Плоскошлифовальный станок 3е711в: 3Е711В станок плоскошлифовальный с горизонтальным шпинделем универсальный. Паспорт, Руководство, Схемы, Описание, Характеристики
alexxlab | 09.02.2023 | 0 | Разное
3Е711В станок плоскошлифовальный с горизонтальным шпинделем универсальный. Паспорт, Руководство, Схемы, Описание, Характеристики
Сведения о производителе плоскошлифовального станка 3Е711В
Производитель плоскошлифовального станка 3Е711В Оршанский станкостроительный завод Красный борец, основанный в 1900 году.
В 1959 году на заводе началось производство плоскошлифовальных станков высокой и особо высокой точности.
В 1967 году был выпущен плоскошлифовальный станок 3711 первый в СССР металлорежущий станок особо высокой точности.
Универсальный плоскошлифовальный станок высокой точности 3Е711В с горизонтальным шпинделем заменил устаревший станок 3Г71.
Станки, выпускаемые Оршанским станкостроительным заводом
- 3Б70В – станок плоскошлифовальный с горизонтальным шпинделем, 160 х 400
- 3Г71 – станок плоскошлифовальный с горизонтальным шпинделем, 200 х 630
- 3Г71М – станок плоскошлифовальный с горизонтальным шпинделем, 200 х 630
- 3Д711АФ10-1 (Орша 2045) – станок плоскошлифовальный с крестовым столом, 200 х 450
- 3Д711ВФ11 – станок плоскошлифовальный с УЦИ, 200 х 630
- 3Е710В – станок плоскошлифовальный с горизонтальным шпинделем, 125 х 250
- 3Е711АФ1 – станок плоскошлифовальный особо высокой точности с УЦИ, 200 х 630
- 3Е711В – станок плоскошлифовальный с горизонтальным шпинделем, 200 х 630
- 3Е711ВФ1 – станок плоскошлифовальный с горизонтальным шпинделем с УЦИ, 200 х 630
- 3Е711ВФ2 – станок плоскошлифовальный с ЧПУ, 200 х 630
- 3Е721 – (ОШ-550) станок плоскошлифовальный с горизонтальным шпинделем, 320 х 630
- 3701 – станок плоскошлифовальный особо высокой точности, 125 х 400
- 3711 – станок плоскошлифовальный особо высокой точности, 200 х 630
- Орша-Ф32Ш – станок консольно-фрезерный широкоуниверсальный, 320 х 1400
- СФ-1 – станок сверлильно-фрезерный настольный, Ø 23
- ТШ-1 – станок настольный точильно-шлифовальный, Ø 250
- ТШ-2 – станок точильно-шлифовальный, Ø 300
- ТШ-3 – станок точильно-шлифовальный, Ø 400
- ТШ-4 – станок точильно-шлифовальный, Ø 400
3Е711В станок плоскошлифовальный с горизонтальным шпинделем высокой точности.
 Общие сведения
Общие сведенияУниверсальный плоскошлифовальный станок высокой точности с горизонтальным шпинделем и крестовым столом 3Е711В предназначен для шлифования поверхностей периферией круга. В определенных границах возможна обработка поверхностей, расположенных под углом 90° к зеркалу стола.
Плоскошлифовальный станок 3Е711В предназначен для шлифования плоских поверхностей различных изделий, закрепленных на зеркале стола, магнитной или электромагнитной плите или в приспособлении. В пределах, допустимых кожухом, возможно шлифование пазов и фасонных поверхностей.
По специальному заказу за отдельную плату вместе со станком может быть поставлен ряд приспособлений, расширяющих технологические возможности станка.
С применением различных приспособлений возможно профильное шлифование различных деталей. Точность профиля при этом зависит от метода заправки профиля круга и от применяемого приспособления для крепления деталей.
Станок 3Е711В используется в единичном, мелкосерийном и серийном производстве.
Станок комплектуется стандартной электромагнитной плитой.
Неплоскостность и непараллельность обработанных поверхностей образца размерами 120 х 240 мм не более 0,004 мм.
Класс точности станка В по ГОСТ 8—77. Шероховатость обработанной поверхности Ra 0,16 мкм.
Конструктивные особенности плоскошлифовального станка 3Е711В
На станке возможна работа по циклу, включающему черновые и чистовые подачи, выход на размер, выхаживание. Все переключения сопровождаются световой сигнализацией. Настройка осуществляется двухпредельным датчиком.
Возможно многостаночное обслуживание.
Пыль и шлам смываются охлаждающей жидкостью, затем отделяются магнитным сепаратором, фильтром-транспортером и сбрасываются в лоток. Вместо охлаждения можно применять пылеотсасывающий агрегат. Средний уровень звука LA не должен превышать 77 дБА (корректированный уровень звуковой мощности LpA по ОСТ2 Н89-40—75 не должен превышать 93 дБА). Приставное оборудование подключается готовой электропроводкой со штепсельными разъемами.
Устройство и работа станка модели 3Е711В и его основных узлов
На станине в поперечном направлении по двум V-образным направляющим качения перемещается крестовый суппорт.
По направляющим крестового суппорта — плоской и V-образной в продольном направлении перемещается стол. Стол получает перемещение от гидроцилиндра, закрепленного между направляющими крестового суппорта.
Внутри крестового суппорта в его нижней части закреплены узлы: механизм поперечной подачи, механизм продольного перемещения стола, механизм продольного реверса стола, механизм поперечного реверса стола, распределительная панель, гидропанель.
С задней стороны на станине устанавливается колонна, по вертикальным направляющим качения которой перемещается шлифовальная головка.
Современные аналоги плоскошлифовального станка 3Е711В
3Д711ВФ11 – 600 х 200, производитель Оршанский станкостроительный завод Красный борец
3Л741ВФ10 – 600 х 200, производитель Липецкий станкостроительный завод
Основные технические характеристики плоскошлифовального станка 3е711в
Изготовитель – Оршанский станкостроительный завод Красный борец.
Основные параметры станка – в соответствии с ГОСТ 13135. Станки плоскошлифовальные с прямоугольным столом. Основные размеры. Нормы точности.
- Размеры рабочего стола (длина х ширина) – 630 х 200, мм
- Предельные размеры обрабатываемой поверхности (длина х ширина) – 630 х 200 мм
- Предельная высота обрабатываемой заготовки – 325 мм
- Наибольшая масса орабатываемой детали – 220 кг
- Размеры стандартного шлифовального круга – Ø 250 х 40 х 76 мм
- Диаметр конца шлифовального шпинделя по ГОСТ 2323 – Ø D = 40 мм
- Мощность электродвигателя – 4 кВт
- Вес станка полный – 2,5 т
Габариты рабочего пространства плоскошлифовального станка 3Е711В
Габариты рабочего пространства станка 3е711в
Посадочные и присоединительные базы плоскошлифовального станка 3Е711В
Посадочные и присоединительные базы шлифовального станка 3е711в
Схема цикла плоскошлифовального станка 3Е711В
Схема цикла плоскошлифовального станка 3е711в
Общий вид универсального плоскошлифовального станка 3Е711В
Фото плоскошлифовального станка 3е711в
Фото плоскошлифовального станка 3е711в
Расположение составных частей и органов управления плоскошлифовального станка 3Е711В
Расположение составных частей и органов управления шлифовального станка 3е711в
Перечень составных частей и органов управления станка 3Е711В
- бак с СОЖ
- крестовый стол
- продольный стол
- защитный кожух
- шлифовальная бабка
- колонна
- электрошкаф
- пульт управления
- ручное перемещение стола
- вертикальное перемещение бабки
- поперечная подача
- станина
Кинематическая схема плоскошлифовального станка 3Е711В
Кинематическая схема плоскошлифовального станка 3е711в
Схема кинематическая плоскошлифовального станка 3Е711В. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Основные механизмы и движения в станке. На станине А смонтирована колонна Б. Крестовый суппорт В перемешается по горизонтальным направляющим качения станины. Стол Д совершает продольное возвратно поступательное движение на горизонтальных направляющих качения. Шлифовальная головка Г перемещается по вертикальным направляющим колонны. В станке смонтированы механизмы вертикальной Е и поперечной Ж подачи, а также гидропривод.
Кинематика станка
Главное движение шпиндель II и шлифовальный круг получают от электродвигателя М1 через ременную передачу.
Поперечная подача крестового суппорта осуществляется от электродвигателя постоянного тока М2 через косозубые колеса Z=34/100, Z=60/100 и ходовой винт VII. При включении муфты вправо – ( колесо Z=100) происходит автоматическая подача суппорта – непрерывная или прерывиста на каждый ход или двойной ход стола. Для обеспечения прерывистой подачи при продольном реверсе стола дается команда на включение двигателя М2 от бесконтактного путевого переключателя.
Продольная подача. Возвратно-поступательное перемещение стола можно осуществить вручную или от гидропривода. Ручную подачу осуществляют маховичком 1 со встроенным в него планетарным механизмом. Сателлиты с z=18 и 2=19 обкатываются вокруг неподвижного центрального колеса с z=19 и через колесо с z=20 вращают реечное колесо с z=18 и рейку. Продольное перемещение стола за один оборот маховичка 1 равно Snp = 11,3 мм.
Схема гидравлическая плоскошлифовального станка 3Е711В
Гидравлическая схема плоскошлифовального станка 3е711в
1. Схема гидравлическая плоскошлифовального станка 3Е711В. Смотреть в увеличенном масштабе
2. Схема гидравлическая плоскошлифовального станка 3Е711В. Смотреть в увеличенном масштабе
Гидравлическая система для гаммы плоскошлифовальных станков ЗЕ711В предназначена:
- для продольного реверсированого перемещения стола
- вывода его в зону загрузки по окончании цикла обработки
- привода механизма автоматической вертикальной подачи и централизованного автоматического смазывания
Гидростанция снабжена установкой для охлаждения масла.
Продольное перемещение стола производится от сдвоенного лопастного насоса 1. Пуск двигателя стола выполняется краном 7 (1), установленным в положении Б. В положении А дросселирующего гидроусилителя 22 масло от насоса 1 (малой подачи) поступает по цепи 1-59-58-7/-73-22-64 под торец дросселирующего гидрораспределителя 9, а слив из-под другого его торца происходит по цепи 65-22, и гидрораспределитель занимает положение Б. При этом масло подается в правую полость гидроцилиндра 26 от насоса большой подачи по цепи 1-51-28-49-3-52-11-53 и 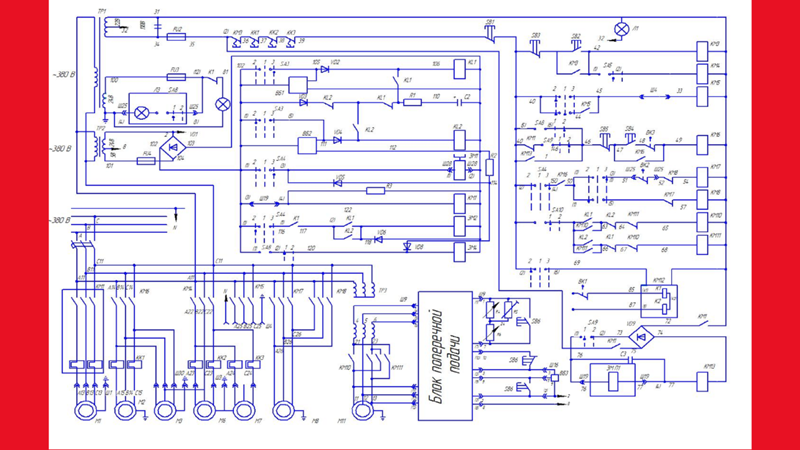
Стол движется влево до тех пор, пока кулачок реверса не установит кран реверса 27, в положение Б. При этом масло при цепи 58-27-51 поступает под левый торец распределителя 12 и он занимает правое положение, соединяя магистрали 53 и 63. Распределитель 11 займет положение Б позже, так как давление под его торец поступает после реверса распределителя 12 Поэтому в этот момент в цепи 52-11-59-12-62 будет создаваться давление, которое поднимает клапан 5 и произойдет разгрузка насоса 1. Когда распределитель 11 займет положение Б клапан 5 опуститься и масло поступит в левую полость гидроцилиндра 26 и стол перемещается вправо. Регулирование плавности реверса стола осуществляют дроссели на линии управления распределителя 11.
Распределитель 12 соединяет магистрали 54 и 63. Давление в магистрали 54 соответствует наладке дросселя 8 в скорости перемещения стола. Это давление определяет величину подъема клапана 5, и следовательно, величину давления в магистрали 52.
При остановке стола краном 7 /1/ масло сливается в бак по цепи 1-51-28-49-3-52-9-62-25-57. При положении А гидрораспределителей 9 и 11 полости гидроцилиндра 26 и магистраль 62 соединены по цепи 53-11-52-9-55-62-11-54.
Разжим и фиксация гидрогайки винта поперечного перемещения. Устранение зазора гидрогайки 25 осуществляется при установке крана 7(2) в положение А. В этом случае давление масла распространяется по цепи 58-20- 70- 7(2) и контролируется манометром 19. Фиксация суппорта выполняется подводом масла по цепи 58-7(2)-71 при положении Б крана 7(2).
Блокировка. С рукояткой крана 7(2) связан конечный выключатель блокировки поперечной подачи. Когда кран находится в положении «фиксация», включение электродвигателя поперечной подачи невозможно.
С рукояткой крана 7(1) связан конечный выключатель блокировки ручного перемещения стола. При перемещении стола посредством гидравлической системы масло по магистрали 72 поступает под торец плунжера механизма ручного перемещения 32. Последний выводит из зацепления реечное колесо и рейку стола. При включении гидравлической системы магистраль 72 соединяется со сливом, и реечное колесо входит в зацепление с рейкой под действием пружины
При перемещении стола посредством гидравлической системы масло по магистрали 72 поступает под торец плунжера механизма ручного перемещения 32. Последний выводит из зацепления реечное колесо и рейку стола. При включении гидравлической системы магистраль 72 соединяется со сливом, и реечное колесо входит в зацепление с рейкой под действием пружины
Схема электрическая станка плоскошлифовального 3Е711В
Электрическая схема плоскошлифовального станка 3е711в
Схема электрическая плоскошлифовального станка 3Е711В. Смотреть в увеличенном масштабе
Подвод питающего напряжения осуществляется медным проводом сечением 4 мм². Ввод питающих проводов производится через фланцевый угольник с резьбой трубы З/4″, расположенный на правой стенке электрошкафа. Вводные провода заводятся на вводной клеммник КЛ1, расположенный на правой боковой стенке электрошкафа. После этого питающие провода заводятся на вводный автоматический выключатель В1 типа АК63-ЗМ.
На станке используются следующие-величины напряжений переменного и постоянного тока:
- силовая цепь ~50Гц, 380B
- цепь управления:
- ~50 Гц, 110 В
- ~50Гц, 29В
- постоянный =24 В
- цепь местного освещения ~50 Гц, 24 В
- цепь сигнализации ~50 Гц, 22 В
- цепь электромагнитной плиты постоянный =110 В
Установочный чертеж плоскошлифовального станка 3Е711В
Установочный чертеж плоскошлифовального станка 3е711в
Читайте также: Справочник заводов производителей шлифовальных станков
3Е711В станок плоскошлифовальный с горизонтальным шпинделем.
 Видеоролик.
Видеоролик.Технические данные и характеристики станка 3Е711В
| Наименование параметра | 3Г71 | 3Е711В |
|---|---|---|
| Основные параметры | ||
| В | В | |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 630 х 200 х 320 | 630 х 200 х 375 |
| Наибольшая высота обрабатываемых изделий при наибольшем диаметре шлифовального круга, мм | 325 | |
| Наибольшая высота обрабатываемых изделий при наименьшем диаметре шлифовального круга, мм | 375 | |
| Расстояние от оси шпинделя до зеркала стола, мм | 80. ..445 ..445 | 500 |
| Наибольшая масса обрабатываемых изделий, кг | 220 | |
| Точностные параметры, максимально достигаемые на образце-изделии | ||
| Размер образца-изделия, мм | 380 х 120 х 80 | |
| плоскостность, мкм | 4 | |
| параллельность, мкм | 5 | |
| шероховатость поверхности, обработанной периферией шлифовального круга, Ra | 0,16 | |
| Перпендикулярность траектории поперечного перемещения стола к направлению его продольного перемещения, мкм | 25 | |
| Рабочий стол станка | ||
| Размеры рабочей поверхности стола (длина х ширина), мм | 630 х 200 | 630 х 200 |
| Наибольшее ручное продольное перемещение стола, мм | 710 | 700 |
| Скорость продольного перемещения стола (бесступенчатое регулирование), м/мин | 5. .20 .20 | 2..35 |
| Перемещение стола за один оборот маховика механизма продольного перемещения, мм | 15,3 | |
| Суппорт стола. Механизм поперечной подачи стола | ||
| Наибольшее ручное поперечное перемещение стола/ автоматическое, мм | 235 | 250/ 245 |
| Цена деления лимба маховика поперечного перемещения стола, мм | 0,05 | |
| Цена деления лимба микрометрической подачи поперечного перемещения стола, мм | 0,01 | |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм | 0,3…4,2 | 0,3..30 |
| Ускоренное перемещение крестового суппорта стола, м/мин | 1,5 | |
| Шлифовальная головка. Шлифовальный круг | ||
| Наибольшее вертикальное перемещение шлифовальной головки, мм | 365 | |
| Ускоренное вертикальное перемещение шлифовальной головки, м/мин | 0,27 | |
| Размеры шлифовального круга, мм | 250 х 32 х 76 | 250 х 40 х 76 |
| Число оборотов шлифовального круга в минуту | 2740 | |
| Наибольшая скорость резания, м/с | 35 | |
| Цена деления лимба маховика вертикального перемещения, мм | 0,001 | 0,002 |
| Цена деления лимба тонкой вертикальной подачи, мм | 0,0005 | |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,005), мм | 0,005. ..0,05 ..0,05 | – |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,002), мм | – | 0,08..0,002 |
| Электрооборудование и привод станка | ||
| Количество электродвигателей на станке | 5 | 7 |
| Электродвигатель привода шпинделя шлифовального круга, кВт | 2,2 | 4 М1 |
| Электродвигатель гидропривода стола, кВт | 1,1 | 3,0 М2 |
| Электродвигатель вентилятора охлаждения масла в гидростанции, кВт | – | 0,09 М3 |
| Электродвигатель привода поперечной подачи, кВт | – | 0,18 М11 |
| Электродвигатель ускоренного перемещения шлифовальной головки, кВт/ об/мин | 0,18 | 0,55 М8 |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,125 | 0,15 М6 |
| Электродвигатель магнитного сепаратора в комплекте с агрегатом, кВт | 0,08 | 0,12 М7 |
| Общая установленная мощность всех электродвигателей, кВт | 3,685 | 8,09 |
| род тока питающей сети | 50Гц, 380/220 В | 50Гц, 380 В |
| Габариты и масса станка | ||
| Габарит станка (длина х ширина х высота), мм | 1870 х 1550 x 1980 | 2000 х 1770 х 1920 |
| Масса станка, кг | 2000 | 2550 |
- Станки плоскошлифовальные 3Е711ВФ1, 3Е711АФ1, 3Е711В, 3Е721ВФ1-1, 3Е721АФ1-1, 3Е721В-1, 3Е711В-1, 3Е710А.
 Руководство по эксплуатации, 1978
Руководство по эксплуатации, 1978 - Станок плоскошлифовальный 3Е711В. Руководство по эксплуатации. Электрооборужование, 1983
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Конструкция шлифовальных станков, 1989
- Альперович Т.А., Константинов К.Н., Шапиро А.Я. Наладка и эксплуатация шлифовальных станков, 1989
- Дибнер Л.Г., Цофин Э.Е. Заточные автоматы и полуавтоматы, 1978
- Генис Б.М., Доктор Л.Ш., Терган В.С. Шлифование на круглошлифовальных станках, 1965
- Кащук В.А., Верещагин А.Б. Справочник шлифовщика, 1988
- Куликов С.И. Хонингование, 1973
- Лисовой А.И. Устройство, наладка и эксплуатация металлорежущих станков, 1971
- Лоскутов В.В. Шлифование металлов, 1985
- Лоскутов В.В. Шлифовальные станки, 1988
- Лурье Г.Б. Шлифовальные станки и их наладка,1972
- Лурье Г. Б. Устройство шлифовальных станков,1983
- Меницкий И.Д. Универсально-заточные станки ,1968
- Муцянко В.И. Братчиков А.Я. Бесцентровое шлифование, 1986
- Наерман М.С., Наерман Я.М. Руководство для подготовки шлифовщиков. Учебное пособие для ПТУ, 1989
- Попов С.А. Шлифовальные работы, 1987
- Терган В.С. Шлифование на круглошлифовальных станках, 1972
- Шамов Б.П. Типы и конструкции основных узлов шлифовальных станков, 1965
Список литературы:
 Руководство по эксплуатации, 1978
Руководство по эксплуатации, 1978 Б. Устройство шлифовальных станков,1983
Б. Устройство шлифовальных станков,1983Связанные ссылки. Дополнительная информация
3Е711В – плоскошлифовальный станок
Вернуться к: Шлифовальные и доводочные, полировальные и заточные станки
Max размеры изделий: 630 х 200 х 375 мм
Задать вопрос по товару
Оршанский станкостроительный завод Красный борец
Описание
Универсальный плоскошлифовальный станок высокой точности 3Е711В с горизонтальным шпинделем и крестовым столом предназначен для шлифования поверхностей периферией круга. В определенных границах возможна обработка поверхностей, расположенных под углом 90° к зеркалу стола.
В определенных границах возможна обработка поверхностей, расположенных под углом 90° к зеркалу стола.
Станок предназначен для шлифования плоских поверхностей различных изделий, закрепленных на зеркале стола, магнитной или электромагнитной плите или в приспособлении. В пределах, допустимых кожухом, возможно шлифование пазов и фасонных поверхностей. С применением различных приспособлений возможно профильное шлифование различных деталей. Точность профиля при этом зависит от метода заправки профиля круга и от применяемого приспособления для крепления деталей. Станок комплектуется стандартной электромагнитной плитой. Станок используется в единичном, мелкосерийном и серийном производстве.
Неплоскостность и непараллельность обработанных поверхностей образца размерами 120 х 240 мм не более 0,004 мм.
Класс точности станка В по ГОСТ 8—77. Шероховатость обработанной поверхности Ra 0,16 мкм.
Узнайте о цене, состоянии и условиях покупки этого плоскошлифовального станка, отправивив запрос “Задать вопрос по товару” вверху страницы. Или просто позвоните по телефону (812) 325-38-30! Вам ответят о всех имеющихся шлифовальных станках бу.
Или просто позвоните по телефону (812) 325-38-30! Вам ответят о всех имеющихся шлифовальных станках бу.
| Наименование параметра | 3Е711В |
|---|---|
| Основные параметры | |
| Класс точности по ГОСТ 8-82 | В |
| Наибольшие размеры обрабатываемых изделий (длина х ширина х высота), мм | 630 х 200 х 375 |
| Наибольшая высота обрабатываемых изделий при наибольшем диаметре шлифовального круга, мм | 325 |
| Наибольшая высота обрабатываемых изделий при наименьшем диаметре шлифовального круга, мм | 375 |
| Расстояние от оси шпинделя до зеркала стола, мм | 500 |
| Наибольшая масса обрабатываемых изделий, кг | 220 |
| Точностные параметры, максимально достигаемые на образце-изделии | |
| Размер образца-изделия, мм | 380 х 120 х 80 |
| плоскостность, мкм | 4 |
| параллельность, мкм | 5 |
| шероховатость поверхности, обработанной периферией шлифовального круга, Ra | 0,16 |
| Перпендикулярность траектории поперечного перемещения стола к направлению его продольного перемещения, мкм | 25 |
| Рабочий стол станка | |
| Размеры рабочей поверхности стола (длина х ширина), мм | 630 х 200 |
| Наибольшее ручное продольное перемещение стола, мм | 700 |
| Скорость продольного перемещения стола (бесступенчатое регулирование), м/мин | 2. .35 .35 |
| Перемещение стола за один оборот маховика механизма продольного перемещения, мм | |
| Ускоренное перемещение крестового суппорта, м/мин | 1,5 |
| Механизм поперечной подачи стола | |
| Наибольшее ручное поперечное перемещение стола/ автоматическое, мм | 250/ 245 |
| Цена деления лимба маховика поперечного перемещения стола, мм | |
| Цена деления лимба микрометрической подачи поперечного перемещения стола, мм | |
| Автоматическая поперечная подача на каждый ход стола (бесступенчатое регулирование), мм | 0,3..30 |
| Шлифовальная головка | |
| Наибольшее вертикальное перемещение шлифовальной головки, мм | |
| Ускоренное вертикальное перемещение шлифовальной головки, м/мин | |
| Размеры шлифовального круга, мм | 250 х 40 х 76 |
| Число оборотов шлифовального круга в минуту | |
| Наибольшая скорость резания, м/с | 35 |
| Шлифовальная бабка | |
| Цена деления лимба маховика вертикального перемещения, мм | 0,002 |
| Цена деления лимба тонкой вертикальной подачи, мм | 0,0005 |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,005), мм | – |
| Автоматическая подача вертикального перемещения (ступенчатая с шагом 0,002), мм | 0,08. .0,002 .0,002 |
| Электрооборудование и привод станка | |
| Количество электродвигателей на станке | 7 |
| Электродвигатель привода шпинделя шлифовального круга, кВт | 4 М1 |
| Электродвигатель гидропривода стола, кВт | 3,0 М2 |
| Электродвигатель вентилятора охлаждения масла в гидростанции, кВт | 0,09 М3 |
Surface grinding machine 3e711v – Buy on www.bizator.com
Adverts
business classifieds Products
goods & services Companies
companies in directory
| Search |
Бизатор / Объявления / оборудование и материалы / промышленное оборудование / механическое оборудование
Тип предложения: продажаОпубликовано: 16. 09.2015
09.2015
| Цена: | договорная |
| Продавец: | Полоневич Максим |
| Телефоны: | +380634360110 Показать телефон Написать сообщение |
| Адрес: | Украина, |
 изделия (с плитой, приспособлением), 220 кг
изделия (с плитой, приспособлением), 220 кг 