Пнт 1 – Прибор для настройки телевизоров пнт-1 новый, СССР
alexxlab | 27.10.2019 | 0 | Разное
БЕССВИНЦОВАЯ НИЗКОТЕМПЕРАТУРНАЯ ПАЯЛЬНАЯ ПАСТА ПНТ 01В
Технические характеристики

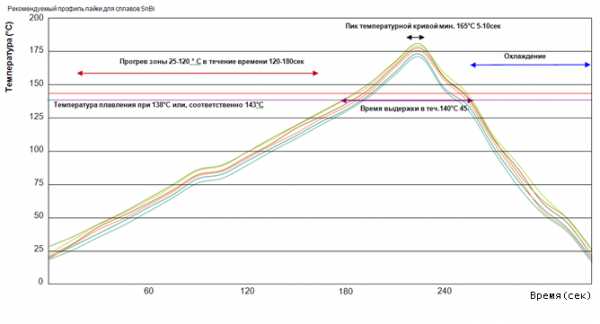
(Sn42/Bi57/Ag1; Sn42/Bi58)
(для сборки светодиодов)
Соответствует ISO 1.2.2. С
Паяльная паста ПНТ 01В компании Универсал Прибор является высокотехнологичным продуктом, подходит особенно хорошо для сборки светодиодных систем освещения и других печатных плат с похожими свойствами – чувствительных к температурным режимам.
Паяльная паста ПНТ 01В, как и все паяльные пасты для СМТ, является однородной смесью паяльного порошка для всех необходимых сплавов и требуемых размеров гранул, является органическим флюсом, основанным на синтетической смоле, в соответствии с J-STD-004 и ISO 1.2.3.С (F-SW 33) DIN 8511.
Абсолютное отсутствие галогенов означает, что в паяльной пасте ПНТ 01В их нет не только после оплавления припоя, но и в первоначальном ее состоянии. С этой бессвинцовой паяльной пастой можно работать в диапазоне ее плавления: от 100°C до 260°C.
С бессвинцовыми сплавами, несмотря на их повышенные температуры плавления, можно отлично работать с синтетическим флюсом. Синтетические смолы обладают преимуществом – они практически не засоряют печи (и остальные системы) оплавления припоя – так как они, в отличие от натуральных смол и видоизмененных натуральных смол, не образуют трещины на изделии, в связи с тем, что они стабильнее к действию высоких температур. Паяльная паста ПНТ 01В отличается тем, что не проседает не только при комнатной температуре, но и на фазе предварительного разогрева, таким образом, она превосходно подходит для тех процессов, где используется мелкий и сверхмелкий шаг.
Благодаря синтетической основе, паста не собирается в комочки и не собирается в шарики по краям пассивных компонентов. Обеспечивается длительное рабочее время пасты в течение всего процесса работы.
Прозрачные остатки не растекаются за пределы, но собираются по краям пайки, гарантируя, таким образом, беспроблемное прохождение внутрисхемного теста. Загрязненные тестовые иглы остались в прошлом.
Синтетическая основа паяльной пасты ПНТ 01В обеспечивает стабильность органического продукта. Отклонения, которые возникают при работе с пастами на основе природных компонентов или их модификаций, в данном случае невозможны.
Постоянное великолепное качество печати от первой до последней точки пайки обеспечивается высокой мощностью печати во всех конвекционных системах оплавления припоя и в других типах систем.
Паяльную пасту ПНТ 01В можно использовать во всех системах оплавления припоя без возникновения каких бы то ни было сложностей, получая всегда превосходный результат пайки.
Металлические сплавы
| Предпочтительные сплавы | Точка плавления | В соответствии с международными стандартами мы поставляем данные сплавы в следующих классах: |
| Sn42/Bi57/Ag1 Sn42/Bi58 |
138°C 138-140°C |
class 3 25 – 45 мм class 5 10 – 25 мм |
Общие физические характеристики
| Вязкость:* | Проседание в соответствии с DIN32513 В наст.момент 20 мин при 80°C | Шарики припоя (IPC) | Смачиваемость (IPC) |
| Точный (T3) – 750 Па Сверхточный (T4) – 900 Па |
Класс1=0,2 0,2 Класс2=0,2 0,3 |
1 | 1 |
*Информация получена путем измерений вискозиметром Брукфилд РВТ-ДВ-II при 90% содержании металла в пасте TF 5 р/пм при 25°C
Сплав паяльного порошка: Sn42/Bi57/Ag1 или Sn42/Bi58
Тип флюса: REL0
Характеристика удаления остатков флюса: безотмывная
Пик оплавления: 165-245°С
Срок жизни на трафарете: 8 часов
Срок жизни после открытия упаковки: 30 дней и более
Рекомендованная отмывочная жидкость (при необходимости): не рекомендовано к отмывке
Тип оплавления: Конвекционный
Поверхностное сопротивление в соответствии с IPC 650
Измерения проводились:
День 4-ый – 2.2×10¹¹
День 21-ый – 1.3×10¹¹
Паяльная паста ПНТ 01В соответствует всем предыдущим и новым стандартам DIN 32513; ISO; EN29454 и даже IPC 650. Не только остатки, но и органические соединения соответствуют классификации EN 29454 1.2.3.
Профиль оплавления
Хранение
Жизнеспособность паяльной пасты при температуры 20+-5град.С (20°C/68°F): 6 месяцев
Информация по применению
После того, как Вы закончили работать с пастой, плотно закройте контейнер.
Не смешивайте свежую и уже использованную пасту: только чтобы освежить пасту непосредственно во время работы с ней.
Не смешивайте разные пасты.
Рекомендуемая скорость нанесения:15-100 мм/с.
Примечание: принтер всегда работает быстрее, чем самый быстрый монтажник. Следует настроить загрузку принтера таким образом, чтобы быть уверенными, что паста успевает собраться в шарики на передней части ракеля и не соскальзывает.
Трафарет можно отмывать при помощи спиртсодержащего состава или воды.
www.pribor.ru
ПНТ 1 т по стандарту: Серия 3.019.1-1
Плиты покрытия ПНТ 1 т железобетонные изделия прямоугольной формы. Конструкция отличается гладкостью и ровностью поверхностей. Для удобства транспортировки и монтажа в теле элемента присутствуют две подъемные петли.
Высокопрочные плиты покрытия широко применяются при строительстве зданий и сооружений различного назначения. Они опираются на стены или специальные балки и обеспечивают перекрытие кровли в строящихся объектах. Стыки плит заполняются цементным раствором для обеспечения герметичности. Элементы отличаются долговечностью и простотой монтажа, что в значительной степени экономит временные ресурсы на строительство различных объектов. Изделия разрабатывались с учетом рекомендаций СНиП II-26-76 и СНиП III-16-79.
Расшифровка маркировки
На торцевой поверхности конструкций наносятся маркировки. Они специально разработаны для упрощения поиска необходимых по типовому проекту изделий на складских территориях. Обозначения состоят из цифр и букв. Маркировка ПНТ 1 т имеет следующую расшифровку:
1. ПНТ тип конструкции плита покрытия;
2. 1 порядковый номер типоразмера элемента;
3. т тяжелый бетон.
Дополнительно кроме маркировочного обозначения на поверхности конструкций могут проставляться дата изготовления, масса, информация о производителе и штамп отдела технического контроля.
Материалы и производство
Процесс производства железобетонных плит покрытия ПНТ 1 т прописан в нормативном документе Серии 3.019.1-1. Согласно требованиям регламента в качестве главного компонента для изготовления конструкций следует использовать тяжелый бетон марки М200 по прочности на сжатие. Исходя из климатических и эксплуатационных особенностей региона строительства, подбираются марки бетона по морозостойкости и водонепроницаемости. Слой бетонной смеси до низа рабочей арматуры составляет 10 мм.
Высокая прочность изделий достигается применением арматурных сеток. Между сетками присутствуют поддерживающие прутки из проволоки класса B-I по ГОСТ 6727-53 диаметром 4 мм. Сетки производятся из горячекатаной стержневой стали класса AIII по ГОСТ 5781-75 диаметром 6 мм. Для изготовления монтажных петель используется гладкая арматурная сталь класса AI диаметром 6 мм. Все металлические части покрываются антикоррозионными составами в соответствии со СНиП II-28-73.
Контрольные испытания на прочность должны проводиться методами, прописанными ГОСТ 8829-77. Прошедшие проверку конструкции снабжаются необходимой документацией, подтверждающей высокое качество физико-химических и эксплуатационных характеристик. Изделия с оголенным армированием, сколами и трещинами отбраковываются и не допускаются к отгрузке.
Транспортировка и хранение
При реализации процедур транспортировки и хранения плит покрытия следует безукоризненно соблюдать требования и рекомендации правил и норм по технике безопасности, прописанных в СНиП III-A.11-70. Укладка элементов должна производиться на выровненное основание с обязательным использованием деревянных опор, препятствующих соприкосновению с грунтом. Между рядами обязательно наличие инвентарных досок, толщиной, превышающей на 2 см величину выступающих частей.
Погрузку и разгрузку необходимо осуществлять с применением специализированной техники и оборудования(траверс), обеспечивающего горизонтальное положение конструкций. В кузове автотранспортного средства необходимо надежно фиксировать элементы для защиты от смещений в процессе перевозки. Важно беречь конструкции от любых механических повреждений.
Уважаемые покупатели! Сайт носит информационный характер. Указанные на сайте информация не являются публичной офертой (ст.435 ГК РФ). Стоимость и наличие товара просьба уточнять в офисе продаж или по телефону 8 (800) 500-22-52
kras.tdajbi.ru
ПНТ 1 т по стандарту: Серия 3.019.1-1
Плиты покрытия ПНТ 1 т железобетонные изделия прямоугольной формы. Конструкция отличается гладкостью и ровностью поверхностей. Для удобства транспортировки и монтажа в теле элемента присутствуют две подъемные петли.
Высокопрочные плиты покрытия широко применяются при строительстве зданий и сооружений различного назначения. Они опираются на стены или специальные балки и обеспечивают перекрытие кровли в строящихся объектах. Стыки плит заполняются цементным раствором для обеспечения герметичности. Элементы отличаются долговечностью и простотой монтажа, что в значительной степени экономит временные ресурсы на строительство различных объектов. Изделия разрабатывались с учетом рекомендаций СНиП II-26-76 и СНиП III-16-79.
Расшифровка маркировки
На торцевой поверхности конструкций наносятся маркировки. Они специально разработаны для упрощения поиска необходимых по типовому проекту изделий на складских территориях. Обозначения состоят из цифр и букв. Маркировка
1. ПНТ тип конструкции плита покрытия;
2. 1 порядковый номер типоразмера элемента;
3. т тяжелый бетон.
Дополнительно кроме маркировочного обозначения на поверхности конструкций могут проставляться дата изготовления, масса, информация о производителе и штамп отдела технического контроля.
Материалы и производство
Процесс производства железобетонных плит покрытия ПНТ 1 т прописан в нормативном документе Серии 3.019.1-1. Согласно требованиям регламента в качестве главного компонента для изготовления конструкций следует использовать тяжелый бетон марки М200 по прочности на сжатие. Исходя из климатических и эксплуатационных особенностей региона строительства, подбираются марки бетона по морозостойкости и водонепроницаемости. Слой бетонной смеси до низа рабочей арматуры составляет 10 мм.
Высокая прочность изделий достигается применением арматурных сеток. Между сетками присутствуют поддерживающие прутки из проволоки класса B-I по ГОСТ 6727-53 диаметром 4 мм. Сетки производятся из горячекатаной стержневой стали класса AIII по ГОСТ 5781-75 диаметром 6 мм. Для изготовления монтажных петель используется гладкая арматурная сталь класса AI диаметром 6 мм. Все металлические части покрываются антикоррозионными составами в соответствии со СНиП II-28-73.
Контрольные испытания на прочность должны проводиться методами, прописанными ГОСТ 8829-77. Прошедшие проверку конструкции снабжаются необходимой документацией, подтверждающей высокое качество физико-химических и эксплуатационных характеристик. Изделия с оголенным армированием, сколами и трещинами отбраковываются и не допускаются к отгрузке.
Транспортировка и хранение
При реализации процедур транспортировки и хранения плит покрытия следует безукоризненно соблюдать требования и рекомендации правил и норм по технике безопасности, прописанных в СНиП III-A.11-70. Укладка элементов должна производиться на выровненное основание с обязательным использованием деревянных опор, препятствующих соприкосновению с грунтом. Между рядами обязательно наличие инвентарных досок, толщиной, превышающей на 2 см величину выступающих частей.
Погрузку и разгрузку необходимо осуществлять с применением специализированной техники и оборудования(траверс), обеспечивающего горизонтальное положение конструкций. В кузове автотранспортного средства необходимо надежно фиксировать элементы для защиты от смещений в процессе перевозки. Важно беречь конструкции от любых механических повреждений.
Уважаемые покупатели! Сайт носит информационный характер. Указанные на сайте информация не являются публичной офертой (ст.435 ГК РФ). Стоимость и наличие товара просьба уточнять в офисе продаж или по телефону 8 (800) 500-22-52
tdajbi.ru
ПНТ 1 т по стандарту: Серия 3.019.1-1
Плиты покрытия ПНТ 1 т железобетонные изделия прямоугольной формы. Конструкция отличается гладкостью и ровностью поверхностей. Для удобства транспортировки и монтажа в теле элемента присутствуют две подъемные петли.
Высокопрочные плиты покрытия широко применяются при строительстве зданий и сооружений различного назначения. Они опираются на стены или специальные балки и обеспечивают перекрытие кровли в строящихся объектах. Стыки плит заполняются цементным раствором для обеспечения герметичности. Элементы отличаются долговечностью и простотой монтажа, что в значительной степени экономит временные ресурсы на строительство различных объектов. Изделия разрабатывались с учетом рекомендаций СНиП II-26-76 и СНиП III-16-79.
Расшифровка маркировки
На торцевой поверхности конструкций наносятся маркировки. Они специально разработаны для упрощения поиска необходимых по типовому проекту изделий на складских территориях. Обозначения состоят из цифр и букв. Маркировка ПНТ 1 т имеет следующую расшифровку:
1. ПНТ тип конструкции плита покрытия;
2. 1 порядковый номер типоразмера элемента;
3. т тяжелый бетон.
Дополнительно кроме маркировочного обозначения на поверхности конструкций могут проставляться дата изготовления, масса, информация о производителе и штамп отдела технического контроля.
Материалы и производство
Процесс производства железобетонных плит покрытия ПНТ 1 т прописан в нормативном документе Серии 3.019.1-1. Согласно требованиям регламента в качестве главного компонента для изготовления конструкций следует использовать тяжелый бетон марки М200 по прочности на сжатие. Исходя из климатических и эксплуатационных особенностей региона строительства, подбираются марки бетона по морозостойкости и водонепроницаемости. Слой бетонной смеси до низа рабочей арматуры составляет 10 мм.
Высокая прочность изделий достигается применением арматурных сеток. Между сетками присутствуют поддерживающие прутки из проволоки класса B-I по ГОСТ 6727-53 диаметром 4 мм. Сетки производятся из горячекатаной стержневой стали класса AIII по ГОСТ 5781-75 диаметром 6 мм. Для изготовления монтажных петель используется гладкая арматурная сталь класса AI диаметром 6 мм. Все металлические части покрываются антикоррозионными составами в соответствии со СНиП II-28-73.
Контрольные испытания на прочность должны проводиться методами, прописанными ГОСТ 8829-77. Прошедшие проверку конструкции снабжаются необходимой документацией, подтверждающей высокое качество физико-химических и эксплуатационных характеристик. Изделия с оголенным армированием, сколами и трещинами отбраковываются и не допускаются к отгрузке.
Транспортировка и хранение
При реализации процедур транспортировки и хранения плит покрытия следует безукоризненно соблюдать требования и рекомендации правил и норм по технике безопасности, прописанных в СНиП III-A.11-70. Укладка элементов должна производиться на выровненное основание с обязательным использованием деревянных опор, препятствующих соприкосновению с грунтом. Между рядами обязательно наличие инвентарных досок, толщиной, превышающей на 2 см величину выступающих частей.
Погрузку и разгрузку необходимо осуществлять с применением специализированной техники и оборудования(траверс), обеспечивающего горизонтальное положение конструкций. В кузове автотранспортного средства необходимо надежно фиксировать элементы для защиты от смещений в процессе перевозки. Важно беречь конструкции от любых механических повреждений.
Уважаемые покупатели! Сайт носит информационный характер. Указанные на сайте информация не являются публичной офертой (ст.435 ГК РФ). Стоимость и наличие товара просьба уточнять в офисе продаж или по телефону 8 (800) 500-22-52
amur.tdajbi.ru
ПНТ 1 т по стандарту: Серия 3.019.1-1
Плиты покрытия ПНТ 1 т железобетонные изделия прямоугольной формы. Конструкция отличается гладкостью и ровностью поверхностей. Для удобства транспортировки и монтажа в теле элемента присутствуют две подъемные петли.
Высокопрочные плиты покрытия широко применяются при строительстве зданий и сооружений различного назначения. Они опираются на стены или специальные балки и обеспечивают перекрытие кровли в строящихся объектах. Стыки плит заполняются цементным раствором для обеспечения герметичности. Элементы отличаются долговечностью и простотой монтажа, что в значительной степени экономит временные ресурсы на строительство различных объектов. Изделия разрабатывались с учетом рекомендаций СНиП II-26-76 и СНиП III-16-79.
Расшифровка маркировки
На торцевой поверхности конструкций наносятся маркировки. Они специально разработаны для упрощения поиска необходимых по типовому проекту изделий на складских территориях. Обозначения состоят из цифр и букв. Маркировка ПНТ 1 т имеет следующую расшифровку:
1. ПНТ тип конструкции плита покрытия;
2. 1 порядковый номер типоразмера элемента;
3. т тяжелый бетон.
Дополнительно кроме маркировочного обозначения на поверхности конструкций могут проставляться дата изготовления, масса, информация о производителе и штамп отдела технического контроля.
Материалы и производство
Процесс производства железобетонных плит покрытия ПНТ 1 т прописан в нормативном документе Серии 3.019.1-1. Согласно требованиям регламента в качестве главного компонента для изготовления конструкций следует использовать тяжелый бетон марки М200 по прочности на сжатие. Исходя из климатических и эксплуатационных особенностей региона строительства, подбираются марки бетона по морозостойкости и водонепроницаемости. Слой бетонной смеси до низа рабочей арматуры составляет 10 мм.
Высокая прочность изделий достигается применением арматурных сеток. Между сетками присутствуют поддерживающие прутки из проволоки класса B-I по ГОСТ 6727-53 диаметром 4 мм. Сетки производятся из горячекатаной стержневой стали класса AIII по ГОСТ 5781-75 диаметром 6 мм. Для изготовления монтажных петель используется гладкая арматурная сталь класса AI диаметром 6 мм. Все металлические части покрываются антикоррозионными составами в соответствии со СНиП II-28-73.
Контрольные испытания на прочность должны проводиться методами, прописанными ГОСТ 8829-77. Прошедшие проверку конструкции снабжаются необходимой документацией, подтверждающей высокое качество физико-химических и эксплуатационных характеристик. Изделия с оголенным армированием, сколами и трещинами отбраковываются и не допускаются к отгрузке.
Транспортировка и хранение
При реализации процедур транспортировки и хранения плит покрытия следует безукоризненно соблюдать требования и рекомендации правил и норм по технике безопасности, прописанных в СНиП III-A.11-70. Укладка элементов должна производиться на выровненное основание с обязательным использованием деревянных опор, препятствующих соприкосновению с грунтом. Между рядами обязательно наличие инвентарных досок, толщиной, превышающей на 2 см величину выступающих частей.
Погрузку и разгрузку необходимо осуществлять с применением специализированной техники и оборудования(траверс), обеспечивающего горизонтальное положение конструкций. В кузове автотранспортного средства необходимо надежно фиксировать элементы для защиты от смещений в процессе перевозки. Важно беречь конструкции от любых механических повреждений.
Уважаемые покупатели! Сайт носит информационный характер. Указанные на сайте информация не являются публичной офертой (ст.435 ГК РФ). Стоимость и наличие товара просьба уточнять в офисе продаж или по телефону 8 (800) 500-22-52
spb.tdajbi.ru
ПНТ 1 т по стандарту: Серия 3.019.1-1
Плиты покрытия ПНТ 1 т железобетонные изделия прямоугольной формы. Конструкция отличается гладкостью и ровностью поверхностей. Для удобства транспортировки и монтажа в теле элемента присутствуют две подъемные петли.
Высокопрочные плиты покрытия широко применяются при строительстве зданий и сооружений различного назначения. Они опираются на стены или специальные балки и обеспечивают перекрытие кровли в строящихся объектах. Стыки плит заполняются цементным раствором для обеспечения герметичности. Элементы отличаются долговечностью и простотой монтажа, что в значительной степени экономит временные ресурсы на строительство различных объектов. Изделия разрабатывались с учетом рекомендаций СНиП II-26-76 и СНиП III-16-79.
Расшифровка маркировки
На торцевой поверхности конструкций наносятся маркировки. Они специально разработаны для упрощения поиска необходимых по типовому проекту изделий на складских территориях. Обозначения состоят из цифр и букв. Маркировка ПНТ 1 т имеет следующую расшифровку:
1. ПНТ тип конструкции плита покрытия;
2. 1 порядковый номер типоразмера элемента;
3. т тяжелый бетон.
Дополнительно кроме маркировочного обозначения на поверхности конструкций могут проставляться дата изготовления, масса, информация о производителе и штамп отдела технического контроля.
Материалы и производство
Процесс производства железобетонных плит покрытия ПНТ 1 т прописан в нормативном документе Серии 3.019.1-1. Согласно требованиям регламента в качестве главного компонента для изготовления конструкций следует использовать тяжелый бетон марки М200 по прочности на сжатие. Исходя из климатических и эксплуатационных особенностей региона строительства, подбираются марки бетона по морозостойкости и водонепроницаемости. Слой бетонной смеси до низа рабочей арматуры составляет 10 мм.
Высокая прочность изделий достигается применением арматурных сеток. Между сетками присутствуют поддерживающие прутки из проволоки класса B-I по ГОСТ 6727-53 диаметром 4 мм. Сетки производятся из горячекатаной стержневой стали класса AIII по ГОСТ 5781-75 диаметром 6 мм. Для изготовления монтажных петель используется гладкая арматурная сталь класса AI диаметром 6 мм. Все металлические части покрываются антикоррозионными составами в соответствии со СНиП II-28-73.
Контрольные испытания на прочность должны проводиться методами, прописанными ГОСТ 8829-77. Прошедшие проверку конструкции снабжаются необходимой документацией, подтверждающей высокое качество физико-химических и эксплуатационных характеристик. Изделия с оголенным армированием, сколами и трещинами отбраковываются и не допускаются к отгрузке.
Транспортировка и хранение
При реализации процедур транспортировки и хранения плит покрытия следует безукоризненно соблюдать требования и рекомендации правил и норм по технике безопасности, прописанных в СНиП III-A.11-70. Укладка элементов должна производиться на выровненное основание с обязательным использованием деревянных опор, препятствующих соприкосновению с грунтом. Между рядами обязательно наличие инвентарных досок, толщиной, превышающей на 2 см величину выступающих частей.
Погрузку и разгрузку необходимо осуществлять с применением специализированной техники и оборудования(траверс), обеспечивающего горизонтальное положение конструкций. В кузове автотранспортного средства необходимо надежно фиксировать элементы для защиты от смещений в процессе перевозки. Важно беречь конструкции от любых механических повреждений.
Уважаемые покупатели! Сайт носит информационный характер. Указанные на сайте информация не являются публичной офертой (ст.435 ГК РФ). Стоимость и наличие товара просьба уточнять в офисе продаж или по телефону 8 (800) 500-22-52
e-burg.tdajbi.ru
ПНТ 1 т по стандарту: Серия 3.019.1-1
Плиты покрытия ПНТ 1 т железобетонные изделия прямоугольной формы. Конструкция отличается гладкостью и ровностью поверхностей. Для удобства транспортировки и монтажа в теле элемента присутствуют две подъемные петли.
Высокопрочные плиты покрытия широко применяются при строительстве зданий и сооружений различного назначения. Они опираются на стены или специальные балки и обеспечивают перекрытие кровли в строящихся объектах. Стыки плит заполняются цементным раствором для обеспечения герметичности. Элементы отличаются долговечностью и простотой монтажа, что в значительной степени экономит временные ресурсы на строительство различных объектов. Изделия разрабатывались с учетом рекомендаций СНиП II-26-76 и СНиП III-16-79.
Расшифровка маркировки
На торцевой поверхности конструкций наносятся маркировки. Они специально разработаны для упрощения поиска необходимых по типовому проекту изделий на складских территориях. Обозначения состоят из цифр и букв. Маркировка ПНТ 1 т имеет следующую расшифровку:
1. ПНТ тип конструкции плита покрытия;
2. 1 порядковый номер типоразмера элемента;
3. т тяжелый бетон.
Дополнительно кроме маркировочного обозначения на поверхности конструкций могут проставляться дата изготовления, масса, информация о производителе и штамп отдела технического контроля.
Материалы и производство
Процесс производства железобетонных плит покрытия ПНТ 1 т прописан в нормативном документе Серии 3.019.1-1. Согласно требованиям регламента в качестве главного компонента для изготовления конструкций следует использовать тяжелый бетон марки М200 по прочности на сжатие. Исходя из климатических и эксплуатационных особенностей региона строительства, подбираются марки бетона по морозостойкости и водонепроницаемости. Слой бетонной смеси до низа рабочей арматуры составляет 10 мм.
Высокая прочность изделий достигается применением арматурных сеток. Между сетками присутствуют поддерживающие прутки из проволоки класса B-I по ГОСТ 6727-53 диаметром 4 мм. Сетки производятся из горячекатаной стержневой стали класса AIII по ГОСТ 5781-75 диаметром 6 мм. Для изготовления монтажных петель используется гладкая арматурная сталь класса AI диаметром 6 мм. Все металлические части покрываются антикоррозионными составами в соответствии со СНиП II-28-73.
Контрольные испытания на прочность должны проводиться методами, прописанными ГОСТ 8829-77. Прошедшие проверку конструкции снабжаются необходимой документацией, подтверждающей высокое качество физико-химических и эксплуатационных характеристик. Изделия с оголенным армированием, сколами и трещинами отбраковываются и не допускаются к отгрузке.
Транспортировка и хранение
При реализации процедур транспортировки и хранения плит покрытия следует безукоризненно соблюдать требования и рекомендации правил и норм по технике безопасности, прописанных в СНиП III-A.11-70. Укладка элементов должна производиться на выровненное основание с обязательным использованием деревянных опор, препятствующих соприкосновению с грунтом. Между рядами обязательно наличие инвентарных досок, толщиной, превышающей на 2 см величину выступающих частей.
Погрузку и разгрузку необходимо осуществлять с применением специализированной техники и оборудования(траверс), обеспечивающего горизонтальное положение конструкций. В кузове автотранспортного средства необходимо надежно фиксировать элементы для защиты от смещений в процессе перевозки. Важно беречь конструкции от любых механических повреждений.
Уважаемые покупатели! Сайт носит информационный характер. Указанные на сайте информация не являются публичной офертой (ст.435 ГК РФ). Стоимость и наличие товара просьба уточнять в офисе продаж или по телефону 8 (800) 500-22-52
rostov.tdajbi.ru