Полировка стали – применяемые станки, инструменты и средства
alexxlab | 19.11.2019 | 0 | Разное
Как отполировать нержавейку до зеркала в домашних условиях – методы и советы экспертов – Портал о компьютерах и бытовой технике
Почти в каждом в доме имеются предметы из нержавеющей стали, которые с годами теряют свою привлекательность и тускнеют под воздействием солнечного света, грязи и других факторов. Данный материал активно применяется как для наружной, так и для внутренней отделки. В данной статье мы попытаемся подробно рассказать о том, как отполировать нержавейку.
Что собой представляет бытовая нержавеющая сталь?
Данный материал является сплавом железа с углеродом. В его состав также входят другие специальные элементы, которые могут отличаться в зависимости от качества стали. Чаще всего в нержавейке используется хром, который придает внешнему виду материала блеска.
Изделия из такого материала являются одними из самых прочных и имеют расширенный срок эксплуатации за счет устойчивости к внешним раздражителям. Их особенностью является зеркальная поверхность, которая требует дополнительного ухода.
Содержание хрома в металле обеспечивает появление оксидной пленки, защищающей материал от коррозии. Влажный воздух и многие другие факторы со временем влияют на состояние сплава, из-за чего на нем появляется налет.
Если вы заметили признаки коррозии, необходимо сразу же принять меры в виде полировки металла.
В случае если на поверхности изделий появляются царапины, их также нужно ликвидировать, так как через щели в структуру изделия попадает влага, что приведет к коррозии.
к меню ↑
Как отполировать нержавейку?
Имеются два варианта действий, которые дадут возможность отполировать изделия из нержавейки.
к меню ↑
Вариант №1. Специализированная помощь
Сейчас существует масса компаний, которые оказывают помощь при возникновении проблем с коррозией нержавейки. Если у вас нет достаточного количества времени для того, чтобы избавиться от пятен на изделии самостоятельно, можно обратиться к специалистам.
к меню ↑
Вариант №2. Полировка в домашних условиях
Дома также можно провести все необходимые манипуляции для положительного эффекта и восстановления внешнего вида изделия. Для этого также существуют несколько способов. Далее мы рассмотрим, как можно отполировать нержавейку дома.
Процесс полировки
Для полировки нержавейки в домашних условиях, придется потратить достаточно большое количество времени и усилий. В случае успеха они будут полностью оправданы, а вы сможете вернуть былой блеск изделиям.
к меню ↑
Первичная обработка
Перед началом работы нужно обязательно тщательно очистить изделие, так как на нем могут быть жир и другие вещества, закупоривающие щели в металле. Для этого можно применить простой гель для мытья посуды:
- Моющее средство нужно предварительно развести с водой для получения мыльного раствора.
- Поверхность металлического изделия протрите, не оставляя до полного высыхания.
- Примените раствор для продолжения протирания.
- Мыльный участок смойте проточной водой.
- Изделие нужно высушить естественным путем для того, чтобы на нем не появились разводы.
Отполировать изделия в домашних условиях помогут некоторые продукты питания, жидкости с химическими веществами и даже инструменты для хозяйства. При их помощи вы сможете полировать нержавейке до зеркала.
Оливковое масло
Данный способ подойдет для использования на изделиях, потерявших яркость. Вам потребуются оливковое масло и мягкая тряпка.
- Масло нужно нанести на чистую ткань.
- После этого размажьте масло по поверхности движениями по кругу, равномерно распределяя его.
- Промасленную ткань нужно плотно прижать и повторить предыдущую процедуру несколько раз.
Полировать таким методом нужно до тех пор, пока вы не почувствуете изменения в структуре изделия.
Будьте внимательны, так как поверхность может потускнеть от масла. Его излишки нужно убрать сразу же по завершению вышеописанной операции. Круговыми движениями при помощи сухой тряпки можно легко смыть остатки масла.
к меню ↑
Мука
Отполировать нержавейку посредством муки можно только с условием, что работа будет производиться на плоских поверхностях. В частности, его можно испробовать на кастрюлях и раковинах.
Способ применения:
- Изделие нужно посыпать мукой, покрыв всю поверхность.
- Муку распределите равномерно по металлу.
- Отполируйте нержавейку движениями по кругу при помощи сухой ткани.
- По завершению процесса нужно удалить всю муку с поверхности, используя зубную щетку.
к меню ↑
Мелкая механизация
Отполировать нержавейку до зеркала можно не только в специальных компаниях или на заводе, но и дома. Для этого будет достаточно малой механизации.
Данный метод подойдет для того, чтобы придать изделиям привлекательный и презентабельный внешний вид после удаления изъянов.
Для полировки нержавейки придется использовать следующее:
- «болгарка», или угловая шлифовальная машина;
- фетровые или войлочные круги;
- камень или наждачная бумага;
- полирующее средство;
- круги для шлифовки с различной зернистостью.
к меню ↑
Этапы полировки
Полировка изделий проходит в несколько этапов. Изначально нужно удалить весь лишний металл на швах. Для этого отлично подойдет угловая шлифовальная машина. Для нее придется приобрести круг на фибровой основе. Его зернистость не должна превышать P60.
Если поверхность необходимого изделия гладкая, данный промежуточный этап можно игнорировать.
Далее нужно прошлифовать металл с другим кругом, зернистость которого составляет Р120. Это позволит избавиться от полос, появившихся после работы с другим зерном.
Размер абразива нужно каждый раз уменьшать, что даст возможность делать поверхность более гладкой.
Если у вас нет нужного круга, его можно легко сделать самостоятельно. Для этого вам понадобятся войлочный или фетровый круг, на который нужно нанести столярный клей. Также можно просто потереть друг об друга наждачную бумагу и камень.
После проведения работ нужно удалить все следу шлифовки.
Возьмите средство для полировки и нанесите его на поверхность.

Далее вам нужно провести шлифовку материала или изделия уже с использованием пасты. Убирать риски нужно последовательно. Если со временем поверхность не становится более гладкой, обороты «болгарки» можно постепенно увеличить. Не стоит злоупотреблять скоростью, так как это может привести к перегреву металла и появлению на нем пятен.
к меню ↑
Механическая полировка вручную
Из-за наличия на большей части изделий различных неровностей часто приходится полировать их вручную. Вам придется запастись терпением, так как полировка нержавейки до зеркала описанным ниже методом может занять большое количество времени. В процессе работы вам понадобятся:
- абразивная паста;
- мягкий войлок.
Этапы полировки
- На войлок нужно нанести пасту.
- Полируйте изделие до блеска, тщательно обрабатывая наиболее проблемные места.
Для того чтобы защитить себя от негативного воздействия веществ, которые входят в состав пасты, применяйте маску для лица и перчатки.
к меню ↑
Химический метод полировки нержавеющей стали
Данный метод отлично подойдет для работы с небольшими деталями, которые сложно отполировать вручную. Способ не требует усилий и физического труда. Существует несколько методов приготовления химической жидкости для полировки изделий в домашних условиях.
к меню ↑
Вариант №1
Раствор нужно приготовить с максимально точной дозировкой:
- Серная кислота – 230 миллилитров.
- Соляная кислота – 70 миллилитров.
- Азотная кислота – 40 миллилитров.
В 1 литр раствора нужно добавить 6 граммов черного красителя на кислотной основе, 6 граммов хлористого натрия, 10 граммов столярного клея.
Важно придерживаться температуры жидкости от 65 до 70 градусов.
Нержавейка должна пролежать в составе до 30 минут в зависимости от степени загрязнения.
Вариант №2
Данный раствор также нужно приготовить с соблюдением пропорций в общему объему:
- Метилоранж – 1,5 процента.
- Азотная кислота – 4-5 процента.
- Соляная кислота – 3-4 процента.
- Ортофосфорная кислота – 20-30 процентов.
Деталь в растворе нужно продержать до 10 минут в зависимости от степени загрязнения при температуре от 18 до 25 градусов.
к меню ↑
Вариант №3
Раствор делается по рецепту на один литр объема готовой жидкости:
- Соляная кислота – 660 граммов.
- Серная кислота – 230 граммов.
- Кислотный оранжевый краситель – 25 граммов.
Раствор нужно довести до температуры в 70-75 градусов и держать в нем изделия из нержавейки примерно 3 минуты.
Все вышеперечисленные компоненты вступают в агрессивную реакцию при попадании на тело человека. Обеспечьте полную защиту органов дыхания, лица, рук и глаз.
Этапы полировки
- Деталь, которая была предварительно очищена от загрязнения, нужно погрузить в раствор, состоящий из реагентов и чистой дистиллированной воды.
- Раствор нужно постоянно перемешивать, что обеспечит полную химическую реакцию.
- По истечению указанного в каждом варианте времени изделие необходимо достать и смыть с него все реактива. После этого рекомендуется протереть предмет полиролем, нанесенным на салфетку.
- Под воздействием реактивов, которые останутся в порах на поверхности, шероховатости на нержавейке полностью исчезнут.
Перед началом работы нужно узнать марку металла, так как от нее может зависеть его состав. Согласно ей стоит подбирать реактивы и определять их концентрацию в растворе.
к меню ↑
Уход за нержавеющей сталью
Сталь после полировки смотрится красиво и эффектно. Для того чтобы она сохранила визуальные качества, за ней надо постоянно следить, так как в будущем на ней могут снова появиться потертости и пятна.

Для предотвращения появления изъянов на изделиях чаще всего используют полироли. Вещества такого типа лучше использовать сразу после полировки нержавеющей стали. Кроме того, применять их рекомендуется с определенной периодичностью. Это даст возможность сохранить глянцевую поверхность на длительный срок.
Средство нужно нанести на салфетку и распределить по поверхности. Важно делать все движения по кругу, чтобы избежать появления разводов.
Излишки средства стоит обязательно удалить, так как от них могут остаться пятна.
Если вы решили использовать специальный инструмент, не стоит задавать на нем частоту вращения более 1500 оборотов в минуту, так как это может повредить изделие.
к меню ↑
Периодичность ухода за изделиями из нержавейки
- В случае если вы собираетесь приобрести на свой автомобиль хромированные детали, полировать их стоит не чаще 2 раз в год. Если делать это постоянно, покрытие просто износится, и на предметах быстрее начнут проявляться следы коррозии.
- Использовать приборы механического воздействия на нержавеющую сталь часто не рекомендуется, так как на деталях могут появляться микротрещины. Именно в них чаще всего попадает жидкость.
- Использовать химические вещества для очистки и полировки нержавеющей стали в домашних условиях рекомендуется не чаще 1 раза в год. Пары от реактивов негативно сказываются на состоянии здоровья человека даже в том случае, если он придерживается норм безопасности.
- Паста ГОИ («Парижская зелень») имеет относительно невысокую эффективность, ввиду чего применять ее рекомендуется только в случае отсутствия других веществ или растворов. Она оказывает негативное воздействие на организм, ввиду чего важно использовать защитную маску для лица и перчатки.
к меню ↑
Мнение эксперта
«Лучше всего сразу взять шкурку поменьше и работать с ней долго. Это позволит избавиться от появления больших царапин на поверхности и сохранить структуру металла. На дрель можно намотать шерстяную нитку, что станет аналогом «болгарки». Также ее можно намазать пастой, что усилит эффект и ускорит процесс», — пишет пользователь интернета Владимир.
entercomputers.ru
Электрохимическая полировка металлов: описание процесса, область применения
Автор perminoviv На чтение 5 мин. Опубликовано
Металлическому изделию можно придать блеск различными способами. Для этого не обязательно использовать специальные покрытия, можно воспользоваться методом полировки. Она может быть механической, например, с помощью наждачных кругов, химической — когда металл погружают в специальный раствор, а также электрохимической. В этом случае сочетается воздействие химических компонентов и электроразрядов, которые запускают определенные реакции или усиливают их. Электрохимическая полировка металлов может быть выполнена и в обычных домашних условиях, если собрать все необходимое оборудование.

Описание процесса
Во время электрохимического полирования обрабатываемая поверхность металла приобретает зеркальный блеск. Также уменьшаются имеющиеся шероховатости. Процесс происходит следующим образом:
- Деталь считается анодом, то есть, электродом, несущим положительный заряд. Ее необходимо поместить в ванну со специальным составом.
- Еще один важный компонент — катоды, которые необходимы для осуществления реакции.
- В результате воздействия протекает реакция, и происходит растворение. Оно неравномерно, сначала удаляются самые заметные шероховатости, которые выступают над поверхностью больше всего. Одновременно происходит полировка — изделие приобретает зеркальный блеск.
Удаление заметных больших неровностей называется макрополированием, а сглаживание мелких дефектов — это микрополирование. Если эти процессы во время проведения обработки протекают одновременно и равномерно, то изделие приобретает блеск и гладкость. Возможно и такое, что блеск будет получен без сглаживания или наоборот. Два вида полирования не обязательно связаны.
Химическая полировка металла приводит к тому, что на поверхности обрабатываемой детали во время процесса образуется особая пленка. По составу она может быть оксидной или гидроксидной. Если она равномерно охватывает всю поверхность, это создает условия для микрополирования. При этом внешняя часть покрытия, располагающаяся на поверхности, непрерывно растворяется. Чтобы получить возможность провести микрополирование, необходимо обеспечить поддержание равновесия между непрерывным образованием покрытия и растворением, во время работы с деталью толщина слоя должна оставаться неизменной. Это позволит электронам обрабатываемого металла и применяемого состава в процессе взаимодействовать без опасности растворения металлического изделия в агрессивной среде.
Макрополирование тоже напрямую зависит от образующейся пленки. Она покрывает изделие неравномерно, на выступающих неровностях этот слой более тонкий, поэтому они быстрее растворяются, за счет воздействия тока.
СОВЕТ: эффективность общего воздействия полирующего состава можно повысить, если использовать для обработки электролиты, содержащие в своем составе соли слабо диссоциирующих кислот, которые увеличивают общее сопротивление покрытия.
Кроме этого играет роль механическое воздействие, заключающееся в перемешивании. Может уменьшаться толщина пленки или диффузный слой. Некоторые используемые электролиты выполняют свою функцию только при нагреве, также общее правило, которое действует для всех составов — при нагревании снижается нейтрализация, а скорость растворения пленки повышается. Плотность тока и уровень напряжения также входят в число факторов, оказывающих серьезное влияние на процесс. Например, если необходимо провести полировку медных изделий, то для нее подбирается состав с фосфорной кислотой и устанавливается предельный режим тока без образования кислорода. Именно поэтому важно точно соблюдать все необходимые параметры, чтобы добиться качественной полировки.
Оборудование и химикаты
Для работы с различными металлами необходимо подобрать соответствующие электролиты, которые помогут добиться нужного результата:
- Чаще всего применяются составы на основе кислоты различного вида — серной, фосфорной или хромовой.
- Глицерин может быть добавлен для увеличения общей вязкости, если это потребуется.
- Сульфоуреид выступает в роли ингибитора травления.
- Для очистки различных изделий после проведения процедуры могут применяться различные растворители или щелочные средства. Нередко используются составы с поверхностно-активными действующими веществами.
Пропорции создания хим состава
Полировка проводится в специальных ваннах. Важно помнить, что их составляющие относятся к токсичным веществам и опасны для здоровья, особенно если используется нагрев, поэтому обращаться со всеми компонентами необходимо с максимальной осторожностью, соблюдая положенную технику безопасности.
Изделия из цветных или черных металлов можно обрабатывать при помощи универсального состава, который окажет необходимое воздействие. Для этого следует добавить все компоненты, соблюдая пропорции. Ортофосфорная кислота составляет основу — 65%. Серной кислоты должно быть 15% и 14% обычной воды. Хромовый ангидрид занимает 6%.
Нержавеющую сталь можно полировать схожим составом, только воды в нем должно быть 13%, а еще следует добавить глицерин в соотношении 12%. Детали могут находиться в ванне до получаса, хотя штампованным изделиям требуется меньше времени для обработки.

Область применения
Химическая полировка металла используется, чтобы придать поверхности зеркальный блеск. Такое действие может быть направлено на придание деталям более привлекательного облика, если они находятся на виду и являются частью какой-то конструкции. Помимо эстетического назначения, полировка служит не только для красоты. С ее помощью можно избавить деталь от неровностей и шероховатостей, а также защитить от воздействия ржавчины, кислот и различных атмосферных явлений.
Преимущества и недостатки
Разные виды полировки имеют свои особенности, у электрохимической также есть плюсы и минусы:
- Этот способ благоприятно влияет на все свойства стали, увеличивая устойчивость к воздействию коррозии, а также облегчая проведение вытяжки и штамповки. Именно поэтому полировку такого типа часто используются как в лабораторных исследованиях, так и непосредственно для проведения различных работ в промышленности.
- Электрохимическая полировка является более дешевым и быстрым способом обработки металлических изделий. Если механический метод занял бы несколько часов, то с воздействием химикатов и электричества можно закончить дело за несколько минут, получив качественный результат.
- Полировка с электрохимическим воздействием незаменима при работе со сложными деталями, которые имеют различные полости и отверстия.

Химическая полировка металлов кроме преимуществ, имеет некоторые недостатки. Практически каждый существующий металл требует для проведения работы с ним специального состава, поэтому для разных изделий необходимо делать индивидуальные растворы. Также важно правильно подобрать соотношение компонентов, температуру нагрева, плотность тока — от этого напрямую зависит качество полученного результата. Перед проведением такой обработки может потребоваться предварительное механическое шлифование. Кроме того, процедура требует повышенного расхода электроэнергии. Однако при определенных условиях достоинства метода вполне перевешивают его недостатки, позволяя проводить полировку.
solidiron.ru
Как отполировать сталь 🚩 где отполировать очки 🚩 Квартира и дача 🚩 Другое
Автор КакПросто!
После полировки сталь не только начинает блестеть. Благодаря снижению шероховатости поверхности, а значит, и площади контакта с воздухом, уменьшается склонность изделия к коррозии. В домашних условиях для полировки стали можно использовать дрель с соответствующей насадкой.

Статьи по теме:
Вам понадобится
- – матерчатые перчатки для слесарных работ;
- – защитные очки;
- – респиратор;
- – наждачная бумага;
- – полировальная паста;
- – дрель;
- – полировальные насадки;
- – фен.
Инструкция
Перед полировкой обязательно отшлифуйте поверхность стального изделия. Без этого полирование вряд ли будет успешным. Используйте для шлифования наждачную бумагу. Если поверхность является плоской, для удобства бумагу можно клеить (но не прибить, чтобы не выступали гвозди) к деревянному бруску с небольшой ручкой. Работайте в перчатках. Вначале шлифуйте наждачной бумагой с крупным зерном, а затем постепенно меняйте ее на все более мелкозернистую, дойдя до бумаги с нулевым номером («нулевки»).Тщательно очистив поверхность от металлической пыли щеткой-сметкой, можно браться за дрель. Вставьте в нее насадку для полирования, имеющую войлочную нижнюю поверхность. Ее диаметр должен примерно соответствовать размерам полируемого изделия. Обязательно установите в дрели ограничение вращающего момента. Запаситесь несколькими видами полировальных паст, которые, аналогично наждачным бумагам, отличаются друг от друга зернистостью. Все они должны быть рассчитаны на обработку стали, а не цветных металлов, пластмасс или каких-либо иных материалов. Наденьте защитные очки и респиратор.
Нанесите на войлок немного самой грубой из паст, слегка прижмите круг к полируемой поверхности, после чего включите двигатель дрели на максимальные обороты. Водите кругом по изделию, не меняя силы прижима. Иногда останавливайте двигатель и наносите на круг еще немного пасты.
Обнаружив, что поверхность стала более блестящей, нанесите более мелкозернистую пасту. Продолжите полирование с ней, а затем со следующей в сторону уменьшения размера зерна, и так до самой мелкозернистой.
Завершив полировку стального изделия, промойте его от остатков пасты под теплой водой. После этого немедленно тщательно просушите его, не оставив даже мельчайших капель воды, чтобы не заржавели те его участки, которые полировке не подвергались. Снимите перчатки, защитные очки и респиратор.
Видео по теме
Обратите внимание
Остерегайтесь механических травм. Обязательно пользуйтесь средствами индивидуальной защиты. Не включайте фен в ванной комнате.
Совет полезен?
Статьи по теме:
Не получили ответ на свой вопрос?
Спросите нашего эксперта:
www.kakprosto.ru
Полируем и затачиваем лезвие ножа

Полировка металлических поверхностей является, пожалуй, самым интенсивным рабочим процессом в ножевом производстве – только последовательное проведение определенных работ может привести к хорошему результату.
В продаже имеется абразивная шкурка и шлифовальная бумага различного качества, но лучше всего зарекомендовали себя фирменные образцы этого товара, такие, как, например, ЗМ, VSM и Klingspor. Эти сорта абразивной шкурки имеют качественную связку абразивного зерна, это значит, что зерно прочно связано с несущим материалом и долго держится на нем, кроме того, зерно равномерно распределено на всей площади материала. Использование же недоброкачественных материалов потребует больше времени на обработку и к тому же не принесет желаемого результата – это не тот случай, когда нужно экономить.
Для более грубых шлифовальных работ подходит шкурка с зернистостью 60, 80, 120, 180 и 240.
Для получения более гладкой поверхности лучше взять абразивную бумагу для мокрого шлифования зернистостью 600, 800, 1000, 1200 и 2000. Данные цифры говорят о том, какое количество абразивных зерен расположено на квадратном дюйме несущего материала – чем выше число, тем тоньше шлифовальная бумага.
Для шлифования металлических поверхностей основную роль играет опыт. На бумаге можно изложить лишь основы данного процесса, но и здесь главным остается правило: теория – теорией, а опыт приобретается с практикой.
Не каждый сорт стали в равной степени хорошо поддается шлифовке.
Например, сталь RWL34 доставляет при шлифовании меньше проблем, чем ATS34, хотя в первой содержание карбидов больше. По износу шлифовальной бумаги абсолютное первенство принадлежит стали CPM-S30-V и CPM-S90-M (бывшие CPM440-V и CPM420-V), но зато впоследствии они лучше держат заточку.
На рабочем месте листы шлифовальной бумаги необходимо распределить по зернистости. Очень важно иметь в мастерской хорошее освещение (лучше всего галогенные лампы) – только при таком освещении можно определить, полностью ли удалены следы предыдущей обработки, и переходить на бумагу с более мелкой зернистостью.
В качестве вспомогательных средств для шлифования имеются различные по форме колодки, которые не только щадят ваши пальцы, но и позволяют добиться действительно ровных поверхностей.
Выбор зернистости бумаги для начальной фазы шлифования зависит от качества поверхности, полученной в результате предварительной ее обработки.
Если поверхность обтачивалась напильником, то для начала лучше взять бумагу зернистостью 80 или 120. После обработки клинка на шлифовальной ленте с зернистостью 120 для дальнейшего шлифования можно перейти на зернистость 240. Некоторые мастера шлифуют и полируют материал до самого конца на станке. Как видите, спектр возможностей обработки поверхности довольно широк.
Но вернемся к клинку, поверхность которого была обработана напильником. Как правило, напильник движется поперек полотна клинка, поэтому для того, чтобы удалить все бороздки, оставленные напильником, следует шлифовать вдоль клинка. Для этого необходимо использовать шлифовальную колодку, к которой можно плотно и ровно прижать шлифовальную бумагу. После того как поверхность отшлифована бумагой зернистостью 120, можно переходить на более мелкую зернистость, лучше 240, и совершать движения перпендикулярно к направлению движений во время предыдущего шлифования. При переходе от одной зернистости к другой разница между ее величинами не должна быть слишком большой, но и не очень маленькой.
На практике оправдала себя такая последовательность: 120, 240, 400, 600, 800, 1200 и 2000; или 180, 320, 600, 800, 1200 и 2000.
Для получения глянца заканчивать обработку можно зернистостью 600. Очень важно при смене зернистости менять также и направление движения абразивного материала, что позволяет определить, удалены ли следы предыдущей шлифовки.
В процессе шлифования не забывайте об обухе клинка, внешний вид которого должен соответствовать всему изделию в целом. Большое внимание следует уделить краям и переходным участкам – они должны быть отшлифованы чисто и до острых углов, что дается не так просто. На готовом ноже по этим местам можно судить о качестве выполненной работы.
Теперь возникает вопрос: глянец или зеркальный блеск?
Для получения той и другой поверхности необходима кропотливая предварительная обработка.
Глянцевая поверхность получается в том случае, если в конце обработки шлифовальная бумага движется по поверхности прямолинейно и равномерно, при этом бумага должна целиком покрывать поверхность.
Хорошим вспомогательным средством здесь является шлифовальная колодка с подкладкой из твердой резины, но при обработке переходных участков соблюдайте осторожность, чтобы их углы не округлились. Какой зернистостью заканчивать обработку – это дело вкуса. Красивая поверхность достигается при зернистости 600, но можно и комбинировать, например, начинать с 400 и сразу же переходить на 1200 для окончательной шлифовки. Некоторые мастера используют дополнительно шлифовальную пасту или матирующее средство.
Для того чтобы отполировать поверхность до зеркального блеска, необходимо провести предварительную ее шлифовку бумагой с зернистостью до 2000. Только после этого можно приступать к полировке на полировальном станке с использованием мягкого полировального круга. В качестве полировального средства подходит полировальная паста, имеющаяся в продаже в специализированных магазинах.
Во время полировки не прилагать большого усилия к краям, чтобы не округлились острые углы, что вполне может произойти при чрезмерном усердии мастера. Главное – это чистая поверхность без остатков абразивного зерна: если зерно попадает в полировальный круг, вся полировка может пойти насмарку. Отполированный до зеркального блеска клинок требует кропотливого труда, но нередко вся красота этого блеска довольно быстро исчезает. Отполированная до блеска поверхность на клинках, сделанных из углеродистой стали, является эффективной защитой от коррозии, но для хромистой стали такая зашита уже не обязательна.
Под конец ещё один вопрос: до какой величины зернистости следует шлифовать перед тем, как подвергнуть металл закалке. Это зависит от самой стали и способа закалки.
На нержавеющих сталях, закалка которых осуществляется в вакуумных печах, не образуется слой окалины, поэтому ограничений степени зернистости при шлифовке здесь нет, к тому же, все, что можно сделать с поверхностью незакаленной стали, легко осуществляется вручную. Если клинок должен иметь обычный глянец, то поверхность перед закалкой можно, в принципе, отшлифовать окончательно, но после закалки необходима незначительная доработка. Если же речь идет о зеркальном блеске, то заканчивать шлифование перед закалкой следует зернистостью 1200 и после закалки продолжать шлифовать дальше. Как правило, способ закалки углеродистых сталей иной, чем у нержавеющих сталей, например, в горне, при этом у них образуется слой окалины. Поэтому нет никакого смысла подвергать поверхность перед закалкой окончательной обработке. В таких случаях шлифовку следует заканчивать зернистостью 400 и продолжать ее после закалки.
Тот, кто предпочитает работать со «своей» сталью, со временем может выработать свои, индивидуальные методы обработки, которые лучше всего подходят именно для этого сорта стали.
Заточка ножаНовый клинок следует затачивать только после того, как он был подвергнут закалке. Это значит, что при изготовлении клинка необходимо оставлять 0,2-0,6 мм для будущего лезвия. Если клинок окончательно отточить до закалки, то в результате воздействия высоких температур в процессе закалки на тонком лезвии могут произойти нежелательные структурные изменения металла, и все положительные свойства стали будут сведены на нет.
Некоторые специалисты используют для заточки алмазные напильники, нередко можно услышать о мастерах, которые доводят лезвие до необходимой остроты на шлифовальной ленте.

Я настоятельно не рекомендую использовать для заточки обычные шлифовальные ленты, имеющиеся в продаже. Скорость вращения лент слишком высокая, что может привести к перегреву металла от трения и тем самым снизить степень его закалки. Шлифовальные ленты с регулируемой скоростью вращения можно использовать разве что для грубой заточки, и то лишь на небольших оборотах и при условии, что мастер уже обладает некоторым опытом. С помощью шлифовальной ленты не так-то просто добиться одинакового угла заточки лезвия по обеим сторонам клинка, к тому же клинок может быть довольно быстро сточен.
Новичкам, не имеющим ещё достаточного опыта в таких видах работ, рекомендуется использовать точильный набор, позволяющий регулировать угол заточки, который получается одинаковым с обеих сторон лезвия и сохраняет свою форму в отличие от углов, получаемых в результате ручной заточки.

Кроме того, здесь можно выбрать меньший или больший угол заточки по своему вкусу или в зависимости от области применения ножа. Для более грубых работ лучше подходит больший угол, если же лезвие должно быть острым, как бритва, то угол заточки должен быть небольшим.
Такой прибор Вы можете приобрести перейдя по ссылке и купить со скидкой.Любители ножей могут не поскупиться и приобрести дорогостоящий, но высококачественный японский точильный камень, с помощью которого клинки можно обтачивать вручную, но эта работа требует тренировки и много времени.

Во время заточки клинка возникают достаточно прочные заусенцы, особенно на высоколегированных сталях. Избавиться от них можно двумя способами: лезвие можно обработать на шлифовальном или полировальном круге с использованием полировальных средств. Или же по старому дедовскому методу воспользоваться кожаным ремнем, закрепленным на деревянной колодке.

Как можно проверить, что нож острый?
Есть несколько способов: попробовать побрить волосы на руке или отрезать несколько волосков на затылке, поцарапать по ногтю пальца, перерезать веревку и т.д.
Очень практичным оказался тест с листом машинописной бумаги: лист взять двумя пальцами за угол и разрезать его ножом по диагонали. Если это удается сделать одним плавным движением без рывков, то это говорит о том, что нож острый.
unikumrus.com
Полировка нержавеющей стали | Обработка нержавейки электролитно-плазменным методом
Нержавеющие стали обладают высокой устойчивостью к коррозии в атмосферных условия и некоторых других средах ( газовой, речной и морской воде, некоторых кислотах, растворах солей и щелочах) при комнатной и повышенной температурах. Хром является основным легирующим элементом и обеспечивает коррозионную стойкость металла. Пластические свойства сплава добиваются добавлением 8-11% никеля. Никель делает сплав ковким, облегчая обработку давлением. Добавление хрома в сплав приводит к образованию карбида хрома, который образуется на границах зерен, увеличивая возможность возникновения межкристалмической коррозии. Для уменьшения возможности образования карбидов, в состав нержавеющей стали вводят титан, который активно связывается с углеродом и образующий карбиды титана. Хромистые и никелевые стали имеют наибольший удельный вес в выплавке нержавеющих сталей и наиболее широко применяются в промышленности. Их используют для сортового и листового проката, поковок, горячекатанных и холоднокатаных труб и литья самых различных областях техники и промышленности ( химической, атомной, авиационной и т.д.). Стали этого типа можно разделить на следующие подгруппы:
- Хромоникелевые аустенитные стали с малым содержание углерода.
- Хромоникелевые кислотостойкие аустенитные стали.
- Хромоникелевые окалиностойкие стали с высоким содержанием хрома и никеля.
- Хромоникелевые стали аустенито-мартенситного класса.
- Хромоникелевые стали аустенито-ферритного класса.
Электролитно-плазменная обработка нержавейки
При обработке нержавеющих сталей возможно снижение напряжения до 230В без потери качества полировки. Эксперименты показали, что в 3%-м водном растворе сульфата аммония хорошо полируются изделия из нержавеющей аустенитной стали 12Х18Н10Т, имеющие плоскую форму и мелкий рельеф, например столовые ложки (площадь 1дм2), вилки (площадь 0,7 дм2) и другие столовые приборы. При этом чистота поверхности улучшается на два-три класса, мелкие выступы удаляются, а крупные сглаживаются; деталь приобретает устойчивый (долговременный) металлический блеск, острые кромки притупляются, а заусенцы с толщиной при основании 0,3 мм удаляются. Высокое качество обработки получено также для неглубоких поддонов из нержавеющей стали (площадь основания 330х490 мм, толщина стенок 1 мм, отбортовка высотой 30 мм, общая площадь поверхности составляет 20 дм2). При этом поддон такой формы необходимо опускать в электролит только вертикально.
Состав электролита для обработки нержавеющей стали методом ЭПП
Положительные результаты полирования нержавеющих аустенитных сталей типа 12Х18Н10Т достигаются в растворе следующего состава:
- серная кислота,
- соляная кислота,
- азотная кислота,
- хлористый натрий,
- вода,
- краситель кислотный черный 3М.
Корректирование раствора состоит в периодическом добавлении воды и азотной кислоты. Обработку проводят в течение 3–10 минут при температуре 70–75оС. С увеличением содержания в растворе солей железа время обработки увеличивается до 15–20 минут. Качество поверхности при химическом полировании зависит от объемной плотности загрузки деталей в ванне. При слишком большой загрузке возникает неравномерность обработки поверхности, возможно ее травление и образование других дефектов вследствие затрудненного доступа раствора к поверхностям изделий.
Технические характеристики электролитно-плазменной обработки и полирования нержавеющей стали
Рекомендуемое время полировки нержавеющей стали — 180 сек.
Скорость шлифовки и снятия заусенцев нержавейки — 30 сек.
Среднее время снижения шероховатости на 1 класс — 75 сек.
Количество циклов полировки до смены электролита — 960.
Экспериментальная обработка
Методика экспериментального исследования полировки стали Х18Н10Т электролитно-плазменным методом
Для исследования характеристик установки и отработки методики по изучению процессов электролитно-плазменного полирования проводилось исследование закономерностей полирования аустенитной нержавеющей стали Х18Н10Т в растворах сернокислого аммония разной концентрации.
В экспериментах использовались металлические пластины толщиной 1 мм.

Значения тока измерялись с точностью ± 0,05 А, а напряжения ± 2 В. Температура электролита при проведении эксперимента поддерживалась с точностью ± 1оС, что вполне достаточно для изучения основных закономерностей процесса и отработки технологии. Для изучения съема металла в процессе полировки образцы взвешивались до и после полирования с точностью ± 0,00005 г и оценивалась разность массы (Dm).
Вольт-амперные характеристики снимались при температурах 70, 75, 80 и 85оС и концентрациях электролита 3, 4, 5 и 6 %, то есть в области значений параметров, используемых на промышленных установках. Параллельно оценивалась и удельная мощность при тех же параметрах.
Вольт-амперные характеристики снимались, начиная с высоких напряжений, при которых начинал наблюдаться срыв ППО, фиксируемый резкими бросками тока через образец.
Результаты экспериментов полировки нержавейки Х18Н10Т
На рисунке представлены вольт-амперные характеристики (ВАХ) при концентрации сульфата аммония (NH4)2SO4 3%, 4%, 6%. Данные зависимости соответствуют процессу электролитно-плазменного полирования с устойчивой паро-плазменной оболочки. Наименьшие значения напряжения на кривых снимались при значениях, соответствующих срыву ППО и появлению броска тока.

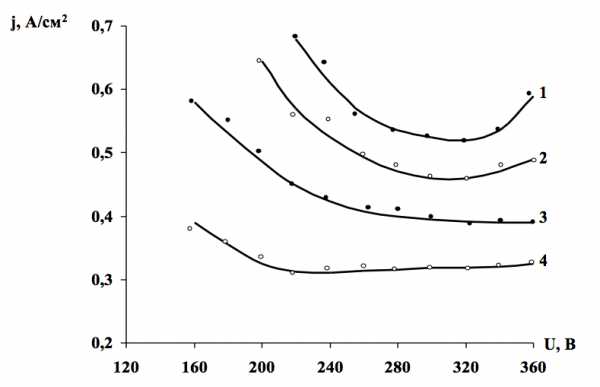
Рисунок 1 — Зависимость изменения массы образцов S = 8 см2 от напряжения. Температура – 70оС; концентрация электролита: 1 – 3%; 2 – 4%; 3 – 5%;4 – 6%
Из анализа вольт-амперных характеристик следует, что для всех концентраций раствора характерно уменьшение плотности тока с повышением температуры электролита, что хорошо согласуется с теоретическими предпосылками. Получено, что величина тока уменьшается в 1,5¸2 раза при повышении температуры электролита. Следует отметить, что величина плотности тока для всех концентраций электролита при одинаковых значениях напряжения и устойчивой ППО имеет приблизительно одинаковое значение, то есть величина тока, проходящего через образец в данном диапазоне концентраций, не сильно зависит от концентрации электролита. Некоторое уменьшение величины тока с ростом концентрации (особенно при 6 % (NH4)2SO4) имеет место.
Из графиков видно, что с увеличением напряжения плотность тока уменьшается. При температурах 80 и 85оС зависимость носит линейный характер. Более резкое, нелинейное увеличение тока при малых напряжениях можно объяснить приближением к зоне с коммутационным режимом обработки, где ППО неустойчива. Этот эффект наблюдается и при температуре 70оС при всех концентрациях. Некоторое увеличение плотности тока при температуре 70оС и напряжениях 340 В и более можно объяснить началом перехода к режиму обработки в гидродинамической области (турбулентное течение).
На рис. показана зависимость удельной мощности от напряжения в режиме электролитно-плазменной обработки при значениях концентраций и температур, рассмотренных выше. Как и следовало ожидать, из рассмотрения ВАХ следует, что удельная мощность обработки при заданных температуре и напряжении слабо зависит от концентрации.
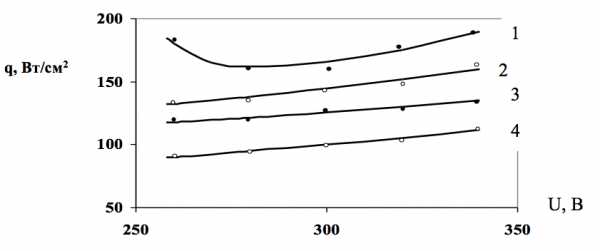
Рисунок 2 — Зависимость удельной мощности от напряжения при концентрации 3% (NH4)2SO4 и температуре: 1 – 70оС; 2 – 75оС; 3 – 80оС; 4 – 85оС.
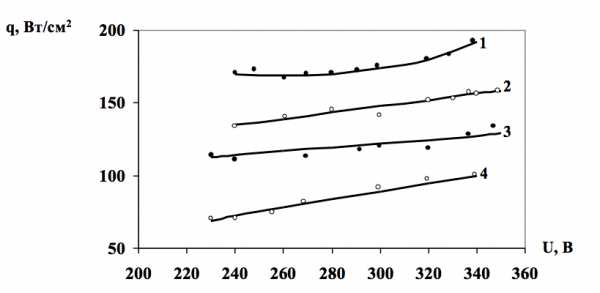
Рисунок 3 — Зависимость удельного теплового потока от напряжения при концентрации 4% (NH4)2SO4 и температуре: 1 – 70оС; 2 – 75оС; 3 – 80оС; 4 – 85оС.
Следует отметить, что характер наклона кривых показывает их обратно пропорциональную зависимость от напряжения в линейной области. Наличие нелинейных областей при низких и высоких значениях напряжения имеет ту же причину, что и для плотности тока. Полученные результаты хорошо согласуются с литературными данными и теорией процесса.
На рис. показана зависимость массы образца из нержавеющей стали площадью 8 см2 от изменения напряжения при температуре 70оС, концентрациях электролита 3%, 4%, 5%, 6% и обработке в течение 5 минут. Съем металла увеличивается с ростом напряжения, причем этот рост наиболее заметен при концентрациях 3%, 4% и 5%, а при 6% практически не зависит от напряжения. Резкое увеличение съема металла при напряжении 330 В и 4% (NH4)2SO4, скорее всего, объясняется стравливанием с образца каких-либо включений или заусенец, что приводит к выбросу экспериментальной точки из общей зависимости. Из рисунка следует, что для съема металла лучше всего использовать сульфат аммония 5% концентрации.

Рисунок 4— Зависимость удельного теплового потока от напряжения при концентрации 5% (NH4)2SO4 и температуре: 1 – 70оС; 2 – 75оС; 3 – 80оС; 4 – 85оС.
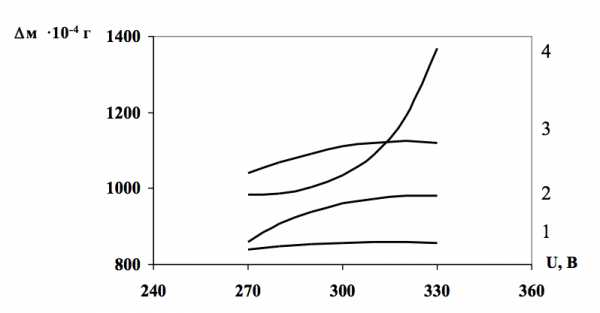
Рисунок 5 — Зависимость изменения массы образцов S = 8 см2 от напряжения. Температура – 70оС; концентрация электролита: 1 – 3%; 2 – 4%; 3 – 5%; 4 – 6%
На рис. представлена зависимость потери массы образцов от концентрации раствора при напряжении 300 В и различных температурах электролита. Необходимо отметить, что съем металла при прочих равных условиях уменьшается с увеличением температуры электролита. Максимальный съем металла происходит при 5% концентрации и температуре 70оС. При температуре 85оС потеря массы практически не зависит от концентрации и незначительна по величине. При температурах 75 и 80оС наблюдается незначительный рост съема металла с увеличением концентрации, а при 70оС и 6% концентрации происходит резкое уменьшение стравливания металла, что можно объяснить началом перехода к гидродинамическому режиму обработки. На этом же рисунке приведены зависимости съема металла от концентрации раствора при температуре 700С и напряжениях 270 и 330 В. Можно отметить, что съем металла незначительно зависит от напряжения и имеет одинаковый характер в зависимости от концентрации.
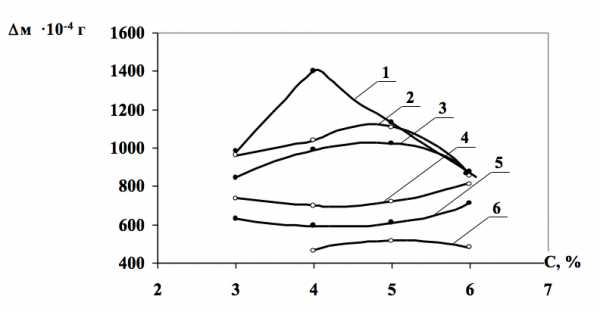
Рисунок 6 —Зависимость изменения массы образцов S = 8см от концентрации
- U = 300 В, Т= 700С; 2U = 300 B, T= 750C;
- U = 300 B, T= 800C; 4U= 300 B, T= 850C;
- U= 330 B, T= 700C; 6U = 270 B, T = 700C;
На этом рисунке приведены также зависимости величины съема металла нержавейки от концентрации электролита при температуре 70оС и напряжениях 270 и 330 В. Отметим, что съем металла незначительно зависит от напряжения и имеет одинаковый характер поведения при изменении концентрации раствора.
Следует отметить, что во всех случаях при наличии устойчивой паро-плазменной оболочки поверхность образцов из нержавеющей стали Х18Н10Т после обработки в 3-6% растворе сульфата аммония в течение 5 минут приобретает блеск.
Узнать стоимость обработки нержавеющей стали
plasmacraft.ru