Покрытие из стали оцинкованной стали: Виды покрытий оцинкованной стали -Статьи
alexxlab | 08.03.2023 | 0 | Разное
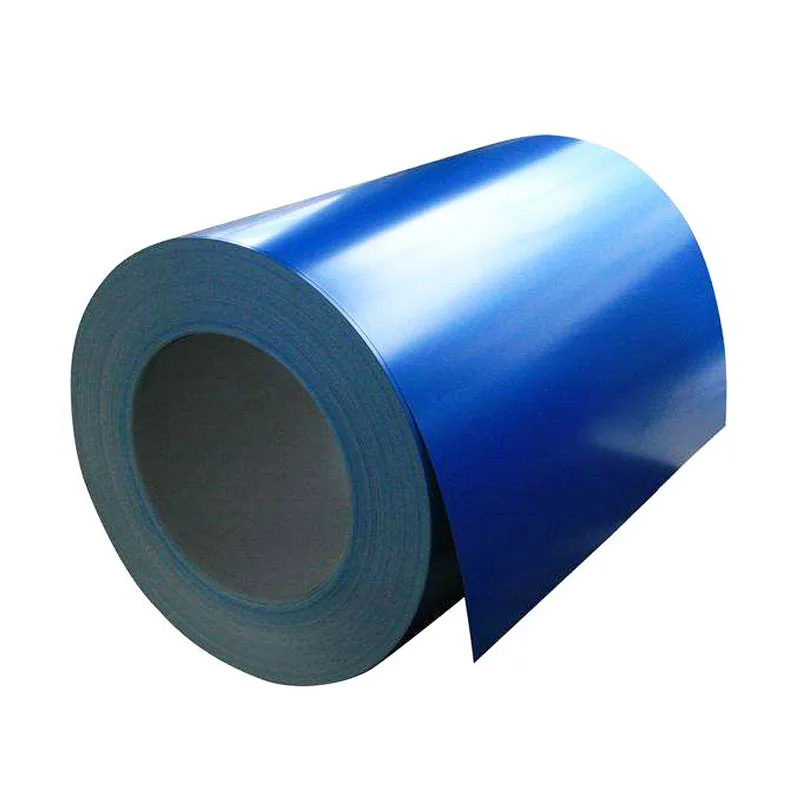
Оцинкованная сталь с полимерным покрытием ЭОЦПп
Сталь оцинкованная с полимерным покрытием – это современный, эстетичного вида, долговечный и экологически чистый материал, пригодный для профилирования, вытяжки, штамповки, гибки. Распространенные названия продукции: полимерка, сталь оцинкованная с полимером, железо оцинкованное с полимером.
Прокат оцинкованный с полимерным покрытием обладает четырехслойной антикоррозийной защитой (цинк, хроматная пленка, грунт и полимерное покрытие).
Основа – черный прокат по ГОСТ 16523-89, 9045-90, марка стали 08ПС, 10ПС.
|
Технические характеристики стали оцинкованной с покрытиями |
|
|
Толщина полимерного покрытия обратной стороны (эмаль для обратной стороны), мкм |
10±5 |
|
Толщина полимерного покрытия лицевой стороны (грунт+ эмаль для лицевой стороны), мкм |
25±5 |
|
Толщина проката, мм |
0,3—1,5 |
|
Длина листов, мм |
2000—2500 |
|
Ширина рулона, мм |
650—1250 |
|
Масса рулона, т |
от 2,1 до 8 |
|
Внутренний диаметр рулона, мм |
600 (500) |
Показатели качества полимерных покрытий проката ЭОЦПп:
|
№ |
Показатели качества полимерных покрытий |
Уровень показателей |
|
1 |
Адгезия, балл |
1 |
|
2 |
Прочность при обратном ударе, см |
50 |
|
3 |
Прочность при изгибе на 180° |
0 – 3T |
|
4 |
Твердость по карандашу |
F |
|
5 |
Блеск, % |
10 – 80 |
Основная цветовая гамма применяемых полимерных покрытий:
|
Код |
Описание |
Цвет |
|
RAL 9003 |
белый сигнальный |
|
|
RAL 1014 |
слоновая кость |
|
|
RAL 3003 |
Рубиновый красный |
|
|
RAL 3005 |
Красный винный |
|
|
RAL 3009 |
красная окись |
|
|
RAL 3011 |
Коричнево красный |
|
|
RAL 5002 |
синий ультрамарин |
|
|
RAL 5005 |
синий |
|
|
RAL 6002 |
зеленый лист |
|
|
RAL 6005 |
зеленый мох |
|
|
RAL 7004 |
сигнальный серый |
|
|
RAL 8017 |
коричневый шоколад |
|
|
RAL 9002 |
серо-белый |
По желанию заказчика производим сталь оцинкованную с полимерными покрытиями (прокат ЭОЦПп) любых цветов по каталогу RAL:
Также возможны поставки электрооцинкованного проката с текстурированным покрытием.
По желанию заказчика на полимерное покрытие может быть нанесена транспорентная пленка, защищающая его от повреждений при транспортировке или дальнейшей обработке.
Также возможна резка рулонов оцинкованной стали с полимерным покрытием на листы. Продукция сертифицирована.
На основании заключения ЦНИИПСК им.Мельникова №44-1406 от 27.05.2009 г гарантирован срок службы покрытия в условиях открытой промышленной атмосферы умеренного и холодного климата не менее 10 лет. (слабоагрессивная среда в соответствии со СНиП 2.03.11-85).
Прокат тонколистовой холоднокатаный оцинкованный с полимерными покрытиями марки ЭОЦПп является полуфабрикатом для изготовления профилированного листа, металлочерепицы, оконных отливов, подвесных систем, сендвич панелей и доборных элементов, салонов автобусов, вагонов метро и железнодорожных вагонов. А исходя из предъявляемых сегодня жестких требований к качеству металла: экологичность, безопасность, надежность наш прокат как нельзя лучше подходит для производителей корпусов бытовой техники.
ЭОЦП (ЛАК) – прекрасный материал для корпусных и монтажных деталей компьютеров, в качестве полимерного покрытия использован специальный лак производства «AKZO NOBEL», Швеция. Лаковое покрытие обладает необходимой токопроводностью имеет эстетичный внешний вид.
Обеспечение дополнительной защиты от коррозии за счет лакового покрытия позволяет использовать прокат ЭОЦП (Лак) для изготовления деталей бытовой техники, корпусных деталей компьютеров, стиральных машин, микроволновых печей.
Сталь с полимерным покрытием | Металлургический портал MetalSpace.ru
Производство стали
- Образование и карьера
- Интерактивный учебник
- Производство стали
Online учебник
На основе современных представлений рассмотрены основные металлургические производства
АНАЛИТИКА
Научные статьи и методические материалы о природных и вторичных ресурсах металлов, а также металлургических технологиях
Производство и наука
- Эколого-экономическая эффективность реновации технических изделий июль 22, 2019
- Сжиженный природный газ март 19, 2018
- Ветроэнергетика в России, развитие технологии в ветроэнергетике янв 23, 2018
Методические материалы
- Модернизация барабанных летучих ножниц – Дипломный проект дек 03, 2020
- Схема рециклинга автомобильных катализаторов, содержащих металлы платиновой группы авг 15, 2018
- Историко-реконструкторское движение в России фев 04, 2017
Интерактивный учебник
- Как правильно согнуть металлический квадрат апр 01, 2020
- Сталь с полимерным покрытием янв 04, 2019
- Топливо из ТБО дек 17, 2018
Потенциал Забайкальского .
 ..
..Обработка металлов …
Пластическая деформация …
Металлургические технологии …
Основоположники отечественной …
Основоположники отечественной …
Русская средневековая .
 ..
..Русская средневековая …
ИНТЕРАКТИВ
Интерактивная картина мира металлов на ключевых этапах истории цивилизации
Энциклопедия «Металлургия и время»
- «Дредноуты» и «крупповские пушки» март 10, 2014
- Преимущества получения ферромарганца в электропечах март 09, 2014
- Проблемы производства доменных ферросплавов март 08, 2014
Металлургические объекты
- Музей истории МИСиС.
 Металлургия – кузница победы
апр 20, 2020
Металлургия – кузница победы
апр 20, 2020 - Доменная печь Лиенсхютте (Lienshytte blast-furnace) авг 28, 2014
- Железоделательный завод Энгельсберг (Engelsbergs bruk) авг 27, 2014
 Металлургия – кузница победы
апр 20, 2020
Металлургия – кузница победы
апр 20, 2020Обучающие игры
- Маша и компания – Таланты дек 07, 2014
- Маша и компания – Игры на природе дек 06, 2014
- Легенды огня и металла Часть 3. Мушкет
июнь 19, 2014
 Мушкет
июнь 19, 2014
Мушкет
июнь 19, 2014Copyright © 2011 – 2022 MetalSpace
Можете ли вы покрыть порошковой краской оцинкованную сталь?
18 августа 2020 г. by Monnig Industries
Оцинкованная сталь со временем покрывается красивой защитной патиной, но многие архитекторы и дизайнеры хотят, чтобы их сталь была яркой. Оцинкованная сталь обеспечивает долгий срок службы деталей, а порошковое покрытие дает строителям обширную цветовую палитру. Но порошковая покраска – не простой процесс.
Что такое оцинкованная сталь с порошковым покрытием? Порошковое покрытие может быть вторым этапом в производстве цветной оцинкованной стали. Порошковое покрытие наносится на горячеоцинкованную сталь в цехе цинкования.
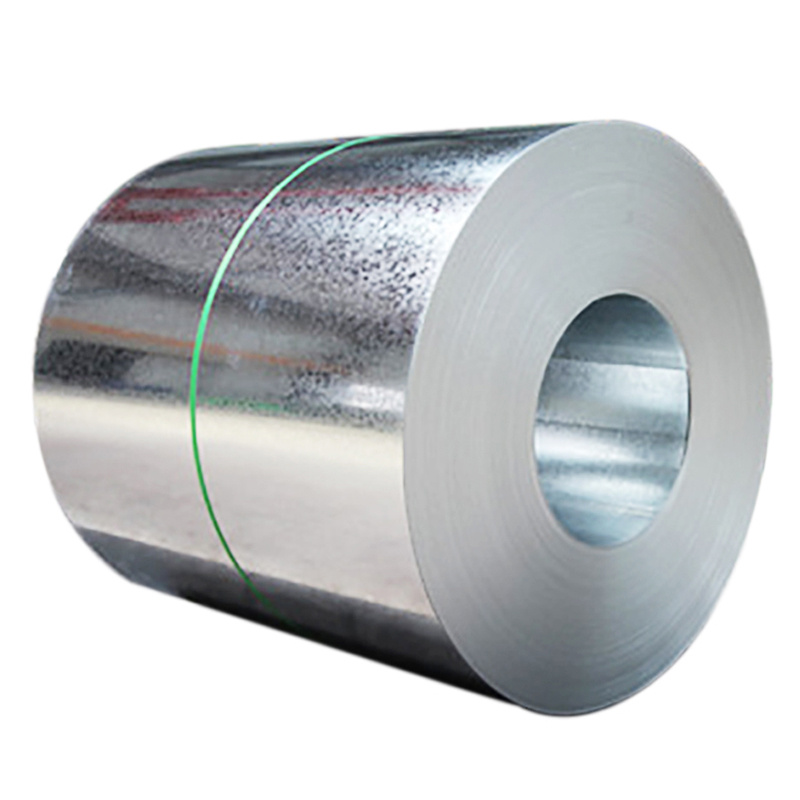
Первым этапом производства оцинкованной стали с порошковым покрытием является цинкование. Стальная часть покрыта тонким слоем расплавленного цинка. Цинк служит барьером для элементов и катодом для электрохимических процессов, которые в противном случае окислили бы железо в стали. Вода и ионные соединения из окружающей среды реагируют с цинковым покрытием, а не со сталью под ним. Горячее цинкование требует исключительного внимания к деталям и строгих процедур, чтобы обеспечить соответствие продукта стандартам ASTM. Важно, чтобы сталь не была закалена водой или раствором хромата.
Вторым этапом производства оцинкованной стали с порошковым покрытием является нанесение порошкового покрытия на оцинкованную деталь. Ровный слой полиэфирного порошкового покрытия наносится на недавно оцинкованную сталь и отверждается в печи при 180°C.
Порошковые покрытия должны быть нанесены в течение 12 часов после процесса цинкования. Все поверхности должны быть чистыми и обезжиренными. В процессе порошковой окраски необходимо соблюдать осторожность, чтобы избежать образования точечных пятен и неравномерного покрытия.
В процессе порошковой окраски необходимо соблюдать осторожность, чтобы избежать образования точечных пятен и неравномерного покрытия.
Если оцинкованная сталь с порошковым покрытием изготовлена должным образом, она образует эстетически привлекательный строительный элемент с превосходной долговечностью и более длительным временем до первого технического обслуживания. Цинк и полиэфирная смола из порошка обеспечивают синергетический защитный эффект. Верхнее покрытие из полиэстера защищает цинк, а цинк защищает сталь под ним. Американская ассоциация гальванистов (AGA) и Общество защитных покрытий (SSPC) сообщают нам, что этот дуплексный процесс потенциально увеличивает срок службы детали в два с половиной раза по сравнению со сроком службы детали с любым покрытием.
Оцинкованная сталь с порошковым покрытием помогает строителям избежать затрат на покраску, поскольку «покраска» выполняется на предприятии по цинкованию. Кроме того, Совет по экологическому строительству США присуждает кредиты LEED за использование горячеоцинкованной стали с порошковым покрытием, в том числе:
- Кредит 3. 1 – Качество воздуха в помещении в строительстве.
- Кредит 3.2 – Качество воздуха в помещении при строительстве до заселения.
- Кредит 4.2 – Материалы с низким уровнем выбросов, краски.
 1 – Качество воздуха в помещении в строительстве.
1 – Качество воздуха в помещении в строительстве.Горячеоцинкованная сталь с порошковым покрытием также снижает трудозатраты и транспортные расходы.
Итак, каковы недостатки горячеоцинкованной стали с порошковым покрытием?Ответ на неизбежный вопрос о недостатках использования горячеоцинкованной стали с порошковым покрытием заключается в том, что их нет, при условии, что на вашем предприятии по цинкованию имеются процедуры для производства превосходного продукта.
Крошечные пузырьки воздуха могут образовываться под полиэфирным покрытием в процессе отверждения в печи. Дегазация, которая вызывает эти крошечные пузырьки, создается растворителями, смазками для смазки форм и машинным маслом, которые не удаляются из оцинкованной стали до нанесения порошка полиэфирной смолы.
Предотвращение этого дефекта сводится к вниманию к деталям во время очистки. Опытные гальваники определят загрязнения и удалят их перед нанесением порошка. У них может быть дополнительный этап подготовки перед процессом порошкового покрытия, чтобы предотвратить эту проблему. В зависимости от выбора смолы оцинкованная сталь может быть протравлена кислотой или обработана фосфатом цинка или соединением циркония для обеспечения лучшей адгезии полиэфирного порошка к оцинкованной поверхности.
Опытные гальваники определят загрязнения и удалят их перед нанесением порошка. У них может быть дополнительный этап подготовки перед процессом порошкового покрытия, чтобы предотвратить эту проблему. В зависимости от выбора смолы оцинкованная сталь может быть протравлена кислотой или обработана фосфатом цинка или соединением циркония для обеспечения лучшей адгезии полиэфирного порошка к оцинкованной поверхности.
Или деталь можно предварительно запечь и снова дать остыть перед нанесением порошка. Возможно, потребуется использовать герметик. Но многих из этих проблем можно избежать, если ваш гальваник просто использует последовательные процедуры очистки и знает, сколько порошка нужно наносить.
Получите наилучшую отделку при цинковании вместе с нами! Мы готовы предоставить все необходимое для оцинковки. Наше центральное расположение позволяет нам обслуживать все Соединенные Штаты в качестве главного поставщика услуг горячего цинкования. Если вам нужен завод по цинкованию в вашем районе, свяжитесь с нами, чтобы узнать, как мы можем помочь.
Типы цинкования и другие цинковые покрытия
Существует множество цинковых покрытий, используемых для защиты от коррозии, каждое из которых имеет свои уникальные характеристики и характеристики.
Цинковые покрытия наносят на стальные поверхности путем горячего цинкования погружением, гальванопокрытия, шерардизации, механического покрытия, окраски покрытиями с высоким содержанием цинка и напылением цинка (металлизация). Из них процесс HDG на сегодняшний день является наиболее широко используемым.
Ниже приводится краткое описание каждого типа цинкового покрытия. На рисунке ниже показана типичная относительная толщина каждого покрытия. В большинстве случаев толщина покрытия пропорциональна долговечности изделия.
Порционное горячее цинкование погружением
Готовые изделия оцинковывают погружением в расплавленный цинк. Поверхность изделия полностью покрывается, образуя однородное покрытие слоев цинка и цинково-железного сплава, толщина которого в основном определяется массой оцинкованной стали. Это важное преимущество процесса цинкования – стандартная минимальная толщина покрытия наносится автоматически независимо от оператора.
Это важное преимущество процесса цинкования – стандартная минимальная толщина покрытия наносится автоматически независимо от оператора.
Расплавленный цинк в ванне для цинкования покрывает углы, герметизирует кромки, швы и заклепки и проникает в углубления, обеспечивая полную защиту областей, которые являются потенциальными пятнами коррозии при использовании других систем покрытия. Оцинкованное покрытие немного толще в углах и на узких кромках, что значительно увеличивает защиту по сравнению с органическими покрытиями, которые истончаются в этих критических зонах. Сложные формы и открытые сосуды могут быть оцинкованы внутри и снаружи за одну операцию.
Предметы размером от небольших крепежных изделий до конструкций высотой в сотни метров могут быть защищены с помощью методов модульного проектирования. Большие ванны для цинкования в сочетании с модульной конструкцией и двухсторонним погружением позволяют оцинковывать почти любую конструкцию, значительно снижая затраты на техническое обслуживание и увеличивая срок службы.
Небольшие предметы можно погружать в расплавленный цинк в контейнере, который вращается или центрифугируется после удаления расплавленного цинка. Это помогает удалить излишки цинка с резьбы и кромок и обеспечивает гладкое, хотя и более тонкое покрытие, чем изделия, погруженные в партии.
Непрерывные процессы цинкования (поточное цинкование)
Стальной лист, трубы и проволока могут подвергаться непрерывному цинкованию в специально разработанных процессах цинкования. Эти процессы широко используются и обычно позволяют точно контролировать толщину покрытия, пластичность и другие характеристики цинкового покрытия, производя широкий спектр продуктов, отвечающих различным требованиям последующих производственных операций и конечного использования.
Эти изделия не следует путать с изделиями, оцинкованными горячим способом погружением в партии. Поточные оцинкованные изделия всегда дают более тонкое покрытие, чем периодическое горячее цинкование погружением для той же толщины стали, и, следовательно, обеспечивают меньшую защиту от коррозии при воздействии той же окружающей среды.
Непрерывные оцинкованные изделия обычно могут подвергаться дальнейшей обработке путем гибки или профилирования, например, в виде прогонов и поясов, без повреждения покрытия. Кроме того, широкое распространение получили сварные полые профили, изготовленные из предварительно оцинкованной полосы. Обратите внимание, что сварные швы, обрезанные концы и просверленные или перфорированные отверстия могут нуждаться в ремонте для восстановления защиты от коррозии, в зависимости от применения и окружающей среды.
Термическое напыление (или металлизация)
Термическое напыление или металлизация – это процесс напыления полурасплавленного цинка, других металлов или их сплавов на готовые изделия с использованием проволоки или порошка, нагреваемых пламенем, дуговым напылением или плазменным источником тепла.
Преимущество цинкового напыления состоит в том, что цинковые покрытия толщиной до 250 мкм, что эквивалентно 1500 г/м 2 , можно наносить как вручную, так и механизированным способом, и этот процесс можно проводить на заводе или в полевых условиях. Поверхность стали должна быть подготовлена пескоструйной очисткой, и обычно покрытие не может распространяться на внутренние поверхности. Кроме того, он может быть поврежден или ограничен в применении на острых кромках, узких углах, отверстиях и плохой подготовке поверхности. Полученное цинковое покрытие обеспечивает как барьерную, так и катодную защиту нижележащей стали так же, как и гальваническое покрытие.
Поверхность стали должна быть подготовлена пескоструйной очисткой, и обычно покрытие не может распространяться на внутренние поверхности. Кроме того, он может быть поврежден или ограничен в применении на острых кромках, узких углах, отверстиях и плохой подготовке поверхности. Полученное цинковое покрытие обеспечивает как барьерную, так и катодную защиту нижележащей стали так же, как и гальваническое покрытие.
В большинстве случаев термическое напыление дороже, чем периодическое горячее цинкование погружением для эквивалентного сечения, но эти процессы дополняют друг друга и используются в тандеме в больших конструкциях.
Гальваническое покрытие
Гальваническое покрытие представляет собой экономичный, универсальный и эффективный метод нанесения защитного покрытия на небольшие стальные детали. Это наиболее широко используемый метод нанесения металлического цинкового покрытия на небольшие крепежные изделия, особенно с мелкой резьбой. Однако крепежные детали, используемые с изделиями, оцинкованными погружением в партии, должны иметь сравнимую защиту от коррозии и состав, чтобы избежать биметаллической коррозии.
Как правило, существует верхний экономический предел для массы цинкового покрытия, которое может быть нанесено гальванопокрытием и поэтому обычно не используется для наружного применения без дополнительных покрытий.
Шерардизация и термодиффузия
Шерардизация включает нагревание стальных изделий в закрытом вращающемся барабане, который также содержит пыль металлического цинка и обычно инертный наполнитель, такой как песок, примерно до 380°C. При температурах выше 300°C цинк испаряется и диффундирует в стальную подложку, образуя диффузионно-связанные фазы Zn-Fe. Аналогичный процесс термодиффузии обычно работает с меньшим количеством наполнителя и в диапазоне температур от 320°C до 500°C.
Шерардизация и термическая диффузия наиболее эффективны для небольших изделий, обычно с тонкой резьбой, хотя размер изделия ограничен только размером вращающегося барабана. Этот процесс также предотвращает водородное охрупчивание, и поэтому его можно безопасно использовать для очень высокопрочных сталей выше 1000 МПа. Толщина покрытия варьируется от 20 до 120 мкм, хотя обычно покрытие составляет от 20 до 50 мкм. Толщина покрытия обычно зависит от времени нахождения во вращающемся барабане и наличия цинка, а не от толщины стали.
Толщина покрытия варьируется от 20 до 120 мкм, хотя обычно покрытие составляет от 20 до 50 мкм. Толщина покрытия обычно зависит от времени нахождения во вращающемся барабане и наличия цинка, а не от толщины стали.
Механическое нанесение покрытия
Механическое нанесение покрытия или наплавление методом упрочнения представляет собой метод химического нанесения покрытий, используемый для осаждения покрытий из пластичных металлов на металлические подложки с использованием механической энергии и тепла. Он используется для нанесения цинка на стальные детали, особенно резьбовые компоненты и детали с жесткими допусками. Толщина покрытия часто аналогична толщине изделий с гальваническим покрытием.
Краски с высоким содержанием цинка
Краски с высоким содержанием цинка состоят из пыли металлического цинка в органическом или неорганическом растворителе/связующем веществе.
Необходима подготовка поверхности абразивоструйной очисткой или с помощью электроинструмента для обнажения стали с профилем (например, SSPC SP-11), а покрытия можно наносить кистью или распылением.