Пневматические ножницы гильотинные: НА3122 Ножницы гильотинные, пневматические НA 3122
alexxlab | 11.04.1989 | 0 | Разное
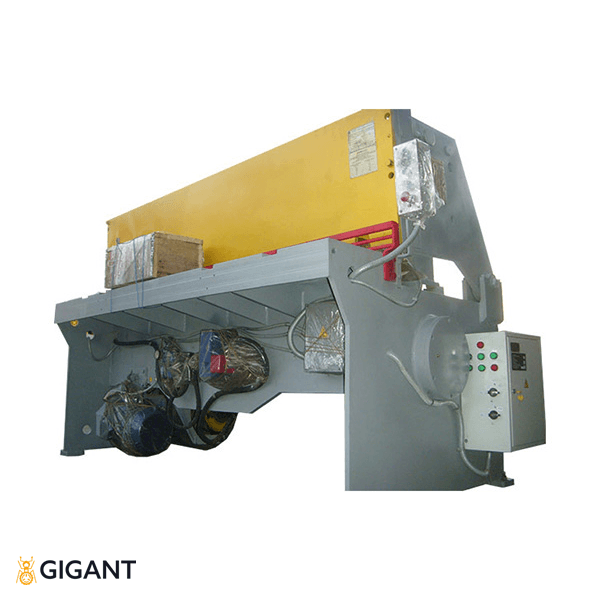
НА3122 Ножницы гильотинные, пневматические НA 3122
Назначение ножниц гильотинных пневматических НА3122
- Ножницы НА3122 предназначены для резки листового материала с σ=50 кгс/мм2.
- Поперечная резка листа толщиной 16,0 мм и шириной 2000 мм производится за один ход ножа.
- Продольная — при длине реза более 2100 мм, производится рядом повторных резов при продвижении листа вдоль линии реза.
- Резка может производиться как при разметке, так и с помощью заднего упора.
- Ножницы могут быть использованы на складах и цехах различных предприятий, при раскрое листовой стали.
Состав и комплект поставки ножниц гильотинных пневматических НА3122
Основные составные части ножниц НА3122:
- станина
- ножевая балка
- прижимная балка
- привод
- валы приводные
- редуктор
- задний упор
- установка ВПК
- ограждение
- воздухопровод
- ограждение зоны реза
Органы управления ножниц НА3122:
Комплект поставки ножниц гильотинных пневматических НА3122
Обозначение, государственный стандарт
Наименование
Количество
Примечание
НА3122.
 001
001Ножницы в сборе
1
Техническая документация
НА3122.00.001 РЭ
Ножницы кривошипные листовые с наклонным ножом 16х2000 мм модели НА3122
1
 001
001Принцип работы основных узлов ножниц ножниц пневматических НА3122
Станина ножниц НА3122
Станина – базовый узел, на котором крепятся все остальные узлы ножниц. Она представляет собой сварную конструкцию из двух стоек, связанных между собой ресивером. На стойки опирается стол с неподвижно закрепленными нижними ножами. Установка ножа по высоте при переточках производится подшлифовкой прокладок, расположенных под ножами.
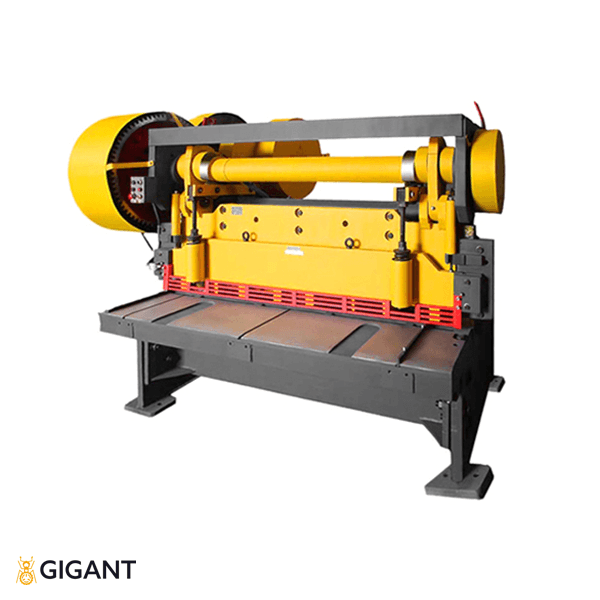
Привод и валы приводные ножниц пневматических НА3122
Привод осуществляется от электродвигателя через клиноременную передачу на маховик, через зубчатые колеса и пневматическую муфту на коленчатый вал. Электродвигатель крепится на подмоторной плите, шарнирно укрепленной на станине.
Электродвигатель крепится на подмоторной плите, шарнирно укрепленной на станине.
Пневмофрикционная однодисковая муфта-тормоз ножниц пневматических НА3122
При включении муфты в полость через крышку подается сжатый воздух. Фрикционные диски сжимаются, передавая движение на главный вал. При отключении полость муфты соединяется с атмосферой, давление падает, пружины отжимаются, и зубчатое колесо свободно вращается на валу.
- Допустимый износ фрикционных накладок – 2 мм.
- Рабочее давление муфты-тормоза составляет – 5-6 атм.
- диск со шлицами
- диск феродо
- кольцо прижимное
- крышка
- пружина
Балка ножевая ножниц пневматических НА3122
Ножевая балка – это сборочную конструкцию на болтах с прикрепленным задним упором.
Прижим и ограждение зоны реза ножниц пневматических НА3122
При движении ножевой балки вниз прижимная балка под действием пружин опускается и прижимает разрезаемый лист. При этом прижим листа осуществляется вначале, а затем начинается рез. Подъем прижима происходит с помощью упоров ножевой балки, упирающимися в платики прижима. К направляющим планкам прижима жестко закреплено ограждение зоны реза, предохраняющее руки рабочего от попадания под прижим.
При этом прижим листа осуществляется вначале, а затем начинается рез. Подъем прижима происходит с помощью упоров ножевой балки, упирающимися в платики прижима. К направляющим планкам прижима жестко закреплено ограждение зоны реза, предохраняющее руки рабочего от попадания под прижим.
Упор задний ножниц пневматических НА3122
Устанавливается с тыльной стороны ножевой балки и служит упором для листа при поперечной резке. Задний упор состоит из упорной линейки и двух цилиндрических реек, перемещаемых вручную маховичками.
При резке полосы шириной более 500 мм задний упор перемещается посредством перестановки на другие отверстия.
Ограждение ножниц пневматических НА3122
Ограждение ножниц сварной конструкции выполнено из тонколистовой стали. Все ограждения крепятся к станине болтами.
Пневмосистема ножниц НА3122
Пневмосистема ножниц НА3122 состоит из воздухопровода и накопителя. Воздухопровод с ресивером обеспечивает подачу сжатого воздуха в пневмокамеру муфты-тормоза.
Перед пуском ножниц НА3122 необходимо:
- проверить наличие масла в маслораспылителе;
- проверить наличие необходимого давления сжатого воздуха в пневмосистеме;
- заполнить пневмосистему ножниц воздухом;
- проверить настройку регулятора давления и при необходимости отрегулировать;
При работе ножниц НА3122 следует:
- периодически (1 раз в смену) выпускать накопившийся конденсат из влагоотделителя и ресивера;
- периодически (через 2-3 месяца работы) снимать фильтр влагоотделителя для очистки и промывки, по мере необходимости доливать масло в маслораспылитель.

Возможное нарушение | Вероятная причина | Метод устранения |
1. Падение давления в пневмосистеме без расхода сжатого воздуха. | Не герметичность разъемных соединений. | Проверить и в случае необходимости поднять винты на пневмоаппаратах и уплотнить резьбовые соединения. |
| 2. Влагоотделитель не очищает сжатый воздух. | 2.1. Большое наличие конденсата в стаканчике влагоотделителя.
2.2. Загрязнился металлокерамический фильтр. | Спустить конденсат.
Снять и прочистить фильтр. |
3. Регулятор давления не обеспечивает нормального регулирования давления. | 3.1. неплотное прилегание клапана.
3.2. Защемление толкателя клапана при его движении в направляющей. | Проверить состояние резинового вкладыша клапана, при необходимости заменить.
Проверить состояние толкателя клапана и втулки. Исправить поверхности толкателя и втулки, а при необходимости заменить. |
4.Маслораспылитель не подает распыленное масло. | Засорился маслораспылитель | Снять маслораспылитель и прочистить.
|
5. В клапане трехходовом сдвоенном сблокированном нарушена синхронизация работы клапанов. | Установлены пружины разного усилия. | Заменить пружины. Установить пружины равного усилия. |
6. Не осуществляется снятие напряжений в электрической цепи при пневмоблокировке. | Вышел из строя один из выключателей. | Заменить выключатель. |

Система смазки ножниц гильотинных пневматических НА3122
Смазка ножниц НА3122 должна осуществляться в строгом соответствии со схемой и указаниями, приведенными в таблице.
Обозначение по схеме (рис. 5) | Смазываемая точка | Способ смазки | Смазочный материал | Периодичность смазки |
1-2 | Упоры силового вала | шприцем
| ЦИАТИМ 203 ГОСТ 8773-73 | Один раз в смену |
Смазка ножниц НА3122 производится от установленных пресс-масленок при помощи ручного шприца. Шестерни привода смазываются путем закладывания смазки соответственно на зубья шестерен. В процессе работы ножницы необходимо смазывать так, чтобы смазка выступала с боковых мест расположения подшипников скольжения. Необходимо периодически проверять состояние масленок и маслопроводящих отверстий. Не реже одного раза в три месяца смазочные отверстия следует промывать чистым керосином.
Транспортировка, установка, первоначальный пуск ножниц гильотинных пневматических НА3122
Ножницы НА3122 поставляются в собранном виде, упакованные в деревянные ящики или в местной (частной) упаковке в зависимости от требований поставщика.
В распакованном виде транспортировать станок следует с креплением сторон за технологические отверстия в верхней части стенок станины согласно схеме.
Фундамент и установка ножниц гильотинных пневматических НА3122
Фундамент ножниц НА3122 выполняется согласно чертежу
- Его глубина принимается в зависимости от грунта (но не менее 800 мм). Горизонтальность установки на фундаменте достигается с помощью клиньев и проверяется уровнем, установленным на столе.
- Точность в поперечном и продольном направлении должна быть выдержана в пределах 0,2 мм на длине 1000 мм.
- После установки необходимо смонтировать все элементы, снятые перед установкой, с помощью деревянной лопаточки очистить от антикоррозийных покрытий, нанесенных на механически обработанные поверхности, и во избежание коррозии покрыть тонким слоем масла «Индустриальное 30» ГОСТ 20799-75.
Подготовка ножниц НА3122 к первоначальному пуску
- Заземлить ножницы НА3122 подключением к общей цеховой системе заземления.
- Подключить ножницы НА3122 к электросети, проверив соответствие напряжения сети и электрооборудования ножниц.
- Выполнить указания, изложенные в разделах «Система смазки» и «Электрооборудование», относящихся к пуску.
- Выполнить все указания, изложенные в разделе «Регулирование».
- Прокрутить вручную маховик ножниц НА3122 на величину одного хода ножевой балки. Навесить защитные ограждения.
- Убедившись в нормальной работе всех механизмов ножниц, произвести первоначальный пуск.
Меры безопасности при работе на ножницах гильотинных пневматических НА3122
КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ:
- производить осмотр и ремонт электроаппаратуры при включенном вводном выключателе;
- производить ремонт ножниц при включенном электродвигателе;
- осуществлять наладку, регулировку, чистку, смазку и отладку ножниц на ходу;
- работать на ножницах со снятыми ограждениями.
Во время работы ножниц необходимо следить, чтобы ножевая балка останавливалась в крайнем верхнем положении, что достигается правильной регулировкой муфты-тормоза и БВК. При смене ножей и ремонте ножниц, ножевую балку следует зафиксировать штырями 25 мм вставленными в отверстия верхней части направляющих ножевой балки.
При смене ножей и ремонте ножниц, ножевую балку следует зафиксировать штырями 25 мм вставленными в отверстия верхней части направляющих ножевой балки.
Гильотинные ножницы пневматические в Мурманске: 139-товаров: бесплатная доставка [перейти]
Партнерская программаПомощь
Мурманск
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Здоровье и красота
Здоровье и красота
Текстиль и кожа
Текстиль и кожа
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Мебель и интерьер
Мебель и интерьер
Промышленность
Промышленность
Сельское хозяйство
Сельское хозяйство
Все категории
ВходИзбранное
Гильотинные ножницы пневматические
505 842
CK EMSA PPS-15 Ножницы гильотинные пневматические Тип: ножницы, Привод: пневматический
ПОДРОБНЕЕЕще цены и похожие товары
462 484
CK EMSA PPS-12 Ножницы гильотинные пневматические Тип: ножницы, Привод: пневматический
ПОДРОБНЕЕЕще цены и похожие товары
397 446
CK EMSA PPS-10 Ножницы гильотинные пневматические Тип: ножницы, Привод: пневматический
ПОДРОБНЕЕЕще цены и похожие товары
2 231
4600
Пневматические ножницы по металлу “Калибр ПНМ-1,2” Тип: Пневматические ножницы по металлу, Размер:
В МАГАЗИНЕще цены и похожие товары
199 980
Гильотинные ножницы METALMASTER MTG 1315 Вес нетто: 491, Max толщина листового металла: 2. 000,
000,
ПОДРОБНЕЕЕще цены и похожие товары
37 950
Гильотинные ножницы METALMASTER MG 1000 Max ширина листового металла: 1000, Max толщина листового
ПОДРОБНЕЕЕще цены и похожие товары
49 300
Гильотинные ножницы Энкор Корвет-551 Вес нетто: 70, Max ширина листового металла: 1000, Max толщина
ПОДРОБНЕЕЕще цены и похожие товары
Пневматические ножницы по металлу Калибр ПНМ-1,2 Тип: кусачки, Число ходов на холостом ходу: 4500,
ПОДРОБНЕЕЕще цены и похожие товары
Ножницы пневматические Калибр ПНМ-1,2 61520
В МАГАЗИНЕще цены и похожие товары
351 564
Ножницы специальные открытые для резки проката КузЛитМаш Н1226Б Страна производитель: Беларусь,
В МАГАЗИНЕще цены и похожие товары
1 747 238
Ножницы гильотинные кривошипные листовые с наклонным ножом КузЛитМаш НП3121А Страна производитель:
В МАГАЗИНЕще цены и похожие товары
10 117
Нож гильотинный (full/partial cut) (TE210/TE310 Series only) {98-0650019-02LF} Цвет: черный, Бренд:
В МАГАЗИНЕще цены и похожие товары
Ножницы вырубные для металла (до 1. 6мм) Abac 5181383
6мм) Abac 5181383
В МАГАЗИНЕще цены и похожие товары
Ножницы пневматические MIGHTY SEVEN 2600 ход/мин QG-102
В МАГАЗИНЕще цены и похожие товары
15 400
Ножницы пневматические (3500 об/мин,90 psi,возд штуцер 1/4″)JTC /1
В МАГАЗИНЕще цены и похожие товары
Ножницы пневматические MIGHTY SEVEN QG-202
В МАГАЗИНЕще цены и похожие товары
1 132 500
Гильотинные ножницы механические НК3121Н Тип: гильотина, Привод: механический
ПОДРОБНЕЕЕще цены и похожие товары
222 420
Ножницы гильотинные ручные Q01-1.5×1500 Тип: гильотина, Привод: механический, Длина рабочей части:
ПОДРОБНЕЕЕще цены и похожие товары
185 012
Гильотинные ножницы SGM-D 1270 Тип: гильотина
ПОДРОБНЕЕЕще цены и похожие товары
1 058 383
Гильотинные ножницы SRGM-H 3060×2 Тип: гильотина, Привод: электромеханический, Количество
ПОДРОБНЕЕЕще цены и похожие товары
49 300
Гильотинные ножницы Энкор Корвет-551 Тип: гильотина, Производитель: Энкор
ПОДРОБНЕЕЕще цены и похожие товары
764 024
Гильотинные ножницы SRGM-H 2060×3 Тип: гильотина, Привод: электромеханический
ПОДРОБНЕЕЕще цены и похожие товары
1 411 482
Гильотинные ножницы SRGM 3060×4 Тип: гильотина, Привод: электромеханический
ПОДРОБНЕЕЕще цены и похожие товары
851 747
Гильотинные ножницы SRGM-H 2560×2,5 Тип: гильотина, Привод: электромеханический, Количество
ПОДРОБНЕЕЕще цены и похожие товары
170 840
Гильотинные ножницы сабельного типа Fresan FGM 1250 Тип: гильотина, Длина рабочей части: 1250мм,
ПОДРОБНЕЕЕще цены и похожие товары
49 300
Гильотинные ножницы Энкор Корвет-551 (95510) Тип: ножницы, Производитель: Энкор, Привод:
ПОДРОБНЕЕЕще цены и похожие товары
129 249
Ножницы гильотинные TBS1050PRO для резки листового металла Тип: ножницы
ПОДРОБНЕЕЕще цены и похожие товары
2 страница из 18
ООО «ПРОМСЕРВИСМ»
-
Оснастка
Продажа оснастки для станков – это одно из направлений нашей компании.

В каталогах ПРОМСЕРВИСМ широко представлен ассортимент оснастки для станков с чпу, токарных, металлорежущих и сверлильных
-
Производственные решения
для многочисленных сфер применения: аэрокосмическая, автомобильная, энергетическая промышленность.
-
Гидравлика
Наша цель – оправдать ожидания каждого клиента. Сотрудничая с нами по любому направлению, будь то поставка гидравлического агрегата или запасных частей для него, муфты или комплекта уплотнений, вы обретаете независимого, сильного и стабильного партнера, мировые технологии и команду людей, готовых быстро и качественно решить вашу проблему.

-
Запчасти к станкам
Мы предлагаем Вам поставку запчастей к станкам и к любому другому технологическому оборудованию. Будем рады поставить Вам по вашему запросу в максимально сжатые сроки с нашего склада в Москве или из Европы необходимые запчасти, узлы и комплектующие ведущих мировых производителей станочных комплектующих.
- Популярное
-
62 900,00 руб
Фартук 16К20 (16Б20П.
 061.000)
Фартук 16К20 (16Б20П.061.000)
061.000)
Фартук 16К20 (16Б20П.061.000)
Вал-шестерня привода фартука 16Б20П.061.070 Гайка маточная (полугайка)(бронза) 16Б20П.061.202 Копир 16Б20П.061.060 Маточная гайка (бронза) 16Б20П.061.202 Насос смазки до 1982 г.в. 16К20.061.100 РСБ Насос смазки с 1982 г.в. 16К20.061.150 РСБ Вал-шестерня привода фартука 16Б20П.061.070 Гайка маточная…
Открыть
-
Универсальный токарный станок PROMA.
 ..
Универсальный токарный станок PROMA…
..
Универсальный токарный станок PROMA…
Токарно-винторезный станок SPD-1000P с УЦИ используется для работы с деталями в форме конуса или шара. Обработка детали до необходимого состояния происходит посредством обточки заготовки резцом, который изготовлен из стали высокой прочности. Токарно-винторезный станок SPD-1000P с УЦИ используется для работы…
Открыть
-
Универсальный токарный станок SPZ-700 Универсальный токарный станок SPZ-700
Популярный токарный станок SPZ-700 PROMA универсального типа.
 Это оборудование отличается от других станков тем, что имеет плавную регулировку скорости вращения шпинделя. Оно специально создано для того, чтобы проводить качественную обработку металлических заготовок. С помощью станка можно выполнять их подрезку, нарезать резьбу и производить обточку.
Популярный токарный станок SPZ-700 PROMA универсального типа. Это…
Это оборудование отличается от других станков тем, что имеет плавную регулировку скорости вращения шпинделя. Оно специально создано для того, чтобы проводить качественную обработку металлических заготовок. С помощью станка можно выполнять их подрезку, нарезать резьбу и производить обточку.
Популярный токарный станок SPZ-700 PROMA универсального типа. Это…
Открыть
-
Токарно-винторезный станок SPD-1000P Токарно-винторезный станок SPD-1000P
Токарно-винторезный станок SPD-1000P Станок SPD-1000P предназначен для обработки различных деталей, которые имеют шарообразную или коническую форму.
 Обработка осуществляется путем постепенного обтачивания детали резцом из высокопрочной стали.
Токарно-винторезный станок SPD-1000P
Станок SPD-1000P предназначен…
Обработка осуществляется путем постепенного обтачивания детали резцом из высокопрочной стали.
Токарно-винторезный станок SPD-1000P
Станок SPD-1000P предназначен…
Открыть
ПНЕВМАТИЧЕСКИЕ ГИЛЬОТИННЫЕ НОЖНИЦЫ мод. GH-8100-P только с ходом 160 мм.
ТЕЛ +39.85.95449 / +39.329.2736832 – ЭЛЕКТРОННАЯ ПОЧТА: [email protected] – WHATSAPP: +39.393.5129610
Машины для обработки дерева, оргстекла, алюминия, полистирола, композитных панелей (алюкобонд), переработки и т. д.
оргстекло
АЛЮМИНИЙ
КОМПОЗИТНЫЕ ПАНЕЛИ
ПОЛИСТИРОЛ
ПЕРЕРАБОТКА
КОНТАКТЫ
Машины для обработки дерева, оргстекла, алюминия, полистирола, алюкобонда, переработки и т.
 д.
д.Машины для обработки дерева, оргстекла, алюминия, полистирола, алюкобонда, переработки и т. д.
2 247,00 € (без НДС)
ПНЕВМАТИЧЕСКИЕ ГИЛЬОТИННЫЕ НОЖНИЦЫ мод. GH-8100-P только с ходом 160 мм. количество
- Описание
- Дополнительная информация
- Отзывы (0)
Описание
ПНЕВМАТИЧЕСКИЕ ГИЛЬОТИННЫЕ НОЖНИЦЫ мод. GH-8100-P только с ходом 160 мм.
В пневматических гильотинных ножницах спуск лезвия происходит через пневматический цилиндр.
Доступен только в версии с рабочим ходом 160 мм. или в версии с 3 рабочими ходами, 60-100-160 мм, выбираемыми с помощью отклоняющего устройства на панели управления в соответствии с секцией разрезаемого профиля, чтобы обеспечить наибольшую рабочую скорость и наименьшее потребление воздуха насколько это возможно.
ГИЛЬОЛТИННЫЕ НОЖНИЦЫ GH 8100P оснащены устройством автоматического позиционирования упорных упоров вблизи зоны резки, чтобы избежать поломок и обеспечить отличное позиционирование и зажим разрезаемого стержня. Он может быть оснащен боковыми и верхними прижимными лапками, как с педальным управлением, так и с регулируемым давлением.
ГИЛЬОЛТИННЫЕ НОЖНИЦЫ GH 8100P также могут быть оснащены регулировочным разделителем на позиционирующей рукоятке режущей головки для увеличения рабочей скорости при необходимости выполнения большего количества пропилов.
ГИЛЬОЛТИННЫЕ НОЖНИЦЫ GH 8100P доступны со следующими системами измерения:
НЕПРЯМОЙ
* Метрическая система
* В дюймах находится в соответствии с 0 квадрата.
DIRECT
* Метрическая система
* В дюймах
с помощью шкалы в виде диаграммы.
Система измерения должна быть определена при заказе.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
• Режущая способность: ширина 100 мм. – высота 160 мм.
– высота 160 мм.
• Высота стола для резки: 86 см.
• Размеры: 60x60x105 см.
• Вес: 140 кг.
• Рабочее давление: 6/8 бар
• Расход воздуха/ход резки: ход 60 мм, 7,9Nl; ход 100 мм., 10,5 Нл; ход 160 мм., 22,1 Нл
• Уровень шума:
Только зарегистрированные клиенты, которые приобрели этот продукт, могут оставить отзыв.
Вам нужна информация об этом продукте?
+39.329.2736832
Чат WhatsApp
В акции …
Другое интересное оборудование …
КОМБИНИРОВАННЫЙ СТАНОК ДЛЯ РУССКОГО ТОКА SCM GROUP мод. NOVA FS410 – согласно правилам ЕС
Подробнее- Распродажа!
КАМЕРА ДЛЯ ПОКРАСКИ ВОДОЙ мод. МИНИ ОДИНАРНЫЙ 1 мм. 1000×2600 — согласно правилам ЕС
2 717,63 € (без НДС) В корзину - Распродажа!
ГРУППА ПОДАЧИ ДАВЛЕНИЯ ПО ТЕМПЕРАТУРЕ ОКРУЖАЮЩЕЙ СРЕДЫ мод.
 АМ 26 – номинальная производительность по воздуху м3/ч 26000 € 6.014,10 (без НДС) В корзину
АМ 26 – номинальная производительность по воздуху м3/ч 26000 € 6.014,10 (без НДС) В корзину КОЛЕНО ОЦИНКОВАННОЕ 90 ГРАДУСОВ ДИАМ. мм. 300
€ 61,00 (без НДС) В корзину
Предыдущий
Следующий
Вам нужна информация?
Воспользуйтесь чатом, звоните, пишите
Чат WhatsApp
Нажмите на иконку и откройте чат, мы ответим вам в режиме реального времени
+39.329.2736832
Звоните с 9:30 до 19:00, с понедельника по пятницу
[email protected]
Запрашивайте информацию и консультацию у наших специалистов 365 дней в году
Оборудование для обработки дерева, оргстекла, алюминия, композитных панелей (алюкобонд, дибонд и т. д.), полистирола. Вертикальные панельные пилы MAKK.it , компакторы для полистирола ECOMAKK.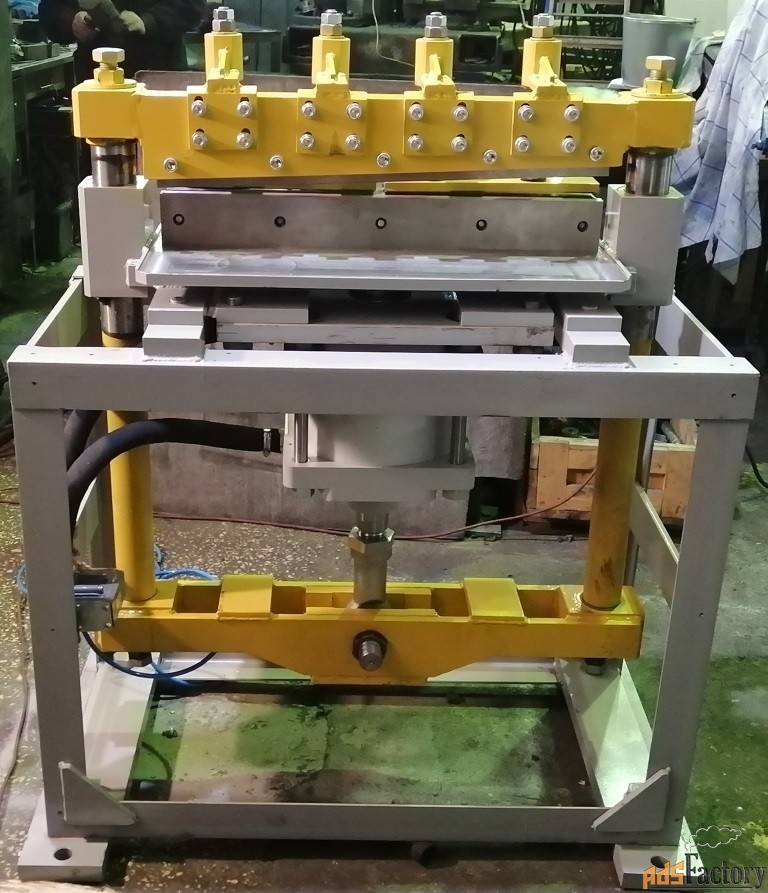 it и т. д.
it и т. д.
- Офис: +39.85.95449
- Мобильный: +39.329.2736832
- [email protected]
- Via Etiopia, 2/B
65015 Монтесильвано (PE), Италия - Ватсап: +39.393.5129610
- Скайп: michele.mak
- Номер НДС: IT 01649610688
КТО МЫ
Политика конфиденциальности
Политика использования файлов cookie
НАШИ УСЛУГИ
- ПОДДЕРЖКА: Помощь с нашими техническими специалистами.
- СЛУЖБА ДОСТАВКИ: Транспортные услуги, сборка и проверка по запросу.
- КОНСАЛТИНГ: Звоните и общайтесь в видеочате, чтобы предложить лучшее решение для вашей работы.
- ГАРАНТИЯ: Гарантия MakXilia 24 месяца на все машины и системы.

СТАНКИ ДЛЯ ОБРАБОТКИ КОМПОЗИТНЫХ ПАНЕЛЕЙ
Обрабатывающие центры с вертикальной плоскостью ЧПУ для сверления, формовки, резки, фрезерования композитных панелей ACM/AP (Alucobond, Larson, Sibalux, Vitrabond, Alpolic), сотового алюминия (Alucore, Honylite, Plascore), гофрированного алюминия (Metawell, Doluflex) , Фиброцемент (Cembrit, Equitone, Copanel), HPL (Trespa, Fundermax, Polirey), Легкие панели для фото и рекламы и др.
НЕ ЗАБУДЬТЕ ПОДПИСАТЬСЯ
Получайте все наши новости и акции на свою электронную почту
Ваша подписка не может быть подтверждена.
Ваша регистрация прошла успешно.
Следуйте Makxilia
Полистирол (EPS) Машины.
ДЕРЕВООБРАБАТЫВАЮЩЕЕ ОБОРУДОВАНИЕ
Пылеудаляющие аппараты, строгальные станки, универсальные комбинированные станки, комбинированные кромкообрезные и рейсмусовые станки, рейсмусовые станки, циркулярные пилы, торцевые пилы, радиальные пилы, торцовочные пилы, вертикальные панельные пилы, шипорезные станки, обрабатывающие центры с ЧПУ, лазерные Пантографы, всасывающие системы, прессы, щеточные станки, станки для обработки деревянных балок, горизонтальные панельные пилы и т. д.
д.
МАШИНЫ ДЛЯ ОБРАБОТКИ ОРГСТЕКЛА, ПЛАСТИКА
Полировальные станки для кромок, гибочные станки для панелей и листов из оргстекла, метакрилатных панелей и листов, нагревателей оргстекла, пластика Листовые термоформовочные станки, панельные пилы для панелей из плексигласа, поликарбоната и метакрилата, фрезерные станки, станки с ЧПУ и лазерные пантографы и т. д.
СТАНКИ ДЛЯ ОБРАБОТКИ АЛЮМИНИЕВЫХ ПРОФИЛЕЙ
2-головочные торцовочные пилы, фрезерные станки, пантографы, торцовочные станки, одноголовочные торцовочные пилы, роликовые направляющие, циркулярные пилы, всасывающие устройства и т. д.
Ручные и автоматические вертикальные панельные пилы для резки панелей
Компакторы Измельчители
для отходов полистирола Eps
Машины для обработки панелей и блоков из оргстекла, метакрилата, поликарбоната и т. д.
Станки для обработки алюминиевых и ПВХ профилей
© 2021 MakXilia.biz – Все права защищены – MakXilia.
 biz – Машины для дерева, оргстекла, алюминия, полистирола, алюкобонда, переработки и т.д. ) – Италия – номер НДС: IT01649610688
biz – Машины для дерева, оргстекла, алюминия, полистирола, алюкобонда, переработки и т.д. ) – Италия – номер НДС: IT01649610688Станки для обработки композитных панелей (Alucobond, Dibond, Alupanel и др.)
Воспроизвести видео ACM – ACP – Alucobond® – Alpolic® – Dibond® – Larson® – Reynobond® – Alubond® – Albond®, Sandwich и т.д.)
Машины для переработки отходов древесины, пластика, бумаги, картона, полистирола, металлов и т. д.
Гидравлические гильотинные ножницыГидравлические гильотинные ножницы
Гидравлические ножницы
Главная страница > Гидравлические ножницы
Описание Технические характеристики Дополнительно
Гидравлические гильотинные ножницы серии MS6 Genius
Введение:
Гидравлические гильотинные ножницы серии могут широко использоваться в линии обработки металлов давлением, таких как транспортные средства, здания, материалы, машины, электричество и т. д. Также проектирование и производство соблюдать стандарты экспорта и безопасности китайских машин и электротехнической продукции.
д. Также проектирование и производство соблюдать стандарты экспорта и безопасности китайских машин и электротехнической продукции.
Сертификация системы качества ISO 9001:2000 прошла через
Основная функция машины:
Машина с гильотинной структурой и гидравлическим приводом, которая имеет разумную конструкцию.
◇ Ширина рабочего стола подходит для резки листового металла.
◇ Машина состоит из рамы машины, рамы ножей,
прижимных зажимов, устройства заднего упора, системы ЧПУ,
гидравлической системы и электрической системы.
◇ Рама сварочного аппарата с хорошей жесткостью.
◇ Ножевые рамы с полностью сварной конструкцией, которые приводятся в движение последовательно соединенными масляными цилиндрами и поддерживаются роликовой направляющей.
◇ Стабильные и безопасные прижимы состоят из одной группы прижимных масляных цилиндров.
◇ Задний упор с приводом от двигателя; Расстояния заднего упора контролируются ЧПУ.
◇ Гидравлическая система с усовершенствованной интегрированной блочной структурой, которая имеет защитную функцию сброса перегрузки.
◇ Электрическая система управления соответствует международному стандарту.
◇ С подвижным педальным переключателем и кнопкой аварийной остановки.
◇ Регулируемые углы резания, которые контролируют деформацию
в пределах допустимого диапазона.
◇ Зазор лезвия с устройствами быстрой регулировки.
◇ Защитные устройства.
Гильотинные ножницы с ЧПУ стандартная комплектация:
- Гидравлические гильотинные конструкции.
- Система зажимов и рукавов.
- Автоматическая регулировка зазора между ножами (с электроприводом)
- Автоматическая регулировка угла резки, автоматическая регулировка хода резки, автоматическая регулировка давления.
- Лезвия из материала 6CrW2Si, можно использовать с четырех сторон.
- Безопасная педаль с аварийной кнопкой.

- Гидравлическая система: Rexroth, Германия.
- Двигатель: Siemens, Германия
- Насос: Rexroth, Германия
- NOK Япония Многослойные уплотнения для главных цилиндров.
- Главная электрика Schneider.
- Электрошкаф с выключателем АВВ отключения питания.
- Задние двери со световой завесой безопасности.
Пожалуйста, смотрите видео на Youtube следующим образом:
Гидравлические гильотинные ножницы с пневматической опорой
Полностью автоматический обрабатывающий центр с ножницами
Гидравлические гильотинные ножницы с ЧПУ серии Master MS6 Спецификация
| Серия MS6 | Резка Толщина (мм) | Резка Длина (мм) | Ход Раз (н/мин) | Задний упор Расстояние (мм) | Сдвиг Угол (°) | Горловина Глубина (мм) | Основной Мощность (кВт) | Размер (мм) |
| 6×2500 | 6 | 2500 | 14 | 600 | 0,5°~1°30’ | 80 | 7,5 | 3100x1725x1960 |
| 6×3200 | 6 | 3200 | 12 | 600 | 0,5°~1°30’ | 80 | 7,5 | 3650x1750x1980 |
| 6×4000 | 6 | 4000 | 10 | 600 | 0,5°~1°30’ | 80 | 7,5 | 4650x1780x2075 |
| 6×5000 | 6 | 5000 | 8 | 600 | 0,5°~1°30’ | 80 | 7,5 | 5650x1830x2250 |
| 6×6000 | 6 | 6000 | 8 | 600 | 0,5°~1°30’ | 80 | 7,5 | 6650x1890x2380 |
| 8×2500 | 8 | 2500 | 14 | 600 | 0,5°~1°30’ | 80 | 7,5 | 3100x1725x1960 |
| 8×3200 | 8 | 3200 | 12 | 600 | 0,5°~1°30’ | 80 | 7,5 | 3850x1750x1980 |
| 8×4000 | 8 | 4000 | 10 | 600 | 0,5°~1°30’ | 80 | 7,5 | 4650x1850x2075 |
| 8×5000 | 8 | 5000 | 7 | 600 | 0,5°~2° | 80 | 15 | 5805x2000x2500 |
| 8×6000 | 8 | 6000 | 7 | 600 | 0,5°~2° | 100 | 15 | 6805x2115x2715 |
| 8×8000 | 8 | 8000 | 4 | 1000 | 0,5°-2° | 300 | 30 | 9140x3500x3502 |
| 8×10000 | 8 | 10000 | 4 | 1000 | 0,5°-2° | 300 | 30 | 11035×3885×4720 |
| 10×2500 | 10 | 2500 | 10 | 600 | 0,5°~2°30’ | 120 | 15 | 3195x1800x2210 |
| 10×3200 | 10 | 3200 | 8 | 600 | 0,5°~2°30’ | 120 | 15 | 3895x1800x2240 |
| 10×4000 | 10 | 4000 | 6 | 600 | 0,5°~2°30’ | 120 | 15 | 4695x1930x2275 |
| 10×5000 | 10 | 5000 | 5 | 600 | 0,5°~2°30’ | 120 | 15 | 5905x2115x2715 |
| 10×6000 | 10 | 6000 | 5 | 600 | 0,5°~2°30’ | 120 | 15 | 6905x2215x2800 |
| 10×8000 | 10 | 8000 | 5 | 1000 | 0,5°-2° | 300 | 37 | 8935x2710x3670 |
| 10×10000 | 10 | 10000 | 4 | 1000 | 0,5°-2° | 300 | 45 | 11115x3400x5740 |
| 10×10200 | 10 | 12000 | 4 | 1000 | 0,5°-2° | 300 | 45 | 13115x67405x580 |
| 12×2500 | 12 | 2500 | 10 | 600 | 0,5°~2°30’ | 120 | 15 | 3195x1800x2210 |
| 12×3200 | 12 | 3200 | 8 | 600 | 0,5°~2°30’ | 120 | 15 | 3895x1800x2240 |
| 12×4000 | 12 | 4000 | 6 | 600 | 0,5°~2°30’ | 120 | 15 | 4710x1950x2485 |
| 12×5000 | 12 | 5000 | 5 | 600 | 0,5°~2°30’ | 120 | 18,5 | 5905x2115x2800 |
| 12×6000 | 12 | 6000 | 4 | 600 | 0,5°~2°30’ | 120 | 18,5 | 7000x2300x3100 |
| 12×7200 | 12 | 7200 | 8 | 1000 | 0,5°-2,5° | 300 | 45 | 8000×3910×3750 |
| 12×8000 | 12 | 8000 | 8 | 1000 | 0,5°-2,5° | 300 | 45 | 8950×3910×3760 |
| 16×2500 | 16 | 2500 | 8 | 600 | 0,5°~2°30’ | 120 | 15 | 3215x1880x2340 |
| 16×3200 | 16 | 3200 | 7 | 600 | 0,5°~2°30’ | 120 | 15 | 3915x1880x2445 |
| 16×4000 | 16 | 4000 | 6 | 600 | 0,5°~2°30’ | 120 | 15 | 4715x1950x2590 |
| 16×5000 | 16 | 5000 | 5 | 600 | 0,5°~3° | 120 | 22 | 6000x2300x3000 |
| 16×6000 | 16 | 6000 | 4 | 600 | 0,5°~3° | 120 | 37 | 7000x2300x3100 |
| 16×7000 | 16 | 7000 | 8 | 800 | 0,5°-2,5° | 120 | 45 | 8050x2580x3535 |
| 16×8000 | 16 | 8000 | 4 | 1000 | 0,5°-2,5° | 120 | 45 | 9378x3545x4882 |
| 16×9000 | 16 | 9000 | 4 | 1000 | 0,5°-2,5° | 120 | 55 | 11110x7860x4982 |
| 16×10000 | 16 | 10000 | 4 | 1000 | 0,5°-2,5° | 120 | 55 | 11870x7728x5322 |
| 16×12000 | 16 | 12000 | 4 | 1000 | 0,5°-2,5° | 120 | 2×45 | 13873x6255x6800 |
| 20×2500 | 20 | 2500 | 6 | 600 | 0,5°~3° | 120 | 22 | 3215x1890x2465 |
| 20×3200 | 20 | 3200 | 5 | 600 | 0,5°~3° | 120 | 30 | 4120x1890x2780 |
| 20×4000 | 20 | 4000 | 4 | 600 | 0,5°~3° | 120 | 30 | 4925x2150x2900 |
| 20×5000 | 20 | 5000 | 4 | 600 | 0,5°~3° | 120 | 37 | 6000x2300x3050 |
| 20×6200 | 20 | 6200 | 4 | 1000 | 0,5°~3° | 120 | 55 | 7438x2673x3875 |
| 20×8000 | 20 | 8000 | 4 | 1000 | 0,5°~3° | 120 | 55 | 7438x2673x3875 |
| 25×2500 | 25 | 2500 | 5 | 600 | 0,5°~3,5° | 120 | 30 | 3435x2000x2710 |
| 25×3200 | 25 | 3200 | 5 | 600 | 0,5°~3,5° | 120 | 30 | 4120x2200x3000 |
| 25×4000 | 25 | 4000 | 3 | 600 | 0,5°~3,5° | 120 | 30 | 4950x2200x3150 |
| 25×6200 | 25 | 6200 | 3 | 800 | 0,5°~3,5° | 120 | 55 | 9335×5750×3930 |
| 30×2500 | 30 | 2500 | 4 | 600 | 1°~3,5° | 120 | 30 | 3435x2020x2770 |
| 30×3200 | 30 | 3200 | 3 | 600 | 1°~3,5° | 120 | 37 | 4200x2300x3200 |
| Имя | Введение | Справочные изображения |
| ЭСТУН Э21С | Типы NC, ESTUN, Китай (стандарт) | |
| ЭСТУН Э210С | Типы ЧПУ, задний упор, угол сдвига, регулировка зазора и рабочий ход | |
| Голландия DELEM DAC360 | Типы ЧПУ, задний упор, угол сдвига, регулировка зазора и рабочий ход | |
| Германия ELGO P40 | Типы ЧПУ, задний упор, угол сдвига, регулировка зазора и рабочий ход | |
| Световая завеса безопасности | OMRON, Япония LNTECH, Китай | |
| Масляное охлаждение | Уменьшить степень гидравлического масла, долгое время работы | |
| Пневматическая задняя опора | Пневматическая задняя опора предназначена для обработки длинных и тонких листов для повышения точности и снижения нагрузки на станок | |
| Специальная длина передней балки | Для опорной длинной пластины | |
| Устройство для позиционирования углового транспортира | Положение пластины при резке под другим углом | |
Защита спины специальной длины. | Специальный стандарт СЕ | |
| Автоматическая загрузка | Автоматическая загрузочная плита | |
| Ножницы с передней подачей с ЧПУ | Автоматическая резка и позиционирование листа толкателем |
Электронная почта
Мы-ЧатWhatsAppSkype
ГИЛЬОТИННЫЕ НОЖНИЦЫ С ЧПУ СЕРИИAS – Wodico
- Описание
- Лучшее качество и более быстрая резка
- Прочная и долговечная конструкция корпуса
- Регулировка зазора и угла резания с ЧПУ
- Высокая точность и простота в обращении.

- Низкие затраты на обслуживание.
- Высокий уровень защиты.
- Надежные мировые бренды компонентов.
- Низкие затраты на резку.
- Блок управления ЧПУ ESA S 530
- Автоматическая гидравлическая регулировка зазора между ножами.
- Гидравлические прижимные пластины
- Передние столы со встроенными шариками
- Передний рычаг подачи с Т-образным пазом
- Моторизованная система заднего упора
- Ножная педаль с кнопкой аварийной остановки
- Передняя защитная рама
- Светозащитные шторки
- Линия тени
- Система безопасности по нормам CE.
- Ручная централизованная система смазки
- Система охлаждения масла
- Пневматическая система поддержки тонкого листа
- Линия лазерной резки
НЕМЕДЛЕННО СВЯЖИТЕСЬ С НАМИ.
[]
ИМЯ
ФАМИЛИЯ
НАЗВАНИЕ КОМПАНИИваше полное имя
ВЕБ-САЙТ КОМПАНИИ
НОМЕР ТЕЛЕФОНА
Countypick one!
Choose countryAfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntarcticaAntigua And BarbudaArgentinaArmeniaArubaAustraliaAustriaAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBosnia And HerzegovinaBotswanaBouvet IslandBrazilBritish Indian Ocean TerritoryBrunei DarussalamBulgariaBurkina FasoBurundiCambodiaCameroonCanadaCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (keeling) IslandsColombiaComorosCongoCongo, The Democratic Republic Of TheCook IslandsCosta RicaCote D’ivoireCroatiaCubaCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEast TimorEcuadorEgyptEl SalvadorEquatorial GuineaEritreaEstoniaEthiopiaFalkland Islands (malvinas)Faroe IslandsFijiFinlandFranceFrench GuianaFrench PolynesiaFrench Southern TerritoriesGabonGambiaGeorgiaGermanyGhanaGibraltarGreeceGreenlandGrenadaGuadeloupeGuamGuatemalaGuineaGuinea -бисауГайанаГаитиостров Херд и острова МакдональдСвятой Престол (Ватикан City State)HondurasHong KongHungaryIcelandIndiaIndonesiaIran, Islamic Republic OfIraqIrelandIsraelItalyJamaicaJapanJordanKazakstanKenyaKiribatiKorea, Democratic People’s Republic OfKorea, Republic OfKosovoKuwaitKyrgyzstanLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyan Arab JamahiriyaLiechtensteinLithuaniaLuxembourgMacauMacedonia, The Former Yugoslav Republic OfMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesia, Federated States OfMoldova, Republic OfMonacoMongoliaMontserratMontenegroMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPalestinian Territory, OccupiedPanamaPapua New GuineaParaguayPeruPhilippinesPitcairnPolandPortugalPuerto RicoQatarReunionRomaniaRussian FederationRwandaSaint HelenaSaint Китс и НевисСент-ЛюсияСент-Пьер и МикелонСент-Винсент и Гренадины SamoaSan MarinoSao Tome And PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSlovakiaSloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia And The South Sandwich IslandsSpainSri LankaSudanSurinameSvalbard And Jan MayenSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwan, Province Of ChinaTajikistanTanzania, United Republic OfThailandTogoTokelauTongaTrinidad And TobagoTunisiaTurkeyTurkmenistanTurks And Caicos IslandsTuvaluUgandaUkraineUnited Arab EmiratesUnited KingdomUnited StatesUnited States Minor Outlying IslandsUruguayUzbekistanVanuatuVenezuelaViet NamVirgin Islands, BritishVirgin Islands, U.