Подключение инвертора сварочного: Сварка на инверторе: подключение, настройка, процесс работы
alexxlab | 11.04.1987 | 0 | Разное
Как подключить сварочный инвертор – руководство пользователя
При подключении к источнику питания и применении инверторного сварочного оборудования необходимо соблюдать ряд правил, которые не только необходимы для безопасной эксплуатации устройства, но и способны значительно продлить срок его службы. Эти правила подходят для всех сварочных инверторов, вне зависимости от вида (профессиональный, промышленный или бытовой).
Рекомендации по безопасной эксплуатации устройства можно разделить на категории:
- розетки и пробки
- проводка
- кабели
- напряжение и мощность
- удлинители
Кроме того, необходимо отдельно рассмотреть подключение сварочного инвертора к сети и к электрическому генератору.
Подсоединение к сети
Подключение сварочного инвертора к сети возможно при напряжении в 220 или 380 В. При этом необходимо учитывать ряд внешних факторов и условий, которые могут повлиять на срок службы устройства.
Единственные элементы в схеме подключения инвертора, с которыми вряд ли возникнут проблемы – это соединительный кабель с вилкой. Конечно, если они не повреждены. Каждый производитель тщательно рассчитывает максимальную мощность устройства, и кабель с вилкой способны выдержать ее без проблем. Немного сложнее все обстоит с остальными элементами.
И первый из них – проводка в помещении, в котором проводятся сварочные работы. Она рассчитана на определенную максимальную мощность, при достижении или превышении которой срабатывает защитное устройство.
Защитное устройство может быть как сложным автоматизированным агрегатом, так и обычной бытовой пробкой.
Стандартным значением для большинства элементов современной бытовой электрической сети является 16 А – именно столько проводка, розетки и вилки могут выдержать без получения повреждений. Поэтому некоторые мощные сварочные инверторы способны при включении вызвать срабатывание защитной системы.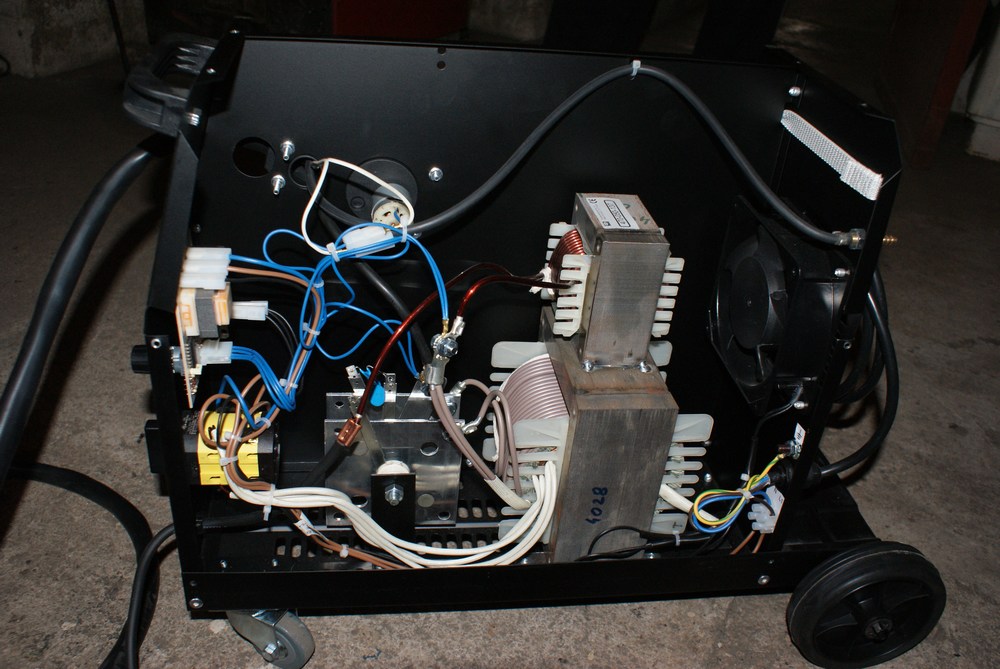
Сварка в домашних условиях с питанием от сети возможна не всегда
При этом недостаточное напряжение не должно вызывать неисправностей в самом инверторе. Такие устройства оснащены несколькими уровнями защиты. Поэтому, если напряжение будет слишком низким (к примеру, 190 В), агрегат просто не включится. То же самое произойдет и в случаях:
1. Слишком маленького сечения проводки
2. Перегруза сети
3. Неисправного предохранителя
Почти все популярные сварочные инверторы работают с низкочастотным (50 Гц) током, перерабатывая его в высокочастотный (20-80 кГц).
Подключение к электрическому генератору
Подключение к электрическому генератору необходимо в следующих случаях:
- отсутствие электрической сети
- слишком маленькое сечение проводки (напряжение снижается из-за сопротивления)
- срабатывание защитного устройства при включении инвертора
- перегруз сети, скачки напряжения
- другие варианты, при которых подключение инвертора к сети невозможно
Основной характеристикой, влияющей на возможность использования того или иного электрогенератора с конкретным инвертором, является мощность. Причем учитывать необходимо не только среднюю, но и максимальную мощность, взятую с запасом. К сожалению, в большинстве случаев производители не указывают все нужные параметры в технической документации устройства. Но рассчитать мощность генератора можно самостоятельно. Для этого всего лишь нужно выяснить значение рабочего тока инвертора. Часто оно находится в диапазоне от 100 до 200 А.
Причем учитывать необходимо не только среднюю, но и максимальную мощность, взятую с запасом. К сожалению, в большинстве случаев производители не указывают все нужные параметры в технической документации устройства. Но рассчитать мощность генератора можно самостоятельно. Для этого всего лишь нужно выяснить значение рабочего тока инвертора. Часто оно находится в диапазоне от 100 до 200 А.
Для примера возьмем рабочий ток в 150 А и напряжение дуги 25 В (стандартное значение). Умножаем эти цифры друг на друга, учитываем КПД (в среднем – 90 %), получаем 150х25/0,9=4166 Вт. Также прибавляем к этому значению 25 %, чтобы генератору не приходилось работать на полной мощности (это может уменьшить срок его службы), и получаем 4166+4166х0,25=5207 Вт. Именно такой генератор потребуется вам для инвертора с рабочим током в 150 А.
Выбор соединительного кабеля
Профессиональны предпочитают КГ в качестве соединительного кабеля
Соединительный кабель идет от инвертора к держателю электрода. Большинство профессиональных сварщиков используют КГ или КОГ1 (более гибкую разновидность). Марка КГ имеет диапазон сечения от 1х16 до 1х95. При этом КГ 1х16 выдерживает нагрузку до 189 А, а КГ 1х25 – до 240 А, чего хватит для большинства ситуаций.
Большинство профессиональных сварщиков используют КГ или КОГ1 (более гибкую разновидность). Марка КГ имеет диапазон сечения от 1х16 до 1х95. При этом КГ 1х16 выдерживает нагрузку до 189 А, а КГ 1х25 – до 240 А, чего хватит для большинства ситуаций.
Использование удлинителя
Удлинитель – это то, что повышает сопротивление провода из-за дополнительной его длины. Как следствие, напряжение и сила тока падает. Может появиться проблема с направлением дуги. Для ее решения придется повышать силу тока на инверторе и заставлять его работать на пределе возможностей. Это негативно сказывается на сроке службы изделия.
Поэтому по возможности от использования удлинителя лучше отказаться. Но есть ситуации, в которых это невозможно. В этом случае следует руководствоваться максимальной длиной провода определенного сечения, при котором напряжение будет достаточным для комфортной работы. К примеру, для инвертора с рабочим током 150 А провод длиной 20 м и сечением 2 кв. мм не будет создавать проблем при работе.
мм не будет создавать проблем при работе.
Как подключить сварочный инвертор » Wert-tools
При подключении к источнику питания и применении инверторного сварочного оборудования необходимо соблюдать ряд правил, которые не только необходимы для безопасной эксплуатации устройства, но и способны значительно продлить срок его службы. Эти правила подходят для всех сварочных инверторов, вне зависимости от вида (профессиональный, промышленный или бытовой).
Рекомендации по безопасной эксплуатации устройства можно разделить на категории:
- розетки и пробки
- проводка
- кабели
- напряжение и мощность
- удлинители
Кроме того, необходимо отдельно рассмотреть подключение сварочного инвертора к сети и к электрическому генератору.
Подсоединение к сети
Подключение сварочного инвертора к сети возможно при напряжении в 220 или 380 В. При этом необходимо учитывать ряд внешних факторов и условий, которые могут повлиять на срок службы устройства.
Единственные элементы в схеме подключения инвертора, с которыми вряд ли возникнут проблемы – это соединительный кабель с вилкой. Конечно, если они не повреждены. Каждый производитель тщательно рассчитывает максимальную мощность устройства, и кабель с вилкой способны выдержать ее без проблем. Немного сложнее все обстоит с остальными элементами.
И первый из них – проводка в помещении, в котором проводятся сварочные работы. Она рассчитана на определенную максимальную мощность, при достижении или превышении которой срабатывает защитное устройство.
Защитное устройство может быть как сложным автоматизированным агрегатом, так и обычной бытовой пробкой.
Стандартным значением для большинства элементов современной бытовой электрической сети является 16 А – именно столько проводка, розетки и вилки могут выдержать без получения повреждений. Поэтому некоторые мощные сварочные инверторы способны при включении вызвать срабатывание защитной системы. Следует сразу же проверить, может ли местная сеть выдержать.
Сварка в домашних условиях с питанием от сети возможна не всегда
При этом недостаточное напряжение не должно вызывать неисправностей в самом инверторе. Такие устройства оснащены несколькими уровнями защиты. Поэтому, если напряжение будет слишком низким (к примеру, 190 В), агрегат просто не включится. То же самое произойдет и в случаях:
1. Слишком маленького сечения проводки
2. Перегруза сети
3. Неисправного предохранителя
Почти все популярные сварочные инверторы работают с низкочастотным (50 Гц) током, перерабатывая его в высокочастотный (20-80 кГц).
Подключение к электрическому генератору
Подключение к электрическому генератору необходимо в следующих случаях:
- отсутствие электрической сети
- слишком маленькое сечение проводки (напряжение снижается из-за сопротивления)
- срабатывание защитного устройства при включении инвертора
- перегруз сети, скачки напряжения
- другие варианты, при которых подключение инвертора к сети невозможно
Основной характеристикой, влияющей на возможность использования того или иного электрогенератора с конкретным инвертором, является мощность. Причем учитывать необходимо не только среднюю, но и максимальную мощность, взятую с запасом. К сожалению, в большинстве случаев производители не указывают все нужные параметры в технической документации устройства. Но рассчитать мощность генератора можно самостоятельно. Для этого всего лишь нужно выяснить значение рабочего тока инвертора. Часто оно находится в диапазоне от 100 до 200 А.
Причем учитывать необходимо не только среднюю, но и максимальную мощность, взятую с запасом. К сожалению, в большинстве случаев производители не указывают все нужные параметры в технической документации устройства. Но рассчитать мощность генератора можно самостоятельно. Для этого всего лишь нужно выяснить значение рабочего тока инвертора. Часто оно находится в диапазоне от 100 до 200 А.
Для примера возьмем рабочий ток в 150 А и напряжение дуги 25 В (стандартное значение). Умножаем эти цифры друг на друга, учитываем КПД (в среднем – 90 %), получаем 150х25/0,9=4166 Вт. Также прибавляем к этому значению 25 %, чтобы генератору не приходилось работать на полной мощности (это может уменьшить срок его службы), и получаем 4166+4166х0,25=5207 Вт. Именно такой генератор потребуется вам для инвертора с рабочим током в 150 А.
Выбор соединительного кабеля
Профессиональны предпочитают КГ в качестве соединительного кабеля
Соединительный кабель идет от инвертора к держателю электрода. Большинство профессиональных сварщиков используют КГ или КОГ1 (более гибкую разновидность). Марка КГ имеет диапазон сечения от 1х16 до 1х95. При этом КГ 1х16 выдерживает нагрузку до 189 А, а КГ 1х25 – до 240 А, чего хватит для большинства ситуаций.
Большинство профессиональных сварщиков используют КГ или КОГ1 (более гибкую разновидность). Марка КГ имеет диапазон сечения от 1х16 до 1х95. При этом КГ 1х16 выдерживает нагрузку до 189 А, а КГ 1х25 – до 240 А, чего хватит для большинства ситуаций.
Использование удлинителя
Удлинитель – это то, что повышает сопротивление провода из-за дополнительной его длины. Как следствие, напряжение и сила тока падает. Может появиться проблема с направлением дуги. Для ее решения придется повышать силу тока на инверторе и заставлять его работать на пределе возможностей. Это негативно сказывается на сроке службы изделия.
Поэтому по возможности от использования удлинителя лучше отказаться. Но есть ситуации, в которых это невозможно. В этом случае следует руководствоваться максимальной длиной провода определенного сечения, при котором напряжение будет достаточным для комфортной работы. К примеру, для инвертора с рабочим током 150 А провод длиной 20 м и сечением 2 кв. мм не будет создавать проблем при работе.
Как произвести подключение сварочного инвертора к источнику питания?
Автор На чтение 7 мин Просмотров 836 Опубликовано
Сварочный инвертор — это устройство, с помощью которого можно значительно облегчить процесс дуговой сварки. С каждым годом его применение становится все популярнее, потому что оно позволяет осуществлять сваривание любых конструкций быстро и качественно. Чтобы сварочные работы проходили в нужных режимах, а аппарат имел долгий срок службы, нужно правильно подключать инвертор к источнику питания. Поэтому далее будет рассмотрено, как правильно подключить сварочный инвертор.
Схема устройство инверторного сварочного аппарата.Содержание
- Подключение сварочного инвертора
- Подключение сварочного инвертора к электрическому генератору
- Бензогенератор или электрогенератор?
- Выбор кабеля для подсоединения инвертора
- Подключение сварочных инверторов с помощью удлинителей
Подключение сварочного инвертора
Подсоединение сварочного аппарата может быть осуществлено к внешней сети напряжением 220 В или 380 В либо к генераторной установке определенной мощности. Соединительный кабель с вилкой соответствует максимальной мощности агрегата, поэтому здесь никаких вопросов быть не должно. Основные трудности могут возникнуть со стороны внешнего источника питания, особенно если электропроводка на дачном участке старая и имеет неизвестное сечение.
Соединительный кабель с вилкой соответствует максимальной мощности агрегата, поэтому здесь никаких вопросов быть не должно. Основные трудности могут возникнуть со стороны внешнего источника питания, особенно если электропроводка на дачном участке старая и имеет неизвестное сечение.
Современная проводка, вилки и розетки рассчитываются на ток не более 16 А. Суммарная мощность, которая потребляется всеми устройствами в доме, может быть больше этого значения, поэтому его ограничивают автоматическим предохранительным устройством или обычной пробкой. Чтобы осуществить подсоединение сварочного инвертора, сначала нужно убедиться, что его входная мощность не отключит защитное устройство домашней сети.
Устройство сварочного инвертора.Одно из преимуществ сварочных устройств этого типа заключается в том, что их электрическая цепь имеет несколько типов защиты. В случае перегруза сети защита автоматически отключает аппарат по низкому напряжению. Такая ситуация может произойти, когда входное напряжение имеет низкое значение, или в случае недостаточного сечения электропроводки, сопротивление которой снизит напряжение при возникновении нагрузки в виде сварочного тока.
Если электрическая проводка стационарной сети не позволяет осуществить подсоединение инвертора, нужно воспользоваться другими источниками питания, которые будут рассмотрены ниже. В случае полного соответствия максимальной мощности аппарата с внешней проводкой можно подсоединять инвертор к электросети и осуществлять тестовую сварку.
Не рекомендуется подключаться к сети, если в качестве защитного устройства установлен предохранитель неизвестного номинала.
Если есть возможность, нужно контролировать просадку напряжения при зажигании дуги. Сильная просадка может быть результатом малого сечения проводов.
Вернуться к оглавлению
Также читайте: Все о строительных инструментах от А до Я.
Подключение сварочного инвертора к электрическому генератору
Из-за плохих параметров внешней электросети в некоторых ситуациях осуществить сварку бывает просто невозможно. Тогда можно воспользоваться электростанцией. При этом очень важно, чтобы мощность электростанции позволяла проводить полноценные сварочные работы.
При выборе генератора следует сначала ознакомиться с основными техническими характеристиками сварочного аппарата. В качестве примера будет взят обычный инвертор с рабочим током 160 А. Современные инверторы имеют плавную регулировку тока сварки от минимального до максимального значения. Это позволяет проводить сварку как на средней, так и на максимальной мощности оборудования. Но фирмы-изготовители часто пишут только потребляемую мощность, ничего не говоря о ее максимальном значении.
Рисунок 1. Провода марки КГ бывают разные и различаются по максимальной нагрузке, зависящей от сечения.Чтобы самостоятельно рассчитать максимальную мощность, необходимо максимальный рабочий ток устройства умножить на напряжение дуги (обычно оно составляет 25 В), после чего разделить полученную цифру на КПД инвертора (приблизительно 90%). В результате максимальная мощность будет равна: 160х25/0,9=4444 Вт.
После проведения расчетов можно приступать к выбору электрогенератора. При этом ориентироваться следует на максимальную потребляемую мощность, прибавив к ней запас в 25%, чтобы не использовать электростанцию на пределе возможности. Поэтому для сварочного инвертора с рабочим током 160 А нужно купить генератор с выходной мощностью не менее: 4444+4444х0,25=5555 Вт, или 5,5 кВт.
Поэтому для сварочного инвертора с рабочим током 160 А нужно купить генератор с выходной мощностью не менее: 4444+4444х0,25=5555 Вт, или 5,5 кВт.
Вернуться к оглавлению
Бензогенератор или электрогенератор?
Схема подключения инвертора к аккумулятору.В некоторых случаях при невозможности использовать внешнюю электросеть сварщики пытаются подключить инверторную сварку через бензогенератор небольшой мощности. Такой подход является неверным, если его мощность составляет менее 5 кВт. Рабочее напряжение в таких генераторах сильно зависит от величины нагрузки. Инверторные устройства чувствительны к перепадам напряжения, поэтому если выходное напряжение бензогенератора будет часто меняться, сварочный аппарат может выйти из строя.
При сварке электродом 3 мм рабочий ток достигает 120 А при напряжении 40 В. В этом случае выходная мощность будет составлять: 120х40=4800 Вт, или 4,8 кВт, то есть бензогенератор будет работать на предельной мощности, что также повлечет его преждевременный выход из строя. Поэтому при плохой сети лучше подключать сварочный аппарат к электрогенератору.
Поэтому при плохой сети лучше подключать сварочный аппарат к электрогенератору.
Вернуться к оглавлению
Выбор кабеля для подсоединения инвертора
Для осуществления качественной сварки очень важно правильно выбрать соединительные провода. Сварочные провода выбираются по таким показателям:
Функциональные возможности сварочного инвертора.- длине;
- площади сечения;
- значению падения напряжения в сварочном контуре.
Кабель для инвертора представляет собой гибкий проводник тока с хорошей изоляцией. В большинстве случаев такой провод изготавливается из медных проволок толщиной 0,18-0,2 мм, сплетенных между собой. Такие кабели применяются для подсоединения инвертора к электродержателю, а также для осуществления заземления аппарата. Выбор проводов зависит от их технических характеристик и характеристик самого сварочного агрегата.
Среди сварщиков самым популярным выступает провод марки КГ (рис. 1). Изготовители этого типа кабеля рекомендуют его применять в цепях переменного тока с напряжением не более 600 В или при постоянном токе с напряжением не более 1000 В.
Провода марки КГ различаются по максимальной нагрузке, зависящей от сечения. Соотношение максимальной нагрузки на кабель и его марка представлены в таблице:
| Марка кабеля | Допустимая нагрузка, А |
| КГ 1х16 | 189 |
| КГ 1х25 | 240 |
| КГ 1х35 | 289 |
| КГ 1х50 | 362 |
| КГ 1х70 | 437 |
| КГ 1х95 | 522 |
Помимо марки КГ также применяется провод марки КОГ1, который является более гибкий, нежели первый вариант. Он используется в тех случаях, когда сварщику для выполнения работ необходимо постоянно перемещаться.
Подключение сварочного кабеля осуществляется с учетом некоторых правил:
- Подсоединение следует делать с помощью спрессованных или припаянных наконечников.
- Кабель подключается к силовым разъемам агрегата (+) и к держателю электродов в обратной полярности (-).
 Изменять полярность можно только тогда, когда изменены параметры тока.
Изменять полярность можно только тогда, когда изменены параметры тока. - При проведении сварочных работ сварщику запрещено подтягивать к себе инвертор проводами.
- Ни в коем случае нельзя превышать номинальную мощность кабеля.
https://moyakovka.ru/youtu.be/54U4cqL2Ql8
Вернуться к оглавлению
Подключение сварочных инверторов с помощью удлинителей
Проведение сварочных работ очень часто связано с отдаленным расположением сварной конструкции от источника питания. Иногда в таких случаях требуется использовать удлинитель. Удлинитель для инвертора представляет собой проводник, имеющий некоторое сопротивление, которое является причиной падения напряжения в электрической цепи, то есть чем больше длина удлинителя, тем больше будет падение на нем рабочего напряжения.
При недостаточной силе тока могут измениться параметры сварочной дуги, управлять ей становится намного тяжелее. Чтобы добиться требуемого тока на конце сварочного кабеля, приходится выставлять увеличенный ток на самом инверторе, что негативно сказывается на его работе и может привести к выходу аппарата со строя. Поэтому легче будет поднести сварочное устройство к месту сварки, нежели покупать новое.
Поэтому легче будет поднести сварочное устройство к месту сварки, нежели покупать новое.
В случае же безысходности ситуации, подбирая удлинитель, нужно руководствоваться тем, что сечение 2,5 мм2 при длине кабеля 20 м при использовании аппарата с рабочим током 150 А будет достаточным для нормальной работы сварочного аппарата. Для проведения сварки в домашних условиях такой длины вполне хватит.
При использовании переноски следует придерживаться некоторых правил:
- Запрещено наматывать удлинитель на катушку, так как смотанный кабель обладает индуктивностью, что может вызвать его перегрев и выход из строя.
- При сварке с удлинителем нужно контролировать изменение напряжения сети.
- Нагрев удлинителя допускается до температуры 70°С.
https://moyakovka.ru/youtu.be/VWB1qmZlj50
В случае соблюдения всех правил и рекомендаций при подключении сварочного инвертора вы сможете осуществить качественную сварку без негативных последствий для самого аппарата.
Подключение сварочного инвертора
Каждый сварочный аппарат укомплектован стандартным набором кабелей. Без них просто невозможно выполнение каких-либо работ. Поэтому большое значение имеет правильное подключение сварочного инвертора. Все подобные устройства оборудуются не только двумя рабочими кабелями, но и еще одним, по которому подается питание. Некоторые сложности могут возникнуть с кабелями для подключения электрода и зажима, обеспечивающего соединение с массой. Для них предусмотрены отдельные разъемы с плюсом и минусом. Варианты подключения могут быть разными, в зависимости от используемого материала и условий выполнения работ.
Содержание
Подготовка к работе и подключение
После того как были подготовлены защитная одежда, обувь, сварочная маска и электроды, можно переходить к подключению аппарата. В связи с повышенной мощностью оборудования, необходимо ознакомиться с характеристиками и возможностями сети, используемой в качестве источника питания. Как правило, особых проблем не возникает, поскольку все бытовые инверторы рассчитаны на 220 вольт.
Единственным требованием, связанным с безопасностью, является установка автомата с необходимыми параметрами. Это позволит избежать негативных последствий в случае коротких замыканий и других непредвиденных ситуаций. Далее, сварочный инвертор размещается на рабочем месте с соблюдением определенных правил и технических норм:
- Минимальное расстояние от стен и крупных предметов составляет 2 метра.
- В обязательном порядке делается защитное заземление.
- Поблизости не должно быть воспламеняющихся и взрывоопасных предметов и веществ.
- Для сварочных работ следует использовать металлический стол или просто свободную площадку.
Подготовив рабочее место, можно выполнять подключение сварочного инвертора. Каждый кабель и провод вставляется в нужное гнездо инвертора. В держателе закрепляется электрод, а к металлической заготовке подключается зажим массы. В качестве источника тока может использоваться не только бытовая сеть 220 В, но и промышленная – на 380 В. При отсутствии стационарных сетей, допускается использование бензинового или дизельного генератора.
При отсутствии стационарных сетей, допускается использование бензинового или дизельного генератора.
Соединение с электрической сетью
При подключении сварочного инвертора к домашней сети, нередко возникают проблемы технического характера. Поэтому данная процедура должна выполняться правильно и предельно аккуратно, с учетом особенностей местной электропроводки. Следует учитывать и возможную бесперебойную работу аппарата, с точными интервалами времени, отводимыми на сварку и технические перерывы.
В первую очередь необходимо изучить характеристики и тип розетки, куда выполняется подключение инвертора. Обычно, при работе на максимальном токе, инвертор способен выдать на выходе 140 А. При таких показателях вполне достаточно розетки на 16 А. В старых домах до сих пор стоят изделия на 10 ампер и соответствующая проводка, которая может не выдержать повышенных нагрузок. Следует проверить наличие и состояние предохранительных пробок, автоматов.
Если в качестве защиты установлены так называемые жучки, то при росте нагрузки их наличие может вызвать тяжелые последствия – короткое замыкание, оплавление проводки, возгорание и т. д. Вполне возможно понадобится установка нового автоматического выключателя, с учетом нагрузки, которую добавляет преобразователь.
д. Вполне возможно понадобится установка нового автоматического выключателя, с учетом нагрузки, которую добавляет преобразователь.
В некоторых случаях может возникнуть так называемая просадка сети, когда напряжение падает до 150 В и ниже. Это первый признак недостаточного сечения сетевых проводов. Если напряжение падает ниже минимально допустимого предела, то к такой сети нельзя подключать сварочное оборудование. При использовании в работе удлинителя, смотанный провод нужно размотать на полную длину. В противном случае, в местах скруток может возникнуть индуктивное сопротивление, которое, в свою очередь, приведет к перегреву изоляции, вплоть до ее расплавления. Если намотки все-таки не удается избежать, она не должна быть слишком плотной, чтобы обеспечивалась естественная вентиляция.
Питание инверторной сварки от генератора
Если объект не оборудован стационарной электрической сетью, а сварка все-таки требуется, можно воспользоваться бензиновым или дизельным генератором. Самое главное – правильно рассчитать нагрузку, чтобы оба устройства оптимально сочетались друг с другом.
Самое главное – правильно рассчитать нагрузку, чтобы оба устройства оптимально сочетались друг с другом.
Необходимо учесть, что в любом инверторе имеются катушки, конденсаторы, электронные схемы и другие элементы, которые считаются реактивными потребителями с коэффициентом мощности около 0,7. При расчете полной мощности аппарата, необходимо активную мощность разделить на коэффициент мощности. После предварительных расчетов, совместимость аппаратуры будет выглядеть следующим образом:
- При сварочном токе 160 А можно работать лишь электродами с наибольшим диаметром 4 мм. Величина активной мощности такого инвертора составляет 3,8 кВт, а полная, учитывая коэффициент 0,7, будет примерно 5-5,5 кВт. С учетом 20-процентного запаса мощности, потребуется генератор не менее чем на 6 кВт.
- Сварочный ток 180 А допускает работу электродами 5 мм. Активная и полная мощность составят 4,8 и 7,5 кВт соответственно. Поэтому мощность генератора должна быть не ниже 8-8,5 кВт.
- Если показатель сварочного тока доходит до 200 А, то подобной аппаратуре нужна трехфазная сеть.
 Диаметр электродом увеличивается до 6 мм. Полная мощность инвертора составит 11,5 кВт, а мощность трехфазного генератора – не ниже 15 кВт.
Диаметр электродом увеличивается до 6 мм. Полная мощность инвертора составит 11,5 кВт, а мощность трехфазного генератора – не ниже 15 кВт.
Иногда возникает вопрос о возможности эксплуатации мощного сварочного устройства не в полную силу своих возможностей. Может ли использоваться схема подключения инвертора к генератору с более низкой мощностью? Специалисты не рекомендуют самостоятельно принимать такое решение, дать окончательное заключение может только профессиональный электромеханик.
Необходимо учитывать и наличие дополнительных опций в конкретном оборудовании, требующих кратковременного повышения мощности в момент их использования.
Выбор параметров удлинителя
Часто кабель питания, входящий в комплект инвертора, оказывается слишком коротким и не обеспечивает подсоединения сварки так, чтобы она располагалась возле соединяемых конструкций. Поэтому сварщики вынуждены пользоваться кабелями-удлинителями или переносками. От таких же бытовых устройств они отличаются только повышенной мощностью проводников.
С технической точки зрения удлинитель есть не что иное, как дополнительный участок цепи от инверторного аппарата до источника тока. Поэтому для расчетов вполне подходит известный закон Ома. При одинаковой мощности разных подключаемых потребителей, сечение проводника напрямую зависит от длины переносного кабеля. В качестве материала следует использовать металлы, у которых минимальное удельное сопротивление.
Поэтому все современные проводники изготавливаются из меди. Изоляция никак не влияет на электрические свойства кабеля, однако в процессе эксплуатации она подвергается различным механическим нагрузкам. Ее толщина должна быть как можно выше, в этом случае кабель прослужит значительно дольше.
Выбор сечения производится в зависимости от величины сварочного тока. В качестве исходных данных для расчетов берется длина кабеля и напряжение. Следует учитывать возможное падение напряжения на данном участке, что может вызвать перегрузки в домашней сети. В обязательном порядке создается запас по мощности не менее 10%, исключающий возможность перегрева проводников.
В комплект к сварочному аппарату рекомендуется создавать удлинители разной протяженности, кратной 10 м. Короткие переноски лучше не использовать. При оптимальных размерах переноски она не оказывает заметного влияния на общее состояние цепи и величину ее напряжения. Сечение кабеля, используемого в удлинителе, и сечение домашней проводки должны быть примерно одинаковыми. Применять бытовые переноски для подключения сварочной аппаратуры категорически запрещается.
Как подключить инвертор в режимах разных полярностей
Для силовых кабелей предусмотрены специальные клеммы, обозначаемые плюсом и минусом. Многие начинающие пользователи не задумываются, как подключить сварочный инвертор и соединяют провода без учета полярности и реальных условий работы.
Между тем, разница все же присутствует и зависит она от законов физики, в соответствии с которыми происходит движение электронов. Имея отрицательный заряд, они в любых условиях перемещаются от минуса к плюсу, в том числе и при включении в эту цепочку инвертора. Сварочный аппарат будет работать, независимо от клеммы, к которой подключен электрод. Однако, движение электронов в каждом случае будет происходить в различных направлениях, и это напрямую повлияет на сам рабочий процесс и конечный результат.
Сварочный аппарат будет работать, независимо от клеммы, к которой подключен электрод. Однако, движение электронов в каждом случае будет происходить в различных направлениях, и это напрямую повлияет на сам рабочий процесс и конечный результат.
Схема прямой полярности предполагает соединение плюса с заготовкой (массой), а минуса – с электродом. Между ними образуется дуга, по которой проходит сварочный ток. При таком соединении анод представляет собой деталь, а катодом является электрод. Сварочный шов будет нагреваться сильнее, примерно на 700-1000 градусов больше, чем электрод.
При обратной полярности, наоборот, электроды оказываются подключенными к плюсовой клемме, а свариваемая деталь соединяется с минусом. В этом случае сильнее будет разогреваться электрод.
Основным фактором выбора полярности является толщина соединяемых заготовок. Более массивный металл требует на стыке более сильного прогрева, для лучшего взаимного проникновения расплавленных частиц. Тонкие материалы, наоборот, нельзя сильно прогревать во избежание прожога и неравномерного сварного шва.
Как правильно подключить сварочный аппарат к сети?
Екатерина
Время чтения: ≈5 минут
Итак, вы приобрели свой первый инверторный сварочный аппарат. Наверняка в комплекте с ним вы найдете инструкцию по эксплуатации. Внимательно изучив ее вы обнаружите, что о правильном включении сказано всего несколько общих фраз. Неужели все так просто? Включить вилку в розетку и все? Увы, но нет.
Сварочный аппарат инверторного типа — это сложный прибор со своими нюансами и особенностями. Бездумно подключив его в бытовую розетку вы рискуете лишиться самого аппарата или проводки в доме. Так как подключить сварочный инвертор правильно?
В этой статье мы кратко расскажем, как подключить сварочный аппарат к домашней сети 220 Вольт и что стоит учитывать.
Содержание статьи
- Предварительная проверка
- Применение генератора тока
- Применение удлинителей
- Вместо заключения
Предварительная проверка
Перед тем, как вы узнаете, как правильно подключить сварочный аппарат, вам нужно убедиться, что проводка в доме способна выдержать сварочные работы. Осмотрите розетки, насколько они старые? Если розетки не менялись более 25 лет, скорее всего и вся проводка в доме тоже старая. Это не критично, если она способна выдерживать большие значения тока. Но зачастую старая проводка не приносит ничего кроме проблем. У вас вряд ли получится использовать современные сварочные провода вместе с аппаратом, если электроснабжение в доме далеко от идеала.
Не нужно быть электриком, чтобы понять, что будет, если подключить мощный современный сварочник в старые розетки. В лучшем случае вы останетесь без электричества. В худшем случае — все ваши соседи останутся без света, а ваши электроприборы просто выйдут из строя.

Словом, проверьте предварительно, сможет ли ваша проводка выдержать нагрузку. Если вы убедитесь, что не сможет, не отчаивайтесь. Эту проблему можно решить. Об этом мы расскажем позже. А пока ниже представлена схема подключения сварочного аппарата.
Применение генератора тока
Итак, вы проверили свою проводку и оказалось, что подключение сварочного аппарата 220в просто невозможно. Что делать в данной ситуации? Можно использовать сторонний генератор тока.
И вот на этом моменте многие сразу начинают вспоминать, что хранят на даче старый бензиновый генератор, который не раз спасал их от внезапного отключения электричества. С виду применение таких генераторов кажется вполне неплохой идеей, но на практике все иначе. Зачастую все бензиновые генераторы маломощны и не способны длительное время обеспечивать напряжение более 5 кВт.
Как вы понимаете, подключение сварочного инвертора к маломощному бензогенератору просто бессмысленно. Чтобы узнать, какая мощность вам необходима, просто умножьте силу тока, с которой будете варить, на значение напряжения.
Возьмем самую популярную ситуацию: вы варите электродом 3 мм с силой тока в 120 Ампер и напряжением около 40В. Умножаем 120 на 40, получаем 4.8 кВт. Это минимальная мощность, которую должен обеспечивать бензогенератор. Но в расчетах мы не учли КПД сварочного аппарата, которое менее 100%. Чтобы обеспечить бесперебойную работу инвертора нужно как минимум 6 кВт.
В общем, бензогенератор — это выбор для тех, у кого больше нет никакой возможности получить дополнительный источник тока. В идеале необходимо еще перед покупкой инвертора проверить всю проводку и в случае ее непригодности купить сварочник со встроенным генератором. Да, эти модели стоят недешево и очень громоздкие. Но это наиболее удобное решение проблемы.
Если и это решение для вас неудобно, то можно купить специальный стабилизатор тока для сварочного аппарата. Он подключается прямо к сварочному инвертору. Такое решение подойдет для более-менее стабильной электросети.
Применение удлинителей
Тема удлинителей не относится к подключению сварочного аппарата, но два этих вопроса связаны. Дело в том, что если подберете неправильные удлинительные кабели, напряжение может упасть, а КПД сварочного аппарата — снизиться.
Дело в том, что если подберете неправильные удлинительные кабели, напряжение может упасть, а КПД сварочного аппарата — снизиться.
Зачем нужны удлинители? Ведь в комплекте уже есть достаточно длинные провода, обычно до 2.5 метров. Поначалу этого может и будет достаточно, но со временем вы захотите больше свободы для своих действий. Особенно, если аппарат тяжелый, а вам нужно перемещаться по всему дачному участку или варить на высоте.
Поэтому мы решили заодно рассказать вам и про подключение проводов удлинителей. Прежде всего запомните, что их нельзя использовать бездумно. Нужно точно рассчитать, какое должно быть сечение у удлинительного провода. От этого будет зависеть предельная мощность, которую способен выдерживать провод.
Приведем простой пример, используя все те же цифры из прошлого примера. Допустим, нам нужен сварочный ток 120А. Сечение провода 2.5 кв.мм. дает нам 16А. Соответственно, для сварки с током 120А нам нужен провод сечение не менее 12 кв.мм. Мы рекомендуем выбирать удлинительные провода с запасом по сечению. Также не забывайте распутывать их перед сваркой, чтобы он лучше остывал. И не забывайте о заземлении. Это простейшее правило техники безопасности.
Также не забывайте распутывать их перед сваркой, чтобы он лучше остывал. И не забывайте о заземлении. Это простейшее правило техники безопасности.
Также не стоит покупать несколько коротких проводов-удлинителей и подключать их вместе. Лучше заранее определитесь с необходимой длинной, и купите один провод. Так вы снизите вероятность снижения КПД сварочного аппарата, К тому же, контактные соединения удлинителя прослужат вам гораздо дольше.
Вместо заключения
Похожие публикации
Подключение сварочного аппарата 220в
Главная » Статьи » Подключение сварочного аппарата 220в
Как правильно подключить сварочный аппарат
- 03-03-2015
- 49
- 50
Оглавление: [скрыть]
- Разновидности сварочного аппарата
- Требования к розеткам и проводке
- Какими пользоваться удлинителями
Еще совсем недавно вопрос, как подключить сварочный аппарат, задавали только сварщики-профессионалы. Сегодня эта тема волнует большую армию умельцев-любителей. Современные производители значительно расширили рамки понятия «бытовые приборы и инструменты». Сейчас в этот список попадают различного назначения станки и приспособления. Среди этого разнообразия есть и сварочный аппарат.
Сегодня эта тема волнует большую армию умельцев-любителей. Современные производители значительно расширили рамки понятия «бытовые приборы и инструменты». Сейчас в этот список попадают различного назначения станки и приспособления. Среди этого разнообразия есть и сварочный аппарат.
Схема устройства сварочного аппарата.
Подключение сварочного аппарата может стать проблемой для тех, кто приобрел подобный инструмент впервые или попросил у соседа. Подключить нужно правильно, чтобы во время работы не повредить электропроводку, розетки, да и сам аппарат. Паспорт на оборудование, как правило, не содержит таких рекомендаций.
Разновидности сварочного аппарата
Определиться с типом «сварочника» нужно прежде, чем приступать к работе. Существуют две разновидности аппарата: инверторный и трансформаторный. Инверторный сварочный аппарат — легкий и компактный — снабжен множеством защит и регулировок. Существуют разные модели, различающиеся мощностью и выходным током, предназначенные для настоящих «профи» и для «чайников». Небольшой вес (до 5-6 кг) и скромные габариты позволяют использовать подобные устройства как переносные. Их можно просто повесить на плечо и работать в самых сложных условиях. Аппарат уверенно варит электродами диаметром до 4-5 мм, да и стоит вполне приемлемо.
Небольшой вес (до 5-6 кг) и скромные габариты позволяют использовать подобные устройства как переносные. Их можно просто повесить на плечо и работать в самых сложных условиях. Аппарат уверенно варит электродами диаметром до 4-5 мм, да и стоит вполне приемлемо.
Классификация сварочных аппаратов.
Единственный недостаток — ремонтопригодность. В случае поломки без познаний в современной электронике починить самостоятельно его не удастся. Важный совет новичкам от профессионалов — «инверторник» нельзя ставить на землю. Обязательно нужно подложить под аппарат деревянную или пластмассовую дощечку.
В основе трансформаторных сварочных аппаратов лежит традиционная схема: сетевой трансформатор с медными обмотками. Отсюда солидные габариты, приличный вес и соответствующая цена. К несомненным плюсам таких устройств следует отнести возможность работы с металлом практически любой толщины и простоту в ремонте.
Вернуться к оглавлению
Сварка — дело серьезное, ответственное. Нужно соблюдать осторожность, чтобы не оставить себя и соседей без света, не повредить другие электроприборы, не допустить возгорания.
Прежде чем начать работу, необходимо убедиться, что возможности электросети допускают подключение выбранного сварочного аппарата. Нужно проверить состояние пробок и автоматов, удостовериться в отсутствии «жучков». В домах старой постройки электропроводка и розетки способны работать при токах до 10 А. В паспорте любого электроприбора указывается его мощность и номинальный (рабочий) ток. При включении происходит бросок тока (пусковой ток), который может превышать номинальный в 3 раза.
Таблица требуемых технических характеристик для сварочного аппарата.
Устройством плавного пуска, устраняющим подобные броски, снабжен инверторный аппарат. Его можно подключать в сеть, рассчитанную на 16 А. У трансформаторных моделей пусковые токи могут достигать 40 А. Обычная бытовая розетка этого не выдержит — может загореться. Лучше подсоединиться к электрощитку, используя промышленную розетку.
Если рабочий ток аппарата превысит допустимые возможности электросети, напряжение в ней «просядет» с 220 В до 140-150 В. Это может привести к поломке бытовых электроприборов и вызвать «прилипание» сварочного электрода. Работать будет невозможно.
Это может привести к поломке бытовых электроприборов и вызвать «прилипание» сварочного электрода. Работать будет невозможно.
Вернуться к оглавлению
Длина сетевого провода обычного «сварочника» не превышает 2 м. Поэтому часто в работе используются удлинители. К их выбору нужно подойти также тщательно. Известно, что через медный провод сечением в 1 кв. мм можно «пропустить» ток силой не более 10 А (для алюминиевого — 8 А).
Зная пусковые и рабочие параметры сварочного аппарата, можно высчитать, какое сечение должен иметь провод удлинителя. Лучше взять с небольшим запасом, чтобы обеспечить себе комфортные условия работы. Не стоит покупать на рынке удлинитель подешевле. Под толстым слоем изоляции можно чаще всего обнаружить тонкий проводок. Разумнее обратиться в специализированный магазин и самостоятельно выбрать подходящий по площади сечения провод, да и розетку присмотреть соответствующую. Желательно, чтобы она была изготовлена из термореактивной пластмассы, той, что не плавится при нагревании.
Важно помнить, что провод удлинителя при работе должен быть полностью развернут. Так он лучше охлаждается и не создает дополнительной индуктивной нагрузки.
https://moiinstrumenty.ru/www.youtube.com/watch?v=gsBDcZWozYE
Необходимо позаботиться и о безопасности. Электрические провода не должны иметь повреждений изоляции, лежать на мокром полу и касаться работающих механизмов. Нужно обязательно использовать заземление.
Нередки случаи, когда удлинять приходится и провода на выходе. Делать промежуточные соединения при этом не рекомендуется. Высокие выходные токи могут привести к большим электрическим потерям в таких местах. Руководствуясь максимальными эксплуатационными параметрами аппарата, следует приобрести цельный многожильный медный провод необходимой длины. Сечение лучше выбрать, пользуясь правилом: на каждые 8 А тока — 1 кв. мм площади провода.
Если электросеть «слабая», а варить необходимо, можно попытаться подключить для питания сварочного аппарата бензогенератор. Следует учесть, что его выходное напряжение зависит от величины нагрузки. Можно подсчитать минимальную мощность, которой должен обладать генератор, чтобы обеспечить нормальную работу. Для сварки самым ходовым 3-миллиметровым электродом необходимый ток может достигать 120 А при 40 В напряжения. Таким образом, при КПД генератора 80% его мощность должна быть не ниже 6 кВт.
Следует учесть, что его выходное напряжение зависит от величины нагрузки. Можно подсчитать минимальную мощность, которой должен обладать генератор, чтобы обеспечить нормальную работу. Для сварки самым ходовым 3-миллиметровым электродом необходимый ток может достигать 120 А при 40 В напряжения. Таким образом, при КПД генератора 80% его мощность должна быть не ниже 6 кВт.
https://moiinstrumenty.ru/www.youtube.com/watch?v=APbB12bjRzM
Справедливости ради нужно отметить, что существуют устройства, совмещающие в себе электрогенератор и сварочный аппарат. Но цена на них высока для домашнего умельца.
Существует множество видов и моделей сварочного оборудования. На даче, в гараже и дома можно воспользоваться любым.
Единственное непременное условие — схема подключения должна обеспечить удобные и безопасные условия работы.
moiinstrumenty.ru
Как выполняется подключение сварочного аппарата?
Комментариев:
Рейтинг: 45
Оглавление: [скрыть]
- Основные рекомендации и техника безопасности
- Пошаговая инструкция по подключению сварочного аппарата
- Особенности подключения в зависимости от типа аппарата
- Возможные проблемы после подключения
Для того чтобы работа со сваркой прошла без лишних проблем, нужно разобраться в том, как подключить сварочный аппарат. Перед тем как подключать агрегат для сварки, его нужно разместить в подходящем месте. Очень важно, чтобы ничего не мешало притоку воздуха к отверстиям на корпусе оборудования. Охлаждение часто намеренно усиливается. Для этого, выполняя подключение сварочного аппарата, за ним устанавливают вентилятор. Очень важно следить за тем, чтобы агрегат не контактировал с пылью, а также влажными и агрессивными парами.
Перед тем как подключать агрегат для сварки, его нужно разместить в подходящем месте. Очень важно, чтобы ничего не мешало притоку воздуха к отверстиям на корпусе оборудования. Охлаждение часто намеренно усиливается. Для этого, выполняя подключение сварочного аппарата, за ним устанавливают вентилятор. Очень важно следить за тем, чтобы агрегат не контактировал с пылью, а также влажными и агрессивными парами.
Самодельный сварочный аппарат для сварки на постоянном токе.
Основные рекомендации и техника безопасности
Прежде чем вы соберетесь подключить сварочный аппарат, обязательно удостоверьтесь в том, что частота и напряжение, указанные на корпусе оборудования, совпадают с аналогичным показателем в сети. Подключение такого оборудования требует устройства правильных соединений. Для этого используются следующие провода: фаза или же 2 фазы в сочетании с нейтралью и провод для заземления, который обычно имеет зеленый или желтый цвет.
Положение электрода при сварке.
В случае если выбранная вами модель сварочного аппарата дает возможность самостоятельно устанавливать напряжение, следует зафиксировать переключатель в положении, которое соответствовало бы напряжению в вашей сети. Положение фиксируется при помощи блокирующего винта.
Положение фиксируется при помощи блокирующего винта.
Для подключения сварочного аппарата используется штепсельная вилка. Очень важно, чтобы она соответствовала установленным нормативам термопропускной способности. Эта вилка обязательно должна иметь наконечник, обеспечивающий заземление. Именно к нему и подключится соответствующий кабель. Такую вилку нельзя включать в обыкновенную домашнюю розетку. Для подключения подходит розетка с плавким предохранителем. Подходит и автовыключатель.
Вам нужно будет соединить обратный кабель «земля» с соответствующей клеммой. Соединять нужно на наименее возможном расстоянии от будущего шва. Для крепления кабеля-держателя к выдающемуся фрагменту электрода используется специально предусмотренный зажим.
Прежде чем подключать сварочный агрегат непосредственно к сети, обязательно проверьте, насколько надежно укреплены штепсели.
Из-за плохого контакта аппарат не будет работать в полную силу и быстро выйдет из строя.
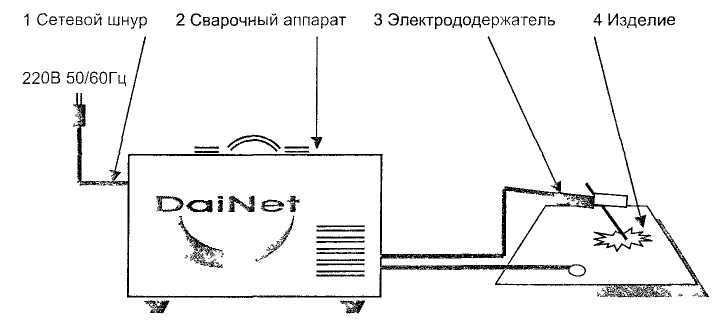
Рисунок 1. Схема подключения сварочного аппарата: 1-сварочный пост; 2—трехжильный шланговый кабель; 3 — трансформатор; 4-регулятор; 5-заземляющие зажимы корпуса агрегата; 6 — одножильный шланговый кабель; 7-электродержатель; 8 — провода заземления.
Существует достаточно много схем, в соответствии с которыми выполняется подключение сварочного агрегата. Наиболее распространенная схема подключения приведена на рис. 1.
- 1 позиция — это сварочный пост;
- номером 2 обозначен трехжильный шланговый кабель;
- 3 — трансформатор;
- 4 позиция — регулятор;
- номер 5 — заземляющие зажимы корпуса агрегата;
- 6 — одножильный шланговый кабель;
- 7 позиция — электродержатель;
- номер 8 — провода заземления.
Запомните и выполняйте все эти правила при подключении сварочного аппарата, чтобы избежать травм и прочих малоприятных последствий. В результате нарушения системы безопасности сварочного аппарата может произойти возгорание или удар током. В случае поломки какого-либо из питающих кабелей его нужно незамедлительно заменить. Лучше всего доверить эту работу профессионалам. Любые ремонтные и профилактические работы можно выполнять только после того, как сварочный аппарат будет отключен от сети.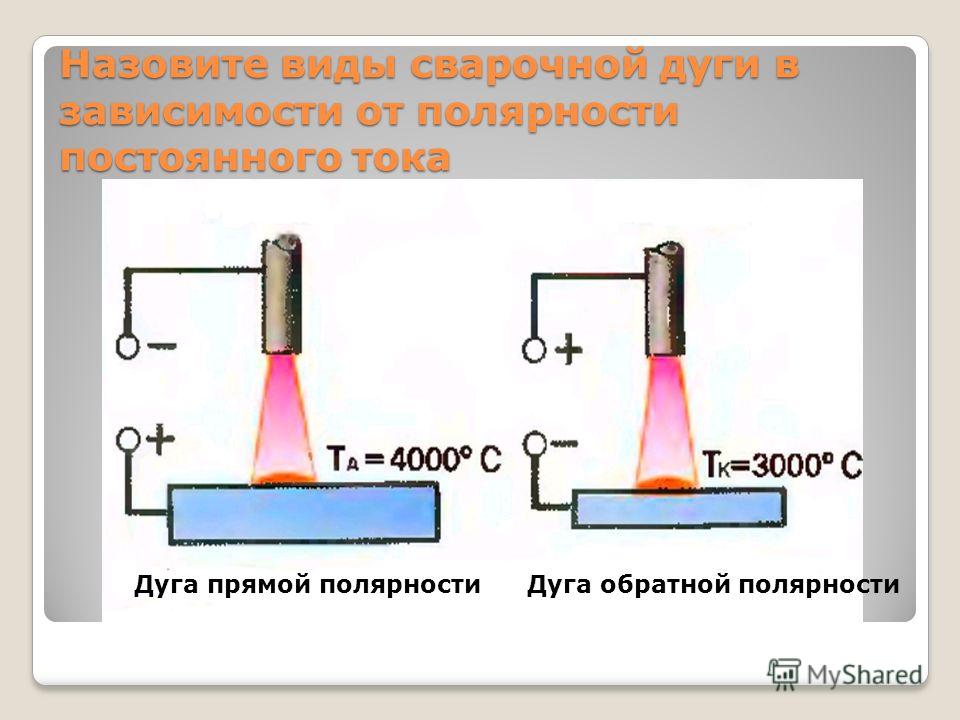
Во время подключения сварочного аппарата следует обязательно проверить качество стационарно уложенного, а также гибкого проводов. Проверьте их заземление, целостность и изоляцию на соответствие установленным стандартам. Не стоит слишком сильно экономить на заземлении. Лучше всего использовать для него гибкий провод из меди. В случае обнаружения скруток, трещин и других дефектов провод нужно заменить. Использование поврежденных проводов приводит к перегреву и может стать причиной поломки сварочного аппарата. Немаловажным фактом является необходимость размотки проводов. Если пренебречь этим требованием, возникнет индуктивность, а сопротивление снизится.
Напряжение для сварочных аппаратов не нормируется, поэтому обращайте внимание на характеристики именно той модели, с которой вам предстоит работать. При сборке такого оборудования ему задается определенный уровень напряжения. Значение сопротивления при этом не учитывается.
Вернуться к оглавлению
Рисунок 2. Схема последовательности подключения сварочного аппарата.
После того как вы проверите целостность агрегата и всех сопутствующих комплектующих, а также установите соответствие напряжений, можете приступать непосредственно к подключению вашего сварочного аппарата. Для этого вам понадобятся:
- сам агрегат;
- удлинитель;
- переходник для удлинителя.
При подключении аппарата можете ориентироваться на схему на рис. 2.
Подключение выполняется в определенной последовательности, а именно:
- Сначала подготавливается штепсельная вилка с соответствующими параметрами термопропускной способности.
- Подбирается розетка с автовыключателем или предохранителем.
- Выполняется подсоединение обратного кабеля к клемме.
- Кабель-держатель подсоединяется к фрагменту электрода при помощи зажима.
После того как вы все это сделаете, сварочный аппарат можно будет включать в сеть. У большинства моделей достаточно короткие провода, поэтому зачастую их подключение требует использования удлинителя. Удлинитель должен иметь провод достаточного сечения. От количества промежуточных соединений зависит надежность и безопасность работы. Чем их меньше, тем лучше.
Удлинитель должен иметь провод достаточного сечения. От количества промежуточных соединений зависит надежность и безопасность работы. Чем их меньше, тем лучше.
Вернуться к оглавлению
Рисунок 3. Сварочный аппарат типа трансформатор может работать в широком диапазоне сварочного тока. Его рекомендуется подключать к щитку.
Порядок подключения сварочного аппарата во многом зависит от особенностей его устройства. Так, в случае применения двухфазной модели подключение проводов будет выполняться в индивидуальной последовательности. Первый провод нужно будет пустить на фазу, второй — к нейтральному выходу, а третий провод подключить на защиту. Если же вы будете работать с трехфазным сварочным аппаратом, то особой последовательности можно не придерживаться. Главное, чтобы 2 первых провода были подключены к любым фазам, а третий провод — к защите.
Очень важно знать основные особенности подключения аппарата типа трансформатор. Типичный представитель показан на рис. 3. В случае применения такого оборудования подключение выполняется в соответствии с рядом особых правил. Трансформаторы могут работать в широком диапазоне сварочного тока. При включении некоторых из них в розетку образуется достаточно мощный бросок тока, который может сжечь розетку и выключить защитный автомат. Поэтому рекомендуется подключать такой сварочный аппарат к щитку. Подробная схема подключения сварочного трансформатора показана на рис. 4.
Трансформаторы могут работать в широком диапазоне сварочного тока. При включении некоторых из них в розетку образуется достаточно мощный бросок тока, который может сжечь розетку и выключить защитный автомат. Поэтому рекомендуется подключать такой сварочный аппарат к щитку. Подробная схема подключения сварочного трансформатора показана на рис. 4.
Обязательно выполняйте эти правила во время работы. При их несоблюдении вы рискуете получить травмы, которых можно было бы с легкостью избежать. В результате неправильного подключения сварочного аппарата можно получить удар током, возможны снижение качества сварки, возгорание и т.д.
Вернуться к оглавлению
Рисунок 4. Схема подключения сварочного трансформатора.
После подключения сварочного аппарата могут возникать различные проблемы, к которым нужно быть готовым и знать, как от них избавиться. Если имеет место сильный нагрев обмоток и гудение, то причина кроется в витковом замыкании в первичных обмотках. В этом случае придется полностью или частично перемотать обмотки.
Сварочные трансформаторы могут давать слишком большой ток по причине короткого замыкания в обмотке регулятора или во вторичной обмотке. Для устранения неисправности нужно ликвидировать замыкание в обмотках или выполнить перемотку.
Если при воздействии регулятором не происходит уменьшения сварочного тока, то причина, как правило, в замыкании между зажимами регулятора.
Во время работы с аппаратом вы можете услышать нехарактерный для него гул. Обычно он появляется по причине ослабления натяжения пружины или из-за поломки провода.
https://moyakovka.ru/youtu.be/UX81XigBgBY
Причиной слишком сильного нагрева контактов в соединениях обычно являются нарушения электрического контакта. Избавиться от этой неисправности можно путем переборки перегревающихся соединений. Контактные поверхности зачищаются и плотно пригоняются. Выполняется затяжка до отказа зажимов. Удачной работы!
moyakovka.ru
В помощь домашнему мастеру: как подключить сварочный инвертор
- Дата: 01-06-2015
- Просмотров: 482
- Рейтинг: 21
Многие домашние мастера в своей мастерской имеют сварочный агрегат. Он может быть разного типа. Сегодня в специализированных магазинах довольно большой выбор этой техники, в том числе и сварочный инвертор (изображение № 1). Это агрегат, имеющий определенные преимущества перед другими сварочными установками. Он имеет привлекательный внешний вид, малый вес, большую мобильность. Питаться может от бытовой и производственной сети напряжением 220 В и 380 В, от аккумуляторов и генераторов, выдающих напряжение 12 В и выше.
Он может быть разного типа. Сегодня в специализированных магазинах довольно большой выбор этой техники, в том числе и сварочный инвертор (изображение № 1). Это агрегат, имеющий определенные преимущества перед другими сварочными установками. Он имеет привлекательный внешний вид, малый вес, большую мобильность. Питаться может от бытовой и производственной сети напряжением 220 В и 380 В, от аккумуляторов и генераторов, выдающих напряжение 12 В и выше.
Изображение 1. Схема устройства сварочного инвертора.
Подключение инвертора к электросети
Соединительный кабель, которым укомплектована установка, соответствует мощности устройства. Нужно только проверить технические данные проводки в доме. Она может оказаться старой, не соответствующей современным нормам. В наши дни вся проводка, выключатели и розетки, предохранительные устройства рассчитаны на рабочий ток 16 А. Перед подключением сварочного инвертора нужно убедиться в этом. Хотя установка должна выключиться сама при малом диаметре проводов. Если все в порядке с сетью, можно подключать инвертор и делать пробную сварку.
Если все в порядке с сетью, можно подключать инвертор и делать пробную сварку.
Если вместо штатного предохранителя в электросети установлен «жучок», параметры которого неизвестны, включать сварочный инвертор в такую сеть нецелесообразно.
Функциональная схема источника питания инверторного сварочного аппарата.
Подключение сварочной установки к автомобильному аккумулятору обычно не представляет сложностей. Малый вес, составляющий 2,5-3 кг позволяет легко перенести прибор к автомобилю. Небольшие габариты порядка 300 х 190 х 130 мм позволяют не занимать много места. Подключение производится следующим образом:
- Инвертор присоединяют к аккумулятору.
- Подключаются другие необходимые устройства.
- При необходимости используется удлинитель.
- Выполняется пробный пуск аппарата и сварка.
Присоединение прибора к аккумулятору производится при помощи специальных зажимов с соблюдением полярности. Зажим провода красного цвета соединяется с плюсовой клеммой, черный — с минусовой. При соединении зажимов с клеммами может проскакивать небольшая искра. Если инвертор рассчитан на напряжение 12 В, его ни в коем случае нельзя пытаться подключить к бортовой сети 24 В и больше. Нельзя одновременно подключать несколько инверторов.
При соединении зажимов с клеммами может проскакивать небольшая искра. Если инвертор рассчитан на напряжение 12 В, его ни в коем случае нельзя пытаться подключить к бортовой сети 24 В и больше. Нельзя одновременно подключать несколько инверторов.
Таблица требуемых технических характеристик для сварочного инвертора.
К розетке инвертора можно подключить необходимые в работе устройства.
При использовании удлинителя нужно постараться сохранять его длину не более 50 м. При включении прибора в бортовую сеть должен загореться светодиод зеленого цвета, который будет гореть до тех пор, пока аккумулятор сохраняет напряжение в приемлемых пределах. Если напряжение снизится до 10,5 В и продержится на этой отметке минуту, сварочный агрегат автоматически отключится от сети. У аккумулятора останется заряд на запуск двигателя автомобиля в летнее время года.
Некоторые сварщики пытаются использовать маломощный бензиновый генератор для питания инвертора. Если мощность генератора не превышает 5 кВт, то все попытки будут бесполезны. Генератор будет работать на пределе своей мощности, провоцируя частые падения напряжения. Инверторный сварочный агрегат весьма чувствителен к таким перепадам и может выйти из строя. Поэтому рекомендуется использовать генератор электрический.
Генератор будет работать на пределе своей мощности, провоцируя частые падения напряжения. Инверторный сварочный агрегат весьма чувствителен к таким перепадам и может выйти из строя. Поэтому рекомендуется использовать генератор электрический.
Провод для изготовления удлинителя
Схема дросселя сварочного инвертора.
Для удлинения провода, особенно на выходе аппарата, не рекомендуется делать промежуточных стыков. Кабель должен быть цельным по всей длине. Общее его сечение должно быть в пределах 35 или более кв. мм. Профессиональные сварщики обычно пользуются проводом марки КГ. Он состоит из большого количества тонких медных проволочек диаметром примерно 0,2 мм, сплетенных друг с другом. Общий его диаметр должен быть не менее 7 мм без оболочки. Такой кабель с успехом применяется в сетях переменного тока напряжением до 600 В и постоянного тока до 1000 В. Максимальная нагрузка, которую способен выдержать провод, зависит от его сечения.
Марка провода и максимальная нагрузка:
- КГ 1х16 189 А;
- КГ 1х25 240 А;
- КГ 1х35 289 А;
- КГ 1х50 362 А;
- КГ 1х70 437 А;
- КГ 1х95 522 А.
Схема подключения инвертора к аккумулятору.
Вместо провода КГ можно использовать кабель марки КОГ1.
Все соединения с помощью удлинителя делаются с выполнением правил:
- Для соединения нужно использовать припаянные или спрессованные наконечники.
- Нельзя подтягивать к себе инвертор, используя для этого провода.
- Провод нужно выбирать в соответствии с номинальной мощностью.
- В домашних условиях рекомендуется использовать удлинитель длиной до 20 м.
- Провод удлинителя запрещено наматывать на катушку в целях предотвращения его перегрева и выхода из строя вследствие индуктивности. Нагрев провода не должен превышать 70° С.
Провод марки КГ выпускается в разных вариантах. Для работы в условиях с сильными морозами предназначен провод КГ-ХЛ, способный работать при морозе в -60°С. В тропическом климате хорошо работает кабель КГ-Т. Его оболочка устойчива к плесени, выдерживает температуру наружного воздуха +85°С. Для мест с повышенной пожароопасностью предназначен кабель КГН, оболочка которого не горит.
https://moyasvarka.ru/youtu.be/TiJHRWFdwSM
Несколько полезных советов
- Место для проведения сварочных работ не должно быть захламлено.
- Инвертор не рекомендуется использовать на морозе, в условиях сильной запыленности, около куч металлической стружки.
- В условиях повышенной влажности требуется иметь навес.
- Рекомендуется делать регулярные перерывы в работе, чтобы аппарат остыл. Продолжительность сварки и отдыха указаны в инструкции.
- При работе следует пользоваться средствами индивидуальной защиты. Обязательно нужно использовать куртку, перчатки и защитную маску с правильно подобранным светофильтром.
Сварочный инвертор значительно облегчает процесс сварки и позволяет получать сварные швы высокого качества.
https://moyasvarka.ru/youtu.be/APbB12bjRzM
Для обеспечения качества работы прибора нужно правильно его подключить к сети. При необходимости можно применить удлинитель, правильно подобрав его марку и сечение. От состояния электрической или бортовой сети автомобиля во многом зависит долговечность инвертора.
От состояния электрической или бортовой сети автомобиля во многом зависит долговечность инвертора.
moyasvarka.ru
Как правильно подключить сварочный аппарат на 220
- Разновидности сварочного аппарата
- Требования к розеткам и проводке
- Какими пользоваться удлинителями
Еще совсем недавно вопрос, как подключить сварочный аппарат, задавали только сварщики-профессионалы. Сегодня эта тема волнует большую армию умельцев-любителей. Современные производители значительно расширили рамки понятия «бытовые приборы и инструменты». Сейчас в этот список попадают различного назначения станки и приспособления. Среди этого разнообразия есть и сварочный аппарат.
Схема устройства сварочного аппарата.
Подключение сварочного аппарата может стать проблемой для тех, кто приобрел подобный инструмент впервые или попросил у соседа. Подключить нужно правильно, чтобы во время работы не повредить электропроводку, розетки, да и сам аппарат. Паспорт на оборудование, как правило, не содержит таких рекомендаций.
Паспорт на оборудование, как правило, не содержит таких рекомендаций.
Разновидности сварочного аппарата
Определиться с типом «сварочника» нужно прежде, чем приступать к работе. Существуют две разновидности аппарата: инверторный и трансформаторный. Инверторный сварочный аппарат – легкий и компактный – снабжен множеством защит и регулировок. Существуют разные модели, различающиеся мощностью и выходным током, предназначенные для настоящих «профи» и для «чайников». Небольшой вес (до 5-6 кг) и скромные габариты позволяют использовать подобные устройства как переносные. Их можно просто повесить на плечо и работать в самых сложных условиях. Аппарат уверенно варит электродами диаметром до 4-5 мм, да и стоит вполне приемлемо.
Классификация сварочных аппаратов.
Единственный недостаток – ремонтопригодность. В случае поломки без познаний в современной электронике починить самостоятельно его не удастся. Важный совет новичкам от профессионалов – «инверторник» нельзя ставить на землю. Обязательно нужно подложить под аппарат деревянную или пластмассовую дощечку.
Обязательно нужно подложить под аппарат деревянную или пластмассовую дощечку.
В основе трансформаторных сварочных аппаратов лежит традиционная схема: сетевой трансформатор с медными обмотками. Отсюда солидные габариты, приличный вес и соответствующая цена. К несомненным плюсам таких устройств следует отнести возможность работы с металлом практически любой толщины и простоту в ремонте.
Вернуться к оглавлению
Требования к розеткам и проводке
Сварка – дело серьезное, ответственное. Нужно соблюдать осторожность, чтобы не оставить себя и соседей без света, не повредить другие электроприборы, не допустить возгорания.
Прежде чем начать работу, необходимо убедиться, что возможности электросети допускают подключение выбранного сварочного аппарата. Нужно проверить состояние пробок и автоматов, удостовериться в отсутствии «жучков». В домах старой постройки электропроводка и розетки способны работать при токах до 10 А. В паспорте любого электроприбора указывается его мощность и номинальный (рабочий) ток. При включении происходит бросок тока (пусковой ток), который может превышать номинальный в 3 раза.
При включении происходит бросок тока (пусковой ток), который может превышать номинальный в 3 раза.
Таблица требуемых технических характеристик для сварочного аппарата.
Устройством плавного пуска, устраняющим подобные броски, снабжен инверторный аппарат. Его можно подключать в сеть, рассчитанную на 16 А. У трансформаторных моделей пусковые токи могут достигать 40 А. Обычная бытовая розетка этого не выдержит – может загореться. Лучше подсоединиться к электрощитку, используя промышленную розетку.
Если рабочий ток аппарата превысит допустимые возможности электросети, напряжение в ней «просядет» с 220 В до 140-150 В. Это может привести к поломке бытовых электроприборов и вызвать «прилипание» сварочного электрода. Работать будет невозможно.
Вернуться к оглавлению
Какими пользоваться удлинителями
Длина сетевого провода обычного «сварочника» не превышает 2 м. Поэтому часто в работе используются удлинители. К их выбору нужно подойти также тщательно. Известно, что через медный провод сечением в 1 кв. мм можно «пропустить» ток силой не более 10 А (для алюминиевого – 8 А).
мм можно «пропустить» ток силой не более 10 А (для алюминиевого – 8 А).
Зная пусковые и рабочие параметры сварочного аппарата, можно высчитать, какое сечение должен иметь провод удлинителя. Лучше взять с небольшим запасом, чтобы обеспечить себе комфортные условия работы. Не стоит покупать на рынке удлинитель подешевле. Под толстым слоем изоляции можно чаще всего обнаружить тонкий проводок. Разумнее обратиться в специализированный магазин и самостоятельно выбрать подходящий по площади сечения провод, да и розетку присмотреть соответствующую. Желательно, чтобы она была изготовлена из термореактивной пластмассы, той, что не плавится при нагревании.
Важно помнить, что провод удлинителя при работе должен быть полностью развернут. Так он лучше охлаждается и не создает дополнительной индуктивной нагрузки.
Необходимо позаботиться и о безопасности. Электрические провода не должны иметь повреждений изоляции, лежать на мокром полу и касаться работающих механизмов. Нужно обязательно использовать заземление.
Нередки случаи, когда удлинять приходится и провода на выходе. Делать промежуточные соединения при этом не рекомендуется. Высокие выходные токи могут привести к большим электрическим потерям в таких местах. Руководствуясь максимальными эксплуатационными параметрами аппарата, следует приобрести цельный многожильный медный провод необходимой длины. Сечение лучше выбрать, пользуясь правилом: на каждые 8 А тока – 1 кв. мм площади провода.
Если электросеть «слабая», а варить необходимо, можно попытаться подключить для питания сварочного аппарата бензогенератор. Следует учесть, что его выходное напряжение зависит от величины нагрузки. Можно подсчитать минимальную мощность, которой должен обладать генератор, чтобы обеспечить нормальную работу. Для сварки самым ходовым 3-миллиметровым электродом необходимый ток может достигать 120 А при 40 В напряжения. Таким образом, при КПД генератора 80% его мощность должна быть не ниже 6 кВт.
Справедливости ради нужно отметить, что существуют устройства, совмещающие в себе электрогенератор и сварочный аппарат. Но цена на них высока для домашнего умельца.
Но цена на них высока для домашнего умельца.
Существует множество видов и моделей сварочного оборудования. На даче, в гараже и дома можно воспользоваться любым.
Единственное непременное условие – схема подключения должна обеспечить удобные и безопасные условия работы.
Описание подключения сварочного аппарата 380В
- Выполнение подключения оборудования для сварочных работ
- Использование удлинителей шнура для сварочного агрегата
Сегодня мы поговорим о том, как самостоятельно осуществить подключение сварочного аппарата 380В для его дальнейшего использования. Сразу стоит предупредить, что если сварочный аппарат будет использоваться в домашних условиях, то очень важно знать, какую нагрузку смогут выдержать автоматы в электросети вашего дома или квартиры. И только после этого уже выбрать инвертор нужного типа и мощности. При выборе сварочного аппарата, конечно же, нужно учитывать многие важные характеристики. Мы опишем основные моменты, на которые обязательно нужно обращать внимание при выборе этого достаточно дорогостоящего оборудования. Важно подобрать такой агрегат, чтобы с его помощью можно было выполнять максимум задач, но и чтобы по стоимости он соответствовал заявленным параметрам. Итак, на чем же все-таки стоит акцентировать внимание?
Мы опишем основные моменты, на которые обязательно нужно обращать внимание при выборе этого достаточно дорогостоящего оборудования. Важно подобрать такой агрегат, чтобы с его помощью можно было выполнять максимум задач, но и чтобы по стоимости он соответствовал заявленным параметрам. Итак, на чем же все-таки стоит акцентировать внимание?
Принципы работы сварочного аппарата 380В.
- Мощность потребляемого тока. К примеру, для того чтобы выполнять сварочные работы дома, достаточно сварочного агрегата мощностью до 5 кВт. Покупка же устройства с более высоким порогом потребляемой энергии будет нерациональной тратой денег.
- Устойчивость к перепадам электроэнергии. Так как в сети электроснабжения часто возникает как резкое падение, так и резкий подъем напряжения тока.
- На какой диапазон напряжения в сети рассчитан подключаемый сварочный аппарат.
После оценки всех перечисленных параметров, а также некоторых других важных условий, вы уже будете знать о том, как правильно подключить сварочный аппарат к электросети. Мы немного постараемся помочь в этом и опишем технические ключевые моменты.
Мы немного постараемся помочь в этом и опишем технические ключевые моменты.
Выполнение подключения оборудования для сварочных работ
Принципиальная электрическая схема соединения первичных обмоток сварочного аппарата на напряжение: а) 220 В; б) 380 В (вторичная обмотка не указана).
По своей сути, сварочный аппарат является источником инверторного сварочного тока и сварочной дуги. Понятно, что эта дуга возникает между электродом и металлом. А сам аппарат для сварки выступает как преобразователь. Для определения допустимой мощности оборудования для типа электрической проводки в помещении, нужно умножить значение напряжения в сети на максимальное значение тока, которое указано на автомате вводного щитка агрегата для такого рода работ. Для подключения самого агрегата на 380 В к нему надо правильно подключать выходящие контакты.
Важно установить заземление во избежание поражения электрическим током при выполнении сварочных работ.
Схема подключения оборудования для сварочных работ, который используется в быту будет следующей:
- Определить необходимую мощность устройства для выполнения сварки в соответствии с тем, что будет подвергаться сварке.

- Используя ручку регулятора тока, отрегулировать положение сердечника трансформатора. Этими действиями уменьшается или увеличивается сила тока.
- При необходимости установите переключатель на корпусе агрегата в положение 380 В
- Два питающих конца подсоедините к фазе, а третий конец – к нулю.
Запомните: толстые концы определяют выход, а тонкие – вход.
Вернуться к оглавлению
Использование удлинителей шнура для сварочного агрегата
Схема подключения сварочного аппарата 380В.
В стандартной комплектации такие аппараты имеют электрошнур длиной от 1,8 м и до 2,5 м. Но этой длины сетевого провода может не хватить для проведения работ по сварке металлических поверхностей. Но как подключить сварочный агрегат в таком случае?
В таких ситуациях используют удлинители. Но бесконтрольно их использовать достаточно опасно, требуются предварительные подсчеты. Так, при сечении провода в 1,5 кв.мм максимальный ток, который можно пропускать по такому проводу, 16 А.
Немаловажная деталь – провод удлинителя нужно всегда разворачивать. Это связано с тем, что так провод под нагрузкой не перегревается и быстрее остывает, а это уменьшает риск возгорания.
К тому же в таком состоянии не образуется дополнительное индуктивное сопротивление.
Выполняя такие несложные требования, вы сможете правильно подключить сварочный аппарат и безопасно выполнять сварку.
Подключение сварочного аппарата
Сварочный аппарат – это преобразователь напряжения и тока, которые необходимы для получения дуги между электродом и металлом. Производители сварочных аппаратов стараются создать как можно лучшие условия специалисту при его
работе.
Прежде всего, в работе играет играет роль диапазон сварочного тока (образно говоря, мощность аппарата). Для сварки заборов, решеток и др. конструкций достаточно электрода до 4 мм, и сварочный ток в этом случае будет колебаться в пределах 180-220 А. Также играет роль Ux.x. (напряжение холостого хода), чем оно выше, тем легче зажечь дугу. Обычно оно составляет 35-80 В. Но многие аппараты уже имеют функцию поджига дуги, что удобно. Если в аппарате существует функция выпрямления сварочного
Обычно оно составляет 35-80 В. Но многие аппараты уже имеют функцию поджига дуги, что удобно. Если в аппарате существует функция выпрямления сварочного
тока, то шов будет качественнее и ровнее.
У сварочного аппарата есть ручка для регулировки тока (у трансформатора регулируется сердечник), ток уменьшается или увеличивается. На вторичной обмотке сварочного трансформатора меньше
витков чем на первичной, это необходимо для увеличения тока.
При подключении сварочного аппарата необходимо посмотреть, на какое напряжение он рассчитан, если и на 220 В и на 380 В, надо переключить
соответствующий переключатель.
Для подключения сварочного аппарата на 220В в сеть 380В необходимо подключить к питающему автомату один провод на фазу, другой на нейтраль, третий провод подключить к защитному нулевому проводнику для защиты корпуса. Для подключения
бытового сварочного аппарата на 380 В к автомату (необходимо убедиться, что автомат по номинальному току достаточен для работы сварочного аппарата) подключить питающие концы к любым двум фазам, а также подключить третий провод к защитному нулевому проводнику для защиты корпуса. Если не видно, где вход, а где выход сварочного трансформатора -толстые концы сварочные (выход), более тонкие (вход). Фактически, в первичную обмотку трансформатора просто добавляется некоторое кол-во витков и питающее напряжение увеличивают с 220 до 380В.
Если не видно, где вход, а где выход сварочного трансформатора -толстые концы сварочные (выход), более тонкие (вход). Фактически, в первичную обмотку трансформатора просто добавляется некоторое кол-во витков и питающее напряжение увеличивают с 220 до 380В.
Сварочный аппарат Nordika 3200
Сварочный трансформатор NORDIKA 3200 предназначен для ручной дуговой сварки переменным током низкоуглеродистых и низколегированных сталей. Аппарат оборудован вентилятором и защитой от перегрева, укомплектован кабелями, электрододержателем, клеммой заземления, маской, щеткой и молоточком. Производитель фирма TELWIN.
Характеристики: Напряжение питания, 220-380 В Потребляемая мощность, 3,5 кВт Максимальный потребляемый ток, 16 А Напряжение холостого хода, 48 В Сварочный ток, 55-190 А Диаметр электродов, 2-4 мм Вес, 20 кг
Габариты, 650х325х425 мм
На сердечнике, сделанном из трансформаторной стали, размещены две обмотки #8212; первичная и вторичная. В аппаратах такого типа одна обмотка закреплена статично, а вторая передвигается относительно первой по сердечнику. Именно
Именно
этим перемещением и осуществляется регулировка силы тока.
Чтобы определить допустимую мощность сварочного аппарата для определенной электропроводки, нужно напряжение сети умножить на максимальное значение тока, указанное на автомате вводного щитка.
При увеличении тока (сварочного) на вторичной обмотке трансформатора уменьшается напряжение, мощность должна оставаться одной и той же (свойство
трансформатора).
Источники: https://moiinstrumenty.ru/svarochnyj/kak-podklyuchit-svarochnyi-apparat.html, https://expertsvarki.ru/tehnologii/podklyuchenie-svarochnogo-apparata-380v.html, https://www.electricdom.ru/svar.htm
Комментариев пока нет!
pravilno-sdelat.ru
MOSFET%20схема%20сварка%20инвертор спецификация и примечания по применению
 org/Product”>
org/Product”> org/Product”>
org/Product”>MOSFET%20схема%20сварка%20инвертор Листы данных Context Search
| Каталог Лист данных | MFG и тип | ПДФ | Теги документов |
|---|---|---|---|
д 434 мосфет Реферат: T0220AB T0-220AB MOSFET 345 MOSFET 100A MOSFET 200B MOSFET N BUK854-500IS MOSFET 606 | OCR-сканирование | БУК100-50ДЛ БУК100-50ГЛ БУК100-50ГС БУК101-50ДЛ БУК101-50ГЛ БУК101-50ГС БУК102-50ДЛ БУК102-50ГЛ БУК102-50ГС БУК104-50Л д 434 мосфет T0220AB Т0-220АБ мосфет 345 мосфет 100а мосфет 200Б МОП-транзистор N БУК854-500ИС МОП-транзистор 606 | |
2006 – ан799 Реферат: MOSFET 500V 15A MOSFET 55 nf 06 an799 микросхема “MOSFET” 400V MOSFET 6A tc1426 TC4431 применение 348 mosfet TC426 | Оригинал | АН799 500В14АН ан799 МОП-транзистор 500В 15А мосфет 55 нф 06 микросхема ан799 “МОП-транзистор” 400В МОП-транзистор 6А тк1426 Приложение TC4431 348 мосфет ТС426 | |
Т0-220АБ Реферат: TOPFETs FETs BUK417-500B BUK617-500BE BUK454-600 mosfet BUK551-100A 100a mosfet buk456 Igbts guide | OCR-сканирование | T0220AB ОТ186 ОТ186 БУК856-400ИЗ Т0-220АБ полевые транзисторы БУК417-500Б БУК617-500БЭ БУК454-600 мосфет БУК551-100А 100а мосфет бук456 Руководство по IGBT | |
Т0-220АБ Реферат: PHILIPS MOSFET igbt mosfet переключатель BUK866 4001z | OCR-сканирование | БУК100-50ДЛ БУК100-50ГЛ БУК100-50ГС БУК101-50ДЛ БУК101-50ГЛ БУК101-50ГС БУК102-50ДЛ БУК102-50ГЛ БУК102-50ГС БУК104-50Л Т0-220АБ PHILIPS МОП-транзистор igbt МОП-переключатель БУК866 4001з | |
МОП-транзистор Резюме: AN9506 ISL6572 переключатель zvs драйвер SEM600 ISL6752 Lloyd H. | Оригинал | ИСЛ6752ИСЛ6753 АН1262 ISL6752 ISL6753 АН1002 АН1246 ИСЛ6752ИСЛ6753ЗВС АН1002АН1246 МОП-транзистор AN9506 ISL6572 переключить драйвер zvs СЭМ600 ISL6752 Ллойд Х. Диксон каталог мосфетов индуктор переключающий мосфет ISL6753 | |
ссф7509 Резюме: MC33035 K1 MOSFET SIL-PAD400 MOSFET 400a 1335W 400A MOSFET TO220 RthJA MOSFET B | Оригинал | SSF7509 15 кГц MC33035 SSF7509 MC33035 МОП-транзистор K1 SIL-PAD400 мосфет 400а 1335 Вт МОП-транзистор 400А MOSFet ТО220 РтЯ МОП-транзистор B | |
схема контактов MOSFET Реферат: LM3641 MOSFET 2KV mosfet+on+09нг | Оригинал | LM3641 схема выводов MOSFET LM3641 МОП-транзистор 2 кВ мосфет+на+09нг | |
Мощный МОП-транзистор 200 кГц Резюме: транзистор c 558 mosfet 4b npn транзистор dc 558 транзистор dc 558 npn 12v 10A dc драйвер управления двигателем mosfet mosfet драйвер с npn транзистором ic 558 mosfet 300v 10a импульсный трансформатор привод pwm ic | Оригинал | Ан-558 AN010063-01-JP 112нс 200нс Мощный мосфет 200 кГц транзистор с 558 мосфет 4b npn-транзистор постоянного тока 558 транзистор постоянного тока 558 npn МОП-транзистор управления двигателем постоянного тока 12 В 10 А драйвер мосфета с транзистором npn ик 558 мосфет 300в 10а привод импульсного трансформатора pwm ic | |
2007 – LM25116 Реферат: Si7850DP TSSOP-20-EP amp mosfet принципиальная схема IC MOSFET QG 6 PIN mosfet | Оригинал | ЛМ25116 50 кГц ЦСОП-20ЭП дс300075 DS300156-01-JP ЛМ25116 Si7850DP ЦСОП-20-ЭП схема усилителя мосфета IC МОП-транзистор QG 6 PIN мосфет | |
1970 – МОП-транзистор-48В Реферат: Схема eMMC powr607 mosfet-n 4700uF eMMC DC-DC 5V-3,3V ISPPAC-POWR607 mosfet ISPPAC-POWR1014 | Оригинал | ГС-12В MOSFET8сек32сек 12VNMOSFET 12В12В страница-126- 32сек2сек ispPAC-POWR1220AT8 AldecActive-HDLHDL9-10 МОП-транзистор-48В схема эммк мощность607 мосфет-н 4700 мкФ eMMC DC-DC 5В-3,3В ИСППАК-POWR607 мосфет ИСППАК-POWR1014 | |
837 мосфет Реферат: T0-220AB 912 MOSFET BUK108-50DL PHILIPS MOSFET igbt MOSFET 1053 MOSFET Руководство по мосфетам 200b 200a mosfet | OCR-сканирование | БУК100-50ДЛ БУК100-50ГЛ БУК100-50ГС БУК101-50ДЛ БУК101-50ГЛ БУК101-50ГС БУК102-50ДЛ БУК102-50ГЛ БУК102-50ГС БУК104-50Л 837 МОП-транзистор Т0-220АБ 912 МОП-транзистор БУК108-50ДЛ PHILIPS МОП-транзистор igbt МОП-транзистор 1053 мосфет руководство по МОП-транзисторам 200b мосфет 200а | |
2007 – IC MOSFET QG 6 PIN Резюме: MOSFET AMP IC 200 кГц мощность MOSFET 100 ампер MOSFET MOSFET 12V 4A ZF 24060 14v 10A MOSFET MTC14 FDS6898A IC MOSFET QG | Оригинал | LM2747 дс201509 50 кГц 250 кГц 50кГц1МГц 250 кГц 1 МГц ЦСОП-14 IC МОП-транзистор QG 6 PIN MOSFET усилитель ic Мощный мосфет 200 кГц МОП-транзистор на 100 ампер мосфет 12В 4А ЗФ 24060 мосфет 14В 10А МТС14 ФДС6898А IC МОП-транзистор QG | |
1995 – 10063 Реферат: SIEMENS MOSFET 14 MOSFET 10063 AN-558 IRF330 IRF450 SIEMENS MOSFET TI MOSFET RRD-B30M115 10063 | Оригинал | ТЛ/Г/10063 Ан-558 ТЛ/Г/10063 РРД-Б30М115/Печать ЦСП-9-111С2 10063 Сименс МОП-транзистор 14 мосфет 10063 Ан-558 IRF330 IRF450 сименс мосфет TI МОП-транзистор РРД-Б30М115 10063 | |
2001 – международный выпрямитель SMD Резюме: IRHNJ597230SCS 30CLJQ100SCS IRHNJ597034SCS IRHG6110SCS IRHNJ57234SESCS 35CLQ045SCS IRFE130SCX IRHNJ597130SCS IRHNA57064SCS | Оригинал | 4047А ИРХНДЖ597130 ИРХНДЖ593130 О-254АА 22JGQ045SCV 22GQ100SCV 25GQ045SCS международный выпрямитель SMD ИРХНДЖ597230СКС 30CLJQ100SCS ИРХНДЖ597034СКС ИРХГ6110СКС ИРХНДЖ57234СЕСКС 35CLQ045SCS IRFE130SCX ИРХНДЖ597130СКС ИРХНА57064СКС | |
2007 – МОП-транзистор 14В 10А Резюме: MOSFET amp IC MOSFET QG 6 PIN 300 Amp MOSFET MOSFET 12V 4A LM78L05 rcs 72 MTC14 FDS6898A 100 amp mosfet | Оригинал | LM2747 дс201509 50 кГц 250 кГц 50кГц1МГц 250 кГц 1 МГц ЦСОП-14 мосфет 14В 10А MOSFET усилитель ic IC МОП-транзистор QG 6 PIN МОП-транзистор на 300 ампер мосфет 12В 4А LM78L05 ркс 72 МТС14 ФДС6898А МОП-транзистор на 100 ампер | |
2001 – ИРХНА57064СКС Резюме: IRHNJ9130SCS IRHNJ597230SCS IRHG6110SCS IRHY7434 IRHE57130SCS IRHNJ57034SCS 8CLJQ045SCV IRHQ57113SE 35CLQ045SCS | Оригинал | 94046Б ИРХНДЖ597230 ИРХНДЖ593230 О-254АА 22JGQ045SCV 22GQ100SCV 25GQ045SCS ИРХНА57064СКС IRHNJ9130SCS ИРХНДЖ597230СКС ИРХГ6110СКС ИРХИ7434 IRHE57130SCS ИРХНДЖ57034СКС 8CLJQ045SCV IRHQ57113SE 35CLQ045SCS | |
2005 – 5 мм Резюме: LDR 5 мм 300 кГц драйвер MOSFET IC ldr 10k LM2655MTC-ADJ LM2653 LDR сопротивление a10sd TSSOP-16 593D | Оригинал | LM2655 ЦСОП-16 300 кГц DS101284-04-JP LM2655 nat2000 5 мм лдр ЛДР 5мм Микросхема драйвера МОП-транзистора 300 кГц лдр 10к LM2655MTC-ADJ LM2653 сопротивление LDR а10сд ЦСОП-16 593D | |
Силовой МОП-транзистор Реферат: МОП-переключатель Диод Шоттки 40В 2А Диод Шоттки 30В MOSFET | Оригинал | Si4642DY SiE726DF 1-1500 мкФ 47-680 мкФ Мощный МОП-транзистор МОП-переключатель Диод Шоттки 40В 2А диод шоттки 30v МОП-транзистор | |
2010 – Схема усилителя MOSFET Реферат: IC MOSFET QG IC MOSFET CFT top 256 en схема LM25116 модулятор RDS Si7850DP MOSFET 2KV | Оригинал | ЛМ25116 50 кГц ЦСОП-20ЭП DS300156-03-JP МХА20А схема усилителя мосфета IC МОП-транзистор QG IC МОП-транзистор CFT топ 256 ru схема ЛМ25116 модулятор РДС Si7850DP МОП-транзистор 2 кВ | |
2005 – СЛУП169 Реферат: slup206 peter markowski SLUP206 Руководство по проектированию и применению для высокоскоростных MOSFET IC SEM 2005 СПИСОК ДРАЙВЕРОВ MOSFET Bill Andreycak mosfet vgs 5v синхронный выпрямительный mosfet SLUA105 | Оригинал | SLUA341 SLUP169 slup206 Питер Марковски СЛУП206 Руководство по проектированию и применению высокоскоростных полевых МОП-транзисторов ИК СЭМ 2005 СПИСОК ДРАЙВЕРОВ МОП-транзисторов Билл Андрейчак мосфет вгс 5в синхронный выпрямитель mosfet SLUA105 | |
2007 – AC24V Аннотация: DC24V LM3102 | Оригинал | LM3102 ЭЦСОП-20 DC5VDC12VDC24VAC12VAC24V ДС300213-03-ДжП LM3102 AC24V DC24V | |
5a6 стабилитрон Реферат: Двойной MOSFET dip стабилитрон 6.2v 1w 10v ZENER DIODE 5A6 smd sot23 DG9415 | Оригинал | Si4418DY 130 мОм@ Si4420BDY Si6928DQ 35 мОм@ Si6954ADQ 53 мОм@ SiP2800 СУМ47Н10-24Л 24 мОм@ стабилитрон 5а6 двойной мосфет провал диод стабилитрон 6.2в 1вт 10В ЗЕНЕРСКИЙ ДИОД 5А6 смд сот23 ДГ9415 | |
2007 – MOSFET ВЧ усилитель Реферат: Схема усилителя MOSFET IC MOSFET QG LM25116 Si7850DP 13MOSFET 5256A | Оригинал | ЛМ25116 50 кГц ЦСОП-20ЭП дс300075 DS300156-01-JP МОП-транзистор ВЧ усилитель схема усилителя мосфета IC МОП-транзистор QG ЛМ25116 Si7850DP 13МОП-транзистор 5256А | |
2006 – S 170 МОП-транзистор Реферат: 8203 двойной MOSFET S 170 MOSFET SOT323 MOSFET P MOSFET SWITCHING FREQUENCY P-канальный силовой MOSFET SO-8 IPS09N03LA TDA21102 MOSFET все эквивалентные MOSFET книги | Оригинал | Б152-Х8203-Г4-С-7600 S 170 МОП-транзистор 8203 двойной мосфет S 170 МОП-транзистор МОП-транзистор SOT323 P ЧАСТОТА ПЕРЕКЛЮЧЕНИЯ MOSFET P-канальный силовой MOSFET SO-8 IPS09N03LA TDA21102 мосфет все mosfet эквивалент книги | |
2008 – АН1114 Реферат: smd транзистор 2t1 AN1114A smps* ZVT DELTA 2000 smps 90VAC-230VAC термистор ptc 10d AN-1114 микросхема 1414 DS01114A | Оригинал | АН1114 ДС01114А АН1114 смд транзистор 2t1 АН1114А смпс* ЗВТ ДЕЛЬТА 2000 смс 90В переменного тока-230В переменного тока термистор ptc 10d Ан-1114 микросхема 1414 | |
 org/Product”>
org/Product”> org/Product”>
org/Product”> Dixon MOSFET каталог индуктор переключающий MOSFET ISL6753
Dixon MOSFET каталог индуктор переключающий MOSFET ISL6753  org/Product”>
org/Product”> org/Product”>
org/Product”> org/Product”>
org/Product”> org/Product”>
org/Product”>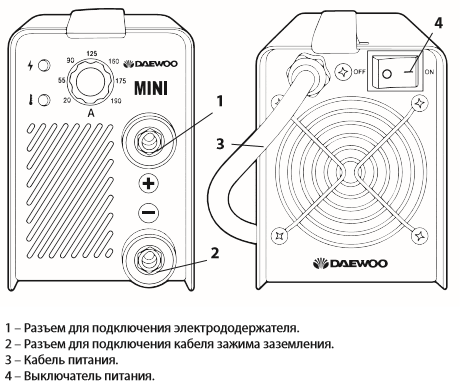 org/Product”>
org/Product”> org/Product”>
org/Product”>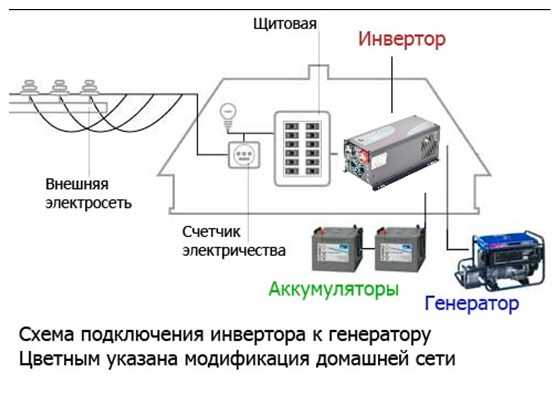 org/Product”>
org/Product”> org/Product”>
org/Product”> Предыдущий
1
2
3
.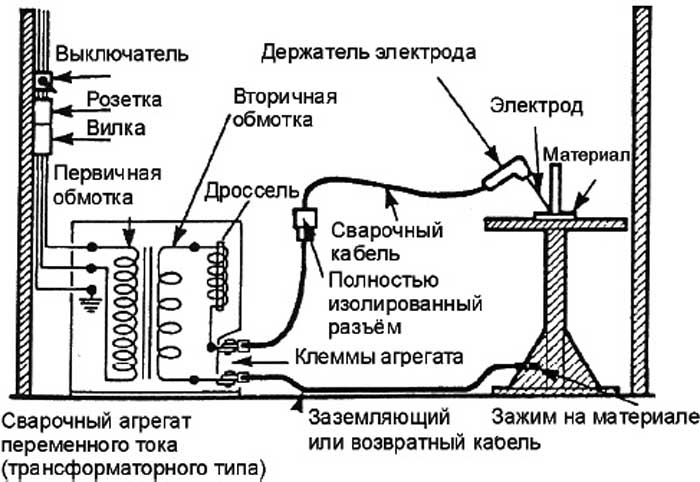 ..
23
24
25
Next
..
23
24
25
Next
Преобразователь-инверторный сварочный аппарат PWM с использованием нового типа NCT
- title={ШИМ-преобразователь-инверторный сварочный аппарат с новым типом NCT},
автор={Ю. М. Че и Чок-Сок Го, Г. Х. Чо и В.-С. Шин и Чжу Ён Чхве},
журнал={запись PESC 98. 29-я ежегодная конференция специалистов по силовой электронике IEEE (кат. № 98Ч46196)},
год = {1998},
объем = {2},
страницы = {1636-1641 том 2}
}
- Y. Chae, Jeok-Seok Gho, Joo Young Choi
- Опубликовано 17 мая 1998 г.
- Материаловедение
- PESC 98 Record. 29-я ежегодная конференция специалистов по силовой электронике IEEE (кат. № 98Ch46196)
Схема инвертора была адаптирована к сварочным аппаратам для повышения производительности сварки. [] Key Method Экспериментальные результаты показаны с точки зрения характеристик сварки и коэффициента мощности. Благодаря экспериментальным результатам характеристики сварки, такие как разбрызгивание и образование валиков, значительно улучшились, а коэффициент мощности поддерживается примерно на уровне единицы.

Просмотр на IEEE
doi.org
Улучшенные характеристики повышающего преобразователя DCM для системы инверторной дуговой сварки
- Чхве Рён, Х. Мок, Чой Г., Вон Чунг-Юн, Ким Кью Сик
Инженерия, материаловедение
Материалы Международной конференции IEEE 1999 по силовой электронике и приводным системам. ПЕДС’99 (Кат. № 99TH8475)
- 1999
В данной статье представлен инверторный сварочный аппарат с повышающим преобразователем DCM. Во-первых, рассматривается основная операция и принцип. Конструкция контроллера предназначена для форсирования пульсаций напряжения…
Простой инвертор для аппаратов дуговой сварки с выпрямителем с удвоением тока
В этом письме предлагается новая схема инвертора для аппаратов дуговой сварки. Выходной выпрямитель, замененный двойным выпрямителем по току, может эффективно уменьшить пульсации выходного тока. Поэтому нижняя…
Внедрение улучшенного источника питания с простыми инверторами для аппарата для дуговой сварки
- Jianmin Wang, Sen-Tung Wu
Инженерное дело
- 2015
Резюме В статье представлено простое управление инвертором рекуперации энергии без скачков напряжения.
 Предлагаемый инвертор может быть использован для аппаратов дуговой сварки. Выход инвертора имеет два…
Предлагаемый инвертор может быть использован для аппаратов дуговой сварки. Выход инвертора имеет два…Новый инвертор для аппаратов дуговой сварки
- Jianmin Wang, Sen-Tung Wu
Материаловедение, машиностроение
IEEE Transactions on Industrial Electronics
- 2015
Структура схемы с новым инвертором, который применим к аппаратам для дуговой сварки и может сохранять энергию, запасенную в соединенном индукторе, до следующего интервала коммутации , которые повышают эффективность преобразования аппарата дуговой сварки.
Доработки в конструкции главной схемы инвертора дуговой сварки и экспериментальная проверка
Предложена новая основная схема инвертора для дуговой сварки, в которой частота коммутации больше не ограничивается электролитическим конденсатором, что позволяет использовать инвертор, управляемый DSP…
Новый энергосберегающий инвертор для аппаратов дуговой сварки переменного тока
В данной статье предлагается новый энергосберегающий источник питания для аппаратов дуговой сварки переменным током.
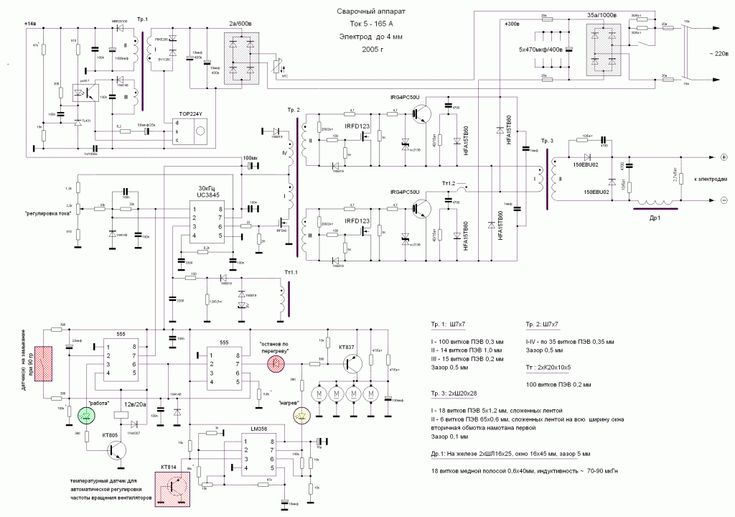 В таком источнике питания токорегулирующие диоды, подключенные к выходным дросселям, удерживают катушку индуктивности…
В таком источнике питания токорегулирующие диоды, подключенные к выходным дросселям, удерживают катушку индуктивности…Новый трехфазный сварочный инверторный источник питания с высоким коэффициентом мощности
- Ху Цзи-цян, Чен Шу-цзюнь, Инь Шу-янь, Ван Дун-пин, Цзэн Хуа
Инженерное дело
Международная конференция IEEE по промышленным технологиям Технология, 2003
- 2003
Трехфазный сварочный инверторный источник питания (WIPS) с функцией коррекции коэффициента мощности (PFC) предлагается для решения проблемы искажения входного тока, которая мешала применению WIPS в течение нескольких…
Высокопроизводительный портативный сварочный аппарат на основе мостового преобразователя с одним трансформатором, подключенным по стандарту ISOP, и активным демпфером подключенный одиночный трансформатор с методом активного демпфирования, предложенный для повышения общей эффективности за счет восстановления паразитной резонансной энергии и регулирования напряжения выпрямителей до уровня, на котором доступны диоды Шоттки.

Источник постоянной мощности в естественном режиме для ручной дуговой сварки
- J. Shklovski, K. Janson, T. Sakkos
Материаловедение
- 2012
Растущий спрос на энергию и вопросы охраны окружающей среды – по оборудованию и в процессе. В этой статье представлен новый импульсный источник питания с резонансной нагрузкой для сварки с выходной мощностью…
Преобразователь с резонансной нагрузкой с изменяющейся топологией резонансного резервуара для сварочных работ
- Дж. Шкловски, К. Янсон, А. Калласте
Материаловедение, машиностроение
IECON 2012 – 38-я ежегодная конференция IEEE Industrial Electronics Society
- 2012
ПОКАЗАНЫ 1-7 ИЗ 7 ССЫЛОК
ШИМ-преобразователь переменного тока в постоянный с фиксированной частотой коммутации
Для ШИМ-преобразователя переменного тока в постоянный с широтно-импульсной модуляцией стратегия прогнозируемого управления током с фиксированной частотой коммутации (управление PCFF) предлагается.
 Его принцип и реализация описаны,…
Его принцип и реализация описаны,…Методы минимизации искажения входного тока однофазных выпрямителей с регулируемым током
- J. Salmon
Машиностроение
- 1993
Описаны методы минимизации искажения входного тока однофазных повышающих выпрямителей с управлением по току. Схемы переключения нескольких повышающих выпрямителей исследуются для выявления…
Высокопроизводительный метод управления ШИМ-преобразователем напряжения
- H. Sugimoto, S. Morimoto, M. Yano
Engineering
PESC ’88 Record ., 19-я ежегодная конференция специалистов по силовой электронике IEEE
- 1988
Представлен высокоэффективный метод управления преобразователем напряжения с широтно-импульсной модуляцией. Начиная с моделирования преобразователя, управления коэффициентом мощности и пяти типов постоянного тока…
Однофазный реверсивный выпрямитель с принудительным током
- J.
 Boys, A.W. Green
Boys, A.W. Green Engineering
- 1989
Влияние высокочастотной пульсации сварочной дуги
Импульсная и неимпульсная сварочные дуги неплавящимся электродом сравниваются на основе одинаковой средней потребляемой мощности. Между давлением высокочастотных (обычно…
Импульсный блок питания
- A. Pressman
Engineering
- 1997
Используя эту книгу в качестве руководства, Pressman обещает, даже новичок может сразу спроектировать полную схему импульсного источника питания Ни в одной другой книге нет такой полной инструкции в одном томе.Использование…
Разработка систем регулирования сварочного тока для уменьшения разбрызгивания
- Ямамото Х.
 , Харада С., Ясуда Т.
, Харада С., Ясуда Т. Материаловедение
- 1990
Сварочные аппараты с инверторным контуром ARC-180, Китай
IGBT инверторный сварочный аппарат постоянного тока с электрической схемой инверторный сварочный аппарат
Почему стоит выбрать SONSCN?
1. Поставьте вам продукцию высшего качества с конкурентоспособной ценой при том же уровне качества, различные продукты в соответствии с вашими различными требованиями рынка.
Поставьте вам продукцию высшего качества с конкурентоспособной ценой при том же уровне качества, различные продукты в соответствии с вашими различными требованиями рынка.
2. Строго контролируйте весь производственный процесс и гарантируйте своевременную доставку. Проверяйте каждый из наших продуктов один за другим перед упаковкой, чтобы гарантировать качество.
Проверяйте каждый из наших продуктов один за другим перед упаковкой, чтобы гарантировать качество.
3. Предоставляем вам хорошее предпродажное, продаваемое и послепродажное обслуживание. Мы не только рабочие партнеры, но и друзья и семья.
Мы не только рабочие партнеры, но и друзья и семья.
4. Ваш запрос, связанный с нашими продуктами и ценами, будет дан ответ в течение 24 часов.
5. Наше преимущество: a. Конкурентоспособная цена по прейскуранту завода-изготовителя b. Стабильное качество c. Своевременная доставка d. Запуск новой модели ежегодно e. Собственное производство строго контролируется качеством.
Наше преимущество: a. Конкурентоспособная цена по прейскуранту завода-изготовителя b. Стабильное качество c. Своевременная доставка d. Запуск новой модели ежегодно e. Собственное производство строго контролируется качеством.
6. Мы можем напечатать ваш логотип на продукции или цветной коробке.
Мы можем напечатать ваш логотип на продукции или цветной коробке.
7. Мы можем принимать заказы OEM.
8. Мы можем подобрать соответствующие детали для вас.
Мы можем подобрать соответствующие детали для вас.
9. Если вы разместите большой заказ, мы можем предложить вам конкурентоспособную цену.
 3333px;”>
3333px;”>
10. Возможен небольшой заказ.
Описание продукта
 3333px;”> 1.Picture display
3333px;”> 1.Picture display
 6px; font-family: Arial, Helvetica; vertical-align: baseline; color: #333333;”>
6px; font-family: Arial, Helvetica; vertical-align: baseline; color: #333333;”>
 6px; font-family: Arial, Helvetica; vertical-align: baseline; color: #333333;”> 2.Detail picture
6px; font-family: Arial, Helvetica; vertical-align: baseline; color: #333333;”> 2.Detail picture
3. Parameter
Parameter
| Модель | ARC250 |  2pt solid #000000; background: #d9d9d9;”> ARC200 2pt solid #000000; background: #d9d9d9;”> ARC200 | ARC18099899998998998998998998998998998998998998998998998998998998998998998998998998989998998989н.0759 | ARC140 | ARC120 | |
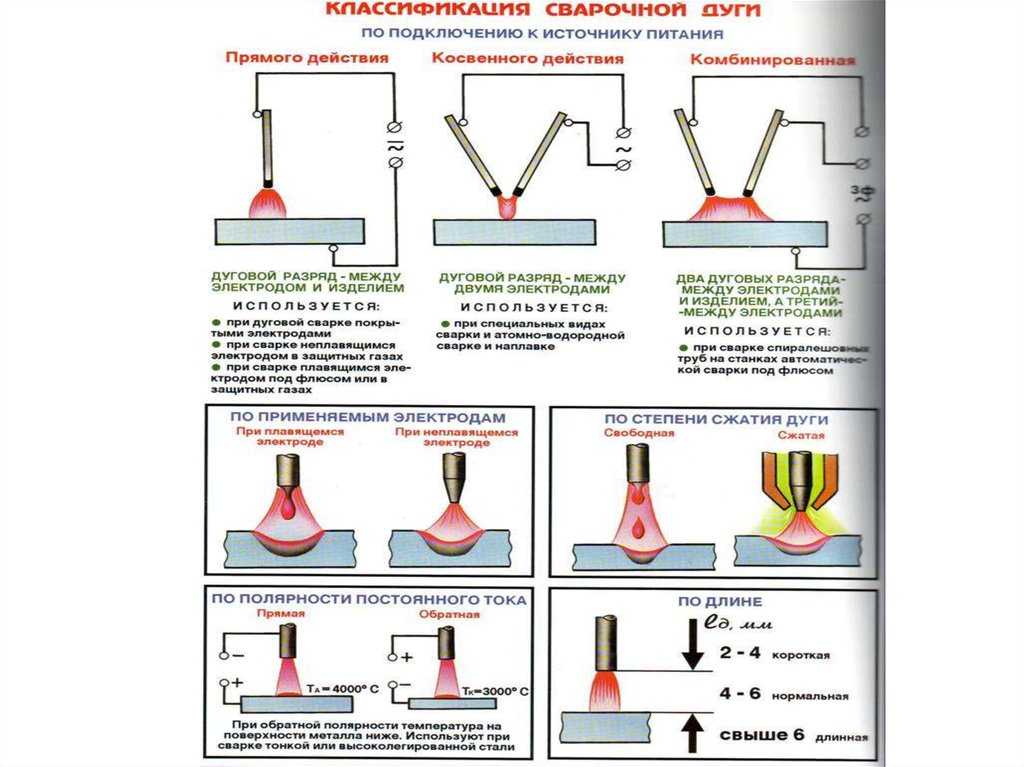 2pt solid #000000; background: #f2f2f2;”> Input voltage 2pt solid #000000; background: #f2f2f2;”> Input voltage | 50/60hz | 50/60hz | 50/60hz |  2pt solid #000000;”> 50/60hz 2pt solid #000000;”> 50/60hz | 50/60hz | 50/60hz |
| 1~230V±10% |  2pt solid #000000; background: #d9d9d9;”> 1~230V±10% 2pt solid #000000; background: #d9d9d9;”> 1~230V±10% | 1~230V±10% | 1~230V± 10% | 1~230V±10% |  2pt solid #000000; background: #d9d9d9;”> 1~230V±10% 2pt solid #000000; background: #d9d9d9;”> 1~230V±10% | |
| input current | Max.46A | Max.42A | 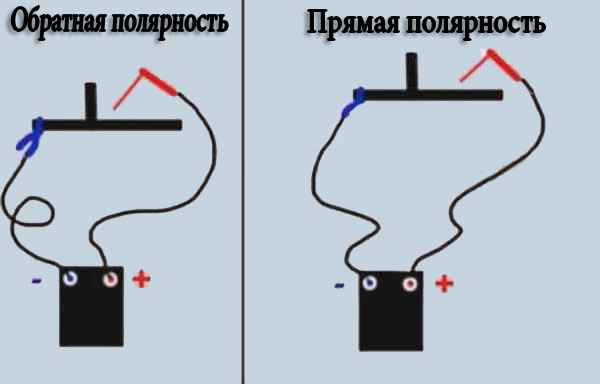 2pt solid #000000;”> Max.36.8A 2pt solid #000000;”> Max.36.8A | Max.30A | Max.26.8A | Max.24A |
 2pt solid #000000; background: #f2f2f2;”> No-load voltage 2pt solid #000000; background: #f2f2f2;”> No-load voltage | 80V | 80V | 80V |  2pt solid #000000; background: #d9d9d9;”> 80V 2pt solid #000000; background: #d9d9d9;”> 80V | 80V | 80V |
| Efficiency |  2pt solid #000000;”> 85% 2pt solid #000000;”> 85% | 85% | 85% | 85% | 85% |  2pt solid #000000;”> 85% 2pt solid #000000;”> 85% |
| Input power | Max.9kw | Max.6.6kw |  2pt solid #000000; background: #d9d9d9;”> Max.5.8kw 2pt solid #000000; background: #d9d9d9;”> Max.5.8kw | Max.5kw | Max.4.1kw | Max.3.4kw |
 2pt solid #000000; background: #f2f2f2;”> Current range 2pt solid #000000; background: #f2f2f2;”> Current range | 10-250A | 10-200A | 10-180A |  2pt solid #000000;”> 10 -160A 2pt solid #000000;”> 10 -160A | 10-140A | 10-120A |
| Duty cycle |  2pt solid #000000;”> 35%@250A 2pt solid #000000;”> 35%@250A | 35%@200A | 35%@180A | 35%@160A |  2pt solid #000000;”> 35%@140A 2pt solid #000000;”> 35%@140A | 35%@120A |
| 60%@180A | 60%@160A |  2pt solid #000000;”> 60%@140A 2pt solid #000000;”> 60%@140A | 60%@120A | 60%@110A | 60%@100A | |
 2pt solid #000000; background: #f2f2f2;”> Welding rod 2pt solid #000000; background: #f2f2f2;”> Welding rod | 1.5-5mm | 1.5-5mm | 1.5 -4мм |  2pt solid #000000; background: #d9d9d9;”> 1.5-4mm 2pt solid #000000; background: #d9d9d9;”> 1.5-4mm | 1.5-3.2mm | 1.5-3.2mm |
4. Products information
Products information
1 . Инверторная технология IGBT: Внедрение передовой инверторной технологии, которая характеризуется сверхмощным сварочным аппаратом , меньшим размером и меньшим весом (4,5 кг), но также гарантирует высокий коэффициент использования мощности.
2. Легкий и удобный: дизайн с учетом портативности и использования на открытом воздухе, ручка (или плечевой ремень) сверху позволяет носить устройство с собой повсюду. Это идеальные машины, подходящие для небольших строительных работ, обивочной промышленности, большая высота, работа в полевых условиях, ремонт и домашний мастер.
Легкий и удобный: дизайн с учетом портативности и использования на открытом воздухе, ручка (или плечевой ремень) сверху позволяет носить устройство с собой повсюду. Это идеальные машины, подходящие для небольших строительных работ, обивочной промышленности, большая высота, работа в полевых условиях, ремонт и домашний мастер.
3. Горячий старт: Обеспечивает легкое и идеальное зажигание дуги.
Горячий старт: Обеспечивает легкое и идеальное зажигание дуги.
4. Охлаждение вентилятором: двойной вентилятор минимизирует всасывание частиц, улучшает работу цикл, производительность сварки и продление срока службы.
5. Защита от перегрузки: идеальная функция самозащиты в случаях перенапряжения,
низкого напряжения, перегрузки по току, перегрева; безопасно и надежно.
6. Подходит для всех видов основных сварочных прутков, включая электроды с кислотным, щелочным и целлюлозным покрытием .
7. Подходит для углеродистой стали, нержавеющей стали, легированной стали и других материалов.
Подходит для углеродистой стали, нержавеющей стали, легированной стали и других материалов.
Упаковка и транспортировка
5. Упаковка
Обычно имеется 2 способа упаковки аппарата для дуговой сварки на переменном токе 8 .
1. Одна машина и аксессуары помещаются в 1 цветную коробку или 1 картонную коробку
Затем 2 коробки помещаются в одну стандартную коробку.
2. Один станок и принадлежности помещаются в 1 пластиковый ящик для инструментов.
Тогда 2 ящика для инструментов помещаются в одну стандартную коробку.
1. Cardboard/color box Packing | 2. Plastic tool box packing | ||
Box size | 36. | Размер ящика для инструментов | 43x15x37см |
Carton size | 38x33x31cm | Carton size | 43. |
G.W /CTN | 16kgs | G.W/CTN | 18kgs |
20 FT’S | 1470pcs/735ctns | 20 FT’S (pcs) | 1040pcs/520ctns |
 5x15x28cm
5x15x28cm 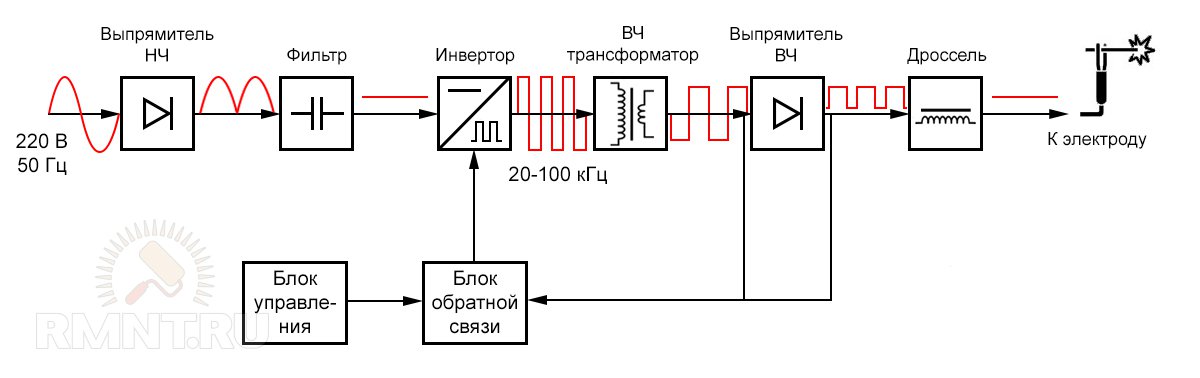 5×31.5x39cm
5×31.5x39cm  2pt;”>
2pt;”> 6px; font-family: Arial, Helvetica; vertical-align: baseline; color: #333333;”>
6px; font-family: Arial, Helvetica; vertical-align: baseline; color: #333333;”>
6.Accessories
There are standard accessories and дополнительные аксессуары на ваш выбор.
Стандартные принадлежности: 1. Разъем
2. Держатель электрода с кабелем.
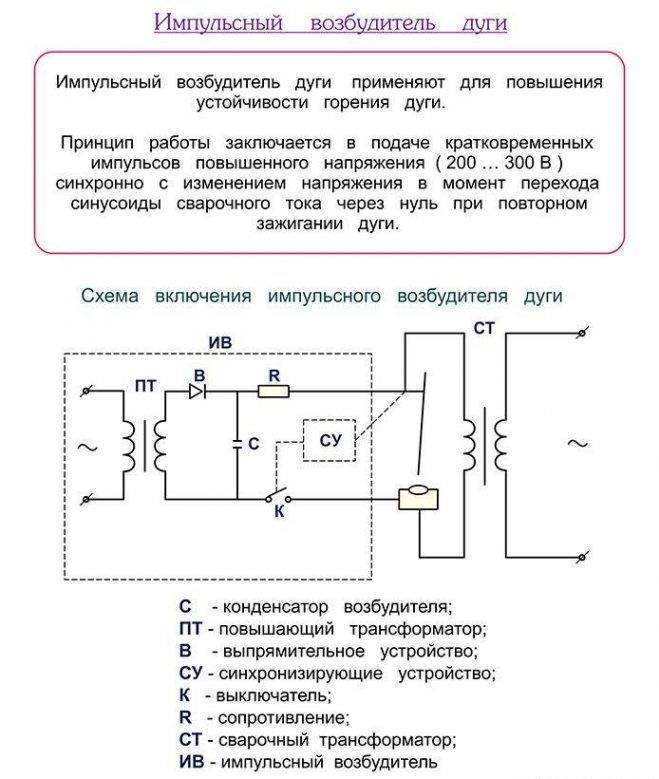 6px; font-family: Arial, Helvetica; vertical-align: baseline; color: #333333;”> 3. Зажим заземления с кабелем.
6px; font-family: Arial, Helvetica; vertical-align: baseline; color: #333333;”> 3. Зажим заземления с кабелем.
Дополнительные аксессуары: 1. Проводная щетка
2. Сварка
3. Пластическая коробка
Компания. При изготовлении машины для дуговой сварки на переменном токе , t компоненты вставляются в доски на машине, все доски производственного цеха сварщиков, сборочного цеха, цеха покраски и испытательного цеха. Каждая машина проходит 5 этапов проверки перед поставкой.
Каждая машина проходит 5 этапов проверки перед поставкой.
| Work shop | Worker | Machine | Quantity/day | Work time | |
| Components insert in board | 10 | 3 | 1000 шт. | 10 часов | |
| Boards work shop | 40 | 10 | 1000pcs | 10hours | |
| Assemble workshop | 40 | 10 | 1000pcs | 10 часов | |
| Типография | 5 | 3 | 8 | 10hours | |
| Testing workshop | 10 | 10 | 1000pcs | 10hours |
 3333px; font-style: normal; font-weight: normal; line-height: normal;”>
3333px; font-style: normal; font-weight: normal; line-height: normal;”>
8.Caton Fair
Каждый год мы дважды посещаем Кантонскую ярмарку. Вы можете увидеть все наши немецкие сварочные аппараты на ярмарке и проверить качество продукции. Н Добро пожаловать на нашу фабрику после ярмарки. Давайте поговорим с глазу на глаз.
9. Certification
Certification
Our ac arc welding machine applied for CCC,GMC,CE etc.
Q:Where is your factory?
A: город Юнкан, провинция Чжэцзян, Китай.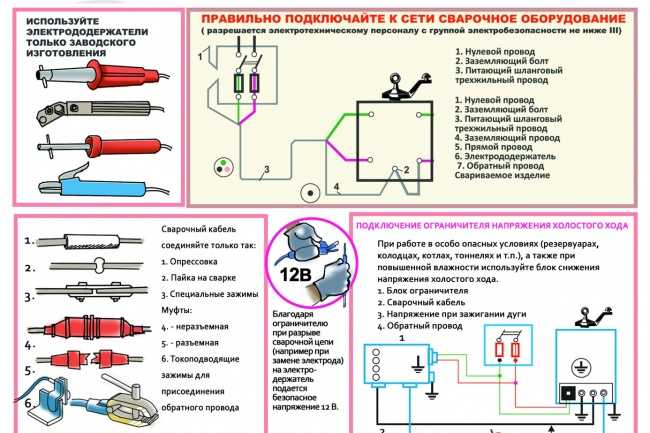
В: Какой у вас сертификат?
A: CE и CCC. Все виды сертификатов могут быть предоставлены на основе большого количества закупок.
В: Сколько времени займет запрос образцов?
A: Вообще говоря, через 3 рабочих дня после получения платежа.
В: Каково ваше время выполнения заказа для массовых продуктов, таких как 5000 единиц на единицу?
A: Примерно через 25-35 дней после получения предоплаты.
В: Каковы ваши условия оплаты?
A: T/T, наличными, Western Union или L/C.
В: Каков охват вашего рынка в регионе?
A: Наши рынки по всему миру в каждом уголке, у нас есть 8 лет опыта во внешней торговле.
В: Какова ваша основная линейка продуктов?
A: В основном мы производим инверторные дуговые сварщики, сварочные аппараты TIG, сварочные аппараты MIG Стартер перемычек и ИБП. и т. д.
и т. д.
В: Как нам сохранить наши цены конкурентоспособными?
О: У нас есть отношения с большим количеством поставщиков, и мы можем найти лучший источник материалов, чтобы постоянно экономить ваши затраты, соответствовать вашему графику разработки. удовлетворить ваши потребности в прототипировании или массовом производстве.
удовлетворить ваши потребности в прототипировании или массовом производстве.
В: вы фабрика или торговая компания?
A: Мы фабрика, мы предоставляем услуги OEM.
В: Какова ваша гарантия?
О: 12 месяцев. Обычно мы поставляем некоторые запасные части для ремонта клиента со следующим заказом, если они сломаны.
Обычно мы поставляем некоторые запасные части для ремонта клиента со следующим заказом, если они сломаны.
ARC STICK Сварочный аппарат, портативный инвертор высокой мощности – KickingHorse® Welder USA
Защита с индикатором неисправности
Встроенные датчики температуры, напряжения и тока обеспечивают максимальную защиту оператора и машины.
Оптимизирован для грязного или ненадежного питания
Обеспечивает стабильную работу от входного напряжения от 160 до 270 В, даже с генератором.
Надежность всегда гарантирована
- > Влагонепроницаемая конструкция.
- > Конструкция с защитой от солевых брызг.
- > Коррозионностойкое исполнение.
Маленькая коробка, большая сила!
- > Непревзойденная номинальная выходная мощность 220 А при рабочем цикле 25 % значительно превосходит по своим характеристикам трансформаторные аналоги на рынке.
- > Система на основе инвертора обеспечивает максимальное напряжение холостого хода (OCV) 74 В, вдвое больше, чем у традиционного сварочного аппарата с трансформатором, и обеспечивает превосходные характеристики зажигания дуги на грязной поверхности и стержнях 3/16 дюйма.
Принадлежности промышленного класса
- > Держатель электрода на 200 А с легкой загрузкой.
- > Подпружиненный сварочный зажим заземления типа «крокодил».
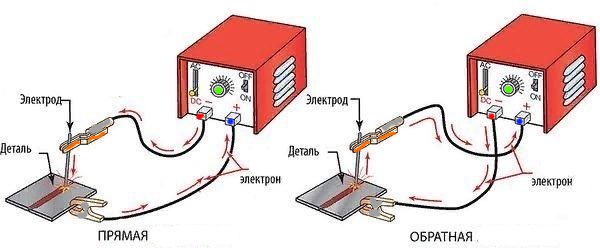
- > Оснащен сверхмощным кабелем для сварки/заземления по стандарту AWG #3, который обеспечивает более плавную дугу и предотвращает перегрев.
3 специализированные встроенные функции позволяют любому легко наложить красивый валик
Автоматический горячий старт позволяет оператору легко зажигать дугу на ржавой или окрашенной поверхности.
Встроенная схема защиты от прилипания автоматически увеличивает ток при приклеивании электрода к металлу, облегчая отрыв электрода и повторное зажигание дуги.
Адаптивная сила дуги оптимизирует характер дуги, чтобы обеспечить именно то, что вы хотите.
- Вход
- Рабочий цикл
- Максимальная выходная сила тока
- Минимальная выходная сила тока
- Требования к автоматическому выключателю
- Требования к генератору
- Напряжение холостого хода
- Размер электрода
- Типы электродов
- Свариваемые металлы
- Сварочные мощности
- Размер
- Вес
- 208/230 В, 60 Гц, одна фаза
- 25% при 220 А, температура окружающей среды 104F (40°C)
- 220 А
- 10 А
- 50 А 220 В
- Рекомендуется генератор неинверторного типа мощностью 5000 Вт
- 74 вольта
- от 1/16 дюйма до 3/16 дюйма
- Э6013, Э7014, Э7018, Э6011, Э6010
- мягкая сталь, чугун, нержавеющая сталь, твердая наплавка
- 3/18 дюйма из мягкой стали
- 9×4,7×6,7 дюйма
- 7,7 фунта
5 футов (1,5 м) 3 шнура питания AWG#12 с вилкой NEMA 6-50P 220 В для сварки
Заземляющий зажим 200 А с проводом 5 футов (1,5 м) AWG#4 и разъемом Dinse 25
Держатель электрода 200 А с 5 футами (1,5 м) Провод AWG#4 и соединение Dinse 25
На этот продукт распространяется гарантия
на один год с бесплатной заменой!
Обратитесь в службу поддержки клиентов.
Получите предоплаченную этикетку для возврата по электронной почте.
Доставка в любой пункт UPS.
Дождитесь возврата денег или замены.
Посмотреть все аксессуары для A220
Самый полный обзор Inside Out — 220A Max Out Run a 3/16″ стержень 7018
Приварка шестерни — часть 1
Приварка шестерни — часть 2
V170 СМОТРЕТЬ БОЛЬШЕ
ВОПРОСЫ И ОТВЕТЫ
Задайте вопрос
Генератор какого размера мне нужен для этого? Если мне нужен 50-футовый удлинитель для этого сварочного аппарата, какой рекомендуемый калибр (AWG)?
Мы рекомендуем генератор мощностью не менее 5 кВт для работы мощного сварочного инвертора KickingHorse® A220 на максимальной мощности. Тем не менее, вы всегда можете уменьшить ток, чтобы запустить меньший выключатель или генератор.
Этот сварочный инвертор предназначен для работы при напряжении до 160 В переменного тока и обеспечивает внутреннюю компенсацию всех потерь. Удлинительный шнур должен быть рассчитан примерно на 15 А (около 3,5 кВт), что соответствует AWG 14. Не беспокойтесь о потере шнура. Просто старые трансформаторные сварщики чувствительны к потерям в шнуре. Я использовал 150-футовый шнур, подключенный к 240AC, и был впечатлен. Я не использовал больше 120А, но все же Ручка для регулировки тока была довольно функциональной и точной. Я бы сказал, что это одна из основных характеристик, позволяющая одинаково работать в диапазоне 160-250 В примерно.
Удлинительный шнур должен быть рассчитан примерно на 15 А (около 3,5 кВт), что соответствует AWG 14. Не беспокойтесь о потере шнура. Просто старые трансформаторные сварщики чувствительны к потерям в шнуре. Я использовал 150-футовый шнур, подключенный к 240AC, и был впечатлен. Я не использовал больше 120А, но все же Ручка для регулировки тока была довольно функциональной и точной. Я бы сказал, что это одна из основных характеристик, позволяющая одинаково работать в диапазоне 160-250 В примерно.Это сварочный аппарат переменного или постоянного тока? Могу ли я запустить его от сушилки или розетки для плиты? 2. Какова рекомендуемая сила тока для сварщика?
KickingHorse® A220 — инвертор для дуговой сварки на выходе постоянного тока. Он будет стекать из сушилки или розетки печи. Мы рекомендуем выключатель на 50 А для полной мощности A220.
Металл какой толщины можно сваривать этим сварочным аппаратом?
Этот сварочный аппарат очень мощный, я прошел через сталь толщиной 3/8, как масло.
Можно ли, конечно, использовать этот аппарат для сварки tig на постоянном токе?
Мы не рекомендуем сварку ВИГ с инвертором для дуговой сварки KickingHorse® A220 High Power.
Что означает рабочий цикл для дуговой сварки?
Рабочий цикл — это спецификация сварочного оборудования, определяющая количество минут в течение 10-минутного периода, в течение которых данный сварщик может безопасно производить определенный сварочный ток. Вы могли заметить, что многие производители никогда не указывают рабочий цикл с током в спецификации. Не дайте себя обмануть, потому что при одинаковом рабочем цикле сварочный аппарат на 200 А намного мощнее, чем на 9.0А.
Имеет ли он сертификат безопасности США? Что произойдет, если я воспользуюсь услугами несертифицированного сварщика в США?
KickingHorse® A220 представляет собой инвертор для дуговой сварки, сертифицированный по стандарту UL , и его можно безопасно и законно сваривать как на месте, так и дома.
 В Соединенных Штатах, прежде чем принять решение о покупке сварочного аппарата без сертификации UL, вы должны учитывать не только безопасность сотрудников, членов вашей семьи и имущества, но также юридические, финансовые и страховые последствия, которые могут возникнуть при использовании оборудования, не сертифицированного по безопасности. , независимо от того, на рабочем месте или дома.
В Соединенных Штатах, прежде чем принять решение о покупке сварочного аппарата без сертификации UL, вы должны учитывать не только безопасность сотрудников, членов вашей семьи и имущества, но также юридические, финансовые и страховые последствия, которые могут возникнуть при использовании оборудования, не сертифицированного по безопасности. , независимо от того, на рабочем месте или дома.
В США очень высокие штрафы за несоблюдение требований!Какая вилка поставляется с этим сварочным аппаратом? Нужно ли покупать дополнительную вилку?
KickingHorse® A220 готов к использованию с сертифицированным UL североамериканским шнуром питания 12 AWG и вилкой NEMA 6-50P «Welder».
Какие стержни можно сваривать или обрабатывать?
6011 6013 7018 все работает нормально, даже 6010! также использовали 3/16 7014 с отличными результатами.

Аппарат дуговой сварки Pinnacle IntruARC 151
Распродажа
Распродажа
Распродажа
Распродажа
{{/Предметы}}Итого: {{{totalPrice}}}
Посмотреть корзину Выезд
{{ tier_title }}
“,”reward_you_get_popup”:”Вы получаете”,”reward_they_get_popup”:”Они получают”,”reward_free_shipping_popup”:”Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку”,”reward_you_get_free_popup “:”Бесплатная доставка”,”popup_item_tier_benefits_title”:”Преимущества”,”popup_item_tier_benefits_next_tier”:”Следующий уровень”,”popup_item_tier_benefits_list_of_tiers”:”Список уровней”,”reward_tier_achieved_on”:”Достигнуто {{ month }} {{ day } }, {{ year }}”,”reward_tier_multiply”:”Множитель”,”reward_tier_multiply_points”:”{{multiply_points }}x”,”earn_tier_more_points”:”Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}”,”reward_as_discount”:”{{ сумма }} скидка”,”reward_as_points”:”{{ сумма }} {{ points_name }}”,”reward_as_gift_card”:”{{ сумма }} подарочная карта”,”flexible_discount “:”Скидка”,”flexible_discount_price”:”Цена со скидкой”,” available_discount_title”:”В данный момент у вас нет доступных наград”,”reward_your_tier”:”Ваш уровень:”,”reward_next_tier”:”Нет уровень xt:”,”reward_page_confirm”:”Подтвердить обмен”,”reward_redeem_cancel”:”Отменить”,”reward_redeem_confirm”:”Подтвердить”,”reward_page_earn_points”:”Заработать баллы”,”reward_not_enough_points”:”Недостаточно баллов”,” select_rewards”:”Выберите награду”,”reward_birthday”:”День рождения”,”reward_enter_birthday”:”Введите день рождения”,”reward_please_enter_birthday”:”Пожалуйста, укажите день рождения”,”reward_enter_valid_birthday”:”Введите правильную дату дня рождения”,” warning_title_for_reward”:”К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. “,”warning_title_for_reward_requirelogin”:”Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.”,”reward_notifications_earned_points”:”Вы заработали {{ points_name }}!”,”reward_notifications_spend_your_points”:”Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}”,”reward_activity_reset_points”:”Сбросить баллы”,”reward_activity_reset_tiers”:”Сбросить уровни”,”reward_activity_reset_tiers_description”:””,”reward_notifications_you_have”:”У вас есть
“,”warning_title_for_reward_requirelogin”:”Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.”,”reward_notifications_earned_points”:”Вы заработали {{ points_name }}!”,”reward_notifications_spend_your_points”:”Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}”,”reward_activity_reset_points”:”Сбросить баллы”,”reward_activity_reset_tiers”:”Сбросить уровни”,”reward_activity_reset_tiers_description”:””,”reward_notifications_you_have”:”У вас есть {{ points_name }}”,”reward_notifications_discount_check”:”Используйте скидку на странице оформления заказа”,”reward_notifications_add_discount_to_your_cart”:”У вас есть доступная скидка. Добавьте скидку в корзину!”,”reward_discount_unavailable”:”Скидка недоступна”,”reward_program_emails”:”Письма по бонусной программе”,”reward_title_earn_for_place_order”:”Купите этот товар и заработайте {{ points_count }} {{ points_name }}”,” награда_title_earn_for_place_order_on_cart_or_checkout”:”Вы зарабатываете {{points_count}} {{points_name}} за эту покупку”,”reward_save_btn”:”Сохранить”,”reward_delay_points_pending_status_rule”:”В ожидании”,”referral_page_inviting_text”:”Пригласив друга”,” referral_page_your_benefit”:”Ваша выгода”,”referral_page_your_friends_benefit”:”Привилегия вашего друга”,”referral_page_get”:”Получите”,”referral_page_no_reward_text”:”похвалите, пригласив своих друзей!”,”referral_link”:”Реферальная ссылка”,”copy_link “:”Копировать ссылку”,”referral_page_share_title”:”Поделиться в социальных сетях”,”referral_page_active_discounts”:”Активные скидки”,”claim_referral”:”Claim”,”referral_notification_label”:”Пожалуйста, введите адрес электронной почты, чтобы получить подарок”, “email_sent_successfully”:”Ваше письмо успешно отправлено полностью!”,”referral_page_share_link_not_log_in”:”Войдите, чтобы начать делиться ссылкой”,”reward_activities_order_refund”:”Возврат заказа”,”reward_activities_order_updated”:”{{rule_title}} (Заказ обновлен)”,”activity_refund_earn_point”:”-{ { points_count }} {{ points_name }}”,”activity_refund_earn_points”:”-{{ points_count }} {{ points_name }}”,”activity_order_tier_lowered”:”Уровень понижен ({{ tier_title }})”,”order_refunded_activity_spend”:” +{{ points_count }} {{ points_name }}”,”reward_activity_discount_refund”:”Возврат скидки”,”reward_activity_gift_card_refund”:”Возврат подарочной карты”,”refund_tier_activity_discount_refund”:”Возврат скидки ({{ Discount_code }})”,”referrer_guest_notify_message “:”Зарегистрируйтесь, чтобы получить скидку”,”reward_sender_block_list_in_referral_program”:”К сожалению, эта реферальная ссылка больше не активна”,”referral_title_history”:”История”,”referral_not_allowed_to_use_referral_program”:”Вам не разрешено использовать реферальную программу”, “referral_no_activity”:”Нет активности”,”referral_history_c ustomer_name”:”Имя”,”referral_history_customer_email”:”Электронная почта”,”referral_history_status”:”Статус”,”referral_history_date”:”Дата”,”order_redeem_discount_name”:”Скидка на заказ ({{ name_order }})”, “discount_expire_in_day”:”Скидка действует через {{ days_count }} день”,”discount_expire_in_days”:”Скидка действует через {{ days_count }} дней”,”activity_discount_expired_code”:”Скидка истекает {{ code }}”,”activity_discount_expired”: “Срок действия скидки истек”,”current_balance”:”Текущий баланс”,”birthday_gift_multiply_message”:”Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!”,”your_discount_code”:”Ваш код скидки:”, “verify_account_message”:”Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.
 “,”verify_account_email_is_send_massage”:”Письмо с подтверждением отправлено,
“,”verify_account_email_is_send_massage”:”Письмо с подтверждением отправлено, , пожалуйста, проверьте свой почтовый ящик.”,”verify_account_button”:”Подтвердить аккаунт”,”spending_card”:”Карта правил расходов”,”minimum_purchase”:”Требуется минимальная покупка {{ Discount_amount }}”,”tier_info”:”Информация об уровне” ,”completed_rule”:”Выполненное правило”,”earning_rule”:”Правило заработка”,”reward_popup”:”Всплывающее окно вознаграждения”,”birthday_field”:”Поле дня рождения”,”shop_it”:”КУПИТЬ”,”назад”: “Назад”,”click_for_sound_on”:”Нажмите, чтобы включить звук”,”click_for_sound_off”:”Нажмите, чтобы отключить звук”,”view_on_instagram”:”Посмотреть в Instagram”,”view_on_tiktok”:”Посмотреть в Tiktok”,”instagram_gallery”: “Галерея Инстаграм”}
Можете ли вы запустить сварочный аппарат на солнечной энергии? [Основное руководство]
Этот веб-сайт содержит партнерские ссылки, мы можем получать небольшую комиссию за рекомендацию определенных продуктов. Мы очень ценим вашу поддержку!
Вы можете использовать свой сварочный аппарат на солнечной энергии, если ваша солнечная фотоэлектрическая система может обеспечить достаточное количество электроэнергии для его питания.
Сварочный аппарат не самое энергоемкое оборудование. Однако, если вы много свариваете, использование сети для питания вашего сварочного аппарата может стоить вам тонны.
Содержание
- 1 Можно ли запустить сварочный аппарат на солнечной энергии?
- 1.1 Что такое солнечная сварка?
- 1.2 Сварщик может работать на солнечной энергии для легких производственных работ
- 1.3 Как получить максимальную отдачу от солнечной сварки?
- 1.4 Как запустить Welder на Solar?
- 1.5 Какой сварочный аппарат мне следует использовать с моей солнечной фотоэлектрической установкой?
- 1.6 Стоимость хорошего сварочного аппарата на солнечной энергии постоянного тока
- 1.7 Преимущества солнечной сварки
- 1.8 Ограничения солнечной сварки
- 1.9 Дополнительные вопросы
- 1.10 Экономьте больше, тратя меньше, с помощью солнечной сварки
С солнечными панелями, контроллером заряда, батареями и инвертором вы можете использовать солнечную энергию, хранить ее и преобразовывать в электричество, которое вы можете использовать для питания вашего сварочного аппарата.
В этом посте вы узнаете все, что вам нужно знать о питании вашего сварочного аппарата от солнечной энергии и автономной сварке в целом.
Что такое солнечная сварка?
Проще говоря, солнечная сварка использует солнечную энергию для работы сварочного аппарата. Сварщик также может работать от генератора или сети, но солнечная энергия является исключительной, поскольку она экономична и безопасна для окружающей среды.
Поскольку солнечная энергия все больше интегрируется в такие важные процессы, как сварка, мы надеемся, что в конечном итоге она будет обеспечивать большую часть нашей повседневной деятельности.
Тема солнечной сварки обширна, но давайте начнем с изучения эффективности использования солнечной энергии для запуска сварочного аппарата.
Сварщик может питаться от солнечной энергии для легких производственных работ
При средних солнечных условиях мощности, вырабатываемой солнечными панелями, достаточно только для легких сварочных работ.
Чтобы лучше понять это, давайте кратко рассмотрим, на что похоже энергопотребление сварочного аппарата.
При сварке используется регулируемая дуга высокой интенсивности, что просто означает большой ток в течение короткого периода времени.
В начале каждой сварки возникают значительные скачки тока, также известные как скачки мощности, с которыми большинство солнечных фотоэлектрических систем не справляются.
Импульсная мощность всегда выше (обычно на 25–30 %), чем рабочая мощность; мощность, необходимая для продолжения работы сварочного аппарата. Ваша солнечная фотоэлектрическая система должна быть в состоянии справиться как с импульсной, так и с рабочей мощностью.
Пример:
Если у вас есть сварочный аппарат с импульсной мощностью 2500 Вт и рабочей мощностью 2000 Вт, вам потребуется фотоэлектрическая установка, которая производит не менее 2500 Вт даже при самом низком КПД.
Установка на 2000 Вт может не работать в этой ситуации, так как она не выдержит импульсной мощности 2500 Вт.
Обычный сварщик потребляет около 10 киловатт в час.
Общая потребляемая мощность зависит от следующих основных факторов:
- Размер сварочного аппарата. Более крупные сварочные аппараты имеют более мощные трансформаторы, поэтому потребляют больше энергии, чем их меньшие аналоги.
- Тепло, рассеиваемое сварочным аппаратом. Чем больше тепла производит сварочный аппарат, тем больше энергии он потребляет. Обратите внимание, что сильное рассеивание тепла может привести к снижению производительности.
- Эффективность. Чем выше эффективность, тем меньше энергии потребляет сварочный аппарат за заданное время работы.
- Время сварки. Сварка никогда не бывает длительной. Тем не менее, время, затрачиваемое на соединение металлов, прямо пропорционально потребляемой мощности.
- Выходное напряжение и выходной ток. При сварке вы настраиваете выходной ток и выходное напряжение в зависимости от того, насколько тяжел свариваемый материал. Сварщику определенно потребуется больше мощности при работе с тяжелыми металлами.

Определите потребляемую мощность вашего сварочного аппарата
Чтобы рассчитать удельную потребляемую мощность вашего сварочного аппарата, используйте следующую формулу:
Мощность в кВт = (Выходное напряжение × Выходной ток)/ КПД
Пример:
Допустим, ваш сварочный аппарат работает в следующих условиях: %
Мощность в Вт= (24*160)/0,9 = 4266 Вт
4266 Вт или 4,27 кВт — это потребляемая мощность вашего сварочного аппарата в час.
Если сварочный аппарат должен был работать 20 минут, то его потребляемая мощность должна быть (20/60) *4,27 = 1,42кВт.
Может показаться, что перевод вашего сварочного аппарата на солнечную энергию — это ненужные расходы, но вы должны знать, что даже минимальное количество времени, которое вы можете использовать для сварки без батарей, намного экономичнее, чем зависимость от сети.
У меня для вас хорошие новости. Вы можете использовать описанные ниже стратегии для оптимального использования солнечной энергии при сварке.
Как получить максимальную отдачу от солнечной сварки?
Выберите полдень как лучшее время для сварки.
Солнце светит лучше всего в полдень, так что это должно быть ваше время для сварки. Вы можете делать разметку и обрезку утром, а затем использовать свободную энергию, когда она будет доступна в изобилии в полдень.
Улучшите свою технику работы со штангой
Если у вас недостаточно солнечной энергии для работы сварочного аппарата, вам необходимо улучшить технику работы со штангой, чтобы вы могли работать со сваркой и основными металлами в кратчайшие сроки.
Подготовьте металлы перед включением сварочного аппарата
От маркировки и резки до очистки сварных швов: сделайте все необходимое, чтобы подготовить материалы к сварке до включения сварочного аппарата.
Сделав это, вы сократите потери времени, когда начнете работать с металлом.
Иметь специальную фотоэлектрическую установку для сварщика
Вместо того, чтобы требовать дополнительной мощности от основной фотоэлектрической системы, создайте отдельную солнечную установку для своего сварочного аппарата.
Инвестируйте в большой блок батарей
Работающий сварочный аппарат на солнечных батареях получает питание от солнечной батареи. Только с большой батареей вы сможете поддерживать работу вашего сварочного аппарата в течение длительного периода времени.
Большие батареи также менее склонны к чрезмерному разряду, что легко может произойти, если вы используете батарею малой емкости.
Даже не думайте запускать свой сварочный аппарат напрямую от солнечных батарей, так как это приведет к полной зависимости от непредсказуемого солнца.
Постройте свою солнечную фотоэлектрическую систему с расчетом на импульсную мощность
Для работы на полную мощность вам необходимо убедиться, что ваша солнечная фотоэлектрическая система может обеспечить максимальную рабочую мощность, необходимую сварщику.
Большинство сварочных аппаратов имеют мощность в ваттах в названии модели. Подтвердите, является ли это скачком или рабочим ваттом, чтобы вы могли знать, какой размер солнечной фотоэлектрической установки вам нужен для вашего сварочного аппарата.
Получите чистый синусоидальный инвертор
Чистый синусоидальный инвертор производит чистую и тихую электроэнергию, не говоря уже о том, что он обеспечивает расширенное резервное питание. Эти особенности делают работу сварочного аппарата с чистым синусоидальным инвертором одним из лучших приемов для эффективной солнечной сварки.
Теперь, когда мы получили важные сведения, мы можем с комфортом приступить к настройке фотоэлектрической установки и подключению сварочного аппарата.
Как запустить Welder на Solar?
Для работы сварочного аппарата на солнечной энергии вам потребуются солнечные панели, контроллер заряда, аккумуляторы и инвертор в качестве основных базовых компонентов.
Ниже приведены роли каждого из этих компонентов:
- Солнечные панели. Роль солнечных панелей заключается в том, чтобы собирать солнечные лучи и преобразовывать их в энергию постоянного тока.
- Контроллер заряда — это сердце любой установки солнечной фотоэлектрической системы.
 Он регулирует мощность от солнечных панелей и подает только то, что достаточно для зарядки аккумуляторов в системе.
Он регулирует мощность от солнечных панелей и подает только то, что достаточно для зарядки аккумуляторов в системе. - Батареи. Аккумуляторы накапливают энергию, вырабатываемую солнечными панелями. Вы можете использовать эту мощность, чтобы запустить свой сварочный аппарат.
- Инвертор. Этот важнейший компонент выполняет жизненно важное преобразование постоянного тока в переменный ток энергии, хранящейся в батареях. Благодаря сети переменного тока вы можете запустить любую электрическую машину, включая сварочный аппарат.
Для стационарной и эпизодической сварки я бы рекомендовал следующую комбинацию:
- 4 солнечных панели 100 Вт, 12 В
- 2 батареи 200 Ач, 24 В для запуска сварщика на солнечных панелях с использованием вышеперечисленных компонентов:
1. Соедините солнечные панели последовательно
Для этого соедините плюсовую клемму первой солнечной панели с минусовой клеммой второй. Повторите это для всех солнечных панелей.

Перед последовательным подключением солнечных панелей обязательно убедитесь, что общее напряжение модулей соответствует общему напряжению ваших батарей.
Наши 4* 12В солнечные панели будут производить 12*4= 48В при последовательном соединении.
2. Соедините батареи последовательно
Подсоедините батареи от положительной клеммы одной батареи к отрицательной клемме другой.
Как и в приведенном выше соединении, последовательное соединение двух аккумуляторов на 24 В даст общее напряжение 24*2= 48 В.
3. Закрепите инвертор между солнечными панелями и батареями
Используйте провода постоянного тока с датчиками и соединительный провод для подключения инвертора между солнечными панелями и батареями.
4. Следуйте инструкциям по эксплуатации инвертора с чистым синусоидальным сигналом, чтобы подключить его к батарее.
Совет: делайте провода как можно короче, чтобы исключить возможные потери мощности.
 Кроме того, не забудьте добавить защитное отключение постоянного тока в какой-то момент соединения аккумуляторной батареи с инвертором для устранения неполадок и технического обслуживания.
Кроме того, не забудьте добавить защитное отключение постоянного тока в какой-то момент соединения аккумуляторной батареи с инвертором для устранения неполадок и технического обслуживания.5. Наконец, подключите сварочный аппарат к инвертору
Вы можете использовать адаптер питания для подключения сварочного аппарата к розетке инвертора. При этом вам просто нужно подключить горелку (электродержатель) и заземляющий зажим к сварочному аппарату и приступить к сварке валиков.
Теперь, когда вы знаете, как питать солнечный сварочный аппарат с помощью солнечной энергии, вы должны задать себе этот вопрос:
Какой сварочный аппарат я должен использовать с моей солнечной фотоэлектрической установкой?
Сварочные аппараты делятся на категории в зависимости от полярности тока, который они производят: переменного или постоянного тока.
Сварочные аппараты переменного тока используют переменный полярный ток и подходят для сварки толстых металлов, алюминия и магнитных материалов.

Сварочные аппараты постоянного тока используют постоянный ток полярности и идеально подходят для повседневной сварки на солнечной энергии. Они обеспечивают гладкую сварку без брызг, а также могут работать в тяжелых условиях.
Существуют сварочные аппараты с функциями переменного и постоянного тока, но они имеют высокую цену. Тем не менее, имея деньги, вы можете приобрести сварочный аппарат переменного и постоянного тока и наслаждаться неограниченными возможностями его применения.
Для стандартной сварки и питания от солнечной фотоэлектрической установки я бы рекомендовал сварочный аппарат постоянного тока.
Стоимость хорошего сварочного аппарата постоянного тока на солнечных батареях
Цены на сварочные аппараты постоянного тока начинаются от 30 до 700 долларов США в зависимости от возможностей.
Вам следует оценить объем ваших сварочных работ, чтобы знать, какой сварочный аппарат вам следует купить.
Хороший сварочный аппарат постоянного тока на 120–240 В, подходящий для повседневной сварки, будет стоить вам около 120 долларов.
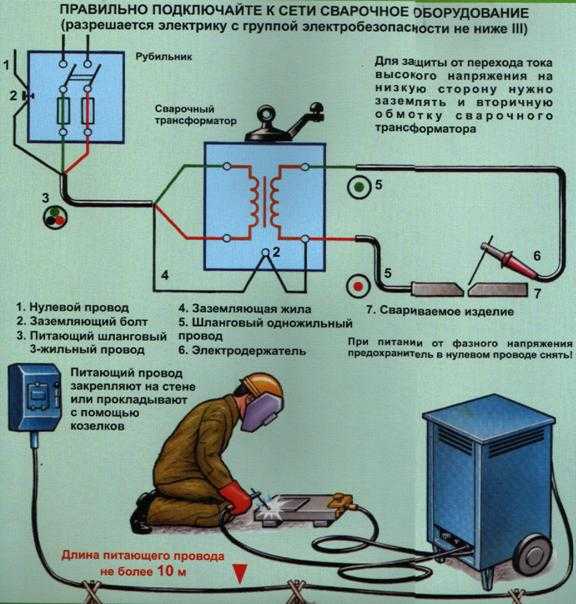
Примечание. Сварочные аппараты постоянного тока имеют встроенный электронный компонент, который изменяет переменную полярность тока с вашей установки модуль-батарея-инвертор на ток прямой полярности. Это увеличивает их размер и немного увеличивает их цену по сравнению со сварочными аппаратами переменного тока.
Преимущества солнечной сварки
Превосходное удобство
Солнечные батареи могут питать сварочный аппарат в любое время и в любом месте. Вы можете выполнять сварочные работы, даже если вы находитесь вне сети.
Экономия средств
Вы не сэкономите сотни долларов на эксплуатации сварочного аппарата с солнечными панелями, но вы обязательно заметите компенсацию в своих ежемесячных счетах за электроэнергию. Если вы профессиональный сварщик, это должно быть основной причиной, по которой ваш сварочный аппарат должен быть солнечным.
Экологически безопасный
Все, что питается от солнечной энергии, защищает окружающую среду от загрязнения, вызванного сжиганием ископаемого топлива для производства электроэнергии.

Ограничения солнечной сварки
Сварка зависит от доступного солнца
Если в течение всего дня облачно, вы можете не использовать мощность, необходимую для работы вашего сварочного аппарата.
Значительные первоначальные инвестиции
Если вы уже инвестировали в солнечную энергию, вы знаете, что первоначальные инвестиции оседают в ваших карманах.
Похожие вопросы
Что такое солнечные сварочные маски?Сварочные маски с солнечными батареями — это сварочные маски с фотогальваническими элементами сверху, которые улавливают солнечный свет и преобразуют его в источник энергии. У них также есть солнечные батареи, которые заряжаются от солнечных или ультрафиолетовых лучей сварочной дуги.
Аккумуляторы обеспечивают питание шлема даже при отсутствии прямых солнечных лучей. В отличие от сварочных масок с батарейным питанием, солнечные сварочные маски продлевают срок службы батареи вашего оборудования, защищая ваши глаза и лицо от вредного излучения.

Можно ли выполнять стационарную сварку с использованием солнечной энергии?
Солнечная энергия может питать ваш сварочный аппарат для стабильной и продолжительной сварки, если у вас есть мощные панели и большой аккумулятор.
Стоит ли солнечная сварка?
Тот факт, что сварка на солнечных батареях снижает энергопотребление вашей сети, обеспечивая удобство сварки из любого места, делает этот процесс оправданным. И если вы выделите совершенно новую фотоэлектрическую установку для своего сварщика, вы все равно сможете получать энергию от системы, когда вы не свариваете, и использовать ее в другом месте.
Сэкономьте больше, потратив меньше средств, благодаря сварке на солнечной энергии
Солнечная энергия не обеспечит работу 200-амперного сварного шва в течение нескольких часов, но вы действительно можете выполнить небольшой ремонт.
По меньшей мере, это все, что вам нужно, чтобы сократить счета за электроэнергию.
Более того, используя стратегии, приведенные в этом руководстве, вы можете максимально увеличить количество часов солнечной сварки.