Полировка трубы нержавеющей – Как изготавливают нержавеющую полированную трубу, сфера применения, размеры
alexxlab | 30.11.2019 | 0 | Разное
Два метода полировки нержавеющей трубы
Сделать заказ можно по телефону
Наши специалисты с радостью вам помогут
+7 495 775-50-79
Заключительный этап производства трубной продукции из нержавеющей стали — это полировка. Поверхность таких изделий обрабатывается одним из двух распространенных методов: абразивным или электрохимическим. Каждый, в свою очередь, имеет разновидности.
Перед полировкой труба шлифуется. Это подготовительный этап перед финишной обработкой. На этапе шлифования убираются наиболее грубые неровности поверхности. При этом снимается слой металла толщиной от 1/100 до 3/100 мм. Обработка поверхности труб из нержавейки одинаковая как для сварных, так и для бесшовных изделий.
Абразивный метод
В этом случае шлифованная нержавейка подвергается обработке наружной или внутренней плоскости абразивными веществами. Фракция зерна применяется различная. При помощи абразивного метода получается абсолютно гладкая поверхность, нередко даже зеркальная. Хотя обработка грубым абразивом может применяться еще на стадии изготовления. Так делают самые дешевые профильные трубы из нержавейки. В остальных случаях полировка нержавеющей трубы начинается со шлифовки крупнозернистым абразивом, затем диаметр зерна уменьшают и переходят к наиболее тонкой обработке. В ней участвуют войлочные валики.
Этот способ полировки именуется круглым шлифованием и наиболее часто используется для труб — обработки внутренних и наружных поверхностей. Нержавеющий металлопрокат подвергается ленточному шлифованию, в котором используются эластичные ленты, а абразивные суспензии на основе оксидов металлов применяются в качестве дополнительного средства. Обычно диаметр зерна абразива в этом случае не превышает 5 мкм. Также стоит добавить, что абразивная полировка может быть сухой и мокрой. Во втором случае частицы несет вода.
Электрохимическая обработка
Чтобы обработать трубу или любое другое изделие из нержавейки электрохимическим методом ее погружают в раствор концентрированной кислоты. Если необходимо отполировать внешнюю сторону изделия, труба окружается круглым электродом. Если внутреннюю сторону — электрод помещают внутрь нержавеющей трубы. Затем подается ток. Неровности поверхности металла исчезают благодаря тому, что от анода к катоду устремляются самые приближенные частицы стали.
Но в большинстве случаев полировка нержавеющей трубы — это малозначимый этап производства трубной продукции. Например, сталь AISI 430, обладающая великолепными свойствами прочности, долговечности и устойчивости перед коррозией полируется только ради эстетической красоты. Полированная труба чаще всего используется при производстве мебели и декоративных элементов. В промышленности зеркальная поверхность материала почти не играет роли.
www.globus-stal.ru
Полировка нержавейки в домашних условиях: способы, средства
Материал имеет в своем составе легирующие элементы, которые защищают от коррозии и образования нагара. Со временем на поверхности появляются царапины и потертости, а также окисления. При этом помогает полировка нержавейки. В данном случае при обработке достигаются высокие классы шероховатости.

Полировка нержавейки
Способы полировки нержавеющей стали
Шлифовка нержавейки может производиться в домашних условиях. При этом применяют несколько методов обработки. К распространенным способам относят:
- механическую;
- электрохимическую;
- электролитно-плазменную.
Механическая обработка
Полировку нержавеющей стали проводят при помощи материала, представленного зернами из абразивного материала. При обработке применяют круг, диск, валик, либо ленту. В качестве абразива выступает различные пасты, растворы и суспензии для полировки. Материал может содержать в составе вещества, которые в комплексе с зернами абразива удаляют неровности на металлических поверхностях. Данный тип обработки называют механическим.
В результате механических воздействий на поверхность металла образуются канавки и полосы с шероховатостью до 7 класса. При этом необходима дополнительная доработка нержавейки до 10 класса при помощи шлифовки.
Доработка нержавейки может производиться в быту без использования специальных приспособлений и инструментов. Данный вид полировки распространен в частных мастерских и гаражах. В условиях промышленных предприятий применяют следующие виды инструмента:
- ручные приспособления с электрическим и пневматическим приводом;
- станки для полировки и шлифовки;
- барабанные и вибрационные агрегаты;
- установки для обработки при помощи магнитного абразива.
Для чистового шлифования применяются абразивные материалы:
- жидкую полироль;
- пасту;
- суспензию.
В качестве основы в них содержатся минеральные масла, парафиновые и стеариновые добавки, их необходимо удалять после обработки при помощи растворителей.
Электрохимический способ
Химическая полировка представлена процессом удаления шероховатости при помощи упорядоченного движения заряженных частиц от одного электрода к другому. Для метода применяют установки с ваннами, заполненными раствором электролита. Один из электродов подключают к отрицательному полюсу источника питания. Погруженную заготовку нержавеющего металла подключают к положительной клемме источника питания.
При подаче постоянного тока на поверхности металла начинают образовываться заряженные ионы, которые затем перетекают к катоду. При освобождении частиц нержавки происходит сглаживание микровыступов. При обработке оператор может устанавливать глубину удаления металла при помощи настройки значения постоянного тока, а также временем протекания процесса.
Метод позволяет полировать детали со сложными геометрическими поверхностями. Удаляются неровности из мест с трудным доступом. Электролит имеет температуру до 90°С, плотность тока 0,5 А/см2, в составе содержатся неорганические кислоты: ортофосфорная и серная.
Электролитно- плазменное полирование
Способ основан на образовании поверх детали рубашки, представляющей собой парогазовую плазму. Это позволяет снимать неровности с поверхности металла. Аппараты для полировки нержавейки в домашних условиях работают в сети переменного тока при напряжении 400 В и температуре раствора электролита 90°С. Скорость удаления слоя металла — до 3 мкм за минуту.
К достоинства такого метода относят:
- применение безопасных веществ;
- минимальные затраты.
Средства для полировки
Шлифование нержавеющей стали производят при помощи ручного инструмента с электрическим приводом. В качестве дополнительных приспособлений применяются:
- круг из войлока или фетра, салфетка, а также диск;
- валик;
- абразивный лист, диск с абразивной основой;
- материалы нетканого изготовления;
- ленты для полирования.
Инструментом служат:
- шлифовальные машинки орбитального типа;
- болгарки с комплексом насадок;
- машинки ленточного типа;
- ленточник для прямого хода обработки;
- переносные шлифовальные машинки;
- напильники ленточного типа с возможностью поворота насадок.

Средства для полировки нержавейки
Периодичность ухода за внешним видом
Частота полировки нержавеющей стали зависит от возникновения на поверхности металла повреждений и потертостей. После обработки на нержавке образуется защитная пленка из атомов хрома, которая предотвращает коррозию и ржавление. При этом появляется матовый оттенок.
Для сохранения металлического блеска на поверхности металла запрещено применять пасты, содержащие крупный абразив, хлор. Повреждения на металле выявляются визуально.
Как отполировать нержавейку до зеркала в домашних условиях
Шлифовка нержавки в условиях частной мастерской до зеркального блеска считается доступной. Время обработки зависит от количества царапин на поверхности, а также наличия окислений металла. Химическое полирование не рекомендуется, так как может оказаться вредным для человека. Для обработки своими руками до блеска изделия необходимо:
- На шлифовальную машинку установить полировальный круг с мелким абразивом.
- Подобрать полироль для нержавеющей стали без воска, при этом в составе рекомендуется применять абразивные зерна минимального размера.
- Полироль налить на круг.
- Поднести аппарат к левому углу изделия.
- Подать питание на машинку путем нажатия на пусковую кнопку.
- Перемещать аппарат необходимо круговыми движениями.
- После полировки отключают питание, а затем при помощи ветоши устраняют остатки полироли затирая шероховатости.
Соблюдение технологии обработки нержавеющего металла поможет получить поверхность без шероховатости до 14 класса. При этом металл приобретает зеркальный блеск.
metalloy.ru
Как выполняется шлифовка нержавейки после сварки?
Многих новичков удивляет, что со временем на поверхности нержавеющей стали начинают появляться следы коррозии. Как так, ведь по всем параметрам нержавейка должна служить долго, не меняя своих эксплуатационных характеристик? Все дело не в стали, как таковой, а в том, что ее неправильно обработали, либо не обрабатывали вовсе.

На маленьких производствах часто берут на работу неквалифицированных сварщиков, которые не знают элементарных методов обработка шва. А из-за отсутствия контроля качества (даже визуального) в продажу поступает некачественная продукция, которая с виду может ничем не отличаться от других изделий, разве что шов будет виден. Конечно, эти проблемы не встречаются на крупном производстве, но все же важно знать, что такое шлифовка (она же полировка) и травление сварных швов нержавейки.
Содержание статьи
Шлифовка
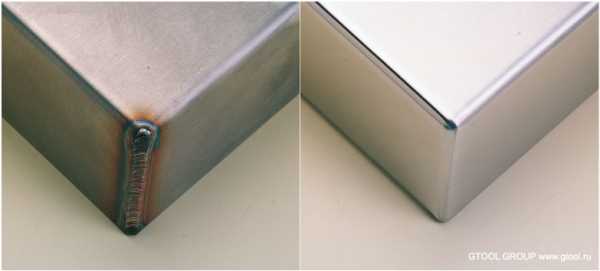
Шлифовка, она же полировка нержавейки после сварки — один из основных методов обработки шва. На картинке ниже вы можете видеть результат до и после шлифовки. Согласитесь, после шлифовки металл стал выглядеть гораздо привлекательнее. Он приобрел законченный вид, а его зеркальный блеск кажется чем-то само-собой разумеющимся. Помимо эстетических качеств полированная нержавейка становится прочнее и долговечнее, увеличивается ее срок службы.
Существует множество способов полировки: от классических до современных. Каждый имеет свои достоинства и недостатки. Какие-то позволяют получить лучшее качество, а какие-то ускоряют процесс. В рамках этой статьи мы не будем подробно разбирать каждый метод полировки, поскольку все они применимы в разных случаях. Расскажем лишь основы.
Вне зависимости от метода, который вы будете использовать, полировка — это всегда использование некого инструмента в связке со шлифовальным кругом, наждачной бумагой, шлифовальным диском или напильником. В качества инструмента может выступать шлифмашинка или ваши собственные руки. Со шлифмашинкой работать удобнее и быстрее, но для обработки в домашних условиях можно просто взять в руки наждачку и отполировать поверхность.
В любом случае полировка проводится в два прохода. При первом проходе выполняется так называемая грубая полировка, когда поверхность шва нужно сделать наиболее однородной и ровной. Если используете шлифмашинку, то наденьте на нее диск и тщательно отшлифуйте поверхность. Это общие рекомендации, далее мы более подробно разберем процесс шлифовки.
Особенности шлифовки
Давайте подробнее разберем, как проводится шлифовка швов, поскольку это довольно обширная тема, в ней есть свои нюансы. Для начала не забудьте о технике безопасности, наденьте защитную одежду, очки и маску, чтобы металлическая пыль не попала в глаза и дыхательные пути.
Также учтите, что шлифовка нужна не всегда. Если на поверхности металла есть видимые дефекты (например, царапины) или шов недостаточно эстетичный, тогда можно шлифовать. А если с виду все хорошо, то не нужно тратить время на дополнительную полировку.
Чтобы убрать глубокие царапины или любые другие подобные дефекты используйте шлифовальные головки с абразивными лентами. Ширина ленты подбирается исходя из площади металла, который нужно обработать. Чем больше деталь, тем шире лента.
Как мы говорили выше, сталь нужно шлифовать в несколько проходов. Два прохода — это минимум. Зачастую на крупном производстве со строгим контролем качества шлифуют и в четыре, и в пять заходов. В любом случае, вашу работу ускорят профессиональные инструменты и сноровка.
Читайте также: СНИП и контроль качества
Теперь немного поговорим про абразивные ленты. У них может быть бумажная или тканевая основа, тканевая лучше. Зернистость может быть разной, здесь нет единой рекомендации, нужно учитывать особенности самого металла. Иногда есть необходимости в мокрой шлифовке, в таких случаях применяются водостойкие ленты.
Также для профессиональной шлифовки вам понадобится болгарка. С ее помощью вы удалите наплывы со сварного соединения, если это необходимо. Неплохо иметь под рукой столярный клей. Его можно нанести на поверхность шва и сверху пройтись абразивной лентой.

После этого нужно еще пару раз отшлифовать поверхность. И после каждой шлифовки обязательно очищайте поверхность металла от остатков клея и металлической пыли. В конечном итоге вы должны получить идеально ровную, блестящую поверхность. Постарайтесь, чтобы не оставалось никаких шероховатых участков.
Теперь можно нанести на металл полировочную пасту и пройтись мягким шлифовальным кругом. Круг может быть изготовлен из войлока, это один из лучших материалов для качественной полировки. Состав пасты не так важен. Если вы выполняете полировку впервые, то сгодится и недорогая паста. Кстати, полировочную пасту можно сделать своими руками. В интернете полно инструкций.
Обработка нержавеющей стали
Самый распространенный метод обработки шва — травление. Чтобы выполнить травление можно использовать серную или соляную кислоту. Иногда используется азотная кислота. При этом не обязательно использовать кислоту в жидком виде, можно приобрести пасту или спрей, что достаточно удобно. В нашей практике чаще всего используется густая паста для травления, мы наносим ее толстым слоем на шов с помощью кисти. В цеху должна быть хорошая вентиляция, потому что зачастую пасты имеют очень неприятный запах.
Если вы будете использовать жидкую кислоту, то здесь нужно внимательно соблюдать технику безопасности и не нарушать технологию травления. Сначала промойте деталь под проточной водой, затем погрузите деталь в емкость с кислотой. Можно использовать смесь из двух и более кислот для более эффективной обработки. Достаньте деталь из кислоты и снова промойте ее. Время погружения в емкость зависит от детали, состава кислот и многих других факторов. Так что читайте инструкцию.

Для обработки сварных швов по общепринятой технологии нужно использовать средства индивидуальной защиты. Ни в коем случае не обрабатывайте металл без маски и костюма. При использовании кислот выделяются пары, опасные для здоровья человека. А кожа очень восприимчива, так что защитите ее от прямого попадания кислоты.
Также для травления сварных швов на нержавеющей стали можно использовать электролитический метод. Он сложнее и стоит недешево, но все же достаточно эффективен. В емкость с жидкой кислотой и погруженной в нее деталью помещают источник тока. Ток может быть как переменным, так и постоянным.
Еще можно использовать пассиватор для обработки готовых сварных соединений. Пассиватор — это вещество, обладающее особыми свойствами, которые способны вводить металл в пассивное состояние (отсюда и название). Использование пассиваторов — это недорогой способ очистки швов, вещество можно наносить прямо на соединение либо окунать деталь в емкость (по аналогии с кислотами).
Вместо заключения
Теперь вы знаете, как очистить нержавейку после сварки и отполировать ее до зеркального блеска. Именно правильная обработка нержавейки отличает профессионала от дилетанта. Профессионал смотрит комплексно на все сварочные работы, а дилетант зацикливается только на формировании шва, забывая о подготовительных и завершающих процессах. Расскажите в комментариях о своем опыте шлифовки и обработки швов у изделий из нержавеющей стали. Желаем удачи в работе!
[Всего голосов: 1 Средний: 5/5]svarkaed.ru
технология сварки, полировка до блеска
Нержавеющая сталь и изделия из нее используются в строительстве, машиностроении, медицине, пищевой и легкой промышленностях. Зеркальная нержавеющая сталь широко применяется для изготовления труб для сантехнических работ, в производстве медицинских инструментов и оборудования, при изготовлении мебели. В дизайне помещений, домов и придомовых территорий зеркальная труба идет на лестничные каркасы и перила ограждений, барные стойки, ножки столов и кроватей, полотенцесушители и прочее.
Перила из нержавеющей стали
Изготовление труб из нержавеющего материала
В состав металла входят хром, титан или никель, эти легирующие элементы добавляют стали улучшенные эксплуатационные свойства: антикоррозийность, долговечность, жаростойкость, универсальность. Металлургическая промышленность выпускает трубы двух видов.
- Метод TIG – сварки.
Тугоплавкий вольфрамовый электрод расплавляет подаваемую к месту сварки проволоку из нержавеющего металла, расплав ровно заполняет ванночку шва, надежно соединяя края изделия. Одновременно с дугой из сопла выходит инертный газ (аргон, гелий), который защищает сварное соединение от окисления. Сварка нержавеющей трубы методом TIG позволяет получить ровный, пластичный шов, поддающийся шлифовке и полировке. Она чаще используется для тонкостенных труб малого диаметра.
Система HF производит высокочастотный бесконтактный поджиг дуги, что исключает прожоги металла.
- Лазерная сварка.
Она применяется вместе с TIG – сваркой. Сварка нержавейки таким методом позволяет добиться высокого качества и улучшенной обработки шва. После сварных работ производится обрезка, калибровка изделий, а также шлифовка и полировка.
Аргонодуговая сварка (TIG)Бесшовные
Они изготавливаются из литых заготовок путем горячего или холодного проката. Трубы прогоняются через вальцы несколько раз, подвергаясь в промежутках термическим и химическим воздействиям. Для повышения механических свойств в конце процесса проводится закалка труб высокой температурой, и наносится специальное покрытие. Такой способ применяется при изготовлении изделий, эксплуатируемых в сложных условиях – высокая температура, повышенное давление и прочее (элементы и детали котлов, трубопроводов). Оба способа позволяют получить трубы с различной толщиной стенки.
Способы полировки нержавейки
В заводских условиях используют сложные промышленные методы и технологии, недоступные в домашних условиях. Для сварных и бесшовных труб применяются одинаковые методы полировки:
- Абразивный.
В этом случае полировка стали до зеркального блеска проводится сухим способом или с добавлением воды в несколько этапов – грубая шлифовка на стадии изготовления, улучшенная с применением абразива с уменьшенным размером зерна и окончательная полировка мелкой шлифовальной лентой или войлоком.
- Электрохимический.
Здесь труба полностью погружается в кислоту, вокруг нее или внутрь устанавливается электрод, на который подается напряжение. Под действием химической реакции внутренняя и наружная поверхности трубы выравниваются до идеальной гладкости.
Абразивная паста для полировки нержавеющей стали
Размеры и стандарты
Бесшовные горячекатаные зеркальные трубы выпускаются от Ø 57 мм до Ø 325 мм, толщина стенки варьируется в пределах 3,5–32 мм. Холоднодеформированные бесшовные зеркальные трубы производятся от Ø 5 мм до Ø 89 мм и подразделяются на следующие виды:
- особо тонкостенные – 0,2–0,6 мм;
- тонкостенные – 0,7–2,0 мм;
- толстостенные – до 6 мм;
- особо толстостенные – до 12 мм
Сварная нержавейка выпускается диаметром в пределах 8–102 мм при толщине стенки до 4 мм. Длина труб из нержавеющего металла варьируется в пределах 1–11,5 м. Зеркальная нержавейка по виду сечения делится на 2 класса – профильная (квадратная, прямоугольная) и круглая.
Полировка зеркальной трубы в домашних условиях
Если в дизайне комнаты, дома или двора используется нержавеющая зеркальная труба, то после монтажа стоек, перил и других декоративных элементов требуется дополнительная полировка для устранения возникших повреждений поверхности.
Снимать неровности нужно с помощью болгарки
Сварные места соединения элементов конструктива для достижения зеркального блеска потребуют длительной многоступенчатой шлифовки. Выпуклую толщину шва снимают при помощи болгарки со шлифовальным диском, затем для удаления шероховатостей, оставшихся от инструмента, применяют абразивные круги с крупным зерном. Здесь важно учесть, что особо крупный абразив может оставить глубокие царапины на поверхности трубы, для удаления которых понадобится больше времени.
Шлифуют проблемные места несколько раз, постепенно уменьшая величину зерен абразива до нулевого размера. Когда поверхность приобретет абсолютную гладкость, то отполировать нержавейку до зеркального блеска можно войлоком или тканью с нанесенным на них специальным полировочным средством, содержащим мелкий абразив. Выпускаются полироли в виде паст, эмульсий или жидкостей, они очищают поверхность, придают ей сияющий блеск, образуют защитную пленку, ограждающую от быстрого загрязнения и помутнения, скрывают мелкие царапины и незначительные дефекты.
ПОСМОТРЕТЬ ВИДЕО
Средства делятся на пасты для предварительной и финишной полировки. Первыми удаляются следы всех предыдущих шлифовок или механических обработок. Идеальная зеркальная поверхность получается после использования пасты для финишной полировки. Трубы из нержавейки служат 30-50 лет, не меняя внешнего вида. Мелкие царапины, появляющиеся со временем на блестящей поверхности, легко удаляются полировочной пастой. Зеркальные перила, стойки, каркасы или другие элементы дизайна придадут интерьеру дома стильный и современный вид.
trubexpert.ru
Труба нержавеющая полированная: типы и особенности
Полированная нержавеющая труба используется в пищевой, химической и фармацевтической промышленности, при производстве мебели, незаменима в интерьерном, фасадном и ландшафтном оформлении. Главное ее преимущество — эстетичный вид при высокой конструкционной надежности. В зависимости от способа изготовления может обладать повышенной прочностью, износостойкостью или антикоррозийностью.

Полированные трубы из стали обладают высокими эстетическими качествами и не уступают в прочности обычным
Основные характеристики нержавеющих полированных труб
Шлифованные нержавеющие трубы изготавливаются в основном из стали, в которой, помимо железа, содержится хром. В зависимости от марки и назначения в сплав могут добавляться другие химические элементы, благодаря которым материал приобретает дополнительные свойства.
Зеркальная поверхность — результат полировки, которая производится тремя способами: механическим, термо- и электрохимическим. Шлифованная конструкция не имеет плоскостных или структурных дефектов, в результате чего труба становится пригодной для использования в областях, требующих безукоризненной гладкости.
Такая профильная металлоконструкция сочетает красоту и прочность, долговечность и износостойкость. В каждом городе можно получить наглядное представление о том, насколько нержавеющая сталь востребована в современном мире. В любом медицинском учреждении, в пищевых концернах используется зеркальная система трубопроводов. Равно как почти каждый офис и торговый центр может похвастать блестящими поручнями на лестницах.

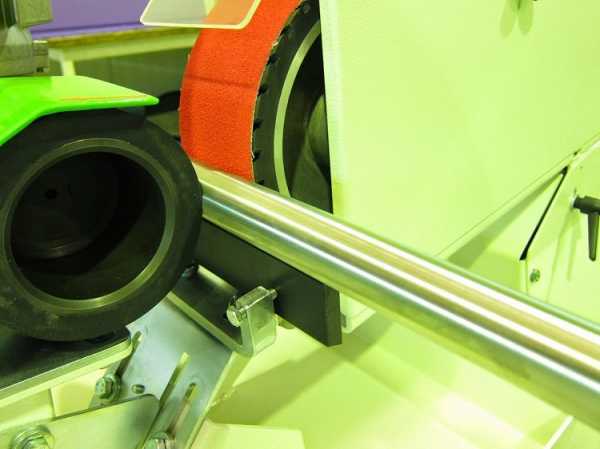
Чтобы добиться зеркального блеска поверхности, трубу пропускают через вальцы, которые ее полируют
Виды трубных заготовок и способы их изготовления
Полированная труба из нержавейки бывает двух типов:
- сварная;
- бесшовная.
Сварные
Сейчас существует несколько методов выполнения шва. В основном профильная трубная металлоконструкция изготавливается при помощи следующих видов сварки:
- сварка вольфрамовым электродом в среде инертного газа. Электрод не расходуется, он лишь создает электрическую дугу, заставляя края изделия плавиться и свариваться вместе;
- сварка индукционными токами высокой частоты;
- лазерная сварка;
- сварка пучками электронов. Особенность процесса в том, что он проходит в глубоком вакууме.
Технология производства выглядит так: плоская нержавеющая сталь сворачивается в трубочку, проваривается по шву, калибруется в вальцах и проходит контроль герметичности. Потом труба отправляется на полировку, в результате чего устраняются мелкие дефекты и, если нужно, приобретается зеркальная отражающая поверхность.

Заготовкой для полированной трубы может служить как сварное изделие, так и изготовленное по бесшовной технологии
Бесшовные
Литьем или прессовкой изготавливается круглая и полая внутри нержавеющая заготовка — будущая труба, которая подлежит обработке и калибровке в вальцах.
По температуре, при которой она обрабатывается, различают: горячедеформированные изделия, теплодеформированные и холоднодеформированные.
Полезный совет! Для второй и третьей категории важно узнать, прошла ли профильная заготовка термическую обработку. Согласно ГОСТ, она обязательна: труба прокаливается и остывает, освобождаясь от внутренних напряжений металла. Если на этом этапе сэкономили — прочность снижается.
Методы обработки поверхности готового изделия
Независимо от способа изготовления, шлифованная поверхность получается по одному принципу.
Можно выделить два основных метода обработки полированных нержавеющих труб: электрохимический и абразивный.
Электрохимический метод
Изделие погружается в раствор концентрированной кислоты. Затем, в зависимости от того, требуется ли полированная поверхность на внешней или внутренней части заготовки, она либо окружается круглым электродом, либо электрод вставляется внутрь. После этого на него подается большой ток.
Абразивный метод
Первичная обработка грубым абразивом возможна еще на стадии изготовления. Кстати, именно так получается наиболее дешевая зеркальная труба из нержавейки.
Абразивный метод не требует больших затрат, поэтому трубы, полученные таким способом, отличаются доступной ценой
Полированная поверхность постепенно становится все более гладкой за счет последовательного использования абразивных веществ с уменьшающимся размером зерна. Зеркальная полировка выполняется войлочными шлифовальными лентами.
Это интересно! Нержавеющая заготовка имеет преимущество: кроме сухой абразивной обработки, возможна и мокрая полировка. Разница лишь в том, что частицы абразива несет вода. В остальном — то же применение абразивных частиц все меньшего размера.
Установленные ГОСТ-стандарты и размеры нержавеющих труб
Маркировка сталей регламентируется требованиями EN 10088-1, ГОСТ 5632-72. Отбор проб для определения химического состава проводят по ГОСТ 7565-81.
В зависимости от назначения зеркальная трубопроводная шлифованная система бывает:
- предназначенной для конструкций, использующихся в пищевой, химической и фармацевтической промышленности — DIN 11850;
- предназначенной для бытовых и декоративных целей — DIN 17455, EN 10296-2.
Что касается размеров, они те же, что и для любых других трубопроводов, в основе которых лежит нержавеющая сталь:
- бесшовные трубы горячей деформации ГОСТ 9940-81 могут иметь диаметр от 57 мм до 325 мм, толщину стенок от 3,5 мм до 32 мм;
- бесшовные трубы холодной и теплой деформации ГОСТ 9941-81 производятся диаметром от 5 мм до 273 мм и с толщиной стенок от 0,2 мм до 22 мм;
- сварные трубы ГОСТ 11068-81 бывают диаметром от 8 мм до 102 мм при стенках толщиной от 0,8 мм до 4 мм.
Наиболее востребована полированная конструкция малых диаметров, а прочность чаще всего стоит на втором месте после внешнего вида и износостойкости. Поэтому наибольшим спросом в стране пользуется профильная модель, которая была изготовлена сварным методом. И, как следствие, абсолютное большинство труб, в основе внешнего вида которых лежит зеркальная обработка, изготавливаются именно так.

Трубы самых малых диаметров производятся из сварных заготовок
Профильная трубная заготовка: области применения и преимущества
На полировке бактерии не остаются жить просто потому, что им там нечем питаться: на поверхности не скапливается грязь. Также преимуществом является тот факт, что нержавейка химически стабильна: молоко или сироп не обогатятся окисями железа.
В этой особенности материала заинтересованы и медики. Кроме инструментов, шлифованная труба используется при производстве имплантатов. Они не отторгаются иммунной системой организма именно из-за того, что нержавейка абсолютно химически стабильна.
Поэтому профильные зеркальные нержавеющие трубы, как никакие другие, востребованы в пищевой, химической и медицинской промышленности.
Важно! Когда речь идёт о закупке материалов для пищевых концернов и заводов по производству медицинского оборудования, нужно уточнять, какой тип сварки использовался при изготовлении. Если применялась сварка типа HF, модели не рекомендуется использовать для реализации трубопроводов под давлением в этих сферах промышленности.
Также в практической реализации шлифованная труба из нержавейки — это:
- полотенцесушители и прочие трубопроводные коммуникации, расположение которых требует, чтобы в их основе использовалась шлифованная, то есть эстетически привлекательная профильная сталь;
- системы в санузлах, на кухне, в банях, саунах, в интерьерных и ландшафтных фонтанах;
- лестничные каркасы, ограждения, перила, входные группы;
- современная мебель, каркасные стойки для разграничения пространства в торговых центрах и в офисных помещениях;
- трубопроводные элементы в пищевом и медицинском оборудовании.
Для использования внутри помещений лучше всего подходит шлифованная модель AISI201. Во внешней среде используется труба AISI304, AISI304L. Для агрессивных сред (ограждения вблизи моря, в бассейнах, на яхтах и т. д.) лучше всего подходит AISI316L.
trubamaster.ru
Шлифовка и полировка труб из нержавеющей стали
Финишной стадией производства профильного металлопроката из нержавеющей стали выступает шлифование и полирование изделий. Существует несколько методов обработки поверхности труб из нержавейки:
- абразивные методы
- электрохимические методы
Подготовительным этапом для полировки труб из нержавеющей стали выступает шлифование, при помощи которого удаляются грубые дефекты поверхности проката из нержавеющей стали. Слой металла, который снимается при шлифовании, составляет порядка 0.01-0.03 мм.
Абразивный метод
Формирование гладкой, зеркальной поверхности трубы при помощи абразивных методов, заключается в обработке внутренней или наружной плоскости абразивными веществами с различной фракцией зерна. Грубое шлифование выполняется крупнозернистыми материалами, после чего, постепенно уменьшая диаметр зерна, переходят к самому тонкому шлифованию — при помощи войлочных валков, через которые, в конечном итоге, пропускают прокат из нержавеющей стали.
Данный метод называется круглым шлифованием и, как правило, применяется для обработки цилиндрических и конических поверхностей. Круглое шлифование применяется для обработки как наружных поверхностей трубы из нержавеющей стали, так и для ее внутренних плоскостей. Иногда используется ленточное шлифование металлопроката из нержавейки, при котором поверхность трубы подвергается воздействию эластичных лент. Вспомогательным средством, применяемым при шлифовании, выступают абразивные суспензии из оксидов металлов с диаметром зерна 0.2-5 мкм.
Электрохимический метод
Электрохимические методы обработки поверхности труб из нержавейки применяются при выполнении окончательной обработки ее поверхности. Для этого, прокат помещается в ванны с электролитом, где труба из нержавейки выступает либо анодом, либо катодом. Противоположные заряды, приложенные к электролиту и обрабатываемой детали, способствуют удалению неровностей с поверхности трубы.
Степень полировки трубы из нержавеющей стали может быть в виде:
- блестящей промышленной полировки — для серийного производства;
- зеркальной полировки с высокой степенью глянца — для единичного производства под заказ.
Наша продукция
euroinox.ru
полировка нерж трубы – Абразивная обработка
Задача понятна, решение есть.полировать трубы, диаметр 340 длина 600 внутреннюю поверхность
Это не много. Много – это 10-20 в день.таких труб много. штук 10 -20 в месяц.
как у горячекатанной и травленной нерж стали. отвратительное.требуется как у кастрюли среднего качества
Самое эффективное решение ты уже нашёл:
загрузить фарфоровый бой и крутить с водичной сутки.
Послушай меня, станого полировщка. 🙂 Я эту нержавейку с полировкой во всех видах и размерах имею уже 2 года (или она меня, как посмотреть).
Это самое выгодное со всех сторон решение – если тебе не требуется выдерживать точные геометрические размеры.
Два диска из фанеры 20 мм, можно из простой с пропиткой, можно из бакелитовой – на что жаба не задушит. Вырезаешь диск немного больше диаметром, с краёв диска три упора для центровки. Со внутренних сторон приклеиваешь 88-м клеем листы резины.
В центре дисков отверстия ф 8-10 мм. Диски с двух сторон, насквозь резьбовую шпильку, стягиваешь гайками, и ставишь на вращающиеся ролики.
Всё. Ты занимаешься своими делами – она крутится. Подбор галтовочных тел – на твой вкус. Водичку советую не простую, а раствор поваренной соли – химию процесса не знаю, рецепт древний, но повышает эффективность чуть ли не вдвое. Во всяком случае, повышает очень заметно.
По вреиени – это пробовать надо. Зависит и от исходной поверхности, и от галтовочных тел, и мало ли от
www.chipmaker.ru