Подвижный люнет – для чего он нужен, виды конструкций
alexxlab | 23.11.2019 | 0 | Разное
Особенности работы с люнетами для токарных станков: виды и их установка
Каждый домашний мастер, который имеет достаточно большой опыт работы с токарным станком, знаком с люнетами. Речь идет о специальных приспособлениях для металлорежущих станков, на которые возлагается роль дополнительной опоры для вращающихся при обработке деталей. При помощи люнета можно избежать прогиба детали, создаваемого усилиями при резании или собственным весом. Другим их положительным свойством является виброустойчивость.Виды люнетов
Можно выделить два типа люнетов для токарных станков:
- неподвижный;
- подвижный.
Неподвижный люнет
Основное предназначение этого приспособления — обеспечение поддержки длинным заготовкам и создание условий для надежной обработки, исключающей образование вибрации. Его устанавливают на станину станка, используя для этого плиту с нижним зацеплением.
Подвижный люнет
Местом размещения этого приспособления выступает продольный суппорт токарных станков. За счет этого оно двигается по той же траектории, что и токарный резец. Благодаря подвижным элементам удается избежать упругого зажима длинных и тонких заготовок в результате давления, создаваемого токарным резцом.
Обработка нежестких деталей
В процессе работы за токарным станком часто не удается достичь желаемого результата при использовании деталей, длина которых превышает в 10-12 раз диаметр, в сочетании с традиционными методами зажима. Устранить этот недостаток можно путем добавочного закрепления детали. Решить эту задачу позволяют люнеты для токарных станков. Следует заметить, что люнеты бывают разными и предусматривают свои особенности в плане работы с ними.Неподвижные люнеты для токарных станков и их использование
Местом размещения неподвижного люнета служит станина станка, а в качестве зажимного элемента используется болт и планка. В корпусе этого приспособления можно выделить несколько основных элементов:
- основание;
- крышка, которая скреплена с основанием при помощи шарнира.
Чтобы можно было зафиксировать крышку в рабочем положении, предусмотрен откидной болт с фасонной головкой. Особенностью конструкции люнета для токарных станков является наличие трех кулачков, среди которых два находятся в основании, а еще один на крышке. Подобные кулачки предусматривают возможность изменения их положения в отверстиях, сделанных в корпусе, что осуществляется при помощи регулировочных болтов. Чтобы зафиксировать кулачки в необходимом положении, используют соответствующие винты.
Традиционным материалом для кулачков люнетов служит чугун. Если условия работы создают вероятность того, что поверхность обрабатываемой заготовки будет повреждена в результате трения о кулачки, то нелишним будет дополнить разместить на стальные кулачки защиту в виде бронзовых наконечников. Альтернативным этому решением могут быть кулачки, рабочая поверхность которых имеет специальное покрытие на основе баббита. В тех случаях, когда предполагается слишком быстрый износ кулачков, защиту рабочих поверхностей обеспечивает покрытие из твердого сплава, создаваемого путем наплавления. Заменить их можно люнетами для токарных станков, у которых кулачки имеют встроенные ролики.
Неподвижный люнет для токарных станков устанавливают на токарном станке следующим образом. Саму заготовку фиксируют в центрах, а в качестве опоры для нее выступают три кулачка люнета, которые должны быть предварительно настроены. Если приходится иметь дело с заготовкой, имеющей точные размеры либо уже прошедшей обработку, то установка люнета может быть проведена без предварительного протачивания шейки на участках, где будут размещаться кулачки люнета для токарных станков. Иначе все же потребуется проточить шейку там, где заготовка будет контактировать с кулачками.Процедура обработки шейки, которая по своей длине должна слегка превышать ширину кулачков люнета, может быть выполнена несколькими способами.
- Если работа осуществляется с заготовкой, имеющей большую длину и незначительную толщину, то ее зажимают в центрах, после чего приступают к точке шейки в заранее определенном месте. Важно по возможности минимизировать подачу и глубину резания, тем самым это позволит предотвратить прогиб вала и вибрации. Этим же руководствуются, когда выставляют наиболее максимальный главный угол резца, а радиус закругления вершины резца минимизируют, при этом передней поверхности следует придать выгнутую форму. Главной режущей кромке резца желательно придать отрицательный угол наклона. Это приведет к тому, что резец будет как бы натягивать детали на себя. Если для резца будет выставлен положительный угол наклона, то удастся обеспечить обратный эффект в виде отталкивания детали, что чревато образованием вибрации.
- Если приходится иметь дело с очень длинной и тонкой заготовкой, из-за чего не получается проточить шейку в центре, придерживаясь вышеперечисленных правил, то выходом может стать проточка временных шеек, которые должны находиться как можно ближе к передней бабке. Если шейка будет проточена на расстоянии от передней бабки, соответствующем одной четверти общей длины заготовки, то против нее размещается люнет, после чего процедуру повторяют, создавая еще одну временную или требуемую шейку.
Установка люнетов для токарных станков
Для установки люнетов можно использовать несколько методов.
Размещать это приспособление по заготовке можно при выполнении следующего условия: деталь имеет точные геометрические размеры либо уже была подвергнута обработке. Прибегать к этому методу допускается, лишь если планируется проводить грубые работы. В тех ситуациях, когда наблюдается прогиб заготовки, вызванным действием ее собственного веса, к ней нужно сперва подвести два кулачка, а лишь затем зафиксировать верхний.Если предстоит выполнять чистовые и точные работы, то использовать подобный метод установки люнета недопустимо. Дело в том, что в случае совершения просчётов с размещением этого приспособления высока вероятность того, что заготовка будет иметь различные диаметры по всей длине.
В случае наличия у заготовки обработанной поверхности для установки люнета рекомендуется использовать короткую оправку, в качестве которой обычно выступает цилиндрический валик, диаметром, равным диаметру заготовки в том участке, где она будет контактировать с люнетом. Один конец оправки нужно зафиксировать в патроне, по другому же, который сначала нужно выверить, используя рейсмус или индикатор, или его можно обточить, выполняют установку кулачков люнета. Само же это приспособление должно в этот момент располагаться рядом с передней бабкой, а когда кулачки окажутся на своем рабочем месте, его сдвигают параллельно станине до того момента, пока он не примет необходимое положение.
Заключение
Во время обработки на токарном станке металлических заготовок приходится сталкиваться с таким неприятным явлением, как вибрации. Из-за них часто не удается обеспечить изделиям необходимые размеры. Решить эту проблему можно при помощи люнетов. Эти приспособления позволяют обеспечить более жесткую фиксацию обрабатываемого изделия, сводя к минимуму возможные погрешности по выдерживанию требуемых размеров.
Оцените статью: Поделитесь с друзьями!stanok.guru
характеристики, строение, применение и использование устройства
Что такое подвижный токарный люнет? Этот вопрос может застать врасплох лишь людей, далеких от мира станков. Любой токарь (даже начинающий) знает, для чего предназначено данное устройство. Следует отметить, что подобные приспособления применяются не только в токарном деле, но и при обработке деталей на фрезерных, шлифовальных и других станках. В статье дается характеристика подвижным люнетам для токарных станков, описываются особенности и область их применения.

Строение и конструктивные особенности люнетов
Существуют неподвижные и подвижные люнеты для токарных станков. Неподвижные люнеты жестко закрепляются к направляющим станины токарного станка и не перемещаются во время работы. Как понятно из названия, подвижные люнеты могут перемещаться вдоль оси вращения вместе с движением резцедержателя и каретки.
Кроме того, в качестве опор в люнетах могут использоваться ролики качения, а могут и неподвижные кулачки. Как ролики, так и неподвижные кулачки, имеют свои преимущества и недостатки. Так, ролики не повредят материал заготовки и не изнашиваются. Однако они (особенно после длительной эксплуатации) могут работать с биением, что не может не повлиять на параметры обработки. Поэтому для прецизионной обработки заготовок небольшого диаметра рекомендуется использовать подвижные люнеты с кулачками, а не с роликами.
Нельзя не упомянуть и о так называемых башмаках. Так называется люнет особой конструкции. Область его применения – обработка длинномерных заготовок на круглошлифовальных станках.
Наиболее распространены люнеты с ручным перемещением и фиксацией кулачков. Именно такая оснастка поставляется в комплекте ко всем универсальным станкам (16К20, 1К62, 1М63). Подвижные люнеты токарных станков с числовым программным управлением отечественного (16Б16Ф1, 16К20Ф1) и зарубежного («Мазак», «Окума», «Хаас» и так далее) оснащаются самоцентрирующимися люнетами с гидравлическим приводом. При работе с таким оборудованием, оператору станка достаточно нажать на педаль, а все остальное сделает автоматика.

Какие преимущества дает использование люнета в обработке длинномерных заготовок?
Без люнета можно обойтись. Однако в случае обработки длинных тел вращения с незначительной площадью в сечении при его отсутствии деталь может просто-напросто выгнуться и поломать резец. Также возможно повреждение оборудования и травмирование рабочего персонала цеха.
Кроме того, применение люнета позволяет на порядок повысить точность обработки, увеличить скорость резания (повышается производительность труда), увеличить стойкость инструмента.

Установка и настройка люнетов
Выставлять приспособление можно несколькими способами: используя заготовку и стойку с микрометром.
Устанавливать подвижный люнет по заготовке можно лишь в том случае, когда заготовка, закрепленная в центрах, не имеет значительных геометрических отклонений. Иными словами – после предварительного точения. Во всех остальных случаях приспособление выставляется с использованием высокоточных измерительных приборов.
В условиях реального производства часто возникает ситуация, когда оборудование необходимо наладить еще до подачи заготовки. В таких случаях подвижный люнет устанавливают по прутку, диаметр которого равен диаметру будущей детали. Такой пруток зажимается в патроне со стороны одного торца, а со стороны другого необходимо пропылить диаметр (то есть снять токарным резцом незначительный припуск). По полученной чистой поверхности и выставляются ролики люнета.

Некоторые особенности эксплуатации люнетов
Один торец заготовки зажимается в трехкулачковый самоцентрирующий токарный патрон (может быть цанга, поводковый патрон или другое приспособление), а другой – подпирается центром задней бабки. Заготовка контактирует с тремя кулачками или роликами. При этом, если заготовка не точная (литье или поковка), то место контакта роликов и кулачков с деталью нужно прочить.
Материалом для изготовления кулачков подвижного люнета служит, как правило, чугун. Этот сплав имеет хорошие антифрикционные свойства, однако опасность повредить заготовки из мягкой отожженной стали все же существует. Поэтому рекомендуется устанавливать на кулачки насадки из бронзы или из баббитов. Это уберет чистовую поверхность ответственного изделия от царапин и от истирания. Если нет возможности изготовить такие насадки, то предпочтение следует отдать роликам качения. Это предотвратит повреждение поверхности детали. Впрочем, если впоследствии рассматриваемая поверхность изделия будет обрабатываться на станке, то можно и не опасаться повреждений.

Подвижный люнет 16К20
Люнет данного типа имеет некоторые конструктивные особенности. Так, он крепится непосредственно к суппорту станка. Для этого предусмотрены специальные резьбовые соединения.
Корпус, как правило, отливается из серого чугуна. В остальном же все стандартно – три кулачка или ролика, которые контактируют с заготовкой, пазы по форме направляющих на станине.
Станкостроительные заводы выпускают множество модификаций подобных люнетов. Они отличаются незначительно. Основные показатели неизменны: минимальный диаметр обработки составляет 110 или 150 миллиметров.
Подвижный люнет 1К62
В комплекте к универсальному токарно-винторезному станку 1К62 идет два люнета (неподвижный и подвижный).
У неподвижного люнета есть крышка. Она крепится к основанию при помощи винтового соединения. На днище имеются пазы. По форме они идентичны направляющим станины станка, благодаря чему удается хорошо зафиксировать люнет и исключить перемещения по любым осям. Позволяет вести обработку прутков и других тел вращения диаметром от 20 до 130 миллиметров.
Подвижный люнет позволяет обрабатывать изделия диаметром 20 – 80 миллиметров. Таким образом, люнет значительно расширяет технологические возможности станочного оборудования (ведь без него минимальный диаметр обработки составляет 40 миллиметров). Это очень важно. Существуют определенные ограничения по частоте вращения шпинделя (а значит, и заготовки). Так, максимальная скорость вращения – 2000 оборотов в минуту, а минимальная – 12,5 оборота в минуту.
Станки данного типа уже давно не производятся и считаются морально устаревшими. А вот люнеты до сих пор изготавливаются многими инструментальными и станкостроительными заводами. Это говорит о многом.

Заключение
При обработке металлов и сталей резанием возникают вибрации, которые отрицательно сказываются как на качестве обрабатываемой поверхности, так и на работоспособности оборудования и инструмента. Особенно остро эта проблема стоит при обработке длинных заготовок (соотношение длины к диаметру 10:1 и более). Решить проблему вибраций и опасности травмирования рабочего позволяет специальное устройство – токарный подвижный люнет.
fb.ru
Обработка деталей в люнетах | Токарная обработка металла
Длинные и тонкие детали, длина которых в 10-12 раз больше диаметра, при обтачивании прогибаются под действием собственного веса и сил резания, в результате чего они получают бочкообразную форму – в середине толще, а по концам тоньше. Избежать этого можно, применив особое поддерживающее приспособление – люнеты. При применении люнетов можно обтачивать детали, снимая стружку большего сечения, не опасаясь прогиба их.
Люнеты бывают неподвижные и подвижные.
Неподвижный люнет
Неподвижный люнет (рис. 339) состоит из чугунного корпуса 1, с которым посредством болта 7 скрепляется откидная крышка 6, что облегчает установку детали. Основание корпуса люнета имеет форму соответственно направляющим станины, на которых он закрепляется планкой 9 и болтом 8. В корпусе при помощи регулировочных болтов 2 перемещаются два кулачка 4, а в крышке – один кулачок 5. Для закрепления кулачков в требуемом положении служат винты 3. Такое устройство позволяет устанавливать в люнет валы различных диаметров.
Рис. 339. Неподвижный люнет
Прежде чем установить заготовку в люнет, нужно проточить у нее посредине канавку под кулачки шириной немного больше ширины кулачка (рис. 340). Если заготовка имеет большую длину и небольшой диаметр, то при протачивании такой канавки неизбежен прогиб самой заготовки. Во избежание этого вначале протачивают дополнительную канавку ближе к концу заготовки и, установив в ней люнет, протачивают основную канавку посредине.
Рис 340. Обтачивание детали с применением неподвижного люнета
Иногда заготовка может оказаться настолько длинной и тонкой, что одной основной канавки не хватит. В подобных случаях протачивают еще две или больше дополнительных канавок.
Обработка в люнете
Обработку в люнете ведут так: обтачивают деталь до канавки, т. е. до места, где находится люнет, затем перевертывают деталь, устанавливают ее опять в центрах и, снова закрепив в люнете, обтачивают остальную часть вала.
В некоторых случаях нецелесообразно точить дополнительные канавки; тогда применяют способ, показанный на рис. 341 и 342. Цилиндрическую втулку 2 (рис. 342) надевают на среднюю часть заготовки 1 и с помощью болтов 4 устанавливают концентрично с осью заготовки. Концентричность втулки проверяют индикатором 3, как показано на рис. 342.
Заготовку с надетой втулкой устанавливают в люнет (рис. 341), а торцами – в центры и обтачивают до люнета. После этого открывают люнет, снимают заготовку с центров и удаляют втулку. Затем заготовку перевертывают и, установив кулачки люнета по диаметру обточенной части, обтачивают оставшийся участок заготовки.
Неподвижные люнеты применяют также для отрезания концов и подрезания торцов у длинных деталей. На рис. 343 показано использование неподвижного люнета при подрезании торца: деталь закреплена одним концом в трехкулачковом патроне, а другим установлена в люнете.
Рис. 342. Проверка концентричности установки втулки для обработки детали в неподвижном люнете
Рис 341. Обтачивание детали со втулкой в неподвижном люнете
Таким же образом можно обработать точные отверстия с торца длинной детали, например расточить коническое отверстие в шпинделе токарного станка или просверлить такую деталь по всей ее длине.
Кулачки неподвижного люнета должны быть установлены точно по диаметру детали с центром на оси шпинделя; их не следует зажимать туго. Поверхность детали, поддерживаемую
Рис. 343. Подрезание торца детали, установленной в патроне и неподвижном люнете
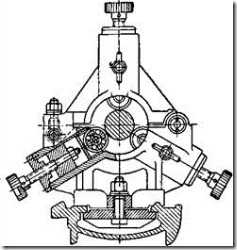
Рис. 344. Неподвижный люнет с шарикоподшипниками для скоростной обработки
кулачками, необходимо смазать маслом, чтобы уменьшить трение и предотвратить образование задиров.
Люнеты с жесткими кулачками не пригодны для скоростной обработки вследствие быстрого износа кулачков.
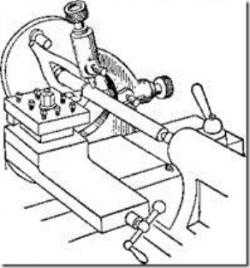
Рис. 345 Обтачивание детали с применением подвижного люнета
При скоростной обработке применяют люнеты с роликовыми или шариковыми подшипниками (рис. 344). В этом случае трение скольжения заменяется трением Качения, благодаря чему уменьшается нагрев обрабатываемой детали, что важно при работе на больших скоростях резания.
Подвижный люнет
Подвижный люнет (рис. 345) закрепляют на каретке суппорта. Вместе с ней он, следуя за резцом, перемещается вдоль обтачиваемой детали и поддерживает ее в месте приложения усилия, предохраняя от прогибов. Подвижный люнет применяют при чистовом обтачивании длинных деталей. Он имеет только два кулачка. Их выдвигают и закрепляют так же, как кулачки неподвижного люнета.
Похожие материалы
www.metalcutting.ru
Обработка деталей с помощью люнета – Технологии – Полезные материалы – Каталог статей
Обработка нежестких деталей
Люнет станка – приспособление для металлорежущих станков, служащее дополнительной опорой вращающимся при обработке деталям. Люнет предотвращает прогиб деталей от усилий резания и собственного веса, повышает их виброустойчивость. Существуют люнет неподвижный и люнет подвижный.
Неподвижный люнет
Неподвижный люнет станка служит преимущественно для поддержки длинных заготовок и обеспечивает их надежную обработку без вибраций. Он крепится на станине станка с помощью специальной плиты с нижним зацеплением.
Подвижный люнет
Подвижный люнет станка устанавливается на продольном суппорте и таким образом повторяет движение токарного резца. Он предотвращает упругий отжим длинных и тонких заготовок под давлением токарного резца
Обработка нежестких деталей
Практика показывает, что если длина детали в 10—12 раз больше ее диаметра, то удовлетворительная обработка этой детали на токарном станке с применением обычных способов закрепления (в центрах или патроне с поддержкой задним центром) не удается и для выполнения ее необходимо добавочное закрепление детали. Такое закрепление осуществляется при помощи люнетов. Люнеты (или стойки) бывают неподвижные и подвижные.
Неподвижные люнеты и работа с ними. Неподвижный люнет устанавливается на станине 10 станка и закрепляется посредством болта 8 и планки 9 (т. е. так же, как задняя бабка станка старых моделей). Корпус люнета состоит из основания 7 и крышки ), соединенных шарниром 3. Для закрепления крышки 1 в рабочем положении служит откидной болт 6 с фасонной головкой. У люнета имеются три кулачка (один из них обозначен цифрой 2), причем два кулачка расположены в основании люнета, а третий — в крышке. Эти кулачки при помощи регулировочных болтов 4 могут перемещаться в отверстиях, сделанных в корпусе люнета. Для закрепления кулачков в выбранном положении служат винты 5.
Кулачки люнетов обычно изготовляются из чугуна. Если есть основания опасаться, что поверхность обрабатываемой детали вследствие трения о кулачки может быть испорчена, следует на стальные кулачки установить бронзовые наконечники. В некоторых случаях из этих соображений применяют кулачки, рабочие поверхности которых покрыты баббитом. Если, наоборот, возможен чрезмерно быстрый износ кулачков, рабочие поверхности наплавляют твердым сплавом или пользуются люнетами, кулачки которых снабжены роликами.
Установка неподвижного люнета на токарном станке показана на рисунке. Обрабатываемая деталь установлена в центрах и поддерживается тремя соответствующим образом отрегулированными кулачками люнета. Если заготовка детали точная (холоднокатаный, калиброванный пруток и т. п.) или она предварительно обработана, установить ее в люнете можно без предварительного протачивания шейки в тех местах, где будут расположены кулачки люнета. В противном случае в том месте, которым деталь будет касаться кулачков люнета, должна быть проточена шейка.
Обработка шейки, длина которой должна быть немного больше ширины кулачков люнета, возможна несколькими способами. Если деталь длинная и тонкая, ее устанавливают в центрах и протачивают шейку в требуемом месте. Подача и глубина резания должны быть при этом возможно меньшими, чтобы избежать прогиба вала и вибраций. Из этих же соображений главный угол в плане резца должен быть возможно большим (лучше всего пользоваться подрезными резцами) и радиус закругления вершины резца возможно меньшим, а передняя поверхность вогнутой. Угол наклона главной режущей кромки резца желательно делать отрицательным; в этом случае резец как бы натягивает деталь на себя. При положительном угле наклона резец отталкивает от себя деталь, а это способствует появлению вибраций.
Если обрабатываемая заготовка настолько длинна и тонка, что проточить шейки сразу в середине ее, даже с соблюдением указанных выше правил, не удается, приходится протачивать временные шейки (одну или две), расположенные ближе к передней бабке. Проточив такую шейку на расстоянии от передней бабки, равном, например, одной четверти всей длины заготовки, устанавливают против шейки люнет и протачивают вторую временную или требуемую шейку.
Установка люнета производится различными способами. Устанавливать кулачки люнета непосредственно по заготовке можно только в том случае, если она точна (например, калиброванный пруток) или предварительно обработана. Этим способом следует пользоваться только при грубых работах, причем если заготовка прогибается под действием собственного веса, то сначала к ней равномерно подводят два нижних кулачка и только после этого закрепляют верхний кулачок. При чистовых и точных работах устанавливать люнет этим способом нельзя, так как при неправильной установке его (что очень вероятно) обрабатываемая деталь будет иметь неодинаковые диаметры по всей длине.
Если деталь имеет обработанную поверхность, то установку люнета лучше всего производить при помощи короткой оправки (цилиндрического валика) диаметром, равным диаметру заготовки в том ее месте, в котором будет расположен люнет. Один конец оправки закрепляется в патроне, а по другому концу, предварительно выверенному при помощи рейсмуса или индикатора, или обточенному на месте, устанавливают кулачки люнета. Люнет в это время находится вблизи передней бабки и после установки кулачков передвигается вдоль станины до требуемого положения.
Отметим в заключение, что при обтачивании детали с неподвижным люнетом угол наклона главной режущей кромки резца должен быть положительным. Образующаяся при этом стружка отходит вправо и не запутывается в кулачках люнета.
Подвижные люнеты и их применение. Подвижный люнет закрепляется на продольных салазках 4 суппорта болтами 6. В корпусе 5 люнета в этом случае расположены только два кулачка; один из них обозначен цифрой 5. Кулачки регулируются винтами 1 и закрепляются винтами 2.
При правильной установке резца и люнета кулачки последнего поддерживают деталь несколько правее резца (при перемещении суппорта влево). Кулачки люнета, таким образом, прикасаются к обработанной поверхности вала и поддерживают его вблизи резца, т. е. недалеко от точки приложения силы, изгибающей вал. Благодаря тому, что люнет перемещается вместе с суппортом, относительное положение резца и кулачков люнета остается неизменным.
Для предотвращения попадания стружки под кулачки люнета угол наклона главной режущей кромки резца следует делать отрицательным. Стружка при этом условии отходит влево, что и требуется.
Некоторые особые случаи применения неподвижных люнетов. Иногда обработка жесткой детали затрудняется или даже оказывается невозможной ввиду недостаточной прочности закрепления ее только в патроне. Если использовать задний центр почему-либо нельзя, применяют неподвижный люнет, как, например, при обтачивании торца вала, не имеющего центрового отверстия.
zazsila.ru
Что такое люнет в токарном станке
Особенности работы с люнетами для токарных станков: виды и их установка
 Каждый домашний мастер, который имеет достаточно большой опыт работы с токарным станком, знаком с люнетами. Речь идет о специальных приспособлениях для металлорежущих станков, на которые возлагается роль дополнительной опоры для вращающихся при обработке деталей. При помощи люнета можно избежать прогиба детали, создаваемого усилиями при резании или собственным весом. Другим их положительным свойством является виброустойчивость.
Каждый домашний мастер, который имеет достаточно большой опыт работы с токарным станком, знаком с люнетами. Речь идет о специальных приспособлениях для металлорежущих станков, на которые возлагается роль дополнительной опоры для вращающихся при обработке деталей. При помощи люнета можно избежать прогиба детали, создаваемого усилиями при резании или собственным весом. Другим их положительным свойством является виброустойчивость.
Виды люнетов
Можно выделить два типа люнетов для токарных станков:
Неподвижный люнет
Основное предназначение этого приспособления — обеспечение поддержки длинным заготовкам и создание условий для надежной обработки, исключающей образование вибрации. Его устанавливают на станину станка, используя для этого плиту с нижним зацеплением.
Подвижный люнет
Местом размещения этого приспособления выступает продольный суппорт токарных станков. За счет этого оно двигается по той же траектории, что и токарный резец. Благодаря подвижным элементам удается избежать упругого зажима длинных и тонких заготовок в результате давления, создаваемого токарным резцом.
Обработка нежестких деталей
В процессе работы за токарным станком часто не удается достичь желаемого результата при использовании деталей, длина которых превышает в 10-12 раз диаметр, в сочетании с традиционными методами зажима. Устранить этот недостаток можно путем добавочного закрепления детали. Решить эту задачу позволяют люнеты для токарных станков. Следует заметить, что люнеты бывают разными и предусматривают свои особенности в плане работы с ними.
Неподвижные люнеты для токарных станков и их использование
Местом размещения неподвижного люнета служит станина станка, а в качестве зажимного элемента используется болт и планка. В корпусе этого приспособления можно выделить несколько основных элементов:
- основание;
- крышка, которая скреплена с основанием при помощи шарнира.
Чтобы можно было зафиксировать крышку в рабочем положении, предусмотрен откидной болт с фасонной головкой. Особенностью конструкции люнета для токарных станков является наличие трех кулачков, среди которых два находятся в основании, а еще один на крышке. Подобные кулачки предусматривают возможность изменения их положения в отверстиях, сделанных в корпусе, что осуществляется при помощи регулировочных болтов. Чтобы зафиксировать кулачки в необходимом положении, используют соответствующие винты.
Традиционным материалом для кулачков люнетов служит чугун. Если условия работы создают вероятность того, что поверхность обрабатываемой заготовки будет повреждена в результате трения о кулачки, то нелишним будет дополнить разместить на стальные кулачки защиту в виде бронзовых наконечников. Альтернативным этому решением могут быть кулачки, рабочая поверхность которых имеет специальное покрытие на основе баббита. В тех случаях, когда предполагается слишком быстрый износ кулачков, защиту рабочих поверхностей обеспечивает покрытие из твердого сплава, создаваемого путем наплавления. Заменить их можно люнетами для токарных станков, у которых кулачки имеют встроенные ролики.
 Неподвижный люнет для токарных станков устанавливают на токарном станке следующим образом. Саму заготовку фиксируют в центрах, а в качестве опоры для нее выступают три кулачка люнета, которые должны быть предварительно настроены. Если приходится иметь дело с заготовкой, имеющей точные размеры либо уже прошедшей обработку, то установка люнета может быть проведена без предварительного протачивания шейки на участках, где будут размещаться кулачки люнета для токарных станков. Иначе все же потребуется проточить шейку там, где заготовка будет контактировать с кулачками.
Неподвижный люнет для токарных станков устанавливают на токарном станке следующим образом. Саму заготовку фиксируют в центрах, а в качестве опоры для нее выступают три кулачка люнета, которые должны быть предварительно настроены. Если приходится иметь дело с заготовкой, имеющей точные размеры либо уже прошедшей обработку, то установка люнета может быть проведена без предварительного протачивания шейки на участках, где будут размещаться кулачки люнета для токарных станков. Иначе все же потребуется проточить шейку там, где заготовка будет контактировать с кулачками.
Процедура обработки шейки, которая по своей длине должна слегка превышать ширину кулачков люнета, может быть выполнена несколькими способами.
- Если работа осуществляется с заготовкой, имеющей большую длину и незначительную толщину, то ее зажимают в центрах, после чего приступают к точке шейки в заранее определенном месте. Важно по возможности минимизировать подачу и глубину резания, тем самым это позволит предотвратить прогиб вала и вибрации. Этим же руководствуются, когда выставляют наиболее максимальный главный угол резца, а радиус закругления вершины резца минимизируют, при этом передней поверхности следует придать выгнутую форму. Главной режущей кромке резца желательно придать отрицательный угол наклона. Это приведет к тому, что резец будет как бы натягивать детали на себя. Если для резца будет выставлен положительный угол наклона, то удастся обеспечить обратный эффект в виде отталкивания детали, что чревато образованием вибрации.
- Если приходится иметь дело с очень длинной и тонкой заготовкой, из-за чего не получается проточить шейку в центре, придерживаясь вышеперечисленных правил, то выходом может стать проточка временных шеек, которые должны находиться как можно ближе к передней бабке. Если шейка будет проточена на расстоянии от передней бабки, соответствующем одной четверти общей длины заготовки, то против нее размещается люнет, после чего процедуру повторяют, создавая еще одну временную или требуемую шейку.
Установка люнетов для токарных станков
Для установки люнетов можно использовать несколько методов.
 Размещать это приспособление по заготовке можно при выполнении следующего условия: деталь имеет точные геометрические размеры либо уже была подвергнута обработке. Прибегать к этому методу допускается, лишь если планируется проводить грубые работы. В тех ситуациях, когда наблюдается прогиб заготовки, вызванным действием ее собственного веса, к ней нужно сперва подвести два кулачка, а лишь затем зафиксировать верхний.
Размещать это приспособление по заготовке можно при выполнении следующего условия: деталь имеет точные геометрические размеры либо уже была подвергнута обработке. Прибегать к этому методу допускается, лишь если планируется проводить грубые работы. В тех ситуациях, когда наблюдается прогиб заготовки, вызванным действием ее собственного веса, к ней нужно сперва подвести два кулачка, а лишь затем зафиксировать верхний.
Если предстоит выполнять чистовые и точные работы, то использовать подобный метод установки люнета недопустимо. Дело в том, что в случае совершения просчётов с размещением этого приспособления высока вероятность того, что заготовка будет иметь различные диаметры по всей длине.
В случае наличия у заготовки обработанной поверхности для установки люнета рекомендуется использовать короткую оправку, в качестве которой обычно выступает цилиндрический валик, диаметром, равным диаметру заготовки в том участке, где она будет контактировать с люнетом. Один конец оправки нужно зафиксировать в патроне, по другому же, который сначала нужно выверить, используя рейсмус или индикатор, или его можно обточить, выполняют установку кулачков люнета. Само же это приспособление должно в этот момент располагаться рядом с передней бабкой, а когда кулачки окажутся на своем рабочем месте, его сдвигают параллельно станине до того момента, пока он не примет необходимое положение.
Заключение
Во время обработки на токарном станке металлических заготовок приходится сталкиваться с таким неприятным явлением, как вибрации. Из-за них часто не удается обеспечить изделиям необходимые размеры. Решить эту проблему можно при помощи люнетов. Эти приспособления позволяют обеспечить более жесткую фиксацию обрабатываемого изделия, сводя к минимуму возможные погрешности по выдерживанию требуемых размеров.
- Автор: Александр Романович Чернышов
- Распечатать
stanok.guru
Обзор разновидностей люнетов для токарных станков
Люнет – это дополнительное приспособление для станка, которое исполняет роль основной или второстепенной опоры при работе с заготовками. Часто устройство используют, чтобы придать устойчивости обрабатываемым деталям и избежать их повреждений или деформаций. Люнет для токарного станка бывает нескольких видов, каждый из которых по-своему влияет на обработку заготовок. В этой статье мы проанализируем все функциональные возможности данного приспособления, его преимущества и нед
i-perf.ru
Подвижный люнет – Большая Энциклопедия Нефти и Газа, статья, страница 3
Подвижный люнет
Cтраница 3
Основные узлы и приспособления станка ( рис. 47): А – гитара сменных колес; Б – передняя бабка с коробкой скоростей; В – четырехкулач-ковый патрон; Г – подвижный люнет; Д – четырехпо-зиционный резцедержатель; Е – суппорт; Ж – неподвижный люнет; 3 – задняя бабка; И – шкаф с электрооборудованием; / С – станина; Л – привод быстрых перемещений суппорта; М – фартук; Н – поддон для сбора охлаждающей жидкости и стружки; О – коробка подач. [31]
Кроме рассмотренных приспособлений по особому заказу к станку модели 1И611П поставляются: резцедержатель с эксцентриковым быстрым отводом для резцов сечения 16×16 мм, резцедержавка задняя к поперечным салазкам суппорта, неподвижный люнет для валов диаметром от 6 до 70 мм, подвижный люнет для валов диаметром от 5 до 50 мм и насос для снятия переднего подшипника. [32]
Люнеты бывают подвижные и неподвижные. Подвижный люнет ( рис. 294, и) крепят на продольном суппорте так, чтобы вершина резца была против опор люнета. Неподвижный люнет ( рис. 294, к) крепят к станине станка, разбивая длину вала на две равные части. Под опоры неподвижного люнета на валу предварительно протачивают шейку. Опоры люнетов воспринимают составляющие силы резания, в результате чего деформация заготовки в процессе обработки резко снижается. [34]
Подвижный люнет ( рис. 52) располагается на каретке суппорта и вместе с ним перемещается по направляющим станины вдоль обрабатываемой детали. Подвижный люнет применяют при обтачивании гладких цилиндрических валов. [35]
Подвижный люнет ( рис. 78) крепится на каретке суппорта и во время работы перемещается вдоль обрабатываемой детали. Подвижный люнет имеет два кулачка; третьей опорой для заготовки служит сам резец. Кулачки устанавливают по диаметру обтачиваемой детали. Максимально возможный диаметр обработки для данного люнета на рисунке показан окружностью. [36]
При обработке длинных деталей ( – 10 – 12 ] для предохранения их от прогиба применяют направляющие приспособления – люнеты; они могут быть неподвижными и подвижными. Подвижный люнет крепят на каретке суппорта и вместе с ней перемещают вдоль обрабатываемой детали. [38]
При обработке в люнете угол наклона главной режущей кромки резца должен быть положительным, чтобы стружка сходила в противоположную от люнета сторону. Подвижный люнет устанавливают на каретке суппорта за резцом, и они совместно перемещаются вдоль заготовки. При обработке детали с подвижным люнетом угол наклона главной режущей кромки делают отрицательным, так как в этом случае стружка с резца сходит влево и не попадает под кулачки люнета. Подвижные люнеты применяют преимущественно для чистовой обработки. [39]
Неподвижный люнет служит добавочной опорой и для него необходимо предварительно проточить шейку. Подвижный люнет, следуя непосредственно за резцом, воспринимает силу резания; при этом обтачиваемая поверхность опирается на кулачки люнета. [40]
Следует отметить, что обработка сглаживанием тонких и длинных образцов с галтелями представляет известные трудности. Поэтому был сконструирован специальный подвижный люнет, который укрепляют на суппорте с электрической изоляцией от него. [42]
Длинные детали крепят либо в центрах, либо в патроне с поджимом центром задней бабки. При обработке длинных и не особенно жестких деталей применяют подвижный люнет, установленный перед резьбовой головкой. Нарезание крупных и длинных резьб ( / 100 мм и шаг более 6 мм) требует последующей калибровки и поэтому проводится как предварительная обработка. [44]
При обточке нежестких валов, у которых отношение длины к диаметру больше 12, для уменьшения их прогиба применяют подвижные и неподвижные люнеты. При обточке длинных ступеней у валов, с отношением длины к диаметру равным 12 – 14 применяют подвижный люнет, который устанавливают и закрепляют на каретке станка, и в процессе работы он перемещается вместе с резцом. При этом обточенная поверхность опирается на кулачки люнета. При отношении длины вала к диаметру 15 и больше применяют неподвижные люнеты. В неподвижном люнете заготовку устанавливают на предварительно обточенную шейку. Для точной установки заготовки с неподвижным люнетом требуется совмещение оси шейки с осью станка. Регулируя положение болтов, добиваются совпадения оси втулки с осью центров станка. Неподвижный люнет устанавливают и закрепляют на направляющих станины. Таким образом, обработка нежестких валов усложняется дополнительным протачиванием шеек под люнеты, установкой и выверкой самих люнетов, а также промежуточной правкой, если она допускается техническими условиями. [45]Страницы: 1 2 3 4
www.ngpedia.ru
Подвижной люнет – Большая Энциклопедия Нефти и Газа, статья, страница 1
Подвижной люнет
Cтраница 1
Подвижной люнет крепят на каретке суппорта. Люнет имеет два упора, касающихся обработанной поверхности детали и принимающих на себя давление от резца. [1]
Подвижной люнет движется во время работы вместе с резцом. [2]
Подвижной люнет состоит из корпуса и трех кулачков. Кулачки перемещаются и закрепляются в требуемом положении зажимом. Такой люнет устанавливают и закрепляют на левой стороне каретки суппорта. Благодаря изогнутости корпуса кулачки его располагаются за резцом и во время работы прижимаются к обработанной поверхности вала, что обеспечивает хороший упор со всех трех сторон и устраняет. [4]
Подвижные люнеты устанавливают на каретке суппорта. Перемещаясь вдоль обрабатываемой детали за резцом, кулачки люнета поддерживают деталь и предохраняют ее от прогиба. [5]
Подвижные люнеты применяют преимущественно при чистовой обработке. [6]
Подвижной люнет устанавливается на плите каретки суппорта около резца, закрепляется винтами 5 и вместе с кареткой суппорта перемещается по направляющим станины. [7]
Подвижные люнеты применяют при чистовой обработке заготовок и при нарезании резьбы на нежестких валах постоянного сечения. Предварительно выверяют ( с высокой точностью) относительное положение центров задней и передней бабок. [9]
Подвижной люнет обеспечивает соосность буровой штанги с головкой и предотвращает ее изгиб в середине податчика. Механизм подачи состоит из реверсивного аксиально-поршневого пнев-модвигателя, двухступенчатого цилиндрического редуктора, приводной звездочки и тяговой втулочно-роликовой цепи. Податчик обеспечивает регулируемое усилие подачи головки и автоматический ее возврат после бурения шпура. [10]
При использовании подвижного люнета расстояние а между точкой приложения усилия резания и опорой, создаваемой кулачками, остается постоянным в течение всей обработки детали. [11]
Используются универсальные неподвижные или подвижные люнеты с раздвижными кулачками и специальные, предназначенные для обработки определенных деталей или для поддержания приспособления, установленного на шпинделе станка и имеющего большой вылет. [12]
Используются универсальные неподвижные или подвижные люнеты с раздвижными кулачками и специальные, предназначенные для обработки определенных деталей или для поддержания приспособления, установленного на шпинделе станка и имеющего большой вылет. [14]
При обработке детали с подвижным люнетом угол наклона главной режущей кромки резца делают отрицательным. В этом случае стружка с резца сходит влево и не попадает под кулачки люнета. [15]
Страницы: 1 2 3 4
www.ngpedia.ru