Полуавтомат применение: Инверторный полуавтомат – назначение и преимущества агрегата
alexxlab | 26.03.2023 | 0 | Разное
Сварка металла полуавтоматом в Екатеринбурге
Полуавтоматическая сварка – это процесс соединения металлических поверхностей, при котором шов получается ровным и полностью защищенным от окисления, так как при этом используется защитный газ. От ручной дуговой сварки она отличается автоматизацией процесса, благодаря чему от человека требуется намного меньше усилий для создания качественного сварочного шва. MIG – международное обозначение процесса сварки металлов в среде инертного газа, такого как гелий или аргон. MAG – это международное обозначение сварки в среде активного газа, такого как азот или углекислый газ.
Преимущества полуавтомата
Технология сварки полуавтоматом сложна только для новичков. Как только человек поймет устройство аппарата, принцип его работы и освоит технику безопасности, он сможет успешно и эффективно его применять. Используется полуавтомат в основном для соединения деталей из железа, стали и алюминия.
При необходимости сварочные работы с помощью полуавтомата можно проводить без использования защитного газа.
MIG-MAG сварка применяется практически во всех отраслях промышленности. Основной сферой применения является машиностроение, судостроение, мостостроение, производство металлоконструкций, приборостроение. Не обойтись без полуавтоматов в слесарных мастерских и мастерских по ремонту автомобилей.
Этапы работы
Прежде чем приступать к сварке полуавтоматом нужных изделий новичкам в этом деле рекомендуется поучиться варить на металлических обрезках, не представляющих ценности. Мастерам своего дела также не помешает перед началом сваривания нужных деталей сделать пробный шов на ненужных обрезках.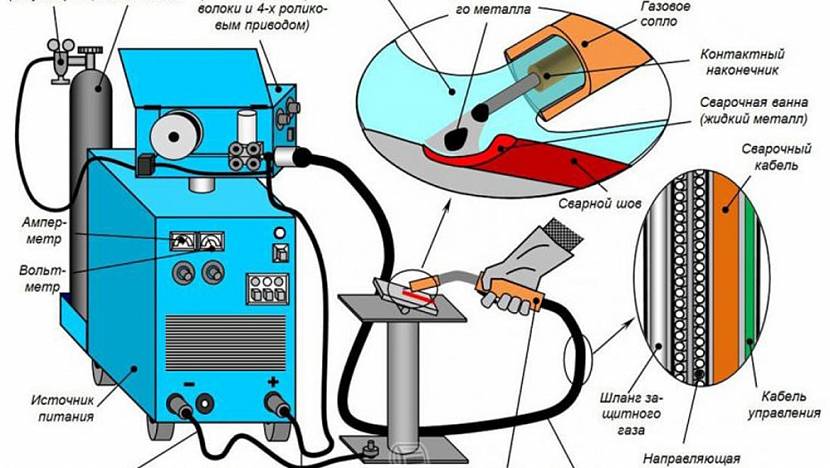
После проведения всех подготовительных работ нужно подключить массу к свариваемому металлу. Если работать нужно с деталями, имеющими небольшие размеры, то сваривание можно проводить на специальном металлическом столе, к которому подключают соответствующий проводник. Если стола нет, то сварку можно проводить на листе металла, который имеет толщину не меньше 2 мм.
До начала сварки металлические детали надо обязательно хорошо очистить от мусора и смазочных веществ при помощи специальной щетки или обычной ветоши. Сначала свариваемые детали нужно максимально близко расположить друг к другу и хотя бы в двух местах произвести точечное сваривание. Это нужно для того, чтобы детали стали неподвижными. Если требуется наварить один металлический лист на другой, то рекомендуется воспользоваться струбцинами, при помощи которых привариваемые детали будут надежно закреплены.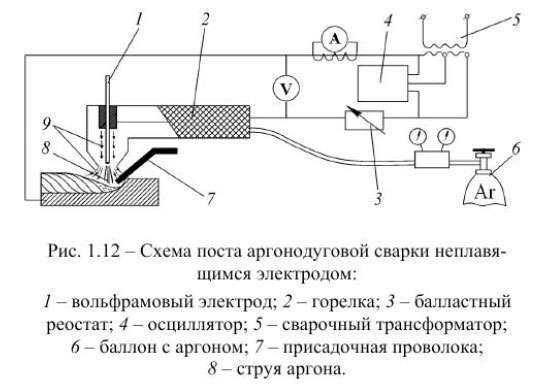
Для правильного образования дуги нужно коснуться проволокой деталей из металла, к которым подключена масса. После этого проволоку нужно оторвать на минимальное расстояние для того, чтобы образовалась стабильно горящая электрическая дуга. Это даст возможность проварить шов, перемещая дугу над свариваемыми деталями от одного края до другого.
Особенно сложным процессом является сварка алюминия. К свариванию алюминия и других цветных металлов стоит приступать только после того, как будет хорошо освоена технология сварки полуавтоматом черных металлов. Сварка деталей из алюминия производится при помощи постоянного тока обратной полярности. Перед тем как начинать сварку, нужно зачистить поверхность деталей от оксидной пленки и нагреть детали при помощи газовой горелки или в печи. После этого сварочный аппарат требуется включить в режим переменного тока высокой частоты и подключить баллон с аргоногелиевой смесью или аргоном.
Сварка при помощи полуавтомата сводится к тому, что на изделие автоматически подается проволока, и работник подбирает режим работы и формирует сварной шов. Прочность получаемого в процессе изделия зависит в основном от того, насколько удачно был подобран режим работы.
Особенности
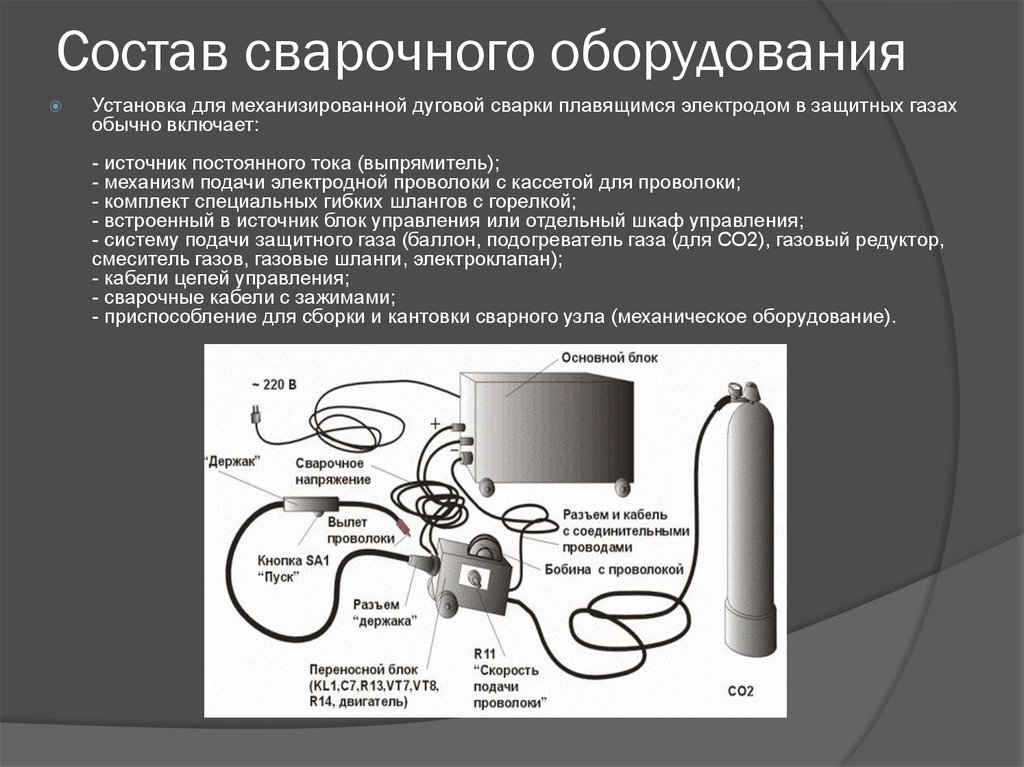
Сварочный полуавтомат состоит из таких частей:
- корпуса с мощным трансформатором;
- шланга, предназначенного для подачи газа к горелке;
- кабелей для подключения к электросети;
- механизма, который подает проволоку.
Принцип работы аппарата, предназначенного для полуавтоматической сварки, заключается в следующем: одновременно с защитным газом на горелку подается сварочный ток. При этом в горелке в качестве электрода используется сварочная проволока, подающаяся в автоматическом режиме посредством специального механизма. Электрическая дуга, образующаяся между проволокой и свариваемым изделием, расплавляет металл в среде, состоящей из защитного газа, поэтому шов получается качественным и не содержит окислов.
При этом в горелке в качестве электрода используется сварочная проволока, подающаяся в автоматическом режиме посредством специального механизма. Электрическая дуга, образующаяся между проволокой и свариваемым изделием, расплавляет металл в среде, состоящей из защитного газа, поэтому шов получается качественным и не содержит окислов.
Начинать работать рекомендуется с настройки сварочного аппарата, так как идеальный сварочный шов может получиться только при правильно отрегулированной силе подаваемого тока. Для каждого изделия нужно выбирать свой индивидуальный режим работы. На профиль шва большое влияние оказывает напряжение на дуге. Подбирать этот параметр нужно при помощи ручной регулировки, так как он зависит от толщины подвергаемого сварке металла. Производители обычно указывают в инструкциях, какая должна быть сила тока для сваривания деталей той или иной толщины. Кроме того, нужно отрегулировать скорость подачи сварочной проволоки при помощи специального механизма. Наилучшим диаметром проволоки для сваривания является 0,8 мм, но в случае сваривания деталей из очень тонкого металла можно взять проволоку диаметром 0,6 мм. Оптимальный расход проволоки составляет 35-40 мм/с.
Наилучшим диаметром проволоки для сваривания является 0,8 мм, но в случае сваривания деталей из очень тонкого металла можно взять проволоку диаметром 0,6 мм. Оптимальный расход проволоки составляет 35-40 мм/с.
Для защиты места проведения сварки от окисления применяется защитный газ. Самым доступным по цене вариантом является углекислотный баллон с редуктором. Редуктор с манометром нужны для контроля давления защитного газа, которое должно составлять около 0,2 атмосфер. Также обязательно перед началом сварки полуавтоматом нужно отрегулировать величину выступания из сопла сварочной проволоки. Она не должна превышать 5 мм. Если проволока выступает больше, чем на 5 мм, то ее нужно сделать короче при помощи кусачек. Между кромками свариваемых деталей должен быть интервал, составляющий 1 мм при толщине металла до 10 мм и 10% от толщины металла при его толщине, превышающей 10 мм.
Виды сварочных аппаратов
Аппараты для сварки бывают стационарными и переносными.
Для работы в условиях мастерских стоит отдавать предпочтение аппаратам бытового класса, а для профессионального использования подходят только мощные дорогостоящие агрегаты. Между собой такие аппараты отличаются не только по мощности, но и по времени непрерывной работы. Выбор оборудования для проведения сварки на сегодняшний день очень большой. Наибольшей популярностью у потребителей пользуются универсальные модели, которые работают с разными видами горелок в разных режимах.
Техника безопасности
Во время сварки полуавтоматом нужно соблюдать такие правила техники безопасности:
- Перед тем как приступать к работе, нужно обязательно ознакомиться с инструкцией к прибору для сварки.

- Корпус сварочного аппарата обязательно должен быть заземлен.
- В случае любых даже самых незначительных неисправностей аппарат нельзя эксплуатировать.
- Во время перерывов в работе необходимо обязательно отключать аппарат от электросети и выключать подачу защитного газа.
- Запрещается работать с полуавтоматом рядом с легковоспламеняющимися или взрывоопасными предметами или веществами.
- Во время работы с этим устройством нужно обязательно использовать защитные перчатки и защитную маску.
Современные защитные маски оснащены механизмами, которые позволяют обеспечивать качественную защиту при горении дуги. Поэтому при затухании дуги окошко маски будет достаточно прозрачным, чтобы продолжать работу, не снимая ее.
Во время сварки проволоку нужно вести прямо. Нельзя направлять на себя сопло горелки. Поскольку при проведении этого процесса выделяется большой объем газа, то проводить процедуру рекомендуется только в оборудованном вентиляцией помещении или на улице.
Компания УЗЛК предлагает услуги сварки любых металлических изделий по очень доступным ценам. В своей работе наши имеющие большой опыт работы специалисты используют только мощные промышленные агрегаты и тщательно соблюдают технологию, поэтому швы получаются прочными и эстетичными, а металлические изделия – качественными.
в защитном газе, в углекислом газе
Технология сварки полуавтоматом весьма распространена на промышленных предприятиях, в небольших мастерских и набирает популярность и у домашних мастеров. Полуавтоматический способ сварки в газовой атмосфере применяется и на стационарных сварочных постах в цехах и на мобильных аппаратах.
Так сваривают детали и конструкции из цветных металлов и нержавеющей стали, особенно подверженных окислению при высокой температуре. Один из главных расходных материалов сварочного полуавтомата – это сварочная проволока. Многие компании по всему миру выпускают десятки марок и типоразмеров, цены на разные марки могут отличаться в десятки раз.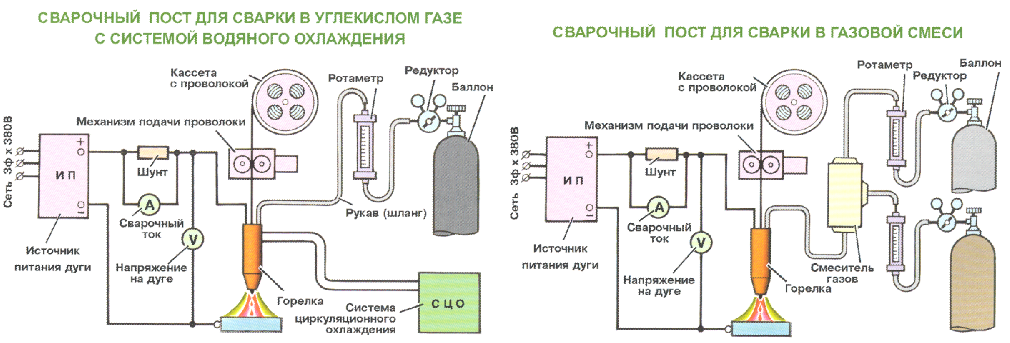
Описание и принцип действия полуавтоматической сварки
Сварка проводится в атмосфере инертных газов во избежание нежелательного окисления материала стыков и шва. Сварочный агрегат нагнетает газ (чаще всего – аргон) к месту сварки под небольшим избыточным давлением, вытесняя, таким образом, кислород воздуха из рабочей зоны. В качестве электрода используется тонкая проволока, хранящаяся на барабане внутри сварочного аппарата. И газ, и проволока подаются в рабочую зону специальным механизмом через армированные трубки и далее через пистолетную рукоятку сварочной горелки.
Масса подается на деталь зажимом, как и при обычной электродной ручной сварке. Плюс подается на сварочную проволоку. Сварщик открывает кран подачи газа и регулирует напор, после чего включает механизм подачи на заданную техническими условиями скорость и касается детали кончиком электрода, торчащим из горелки. Возникает электрическая дуга, электрод плавится и используется в качестве припоя. Края соединяемых деталей разогреваются электрической дугой и свариваются вместе. Инертный газ при этом образует защитную атмосферу, препятствуя нежелательному окислению.
Возникает электрическая дуга, электрод плавится и используется в качестве припоя. Края соединяемых деталей разогреваются электрической дугой и свариваются вместе. Инертный газ при этом образует защитную атмосферу, препятствуя нежелательному окислению.
Возможно также использование полуавтомата без газа, для сварки обычного черного металла, для чего применяются специально предназначенные марки сварочной проволоки.
Как выбрать проволоку для полуавтомата
Чтобы правильно подобрать сварочную проволоку для полуавтоматов, требуется учитывать много важных параметров:
- Основной материал, подлежащий сварке.
- Толщина материала.
- Способ сварки (газовый или нет).
- Мощность сварочного аппарата.
и некоторые другие.
Так, для работы с низкоуглеродистой сталью подойдут марки с низким содержанием углерода и кремния. Их можно варить омедненной сплошной проволокой без использования инертного газа. Такой материал применяется для сварки автоматом и полуавтоматом. Для легированных, высокопрочных и нержавеющих сталей подбирают материалы с близким содержанием легирующих присадок, а работу проводят уже в газовой атмосфере. Алюминий из-за его высокой химической активности следует варить в аргоновой атмосфере, сварочный материал надо выбирать сплошного сечения с составом, близким составу конкретного сплава. Во избежание образования оксидной пленки алюминиевую проволоку следует хранить в герметичной упаковке и распаковывать непосредственно перед загрузкой в аппарат и началом сварки. Часто проводят химическую или механическую обработку зоны сварки и сварочного материала. Медь и ее сплавы также сваривают в аргоновой защитной среде. Для меди проволока имеет следующие подгруппы:
Часто проводят химическую или механическую обработку зоны сварки и сварочного материала. Медь и ее сплавы также сваривают в аргоновой защитной среде. Для меди проволока имеет следующие подгруппы:
- чистые и малолегированные изделия;
- бронза;
- отливки и прокат.
Черные металлы, чугун или никель имеют высокую жаростойкость и коррозионную стойкость. Для них оптимальной будет порошковая проволока рутиловой группы с достаточным содержанием никеля. Для сварки разных металлов применяют наплавочные марки сварочных материалов Диаметр проволоки для полупрофессиональных полуавтоматов чаще всего бывает 0.3-2 мм. При наличии достаточного опыта и навыка возможно использование одного диаметра для разных операций, но для начинающего мастера лучше придерживаться справочной таблицы, прилагаемой к полуавтомату.
Виды проволоки общего назначения
В зависимости от основного материала и вида покрытия, сварочная проволока для полуавтомата делится на 4 основных вида:
- Омедненная – наиболее популярна и применяется для сварки низколегированных конструкционных сталей общих марок.

- Порошковая – не требует для применения защитной атмосферы. Газ, изолирующий сварочную ванну от воздействия воздуха, выделяется при испарении порошкообразных присадок.
- Нержавеющая –сплошного сечения, получаемая холодной вытяжкой из высоколегированных сплавов.
- Цветная – для сварки цветных металлов, таких, ка алюминий или медь. Подбирается по составу, близкому к составу свариваемого материала.
Для полуавтоматов выпускаются и другие виды сварочных материалов, но они служат для узкоспециальных применений и используются сравнительно редко.
Омедненное изделие
Омедненная сварочная проволока для полуавтомата отлично подходит для работы с низкоуглеродистыми и малолегированными сталями в атмосфере инертных газов. Обладает высокой коррозионной стойкостью и позволяет получить крепкий и долговечный шов. Применяют омедненную проволоку и для наплавки. Она обладает доступной ценой и постоянным химическим составом. Недостатком омедненной проволоки является испарение меди в процессе сварки, что существенно ухудшает условия труда и требует применения изолирующих масок с принудительной подачей чистого воздуха для дыхания.
Недостатком омедненной проволоки является испарение меди в процессе сварки, что существенно ухудшает условия труда и требует применения изолирующих масок с принудительной подачей чистого воздуха для дыхания.
Порошковый электрод
Главная причина популярности порошкового сварочного электрода – это возможность варить без использования защитного газа. Проволока представляет собой тонкостенную металлическую трубку, наполненную специально подготовленным порошком. Внутри трубки может быть сформировано еще несколько трубок для обеспечения достаточной жесткости. Толщина порошковой сварочной проволоки варьируется в пределах от 0,9 до 1.5 мм.
В зависимости от состава порошка различают несколько подвидов:
- флюоритная;
- карбонатно-флюоритная;
- рутиловая;
- рутил-флюоритная;
- рутил-органическая.

Принцип использования такого сварочного материала проволоки основан на испарении порошковых флюсовых присадок и образовании из этих паров защитных газовых пузырьков, предохраняющих сварочную ванну от контакта с кислородом воздуха. Главное достоинство порошковой проволоки – это возможность обходиться без подачи инертного газа и вести работу даже на значительном ветру. Недостатками является высокая цена и повышенная хрупкость. В случае залома сварочный материал приходится выбрасывать.
Нержавеющий гибкий электрод
Гибкие электроды для сварки нержавеющей стали производят способом холодной вытяжки из высоколегированных марок стальных сплавов.
Они обладает следующими положительными качествами:
- тугоплавкие;
- коррозионностойкие;
- устойчивые к агрессивному окружению;
- продолжительный срок годности;
- обеспечивают отличное качество шва.

Заметным недостатком является высокая стоимость такого сварочного материала. Это сдерживает ее широкое применение.
Цветные металлы
Качественно сварить цветные металлы или их сплавы не так уж и просто. Необходимо тщательное выполнение требований технических условий и правильный подбор расходных материалов и оборудования.
Медь и ее сплавы
На сварочный процесс сильно влияют такие свойства самой меди и ее сплавов – бронзы и латуни, как их высокие:
- теплопроводность;
- реактивность с водородом;
- коэффициент теплового расширения.
Эти свойства могут привести к недостаточной прочности около шовной области и самого шва, повышенной текучести металла и появлению горячих трещин. Поэтому для работы по меди и ее сплавам лучшие результаты дают проволоки с высоким содержанием вольфрама. Это позволяет снизить выпаривание цинка и олова и сохранить химический состав и физические свойства материала.
Это позволяет снизить выпаривание цинка и олова и сохранить химический состав и физические свойства материала.
Алюминиевые и магниевые сплавы
Поверхность деталей и заготовок из таких сплавов постоянно покрыта слоем тугоплавких окислов, не дающих расплаву из сварочной ванны сплавляться с основным металлом деталей. Остатки этого трудноудаляемого слоя в виде шлаковых включений могут попадать в материал шва, заметно ухудшая его качество.
При работе током обратной полярности в зоне электрической дуги осуществляется катодная зачистка деталей. Но этот прием позволяет удалить лишь слой окислов небольшой толщины. Поэтому перед сваркой слой окислов следует удалять обработкой кислотами или зачисткой. Также важно не забыть удалить слой окисла с и поверхности сварочной проволоки. Сплавы АВ, АК6, АКВ особо подвержены возникновению горячих трещин при сварке, поэтому для них рекомендуется использовать проволоку с включением около 5% кремния. Сварка проводится в атмосфере чистого аргона, либо в его смеси с гелием.
Сплавы АВ, АК6, АКВ особо подвержены возникновению горячих трещин при сварке, поэтому для них рекомендуется использовать проволоку с включением около 5% кремния. Сварка проводится в атмосфере чистого аргона, либо в его смеси с гелием.
Активированная проволока
Этот сварочный материал по составу близок к порошковой проволоке, но в него добавлены специальные присадки, оптимизирующие параметры в области сварочной ванны и препятствующие разрушению металла во время сварки и после нее. Конструктивно активированная проволока устроена иначе, чем порошковая. Процентное содержание добавок существенно меньше и не превышает 6-8 % от общей погонной массы. Присадки при этом не засыпаются в полости, а встраиваются в тело проволоки в виде тонких каналов, и материал объединяет в себе достоинства проволоки сплошного сечения и порошковой проволоки. По причине малой доли присадок сварку такой проволокой возможно вести только в атмосфере инертного газа.
Присадками являются легко ионизируемые соединения легких металлов и шлакообразующие составляющие, улучшающие ситуацию со стабильностью рабочих параметров сварочной ванны. Они повышаю стабильность электрической дуги. Можно сформулировать следующие достоинства активированной проволоки:
- Широкий спектр совместимого оборудования. Проволока, в отличие от порошковой, допускает перегибы и не требует специализированных подающих устройств.
- Высокое качество шва за счет понижения поверхностного натяжения соединяемых заготовок и низкого насыщения водородом.
- Снижение потребляемого тока за счет защиты области сварки от чрезмерной теплопотери.
Главным минусом активированной проволоки считается необходимость применения газа. Это увеличивает трудоемкость и себестоимость операции.
Лучшая сварочная проволока сплошного сечения
Сплошная проволока используется при работе с высокоуглеродистыми и низколегированными конструкционными сталями. Применяется в двух вариантах
Применяется в двух вариантах
- Омедненная.
- Неомедненная.
Омедненная существенно улучшает коррозионную стойкость шва, однако во время сварки насыщает воздух вредными для здоровья парами меди. В целях охраны труда и создания благоприятных условий для работы все шире применяется неомедненная проволока, снабженная антикоррозионными покрытиями. Неомедненная проволока сплошного сечения также подразделяется по назначению для:
- высокоуглеродистых и низколегированных марок стали;
- высоколегированной и тугоплавкой стали;
- нержавейки;
- сплавов меди и алюминия.
Типы и маркировка проволоки для сварки
Стандарты РФ описывают около 80 различных марок сварной проволоки. Однако на практике широко применяются не больше десятка. Оставшиеся марки – это узкоспециализированные материалы для специальных и довольно редких применений, таких, как:
- изготовление атомных реакторов, внутрикорпусных устройств и компонентов ядерной энергетики;
- аэрокосмическая промышленность;
- специальное кораблестроение, включая корпуса подводных лодок и бронирование;
- оборудование для добычи, транспортировки и переработки нефти и газа;
- корпуса и оборудование для химических реакторов;
- другие отрасли высоких технологий.
Обозначение проволоки состоит из нескольких групп цифр и символов:
- диаметра в миллиметрах;
- назначения:
- собственно для сварки «Св»;
- для наплавки – « Нп».
- содержание углерода в сотых процента;
- содержания легирующих присадок в процентах, если содержание меньше 1%- то оно не указывается:
- Х-хром.
- Н-никель.
- М – молибден.
- С – кремний.
- Н – никель.
- Х – хром.
- Ц – цирконий.
- Г – марганец.
- А – азот.
- В — вольфрам.
- Т — титан.
- Ю. — алюминий.
- Ф — ванадий.
- Б — ниобий.
- Д — медь.
- С — кремний.
- Требования к чистоте материала.
- А – очищенный.
- АА – особой чистоты.
- Способ выплавки.
- ВИ – вакуумно-индукционный.
- ВД – вакуумно-дуговой.
- Ш. – электрошлаковый.

- Ш. – электрошлаковый.
- Для производства электродов – литера Э.
- Омедненная – литера О.
- Ссылка на ГОСТ.
Так, например, из обозначения можно узнать, что марка Св-08Г2С содержит 0,08% углерода, 2% марганца и кремний менее 1%. Эта присадочная проволока подходит для газовой сварки легированной стали. Ведущие мировые производители сварочной проволоки- ESAB, Autrod и другие применяют свои собственные системы обозначений, соответствующие американским или европейским стандартам. Дилеры этих компаний всегда имеют наготове таблицы соответствия их марок маркам, предусмотренных ГОСТ.
Диаметры сварочной проволоки
Сварочная проволока общего назначения выпускается диаметрами 0,3 до 12 мм. Наиболее широко в обиходе используются диаметры от 0,8 до 2 мм. Так, например, проволока в 2 мм позволяет сваривать металл от 3 до 5 мм толщиной. Еще один параметр для выбора – это режим сварки, прежде всего сила тока. Для подборки толщины сварочной проволоки существуют специальные таблицы. Важно помнить, что если в вашей питающей электросети пониженное или нестабильное напряжение, то диаметр сварочной проволоки лучше уменьшить, чтобы избежать непроварки.
Важно помнить, что если в вашей питающей электросети пониженное или нестабильное напряжение, то диаметр сварочной проволоки лучше уменьшить, чтобы избежать непроварки.
Контроль расхода сварочной проволоки
Для того чтобы управлять себестоимостью сварочных работ, требуется контролировать расход проволоки.
Ключевыми факторами, определяющими расход, являются:
- химический состав металла;
- диаметр и качество проволоки;
- характеристики сварочного агрегата;
- использование защитного газа.
Широко применяемым нормативом расхода сварочного материала, в зависимости от протяженности швов и сложности изделия, считается 1-2% от его общей массы. К этому количеству добавляют 6 % на угар и потери проволоки
Современные механизмы и скорость подачи сварочной проволоки
Современные полуавтоматические агрегаты подразделяются по виду сварки:
- в инертных газах;
- с помощью порошковой проволоки;
- под флюсом;
- универсальные.

Агрегаты для работы с инертным газом снабжаются автоматическим клапаном, отсекающим подачу газа при остановке сварки. Агрегаты для работы под флюсом комплектуются горелкой с воронкой. Они используют более толстую проволоку, поэтому обладают усиленным механизмом подачи. https://youtu.be/X2nj6s7TtQ0 В зависимости от производительности, продолжительности непрерывной работы и ресурса агрегаты разделяются на:
- Бытовые.
- Полупрофессиональные.
- Профессиональные.
По степени своей мобильности сварочные полуавтоматы делятся на переносные, передвижные и стационарные.
Индустриальные агрегаты выполняют с трехфазным питанием. Они могут круглосуточно работать без отключения на охлаждение и позволяют проваривать высококачественные, прочные и ровные швы. Агрегаты для работы с порошковой проволокой снабжены улучшенным механизмом подачи, не допускающим деформаций и заломов хрупкой проволоки. Универсальные полуавтоматы располагают дополнительной оснасткой:
Агрегаты для работы с порошковой проволокой снабжены улучшенным механизмом подачи, не допускающим деформаций и заломов хрупкой проволоки. Универсальные полуавтоматы располагают дополнительной оснасткой:
- сварочными горелками;
- специальными форсунками;
- улучшенными роликами подачи.
что позволяет применять их во многих режимах работы В систему подачи проволоки входят:
- Электродвигатель.
- Трансмиссия.
- Армированная трубка.
- Подающие ролики.
По отношению к горелке подающая система может быть тянущей, толкающей или тянуще-толкающей. В толкающей системе ролики размещены возле входа шланга горелки и выталкивают проволоку в ее канал. С тянущей системе подачи ролики размещаются непосредственно в горелке. Это утяжеляет горелку, но повышает стабильность подачи проволоки и снижает вероятность деформации и заломов. Тянуще – толкающую подачу используют при большой длине армированного шланга в профессиональных распределенных сварочных постах.
Применяется два способа регулировки скорости подачи. В первом используется трехфазный асинхронный электродвигатель, и скорость регулируется ступенчато, переключением передач в коробке, напоминающей автомобильную. Второй вариант применяется в тех случаях, когда важно обеспечить очень тонкую подстройку скорости подачи, например, при сварке тонких листов металла. Электродвигатель применяют на постоянном токе, а скорость его вращения регулируется электронной схемой с точностью до нескольких оборотов в минуту.
Применение сварочной проволоки
Сварочная проволока применяется в сварочных аппаратах автоматического и полуавтоматического типа для сварки широкого диапазона металлов, от крупных машиностроительных заводов до домашней мастерской.
Преимущества и недостатки
Главным преимуществом сварочной проволоки является высокое качество получаемого шва сварщиком средней или даже начальной квалификации с небольшим опытом работы. Чтобы получить сопоставимое качество с помощью традиционных палочных электродов, необходим сварщик высокой квалификации с большим наработанным навыком сварки.
Второй неоспоримый плюс – это возможность длительной работы без перерывов на смену электрода, что обеспечивает проварку длинных швов за один прием и повышает как техническое качество, так и эстетическое впечатление от шва. Еще одно важное преимущество – простота и удобство работы в атмосфере защитных газов. При сварке обычными электродами пришлось бы помещать изделие и сварщика в изолирующем противогазе в герметичную камеру, многократно повысив трудоемкость работы и расход газа.
Недостатком метода является высокая стоимость материалов и оборудования, однако с учетом меньшей потребной квалификации сварщика и меньшей трудоемкости себестоимость погонного метра сварки оказывается ниже.
Сварка нержавеющей стали
Осуществляется в защитной атмосфере аргона ввиду повышенной химической активности нержавеющей стали в нагретом и расплавленном состоянии. Кроме того, большая литейная усадка, а также пониженная электропроводность и теплопроводность нержавейки приводит к необходимости выбора специальных режимов сварки.
Проволока для сварки нержавейки
Для сварки нержавейки применяется проволока полного сечения из высоколегированных сталей, подбираемая по сходству состава со свариваемым материалом. Для особо ответственных изделий используют вольфрамовую проволоку. Порошковая проволока также используется для сваривания нержавеющих сталей без подачи защитного газа из баллона.
Порошковая проволока также используется для сваривания нержавеющих сталей без подачи защитного газа из баллона.
Выбор газа
В качестве защитной атмосферы используются либо аргон, либо углекислый газ. Иногда для удешевления операции в качестве газа выбирают ацетилен, но он взрывоопасен и требует большого опыта от сварщика.
Применение порошковой проволоки позволяет обойтись без газа, но такой режим также требует высокой квалификации и не рекомендован для особо ответственных изделий.
Технология сварки нержавеющей стали в среде углекислого газа
В ходе сварки нержавеющих сталей нужно следить за выполнением следующих условий:
- Использовать режим обратной полярности.
- Не допускать вылет проволоки более сантиметра.

- Следить за расходом газа, он должен быть от 6 до12 м3 в минуту.
- Применять осушитель – медный купорос.
- Использовать меловой раствор в качестве защиты от брызг.
- Вести горелку плавно, без рывков.
- Отступать от края детали не менее чем на 5 см.
Подготовка металла
- Необходимо стальной щеткой зачистить свариваемые кромки и окружающую их зону от загрязнений.
- Обезжирить поверхностей уайт-спиритом или специальным растворителем.
- Обработать поверхность специальным средством от брызг металла. Это поможет до минимума сократить операцию зачистки после операции.
- Добиться сварочного зазора, достаточного для компенсации усадки.
Техническая схема сварки
По причине малой теплопроводности нержавеющей стали, чтобы избежать перегрева зоны сварки, используют значения рабочего тока на 15-20% ниже, чем при сварке обычных конструкционных сталей. Кроме того, надо обеспечить минимальный сварочный зазор, достаточный для компенсации литейной усадки
Исправление дефектов
Во время сварки в металле возникают напряжения, которые могут привести к дефектам. Их исправляют как механическим способом – прессами и валками, так и термическим – путем прогрева отдельных участков изделия до состояния повышенной пластичности для снятия напряжений.
Их исправляют как механическим способом – прессами и валками, так и термическим – путем прогрева отдельных участков изделия до состояния повышенной пластичности для снятия напряжений.
Monroe County, NY — Разрешения на полуавтоматическую винтовку
С 4 сентября 2022 года жители Нью-Йорка смогут подать заявку на получение разрешения на полуавтоматическую винтовку. Есть 3 способа получить это разрешение.
ПРИМЕЧАНИЕ. Лицензия на полуавтоматическую винтовку требуется для покупки полуавтоматической винтовки 4 сентября 2022 г. или после этой даты. Полуавтоматические винтовки, приобретенные после 4 сентября 2022 г., не нужно регистрировать или указывать в вашем разрешать.
- Просмотр дополнительных часто задаваемых вопросов о разрешениях на полуавтоматическую винтовку
Назначение или доставка по почте
1) У меня есть разрешение на ношение пистолета/револьвера, и я хочу подать заявление на получение разрешения на ношение полуавтоматической винтовки.

Вам не нужно подавать заявку на новую лицензию, но вы можете изменить свою текущую лицензию, включив в нее одобрение полуавтоматического режима. Вам потребуется:
- Заполненная форма поправки
- Инструкции по внесению изменений можно найти здесь
- Копия вашего полного разрешения на оружие (включая карточки на огнестрельное оружие)
- Ваш номер телефона, чтобы мы могли связаться с вами по любым вопросам
- Оплата в размере 5 долларов – наличными, чеком или кредитной картой
Этот процесс будет завершен во время вашего визита или в течение 7–10 дней, если вы отправите или сдадите документы по почте.
**Разрешения на полуавтоматическую винтовку не могут быть выданы на бумаге Разрешения на пистолет/револьвер. Вам нужно будет заполнить форму преобразования пластиковой карты с заполненной поправкой. Для замены бумажных разрешений на пластиковые потребуется личная встреча в нашем офисе. Мы свяжемся с вами, когда вы сможете прийти. Не отправляйте поправку для добавления подтверждения, принесите эти документы на встречу, когда получите пластиковую карту.
Не отправляйте поправку для добавления подтверждения, принесите эти документы на встречу, когда получите пластиковую карту.
2) У меня есть ожидающая рассмотрения заявка на получение разрешения на пистолет/револьвер, и я хочу подать заявку на получение разрешения на полуавтоматическую винтовку.
Вам не нужно заполнять другое заявление на получение разрешения, но вы можете добавить запрос для сотрудника по лицензированию. Вам потребуется:
- Заполненная форма поправки
- Инструкции по внесению изменений можно найти здесь
Этот процесс будет завершен при рассмотрении вашего заявления на получение разрешения на оружие, в зависимости от его статуса в процессе. Если судья уже утвердил вашу заявку, вам нужно будет завершить процесс, описанный в варианте 1) выше.
3) У меня нет разрешения на ношение пистолета/револьвера, но я хотел бы подать заявление на получение разрешения на ношение полуавтоматической винтовки.

Вам нужно будет заполнить заявление на получение пистолета/револьвера/полуавтоматической винтовки и представить его для стандартной процедуры проверки биографических данных и рассмотрения сотрудником по лицензированию. Вы не обязаны подавать заявку на получение лицензии на пистолет/револьвер, чтобы получить разрешение на полуавтоматическую винтовку, но у вас есть такая возможность.
Не заполняйте разделы заявления, относящиеся к разрешению на скрытое ношение, если вы не хотите подать заявление на его получение. Для получения разрешения на полуавтоматическую винтовку не требуется обучение, однако заявки, указывающие на желание подать заявку на получение разрешения как на скрытое ношение, так и на полуавтоматическую винтовку, должны соответствовать всем новым требованиям закона штата для разрешения на скрытое ношение пистолета/револьвера.
Этот процесс займет от 6 до 12 месяцев.
Вам понадобится:
- Заполненное заявление на получение разрешения на ношение пистолета/револьвера/полуавтоматической винтовки.

- Информацию о приложении можно найти здесь
- Платеж
Процесс выдачи разрешения на полуавтоматическую винтовку вступил в силу
РОЧЕСТЕР, штат Нью-Йорк — Теперь для покупки полуавтоматической винтовки в штате Нью-Йорк требуется лицензия на полуавтоматическую винтовку. Любое лицо, имевшее полуавтоматическую винтовку до 4 сентября 2022 года, не обязано получать лицензию, но для покупки или вступления во владение любой новой полуавтоматической винтовкой она вам понадобится.
В округе Монро, вот как это будет работать:
Если вы в настоящее время имеют разрешение на пистолет/револьвер и хотите подать заявку на полуавтоматическое разрешение на винтовку:
–
– вам не нужно подавать заявку на новую лицензию, но вы можете изменить свою текущую лицензию, включив в нее одобрение полуавтоматического режима.
– Вам необходимо заполнить форму поправки и оплатить сбор в размере 12 долларов США.
– Процесс может быть завершен во время вашего визита или в течение 7–10 дней, если вы отправляете или сдаете свои документы по почте.
– Разрешения на полуавтоматическую винтовку не могут быть выданы на бумаге Разрешения на пистолет/револьвер. Вам нужно будет заполнить форму преобразования пластиковой карты с заполненной поправкой. Для замены бумажных разрешений на пластиковые потребуется личная встреча.
Если в настоящее время у вас есть заявка на получение разрешения на ношение пистолета/револьвера и вы хотите подать заявку на получение разрешения на полуавтоматическую винтовку: сотрудник по лицензированию.
– Вам необходимо заполнить форму поправки и оплатить сбор в размере 12 долларов США.
– Процесс будет завершен с рассмотрением вашего заявления на получение разрешения на оружие, в зависимости от его статуса в процессе.
-Если судья уже утвердил ваше заявление, вам необходимо будет выполнить процедуру, описанную в пункте 1 выше.
Если в настоящее время у вас нет , у вас есть разрешение на ношение пистолета/револьвера, но вы хотели бы подать заявление на получение разрешения на ношение полуавтоматической винтовки:
– Вам необходимо заполнить заявление на получение пистолета/револьвера/полуавтоматической винтовки и представить его для стандартной процедуры проверки биографических данных и рассмотрения сотрудником по лицензированию.
– Вам не нужно подавать заявку на получение лицензии на пистолет/револьвер, чтобы получить разрешение на полуавтоматическую винтовку, но у вас есть такая возможность.
– Не заполняйте части заявления, относящиеся к разрешению на скрытое ношение, если вы не хотите подать заявление на его получение.
– Для получения разрешения на ношение полуавтоматической винтовки не требуется обучение, однако заявки, указывающие на желание подать заявку на получение разрешения на ношение как скрытого, так и полуавтоматического ружья, должны соответствовать всем новым требованиям закона штата для скрытого ношения пистолета/револьвера.