количество станков, работающих по принципу бесцентрового шлифования.

Бесцентровое шлифование
Шлифование плоских поверхностей
Часто обработке подвергаются плоские корпусные заготовки из различного металла. Проводимая операция по изменению шероховатости поверхности характеризуется следующими особенностями:
- Заготовка располагается на специальном столе, за счет которого обеспечивает надежное крепление. Фиксация может быть механической или магнитной.
- Основное вращение передается абразивному кругу, возвратно поступательное заготовке или инструменту.

Шлифование плоских поверхностей
За счет подбора круга с наиболее подходящим профилем можно провести обработку самых сложных форм. При работе в зону контакта инструмента и заготовки может подаваться охлаждающая жидкость.
Обработка деталей перед шлифовкой
Как ранее было отмечено, шлифование является финишным этапом. Перед ним проводится:
- Черновое точение металла. За счет этой операции заготовки придают требуемую форму и размеры с учетом припуска.
- Чистовое точение проводится для придания требуемых размеров.
- Фрезерование – еще одна технологическая операция, которая предусматривает механическое снятие металла. Чаще всего фрезерованию подвергаются корпусные детали и шестерни.
- Термообработка. Для того чтобы существенно повысить твердость поверхности и прочность изделия проводится закалка. Снизить хрупкость структуры можно за счет отпуска и отжига. В некоторых случаях проводится термохимическая обработка, которая предусматривает внесение определенных химических веществ в поверхностный слой.

Обработка деталей перед шлифовкой
При разработке режимов обработки учитывается припуск на проведение всех технологических операций.
Характеристика и маркировка абразивного инструмента
В большинстве случаев при шлифовании металла применяется абразивный инструмент. Он представлен сочетанием большого количества зерен, которые связаны между собой специальной смазкой. Круг характеризуется следующими свойствами:
- Формой. Рабочая часть может изменяться в зависимости от того, какого рода поверхность будет обрабатываться.
- Размеры. Абразивный круг выбирается также по размерам в зависимости от габаритов обрабатываемой поверхности.
- Тип применяемого материала при изготовлении. Крошка может быть изготавливаться из крошки различной твердости. Большей устойчивостью к истиранию характеризуется алмазная крошка.
- Размер зерна. Для чистового шлифования металла выбирается круг с наименьшим размером зерна. Однако, с уменьшением зернистости увеличивается требуемое время для завершения обработки.
- Твердость поверхности. Этот параметр один из основных, указывается при маркировке.
- Размер посадочного отверстия. Он учитывается при подборе круга под характеристики станка.
Изготовление абразивных материалов проводится в соответствии с установленными стандартами и технически условиями.
Маркировка круга применяется для того, чтобы указать тип используемого материала при изготовлении. Электрокорунд – корунд искусственного происхождения на основе оксида алюминия. В продажу поступает несколько разновидностей круга:
- Нормальные 14А и 15А, 16А.
- Белый 22А, 23А и 24А.
- Хромистые 32А и 33А.
- Сферокорунд ЭС.
Могут применяться и карбид кремния. В продажу поступают два типа марок: черный и зеленый. Карбид бора маркируется буквами КБ. В последнее время наиболее востребованы варианты исполнения из синтетического алмаза, маркируются они АСР и АСО, АРВ и АРК.

Абразивные материалы
Абразивные материалы
Все абразивные материалы делятся на варианты исполнения природного и искусственного происхождения. Природные варианты исполнения имеют ограниченное применение из-за нестабильных физико-механических характеристик. Большое распространение получили искусственные абразивные круги, которые могут выдерживать длительное применение.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Шлифовка металла: особенности процесса, способы, инструменты
Существуют различные виды обработки металлических деталей и заготовок. На последних этапах требуется довести поверхность до идеального состояния. Это финишный этап, при котором происходит шлифовка металла. Чтобы не испортить металлическую поверхность, необходимо знать особенности этого процесса.

Шлифовка металла
Суть и особенности процесса
Шлифование металла — обработка металла и сплавов с помощью абразивных материалов, позволяющая исправить неровности металлической поверхности, сгладить шероховатости. Для этого используют специальное промышленное и ручное оборудование.
Особенности процесса:
- Во время шлифования с помощью специального оборудования поверхность металла доводится до определённой степени шероховатости.
- Это финишный этап, который не используется для исправления серьёзных недочётов и снятия большого слоя материала.
- Для быстрейшего и более эффективного шлифования металл изначально разогревается.
Во время проведения финишного этапа работ учитывается множество особенностей.
Обработка деталей перед шлифовкой
Полирование металлической поверхности можно начинать только после проведения подготовки. В первую очередь деталь очищается от ржавчины, окалин, капель, оставшихся после сварки. Для этого можно использовать металлические щётки. После этого исправляются грубые сколы, вмятины и бугры. После грубой обработки металла проходит процесс фрезеровки. С заготовки механическим способом снимается слой металла.
Когда обработка на промышленном оборудовании закончена, требуется провести закалку металла. Благодаря отжигу повышается прочность детали. Часто проводится обогащение металла различными химическими веществами, которые улучшают его характеристики.
Перед шлифовкой требуется проверить деталь на наличие визуальных изъянов, осмотреть её на наличие неровностей.
Основные виды шлифовки
Существует несколько способов шлифовки металла. Они подразумевают под собой использование разных абразивных материалов и оборудования. Для автоматизации всех процессов и уменьшения ручного труда, используются станки с ЧПУ.
Шлифование плоских поверхностей
Плоская шлифовка применяется для больших корпусных деталей, которые часто попадают на финишную обработку. При шлифовке поверхности стоит учитывать некоторые особенности:
- Чтобы зафиксировать плоскую заготовку на рабочем столе, используются механические или магнитные фиксаторы.
- Главное усилие вращение передаётся на абразивный круг. Возвратно-поступательное усилие действует на саму заготовку.
Чтобы не испортить деталь, требуется использовать водную систему охлаждения, которая будет подавать жидкость на заготовку. Таким образом, можно работать на больших оборотах без риска испортить рабочую поверхность.
Шлифование плоскости ( 0.8 толщина — 0.05 )ПАРАЛЛЕЛЬНОСТЬ // 0.01
Watch this video on YouTube
Внутреннее шлифование
Часто возникают ситуации, когда необходимо провести внутреннее цилиндрическое шлифование. Во время этого процесса абразивный круг находится внутри обрабатываемой детали. Чтобы повысить эффективность проводимых работ, необходимо использовать охлаждающую жидкость.
Если сравнивать с наружной обработкой, внутренняя требует применения более мягких абразивных кругов. Чаще всего используются круги небольшого диаметра. Они быстро приходят в негодное состояние и требуют замены.
Внутреннее шлифование
Зубошлифование
В различном оборудовании используются зубчатые колеса. Они являются связывающими элементами, и если одно из колес выйдет из строя, то остановится весь механизм. Однако это сложные детали, которые требуется обрабатывать с помощью специального оборудования. До шлифовки производитель может провести дополнительную закалку зубьев колеса, что значительно осложнит процесс шлифовки.
Круглое наружное шлифование
При наружном шлифовании используется абразивный круг, вращающийся вокруг своей оси. Заготовка может поступать продольно или поперечно. Это изменяет глубину врезания рабочей части оборудования. Происходит обработка по всей длине детали.
Бесцентровое шлифование
Такой вид шлифования подразумевает под собой расположение заготовки между двумя абразивными кругами. Чтобы деталь не заклинивала и оставалась на месте, в центральной части станка устанавливается нож из нержавеющей стали. Благодаря использованию двух абразивных кругов обработка металла происходит гораздо быстрее.
Абразивные материалы и оборудование
Для проведения шлифовки понадобятся станки ручные инструменты и абразивные материалы. При выборе абразивов для шлифовки важно учитывать зернистость материала. Большая фракция используется для исправления серьёзных дефектов. Мелкая фракция позволяет провести финишную обработку поверхности. Чтобы довести деталь до конечного состояния, можно использовать пасты, в которые входит мелкая фракция. Подобные составы используются для ручной заточки ножей (паста ГОИ).
Также важным параметром абразивного материала является твердость. Выбирать его нужно, исходя из того, какие детали будут обрабатываться на оборудовании. Самыми популярными материалами по твердости и качеству обработки являются — алмаз, кварц, гранат, корунд, пемза, наждачная бумага.
На промышленное оборудование устанавливаются абразивные диски или наждачные ленты, с помощью которых и происходит обработка деталей. Со временем они выходят из строя и требуют замены.

Абразивный диск
Характеристики и маркировка абразивного инструмента
Для шлифовки металлических заготовок применяются абразивные инструменты. Они представляют собой зернистый порошок, который связан с помощью клеящей массы. Шлифовальные круги могут отличаться по следующим характеристикам:
- Форма и размер. Форма абразивного инструмента выбирается в зависимости от того, насколько сложную заготовку нужно обработать. Размер же выбирается в зависимости от размера детали. Чем она больше, тем больше требуется выбрать абразивный инструмент, чтобы более эффективно провести работу.
- Зернистость. Фракция абразивного материала будет зависеть от требуемой обработки поверхности. Если нужно снять старый слой металла, используются диски с большими зернами. Если необходимо довести поверхность детали до готового состояния, используется мелкая фракция.
- Твердость зёрен. При покупке круга или брусков этот параметр указывается на упаковке.
- Размер посадочного отверстия. Оно должно соответствовать диаметру рабочей части станка.
- Тип материала, который используется при изготовлении абразивных инструментов. Лучшим из них является алмазная крошка, с помощью которой можно обрабатывать детали из любых материалов.
Чтобы правильно выбрать абразивный круг, требуется знать маркировку. С её помощью обозначается используемый при изготовлении материал:
- сферокорунд ЭС;
- белый 22А, 23А и 24А;
- нормальные 14А и 15А, 16А;
- хромистые 32А и 33А.
Сейчас на мировом рынке стал популярен синтетический алмаз, который может маркироваться — APK, ACP, APB.
Абразивные инструменты изготавливают согласно техническим ГОСТам и установленным стандартам. Токарные станки, фрезерное и шлифовальное оборудование считаются одни целым при металлообработке.
Шлифовка металла считается заключительным вариантом при обработке деталей или плоских поверхностей. Чтобы получить готовую заготовку после финишной обработки, главное — правильно выбирать абразивные инструменты.
metalloy.ru
Плоская шлифовка металла, деталей в Санкт-Петербурге
Плоская шлифовка металла — производительный метод обработки деталей, имеющих различное назначение. Зачастую этот метод применяется в качестве финишной обработки, либо предшествует полировке. Выполняют подобные работы на специальных плоскошлифовальных станках. Существует несколько разновидностей плоского шлифования, среди которых наиболее популярны шлифование периферией круга и его торцом. Первый вариант обеспечивает хорошую точность обработки, второй — более высокую производительность.
Шлифовка периферией круга
Этот способ позволяет получить достаточно высокое качество поверхности, и может применяться даже для тонких либо хрупких изделий. Это объясняется тем, что на поверхность заготовки одновременно воздействует небольшое количество абразивных зерен, потому деталь нагревается сравнительно слабо. Такая особенность делает шлифование периферией круга идеальным вариантом для обработки деталей, склонных к перегреву. Чаще всего этот способ применяют при создании единичных изделий, в широком сегменте рынка он применяется лишь когда другие варианты оказываются недостаточно эффективными.
Шлифовка торцом круга
Высокая производительность при шлифовании металла торцом круга достигается за счет воздействия абразива на значительную поверхность заготовки. В зависимости от типа станка, на котором производится операция, стол в процессе шлифовки совершает либо вращательное, либо поступательное движение. Крепление самой детали к столу может осуществляться несколькими способами — прижимными планками, станочными тисками, или же посредством электромагнитной плиты.
Преимущества
Плоское шлифование имеет ряд преимуществ в сравнении прочими способами обработки металлических изделий, и активно используется в серийном производстве. К основным достоинствам метода, благодаря которым он и получил столь широкое распространение, можно отнести следующее:
- Возможность использования в качестве финишной обработки, так как за 1 проход с заготовки снимается очень небольшое количество металла;
- Доступна обработка не только внешней, но и внутренней поверхности изделия;
- Возможность использования для деталей любых форм за счет применения специальных кругов;
- При использовании современных станков достигается не только высокая производительность, но также полная безопасность работников.
neviz.ru
Плоское шлифование – Виды и схема плоского шлифования деталей
Плоское шлифование – это вид шлифовальных работ, который выполняется различными методами. Существует несколько разновидностей плоской шлифовки, которая выполняется на плоскошлифовальных станках. К их числу относится профильное шлифование, работа периферией круга, поперечная подача круга, глубинное шлифование и др. Шлифование торцом круга является наиболее эффективным методом, так как предполагает использование всей шлифуемой поверхности. Для увеличения производительности необходимо тщательно прикреплять детали к столу станка при помощи тисков, прижимных планок или электромагнитных плит.
Виды плоского шлифования
Каждый вид плоского шлифования обладает преимуществами и недостатками. Постараемся детально рассмотреть каждый из них.
- Плоское шлифование торцом круга и его периферией применяется при обработке объемных тел, имеющих форму шара, цилиндра, конуса и других объемных фигур. Осуществляется посредством установки детали в недвижущиеся патроны или выемки.
- Внутреннее шлифование необходимо для обработки цилиндрических и конусообразных отверстий. Таким методом возможна бесцентровая шлифовка, при которой деталь не закрепляется, а базируется по обрабатываемой поверхности.
- Профильное шлифование – это вариант шлифовки поверхности деталей, образующая линия которых имеет кривую или ломанную форму.
- Зубо и резьбошлифование применяется при производстве режущего инструмента резьбонарезного характера, к которым относятся ходовые винты, зубчатые колеса, метчики и др. Обрабатываются боковые впадины и стороны профиля резьбы.
- Скоростное шлифование – это метод абразивной обработки, при котором скорость вращения шлифовального круга достигает показателя 60 метров в секунду и выше. На такой скорости удается достичь минимального уровня шероховатости обрабатываемой плоской поверхности.
Плоское шлифование периферией круга
Как уже было сказано, такой вид плоского шлифования является одним из наиболее распространенных и эффективных. При его использовании удается уменьшить количество одновременно участвующих в процессе шлифовки абразивных зерен, поэтому уровень нагрева поверхности и ее деформации максимально снижается. Это делает метод полезным при выполнении высокоточной финальной полировки хрупких и тонких изделий.
Работа на станках, использующих шлифование периферией круга, отличается большей универсальностью. С их помощью можно работать с плоскими поверхностями, профильными канавками, трудношлифуемыми и тонкостенными материалами, которые склонны к перегреванию. Поэтому такой метод применяют при производстве уникальных единичных деталей, а вот в массовом сегменте рынка плоская шлифовка периферией круга используется только при неэффективности применения других способов шлифования.
Шлифование периферией круга лучше выполнять на станковом оборудовании с прямоугольным или круглым столом, что позволяет обрабатывать длинные детали, конструкция которых включает пазы, канавки, бурты и другие неустойчивые элементы.
Плоское шлифование периферией круга осуществляется при помощи шлифовальных кругов, относящихся к типу ПП, имеющих диаметр от ста до пятиста миллиметров, ширину – от восьми до семидесяти пяти миллиметров.
Круги для плоского шлифования
Для эффективной шлифовки важно подобрать правильный инструмент. Сегодня производители предлагают инструменты, использующее различные абразивные зерна натурального и искусственного происхождения. Шлифовальные круги создаются на основе минеральной, синтетической или керамической связки. Они эффективно справляются с обработкой металлических, каменных и деревянных поверхностей и используются как на производственных станках, так и в бытовых домашних мастерских.
Шлифовальный круг на керамической основе создан для работы с твердыми сплавами, металлами. В результате его применения можно достичь низкой степени шероховатости обрабатываемого изделия.
Абразивное зерно на бакелитовой связке используется при обработке каменных поверхностей – гранитных, мраморных, бетонных, шлифовки кирпича и чугуна.
Вулканитовая связка служит для более тщательной обработки хрупких поверхностей, к числу которых относятся цветные металлы. Её можно использовать для полировки и доведения до идеального презентабельного состояния металлических изделий.
Еще одним абразивным инструментом является шлифовальная лента, которая состоит из абразивного зерна синтетического происхождения, закрепленного на бумажной или тканевой основе. Шлифовальная лента служит как для самостоятельного применения, так и в качестве расходного материала на шлифовальных станках.
Преимущества метода
Плоское шлифование применяется при серийном производстве на крупных промышленных предприятиях, ввиду ряда его безусловных преимуществ в сравнении с другими известными методиками:
- возможность выполнения тонкой финальной обработки, при которой снимается минимальное количество материала с обрабатываемой поверхности;
- универсальность метода, который дает возможность придать изделию любую форму;
- возможность осуществить обработку как внешних, так и внутренних поверхностей изделия;
- работа осуществляется на специальных станках, что ускоряет работу и гарантирует безопасность работника;
- плоская шлифовка позволяет обрабатывать поверхности, имеющие всевозможные геометрические формы.
Таким образом, плоское шлифование является довольно вариативным методом обработки поверхностей, который используется в широком спектре полировочных и шлифовальных работ, связанных как с массовым производством, так и работой на дому с уникальными изделиями. Не забывайте, что от грамотного выбора абразивных материалов зависит качество работы. Доверяйте только проверенным компаниям-производителям, которые зарекомендовали себя с наилучшей стороны. В таком случае вам удастся избежать ряда проблем в работе.
www.zavodkorund.ru
Для чего нужна шлифовка металла? Назначение, виды, станки
Шлифовка металлических изделий представляет собой технологическую операцию, в процессе которой часть материала ликвидируется с поверхности, подлежащей обработке. Этот метод финишной отделки металлоизделий считается эффективным и производительным. С ее помощью достигается точность заданных размеров, правильная геометрия и высокое качество.

Основные виды шлифования
Различают несколько способов выполнения работ, от которых зависит форма поверхности, обрабатываемой специалистом.
- Плоская шлифовка металла. Ее делают на плоскости стола или специальной плите, все зависит от заготовки, которую обрабатывают.
- Профильная. Шлифовка поверхности металла с образующей в виде неровной линии. Часто кулачки вала обладают не круглой, а иной формой, а их поверхность подвергнута прошлифовке на установке специального типа.
- Круглая наружная. Здесь происходит взаимное смещение круга и металлической заготовки вдоль оси, ставится смещение поперечной оси для того, чтобы задать детали нужный диаметр и степень шероховатости. Этот метод применяют для втулок, валов и т. п.
- Круглая внутренняя . Рассчитана на обрабатывание поверхностей формы цилиндра или конуса, которые находятся под наружными сторонами деталей. Для этого используются внутришлифовальные станки, где обрабатываются цанга, шпиндели и др.
- Безцентровая. В этом случае изделие не крепят в центрах/в патроне, оно начинает вращение от ведущего круга с минимальной скоростью в сравнении с функционированием шлифовального основного.
- Шлицешлифование. Один из видов, выполняемый на спецоборудовании. Его применяют для быстрой обработки валов, которые имеют шлицевое соединение.
- Зубошлифование. Используется в области машиностроения. С его помощью шлифуют зубчатые колеса, изготовленные из закаленной стали.
- Резьбошлифование. Рассчитано на обработку резьбовых элементов, осуществляется посредством абразивного оборудования. Его используют для получения поверхности винтов высокого качества.
- Глубинная
- Совмещенная. Представляет собой обработку сразу нескольких частей изделий на оборудовании.
В зависимости от выбранного варианта в итоге получают разные результаты, поэтому для обработки важно выбрать правильную установку и способ.
Шлифовальные станки
Такие станки можно увидеть повсеместно на заводах, ведь промышленность находится в постоянном развитии, а значит требуется современное и высокотехнологичное оборудование.

Шлифовальный станок – универсальная установка, которая предназначена для различных процессов, в том числе шлифовка, заточка, полировка металлоизделий и др. Главная задача заключается в качественном и эффективном обрабатывании металлоизделий на финишном этапе их изготовления.
Шлифовальные установки позволяют провести:
- снятие с поверхности детали краску или аналогичное покрытие;
- разрезание заготовки;
- заточку режущих элементов;
- создание точной и ровной геометрической формы.
Полировка и шлифование делают поверхность гладкой и полностью очищенной. Такие станки применяются в работе не только с металлом, но и деревом, стеклом и другими материалами.
Если вам нужна шлифовка деталей – обращайтесь в Ленинградский завод металлоизделий.
Наши специалисты проведут все шлифовальные работы, в вы получите качественный результат по оптимальной стоимости. Мы всегда учитываем пожелания заказчика, выполняем все в соответствии с требованиями и стандартами. Мы предлагаем различные виды шлифовки, познакомиться с которыми можно на сайте. Если возникли вопросы – переходите в раздел «Контакты», где указаны телефоны для связи и адрес местоположения завода.
oporamet.ru
1.2. Шлифовка и полировка образцов
Целью шлифовки и механической полировки является получение металлических шлифов без рисок, рельефа, ямок и деформации. Этого можно достигнуть, проводя ряд операций шлифовки и полировки.
Перед шлифованием анализируемой поверхности принимаются особые меры для предотвращения скругления кромок. Для этого сварные образцы заливают в сплав с низкой температурой плавления (олово, свинец, сплав Вуда и др.) или в серу, запрессовывают в полиэфирные или эпоксидные смолы, самотвердеющие пластмассы. Для более качественного анализа образцы зажимают в струбцины, причем между стальной поверхностью струбцина и образцом прокладывают фольгу из мягкого металла, например меди.
Тонкая шлифовка является промежуточной операцией между предварительной подготовкой образца (вырезкой или распиловкой и грубой шлифовкой) и окончательной операцией — полировкой. Она служит для удаления не только грубых рисок, но и толстого наклепанного поверхностного слоя, оставшегося после резания и грубой шлифовки. Этот слой может иметь толщину 0,1 мм и более.
Оба процесса — тонкая шлифовка и полировка — представляют собой удаление с помощью абразива мелких металлических частиц с поверхности металла. При шлифовке неизбежно возникают риски, в результате чего шлифованная поверхность выглядит тусклой, тогда как полировка делает поверхность более или менее блестящей. Зеркальная поверхность, на которой риски не видны даже под микроскопом, получается только после окончательной операции полировки.
Не существует резкого различия между тонкой шлифовкой и грубой полировкой, а также между грубой и тонкой полировкой. Эти операции лучше всего классифицировать в соответствии с размером (мкм] частиц применяемых абразивов.
Тонкая шлифовка ………………………………….. 100–10 Грубая полировка …………………………………. 10–1 Тонкая полировка …………………………………. Менее 1
1.2.1. Тонкая шлифовка. Тонкую шлифовку обычно производят на абразивных шкурках, которые представляют собой бумажные или тканевые полотна с наклеенным на них абразивным порошком. Маркировка шкурки по российскому ГОСТу приведена на рис. 1.
Наиболее важным параметром абразивной шкурки является вид абразива и его гранулометрический состав. В качестве абразивного материала шкурок обычно используют электрокорунд или карбид кремния. Абразивные порошки оценивают по размеру их частиц. Для абразивных шкурок российского производства учреждена шкала зернистости. Зернистость – это определенные диапазоны размеров зерен шлифовального материала. Номер зернистости показывает размер основной фракции шлифовального материала в сотых долях миллиметра. Например, маркировка 25Н означает, что размер зерна основной фракции – 0,25 мм или 250 мкм (см. рис. 1).
Для абразивных шкурок иностранного производства размер порошка маркируют числами, которые соответствуют номеру наиболее тонкого сита, через которое проходит порошок. Для стандартных сит из проволочной ткани с номерами от 50 до 500 номинальные отверстия составляют величину приблизительно 14 500 мкм, деленную на номер сита.
Тонкую шлифовку производят вручную на неподвижной плоской стеклянной плите, покрытой абразивной бумагой, или на вращающемся диске с абразивной бумагой. Шлифование обычно выполняют в четыре — шесть заходов как с водяным охлаждением, так и без него, причем при каждом заходе уменьшают зернистость шлифовального материала (шлифовального круга, шлифовальной шкурки или пасты). Последние стадии тонкой шлифовки иногда выполняют вручную на тонких наждачных бумагах, обозначаемых соответственно 0, 00, 000 и 0000.
Во время каждой операции шлифовки целесообразно сохранять одно и то же положение образца, чтобы все риски были параллельны. При переходе на другой, более мелкозернистый абразив образец поворачивают на 90 и плоскость шлифуют до исчезновения рисок от предыдущего захода. В этом случае после каждой стадии можно проверить, были ли устранены все риски, нанесенные при предыдущей операции.
Давление на образец должно быть достаточно высоким, чтобы обеспечить резание абразивом и нужную скорость шлифовки. Чрезмерное давление приводит только к нежелательному выделению тепла, а также к преждевременному износу и фрагментации абразивных зерен (особенно при работе с грубыми абразивными порошками). Остатки абразива, использованного в данной операции, следует тщательно удалять с поверхности металла до начала следующей стадии.
Очень часто полезно смачивать образец или абразив как для смазки, так и для охлаждения, особенно если нагрев может привести к изменению структуры образца. Например, можно использовать взвесь карбида кремния в проточной воде. В этом случае при ручной шлифовке обеспечивается эффективное охлаждение и постоянная очистка бумаги и образца. Вода удаляет оторвавшиеся от бумаги абразивы и срезанные с образца металлические частицы. Наждачные бумаги можно смазывать парафином или графитом.
При тонкой шлифовке несвязанными абразивами сильно закругляются края образца, а из шлифа вырываются неметаллические включения, а и чугунах — графит. Абразив может врезаться в образец.
Промежуточной между тонкой шлифовкой и грубой полировкой является операция притирки. В этом случае абразив внедряют в мягкие диски, изготовленные из дерева, свинца, нейлона, парафина, воска или пропитанной парафином ткани. Абразив наносят на шлифовальный круг после его изготовления или добавляют в расплавленный воск или парафин. В процессе притирки получаются значительно более тонкие царапины и меньшее количество поврежденного металла, чем при шлифовке с помощью абразивной бумаги. Более того, после притирки получаются очень плоские поверхности и почти полностью сохраняются неметаллические включения. Свинцовые и парафиновые шлифовальные круги обычно имеют желобки в виде спирали, направленной против вращения шлифовального круга — это помогает удержать охлаждающую воду на круге.
1.2.2. Полировка. На завершающей стадии проводят полирование абразивными пастами. Хотя полировка и производится с помощью абразива, она отличается от процессов, описанных в предыдущем разделе. Для полировки используется очень мелкий абразив, смешанный с жидкостью.
В виде суспензии или пасты его наносят на подкладку из специальной ткани, прикрепленной к диску. В настоящее время в качестве абразивов применяют окись хрома, крокус, окись алюминия, окись магния и алмаз. Другим существенным отличием операции полировки является непрерывное вращение образца, чтобы образовались чрезвычайно тонкие риски во всех направлениях. Эта процедура устраняет хвосты, которые образуются на неметаллических включениях, если не поворачивать образец.
Для полировки применяют ворсистые и неворсистые ткани. У ворсистой ткани важны высота и эластичность ворса. Мягкая ткань с довольно высоким эластичным ворсом в сочетании с очень мелким абразивным порошком дает поверхность без рисок, однако на шлифе могут возникнуть другие дефекты: завал краев, вырывание неметаллических включений и нежелательный рельеф. От этих дефектов избавляет использование твердой неворсистой ткани; но при полировке на этой ткани на шлифе остаются тонкие царапины. Поэтому лучше всего начинать с полировки на неворсистой ткани, а заканчивать кратковременной доводкой на ворсистой ткани.
В качестве жидкости для приготовления суспензии или пасты обычно применяют дистиллированную воду. Экономно использовать алмазную пыль можно только в виде пасты. Наполненные алмазом подкладки смазывают специальным маслом или парафином.
Полировальные круги должны всегда быть достаточно влажными. Влажность их можно проверить, измерив время, необходимое для сушки образца после того, как он был снят с полировального круга: обычно оно должно быть в пределах от 5 до 8 сек.
1.2.3. Методика шлифовки и полировки. Из предыдущего изложения видно, что независимо от метода препарирования для получения хорошо полированного шлифа необходимо выполнить некоторые условия. Прежде всего это соблюдение чистоты. После каждой стадии приготовления образец нужно тщательно промывать. Если необходимо получить высокое качество полировки и особенно, если в образце имеются мелкие раковины или трещины, или если между образцом и цементом имеется небольшая пустота, должна быть проведена ультразвуковая очистка. Шлифовальные и полировальные круги, не находящиеся в работе, необходимо закрывать, чтобы они не загрязнялись.
Сейчас становятся все более необходимыми быстрые и экономные методы работы. Ниже дается примерная схема препарирования, требующая минимального количества операции.
Первую стадию можно проводить на вращающемся диске, на котором укреплена абразивная бумага с карбидом кремния и зернистостью М63, так как требуется удалить относительно толстый слой наклепанного металла, возникший при грубой шлифовке. Для последующих стадий соответственно применяют бумаги М50, М40 и М28.
Грубую полировку быстрее всего можно выполнить на безворсистом нейлоновом круге с алмазной пастой 6 мкм. На микрофотографиях показаны риски на шлифе из очень мягкой стали, являющиеся результатом этой операции.
Если при окончательной полировке эти риски удаляются недостаточно быстро, то рекомендуется проводить промежуточную полировку на «микроклоте» (синтетической ткани, в которой нити искусственного шелка связаны с подкладкой из хлопчатобумажной саржи) с алмазной пастой 1 мкм. На микрофотографиях показаны риски на шлифе той же стали после этой промежуточной операции. Окончательную полировку выполняют на «микроклоте» или на другой ворсистой ткани с суспензией окиси алюминия в дистиллированной воде.
Все эти рекомендации сведены в табл. 1, наряду с приближенными оценками затрат времени на каждую операцию, а также количества удаленного материала.
Диски диаметром 200 мм, используемые на первых стадиях, должны вращаться со скоростью ~ 150 об/мин. При более высоких скоростях вода слишком быстро стекает с круга. Скорость вращения полировальных кругов должна быть примерно 240 об/мин. Диаметр кругов для полировки окисью алюминия равен 200 мм, а диаметр дисков для пропитанных алмазом полировальных кругов обычно составляет только 150 мм. Это диктуется соображениями экономии.
Металлограф, обладающий опытом применения свинцовых, парафиновых или восковых кругов, будет применять их на стадиях 4 и 5 (см. табл.1).
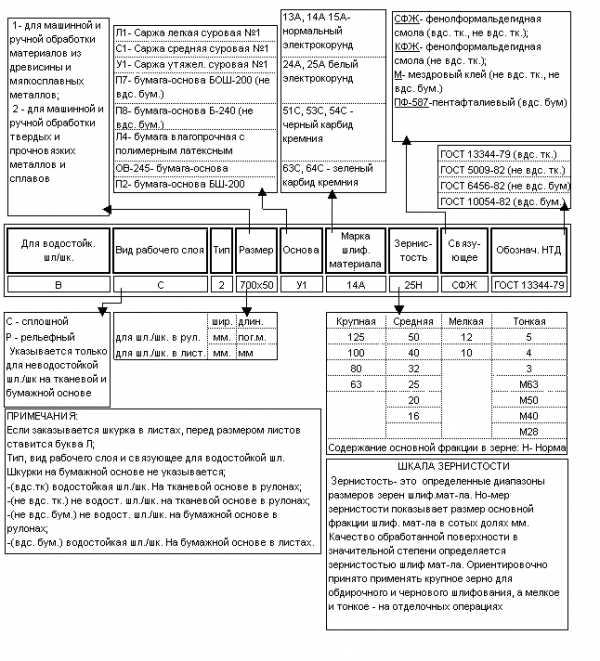
Рис. 1. Маркировка абразивной шкурки
Таблица 1. Затраты времени и количество удаленного материала при различных операциях полировки

studfiles.net
Плоская шлифовка металлов | Мартен Трейдинг

Компания «Мартен Трейдинг» предоставляет плоскую шлифовку металла в России и странах СНГ.
Метод плоского шлифования, на сегодняшний день, приобретает наибольшую популярность в сфере точной обработки плоскостей, и характеризуется как наиболее надежный.
Плоское шлифование осуществляют при помощи периферии или торца круга на специализированных станках для данного вида шлифования, при прямолинейно-возвратном или вращательном движении стола. Осуществляя шлифование при помощи периферии круга, условия работы характеризуются как менее жесткие, нежели при осуществлении работы посредством торца круга. Это связано с тем, что контактная площадь круга и обрабатываемой детали гораздо меньше, поэтому при шлифовании периферией круга применяют станки средней мощности.
Работая периферией круга, отдают предпочтение станкам, мощность которых не превышает 7-15 кВт, а работая торцом круга, необходимая мощность станков составляет от 50 кВт.
При плоском шлифовании периферией круга, используют шлифовальный круг вида ПП, наружный диаметр которого составляет 175-500 мм, а высота – 20-75 мм. В зависимости от того, какого материала, размера и формы шлифуемые материалы, заготовки размещают либо на магнитной плите, или же на поверхности стола. Когда обрабатывают торцовые поверхности, и требуется осуществление шлифования широким кругом, отдают предпочтение применению шлифовальных кругов типа ПВ и ПВД.
Если необходимо обработать средние по размеру заготовки, используют станки, которые оснащены круглыми вращающимися столами. Тогда обработка изделий проходит равномерно, потери, которые могут возникать из-за реверсирования движения стола, отсутствуют. На этих станках обрабатывают заготовки, которым свойственна форма тел вращения, то есть, кольца, диски. К тому же, на станках с круглыми вращающимися столами обрабатывают прямолинейные профили, планки или плитки.
На станках, которые предназначены для проведения периферийной обработки с прямоугольным столом, а так же с внедренным возвратно-поступательным движением, производят шлифование длинных заготовок, которые оснащены жесткими допусками плоскости, заготовок с буртами, пазами. Таким же способом обрабатывают фасонные заготовки, для работы с которыми требуется специальный профилированный круг.
При шлифовании торцом круга, необходима большая поверхность контакта круга непосредственно с заготовкой. Этот процесс отличается немалой производительностью. В торцевой части шлифовального станка проводят обдирочные работы, при этом, снимают значительную часть металла.
«МАРТЕН ТРЕЙДИНГ» — Работаем с Вами! Работаем для Вас!
Индивидуальный подход! Качественная продукция! Низкая стоимость!
Это позволяет сделать сотрудничество с нами удобным и выгодным.
Оперативная доставка возможна в любой регион России.
Телефоны для контактов: +7 (495) 374-84-70 +7 (499) 490-48-23
E-mail: [email protected]
martensteel.ru