Полировка труб из нержавейки: Два метода полировки нержавеющей трубы
alexxlab | 28.04.2023 | 0 | Разное
Особенности полировки нержавеющей стали – «РусЕвроМет»
-
Лист из нержавеющей стали
- Матовая нержавейка в листах
- Пищевая нержавейка
- Лист AISI 304
- Лист AISI 430
- Лист AISI 321
- Лист AISI 316
-
Нержавеющая труба
- Труба электросварная
- Труба квадратная
- Труба зеркальная
- Труба бесшовная
- Труба круглая AISI 201
- Труба круглая AISI 304
- Труба круглая AISI 321
- Труба профильная
- Труба профильная AISI 201
- Труба профильная AISI 304
- Труба профильная AISI 430
- Круг нержавеющий
- Отводы из нержавеющей стали
- Нержавеющий рулон
Партнёры и поставщики
Yeun Chyang Industrial Co., Ltd
(Тайвань.)
Yieh United Steel Corp
(Тайвань)
Chandan Steel Limited
(Индия)
Jindal Stainless Limited
(Индия)
Eurobinox
(Франция)
02.01.2019
При изготовлении различных изделий из нержавеющей стали важное значение имеет полировка. Именно этот процесс придает материалу идеально гладкую поверхность с «зеркальным» эффектом. ООО «РусЕвроМет» предлагает вам познакомиться с особенностями полировки нержавейки.
Что такое полировка нержавеющей стали
Полировка нержавеющей стали — финальный этап при изготовлении тех или иных изделий из этого материала. В ходе этого процесса верхний слой металла толщиной до 0,03 мм оплавляется. Это позволяет устранить с поверхности материала мельчайшие дефекты — царапины, микротрещины и т. д.
д.
Существует четыре способа отполировать нержавеющую сталь. Это классическая механическая полировка, химический способ, электрохимическое полирование и плазменный метод.
Четыре способа полировки нержавеющей стали: их особенности и нюансы
- Механическая обработка является самым простым и дешевым способом отполировать лист из нержавеющей стали и другие изделия. В таком случае обычно используется специальное оборудование: шлифовальная машинка. Она оснащена полировальным материалом, который вращается и создает силу трения. В результате температура поверхности материала повышается и его тонкий верхний слой оплавляется. Обычно механическая полировка изделий происходит в несколько подходов: сначала она осуществляется крупнозернистым полировальным материалом, затем в каждый следующий заход размер абразива уменьшается. Также механическая полировка нержавеющей стали может выполняться вручную: пасту с абразивом наносят на кусок мягкой ткани и натирают им поверхность.

- При химической полировке изделие из нержавеющей стали погружается в специальный раствор на основе кислот, имеющий определенную температуру. Запущенный таким образом химический процесс расправляет все микронеровности на поверхности и делает ее идеально гладкой. Такой способ полировки очень быстрый, обычно он занимает всего несколько минут. Однако добиться зеркального блеска при химической обработке не получится. Кроме того, при работе с химическим раствором необходимо быть особенно осторожным и соблюдать технику безопасности.
- Электрохимическая полировка похожа на предыдущий метод, но при ней через спецраствор пропускают электричество, которое ускоряет реакцию. В результате поверхность изделия из нержавейки становится мелкозернистой, лишенной пор.
- Плазменное полирование — самый дорогостоящий, но вместе с тем очень эффективный способ навести блеск на металл. В этом случае изделие из нержавеющей стали выступает положительным анодом, на который воздействует высокое напряжение.
 Электролит, закипающий у поверхности изделия, создает тончайшую парогазовую оболочку. В итоге с изделия удаляется микрослой, содержащий инородные включения.
Электролит, закипающий у поверхности изделия, создает тончайшую парогазовую оболочку. В итоге с изделия удаляется микрослой, содержащий инородные включения.
Какой из четырех способов полировки нержавеющей стали выбрать? Это в первую очередь зависит от назначения изделия. Поскольку стоимость работ будет разной в зависимости от используемого метода, ООО «РусЕвроМет» рекомендует правильно оценивать целесообразность той или иной полировки в каждом конкретном случае.
Другие статьи
наверх
Как полировать нержавеющую сталь?
Нержавеющая сталь применяется для обустройства трубопроводов, в производстве транспорта, а также в промышленности. Нержавейка отличается способностью сопротивляться агрессивным условиям окружающей среды. Такая характеристика является основополагающей для использования металла в трубной промышленности. Стойкость к коррозии требует дополнительной обработки, чтобы сохранить эти свойства на продолжительный срок.
- механическая полировка;
- химические методы;
- электрохимическая обработка;
- электроплазменная полировка.
Сегодня разберем особенности методов полировки, и как осуществлять уход за нержавеющей сталью.
Механическая полировка нержавейки
Это простейший способ обработки поверхности. Он требует применения абразивных материалов и пасты, что способствует выравниванию поверхности, а также придает изделию зеркальный вид. Работа должна проводиться поэтапно с использованием абразивных лент и кругов:
- черновая обработка. Контакт круга и ленты с поверхностью создает оплавление поверхностного слоя. В конечном итоге нержавеющая сталь становится ровной;
- финишная обработка. Требует использования тонкодисперсных материалов. В качестве них выступает паста, которая наносится на поверхность и растирается. Получают эффект зеркального блеска, улучшая визуальные качества металлической детали.
В домашних условиях изделие можно обработать с применением углошлифовальных машин. В качестве диска применяется сменная подушка для шлифовки. Такие устройства имеют отличные характеристики, что позволяет выполнить шлифовку с различным уровнем зачистки. Из минусов — шлифовальная машина не способна обрабатывать детали со сложным рельефом.
Химическая обработка нержавейки
Применение химических элементов даёт возможность обработать металл быстрее, а также позволяет проводить работы с деталями сложной формы. Химическая методика не требует применения различных устройств для полировки, но необходимо использование кислот. Процесс происходит за счет травления. Под последним подразумевают химическую реакцию кислоты с поверхностью металла. Аналогично механической полировке, химическая обработка выполняется поэтапно:
- начальный этап. На этой стадии прибегают к использованию серной кислоты или азотного раствора. Результатом является отсутствие оксидной пленки на металле.
 Отметим, что деталь не выравнивается, а подвергается химическим изменениям на поверхности;
Отметим, что деталь не выравнивается, а подвергается химическим изменениям на поверхности; - конечная обработка. После применения кислот изделие становится отполированным, но требует очистки от химикатов. Необходимо обмыть металлопрокат под струей проточной воды, так изделие становится зачищенным.
Отметим, что применение химикатов требует выполнения норм безопасности, ведь большинство кислот обладают отравляющими свойствами для организма человека.
Электрохимический способ полировки
Принято считать сложным методом ухода за сталью. Работа построена на взаимодействии катода и анода. В раствор с электролитической жидкостью погружается металлическая деталь, а также стальная пластина, которая является проводником.
В процессе подачи тока повышается температура раствора и происходит процесс полирования. В результате поверхность становится полированной в быстрый срок и отличается качеством. В зависимости от размера ванны можно загрузить большое количество нержавейки. Аналогично химическому методу, способ электрохимической обработки должен использоваться с соблюдениями норм безопасности.
Аналогично химическому методу, способ электрохимической обработки должен использоваться с соблюдениями норм безопасности.
Электроплазменная методика
Работа электроплазменной установки основана на образовании плазмы на поверхности металлопроката. Способ дает возможность помимо зачищения выполнить выравнивание изделия. Зачищение происходит за счет образованного облака плазмы, которое разрушает оксидный слой стали. Процесс электроплазменной очистки имеет такие преимущества:
- поверхность имеет зеркальный блеск;
- с поверхности удаляются неровности и заусенцы;
- удаляется острота кромок, делая изделие безопаснее.
Добавим, что электроплазменный метод не может использоваться в бытовых условиях, так как требует использования высоких температур для получения плазменного облака.
Как проводить уход за нержавеющей сталью
Уход за нержавеющей сталью не требует применения сложного подхода. Помимо проведения полирования, обработка нержавейки может проводиться с помощью других способов.
- обезжиривание поверхности. Накопление жирных элементов на верхнем слое стали способствует загрязнению и разрушению металла;
- оцинкование. Применение дополнительных средств защиты от коррозии обеспечивает продление срока службы металлопроката;
- механическое очищение от загрязнения. Стоит применять мягкие средства для чистки от грязи, чтобы предотвратить повреждение антикоррозионного слоя;
- предотвращение хранения в условиях повышенной влажности, а также действия условий окружающей среды. Позволяет сохранить антикоррозийные характеристики до применения металлопроката.
Купить металлопрокат и заказать услуги по его обработке можно у компании “Металл-Холдинг” на официальном сайте компании.
Услуги по полировке нержавеющей стали | Полировка труб из нержавеющей стали
Shaw Stainless является лидером в области полировки нержавеющей стали. Мы предлагаем различные степени и виды полировки в соответствии с вашими требованиями.
Если вы ищете однородную поверхность, полировка нержавеющей стали является необходимым процессом для получения эстетически приятной полированной поверхности. Наше разнообразное оборудование для полировки нержавеющей стали позволяет нам предлагать различную отделку различных типов продукции, в том числе:
• Нержавеющие трубы
• Нержавеющие круглые стержни
• Нержавеющие квадратные стержни
• Нержавеющие плоские стержни
• Уголок из нержавеющей стали
• Пластины из нержавеющей стали
• Листы из нержавеющей стали
• Фитинги из нержавеющей стали
Наши специалисты по полировке нержавеющей стали являются опытными мастерами, обладающими знаниями в области обработки различных поверхностей.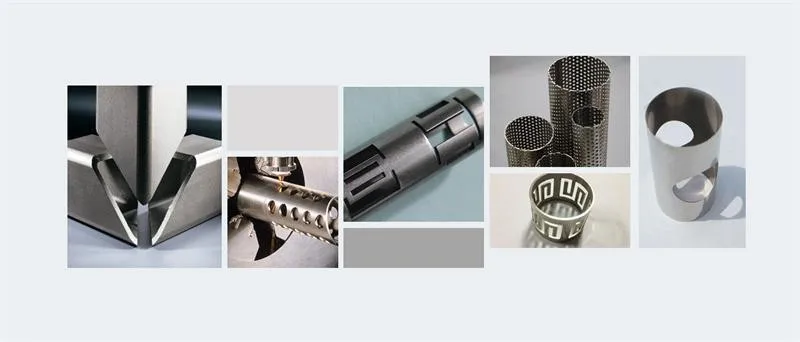
Особая осторожность требуется при переходе от шлифовки к шлифовке до #4 и выше из-за всех шагов, необходимых для использования все более мелкого зерна. Ряд абразивных зерен наносится в последовательно более тонкой последовательности до тех пор, пока не будет достигнута желаемая отделка или шероховатость поверхности для получения полированной поверхности. Неправильная полировка может привести к деформации, обесцвечиванию, наклепу или нарушению допусков. (См. сравнительную таблицу зернистости.)
Механическая полировка нержавеющей стали осуществляется с использованием абразивных материалов на нашем специализированном роторном оборудовании. Это достигается за счет использования ручных инструментов для труднодоступных деталей или деталей необычной формы. Мы предоставляем автоматизированные процессы для больших площадей в зависимости от требований проекта полировки нержавеющей стали.
Сложность продукта влияет на трудоемкость процесса полировки нержавеющей стали. Полировка нержавеющих труб или труб из нержавеющей стали менее трудоемка, чем, например, полировка фитингов или внутренних углов, требующих ручных инструментов. Длительность и сложность процесса определяют стоимость.
Длительность и сложность процесса определяют стоимость.
Полировка нержавеющей стали — это не гонка со временем. У нас есть опыт, оборудование и терпение, чтобы предоставлять нашим уважаемым клиентам услуги по полировке нержавеющей стали неизменно и превосходного качества.
Шероховатость поверхности
Шероховатость поверхности является мерой текстуры поверхности. Он количественно определяется вертикальными отклонениями реальной поверхности в ее идеальной форме. Если эти отклонения значительны, поверхность шероховатая; если они маленькие, поверхность гладкая. Если критична шероховатость поверхности, используется профилометр со стилусом с алмазным наконечником, который автоматически перемещается по поверхности на заданное расстояние, обеспечивая результаты во многих различных форматах. Наиболее типичными являются Ra (микрометры), Ra (микродюймы), RMS и т. д. (См. диаграмму профилометра и сравнительную таблицу размеров поверхности.)
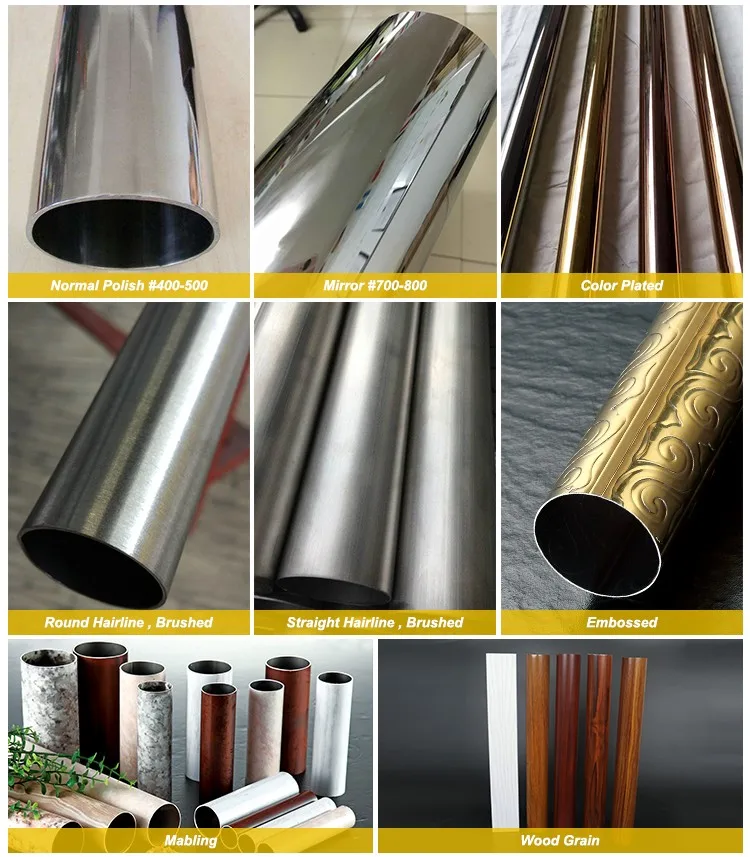
Стандартная отделка поверхности нержавеющей стали:
Поверхностная обработка изделий из нержавеющей стали обычно выбирается по внешнему виду. При изготовлении следует учитывать степень и объем формовки и сварки при выборе исходного нержавеющего материала. Например, начинать с более дорогого полированного сырья, которое может поцарапаться в процессе изготовления, — неразумный выбор. В этом случае часто более экономично использовать холоднокатаный отделочный материал, а затем полировать.
При изготовлении следует учитывать степень и объем формовки и сварки при выборе исходного нержавеющего материала. Например, начинать с более дорогого полированного сырья, которое может поцарапаться в процессе изготовления, — неразумный выбор. В этом случае часто более экономично использовать холоднокатаный отделочный материал, а затем полировать.
Мы предлагаем широкий ассортимент неполированной нержавеющей стали. Ниже приведена схема неполированной отделки из нержавеющей стали.
№ 1 Отделка: горячекатаная, отожженная и очищенная от окалины. Производится методом горячей прокатки с последующим отжигом и удалением окалины. Обычно используется в промышленных целях, например, для обеспечения термостойкости или коррозионной стойкости, где гладкость поверхности не является критической или важной.
No. 2D Finish: Матовое холоднокатаное покрытие, получаемое путем холодной прокатки, отжига и удаления окалины. Матовая отделка может быть результатом операции удаления окалины или травления или может быть получена в результате окончательного легкого прохода холодным валком на тупых валках. Матовая поверхность благоприятна для удержания смазки на поверхности при операциях глубокой вытяжки. Отделка обычно используется при формировании изделий глубокой вытяжки, которые после изготовления можно полировать.
Матовая отделка может быть результатом операции удаления окалины или травления или может быть получена в результате окончательного легкого прохода холодным валком на тупых валках. Матовая поверхность благоприятна для удержания смазки на поверхности при операциях глубокой вытяжки. Отделка обычно используется при формировании изделий глубокой вытяжки, которые после изготовления можно полировать.
№ 2B Отделка: блестящая холоднокатаная отделка обычно производится тем же способом, что и № 2D, за исключением того, что отожженный и очищенный от окалины лист подвергается окончательной легкой холодной прокатке на полированных валках. Это универсальная холоднокатаная отделка. Он обычно используется для всех, кроме исключительно сложных приложений глубокой вытяжки. Эта отделка более доступна, чем отделка № 1 или № 2D.
BA Отделка: (светлый отжиг) блестящая холоднокатаная и отожженная в контролируемой атмосфере для сохранения высокоотражающей поверхности.
Мы предлагаем широкий ассортимент изделий из полированной нержавеющей стали. Ниже приведена схема отделки из полированной нержавеющей стали. (См. таблицу полированных отделок.)
Ниже приведена схема отделки из полированной нержавеющей стали. (См. таблицу полированных отделок.)
№ 3 Отделка: Полированная отделка, полученная с помощью абразивов, приблизительно 100 меш, которая может дополнительно полироваться или не полироваться во время изготовления.
№ 4 Финишное покрытие: Универсальное полированное покрытие из нержавеющей стали, широко используемое для оборудования ресторанов, кухонного оборудования, витрин, молочного оборудования и т.д. сетка.
Отделка № 6: Тусклое сатиновое покрытие с меньшей отражательной способностью, чем отделка № 4. Производится Tampico брашированием № 4 Финишные листы в среде абразива и масла. Он используется для архитектурных приложений и украшений, где сильный блеск нежелателен и эффективно контрастирует с более яркой отделкой.
№ 7 Отделка: Высокая степень отражения. Его получают полировкой тонко отшлифованной поверхности, но линии зернистости не удаляются. В основном используется в архитектурных и декоративных целях.
№ 8 Отделка: Наиболее отражающая отделка, которая обычно производится. Эта отделка достигается путем полировки нержавеющей стали последовательно более мелкими абразивами и интенсивного натирания очень мелкими полировальными румянами. На поверхности практически отсутствуют линии зернистости от предварительных операций шлифования. Эта нержавеющая отделка наиболее широко используется для прижимных пластин, а также для зеркал и отражателей.
Полированные листы из нержавеющей стали
Листы из нержавеющей стали могут быть изготовлены с полировкой с одной или двух сторон. При полировке только с одной стороны другая сторона может быть грубо отшлифована для получения необходимой плоскостности.
* Стандартная полированная нержавеющая сталь имеет зернистость от 100 до 180 (от № 3 до № 4)
Услуги по полировке нержавеющей стали
Круговая полировка нержавеющей стали
Услуги по полировке нержавеющей стали с матовой отделкой
Полированная лестница из нержавеющей стали
Плоский полировальный станок для нержавеющей стали с ЧПУ шириной 4 фута
Как профилометр перемещается по поверхности Отклонения
Полированная отделка
#Finish
RMS
RA
9
9
3
30-45
25-40
4
18-30
15-25
6
14-20
12-18
7
5-9
4-18 8
8
1-5
0-4
Сравнение поверхностных измерений
ОБС
(Micro-Inch)
(Micron)
888 (Micron)
88888888 (Micron)
8888888888.
 )
) РА
(Микрон)
Grit Size
80
2.03
71
1.8
80
58
1.47
52
1.32
120
47
1.2
42
1.06
150
34
0,86
30
0,76
180
17
0,43
15
0,38
240
14 0003
0,362 12 9000 2 240
14 0003
0,36112 12 9000 240
00030.3
320
Grit Size Comparison
Grit Size
Avg Particle Size (in)
4
0.2577
6
0.2117
8
0.1817
10
0,1366
12
0,1003
14
0,083
16
0,0655
20
0,0528
24
0,0408
9000 2 30 000
9000 9000
24
0,0408
9000 9000 30 9000 2 24 0003
0,0408
9000 9000 30
0. 0365
0365
36
0.028
46
0.02
54
0.017
60
0.016
70
0.0131
80
0.0105
90
0.0085
100
0,0068
120
0,0056
600
0,00033
900
0,00024
Товар 2 Добавлено 3
Деталь №:
Размер:
Фланец
Описание:
Фланец
Давление:
Фланцевой :
Фланец
Кол-во:
Фланец
Советник: Советник:
Просмотр корзины
Продолжить покупки
*Может взиматься налог с продаж.
Эффективная обработка труб из нержавеющей стали
Поскольку использование нержавеющей стали расширилось до новых областей применения, многие производители труб впервые приступают к чистовой обработке нержавеющей стали. Некоторые просто испытывают на себе его суровую, неумолимую природу, а также обнаруживают, как легко он царапается и портится. Кроме того, поскольку цена на нержавеющую сталь выше, чем на углеродистую сталь и алюминий, возрастает озабоченность по поводу стоимости материалов.
Некоторые просто испытывают на себе его суровую, неумолимую природу, а также обнаруживают, как легко он царапается и портится. Кроме того, поскольку цена на нержавеющую сталь выше, чем на углеродистую сталь и алюминий, возрастает озабоченность по поводу стоимости материалов.
Даже те, кто уже знаком с уникальными свойствами нержавеющей стали, сталкиваются с проблемами из-за различий в металлургии металла.
Ожидания в отношении качества отделки стали более высокими, говорят лидеры отрасли, отчасти потому, что использование нержавеющей стали растет в пищевой, фармацевтической и химической промышленности, в которых внутренняя часть труб часто должна иметь зеркальное покрытие.
Кроме того, поскольку нержавеющая сталь редко покрывается или окрашивается, она по самой своей природе является металлом внешнего вида; поэтому ожидания на окончательную отделку высоки.
Возникла потребность в возможности получения высококачественной отделки трубы после ее гибки и изготовления (см. изображение вверху страницы ).
изображение вверху страницы ).
Как и в случае всех видов производства, производители труб вынуждены искать способы сокращения времени простоя, добиваться максимальной эффективности на каждом шагу и сокращать производственный процесс в целом для снижения затрат.
«Мировые требования в пищевой, медицинской, химической и косметической промышленности стимулируют более широкое использование нержавеющей стали для производства труб. Производственные цеха осознают дополнительный потенциал прибыли от изготовления нержавеющей стали», — сказал Эрни Леопольд, менеджер по продукции для металла. продукты, FEIN Power Tools Inc.
Большие надежды
Поскольку нержавеющая сталь по своей природе устойчива к коррозии, дополнительные покрытия или отделка не требуются. Трубчатые детали из нержавеющей стали, такие как руль, поручни метро и поручни, устанавливаются в местах с высокой видимостью, поэтому внешний диаметр трубы должен быть гладким и без дефектов.
Одной из серьезных проблем в производстве и отделке нержавеющей стали являются растущие требования к отделке поверхности, сказал Том Кэрролл, президент CS Unitec Inc.
«В то время как в прошлом было достаточно простой отделки кистью, в настоящее время ожидания клиентов варьируются от тонкой до зеркальной отделки», — сказал Кэрролл. «Это привело к разработке совершенно новых инструментов для шлифовки, шлифовки и полировки, которые позволяют производителю добиваться идеальных поверхностей на трубах из нержавеющей стали всего за несколько шагов и за очень короткое время.
Рисунок 1
Ручной шлифовальный станок для труб и шлифовальный станок для сварных швов CS Unitec точно повторяет контуры при шлифовании труб даже вокруг изгибов и 9углы 0 градусов. Передний контактный валик можно использовать для шлифовки сварных швов на линейных поверхностях без кромок или волнистой поверхности. Фото предоставлено CS Unitec, Norwalk, Conn.
CS Unitec расширяет линейку электроинструментов и шлифовальных/полировальных дисков, чтобы удовлетворить эти потребности. По словам Кэрролла, некоторые инновации запатентованы и защищены законом о дизайне.
Кэрролл сообщил, что новый лепестковый диск компании для многофункционального шлифования углов, фланцев, сварных швов и точек поверхности имеет в два раза больше лепестков, чем обычные круги, что приводит к очень маленьким зазорам между лепестками. По словам Кэрролла, эта конструкция впервые позволяет оператору комбинировать различные операции с одним диском.
Ручной шлифовальный станок для труб и шлифовальный станок для сварных швов от CS Unitec предназначен для точного повторения контуров (см. , рис. 1 ). Он использует абразивные ленты, чтобы сделать сварные швы невидимыми, и может полировать нержавеющую сталь от матовой до глянцевой, сказал Кэрролл.
Натяжение шлифовальной ленты подпружинено и адаптируется к диаметру трубы от 3/8 до 10 дюймов. Он может маневрировать на поворотах и в поворотах на 90 градусов. Ремни можно быстро заменить без инструментов.
Он может маневрировать на поворотах и в поворотах на 90 градусов. Ремни можно быстро заменить без инструментов.
В поисках бережливого производства
По словам Леопольда, многие производители нержавеющей стали относят примерно 75 процентов своих производственных затрат на отделку.
«Проблемы, с которыми, по моему мнению, сталкиваются производители труб из нержавеющей стали, заключаются в возможности снизить производственные затраты при сохранении уровня отделки, ожидаемого заказчиком, и в соответствии со спецификациями, установленными Министерством сельского хозяйства США и Управлением по контролю за продуктами и лекарствами США», — сказал Леопольд. По словам Леопольда, многие цеха, работающие с нержавеющей сталью, не знают о существующих потенциальных проблемах загрязнения, особенно когда цех имеет дело как с углеродистыми сталями, так и с нержавеющими сплавами.
«Многие мастерские прибегают к поэтапному решению для финишной обработки, используя эклектичное сочетание машин и абразивов. Хотя их решение может обеспечить желаемый внешний вид, оно может быть очень неэффективным и в конечном итоге может создать проблемы с загрязнением и коррозией», — сказал Леопольд. .
Хотя их решение может обеспечить желаемый внешний вид, оно может быть очень неэффективным и в конечном итоге может создать проблемы с загрязнением и коррозией», — сказал Леопольд. .
В результате FEIN производит линейку станков с абразивами, специально предназначенными для обработки нержавеющей стали, сказал Леопольд.
Один из универсальных отделочных станков компании представляет собой многоцелевую модульную шлифовальную систему. Базой является стационарная ленточно-шлифовальная машина. Модули с болтовым креплением включают в себя бесцентровую шлифовальную машину, способную производить влажную или сухую шлифовку трубчатых материалов диаметром от 3/8 до 4 дюймов, и устройство для вырубки труб с диаметром от 3/4 до 3 дюймов. емкость. «Вся система шлифования была разработана с учетом потребностей производителя нержавеющей стали, от контроля скорости до чистовых абразивов», — сказал Леопольд.
Бесцентровые многоголовочные шлифовальные машины. Бретт Мандес, вице-президент по продажам AM Machinery, сказал, что бесцентровые многоголовочные шлифовальные станки уже давно способны удовлетворить высокие требования к чистоте и качеству отделки прямых труб, от грубого удаления материала до зеркальной отделки.
Рисунок 2
Компания AM Machinery представила станок, предназначенный для чистовой обработки гнутых, овальных и неправильных труб от зернистости 60 до чистоты № 4. Алюминиевое главное колесо несет шесть натяжных роликов, которые вращаются независимо друг от друга, и два абразивных ремня. Он обеспечивает 360-градусный контакт с поверхностью вокруг трубы. Фото предоставлено отделом продаж AM Machinery, Уорминстер, Пенсильвания, 9.0003
Многоголовочный бесцентровый шлифовальный станок обрабатывает трубы за один проход. Трубка проходит через несколько головок, каждая из которых имеет разную зернистость. За один проход трубка может перейти от головки с зернистостью 36 к головке с зернистостью 1200 или к хлопковому полиру для получения зеркального блеска. Можно предположить, что необработанная трубка может быть вставлена с одного конца, а готовая деталь выйдет с другого конца.
Бесцентровый станок обычно использует два колеса, которые вращаются против друг друга. Одно колесо (контактное колесо) несет абразивный материал, а другое колесо (несущее колесо) перемещает деталь мимо абразивной ленты. По словам Мандеса, оба колеса работают в тандеме, создавая давление, необходимое для достижения желаемого результата.
Одно колесо (контактное колесо) несет абразивный материал, а другое колесо (несущее колесо) перемещает деталь мимо абразивной ленты. По словам Мандеса, оба колеса работают в тандеме, создавая давление, необходимое для достижения желаемого результата.
Размеры/отделка. По словам Фрица Карлсона, президента Acme Mfg. Co., многоголовочные системы бесцентровой чистовой обработки с абразивным покрытием с несколькими головками могут использоваться и в качестве процесса формовки и механической обработки. Теперь, когда передовые измерительные технологии, такие как лазерная калибровка, могут быть интегрированы в бесцентровый отделочный станок с ЧПУ, можно проверять и изменять размеры наружного диаметра. «Это обеспечивает лучший контроль размера на машине. Поскольку труба выходит с другого конца, оператор точно знает размер, и если он видит отклонение, он может внести некоторые коррективы», — сказал Карлсон.
Программируемое переключение. По словам Карлсона, ЧПУ обеспечивает программируемую перенастройку, которая помогает производителям труб внедрять методы бережливого производства и точно в срок (JIT). «Благодаря использованию сервоприводов и ЧПУ в системе бесцентровой шлифовки и полировки с несколькими головками вы можете перейти от трубы диаметром 1 дюйм к трубе диаметром 2 дюйма буквально за пару минут».
«Благодаря использованию сервоприводов и ЧПУ в системе бесцентровой шлифовки и полировки с несколькими головками вы можете перейти от трубы диаметром 1 дюйм к трубе диаметром 2 дюйма буквально за пару минут».
Получение гибки
Одна из проблем, с которой сталкиваются производители труб, заключается в возможности финишной обработки трубчатых компонентов после того, как они были согнуты или отформованы. Поверхность трубы можно поцарапать или поцарапать, когда ее зажимают и берут в руки во время гибки.
«Процесс бесцентрового шлифования хорошо подходит для прямых труб, но имеет два явных недостатка», — сказал Мандес. «Трубка вращается с высокой скоростью во время обработки, и вы не можете обрабатывать изогнутые трубки».
«Я не знаю, знают ли многие производители, что они могут закончить свои трубы из нержавеющей стали после того, как они были согнуты, или если они не идеально круглые», — сказал Мандес.
AM Machinery предлагает новый станок, предназначенный для чистовой обработки гнутых, овальных труб и труб неправильной формы от зернистости 60 до 4-го уровня, сказал Мандес. «Машина спроектирована вокруг алюминиевого основного колеса, на котором установлены шесть натяжных роликов и две абразивные ленты [см.0374 Рисунок 2 ]. Основное колесо и натяжные ролики вращаются независимо друг от друга, обеспечивая 360-градусный контакт поверхности вокруг трубы (диаметром от 3/8 до 4 дюймов). Сама труба не вращается во время обработки», — сказал Мандес. Машина также может быть оснащена дополнительной автоматической системой подачи для обработки прямых труб. оператор выполняет чистовую обработку по всей поверхности изогнутой трубы.Шлифовальный рукав извивается по радиусу на 270 градусов.Оператор просто вращает шлифовальный станок, чтобы получить полную чистовую обработку на 360 градусов.Однородная щетка или полировка могут быть выполнены быстро с одним инструментом, сказал Кэрролл.0003
«Машина спроектирована вокруг алюминиевого основного колеса, на котором установлены шесть натяжных роликов и две абразивные ленты [см.0374 Рисунок 2 ]. Основное колесо и натяжные ролики вращаются независимо друг от друга, обеспечивая 360-градусный контакт поверхности вокруг трубы (диаметром от 3/8 до 4 дюймов). Сама труба не вращается во время обработки», — сказал Мандес. Машина также может быть оснащена дополнительной автоматической системой подачи для обработки прямых труб. оператор выполняет чистовую обработку по всей поверхности изогнутой трубы.Шлифовальный рукав извивается по радиусу на 270 градусов.Оператор просто вращает шлифовальный станок, чтобы получить полную чистовую обработку на 360 градусов.Однородная щетка или полировка могут быть выполнены быстро с одним инструментом, сказал Кэрролл.0003
Шлифовальный рукав и шлифовальная лента равномерно натянуты за счет сопротивления пружины между направляющими роликами. Максимальная вместимость трубы составляет 5 дюймов в диаметре.
Рисунок 3
Ручной шлифовальный станок для труб FEIN наматывает абразивную или отделочную ленту на 180 градусов вокруг трубы диаметром до 3 дюймов, и для окончательной обработки требуется всего два или три прохода. Фото предоставлено FEIN Power Tools Inc., Питтсбург.
Леопольд сказал, что FEIN предлагает ручную шлифовальную машину для труб, которая наматывает абразивную или отделочную ленту на 180 градусов вокруг трубы диаметром до 3 дюймов и требует всего два или три прохода для окончательной обработки (см. ). Рисунок 3 ).
Рик Костелло, президент Kent/Tesgo Inc., сообщил, что компания недавно добавила машину для удаления заусенцев для небольших партий, которая также удаляет заусенцы с уже изготовленных или изогнутых деталей.
Напыляемые покрытия. Некоторые изделия, такие как автомобильные выхлопные трубы и компоненты мебели, подлежат полировке после изготовления или производства. «Когда это невозможно, нанесение покрытий распылением в процессе изготовления может помочь предотвратить дефекты поверхности», — сказал Костелло.
«Когда это невозможно, нанесение покрытий распылением в процессе изготовления может помочь предотвратить дефекты поверхности», — сказал Костелло.
Стирка. По словам Костелло, отделку поверхности нержавеющей стали можно решить путем промывки трубы. Трубка промывается и взбалтывается водой под высоким давлением и высокой температурой с моющим средством для удаления грязи, смазочных материалов и других посторонних материалов с поверхности трубки. «Это разработка, которая не прижилась в мире углеродистой стали, но показывает большие перспективы для нержавеющей стали и других материалов, критичных к поверхности».
Наконец, Костелло сказал, что производители труб могут помочь избежать следов на трубах в процессе гибки, используя специальные материалы на поверхностях гибочного станка, которые соприкасаются с трубой.
Робототехника. Чтобы удовлетворить потребность в чистовой обработке трубы после того, как она была согнута и изготовлена, Carlson рекомендовал роботизированную чистовую обработку вместо ручной чистовой обработки. «В зависимости от конфигурации трубки мы рекомендуем роботизированную полировку, шлифовку и полировку. Мы берем эту часть из рук человека и помещаем ее в роботизированный захват шестиосевого робота. Это гораздо более безопасная операция, чем ручная полировка и полировка. полировка, и это очень повторяемо и контролируемо».
«В зависимости от конфигурации трубки мы рекомендуем роботизированную полировку, шлифовку и полировку. Мы берем эту часть из рук человека и помещаем ее в роботизированный захват шестиосевого робота. Это гораздо более безопасная операция, чем ручная полировка и полировка. полировка, и это очень повторяемо и контролируемо».
Новые приложения
Хотя технология автоматической финишной обработки не нова, она развивается для использования в новых приложениях.
«В производстве медицинского оборудования и аэрокосмической промышленности наблюдается огромный рост, — сказал Карлсон. «Мы создали несколько систем с использованием абразивных лент с покрытием на бесцентровых шлифовальных станках для полировки труб из нержавеющей стали для использования в обеих отраслях, где требуются жесткие допуски и чистота поверхности, свободная от дефектов и дефектов», — сказал Карлсон.
Абразивные материалы Твердость при износе, варианты состава
Различия в составе нержавеющей стали могут изменить необходимую последовательность абразивной полировки, по словам Марка Будро, технического директора VSM Abrasives.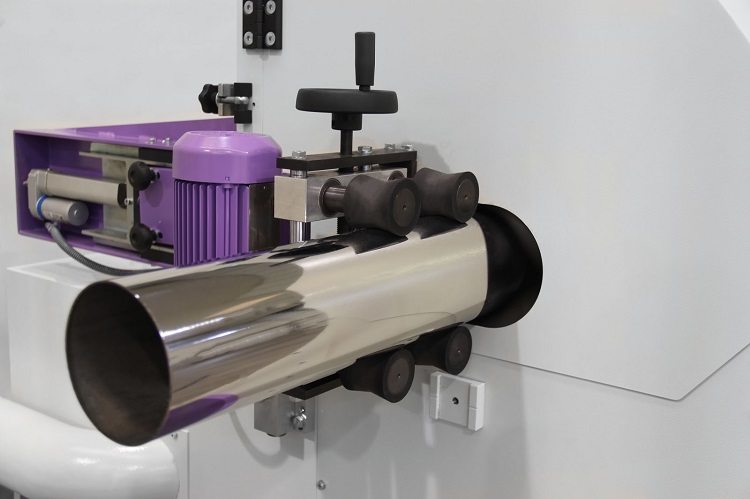
«Сплав нержавеющей стали может сильно различаться по составу в зависимости от содержания никеля», — сказал Будро. «Для более твердых сплавов требуются более агрессивные абразивы, такие как абразивы с керамическим зерном, для удаления большего количества материала. При обработке этих более трудно поддающихся шлифовке сплавов производителям приходится использовать другую последовательность полировки или линейку лент, чем при работе с более мягкими сплавами.
“Итак, производителям приходится идти на компромисс, и там, где, возможно, они начнут полировать более мягкий металл лентой с зернистостью 120, им, возможно, придется начать с зернистости 36 для твердой нержавеющей стали, — сказал Будро.
“Для этих трудно поддающихся шлифовке сплавов, чтобы снять припуск и получить требуемое качество поверхности, им, возможно, придется пропустить трубку через станки дважды, в зависимости от количества головок, которые у них есть – один раз, чтобы агрессивно получить со склада, а затем настроить головки для большего эффекта полировки, вплоть до зернистости P1200, или использовать полировку», — сказал Будро.
Многослойные абразивы. «У вас могут быть нержавеющие сплавы от мягких, что создает свои проблемы, до чрезвычайно твердых, что создает совершенно другую проблему», — сказал Будро.
«Вот когда мы говорим о многослойных абразивах. Они предназначены для получения однородной поверхности от начала до конца ленты», — сказал Будро. «Ключевым моментом является использование нового оборудования, которое может обеспечить постоянную скорость резания и давление, что обеспечивает равномерный съем материала и предсказуемую и однородную шероховатость поверхности. Старое оборудование действительно не может в полной мере использовать преимущества этого типа технологии».
Многослойная абразивная лента обычно служит в 5-10 раз дольше, чем однослойная, при этом стоимость однослойной абразивной ленты примерно в два раза выше, добавил Будро.
Проверка внутренних диаметров
Для производителей молочной продукции, продуктов питания и напитков полировка внутреннего диаметра очень длинных труб из нержавеющей стали по-прежнему является огромной проблемой, сказал Будро.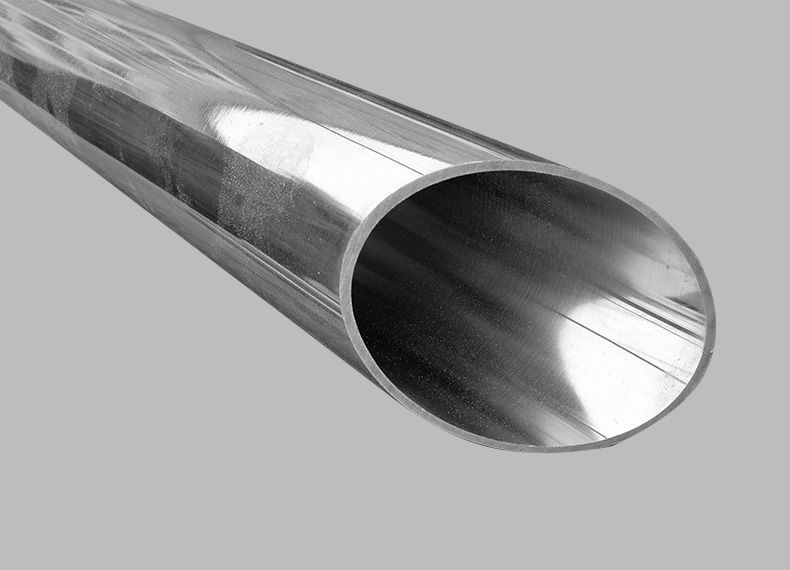
Некоторые просто испытывают на себе его суровую, неумолимую природу, а также обнаруживают, как легко он царапается и портится. Кроме того, поскольку цена на нержавеющую сталь выше, чем на углеродистую сталь и алюминий, возрастает озабоченность по поводу стоимости материалов. изображение вверху страницы ). Он может маневрировать на поворотах и в поворотах на 90 градусов. Ремни можно быстро заменить без инструментов. Хотя их решение может обеспечить желаемый внешний вид, оно может быть очень неэффективным и в конечном итоге может создать проблемы с загрязнением и коррозией», — сказал Леопольд. . Одно колесо (контактное колесо) несет абразивный материал, а другое колесо (несущее колесо) перемещает деталь мимо абразивной ленты. По словам Мандеса, оба колеса работают в тандеме, создавая давление, необходимое для достижения желаемого результата. «Благодаря использованию сервоприводов и ЧПУ в системе бесцентровой шлифовки и полировки с несколькими головками вы можете перейти от трубы диаметром 1 дюйм к трубе диаметром 2 дюйма буквально за пару минут». «Машина спроектирована вокруг алюминиевого основного колеса, на котором установлены шесть натяжных роликов и две абразивные ленты [см.0374 Рисунок 2 ]. Основное колесо и натяжные ролики вращаются независимо друг от друга, обеспечивая 360-градусный контакт поверхности вокруг трубы (диаметром от 3/8 до 4 дюймов). Сама труба не вращается во время обработки», — сказал Мандес. Машина также может быть оснащена дополнительной автоматической системой подачи для обработки прямых труб. оператор выполняет чистовую обработку по всей поверхности изогнутой трубы.Шлифовальный рукав извивается по радиусу на 270 градусов.Оператор просто вращает шлифовальный станок, чтобы получить полную чистовую обработку на 360 градусов.Однородная щетка или полировка могут быть выполнены быстро с одним инструментом, сказал Кэрролл.0003 «Когда это невозможно, нанесение покрытий распылением в процессе изготовления может помочь предотвратить дефекты поверхности», — сказал Костелло. «В зависимости от конфигурации трубки мы рекомендуем роботизированную полировку, шлифовку и полировку. Мы берем эту часть из рук человека и помещаем ее в роботизированный захват шестиосевого робота. Это гораздо более безопасная операция, чем ручная полировка и полировка. полировка, и это очень повторяемо и контролируемо».