Почему сварочный аппарат не варит: Инвертор гудит, но не варит
alexxlab | 29.05.2023 | 0 | Разное
Инвертор гудит, но не варит
Сварка Пайка | 🕮 Оборудование | 0 Комментариев| 👁 9 прочитали
Содержание:
Инвертор гудит, но не варит — что делать?Инвертор для сварки — достаточно сложная техника, которая требует бережного отношения. Сварочный инвертор нельзя подвергать ударам, перегреву либо переохлаждению. В результате этого проводники, расположенные внутри устройства, могут выйти из строя.
Другое дело сварочный трансформатор, который не боится практически ничего. Однако трансформаторы для сварки уже почти вышли из моды, и их мало кто использует. Всё большее предпочтение отдаётся именно легким, небольшим и очень удобным в работе сварочным инверторам.
В данной статье будет рассказано о примитивной поломке инвертора, которая, тем не менее, может стать причиной недоумения у начинающих сварщиков.
Инвертор гудит, но не варит — что может быть?
Итак, самая распространённая проблема сварочных инверторов, это перегрев и отсутствие дуги (контакта). С перегревом все понятно. В данном случае инвертор уходит в защиту, и ему нужно дать время на то, чтобы остыть.
Но что делать с отсутствием сварочной дуги? Почему инвертор гудит, но отказывается варить?
Самой частой причиной этому является повреждение кабеля держателя или массы. Соответственно, нет контакта, нет сварки. Причём кабель отламывается, как правило, у держателя электродов, прямо под изоляцией.
Таким образом заметить повреждение невозможно, но оно есть, и достаточно просто немного потянуть кабель на себя. Всё это вносит путаницу и определённые сложности в поиске неисправности. Инвертор вроде бы работает, но не варит.
Ремонт держака и замена кабеля
Чтобы отремонтировать держак, достаточно открутить прижимные болты. После этого необходимо избавиться от старого куска кабеля, зачистить конец нового и надежно обжать его болтами.
После этого необходимо избавиться от старого куска кабеля, зачистить конец нового и надежно обжать его болтами.
Кстати, многие сразу же хотят поменять старые сварочные кабели, но не знают, какие именно выбрать. Кабель для сварочного аппарата должен быть прочными, чтобы противостоять ударам и механически повреждениям. Также он должен быть устойчивым к агрессивным химическим средам.
Лучше выбирать такие сварочные кабеля, которые будут способны выдерживать неоднократное сматывание и разматывание. Кроме этого, сечение кабеля должно быть подобрано правильно, чтобы выдержать токовую нагрузку сварочного инвертора.
Маркировка сварочного кабеля осуществляется буквами и цифрами. КС — кабель сварочный. Т — устойчивый к повышенным температурам. КХ — к холоду. Работать с таким кабелем можно при температуре -60 градусов.
Кроме того, сечение сварочных кабелей нужно подбирать таким образом, чтобы кабеля выдержали нагрузку:
- Для сварочных инверторов на 100А сечение кабеля должно быть не менее 6 мм²;
- Для сварочных инверторов более 100А, сечение кабеля должно быть не менее 10 мм².

Наиболее востребованным сечением сварочных кабелей является сечение 16-25 мм. Такой кабель способен выдерживать сварочный ток более 180-200 Ампер.
Что ломается в сварочный инвертор?
Сварочный аппарат включается, но не варит
Наиболее вероятная причина состоит в том, что аппарат перегрелся. Об этом речь пойдет ниже. Еще одной из причин может быть неисправность кабелей. Стоит попробовать подключать новые магистрали и снова попытаться извлечь сварочную дугу.
Проблема возникает по нескольким причинам: В процессе сварки понизилось напряжение. Ухудшился контакт электрода с поверхностью свариваемой детали в результате сильного окисления (в сварочную зону поступает кислород). В этом случае процесс необходимо остановить, дождаться охлаждения металла и зачистить зону от оксидной плёнки. Сечение кабеля не соответствует мощности сварочника (меньше необходимого).
Содержание
Что ломается в сварочный инвертор?
Основные виды поломок сварочных инверторов
Его причиной чаще всего является пробой конденсаторов, замыкание витков катушек трансформатора или проводов. От окончательного выхода из строя устройство спасает вовремя срабатывающая защита, которая его отключает.
От окончательного выхода из строя устройство спасает вовремя срабатывающая защита, которая его отключает.
Можно выделить несколько наиболее часто встречающихся видов поломок инверторных сварочных аппаратов: Самопроизвольное отключение аппарата. Его причиной чаще всего является пробой конденсаторов, замыкание витков катушек трансформатора или проводов. От окончательного выхода из строя устройство спасает вовремя срабатывающая защита, которая его отключает.
Какое осциллограф лучше купить для ремонта сварочных инверторов?
Осцилограф С1-72 – предназначен для контроля формы сигнала и его параметров на затворах выходных транзисторов и ШИМ в сварочных инверторах.
Как регулировать ток сварочного инвертора?
Обычно применяется два способа регулирования: по среднему значению тока нагрузки или по мгновенному (импульсному) значению тока силового транзистора либо первичной обмотки силового трансформатора, то есть по мгновенному значению тока нагрузки, приведенному к первичной обмотке.
Регулировка осуществляется за счет изменения угла открытия тиристора и действующего значения напряжения.
Инверторные. Современные электронные аппараты индивидуального использования. Ток регулируется ручками управления или кнопками, расположенными на передней панели. Изменение магнитного потока. Данный способ управления используется в трансформаторных аппаратах сварки.
Как измерить ток инвертора?
Как в домашних условиях можно измерить ток на выходе сварочного инвертора? Здесь все просто и можно воспользоваться специальными клещами или так называемым датчиком Холла. Однако самым действенным способом замерять параметры сварочного тока на выходе из инвертора, является использование мощного амперметра.
Самый простой способ измерить ток сварочного аппарата, это использовать специальные клещи для замеров. Принцип работы данных клещей основан на действии катушек индуктивности. Однако такой способ измерить ампераж аппарата для сварки подходит только в том случае, если он выдаёт «переменку».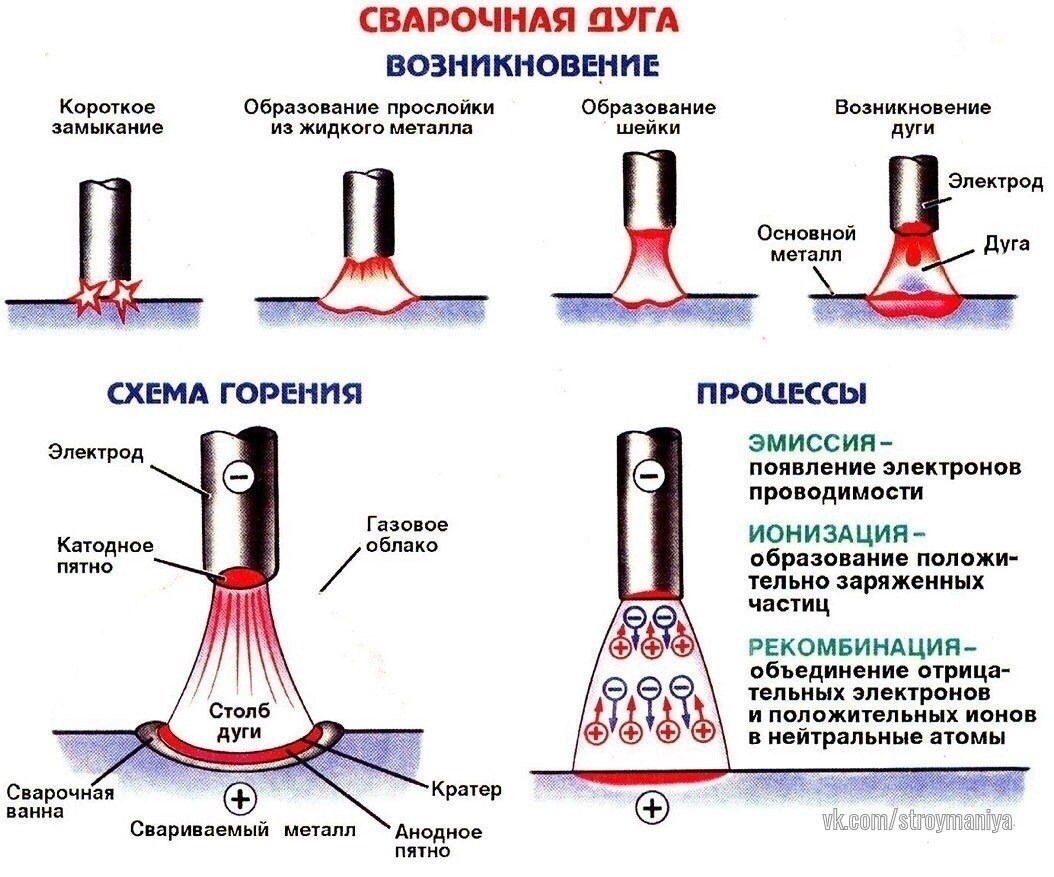 Для измерения сварочного тока в инверторах необходимо использовать амперметр, который подключается через шунт.
Для измерения сварочного тока в инверторах необходимо использовать амперметр, который подключается через шунт.
Почему электрод прилипает?
Низкокачественные электроды – распространенная причина их прилипания к металлическому основанию. Неправильная установка силы тока и других параметров. Если вы неправильно определили диаметр шва, соответственно, и самого электрода, установили недостающую силу тока, это может отразиться на качестве сварочного процесса.
Есть 7 причин того, почему электрод прилипает к металлу при сварке:
Сырость
Низкое качество
Неграмотные настройки
Загрязненная поверхность
Малая сила тока
Сбои в электросети
Неправильное удержание электрода
Какой ток потребляет Сварочный инвертор из сети?
Сварочные инверторы, которые генерируют на выходе 160 Ампер, имеют максимальное потребление (мощность) – 5-5,5 кВт. Если аппарат способен выдать около 200 Ампер, он максимально будет потреблять 6,5 – 7 кВт При 250 Амперах – максимальная мощность потребления инвертором составит 8,5 – 9 кВт.
Аппараты профессионального класса способны работать без перерыва на протяжении суток. Их сварочный ток может достигать 500 ампер. Это значит, что потребляемая мощность сварочного инвертора подобного типа будет наибольшей. Все бытовые, некоторые полупрофессиональные и профессиональные аппараты способны питаться от сети 220 вольт. В то же время не стоит забывать, что ток электросети не может превышать 160 ампер.
Какая частота тока в сварочном инверторе?
Принцип работы сварочного инвертора
Из сети электропитания переменный ток (с частотой 50-60 Гц) попадая в инвертор (на сетевой выпрямитель) преобразуется в постоянный, другими словами его частота выравнивается (задается строгое направление движения частицам в потоке, и убираются их колебания).
В результате образуется постоянный ток, который инвертором преобразуется в переменный с частотой 20-50 кГц. На сегодняшний день существуют технологии, с помощью которых можно получить ток частотой 100 кГц.
Какое напряжение на выходе сварочного аппарата?
Среди характеристик сварочных инверторов есть несколько важных показателей. Это напряжение питающей электросети (220 или 380 Вольт), диапазон выдаваемого тока (от 10 до 600 Ампер), имеющиеся функции, вес и габариты аппарата, а также напряжение холостого хода.
Это напряжение питающей электросети (220 или 380 Вольт), диапазон выдаваемого тока (от 10 до 600 Ампер), имеющиеся функции, вес и габариты аппарата, а также напряжение холостого хода.
Напряжение между плюсовым и минусовым электродом в момент до зажигания сварочной дуги — от 15 до 90 вольт.
Какой мощности должен быть генератор для сварки?
К примеру, если у вашего сварочного аппарата максимальная сила тока равняется 180 Ампер, то примерно его мощность равна: 180А*25В/0,85=5294 Вт, а значит, в данном случае, для генератора оптимальным значением будет мощность 5294 Вт + 25% запаса = 6617,5 Вт или если перевести в кВт – 6,6 кВт.
Выбирая, какой генератор подходит для сварки, кроме вышеперечисленных основных характеристик учитывайте дополнительные:
диапазон сварочного тока – от 40 до 400 ампер
максимальный сварочный ток – от 140 до 400 ампер
номинальная мощность – от 2 до 10 кВт
количество фаз – 1 (220 вольт) или 3 (380 вольт)
тип стартера для запуска генератора (ручной, автоматический)
тип розеток и их количество
время работы без дозаправки – от 2 до 9 часов
Какое напряжение должно быть на полуавтомате?
Минимальное напряжение 14. 5 В. Ток 200А, проволка 0.8 мм.
5 В. Ток 200А, проволка 0.8 мм.
13-24в
Тем не менее, рабочее напряжение должно быть 13-24в , это для тока до 160А и желательно плавная регулировка.
Сколько весит сварочный аппарат кг?
Максимальный диаметр электрода 3,2 – 4; Вес аппарата 4,5 кг.
Что такое инверторные источники питания?
Инверторный источник сварочного тока (ИИСТ, Инверторный сварочный аппарат, Cварочный инвертор) — один из современных видов источника питания сварочной дуги.
Силовой инвертор, или инвертор, – это силовое электронное устройство или схема, которая изменяет постоянный ток (DC) на переменный ток (AC). Результирующая частота переменного тока зависит от конкретного используемого устройства. Инверторы делают противоположное “конвертерам”, которые первоначально были большими электромеханическими устройствами, преобразующими переменный ток в постоянный.
Сколько вольт и ампер в сварочном аппарате?
Напряжение питания – некоторые модели могут работать как от бытовой сети в 220 Вольт, так и от промышленной, с напряжением тока 380 Вольт. Соответственно, все сварочные аппараты разделяются по данной характеристике на однофазные (220В) и трехфазные (220/380В).
Соответственно, все сварочные аппараты разделяются по данной характеристике на однофазные (220В) и трехфазные (220/380В).
Среди характеристик сварочных инверторов есть несколько важных показателей. Это напряжение питающей электросети (220 или 380 Вольт), диапазон выдаваемого тока (от 10 до 600 Ампер), имеющиеся функции, вес и габариты аппарата, а также напряжение холостого хода.
Как правильно выбрать сварочный аппарат?
Чтобы решить, какой выбрать сварочный аппарат, нужно обратить внимание на показатель максимального значения сварочного тока. От его величины будет зависеть то, какие электроды подойдут для работы, а, следовательно, какие по толщине металлические заготовки можно будет сваривать.
Перед тем как выбрать сварочный аппарат для дома, определитесь со следующими моментами:
тип, напряжение и мощность источника питания
температурные условия в месте применения
вид свариваемых материалов
толщина изделий
качество шва
необходимость перемещения аппарата
допустимый объем затрат на оборудование и расходные материалы
Почему отключается инвертор?
Причиной этой проблемы могут быть: замыкание в обмотках трансформатора, неисправность диодов, ослабление контактов, низкое напряжение питающей сети, ошибка в выборе режима работы сварочного аппарата. Сварочный трансформатор или инвертор перегревается, включается лампочка перегрева и аппарат самопроизвольно отключается.
Сварочный трансформатор или инвертор перегревается, включается лампочка перегрева и аппарат самопроизвольно отключается.
Причины самопроизвольного выключения сварочного инвертора: Перегрев инвертора. Короткое замыкание (КЗ). Неисправен дежурный блок питания. Сбой работы управляющей платы. Перегрев сварочного аппарата. Выход из строя системы охлаждения происходит из-за не обслуживания, аппарат стоял на земле и набирал в себя пыль, песок, металлическую стружку. Попадание грязи в корпус инвертора приводит к перегреву, так же может привести к КЗ силовой части.
Какое напряжение должно быть на выходе сварочного инвертора?
Ответ: Среди характеристик сварочных инверторов есть несколько важных показателей. Это напряжение питающей электросети (220 или 380 Вольт), диапазон выдаваемого тока (от 10 до 600 Ампер), имеющиеся функции, вес и габариты аппарата, а также напряжение холостого хода.
Напряжение холостого хода сварочного инвертора – это напряжение между положительным и отрицательным выходными контактами устройства при отсутствии дуги. У сварочного инвертора в исправном состоянии оно должно находиться в пределах, указанных в инструкции производителя. Обычно это напряжение от 40 В до 90 В. Такой номинал обеспечивает легкое зажигание дуги при сварке металла.
У сварочного инвертора в исправном состоянии оно должно находиться в пределах, указанных в инструкции производителя. Обычно это напряжение от 40 В до 90 В. Такой номинал обеспечивает легкое зажигание дуги при сварке металла.
Какой вольтаж на сварке?
Напряжение питания – некоторые модели могут работать как от бытовой сети в 220 Вольт, так и от промышленной, с напряжением тока 380 Вольт. Соответственно, все сварочные аппараты разделяются по данной характеристике на однофазные (220В) и трехфазные (220/380В).
Напряжение сварочной дуги в ручной дуговой сварке колеблется от 15 до 30 Вольт. При этом при замене электрода напряжение дуги может кратковременно возрастать до 70 Вольт.
Что означают буквы на сварочном инверторе?
A – защита от проникновения рук; B – защита от проникновения пальцев; C – защита от проникновения инструментов; D – защита от проникновения провода.
Вторая буква — вид сварки (Д —дуговая, П — плазменная), третья — способ сварки (Г — в защитных газах, Ф — под флюсом, У — универсальные источники), отсутствие третьей буквы обозначает ручную дуговую сварку штучными электродами.
Какое напряжение нужно для сварки?
Ток сварки для электрода 3 мм
Сварочное напряжение для расходников диаметром 3 мм. должно находится в границах от 65 до 130 А. Перед осуществлением работ рекомендуется выставлять среднее значение — 80-90 А. Во время проведения сварочного процесса это поможет определить какой ток для сварки электродом 3мм.
Для розжига дуги требуется повышенное (от 1,5 до 2раз) напряжение. Стандартами регламентировано максимальное напряжение сварки в 80В для переменного и 90В для постоянного тока, что в большинстве случаев является даже излишним. Но если у выбранной модели напряжение холостого хода ниже 40-50В, розжиг дуги может оказаться сопряжен с некоторыми трудностями.
Сколько ампер на 1 мм электрода?
Таблица 1.1
| Примерное соотношение толщины металла, диаметра электрода и сварочного тока | ||
|---|---|---|
| Толщина металла, мм | 0,5 | 16 |
| Диаметр электрода, мм | 1 | 6-8 |
| Сварочный ток, А | 10-20 | 200-350 |
Для каждого диаметра электродов есть и свой ток. Вот все основные диаметры электродов и ток, который нужен для должного сваривания:
Вот все основные диаметры электродов и ток, который нужен для должного сваривания:
1,6 миллиметра – 35 – 60 Ампер
2,0 миллиметра – 30 – 80 Ампер
2,5 миллиметра – 50 – 110 Ампер
3,0 миллиметра – 70 – 130 Ампер
3,2 миллиметра – 80 – 140 Ампер
4,0 миллиметра – 110 – 170 Ампер
5,0 миллиметра – 150 – 220 Ампер
Какой ток для электрода 4 мм?
Выбор силы тока: простое объяснение
Универсальное значение для 3 мм – 80 Ампер. Если у вас электрод диаметром 4 мм, тогда на аппарате устанавливаем значение от 120 до 200 Ампер.
Примерная схема выбора тока по диаметру электрода следующая:
1,6 мм – 35-60A
2 мм – 30-80А
2,5 мм – 50-110А
3 мм – 70-130А
4 мм – 110-170А
5 мм – 150-220А
6-8 мм – 200-350А
Сколько ампер в сварочном аппарате?
Большинство таких аппаратов имеют реальную рабочую силу тока от 140 до 180 Ампер. А порой, встречаются инверторы с током и в 120 Ампер, на корпусе которых гордо указана цифра – 250.
Рекомендуемый сварочный ток, А 20–60 50–90 60–100 80–120 110–150 140–180 180–220 220–260. Если вы не будете никогда работать с металлом толщиной в 10–15 миллиметров, то нет смысла покупать аппараты со сварочным током в 200 и более ампер.
Напряжение холостого хода — разница в вольтах между анодом и катодом без дуги. Чем больше, тем проще создать электрическую дугу.
Влияние напряжения на качество сварки
Напряжение является одной из наиболее важных переменных в процедуре сварки. Это также тот, который иногда неправильно понимают. Вы можете спросить пятерых сварщиков, какое влияние оказывает напряжение на сварной шов, и вы можете получить пять разных ответов. Это потому, что напряжение может делать много вещей, хороших и плохих. Понимание влияния напряжения на сварной шов очень важно и может помочь быстрее устранять проблемы со сваркой.
Напряжение напрямую влияет на тепловложение. По мере роста напряжения увеличивается тепловыделение. Погонная энергия может быть чрезвычайно важна при сварке материалов, физические и механические свойства которых могут быть затронуты ею. В некоторых случаях мы хотим, чтобы высокое тепловложение замедлило скорость охлаждения и предотвратило охрупчивание. В других случаях мы хотим, чтобы низкое тепловложение увеличило скорость охлаждения и предотвратило растрескивание из-за повышенной чувствительности.
Погонная энергия может быть чрезвычайно важна при сварке материалов, физические и механические свойства которых могут быть затронуты ею. В некоторых случаях мы хотим, чтобы высокое тепловложение замедлило скорость охлаждения и предотвратило охрупчивание. В других случаях мы хотим, чтобы низкое тепловложение увеличило скорость охлаждения и предотвратило растрескивание из-за повышенной чувствительности.
Многие сварщики и другие специалисты в области сварки скажут вам, что напряжение контролирует проникновение и что чем выше напряжение, тем глубже проникновение. Это неверно.
Напряжение, установленное в правильном диапазоне, мало влияет на проникновение. В этом диапазоне чем выше напряжение, тем ниже проникновение. Да, Вы прочли это правильно. Более высокое напряжение снижает проникновение. Тем не менее, мы часто слышим, что для более глубокого проплавления нужно сваривать «горячее», а это обычно означает более высокое напряжение. Более высокое напряжение расширяет дугу и наплавляет более широкий валик.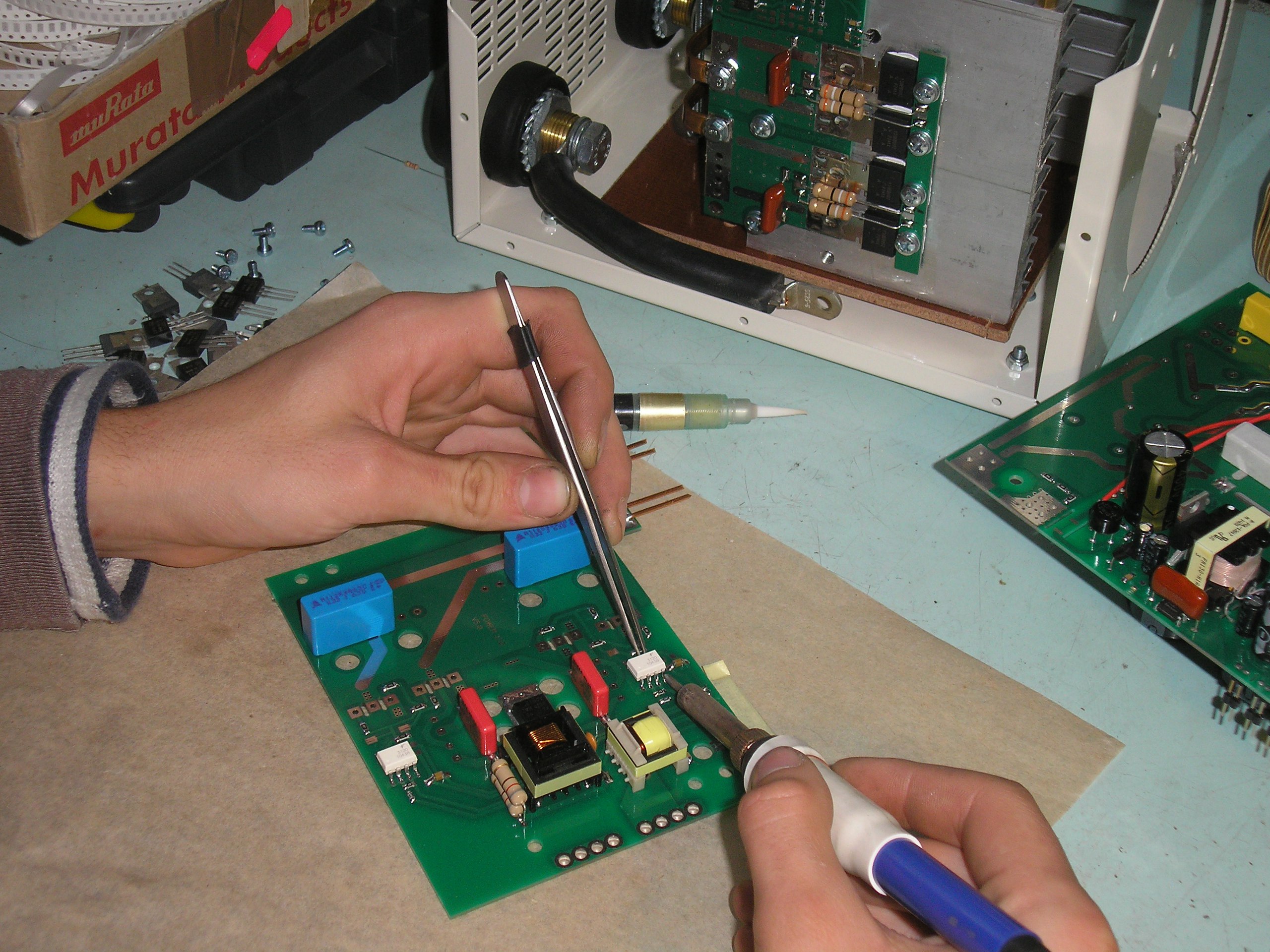
Основной целью напряжения является подача достаточной энергии дуге для обеспечения надлежащего переноса металла при коротком замыкании, шаровидном или струйном переносе. В процессе сварки постоянным напряжением, в основном во всех процессах с проволокой, мы устанавливаем напряжение, которое источник питания должен поддерживать во время сварки. Если расстояние от контактного наконечника до изделия увеличивается, наше напряжение теоретически должно увеличиваться по мере увеличения длины дуги, но источник питания поддерживает желаемое напряжение за счет изменения силы тока.
Все эти сварные швы были выполнены с использованием проволоки ER70S-6 диаметром 0,045 дюйма в защитном газе 90 % аргона/10 % двуокиси углерода при скорости подачи проволоки 375 дюймов в минуту. Единственная разница была в напряжении.
Единственная разница была в напряжении.
Как видите, напряжение мало влияет на проникновение. Однако это существенно влияет на форму валика и профиль проникновения. Когда напряжение установлено низкое, вы начнете получать чрезмерное усиление в сварном шве. Армирование не увеличивает прочность сварного шва и может привести к увеличению затрат из-за необходимости дополнительного присадочного металла, а также дополнительных трудозатрат на выполнение сварного шва. Если армирование становится чрезмерным, то сварной шов не соответствует критериям приемлемости многих норм, особенно если сварной шов будет подвергаться усталостной нагрузке.
При установке высокого напряжения сварочная ванна становится очень жидкой, и сварной шов может провисать, как видно на сварном шве (C) выше. Когда напряжение чрезмерно высокое, вы также можете получить подрезку. Когда подрез превышает определенную глубину, это становится дефектом, который необходимо устранить. Сварной шов (C) также имеет подрез на вертикальной опоре, как показано ниже.
Чрезмерное напряжение может вызвать подрез, как видно на этом сварном шве. Энергия дуги плавит основной материал, но присадочного металла недостаточно, чтобы заполнить эту пустоту, что приводит к подрезу. Подрез опасен, так как может значительно снизить усталостную долговечность сварного соединения.
Важно отметить, что в процессах сварки постоянным током, таких как SMAW и GTAW, напряжение варьируется в зависимости от длины дуги, поддерживаемой сварщиком.
Процедура сварки может иметь широкий диапазон значений напряжения. Это обычное дело. Но даже незначительного изменения напряжения может быть достаточно, чтобы перейти от шаровидного переноса к распылению. Или из брызг в шаровидные. Неправильная установка напряжения может привести к значительным затратам, поскольку это может привести к переделке из-за чрезмерного образования брызг, проблем со сваркой, таких как подрезы, продувки и многое другое.
Опубликовано
Категории: GMAW Process, Theory and Education
Раскрытие материальной связи: Некоторые ссылки в посте выше являются «партнерскими ссылками». Это означает, что если вы нажмете на ссылку и купите товар, мы получим партнерскую комиссию. Несмотря на это, мы рекомендуем только продукты или услуги, которыми пользуемся лично, и верим, что они принесут пользу нашим читателям. Я раскрываю это в соответствии с 16 CFR Федеральной торговой комиссии, часть 255: «Руководства по использованию одобрений и отзывов в рекламе».
COOK WELDING SERVICES Reviews – Everett, WA
COOK WELDING SERVICES Reviews – Everett, WA | AngiОснована в 2001 г. • Работает в Angi с октября 2008 г.
Для этого специалиста не предоставлено описание.
Показано 1-3 из 3 отзывов
Мэтт пришел к нам, прислал нам предложение, и мы договорились о работе и цене. Он сказал, что свяжется с генералом, чтобы договориться о расписании, а затем исчез. Не ответил бы на телефонные звонки, и с тех пор мы ничего от него не слышали – не в порядке.
Не ответил бы на телефонные звонки, и с тех пор мы ничего от него не слышали – не в порядке.
Описание работ
Лестничные перила
Категория
Кованое железо
неизвестно
Описание работ
Наружные перила на заказ были спроектированы, макет сделан на месте, затем изготовлен и окрашен порошковой краской печь). Мы использовали их ранее, и их работа выполнена очень тонко, сварные швы тщательно отшлифованы и зашлифованы, так что вы не можете видеть сварные швы. Я настоятельно рекомендую их.
Категория
кованое железо
Это была сложная работа, потому что ступени были изогнуты вверх по склону, и они отлично справились с этим. Они проделали превосходную работу по сварке, и вы даже не могли видеть никаких линий, указывающих на то, что они сварили. Они были открыты для включения любых наших идей по поводу дизайна.
Описание работы
Они вышли, изготовили и спроектировали перила для наших новых ступеней, которые были установлены на подъездной дорожке.
Категория
кованое железо
Другие местные профессионалы в вашем регионе
Maximum Metal Works
5.0
3 проверенных отзыва
Я нахожу время, чтобы рассказать своим клиентам о процессе и объяснить различные стили, а также прямое предложение, которое имеет смысл. Я всегда слежу за тем, чтобы работа была выполнена правильно, даже если она занимает больше расчетного времени, и использую первоклассные якоря, чтобы каждый раз создавать надежный проект. …
Angi Certified
Часто задаваемые вопросы
Каков общий рейтинг COOK WELDING SERVICES?
COOK WELDING SERVICES в настоящее время имеет общий рейтинг 4,6 из 5.
В какие дни COOK WELDING SERVICES работает?
COOK WELDING SERVICES открыт:
Понедельник: 7:00 – 16:00
Вторник: 7:00 – 16:00
Среда: 7:00 – 16:00
Четверг: 7:00 – 16:00
Пятница: 7:00 – 16:00
Предлагает ли COOK WELDING SERVICES бесплатную оценку?
Нет, COOK WELDING SERVICES не предлагает бесплатную оценку проекта.