Полуавтомат сварочный аппарат как работает: Страница не найдена – svarkagid
alexxlab | 10.09.1986 | 0 | Разное
Принцип работы сварочного полуавтомата | На обзорах
Если у вас возникают вопросы: «Правильное-ли напряжение я использую? Не слишком-ли короткий или длинный электрод? Не слишком-ли быстро я перемещаю горелку?» – то в этой статье вы найдете ответы на эти и многие другие вопросы.
Как работает сварочный полуавтомат
Для начала давайте разберемся, как работает ручная дуговая сварка. В дуговой сварке используют электричество высокого напряжения для питания электрической дуги, которая и выделяет плавящее металл тепло. Существует несколько разновидностей дуговой сварки — штучными электродами, проволочным электродом (MIG), вольфрамовым электродом (TIG). Разница между ними заключается не в электрическом токе и не в том, как этот ток используется. Разница состоит в используемом электроде и в газе, который используют для защиты расплавленного металла от воздействий окружающей среды.
В случае ручной дуговой сварки штучными электродами, защитный газ выделяется при нагревании покрытия электрода. При использование полуавтоматической сварки или сварки с вольфрамовым электродом, газ к рабочей области подается через горелку. Состав защитного газа может различаться. Обычно используют смесь аргона с углекислым газом.
При использование полуавтоматической сварки или сварки с вольфрамовым электродом, газ к рабочей области подается через горелку. Состав защитного газа может различаться. Обычно используют смесь аргона с углекислым газом.
Полуавтоматическая сварка отличается от других методов тем, что проволочный электрод подается к рабочей области автоматически, при нажатии кнопки на горелке. Электрод подается по кабелю из катушки в сварочном аппарате. Металл, из которого выполнен электрод, должен соответствовать металлам, которые вы собираетесь варить.
Методом полуавтоматической сварки можно пользоваться и без использования защитного газа. Для этого нужен порошковый проволочный электрод. При нагреве, из содержащегося в проволоке порошка выделяется газ, который экранирует сварочную ванну (область расплавленного металла).
Настройка сварочного полуавтомата
Перед эксплуатацией сварочного аппарата мы настоятельно рекомендуем изучить руководство пользователя. В нем вы найдете описание мер безопасности и правила использования сварочного аппарата.
Ниже представлен ряд рекомендаций по сварке стали проволочным электродом в среде защитного газа. Сварка порошковой проволокой и сварка алюминия требуют отдельного описания. Настройки могут также меняться в зависимости от типа соединения, позиции, в которой производится сварка и от некоторых других факторов.
Толщина металла определяет силу тока
На каждые 0,025 миллиметра толщины материала рекомендуют использовать 1 ампер.
Толщина проволочного электрода
Толщину электрода выбирают в зависимости от толщины и типа металла и от используемой для сварки силы тока.
Таблица зависимости толщины проволочного электрода от толщины и типа материала.
Материал | Диаметр электродной проволоки, мм | Сварочный ток, А |
Алюминий и алюминиевые сплавы | 0,8 | 50-175 |
1,2 | 90-250 | |
1,6 | 160-350 | |
2,4 | 225-400 | |
3,2 | 350-475 | |
Магниевые сплавы | 1 | 150-300 |
1,2 | 160-320 | |
1,6 | 210-400 | |
2,4 | 320-510 | |
3,2 | 400-600 | |
Медь и медные сплавы | 0,9 | 150-300 |
1,2 | 200-400 | |
1,6 | 250-450 | |
2,4 | 350-550 | |
Никель и никелевые сплавы | 0,5 | – |
0,8 | – | |
0,9 | 100-160 | |
1,2 | 150-260 | |
1,6 | 100-400 | |
Титан и титановые сплавы | 0,8 | – |
0,9 | – | |
1,2 | – | |
Нержавеющая стал | 0,5 | – |
0,6 | – | |
0,8 | 75-150 | |
0,9 | 100-160 | |
1,2 | 140-310 | |
1,6 | 280-450 | |
2 | – | |
2,4 | – | |
2,8 | – | |
3,2 | – | |
Низкоуглеродистая сталь, катанная или холодно-тянутая | 0,5 | – |
0,6 | – | |
0,8 | 40-220 | |
0,9 | 60-280 | |
1,2 | 125-380 | |
1,3 | 260-460 | |
1,6 | 275-450 | |
2 | – | |
2,4 | – | |
3,2 | – | |
Углеродистая сталь повышенной прочности, некоторые низколегированные стали | 0,9 | 60-280 |
1,2 | 125-380 | |
1,6 | 275-450 | |
2 | – | |
2,4 | – | |
3,2 | – | |
4 | – |
Напряжение
От напряжения зависят высота и толщина сварочного шва.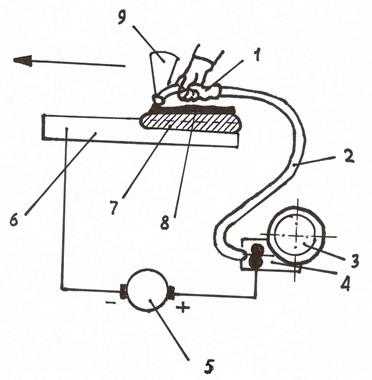
Кроме того, существует взаимосвязь между напряжением дуги и ее длинной. Короткая дуга уменьшает напряжение и в результате получается узкий сварочный шов. Длинная дуга (больше напряжения) дает плоский, широкий сварочный шов.
Скорость подачи проволочного электрода
Скорость подачи проволочного электрода зависит от толщины свариваемых листов, от необходимой глубины плавления металла, от силы тока и некоторых других параметров. Слишком высокая скорость подачи электрода может привести к прожигам.
Установите правильную скорость подачи проволоки в соответствии с таблицей:
Толщина металла (мм) | Толщина электродной проволоки (мм) | Сила тока (А) | Напряжение дуги (В) | Скорость подачи проволоки (м/ч) | Расход защитного газа (л/мин) | Вылет электрода (мм) |
1,5 | 0,8-1,0 | 95-125 | 19-20 | 150-220 | 6-7 | 6-10 |
1,5 | 1,2 | 130-150 | 20-21 | 150-200 | 6-7 | 10-13 |
2,0 | 1,2 | 130-170 | 21-21,5 | 150-250 | 6-7 | 10-13 |
3,0 | 1,2-1,4 | 200-300 | 22-25 | 380-490 | 8-11 | 10-13 |
4,0-5,0 | 1,2-1,6 | 200-300 | 25-30 | 490-680 | 11-16 | 10-20 |
6,0-8,0 и более | 1,2-1,6 | 200-300 | 25-30 | – | 11-16 | 10-20 |
Оцениваем сварной шов
Оценить насколько правильно вы установили параметры сварочного аппарата можно по качеству сварного шва. Ниже приведены примеры сварных швов и указано, какой параметр был установлен неправильно.
Ниже приведены примеры сварных швов и указано, какой параметр был установлен неправильно.
Хороший шов
Обратите внимание на глубину плавления металла и на надежность соединения в основании шва (граница шва и материала). Шов плоский, не слишком узкий или широкий.
Напряжение слишком высокое
При слишком высоком напряжении сварочную дугу сложно контролировать. Глубина плавления металла не постоянна, турбулентность в сварочной ванне препятствует образованию надежного соединения между металлами.
Напряжение слишком низкое
При слишком низком напряжении сварочную дугу так-же сложно контролировать. Глубина плавления металла при этом незначительная. Низкое напряжение ведет к разбрызгиванию расплавленного металла, шов выпуклый, связь с металлом в основании шва непрочная.
Слишком быстрое перемещение сварочного электрода вдоль шва
Узкий, выпуклый шов с плохим сплавлением в основании. Незначительная глубина плавления металла.
Слишком медленная скорость перемещения сварочного электрода вдоль шва
При слишком медленном перемещении электрода металл будет перегреваться. Шов при этом будет очень широким с незначительной глубиной плавления металла. При сварке тонких листов могут появляться прожиги.
Слишком высокая скорость подачи электрода или сила тока
Если скорость подачи электрода или сила тока слишком высокие, сварной шов будет широким с незначительной глубиной плавления материала. При этом также могут наблюдаться разбрызгивание расплавленного металла и прожиги.
Скорость подачи электрода или сила тока слишком низкие
При таких параметрах сварной шов узкий, часто выпуклый, с плохой связью в основании.
Защитный газ отсутствует
При отсутствии защитного газа сварной шов получается пористый, с полостями.
Сварочный полуавтомат перегревается и самопроизвольно отключается – что делать?
Несколько слов о полуавтоматической сварке. Возможные причины перегрева и самопроизвольного отключения инвертора MIG/MAG. Как устранить неисправность. Что такое ПВ. Как увеличить срок службы аппарата.
Возможные причины перегрева и самопроизвольного отключения инвертора MIG/MAG. Как устранить неисправность. Что такое ПВ. Как увеличить срок службы аппарата.
Полуавтоматическая сварка ведется в среде защитного газа, с использованием присадочной проволоки. Полуавтоматическая – потому что присадочный материал подается к электродуге автоматически, но оператор формирует шов вручную.
Обозначается подобный сварочный процесс MIG/MAG.
MIG – использование инертного газа, MAG – углекислого.
Современные источники тока для работы в режиме MIG/MAG – инверторные. Удобные в использовании, функциональные и надежные. Однако, как и любая техника, по целому ряду причин могут раньше окончания срока службы, гарантированного производителем, выйти из строя.
Одна из самых распространенных неисправностей – полуавтомат перегревается и самопроизвольно отключается.
Как устранить проблему?
В чем может быть причина самопроизвольного отключения
Самая явная причина – длительная работа без перерыва. Тогда должен сработать индикатор перегрева. Обратите на это внимание.
Тогда должен сработать индикатор перегрева. Обратите на это внимание.
Также проблема может возникнуть в следующих случаях:
- Вышел из строя блок охлаждения;
- Замыкание в цепи;
- Пробой в конденсаторах;
- Повреждение питающего кабеля, слабые контакты;
- Подключение к нестабильной или неподходящей сети питания.
Инвертор полуавтоматической сварки должен быть очищен от пыли и грязи, особенно тем, где расположена вентиляционная решетка. Перед включением важно убедиться, что воздухообмену ничего не препятствует. Также следует проверить целостность кабелей и контакты.
Риск самопроизвольного отключения будет снижен, если соблюдать правила эксплуатации и своевременно, правильно обслуживать технику.
Устранение неисправности
Итак, полуавтомат сам отключается.
Для начала посмотрите, загорается ли индикатор перегрева. Если загорается, срабатывает защитное отключение при повышении температуры внутри корпуса, где располагается микросхема, силовые составляющие, конденсаторы, датчик тока и другие детали и узлы. Отключите аппарат от сети. Открутите стенку корпуса, очистите внутренние составляющие от пыли и грязи. Установите крышку на место, включите аппарат. Работайте с учетом ПВ. Это продолжительность включения. Время непрерывной работы источника. Указывается производителями в процентах с учетом десятиминутного сварочного цикла, тока сварки, температуры окружающей среды.
Отключите аппарат от сети. Открутите стенку корпуса, очистите внутренние составляющие от пыли и грязи. Установите крышку на место, включите аппарат. Работайте с учетом ПВ. Это продолжительность включения. Время непрерывной работы источника. Указывается производителями в процентах с учетом десятиминутного сварочного цикла, тока сварки, температуры окружающей среды.
Например, ПВ полуавтомата может быть 60% при 40°C и токе 110 А. Это значит, что при таких условиях аппаратом можно без остановки варить 6 минут, 4 минуты на остывание. При определенных условиях ПВ может быть и вовсе 100%.
Также убедитесь, что с питающей сетью все в порядке. Ее главные параметры – напряжение и частота – соответствуют требованиям производителя аппарата. Если напряжение низкое или слишком высокое, большие перепады, если есть возможность, подключите и проверьте аппарат в другой сети.
Если проблема не исчезла, следует обратиться в специализированный сервисный центр. Тогда потребуется диагностика аппарата, замена вышедших из строя деталей. Это может быть блок охлаждения, силовая часть, конденсаторы, кабели. Профессиональный ремонт сварочного полуавтомата при самопроизвольном отключении, как правило, не длится долго. Вполне реально получить рабочую технику уже на следующий день после обращения. При этом диагностика бесплатная.
Тогда потребуется диагностика аппарата, замена вышедших из строя деталей. Это может быть блок охлаждения, силовая часть, конденсаторы, кабели. Профессиональный ремонт сварочного полуавтомата при самопроизвольном отключении, как правило, не длится долго. Вполне реально получить рабочую технику уже на следующий день после обращения. При этом диагностика бесплатная.
Как продлить срок службы полуавтомата
Чтобы минимизировать риск самопроизвольного отключения, перегрева и других неисправностей, необходимо обслуживать аппарат перед каждым включением.
Ежедневное обслуживание перед включением предполагает:
- Удаление пыли и грязи с корпуса;
- Проверку контактов горелки и кабеля массы, при необходимости их зачистку, затяжку;
- Оценку состояния кабелей, изоляцию или замену повреждённых проводов;
- Проверку механизма подачи проволоки, замену, если это необходимо подающего ролика;
- Очистку направляющего канала горелки сухим воздухом под давлением.

Также важно почистить сопло, при большом засоре, износе выполнить замену этого элемента горелки. Проверке подлежит и газовое оборудование.
Если все же столкнулись с проблемой самопроизвольного отключения, несмотря на обслуживание, соблюдение требований эксплуатации, доверьте диагностику и восстановление работоспособности аппарата профессионалам.
Сегодня ремонт сварочных полуавтоматов в Москве возможен с бесплатной диагностикой, без предоплаты, срочный, в день обращения или на следующие сутки, с забором оборудования в сервис и доставкой на дом.
Это безопасно, удобно и выгодно.
Сварочный аппарат полуавтомат – особенности разных видов устройств, как правильно выбрать и использовать?
Для качественного соединения металлических деталей был разработан сварочный аппарат полуавтомат. Устройство позволяет быстро и качественно сварить поверхности как черных, так и цветных металлов. У данной группы техники существует несколько разновидностей, предназначенных для проведения различных работ.
Сварка полуавтомат – что это такое?
При работе с металлическими поверхностями в быту, на производстве и при сервисном обслуживании техники зачастую используется полуавтоматический сварочный аппарат. Это не что иное как электромеханическое устройство для сварки специальной проволокой, автоматически подающейся прибором. То есть скорость подачи электрода можно регулировать на корпусе устройства, а перемещение горелки зависит только от мастера.
Сварочный аппарат полуавтомат инверторный и ручной агрегат используются как для бытового, так и промышленного применения. Разница заключается в защитных функциях устройств. При электродной сварке это обмазка электрода, а у полуавтоматического аналога – газы или порошковая проволока с использованием флюса.
Устройство сварочного аппарата полуавтомата
Стандартный полуавтомат для сварки независимо от разновидности конструкции состоит из следующих деталей:
- корпуса с трансформатором для подачи электрического тока;
- редуктора с двигателем для подачи проволоки;
- сварочного рукава или шланга;
- сварочного кабеля, подключаемого зажим к детали;
- специальной горелки для сварки, в которую помещается проволока;
- наконечника, проводящий ток;
- системы подачи газа для моделей с баллонами.

Сварочный аппарат полуавтомат – принцип работы
Чтобы понять, как работает сварочный аппарат полуавтомат, не нужно проходить специальные курсы. Вся суть работы сводится к следующим пунктам:
- Прибор автоматически непрерывно с заданной скоростью подает специальную проволоку на металлические детали, которые необходимо соединить. Это избавляет сварщика от постоянной замены электродов. Контроль подачи и собственно процесс сварки осуществляет мастер.
- Под действием электрического тока обрабатываемые поверхности нагреваются и деформируются.
- В смеси газов между электродом и металлом образуется электрический разряд.
- Инертные газы и углекислота необходимы для предотвращения образования окислов.
- Сварочный аппарат полуавтомат, работающий с флюсовой проволокой, не имеет дополнительных газовых баллонов. В процессе работы специальный порошкообразный состав в проволоке, называемый флюс, сгорает и нейтрализует действие кислорода.
- Полярность подключения полюсов зависит от типа свариваемого металла.

- Сила тока подбирается мастером самостоятельно, исходя из характеристик свариваемых поверхностей с помощью специальных таблиц или рекомендаций производителя оборудования.
Плюсы и минусы сварочного аппарата полуавтомата
Осознанный выбор сварочного аппарата полуавтомата должен проводиться с учетом всех достоинств и недостатков этого вида сварки. К ее несомненным плюсам можно отнести:
- удобство работы с оцинкованными изделиями без повреждения покрытия;
- возможность соединения конструкционной стали, алюминия и чугуна;
- можно сваривать тонкие стальные листы толщиной в 0,5 мм.
- во время работы сварщик может видеть чистый шов без шлака;
- сварочный аппарат полуавтомат иметь сравнительно низкую стоимость с другими приборами подобного класса.
Однако даже самый лучший сварочный полуавтомат аппарат имеет и ряд недостатков:
- без использования специальных инертных газов или углекислоты увеличивается разбрызгивание раскаленного металла;
- при таком типе сварных работ сильное излучение дуги, поэтому проводить все манипуляции необходимо в защитной амуниции: комбинезоне, шлеме и перчатках.
Какая разница между сварочным аппаратом и полуавтоматом?
Выше уже была затронута тема того, чем отличается ручной сварочный аппарат от полуавтомата. Все различия сводятся к тому, что:
- При ручной сварке используются сменные электроды и специальная обмазка для защиты от окислов, когда в автоматизированном устройстве это сварочная проволока с флюсовым компонентом или баллоном с инертными газами.
- В процессе работ полуавтомат самостоятельно подает проволоку с заданной сварщиком скоростью, тогда как у его аналога это полностью ручной процесс.
- При сварке обычным агрегатом шов контактирует с факторами внешней среды и элементами обмазки, тогда как у аналога качество соединения более высокое.
Однозначно ответить, какая модель лучше нельзя, потому что агрегаты подбираются, исходя из целей будущих работ. Так сварочный аппарат полуавтомат имеет свои преимущества:
- более высокое качество получаемого соединения;
- работа с различными металлами и толщиной сварных элементов;
- исключена возможность попадания чужеродных элементов в сварочную ванну;
- перед и после сварки заготовку можно подогревать входящей в состав горелкой.

Преимуществами ручного прибора при выборе являются:
- низкая стоимость;
- простота эксплуатации и транспортировки;
- отсутствие газовых баллонов в комплекте и, как следствие, большая пожаробезопасность;
- быстрая подготовка к работе.
Виды сварочного аппарата полуавтомата
При необходимости создания более качественных соединения, или если планируется работа со сложными сплавами, профессионалы советуют приобретать сварочный аппарат типа полуавтомат. У него тоже есть свои разновидности. По исполнению механизмы делят на:
- однокорпусные, в которых все детали и система управления размещены в одном корпусе;
- сложные установки, состоящие из нескольких частей.
По типу используемого источника питания бывают:
- однофазные агрегаты, подключаемые к сети с напряжением 220 В;
- трехфазные устройства, работающие от напряжения 380 В.
Самый популярный вариант деления устройств – по области применения и цене:
- бытовые аппараты;
- полупрофессиональные агрегаты;
- профессиональные устройства.

По способу защиты сварочной ванны от действия кислорода бывают:
- сварочный аппарат полуавтомат без газа, работающий на флюсовой проволоке;
- приборы для сварки в защитных газах.
Бытовые сварочные полуавтоматы
Выбирая сварочный аппарат полуавтомат для дома для эпизодического использования, можно остановиться на самых простых моделях со средней мощностью 3-5 кВт, работающих от стандартной сети электропитания. Такие агрегаты не выдерживают больших нагрузок и рассчитаны на непродолжительное использование порядка 3 из 10 мин. Остальное время необходимо для остывания узлов агрегата. Они имеют небольшой вес (до 10 кг) и просты в эксплуатации, то есть под силу справиться с таким агрегатом даже новичку сварного дела.
Полупрофессиональные сварочные полуавтоматы
На небольших станциях технического обслуживания автомобилей и малых производствах нередко можно встретить сварочный полуавтомат для сварки полупрофессионального типа. Стоят такие устройства выше, чем домашние аналоги. Отличаются от них большей мощностью (6-8 кВт) и силой тока до 250 А. Они рассчитаны на более продолжительные нагрузки до 5 из 10 мин., и предъявляют определенные требования к сети электропитания. Такие приборы имеют качественную фурнитуры и более разнообразный набор режимов работы и изменяемых характеристик.
Отличаются от них большей мощностью (6-8 кВт) и силой тока до 250 А. Они рассчитаны на более продолжительные нагрузки до 5 из 10 мин., и предъявляют определенные требования к сети электропитания. Такие приборы имеют качественную фурнитуры и более разнообразный набор режимов работы и изменяемых характеристик.
Профессиональные сварочные полуавтоматы
Самой мощной моделью является профессиональный сварочный аппарат полуавтомат. Он представляет собой сложную конструкцию из нескольких блоков с широким диапазоном настроек и функций. Используется на крупных промышленных объектах с трехфазной системой электропитания для сварки металлов толщиной от 20 мм. Способен выдерживать большие нагрузки в течение длительного времени. С такими устройствами работают только профессионалы с определенным квалификационным разрядом.
Как выбрать сварочный аппарат полуавтомат?
Любая сварка полуавтомат имеет свои характеристики, влияющие на степень сложности работы и качество готового шва. При покупке прибора стоит учитывать следующие его характеристики:
При покупке прибора стоит учитывать следующие его характеристики:
- Тип источника питания. Сейчас приборы используют трансформатор, выпрямитель или инвертор. Этот показатель влияет как на качество сварки, так и возможность соединения различных металлов.
- Максимальный ток и коэффициент непрерывной работы.
- Мощность и диапазон рабочих напряжений прибора.
- Механизм подачи проволоки. Это может быть толкающее, тянущее или комбинированное устройство. От него зависит вес и длина сварного рукава, удобство работы в тех или иных условиях.
- Расположение механизма подачи проволоки в общем корпусе или отдельно. При раздельном расположении основных механизмов и устройства подачи топлива в сварочном аппарате полуавтомате устройство становится более маневренным.
- Тип защитного устройства: смесь инертных или активных газов, порошковая проволока с флюсовым наполнителем.
- Длина и устройство сварочной горелки.
- Тип системы управления настройками: регуляторы или электронное табло.

Рейтинг полуавтоматов сварочных аппаратов
Перед покупкой устройства не лишним будет почитать отзывы экспертов и пользователей приглянувшейся модели. Самые популярные и востребованные модификации:
- Ресанта САИПА-200 сварочный аппарат полуавтомат. Запас силы тока модели составляет 200 А, а постоянное включение 70%. Цена – $260.
- Foxweld Invermig 160 combi – маломощный инверторный прибор с удобным цифровым управлением. Подходит для эпизодического домашнего использования. Цена – $365.
- Fubag INMIG 200 plus – профессиональный сварочный аппарат полуавтомат, мощность которого равняется 8 кВт. Отличается синергетическим управлением и большим выбором режимов работы. Цена – $554.
- AuroraPRO Speedway 200 – однофазный агрегат с массивной катушкой. Цена – $640.
- Сварог PRO MIG 200 SYNERGY – прибор, способный работать с различными типами проволоки, штучными электродами и аргоновой горелкой.
 Цена – $780.
Цена – $780.
Как использовать сварочный аппарат полуавтомат?
Правильная сварка аппаратом полуавтоматом предполагает неукоснительное соблюдение правил эксплуатации прибора и техники безопасности:
- Корпуса прибора всегда должен быть заземлен.
- Нельзя использовать неисправный или поврежденный прибор.
- Во время длительных перерывов в работе устройство необходимо отключать от электросети и баллона с защитным газом.
- Работы не должны проводиться вблизи с легковоспламеняющимися и горючими предметами.
- Сварка начинается только при наличии защитной одежды – перчаток, маски и куртки.
Процесс использования сварочного аппарата полуавтомата состоит из следующих этапов:
- Подготовка всех деталей прибора и средств индивидуальной защиты.
- Настройка оборудования и полярности.
- Проверка работы на незаметном участке.
- Непосредственно сварка.
- Отключение электропитания и сбор всех деталей для хранения прибора.

Как настроить сварочный аппарат полуавтомат?
Даже самый лучший сварочный аппарат полуавтомат перед работой нуждается в предварительной настройке мастером. Параметры необходимо выставлять, исходя из типа и толщины соединяемых металлов:
- Диаметр электродной проволоки составляет от 0,8 до 1,2 мм и варьируется от толщины металла.
- Рекомендуемую силу тока можно узнать в инструкции к прибору от завода-изготовителя либо специальных таблицах государственного стандарта.
- Скорость подачи проволоки тоже обязательно настраивается вручную по тем же таблицам.
- Расход газа из баллонов варьируется от 6 до 9 л/мин.
Как варить сварочным аппаратом полуавтоматом?
Технология сварки устройством полуавтоматом предполагает:
- Подсоединение «массы» к свариваемому металлу либо металлической поверхности толщиной не менее 2 мм.

- Контроль выступа проволоки из сопла. Эта величина не должна быть больше 5 мм.
- Включить подачу газа.
- Максимально близко соединить детали и провести точечное соединение в нескольких местах.
- Произвести запал дуги и плавно сварить детали сплошным швом.
Как самому из сварочного аппарата сделать полуавтомат?
Во время проведения кузовных работ на станциях технического обслуживания и при домашнем ремонте некоторые мастера решаются изготовить самодельный сварочный аппарат полуавтомат из имеющегося прибора для ручной дуговой сварки. Задача эта не из простых. Для ее выполнения потребуется дополнительное оборудование и глубокие знания некоторых физических процессов. Для переделки подойдет устройство с силой тока не менее 150 А. В процесс его модернизации будет входить:
- сборка механизма для автоматической подачи проволоки;
- его подключение к механизму и системам контроля;
- модернизация вольтамперных характеристик прибора.

|
25.04.2016 Как правило, под сваркой понимают соединение уголков, квадратного профиля, труб и прочих металлоконструкций из металла относительно большой толщины, в то время как в конструкции легкового автомобиля применяется тонколистовой профиль из различных типов стали и алюминия. Самым востребованным сварочным аппаратом в кузовном цеху считается споттер, но «рабочей лошадкой» в любом автосервисе является полуавтомат MIG/MAG. Все ли полуавтоматы подходят для работы в автосервисе, что ждать и требовать от полуавтомата, по каким критериям его выбирать? Основное заблуждение – это выбирать полуавтомат по значению максимального рабочего тока. Основные значения толщины кузова автомобиля колеблются в пределах от 0,6 до 1 мм и достигают максимум в 4 мм в соединениях лонжерона или порога с кузовом в многолистовом пакетном виде. Комфортная сварка тонкого листа 0,6-0,8 мм требует малых токов в 15-30А. Листы толщиной в 4 мм свариваются током 120А. Таким образом, оптимальные рабочие токи в условиях автосервиса находятся в пределах 15-160А. Если продолжительность сварочных работ превышает 6-10 минут без перерыва, а толщина свариваемых листов превышает 5 мм, то необходимо выбирать более мощные аппараты. Обычно они используются в автосервисах для грузового транспорта или в производстве, вообще не связанном с ремонтом автомобилей. Сварочный аппарат за приемлемые деньги конструктивно не рассчитан на одинаково хорошую сварку большими токами в диапазоне 300-400А и малыми токами в диапазоне 15-20А. Соотнеся основные значения толщины свариваемых металлов с необходимым диапазоном рабочих токов полуавтомата, мы сделали первый шаг в выборе правильного сварочного аппарата. Второй шаг: определение металлов, с которыми предстоит работать. В кузовном ремонте – это сталь, алюминий, изредка нержавеющая сталь. Сварка стали. В современном автомобилестроении используется несколько сортов стали с различными физико-химическими характеристиками. Для соединения прочных и высокопрочных сталей необходим метод сварки-пайки специальной медно-кремниевой проволокой CuSi5 при температуре около 900°С с целью сохранения свойств металлов, выбранных производителями для определённых деталей кузова. Этот метод был подробно описан в статье: http://www. В результате к сварке сталью, алюминием и нержавеющей сталью добавляется сварка-пайка медью, а точнее бронзой. Далее, для различных видов сварки необходимы свои настройки. Если сварочный аппарат снабжен специальным программным обеспечением, то это дает возможность использовать несколько режимов сварки. Оператор может выбрать ту программу, которая будет отвечать заданным параметрам, например: установленной проволоке (металл, диаметр), типу сварки (прерывистый для точек или шовный).
На рисунках видно, почему без дополнительной протяжки трудно добиться стабильной подачи проволоки. Полуавтомат должен иметь возможность подключения специальной горелки, например, через дополнительную розетку к стандартному евроразъёму.
Инверторный сварочный аппарат включает инверторный преобразователь, который в принципе позволяет добиться существенного преимущества в процессе сварочных работ. Прежде всего, применение инверторной технологии позволяет значительно уменьшить размер трансформатора, и тем самым снизить стоимость и массу оборудования. Но прежде всего, это верно для сварки штучным электродом (сварка ММА). В случае полуавтоматической дуговой сварки MIG/MAG всё сложнее. Для полноценной реализации преимуществ инверторной технологии необходимы дополнительные компоненты и узлы, которые существенно удорожают сварочный аппарат. Именно по этой причине многие китайские производители наводнили наш рынок инверторными аппаратами для сварки MIG/MAG, переделанными из ММА аппаратов. Если такой «инверторный» аппарат – «3 в 1», т. Кроме того, инверторный блок требует активного охлаждения. А еще он очень хрупкий и чаще всего приклеен к алюминиевому радиатору специальным клеем под нагрузкой, вследствие чего уязвим для вибрации. Поломка требует полной замены блока или дорогостоящего ремонта с применением специального оборудования. Отсюда понятно, почему форумы по сварке пестрят сообщениями о том, что инверторные полуавтоматы выходят из строя чуть ли не в первые дни работы. Кузовной цех, где работает полуавтомат, сложно назвать благоприятной средой. Огромное количество пыли крайне неблагоприятно влияет на электронику, заключённую в небольшом корпусе. Инверторный блок очень боится пыли и влаги. Одним из достоинств инверторных аппаратов, о котором упоминают продавцы, является стабильная работа при скачках напряжения. Самым важным отличием недорогого инверторного полуавтомата от традиционного трансформаторного является жёсткое начало сварки. «Трансформатор» с качественным цифровым управлением сразу выходит на рабочий режим, мягко набирает мощность, давая сварщику возможность сваривать маленькими каплями, часто включая и выключая подачу, чтобы снизить температуру сварки. Инверторные блоки постоянно модернизируются, становятся меньше, дешевле и надёжнее, но пройдет еще какое-то время, прежде чем такие количественные изменения перейдут в качество, и трансформаторные аппараты будут полностью вытеснены с рынка |
||
 Чем больше, тем лучше? Убеждение в том, что профессиональная сварочная техника начинается после значения в 300 ампер, ошибочно. Такие аппараты не работают в условиях автосервиса и не приемлемы в кузовном ремонте. Почему? Давайте разбираться.
Чем больше, тем лучше? Убеждение в том, что профессиональная сварочная техника начинается после значения в 300 ампер, ошибочно. Такие аппараты не работают в условиях автосервиса и не приемлемы в кузовном ремонте. Почему? Давайте разбираться. Приходится выбирать: сваривать тонкие листы металла или грубые металлоконструкции. Существуют промышленные полуавтоматы с расширенным диапазоном токов. Но сколько они стоят? Окупятся ли они в авторемонте и в какие сроки?
Приходится выбирать: сваривать тонкие листы металла или грубые металлоконструкции. Существуют промышленные полуавтоматы с расширенным диапазоном токов. Но сколько они стоят? Окупятся ли они в авторемонте и в какие сроки? redhotdot.ru/Article.aspx/Details/27 (Сварка-пайка).
redhotdot.ru/Article.aspx/Details/27 (Сварка-пайка).
 е. TIG/MMA/MIG-MAG и минимальный рабочий ток для сварки TIG равен 10А, то для сварки MIG-MAG минимальный ток будет составлять уже 40-50А, что для кузовного ремонта неприемлемо, так как это значение слишком велико.
е. TIG/MMA/MIG-MAG и минимальный рабочий ток для сварки TIG равен 10А, то для сварки MIG-MAG минимальный ток будет составлять уже 40-50А, что для кузовного ремонта неприемлемо, так как это значение слишком велико. Это является несомненным плюсом, особенно при известной нестабильности напряжения в гаражах. С другой стороны, добиться стабильной работы сети можно простым включением в цепь стабилизатора напряжения, и в MIG 19 эта проблема решена.
Это является несомненным плюсом, особенно при известной нестабильности напряжения в гаражах. С другой стороны, добиться стабильной работы сети можно простым включением в цепь стабилизатора напряжения, и в MIG 19 эта проблема решена.Сварочный аппарат полуавтомат принцип работы
Время чтения: 8 минут
Полуавтоматическая сварка — одна из самых часто используемых в профессиональной и полупрофессиональной среде. Полуавтомат можно найти как в гараже у дачного умельца, так и на станции технического обслуживания или в цеху. Сварка полуавтоматом чуть сложнее, чем сварка обычным инвертором. Но полуавтомат все равно гораздо проще и понятнее в применении, чем тот же трансформатор.
Полуавтомат можно найти как в гараже у дачного умельца, так и на станции технического обслуживания или в цеху. Сварка полуавтоматом чуть сложнее, чем сварка обычным инвертором. Но полуавтомат все равно гораздо проще и понятнее в применении, чем тот же трансформатор.
Для сварки полуавтоматом вам понадобится электродная проволока, газовый баллон и ваши навыки. Этого достаточно для формирования качественных и долговечных швов. В этой статье мы подробно объясним, что такое сварочный полуавтомат и как он функционирует, а также для чего нужен такой сварочный аппарат. Вы узнаете принцип работы полуавтомата, его разновидности и особенности применения.
Сварочный полуавтомат: устройство и принцип работы
Полуавтомат — это инверторный сварочный аппарат, применяемый для TIG сварки и MIG/MAG сварки. Также может иметь встроенный режим ММА сварки. От обычного инвертора отличается возможностями. Инвертор используется в паре с электродом и применяется для ручной дуговой сварки. А полуавтомат используется с электродом, проволокой, газом. Соответственно, его возможности куда шире, и такой аппарат можно использовать для сварки в среде защитного газа. Получаемые швы отличаются высоким качеством и надежностью. Ниже показано, из чего состоит комплект оборудования для полуавтоматической сварки. Исходя из этого несложно понять устройство сварочного полуавтомата.
А полуавтомат используется с электродом, проволокой, газом. Соответственно, его возможности куда шире, и такой аппарат можно использовать для сварки в среде защитного газа. Получаемые швы отличаются высоким качеством и надежностью. Ниже показано, из чего состоит комплект оборудования для полуавтоматической сварки. Исходя из этого несложно понять устройство сварочного полуавтомата.
Полуавтомат получил свое название из-за механизма, подающего сварочную проволоку в зону сварки. Механизм работает в полуавтоматическом режиме, отсюда и многочисленные словосочетания «сварка полуавтоматом», «полуавтоматическая сварка» и т.д.
Принцип работы полуавтоматической сварки прост. В подающий механизм устанавливается бобина с проволокой, которая во время сварки подается в сварочную зону, так что нет необходимости часто сменять электроды, как при ручной дуговой сварке. Одновременно с подачей электродной проволоки подается защитный газ. Электрод и свариваемый металл находятся под напряжением, и в газовом облаке происходит разряд. Возбуждается дуга. Она и плавит металл, благодаря чему можно сформировать шов.
Возбуждается дуга. Она и плавит металл, благодаря чему можно сформировать шов.
Некоторые преимущества полуавтоматической сварки:
- Высокое качество сварных швов
- Высокая производительность сварки
- Технология проста и понятна в эксплуатации
- Широкая сфера применения
Разновидности
Сварочное оборудование полуавтоматического типа может быть бытовым, профессиональным и промышленным.
Аппараты для бытовой сварки можно использовать для несложного ремонта кузова авто или забора. Их стоимость редко превышает 300$. Профессиональному полуавтомату под силу сварка профильной трубы и сложных металлоконструкций. Если вы выбираете полуавтомат для сварки трубопроводов, то присмотритесь именно к профессиональным и полупрофессиональным моделям. В этой статье мы подробно рассказываем, как сварить газовые трубы полуавтоматом. Стоимость профессионального полуавтомата может начинаться от 300-500$ и доходить до нескольких тысяч (а порой и десятков) долларов.
Промышленные полуавтоматы редко можно встретить в прямой продаже. Они очень дорого стоят и применяются на крупномасштабных производствах.
Новички часто интересуются, можно ли покупать китайский полуавтомат? Или стоит переплатить за оборудование от более именитого производителя? На наш взгляд, покупка недорого китайского полуавтомата оправдана, если вы стеснены в средствах. Не обязательно сразу покупать дорогой аппарат, если вы не планируете использовать его на все 100%. Приобретите более бюджетную модель и обучитесь азам полуавтоматической сварки. К тому же, большинство полуавтоматов ценой до 1000$ все равно собираются в Китае. И порой один завод изготавливает одинаковое оборудование сразу для нескольких брендов. Так можно найти два идентичных полуавтомата с разными логотипами, где один аппарат будет стоить существенно дороже другого просто из-за популярности бренда.
Применение
Работа сварочным полуавтоматом не составит труда, если правильно выполнить все подготовительные работы.![]() Далее мы расскажем, как подключить полуавтомат к газовому баллону и выбрать режим сварки.
Далее мы расскажем, как подключить полуавтомат к газовому баллону и выбрать режим сварки.
Перед началом сварки полуавтоматом необходимо провести полную регулировку всем компонентов подающего механизма. Отрегулируйте натяжение электродной проволоки, это можно сделать с помощью гайки на оси катушки с проволокой. Затем найдите прижимной ролик в подающем механизме и отрегулируйте его усилие. Наконец отрегулируйте расход сварочного газа. Для этого установите на баллон газовый редуктор.
Не забудьте установить силу сварочного тока. Мы рекомендуем задать небольшое значение силы тока и постепенно увеличивать ее в ходе работ. Так вы сможете избежать прожогов и непроваров. Чтобы подобрать оптимальную силу тока для вашей детали воспользуйтесь специальными таблицами. Их легко найти в интернете.
Газ и проволока
Как вы теперь уже знаете, полуавтоматы работают в паре с газовым баллоном. Газовый баллон соединяется с полуавтоматом с помощью специального шланга. Газ подается в сварочную зону и защищает металл от окисления, тем самым улучшая качество швов. В качестве защитного газа можно использовать аргон, углекислоту, гелий, водород и азот. А также смеси из этих газов.
В качестве защитного газа можно использовать аргон, углекислоту, гелий, водород и азот. А также смеси из этих газов.
Помимо газа используется металлическая проволока, выступающая в роли электрода. Проволока может быть плавящейся и неплавящейся. В первом случае проволока участвует в образовании шва, смешиваясь с основным металлом. Во втором случае проволока лишь проводить ток к сварочной зоне и плавит металл. Также существует порошковая проволока. Она представляет собой полую трубку, внутри которой находится флюс. При сварке внешняя металлическая оболочка плавится, высвобождая пары флюса, которые по своим свойствам похожи на защитный газ. По этой причине при сварке порошковой проволокой газ можно не использовать.
Но учтите, что порошковая проволока не способна в полной мере заменить защитный газ. Получаемые швы будут худшего качества, поскольку порошковая проволока просто не обладает теми же свойствами, что и газ. Данный тип проволоки используют для сварки в труднодоступных местах. Например, на высоте. Если у вас есть возможность транспортировки сварочного баллона, то лучше выбрать сварку с применением газа.
Например, на высоте. Если у вас есть возможность транспортировки сварочного баллона, то лучше выбрать сварку с применением газа.
Техническое обслуживание и хранение
Полуавтомат — это технически сложный электроприбор. И чем дороже ваша модель полуавтомата, тем она сложнее. А мы все прекрасно знаем, что количество поломок и ремонтопригодность во многом связаны именно с простотой электроприбора.
Классический трансформаторный сварочный аппарат очень прост и потому надежен. Его можно без проблем перебрать в гараже, а детали не будут стоить дорого. Все это нельзя сказать про полуавтомат. В основе полуавтомата современные микросхемы с транзисторами, которые плохо переносят пыль, грязь и повышенную влажность. Исходя из этого несложно понять, что от правильного хранения и обслуживания полуавтомата во многом зависит срок его службы.
Два раза в год отдавайте ваш полуавтомат в сервисный центр для технического обслуживания. Там специалисты очистят корпус (в том числе изнутри) с помощью сжатого воздуха, проверят работоспособность аппарата и приведут в порядок все винты, гайки и разъемы.
Храните полуавтомат в картонной коробке, предварительно обмотав его полиэтиленовой пленкой. Не оставляйте аппарат на зиму в неотапливаемом гараже или на даче. Если у вас есть возможность заберите полуавтомат к себе в квартиру и храните его там.
Вместо заключения
Сварочный аппарат полуавтомат — это технологичный и современный тип сварочного оборудования. В этой статье мы постарались подробно и понятно объяснить, как работает полуавтомат и в целом каков принцип работы сварочного инверторного оборудования.
Сварка полуавтомат пригодится вам на даче, если вы хотите выполнять более сложный ремонт, на СТО, если важно качество швов при работе с кузовом, и в цеху при сварке сложных металлоконструкций.
Современные полуавтоматы представлены в большом ассортименте и позволяют выполнять как любительскую, так и профессиональную сварку. При выборе сварочного аппарата обращайте внимание не только на цену, но и на технические характеристики, качество сборки наличие гарантии. Не приобретайте самый дешевый полуавтомат. Скорее всего, он не оправдает ваших надежд, и быстро выйдет из строя. Желаем удачи в работе!
Не приобретайте самый дешевый полуавтомат. Скорее всего, он не оправдает ваших надежд, и быстро выйдет из строя. Желаем удачи в работе!
Если у вас возникают вопросы: «Правильное-ли напряжение я использую? Не слишком-ли короткий или длинный электрод? Не слишком-ли быстро я перемещаю горелку?» – то в этой статье вы найдете ответы на эти и многие другие вопросы.
Как работает сварочный полуавтомат
Для начала давайте разберемся, как работает ручная дуговая сварка. В дуговой сварке используют электричество высокого напряжения для питания электрической дуги, которая и выделяет плавящее металл тепло. Существует несколько разновидностей дуговой сварки — штучными электродами, проволочным электродом (MIG), вольфрамовым электродом (TIG). Разница между ними заключается не в электрическом токе и не в том, как этот ток используется. Разница состоит в используемом электроде и в газе, который используют для защиты расплавленного металла от воздействий окружающей среды.
В случае ручной дуговой сварки штучными электродами, защитный газ выделяется при нагревании покрытия электрода. При использование полуавтоматической сварки или сварки с вольфрамовым электродом, газ к рабочей области подается через горелку. Состав защитного газа может различаться. Обычно используют смесь аргона с углекислым газом.
При использование полуавтоматической сварки или сварки с вольфрамовым электродом, газ к рабочей области подается через горелку. Состав защитного газа может различаться. Обычно используют смесь аргона с углекислым газом.
Полуавтоматическая сварка отличается от других методов тем, что проволочный электрод подается к рабочей области автоматически, при нажатии кнопки на горелке. Электрод подается по кабелю из катушки в сварочном аппарате. Металл, из которого выполнен электрод, должен соответствовать металлам, которые вы собираетесь варить.
Методом полуавтоматической сварки можно пользоваться и без использования защитного газа. Для этого нужен порошковый проволочный электрод. При нагреве, из содержащегося в проволоке порошка выделяется газ, который экранирует сварочную ванну (область расплавленного металла).
Настройка сварочного полуавтомата
Перед эксплуатацией сварочного аппарата мы настоятельно рекомендуем изучить руководство пользователя. В нем вы найдете описание мер безопасности и правила использования сварочного аппарата.
Ниже представлен ряд рекомендаций по сварке стали проволочным электродом в среде защитного газа. Сварка порошковой проволокой и сварка алюминия требуют отдельного описания. Настройки могут также меняться в зависимости от типа соединения, позиции, в которой производится сварка и от некоторых других факторов.
Толщина металла определяет силу тока
На каждые 0,025 миллиметра толщины материала рекомендуют использовать 1 ампер.
Толщина проволочного электрода
Толщину электрода выбирают в зависимости от толщины и типа металла и от используемой для сварки силы тока.
Таблица зависимости толщины проволочного электрода от толщины и типа материала.
Востребованность полуавтоматов для сварки на рынке сварочного оборудования продолжает расти с каждым годом. Это обуславливается их очевидными преимуществами: доступная стоимость, широкий диапазон режимов работы, простота в настройке и эксплуатации. Тем не менее, начинающему мастеру не всегда под силу разобраться, как правильно пользоваться полуавтоматом. Первое, что нужно знать – это устройство и принцип работы агрегата, а также основные рекомендации по выбору проволоки для сварки.
Первое, что нужно знать – это устройство и принцип работы агрегата, а также основные рекомендации по выбору проволоки для сварки.
Устройство и принцип работы полуавтомата
Основное предназначение полуавтоматического сварочного аппарата – это дуговая сварка с применением плавящегося электрода, который обдувается защитным газом. Аппарат используется для соединения низколегированных и малоуглеродистых сталей, как протяженными, так и прерывистыми швами.
Данное оборудование предназначено для работы в закрытых, хорошо вентилируемых помещениях при температуре воздуха от -10°С до +40°С.
Состоит полуавтомат из следующих элементов:
- основного блока, вырабатывающего сварочный ток необходимой величины;
- блока подачи проволоки;
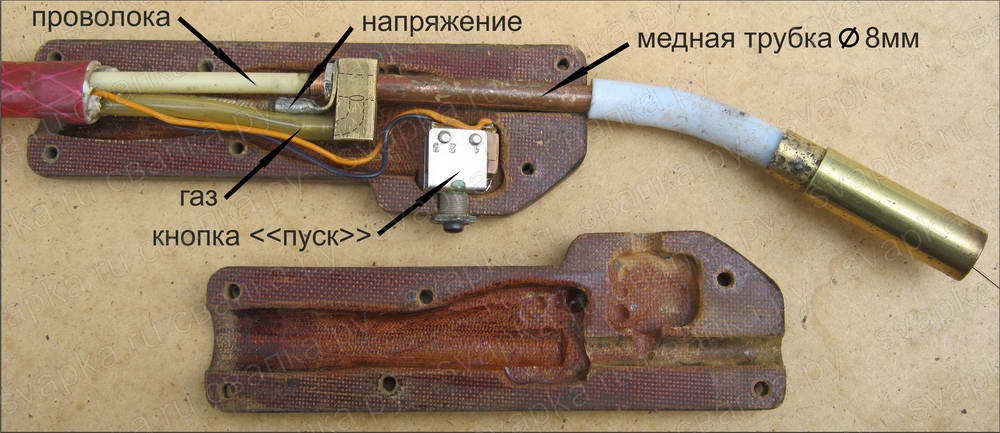
- сварочной горелки с подсоединенным кабелем, через который проходит силовой провод, газовый шланг, управляющий провод и направляющая для проволочного электрода.
Принцип работы агрегата заключается в следующем. При нажатии на кнопку пуска, расположенную на рукоятке горелки, начинается подача электродной проволоки (4), тока и защитного газа через сопло (2). Ток на проволоку поступает через токопроводящий наконечник (4). При соприкосновении ее с основным металлом возникает электрическая дуга, которая начинает плавить электрод. Капли электродного металла, попадая на основной металл (8), образуют шов (6). При этом сварочная ванна (7) находится под обдувом защитным газом (10), который предотвращает попадание в нее кислорода и азота из атмосферного воздуха. Благодаря газовой защите сварной шов получается прочным и качественным.
При нажатии на кнопку пуска, расположенную на рукоятке горелки, начинается подача электродной проволоки (4), тока и защитного газа через сопло (2). Ток на проволоку поступает через токопроводящий наконечник (4). При соприкосновении ее с основным металлом возникает электрическая дуга, которая начинает плавить электрод. Капли электродного металла, попадая на основной металл (8), образуют шов (6). При этом сварочная ванна (7) находится под обдувом защитным газом (10), который предотвращает попадание в нее кислорода и азота из атмосферного воздуха. Благодаря газовой защите сварной шов получается прочным и качественным.
Работа полуавтомата возможна и без защитного газа. В таком случае применяется электродная проволока, имеющая специальное порошковое покрытие. При высоких температурах данное покрытие испаряется, и образующиеся при этом газы выполняют защитную функцию для сварочной ванны.
Выбор электродной проволоки
Электродная проволока является оснасткой, без которой сварочный аппарат не сможет работать. Подается она с помощью специального механизма и выполняет функцию электрода.
Подается она с помощью специального механизма и выполняет функцию электрода.
Для полуавтоматов существует две группы материалов для сварки:
- проволока сплошного сечения;
- порошковая электродная проволока.
Разновидностей первого варианта насчитывается более 76. Но чаще всего, используется лишь малая их часть. Остальные виды оснастки узкоспециализированные и применяются на производстве. Главное, что нужно учитывать при выборе проволоки – это тип металла, из которого будет свариваться конструкция. Чаще всего автоматом приходится варить низкоуглеродистые и низколегированные стали с использованием не омедненной и омедненной проволоки.
Омедненная проволока пользуется наибольшей популярностью среди сварщиков благодаря антикоррозийному покрытию. Но не все знают, что при плавке меди в воздух попадают вредные испарения. Не омедненная проволока является более безвредной и имеет защищающее от коррозии покрытие.
Также на полуавтоматах используется порошковая проволока, не требующая при варке наличия защитного газа. Электродная проволока имеет специальную маркировку, например, такую: СВ-08Г2С. Расшифровывается она следующим образом:
Электродная проволока имеет специальную маркировку, например, такую: СВ-08Г2С. Расшифровывается она следующим образом:
- СВ – сварная проволока;
- 08 – означает, что массовая доля углерода в составе оснастки составляет 0,08%;
- Г – данной буквой обозначается марганец, который есть в составе проволоки;
- 2 – цифра указывает, что содержание марганца 2%;
- С – данная буква говорит о наличии кремния в составе оснастки, если после буквы нет цифры, то его содержится не более 1%.
Далее приведена таблица, в которой расшифрованы буквенные обозначения всех добавок, входящих в состав сварочной проволоки.
Например, пользуясь таблицей, можно расшифровать маркировку СВ-06Х21Н7БТ, которая означает: сварочная проволока имеет 0,06% углерода, 21% хрома, а никеля – 7%; проволока легирована двумя металлами, ниобием и титаном.
Для сварки низколегированных сталей (это 90% всего металлопроката) используется проволока 08Г2С диаметром 0,6 мм.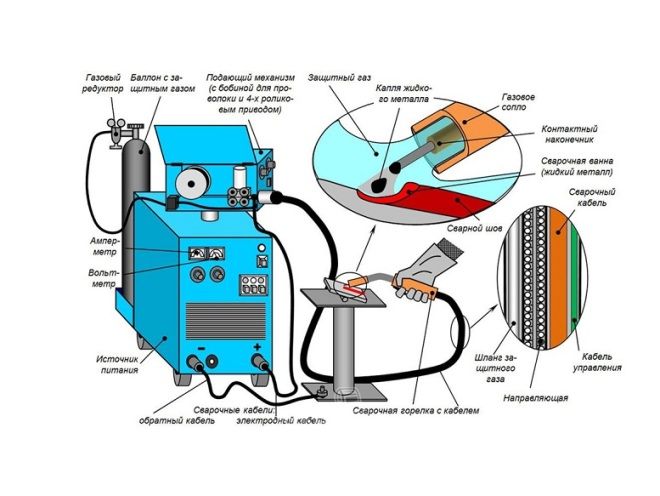 Она может применяться как в быту, так и для кузовного ремонта. К тому же, ее можно использовать на агрегатах с током до 500А. Для сваривания нержавеющих сталей используют проволоку марки Св01Х19Н9. Алюминий и медь варятся в аргонной среде, соответствующей по составу проволокой. Алюминий варят марками СВ-97, СВ-А85 и СВ-АМц. Для сварки меди применяют оснастку марок СВ-97, СВ-А85 и СВ-АМц.
Она может применяться как в быту, так и для кузовного ремонта. К тому же, ее можно использовать на агрегатах с током до 500А. Для сваривания нержавеющих сталей используют проволоку марки Св01Х19Н9. Алюминий и медь варятся в аргонной среде, соответствующей по составу проволокой. Алюминий варят марками СВ-97, СВ-А85 и СВ-АМц. Для сварки меди применяют оснастку марок СВ-97, СВ-А85 и СВ-АМц.
Диаметр электродной проволоки подбирается в соответствии с толщиной свариваемого металла.
Правила сварки полуавтоматом
Прежде всего, приступая к работе полуавтоматом, предназначенные для соединения детали должны быть хорошо зачищены от краски и ржавчины. Также следует зачистить место, к которому будет прикреплен зажим для массы.
Как держать горелку
Удерживать горелку можно и одной рукой, но качество шва будет лучше, если использовать обе. Одна рука служит опорой, а другая удерживает горелку.
При таком способе легче контролировать угол и расстояние горелки от заготовки, а также проводить необходимые движения для формирования качественного шва. Чтобы руки оставались свободными, нужно использовать сварочную маску, которая закрепляется на голове.
Чтобы руки оставались свободными, нужно использовать сварочную маску, которая закрепляется на голове.
Идеального угла при работе полуавтоматом не существует. Обычно для соединения заготовок, лежащих в одной плоскости, используется наклон горелки (от вертикального положения) в 15-20 градусов. Соединяя детали, находящиеся под углом друг к другу, используется наклон горелки в 45°. Каждый сварщик с приобретением опыта подбирает для себя наиболее удобный угол наклона инструмента с учетом различных ситуаций.
Движения горелкой
Для формирования качественного шва существует много способов движений горелкой.
- Для металлов толщиной 1-2 мм применяется волнисто-зигзагообразное движение. Таким образом, дуга захватывает оба листа металла и не успевает прожечь его. В результате шов получается герметичным и прочным.
- Для сваривания металлов любых толщин применяют прямой шов, исключающий какие-либо движения в сторону. Но в таком случае от оператора требуется наличие определенного опыта, чтобы при перемещении горелки дуга равномерно воздействовала на обе сопрягаемые детали.

- Если предстоят работы по металлу толщиной меньше 1 мм, то следует уменьшить силу тока и скорость подачи проволоки, а также использовать проволоку меньшего диаметра. Сварка должна происходить короткими импульсами, с паузой между ними около 1 секунды. Пауза нужна для остывания металла и сливания следующих сегментов в монолитный шов.
- Если сопрягаются длинные, тонкие детали, то сварка проводится короткими сегментами или точками, расположенными на определенном расстоянии. Также, чтобы избежать деформации деталей, можно варить поочередно, короткими сегментами, с разных концов сопрягаемого отрезка.
Скорость сварки
Это скорость перемещения электрической дуги вдоль места сопряжения деталей, и контролируется она оператором полуавтомата. Скорость передвижения инструмента должна соответствовать напряжению дуги, скорости подачи проволоки, толщине металла и требуемой форме шва. При высокой скорости перемещения горелки образуется много брызг, защитный газ остается в быстро застывающем шве и вызывает в нем образование пор. При медленной скорости перемещения горелки образуется излишнее воздействие электрической дуги в материал, что может прожечь его насквозь. Кроме этого, при соединении массивных деталей образуется толстый шов. На следующем рисунке показано, как выглядят швы при разной скорости перемещения горелки.
При медленной скорости перемещения горелки образуется излишнее воздействие электрической дуги в материал, что может прожечь его насквозь. Кроме этого, при соединении массивных деталей образуется толстый шов. На следующем рисунке показано, как выглядят швы при разной скорости перемещения горелки.
Скорость подачи газа
Подача газа должна быть достаточной, чтобы обеспечить обдув подаваемой проволоки. При слабом потоке газа не будет обеспечена защита шва от окисления. Но и при высокой скорости потока защита будет недостаточной из-за возникновения завихрений. Все эти отклонения от нормы делают шов пористым и непрочным. Поэтому очень важно добиться ровной подачи газа, чтобы поток не вызывал завихрений и в полной мере обеспечивал защиту места сварки.
Длина выхода проволоки
Проволока перед тем, как коснется металла, должна выходить из наконечника на 6-13 мм. От этого значения зависит сопротивление и температура данного отрезка электрода. Чем сильнее вылет проволоки из наконечника, тем меньшим будет размер дуги. В результате, шов получится толстым и узким, с низким проникновением в металл. Если длину выхода оснастки уменьшить, то увеличится проникновение дуги в металл, а шов станет более тонким и широким.
Чем сильнее вылет проволоки из наконечника, тем меньшим будет размер дуги. В результате, шов получится толстым и узким, с низким проникновением в металл. Если длину выхода оснастки уменьшить, то увеличится проникновение дуги в металл, а шов станет более тонким и широким.
Полярность
Под полярностью в сварочном оборудовании подразумевается направление тока в его цепи. При прямой полярности на проволоку подается отрицательный заряд, а на свариваемую деталь – положительный. При обратной полярности все наоборот: проволока – плюс, а заготовка – минус.
Важно! При работе без защитного газа, порошковой проволокой, используют метод прямой полярности, а с газом – обратной полярности.
Звук при сварке
Прислушиваться к звукам сварки важно, особенно новичкам при обучении. Правильное звучание при сварке полуавтоматом напоминает звук жарящегося на сковороде мяса. Когда слышится “шипяще-жужжащий” звук, это значит, что соблюден баланс между настройками тока, скоростью подачи проволоки и газа. На изменение звука при работе аппарата может влиять:
На изменение звука при работе аппарата может влиять:
- плохой контакт между зажимом массы и деталью;
- наличие застывших брызг на наконечнике горелки, препятствующих нормальному потоку газа;
- плохо очищенная от ржавчины или краски область сварки.
Меры безопасности при работе
При работе со сварочным оборудованием необходимо соблюдать следующие меры безопасности.
- Сварщик должен защищать все участки тела от попадания на них брызг раскаленного металла. Для этого используется спецодежда, плотно закрывающая открытые участки тела, а также защитные перчатки. Одежда должна быть из плотного материала, который может выдержать попадание раскаленных брызг. Ни в коем случае одежда не должна быть из синтетических волокон, которые при воздействии высоких температур начинают плавиться. Такой материал мгновенно прогорает, что может вызвать ожоги у сварщика.
- Поскольку при сварке образуется жесткое ультрафиолетовое излучение, то от него необходимо защищать глаза, используя маску с затемненным стеклом.
 Не так давно в продаже появились маски со стеклом “хамелеон”, которое затемняется при появлении яркого света. Также от ультрафиолета должны быть защищены и другие участки тела.
Не так давно в продаже появились маски со стеклом “хамелеон”, которое затемняется при появлении яркого света. Также от ультрафиолета должны быть защищены и другие участки тела. - Обувь должна быть закрытой, чтобы исключить попадание в нее раскаленных брызг.
- Помещение, где проводятся сварочные работы, должно иметь принудительную либо естественную вентиляцию (наличие окон, которые можно открыть). Вдыхание паров и дыма, образуемого в процессе сварки, пагубно влияет на здоровье человека.
Что такое перегрев сварочного инвертора, как он проявляется и что делать в таком случае? | Часто задаваемые вопросы
Читайте также
- Как обеспечить правильную сварку полуавтоматом без использования газа?
- Как правильно выполнять сварочные швы методом ММА сварки? Какие они бывают?
- Промышленный сварочный аппарат – как выбрать?
3
Что такое перегрев сварочного инвертора, как он проявляется и что делать в таком случае?
Сварочные аппараты — оборудование, востребованное (в зависимости от
модели) для проведения строительно-монтажных, ремонтных и других
работ в быту, мастерских, на строительной площадке или
производственных предприятиях. Как и любое другое, это оборудование
выходит из строя по разным причинам — из-за некачественной сборки,
недоработок конструкции, несоблюдения правил эксплуатации или
естественного износа.
Как и любое другое, это оборудование
выходит из строя по разным причинам — из-за некачественной сборки,
недоработок конструкции, несоблюдения правил эксплуатации или
естественного износа.
Основные неисправности сварочных аппаратов — трансформаторов и инверторов
Сварочные трансформаторы более просты, по сравнению с инверторами, обеспечивающими двойное преобразование тока питания, поэтому определить причину их поломки проще.
Основные проявления неполадок:
-
Сварочный трансформатор или инвертор не работает при подсоединении
к сети электропитания.
 В этом случае проверяют наличие напряжения
в сети, целостность предохранителей, вероятность обрыва токовых
обмоток, работоспособность выпрямительных диодов. Электрод
залипает на обрабатываемой детали, в месте нахождения
преобразователя появляется гул. Причиной этой проблемы могут быть:
замыкание в обмотках трансформатора, неисправность диодов,
ослабление контактов, низкое напряжение питающей сети, ошибка в
выборе режима работы сварочного аппарата.
В этом случае проверяют наличие напряжения
в сети, целостность предохранителей, вероятность обрыва токовых
обмоток, работоспособность выпрямительных диодов. Электрод
залипает на обрабатываемой детали, в месте нахождения
преобразователя появляется гул. Причиной этой проблемы могут быть:
замыкание в обмотках трансформатора, неисправность диодов,
ослабление контактов, низкое напряжение питающей сети, ошибка в
выборе режима работы сварочного аппарата.
-
Сварочный трансформатор или инвертор перегревается, включается
лампочка перегрева и аппарат самопроизвольно отключается.
 Причиной
этого может быть слишком длительная работа (предельная
продолжительность включения указывается в техническом паспорте)
или неэффективная работа встроенного вентилятора. Вторая причина
характерна для недорогих агрегатов. К перегреву может привести
эксплуатация оборудования в слишком запыленных помещениях. Если
запыленность на объекте снизить нельзя, то необходимо периодически
разбирать аппарат и очищать его основные узлы.
Причиной
этого может быть слишком длительная работа (предельная
продолжительность включения указывается в техническом паспорте)
или неэффективная работа встроенного вентилятора. Вторая причина
характерна для недорогих агрегатов. К перегреву может привести
эксплуатация оборудования в слишком запыленных помещениях. Если
запыленность на объекте снизить нельзя, то необходимо периодически
разбирать аппарат и очищать его основные узлы.
-
Сварочный аппарат работает, но не варит. Причиной этой проблемы
могут быть: слишком длинный удлинитель, подгорание контактов,
обрыв кабелей.

- Почему сварочный аппарат — трансформатор или инвертор — сам отключается? Самопроизвольное выключение может быть вызвано замыканием проводов на корпус или
Определить, почему не работает сварочный трансформатор, инвертор, полуавтомат, помогут специалисты сервисного центра, имеющие в распоряжении современное диагностическое оборудование и инструмент. Только мастера с большим опытом смогут полностью восстановить работоспособность аппаратов и значительно продлить их рабочий период.
Какую роль играют автоматические сварочные аппараты в PennFab?
Несколько сложных процессов и дисциплин работают вместе в процессе изготовления металла, чтобы воплотить в жизнь конкретный проект. Сталелитейные компании нашли способы рационализировать свои операции, чтобы сделать процесс изготовления более рациональным. Чтобы помочь поддержать человеческий фактор, PennFab, Inc. на протяжении многих лет внедряла автоматические сварочные аппараты в наши производственные процессы.
Автоматические сварочные аппараты помогли нашим инженерам и техникам получить необходимые инструменты для воплощения каждого продукта в жизнь. Однако люди, незнакомые со сталелитейной промышленностью, могут не знать, как эти машины влияют на нашу повседневную жизнь на нашем предприятии. Мы расскажем, какую роль эти машины играют для нашей команды и ваших проектов.
Решающий и сложный процесс В производстве металлов сварка представляет собой один из самых ответственных и сложных процессов нашей команды. Сварка деталей вместе и обеспечение того, чтобы детали аккуратно соединялись и выдерживали давление ежедневного использования, составляют критически важную часть производственного процесса.
Сварка деталей вместе и обеспечение того, чтобы детали аккуратно соединялись и выдерживали давление ежедневного использования, составляют критически важную часть производственного процесса.
В прошлом каждая деталь, требующая сварки, изготавливалась руками опытного сварщика. По мере того, как проекты развивались и становились все более запутанными и сложными, поиск способов поддержки сварщиков и обеспечение того, чтобы каждый проект продвигался в хорошем темпе, становится необходимостью; именно здесь в игру вступает разработка автоматических сварочных аппаратов. С помощью этих машин сварщики могли выполнять более точные сварные швы, чтобы ускорить процесс и повысить производительность. Операторам по-прежнему приходится проводить окончательные проверки и проверки безопасности, чтобы обеспечить наилучшее качество конечного продукта, но эти машины помогли команде PennFab продолжать расти.
Полуавтоматический против. Автоматические сварочные аппараты Как и большинство машин в производственной отрасли, не все машины имеют одну и ту же функцию или даже один и тот же метод работы. Говоря о сварочных аппаратах, самая большая разница сводится к полуавтомату и автомату. Оба стиля предлагают менеджерам проектов и операторам определенные преимущества, но вам нужно понимать их различия, чтобы выбрать, какой из них подходит для текущего проекта.
Говоря о сварочных аппаратах, самая большая разница сводится к полуавтомату и автомату. Оба стиля предлагают менеджерам проектов и операторам определенные преимущества, но вам нужно понимать их различия, чтобы выбрать, какой из них подходит для текущего проекта.
Автоматизация процесса сварки начинается с понимания двух основных категорий — полуавтоматических и автоматических. Для полуавтоматической разновидности оператор вручную загружает в машину необходимые детали и следит за спецификой сварочного процесса на протяжении всего проекта.
Пристальное внимание к мелким деталям помогает гарантировать, что ничего не пойдет не так и не испортит качество конечного продукта. Они будут следить за тем, как движется горелка, сохраняя детали как можно более неподвижными, и следят за соблюдением заданных параметров на каждом этапе сварки. Как только один сварной шов проходит окончательную визуальную проверку, оператор перезагружает машину и снова запускает процесс.
Автоматические сварочные аппараты выполняют все аспекты сварочного процесса. Начиная с загрузки деталей, выполнения сварки и, в некоторых случаях, окончательного контроля качества, автоматические сварочные аппараты стремятся полностью автоматизировать процесс и двигаться вперед в быстром темпе.
Наличие оператора, который поможет устранить неполадки и перепроверит эти окончательные проверки качества, часто необходимо, чтобы гарантировать, что мы каждый раз получаем высококачественный сварной шов.
Преимущества автоматизированной сваркиАвтоматизация процесса дает руководителям проектов и инженерам определенные преимущества, когда речь идет об автоматизированной сварке. Автоматизация процесса сварки может помочь улучшить качество сварки, значительно увеличить производительность и уменьшить количество остаточного брака.
Улучшенное качество сварки Качество любого сварного шва определяется двумя критическими факторами — целостностью и повторяемостью. Автоматизированный процесс помогает исключить человеческую ошибку из-за целостности и повторяемости уравнения. Кроме того, вы можете выполнять почти мгновенную проверку качества на месте и вносить тонкие коррективы в машины, если сварные швы получаются не так, как вам хотелось бы.
Автоматизированный процесс помогает исключить человеческую ошибку из-за целостности и повторяемости уравнения. Кроме того, вы можете выполнять почти мгновенную проверку качества на месте и вносить тонкие коррективы в машины, если сварные швы получаются не так, как вам хотелось бы.
Автоматизированные сварочные аппараты могут поддерживать стабильный процесс производства. Когда операторы наблюдают за их процессами, вы получаете скорость автоматизированной машины с точностью и качеством проверки человеческого глаза.
Уменьшение брака Ошибки могут произойти в любое время. Если срезать слишком много или слишком мало куска листового металла, это может означать, что у вас слишком много деталей, которые вы не можете использовать. Этот оставшийся металлолом после сварки часто может привести к увеличению количества отходов и количества непригодных деталей. С помощью автоматизированной машины вы можете настроить параметры, чтобы всегда срезать нужное количество металла и помочь вам избавиться от нежелательного металлолома.
Поиск подходящего партнера для вашего следующего производственного проекта означает, что вы понимаете, чего вы хотите от проекта и что вам нужно, чтобы воплотить его в жизнь. В PennFab наша команда состоит из лучших специалистов в области проектирования, производства и обработки, чтобы воплотить это в жизнь. Мы используем новейшее современное автоматизированное сварочное оборудование, чтобы предоставить нашей команде наилучшие возможности для воплощения вашего проекта в жизнь.
Свяжитесь с нашей командой, чтобы узнать больше о нашем процессе и начать свой следующий проект сегодня!
Что такое GMAW (сварка MIG) и как это работает?
Дуговая сварка металлическим газом («GMAW») представляет собой процесс дуговой сварки, в котором используется расходуемый проволочный электрод и защитный газ, который подается к соединению сварочной горелкой. Электрическая дуга между проволокой и основным металлом генерирует тепло, которое плавит оба металла, в то время как защитный газ защищает расплавленную сварочную ванну от вредных атмосферных газов.
Источник питания постоянного тока с постоянным напряжением чаще всего используется с GMAW, но могут использоваться системы постоянного тока, а также переменного тока.
В этой статье объясняются основы процесса сварки MIG, когда его применять, необходимое оборудование, карьерные возможности GMAW, а также плюсы и минусы сварки MIG.
Как работает сварка MIG?
Сварочный аппарат MIG автоматически подает электрически заряженную сплошную проволоку в сварной шов с заданной скоростью, а подаваемый газ защищает расплавленную ванну. Источник питания внутри сварочного аппарата питает проволоку, создавая и возбуждая дугу.
GMAW всегда использует электрод постоянного тока с положительной полярностью («DCEP»). Это означает, что зажим заземления подключен к отрицательной клемме, а горелка MIG подключена к положительной клемме.
Присоединение зажима заземления к свариваемой детали и нажатие курка горелки MIG для подачи проволоки в соединение создает дугу. Дуга возникает, когда провод соприкасается с заземленным металлом, который замыкает и замыкает электрическую цепь.
Дуга возникает, когда провод соприкасается с заземленным металлом, который замыкает и замыкает электрическую цепь.
Дуга быстро выделяет тепло, и проволока на конце плавится, как и небольшая часть основного металла. Но механизм подачи проволоки постоянно проталкивает сплошную проволоку в соединение, что создает еще одно короткое замыкание.
Замыкание цепи и плавление наконечника происходит много раз в секунду, что является причиной появления брызг, искр и известного уникального шипящего звука MIG.
Обратите внимание, что ваша проволока выступает в качестве электрода и металлического наполнителя в процессе MIG. Требуется создать дугу и наплавить металл в стык. Поэтому сварка MIG без присадочного материала невозможна.
Чаще всего используется метод передачи короткого замыкания. Но есть четыре основных метода переноса металла с помощью GMAW:
- Короткое замыкание
- Капельное
- Распыление
- Импульсное распыление
Режим переноса металла зависит от скорости подачи проволоки и настройки напряжения.
Подробнее о режимах передачи читайте здесь.
Оборудование для MIG
Минимальное оборудование, необходимое для типичной установки GMAW, включает сварочный аппарат MIG, источник питания, баллон с защитным газом, расходуемую проволоку для MIG, сварочный пистолет и зажим заземления.
Также рекомендуется иметь основное защитное оборудование, такое как сварочный шлем для защиты глаз и сварочные перчатки для защиты рук от горячих брызг сварки.
Изображение, показывающее установку оборудования для сварки MIGЗащитный газ
Хотя защитный газ защищает сварочную ванну от атмосферных загрязнений, необходимо понимать, как различные защитные газы влияют на получаемый сварной шов.
Существует две классификации защитных газов:
- Активные газы , такие как двуокись углерода («CO 2 ») и кислород («O 2 »)
- Инертные газы («аргон» , подобные ) и гелий («Не»)
Технически сварка MIG требует использования только инертного газа. Вот почему процесс называется сваркой «металл в инертном газе ».
Вот почему процесс называется сваркой «металл в инертном газе ».
Если смесь защитного газа содержит активные газы, процесс сварки называется сваркой «металл активный газ », или сокращенно MAG. Но большинство людей называют оба подхода сваркой MIG, потому что между ними нет очевидной разницы.
Активные газы влияют на сварочную ванну, количество брызг и глубину проплавления. Инертные газы не взаимодействуют со свариваемым металлом. Однако инертные газы также в определенной степени изменяют характеристики сварки. Например, гелий инертен, но улучшает тепловложение и проникновение.
Для сварки углеродистой стали MIG обычно требуется смесь из 75 % аргона и 25 % CO 2 . Также можно сваривать МИГ мягкую сталь со 100% CO2 для достижения лучшего провара. Но для сварки алюминия требуется 100% аргон или смесь Ar/He.
Подробнее о защитных газах для сварки MIG можно узнать здесь.
Где используется сварка MIG?
Сварка MIG используется в различных отраслях промышленности, от автомобилестроения до строительства и общего производства. Его легко освоить, и он обеспечивает самую высокую производительность среди всех методов ручной дуговой сварки. Поэтому профессионалы и любители часто используют сварку МИГ.
Его легко освоить, и он обеспечивает самую высокую производительность среди всех методов ручной дуговой сварки. Поэтому профессионалы и любители часто используют сварку МИГ.
Благодаря простоте автоматизации и высокой степени гибкости сварка MIG является наиболее распространенным методом соединения металлов в промышленности. Большинство заводов-изготовителей выполняют более 50% сварных соединений с использованием процесса MIG.
Наиболее распространенные виды сварки MIG включают:
- Автомобили и другие транспортные средства обычно изготавливаются с использованием автоматизированной («роботизированной») сварки MIG, но ремонт кузова обычно выполняется вручную, и в большинстве автомобильных мастерских используется процесс сварки MIG. .
- Производственные предприятия используют сварку MIG для соединения листового металла и различных металлических профилей.
- Строительная отрасль зависит от сварки малых и больших несущих элементов, таких как стальные балки и колонны.
 Сварка MIG обеспечивает необходимую скорость в быстро меняющихся условиях строительства.
Сварка MIG обеспечивает необходимую скорость в быстро меняющихся условиях строительства. - Трубосварщики часто используют процесс сварки MIG в нефтегазовой промышленности и в инфраструктурных проектах для соединения труб.
- Общий ремонт быстрее и эффективнее с GMAW. Но сварка TIG лучше подходит для ремонтных работ, если вам нужно самое высокое качество сварки.
Подробнее : Для чего используется сварка MIG?
Для любителей активного отдыха и отдельных профессионалов важнее всего то, насколько портативным и доступным стало оборудование для ручной сварки MIG. Сварочные аппараты MIG просты в настройке и часто работают с входным напряжением 110 В, что делает этот процесс сварки доступным для всех и практически в любом месте. Простота использования и гибкость делают GMAW обычным выбором для большинства сварочных работ. 9
Плюсы и минусы сварки MIG
Недостатки сварки MIG:
- Образуется больше брызг, искр и дыма, чем при сварке ВИГ
- Сварку МИГ нельзя использовать на открытом воздухе в ветреную погоду, так как защитный газ сдувается
- Внешний вид сварного шва не такой приятный по сравнению со сваркой ВИГ
- Требуются многочисленные расходные материалы это означает, что сменные наконечники и газовые сопла требуют частой замены, что делает процесс несколько дорогим.

- Сварка алюминия MIG часто требует дополнительного дорогостоящего оборудования, такого как шпульные пистолеты или двухтактные системы (Примечание: сварщик MIG должен иметь соединение для этих специализированных горелок)
- Меньше функций для контроля дуги по сравнению со сваркой TIG
- Пистолет для сварки алюминия ограничивает использование катушек малого диаметра, увеличивая затраты на проволоку, поскольку дешевле покупать большие катушки и требует более частой перезагрузки
- Горелку MIG часто сложно использовать использование в труднодоступных углах
Читайте также : Сварка МИГ и сварка ТИГ
Какое оборудование мне нужно для сварки МИГ?
Для сварки MIG вам потребуется следующее оборудование:
- Сварочный аппарат MIG – источник постоянного напряжения со встроенным механизмом подачи проволоки. Если в сварочном аппарате нет устройства подачи проволоки, вам понадобится специальный аппарат для этой задачи.
 Большинство любительских и портативных профессиональных сварочных аппаратов объединяют механизм подачи проволоки с источником питания. У нас есть постоянно обновляемое подробное руководство по рекомендованным на рынке сварочным аппаратам MIG. Прочтите ее, если вы рассматриваете свой первый сварочный аппарат MIG, чтобы избежать покупки ненужных функций или аппаратов с завышенной ценой.
Большинство любительских и портативных профессиональных сварочных аппаратов объединяют механизм подачи проволоки с источником питания. У нас есть постоянно обновляемое подробное руководство по рекомендованным на рынке сварочным аппаратам MIG. Прочтите ее, если вы рассматриваете свой первый сварочный аппарат MIG, чтобы избежать покупки ненужных функций или аппаратов с завышенной ценой. - Горелка MIG – обычно идет в комплекте со сварочным аппаратом. Но примите во внимание рейтинг рабочего цикла горелки MIG. Например, горелка MIG для любителей, рассчитанная на рабочий цикл 40 % при токе 150 А, будет перегреваться при сварке стали толщиной 1/2 дюйма с выходным током 250 А.
- Баллон с защитным газом – вы можете купить или арендовать газовый баллон, но мы рекомендуем купить его. Прочтите наше руководство по размерам баллонов с защитным газом здесь.
- Регулятор защитного газа – двойной манометр, циферблатные регуляторы являются «стандартными», но регуляторы расходомера обеспечивают лучшую читаемость и надежность.
 Наше руководство по настройке давления газа для сварки MIG подробно описывает эту тему.
Наше руководство по настройке давления газа для сварки MIG подробно описывает эту тему. - Сварочная проволока MIG – вам нужна сплошная проволока MIG для дуговой сварки в среде защитных газов. Во многих установках MIG также можно использовать порошковую проволоку для FCAW — другого процесса, не требующего защитного газа.
- Маска сварщика – мы предлагаем маску сварщика с автоматическим затемнением, потому что она делает работу проще и приятнее, чем пассивный капюшон.
- Сварочные перчатки – приобретите пару прочных и долговечных кожаных перчаток. Брызги при сварке MIG могут поранить вас, поэтому наденьте прочные перчатки.
- Сварочные сапоги – никогда не используйте для сварки обычные кроссовки, так как расплавленный шлак может расплавить синтетические материалы и прожечь ткань, вызывая сильные ожоги. Вместо этого приобретите пару ботинок, сертифицированных для сварки. Сапоги с плюсневыми предохранителями предпочтительнее, потому что они обеспечивают дополнительную защиту от расплавленного мусора.

Карьера в сварке MIG
Сертифицированные сварщики MIG могут найти работу практически в любой отрасли, поскольку метод сварки широко распространен. Кроме того, сварке MIG легко научиться, и для прохождения сертификационных испытаний по сварке требуется всего несколько недель обучения. Таким образом, это отличная карьера для людей, которые любят практическую работу.
Почти каждому производственному предприятию требуются сертифицированные сварщики MIG. Если гибка, формовка, резка и сварка MIG сырьевых материалов кажутся интересными, вам может подойти работа сварщика-изготовителя. Средняя национальная заработная плата в США составляет 44 000 долларов, а самые преданные сварщики зарабатывают более 75 000 долларов в год.
Строители-металлурги также должны уметь сваривать. Хотя эта работа часто связана со сваркой электродом, сварка MIG предпочтительнее, когда место сварки защищено от сквозняков.
Создание собственного сварочного цеха — отличный способ построить карьеру на основе сварки MIG. Вы можете ремонтировать автомобили, сельскохозяйственную технику, инструменты, котлы и многое другое. Сварочные цеха также заключают контракты на изготовление строительных деталей, или вы можете работать в качестве субподрядчика на более крупном производственном предприятии.
Вы можете ремонтировать автомобили, сельскохозяйственную технику, инструменты, котлы и многое другое. Сварочные цеха также заключают контракты на изготовление строительных деталей, или вы можете работать в качестве субподрядчика на более крупном производственном предприятии.
Какой бы отраслью вы ни интересовались, высока вероятность того, что в ней есть большой спрос на сертифицированных сварщиков MIG. Мы предлагаем научиться сварке в признанной школе сварки, такой как школа сварки Талсы или школа сварки Lincoln Electric. В этих учебных заведениях вас хорошо научат и помогут найти прекрасную работу после окончания учебы.
Обертывание
Сварка MIG — широко распространенный метод соединения металлов. Это наименее сложный для освоения процесс дуговой сварки, который обеспечивает высокую скорость сварки. В результате процесс сварки MIG предлагает наиболее эффективный и продуктивный выбор для многих применений.
Поскольку электродная проволока подается автоматически, сварочное оборудование MIG легко настроить и использовать. Кроме того, сварочные аппараты MIG более доступны по цене, чем сварочные аппараты TIG. Но GMAW предлагает меньше функций для управления дугой.
Кроме того, сварочные аппараты MIG более доступны по цене, чем сварочные аппараты TIG. Но GMAW предлагает меньше функций для управления дугой.
Почти каждая отрасль промышленности зависит от сварки MIG. Несмотря на то, что существуют инновационные варианты сварки MIG, такие как холодный перенос металла Fronius («CMT»), традиционная сварка MIG останется основным методом соединения металлов в обозримом будущем.
Что такое сварка MIG – подробное понимание
Сварка, по определению, представляет собой процесс соединения двух металлов путем нагревания металлических поверхностей до температуры их плавления.
Однако процесс сварки не так прост, как кажется.
Сварка — это высокотехнологичный процесс с многочисленными типами и методами, которые может понять и применять на практике только квалифицированный персонал.
Существует множество видов сварки, а именно дуговая сварка, сварка трением, электронно-лучевая, лазерная сварка и сварка сопротивлением.
Среди этих типов наиболее распространена сварка в среде инертного газа (MIG), тип дуговой сварки.
Если вы новичок и хотите узнать все, что нужно знать о сварке MIG, этот подробный пост в блоге — ваш путь ко всей информации, которую вы ищете.
Что такое сварка MIG?
Metal Inert Gas (MIG) также известен как газовая дуговая сварка металлическим электродом (GMAW). Этот тип сварки в основном представляет собой процесс дуговой сварки, который соединяет два металла.
Это делается путем нагрева металлов с помощью дуги.
Эта дуга образуется между обрабатываемой поверхностью и постоянно подаваемым присадочным электродом.
Этот тип сварки использует защитный газ для защиты расплавленной ванны металла сварного шва от реакции с элементами, присутствующими в атмосфере.
Для сварки MIG требуется DCEP (положительный электрод постоянного тока), также известный как обратная полярность.
Как работает сварка MIG?
Прежде чем мы перейдем непосредственно к процессу сварки, вам необходимо ознакомиться с некоторыми важными терминами, которые помогут вам лучше понять процесс сварки MIG.
Ваш первый шаг на пути к сварке MIG – это понимание основ.
Характеристики сварного шва
Основной металл
Основной металл – это металл, который должен быть соединен сваркой.
Присадочный металл
Это металл, который добавляется в процессе соединения металлов.
Металл сварного шва
Металл сварного шва включает весь металл, который расплавляется и удерживается во время образования сварного шва.
Зона термического влияния
Зона термического влияния (ЗТВ) представляет собой часть основного металла, которая подвергается металлургическому воздействию, но не плавится в результате нагрева в процессе сварки.
Линия сплавления
Линия сплавления – это граница между ЗТВ и металлом сварного шва. Это в основном нестандартный термин, который используется для сварного соединения.
Зона сварки
Зона сварки состоит из ЗТВ и металла шва.
Сварочный аппарат/пистолет MIG
Чтобы понять, как работает дуговая сварка металлическим газом или сварка MIG, вам необходимо понять, что такое сварочный пистолет MIG.
Сварочная горелка MIG состоит из множества компонентов, в том числе переключателя управления, кабеля питания, контактного наконечника, газового сопла, газового шланга, канала электрода и источника питания, а также потока защитного газа.
Контактный наконечник обычно изготавливается из меди и иногда подвергается химической обработке. Это уменьшает брызги, образующиеся в процессе сварки.
Контактный наконечник подключается к источнику питания с помощью силового кабеля, который отвечает за передачу электрической энергии на электрод. Контактный наконечник должен быть подходящего размера, так как он будет определять площадь контакта между электродом и основным металлом.
Электродная проволока направляется и защищается трубкой электрода и вкладышем. Это помогает предотвратить коробление, а также обеспечивает бесперебойную подачу проволоки.
Газовое сопло отвечает за равномерное направление защитного газа в зону сварки. Если поток газа непостоянен, зона сварки не будет защищена должным образом.
Газовое сопло большего размера обеспечивает больший защитный эффект, что полезно при выполнении операций с большим током, образуя большую ванну расплавленного металла. Иногда вы также можете найти водяной шланг, подключенный к пистолету, который используется для охлаждения сварочного аппарата после операций с высокой температурой.
Устройство подачи проволоки обеспечивает подачу электроэнергии к заготовке и ее подачу по кабелепроводу и направляющему каналу, а также к контактному наконечнику.
Фактический процесс сварки МИГ
Сварку МИГ часто называют сваркой проволокой, поскольку в процессе используется проволочный электрод.
Проволочный электрод состоит из тонкой проволоки, которая непрерывно подается в сварочный аппарат с катушки с проволокой. Подача проволоки может быть порошковой или сплошной.
Порошковая проволока состоит из композитов, образованных из металлической оболочки с металлическим наполнителем или порошковым флюсом, тогда как сплошные проволоки представляют собой простые проволоки.
При нажатии на курок сварочного аппарата между концом этого проволочного электрода и заготовкой (обрабатываемым металлом) образуется дуга. Образующаяся дуга расплавляет заготовку и проволоку и образует сварочную ванну.
Проволока выполняет двойную функцию в процессе сварки MIG. Он служит источником тепла и присадочным металлом для соединения — отсюда и название сварка проволокой.
Провод непрерывно подается через контактную трубку из меди (контактный наконечник), которая проводит ток в провод.
Для защиты присадочного материала или заготовки от реакции с элементами окружающей среды при сварке MIG используется защитный газ.
Защитный газ подается через сопло, окружающее провод. Выбор защитного газа зависит от свариваемого материала и для чего он сваривается.
Сварка МИГ относится к полуавтоматическому процессу сварки, поскольку скорость подачи проволоки и длина дуги контролируются источником питания, а скорость перемещения и положение провода управляются вручную.
Напряжение и полярность
При сварке MIG проволока заряжена положительно и подключена к источнику постоянного напряжения.
Напряжение, используемое при сварке MIG, представляет собой постоянный ток (DC), который течет от отрицательной клеммы к положительной, подобно автомобильному аккумулятору.
Полярность также стандартная. Как упоминалось выше, используется положительный электрод D/C, что означает, что ручка сварочного аппарата MIG подключена к положительной стороне цепи.
Направление тока – от основного металла к рукоятке сварочного аппарата MIG.
Источник питания, который используется при сварке MIG, известен как источник постоянного напряжения. Сварочное напряжение регулируется и контролируется.
Режимы переноса металла
Существует четыре режима переноса металла, с помощью которых металл переносится с проволочного электрода в сварочную ванну.
- Режим короткого замыкания
- Шаровой режим
- Режим распыления
- Импульсный режим
Режим короткого замыкания
Режим короткого замыкания, также известный как режим погружения, характеризуется осаждением постоянно подаваемого электрода с металлическим сердечником или сплошной проволоки во время повторяющихся коротких замыканий.
Это низкотемпературный метод переноса металла.
Перенос металла происходит только тогда, когда электрод находится в физическом контакте с лужей расплавленного металла или основным материалом.
Короткозамыкающий режим переноса металла может выполняться во всех положениях, в том числе вертикально-вниз, вертикально-вверх, горизонтально, горизонтально и над головой.
Он достаточно хорошо справляется с плохой подгонкой, подходит для сварки труб, представляет собой режим с низким подводом тепла, который уменьшает деформацию сварного шва, более прост в использовании и имеет эффективность электрода 93% или более.
Шаровидный режим
При шаровидном переносе металла постоянно подаваемый электрод из металлической проволоки или сплошной проволоки осаждается не только при коротких замыканиях, но и при комбинации коротких замыканий и больших капель под действием силы тяжести.
Крупные капли неправильной формы. Он включает в себя переход между коротким замыканием и глобулярным переносом, причем последний начинается в точке, где заканчивается короткое замыкание.
Этот метод не предполагает контакта электрода с основным материалом.
К многочисленным преимуществам шарового способа переноса металла относятся его способность выполнять сварные швы на исключительно высоких скоростях, использование недорогого углекислого газа в качестве защитного газа, недорогие электроды с металлическим сердечником или сплошные электроды и оборудование.
Режим распыления
Режим распыления представляет собой высокоэнергетический режим переноса металла, при котором непрерывно подаваемый порошковый или сплошной проволочный электрод осаждается при достаточно высоком уровне энергии.
Это приводит к постоянному потоку мелких капель расплавленного металла, в отличие от метода шаровидного переноса, при котором образуются капли неправильной формы.
Режим распыления имеет ряд преимуществ, таких как КПД электрода до 98 %, высокая скорость укладки, отличный внешний вид наплавленного валика, возможность использования широкого спектра присадочных металлов и диаметров электродов, легкая очистка после сварки , большая простота использования, отсутствие брызг при сварке и возможность адаптации к жестким автоматизированным, роботизированным и полуавтоматическим приложениям.
Импульсный режим
Этот метод представляет собой строго контролируемый вариант режима распыления. Сварочный ток варьируется между высоким и низким уровнями тока.
Перенос металла происходит в виде одной расплавленной капли при высоком уровне тока.
Импульсный режим переноса металла при сварке МИГ имеет наибольшее количество преимуществ по сравнению со всеми другими режимами переноса металла.
Практически не разбрызгивается, обладает высокой стойкостью, отсутствием дефектов плавления, образует наплавленный шов с превосходным внешним видом, привлекателен для оператора, имеет более низкий уровень деформации, вызванной нагреванием, имеет возможность сварки в нерабочем положении, поставляется с 9КПД электрода 8%, и он хорошо подходит для робототехники и автоматизации.
Защитные газы
Как упоминалось ранее в этом сообщении блога, при сварке MIG используются защитные газы для защиты расплавленной сварочной ванны от реакции с кислородом и другими элементами, присутствующими в атмосфере.
Однако это не единственная функция защитных газов.
Защитные газы оказывают значительное влияние на перенос металла и стабильность дуги.
Другие функции, которые он выполняет, включают:
- Формирование плазмы дуги
- Стабилизация корней дуги на поверхности материала
- Обеспечение плавного перехода капель расплавленного металла с проволоки в сварочную ванну
Тип газа, который используется при сварке MIG, определяет глубину проникновения сварного шва в свариваемый металл, механические характеристики сварного шва и характеристики сварочной дуги.
Защитными газами, которые обычно используются при сварке MIG, являются аргон, углекислый газ, кислород и специальная смесь газов с гелием.
Защитные газы, используемые для сварки различных металлов, также различаются. Для сварки сталей обычно используются газы, содержащие 5-25% углекислого газа и смесь аргона и 2-5% кислорода.
Для цветных металлов обычно используют аргон и смесь гелия и аргона.
Какие металлы можно сваривать MIG?
Одна из основных причин, почему сварка MIG так распространена, заключается в том, что ее можно использовать для сварки любого металла (почти).
Хотя качество сварки при сварке МИГ не превосходит другие виды сварки, сварка МИГ является одним из самых быстрых и экономичных сварочных процессов.
Кроме того, сварные швы MIG великолепны, если не идеальны.
Металлы, которые чаще всего свариваются этим типом сварки, включают нержавеющую сталь, углеродистую сталь и алюминий, при этом углеродистая сталь является наиболее легким металлом для сварки MIG.
Применение сварки МИГ
Сварка МИГ является наиболее часто используемым типом сварки. Его применение разнообразно и довольно широко распространено.
Некоторые из наиболее важных областей применения сварки МИГ перечислены ниже:
- Наиболее распространенная область применения сварки МИГ — автомобильная промышленность. Независимо от размера автомобиля, для ремонта автомобилей используется сварка MIG.
 Причина, по которой сварка МИГ является лучшим выбором для ремонта автомобилей, заключается в том, что она обеспечивает прочные и надежные сварные швы толщиной до 0,5 мм. Он не только формирует эффективные и долговечные сварные швы, но также экономит время и деньги
Причина, по которой сварка МИГ является лучшим выбором для ремонта автомобилей, заключается в том, что она обеспечивает прочные и надежные сварные швы толщиной до 0,5 мм. Он не только формирует эффективные и долговечные сварные швы, но также экономит время и деньги
Преимущества сварки МИГ
Использование сварки МИГ широко распространено по вполне понятным причинам – высококачественные сварные швы цветных и черных сплавов по относительно низкой цене.
Обладает многочисленными преимуществами:
- Может соединять многие типы материалов
- Может соединять материалы разной толщины
- Компоненты оборудования просты и поэтому легко доступны на рынке по очень доступным ценам. цены
- КПД электродов при сварке МИГ выше (92-98%) по сравнению с другими видами сварки
- Сварка МИГ связана с более высоким фактором оператора и производительностью сварщика
- Может быть легко адаптирована для жесткой автоматизации, высокоскоростной роботизированные и полуавтоматические применения
- Сварка МИГ имеет возможность сварки во всех положениях
- Внешний вид сварного шва, образованного при сварке МИГ, превосходный
- Нагар водородного нагара при сварке МИГ ниже
- Требуется меньшее тепловложение по сравнению с другими видами сварки
- При сварке MIG сведены к минимуму шлак и брызги, что делает очистку сварного шва легкой и быстрой
- Меньшее количество сварочного дыма при сварке МИГ, что делает ее более безопасной для сварщиков
- Стоимость наплавленного металла/длины ниже, что делает сварку МИГ экономически эффективным сварочным процессом
- Уровень квалификации, необходимый для сварки МИГ, ниже, чем для других видов сварки, что делает его подходящим для начинающих
- Сварочная проволока при сварке МИГ работает непрерывно с меньшим временем простоя для замены электродов
- Сварка МИГ отлично подходит для прихватки и точечной сварки
Ограничения сварки МИГ
Используемый тип сварки имеет определенные ограничения.
- Метод переноса металла с коротким замыканием представляет собой режим с низким подводом тепла, который ограничивает использование этого метода более тонкими материалами
- Режим переноса распылением представляет собой режим с высокой погонной энергией, который ограничивает использование этого типа сварки более толстыми материалами
- Режим переноса распылением подходит для горизонтальной и плоской сварки только потому, режим ввода
- Аргон обычно используется в качестве защитного газа в режиме распыления и импульсном режиме метапереноса, что значительно дороже чистого, 100% диоксида углерода
- Сварщик должен находиться рядом с аппаратом MIG
- Использование сварки МИГ ограничено сваркой внутри помещений, так как ветер является основным воздействующим фактором на открытом воздухе
- Баллон с газом всегда необходим для сварки МИГ
- Поскольку контактные наконечники часто покрываются брызгами, они заедают
- Для получения качественных сварных швов необходимо, чтобы все части сварочного аппарата MIG работали безупречно.
 Однако довольно сложно выяснить, что именно не так с аппаратом
Однако довольно сложно выяснить, что именно не так с аппаратом
Использование дуговой сварки металлическим газом (GMAW) является наиболее часто используемым типом сварки по ряду причин, в первую очередь из-за уровня квалификации. необходимое для этого вида сварки меньше, чем для сварки электродом.
Облегчает работу новичкам. Сварка MIG не только проста, но и очень эффективна, быстра и экономична, что способствует ее широкому использованию в ряде производственных отраслей.
Похожие вопросы
Для чего используется сварка MIG?
Сварка MIG подходит для небольших сварочных работ небольшого объема, которые выполняются в металлообрабатывающих мастерских и на заводах.
В чем разница между сваркой MIG и TIG?
Основное различие между двумя типами сварки заключается в том, что при сварке MIG используется присадочный материал, который проходит от проволоки через сварочную горелку. Эта проволока несет с собой электрический ток и является фактической частью процесса сварки.
В чем преимущество сварки MIG?
Основным преимуществом сварки MIG является формирование высококачественных сварных швов на гораздо более высокой скорости.
MIG, TIG, Arc и многое другое
перейти к содержаниюWeldingMetal
Сварка — это процесс, используемый в производстве на протяжении тысячелетий. Различные виды сварки помогают производителям ковать мечи, строить корабли, мебель и многое другое. Существует множество видов сварки, каждый из которых имеет конкретное практическое применение. Когда вы начнете, вы обнаружите, что некоторые виды сварки легче освоить, в то время как на освоение других процессов могут уйти годы. Различные виды сварки работают внутри помещений, а другие лучше всего применять на открытом воздухе. Читайте дальше, чтобы узнать больше о типах сварки и определить, какой из них лучше всего соответствует вашим потребностям.
Какие бывают виды сварки?
Существует множество различных видов сварки для различных уровней опыта и областей применения.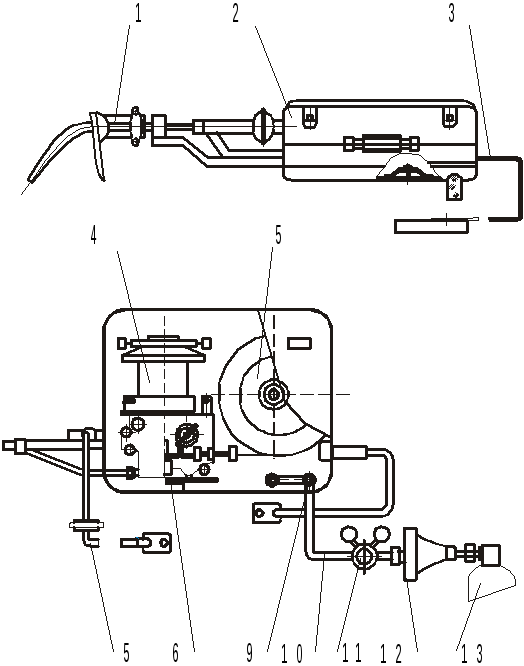 Вы можете определить, какой тип сварки вам подходит, изучив свой опыт сварки и какие материалы вы хотели бы сваривать. В то время как некоторые типы сварки создают чистые валики и требуют минимальной очистки, другие типы сварных швов создают большие сварные швы, которые требуют очистки от большего количества шлака. Некоторые виды сварки подходят только для черных металлов, другие более универсальны. Мы составили краткий список нескольких распространенных типов сварки, их плюсов и минусов.
Вы можете определить, какой тип сварки вам подходит, изучив свой опыт сварки и какие материалы вы хотели бы сваривать. В то время как некоторые типы сварки создают чистые валики и требуют минимальной очистки, другие типы сварных швов создают большие сварные швы, которые требуют очистки от большего количества шлака. Некоторые виды сварки подходят только для черных металлов, другие более универсальны. Мы составили краткий список нескольких распространенных типов сварки, их плюсов и минусов.
| Тип | Плюсы | Минусы |
|---|---|---|
| Сварка MIG – Дуговая сварка металлическим электродом в среде защитного газа (GMAW) | MIG отлично подходит для быстрой сварки больших и толстых материалов. Это самый удобный вид сварки для начинающих. | Сварные швы MIG не такие точные, прочные и чистые, как сварные швы TIG. Материалы заготовки должны быть полностью очищены от ржавчины или шлака. |
| Сварка ВИГ – Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) | TIG обладает высокой точностью и универсальностью, что позволяет вам соединять широкий спектр небольших и тонких материалов. Он отлично подходит для сварки цветных металлов. | Сварке TIGсложнее научиться, что делает ее более медленным процессом с более длительным временем выполнения и более высокими производственными затратами. |
| Сварка стержнем – Дуговая сварка в защитном металле (SMAW) | Ручная сварка очень универсальна, недорога и проста в освоении. Его можно использовать на различных металлических сплавах. | Расходуемые электроды необходимо часто заменять, а шлак необходимо удалять после сварки, что замедляет процесс. |
| Сварка под флюсом – дуговая сварка порошковой проволокой (FCAW) | Сварка под флюсом не использует защитный газ, поэтому ее можно использовать на открытом воздухе и в ветреную погоду. Его также можно использовать на различных металлических сплавах. Его также можно использовать на различных металлических сплавах. | Присадочный материал дороже по сравнению с другими видами дуговой сварки. Кроме того, при дуговой сварке выделяется больше дыма и дыма, чем при других видах дуговой сварки. |
| Сварка энергетическим лучом (EBW) | Сварка энергетическим лучом позволяет сваривать толстые и тонкие материалы, а также разнородные металлы с разной температурой плавления и проводимостью. Электронная сварка точна и дает сварщику контроль над процессом. | Материалы усаживаются и охлаждаются после соединения, что может привести к растрескиванию и искривлению в месте сварки. |
| Сварка атомным водородом (AHW) | Сварка атомарным водородом может достигать температуры до 4000 ° C, что позволяет сваривать вольфрам, самый тугоплавкий металл. Водород предотвращает окисление и загрязнение материалов. Этот процесс не требует флюса. | Сварка атомным водородом заменяется дуговой сваркой металлическим газом из-за доступности недорогих инертных газов. |
| Кислородно-ацетиленовая сварка | Кислородно-ацетиленовая горелка легкая, компактная и бесшумная. Кислородно-ацетиленовые горелки могут легко резать железосодержащие материалы толщиной до 8 дюймов. Вы можете использовать кислородно-ацетиленовый газ для резки, пайки и сварки стали. | Ацетиленовое топливо дороже по сравнению с другими видами топлива. |
| Плазменная дуговая сварка | Горелки для плазменной сваркиобеспечивают полный контроль над дугой и высокое качество сварки. Сварные швы чистые, ровные и прочные. | Оборудование для плазменной сварки стоит дорого, поэтому затраты на ввод в эксплуатацию высоки. Это более специализированный сварочный процесс, который требует больше времени для первоначального обучения. |
Сварка MIG
Сварка металлов в среде инертного газа (MIG) — это процесс дуговой сварки, в котором для получения сварного шва используется сплошной проволочный электрод. Электрод подается в сварочный пистолет и нагревается. Это простой вид сварки для новичков.
Сварка ВИГ
Сварка вольфрамовым электродом в среде инертного газа (ВИГ) представляет собой процесс дуговой сварки, в котором для получения сварного шва используется неплавящийся вольфрамовый электрод. Это точная форма сварки, позволяющая сварщику регулировать силу тока и расход газа. Сварка TIG наиболее эффективна для более деликатных материалов и может использоваться для сварки как черных, так и цветных металлов.
Сварка электродом или дуговая сварка
Сварка электродом – это процесс ручной дуговой сварки, в котором используется расходуемый электрод, покрытый флюсом, для выполнения сварного шва. Он обеспечивает прочные сварные швы и хорошо работает с более толстыми материалами. Это универсальный сварочный процесс, он прост в настройке оборудования и, как правило, прост в освоении.
Это универсальный сварочный процесс, он прост в настройке оборудования и, как правило, прост в освоении.
Сварка под флюсом
Сварка под флюсом — это полуавтоматический или автоматический процесс дуговой сварки, в котором используется плавящийся электрод с непрерывной подачей. Электрод содержит флюсовый сердечник, который обеспечивает защиту сварного шва от атмосферы, что делает его очень портативным и универсальным.
Плазменно-дуговая сварка
Плазменно-дуговая сварка образует электрическую дугу между неплавящимся электродом и заготовкой. Процесс характеризуется высокой температурой и концентрацией энергии, что позволяет сварщику выполнять глубокие и узкие швы на высоких скоростях.
Сварка в кислородно-ацетиленовой среде
При сварке в кислородно-ацетиленовой среде для сварки или резки металлов используются горючие газы и кислород. Кислород повышает температуру пламени, обеспечивая локальное плавление материала заготовки.
Какой тип сварного шва самый прочный?
Ни один тип сварки не является самым прочным среди всех видов сварки. Самый прочный сварной шов зависит от типа металла, толщины материала и ожидаемой весовой нагрузки на сварной шов. Сварка TIG обеспечивает самые чистые сварные швы в обычных условиях, потому что большее количество присадочного металла попадает непосредственно в соединение и производит меньше брызг. Он также идеально подходит для более тонких материалов, требующих более точных сварных швов. Сварка MIG обеспечивает наиболее стабильные сварные швы и является самым простым типом сварки для начинающих. Сварка под флюсом создает самые прочные сварные швы в более толстых материалах. Проволока с флюсовой сердцевиной позволяет сварному шву остывать медленнее, что создает более прочное и стабильное сварное соединение.
Самый прочный сварной шов зависит от типа металла, толщины материала и ожидаемой весовой нагрузки на сварной шов. Сварка TIG обеспечивает самые чистые сварные швы в обычных условиях, потому что большее количество присадочного металла попадает непосредственно в соединение и производит меньше брызг. Он также идеально подходит для более тонких материалов, требующих более точных сварных швов. Сварка MIG обеспечивает наиболее стабильные сварные швы и является самым простым типом сварки для начинающих. Сварка под флюсом создает самые прочные сварные швы в более толстых материалах. Проволока с флюсовой сердцевиной позволяет сварному шву остывать медленнее, что создает более прочное и стабильное сварное соединение.
Какой вид сварки следует изучить?
При определении типа сварки, который вы должны изучить, вы можете спланировать тип материалов, с которыми вы хотели бы работать, количество времени, которое вам нужно для обучения, и ресурсы, которые у вас есть. Сварка MIG — самый удобный вид сварки для начинающих. Это более быстрый процесс, которому легко научиться и который прощает ошибки. Сварка TIG — это более медленный процесс, который требует больше времени для освоения и обеспечивает более точные сварные швы на различных типах материалов.
Это более быстрый процесс, которому легко научиться и который прощает ошибки. Сварка TIG — это более медленный процесс, который требует больше времени для освоения и обеспечивает более точные сварные швы на различных типах материалов.
Каким видам сварки можно научиться в Крусибле?
В Крусибле начальные и продвинутые классы обучаются четырем различным видам сварки: кислородно-ацетиленовой газовой сварке, дуговой или электродуговой сварке, сварке МИГ и сварке ВИГ. Начните с начального курса по сварке MIG или попробуйте все четыре типа на нашем курсе «Изучение сварки». Crucible также предлагает курсы сварки TIG для начинающих и продвинутых, которые познакомят вас с работой с различными материалами. В классе дуговой сварки вы узнаете, как использовать электрическую дугу для создания тепла для плавления и соединения металлов. Дуговая сварка — отличный метод для сложных соединений и положений сварки. Курс кислородно-ацетиленовой сварки Crucible научит вас сваривать с использованием тепла, выделяемого горящими газами. Кислородно-ацетиленовая сварка – один из самых универсальных видов сварки. Вы можете использовать его для сварки железа или стали, а также использовать тепло для резки, пайки и сварки металлов. Он пригодится для удаления ржавчины или окалины с металлов, а также для ослабления заржавевших гаек и болтов.
Кислородно-ацетиленовая сварка – один из самых универсальных видов сварки. Вы можете использовать его для сварки железа или стали, а также использовать тепло для резки, пайки и сварки металлов. Он пригодится для удаления ржавчины или окалины с металлов, а также для ослабления заржавевших гаек и болтов.
Виды сварки Часто задаваемые вопросы
Какой вид сварки лучше?
Тип сварки, который подойдет вам лучше всего, зависит от вашего опыта, материалов и проектов. Сварке MIG, как правило, легче всего научиться. Сварка TIG — это более медленный и точный процесс, который работает со многими различными типами материалов. Дуговая и кислородно-ацетиленовая сварка обеспечивают прочные сварные швы на толстых материалах и могут работать на открытом воздухе и под водой.
В чем разница между сваркой MIG и TIG?
При сварке MIG и TIG используется дуга для создания тепла и сварки металлов; однако разница между ними заключается в способе использования дуги. MIG использует проволочный сварочный электрод, который постоянно перемещается по сварочному аппарату на катушке для выработки тепла. TIG использует вольфрамовый электрод, который создает электрическую дугу между горелкой и материалами.
TIG использует вольфрамовый электрод, который создает электрическую дугу между горелкой и материалами.
Какому способу сварки легче всего научиться?
Сварка МИГ, как правило, самый простой вид сварки для начинающих. Сварочные аппараты MIG используют подающую проволоку, которая проходит через аппарат с заданной скоростью. Это делает процесс относительно быстрым и обеспечивает стабильные сварные швы.
Какому виду сварки труднее всего научиться?
Сварка ВИГ является самой сложной формой сварки для изучения по целому ряду причин. Процесс сварки TIG медленный и требует времени, чтобы привыкнуть к нему новичку. Сварщику TIG требуется ножная педаль для подачи электрода и управления переменным током, удерживая при этом устойчивую руку у сварочной горелки. Это дает сварщику больше контроля над процессом, но новичку может потребоваться больше времени для обучения.
Продолжить изучение металлических направляющих
Узнайте, как работать с механическими молотами и как они работают, из этого вводного руководства по кузнечному делу с помощью силового молота. …
…
Подробнее →
Задумывались ли вы, чем занимается литейный цех? Узнайте о разнице между черными и цветными металлами и о том, как начать литейную карьеру….
Подробнее →
Узнайте о различных способах литья бронзы в литейном и ювелирном производстве, а также о том, как начать работу, из этого руководства для начинающих. к бронзовому литью….
Подробнее →
Узнайте о различных типах литья по выплавляемым моделям, от металлов до стекла, и о том, как начать работу, из этого руководства для начинающих по литью по выплавляемым моделям….
Подробнее →
Узнайте, как построить собственное кузнечная кузница и станьте кузнецом с помощью этого пошагового руководства….
Подробнее →
Узнайте все, что вы хотели знать о литье металлов от типов форм до различных методов литья….
Подробнее →
Вы можете научиться сваривать металл
В Горниле еженедельно предлагаются новые курсы сварки.
Скульптура из стали
Узнайте, как сваривать стальные скульптуры, на этом занятии по развитию творческих навыков и созданию проектов. Используя сварочный аппарат MIG, плазменный резак и кислородно-ацетиленовую горелку, вы получите…
Используя сварочный аппарат MIG, плазменный резак и кислородно-ацетиленовую горелку, вы получите…
Узнать больше и зарегистрироваться →
Сварка TIG I
TIG (вольфрам в инертном газе) или GTAW (дуговая сварка вольфрамовым электродом) это тип сварки, обычно используемый для тонких работ и цветных металлов. Он использует источник питания переменного/постоянного тока,…
Узнать больше и зарегистрироваться →
Сварка МИГ
МИГ (металл в среде инертного газа) — самый распространенный вид современной сварки. Это процесс, при котором сварочный аппарат фокусирует электричество на движущейся металлической проволоке, которая подается по шлангу…
Узнать больше и зарегистрироваться →
Лаборатория сварки MIG и TIG
Лабораторные занятия являются большим преимуществом, исключительно для участников Крусибл! Практикуйте навыки, которые вы изучаете в классе, и открывайте новые возможности в своем ремесле. Инструкция не предоставляется. ..
..
Узнать больше и зарегистрироваться →
3-часовой дегустационный курс: сварка MIG
3-часовой дегустационный курс — это отличный способ изучить новый вид искусства без более глубокого изучения полного курса. После базового ознакомления со сваркой металлов в среде инертного газа (MIG), плазменной…
Узнать больше и зарегистрироваться →
3-часовой дегустатор: дуговая сварка
3-часовой дегустатор — отличный способ изучить новый вид искусства без более глубокой приверженности полному курсу. После базового ознакомления со сваркой электродом попробуйте свои силы в создании…
Узнать больше и зарегистрироваться →
Дуговая сварка I
Научитесь соединять куски металла с помощью дуговой сварки, также известной как дуговая сварка. Инструкторы научат вас резать металл горячим пламенем кислородно-ацетиленовой горелки и использовать…
Узнать больше и зарегистрироваться →
Изучение сварки
Не можете решить, какой тип сварки выбрать? Исследуйте различные возможности кислородно-ацетиленовой сварки, электродуговой сварки, инертного газа с металлом (MIG) и инертного газа с вольфрамом (TIG). Вы получите…
Вы получите…
Узнать больше и зарегистрироваться →
Музыка ветра
Создайте свою собственную сварную музыку ветра! Учащиеся будут сваривать прямоугольную металлическую коробку для ветряных колокольчиков, плазменной резкой их уникальный дизайн по бокам, а также подвешивать стальную цепь, крюки и резать металл… сварка вольфрамовым электродом в среде инертного газа) — это высокоточный метод сварки, при котором получаются чистые и целенаправленные сварные швы на любых материалах — от сверхтонких до очень толстых. Вы узнаете…
Узнать больше и зарегистрироваться →
Молодежная сварка MIG
MIG (металл в среде инертного газа) — самый распространенный вид современной сварки. Это процесс, при котором сварочный аппарат фокусирует электричество на движущейся металлической проволоке, которая подается через шланг…
Узнать больше и зарегистрироваться →
Сварка TIG II
Этот курс расширяет базовые навыки, которым обучают в TIG. Сварка I. Учащимся будет предложен ряд технических упражнений, предназначенных для улучшения их концентрации и контроля, повторения…
Сварка I. Учащимся будет предложен ряд технических упражнений, предназначенных для улучшения их концентрации и контроля, повторения…
Узнать больше и зарегистрироваться →
Музыка ветра
Создайте свою собственную сварную музыку ветра! Учащиеся сварят металлический прямоугольный короб для колокольчиков, вырежут плазмой уникальный дизайн по бокам и повесят стальную цепь, крючки и нарежут металл…
Узнать больше и зарегистрироваться →
Изготовление металлической мебели
Оригинальная металлическая мебель для вашего дома! Помимо базовой сварки MIG, этот курс фокусируется на проектировании и изготовлении функциональных и эстетически привлекательных…
Узнать больше и зарегистрироваться →
Молодежь изучает сварку
Молодежь может изучить три различных типа сварки: сварка в среде инертного газа (MIG), электродуговая/стержневая (ARC) и кислородно-ацетиленовая. Во время этого введения студенты получат представление о. ..
..
Узнать больше и зарегистрироваться →
МАГАЗИН СВАРКИ
2021-06-16T08:16:02-07:00 Ссылка для загрузки страницыПерейти к началу
Преимущества автоматических сварочных аппаратов по сравнению с ручными сварочными аппаратами
Если вы новичок в мире сварки или ваш бизнес связан только с мелкими сварочными работами, возможно, вы имели опыт ручной сварки. Как следует из названия, здесь сварочные операции выполняются сварщиком-человеком. Успех сварочных проектов во многом зависит от набора навыков человека, выполняющего задачи.
Однако в последние годы все больше и больше компаний делают выбор в пользу автоматической сварки. То, что когда-то использовалось только крупными организациями для крупномасштабных сварочных проектов — например, массовое производство автомобилей — малые и средние предприятия теперь переняли автоматизацию сварки.
Что такое автоматическая сварка?
Может показаться неожиданным, но автоматическая сварка, также известная как автоматическая сварка, существует с 1960-х годов. Технология автоматической сварки, впервые использованная в автомобильной промышленности, теперь используется многими другими производителями.
Технология автоматической сварки, впервые использованная в автомобильной промышленности, теперь используется многими другими производителями.
Автоматическая сварка означает, что сварка выполняется машиной, которая выполняет большую часть работы, хотя для одной из двух ролей требуется присутствие человека. Первая роль заключается в управлении машиной, когда используется полуавтоматическая сварка. Вторую роль играет человек, наблюдающий за процессом сварки и обеспечивающий правильную работу машины.
Как автоматизация процесса сварки поможет вам и вашему бизнесу? Чтобы ответить на этот вопрос полностью, вот основные преимущества автоматической сварки по сравнению с ручной.
Дополнительная производительность
Если вы ежедневно выполняете большое количество сварочных операций, с точки зрения производительности имеет смысл использовать автоматическую сварку. Даже если у вас есть опытные сварщики, работающие над задачами вручную, они даже близко не смогут приблизиться к уровням производства, достигнутым за счет автоматизации.
Причина этого проста: автоматическое производство дает возможность постоянно повторять цикл сварки. Машина может продолжать работать в течение дня без каких-либо замедлений или снижения качества.
Чего нельзя сказать о ручной сварке. При использовании ручного маршрута вы должны учитывать предел, который может достичь сварщик-человек. Хотя они могут работать часами, у всех сотрудников есть порог, и если его превысить, они будут напряжены, и в результате качество их работы резко упадет. Вы также не можете объяснить, что сварщик заболел и ему пришлось отпроситься с работы.
Без ухудшения качества
Как уже отмечалось в предыдущем разделе, вам не нужно беспокоиться о том, что качество сварки может быть разным. Благодаря тому, как работает автоматический сварочный аппарат, каждый производимый продукт имеет одинаковое качество. Нет никакой разницы в том, как один сварной шов выглядит по сравнению с другим.
Такого стабильного качества не могут достичь даже самые опытные сварщики. Ни один рабочий не может соответствовать 100% постоянству, которое производит машина. Человеческая ошибка всегда будет возникать в какой-то момент, будь то из-за самодовольства или из-за настоящей ошибки.
Ни один рабочий не может соответствовать 100% постоянству, которое производит машина. Человеческая ошибка всегда будет возникать в какой-то момент, будь то из-за самодовольства или из-за настоящей ошибки.
Помимо человеческой ошибки, при ручной сварке могут возникнуть и другие проблемы с качеством. Эти проблемы включают неглубокое проплавление, пористость и образование сварочных брызг. Однако с автоматическим сварочным аппаратом, выполняющим эту работу, такие проблемы не вызывают беспокойства.
Гибкая система
В сравнении с ручной сваркой обе стороны получают преимущества с точки зрения гибкости. Например, человек-сварщик может легко перемещаться с одного рабочего места на другое. Это означает, что они могут выполнять несколько различных сварочных задач в течение ограниченного периода времени и, как правило, быстрее, чем при использовании сварочного автомата.
Однако не стоит недооценивать гибкость автоматизации. Эти сварочные аппараты сконструированы таким образом, что они могут выполнять любую возможную регулировку, необходимую для соответствия вашим сварочным операциям. Добавьте к этому их легкую мобильность, и автоматические системы обеспечат высокий уровень гибкости.
Добавьте к этому их легкую мобильность, и автоматические системы обеспечат высокий уровень гибкости.
Меньший спрос на сотрудников
Ладно, ни один бизнес не любит, когда люди теряют работу. Однако работники стоят дорого. Особенно это касается высококвалифицированных сварщиков. Кроме того, вы не только должны покрывать их заработную плату, но также должны учитывать другие льготы и расходы, которые необходимо покрывать для работников, работающих полный рабочий день.
Автоматическая система позволяет значительно снизить эти затраты. Хотя вам все равно нужно будет нанять кого-то для управления машиной, он не обязательно должен быть опытным сварщиком. Им просто нужно научиться управлять машиной по мере необходимости.
Кроме того, производственные затраты также значительно снизятся. Поскольку человеческие ошибки, как правило, исключаются из уравнения, количество производственных отходов резко снижается. Вам также не нужно беспокоиться о травмах сотрудников в результате несчастного случая на сварке.
Разумное долгосрочное вложение
Когда вы посмотрите на цены на автоматический сварочный аппарат, вы можете подумать, что они слишком высоки для ваших нужд. Это особенно актуально для начинающего бизнеса, который ищет более дешевое оборудование, также известное как инструменты для ручной сварки. Несмотря на то, что вы можете найти недорогие сварочные автоматы, некоторым все же может показаться, что ручная сварка является более экономичным вариантом.
При этом автоматизация сварки в долгосрочной перспективе обеспечивает рентабельность.
Это правда: Инвестиции в ручную сварочную установку изначально дешевле. Это даже в том случае, когда вы учитываете сварочные материалы и необходимость нанять квалифицированного сварщика. Тем не менее, этот подход может оказаться более дорогим в долгосрочной перспективе. Как упоминалось ранее, необходимо учитывать постоянные затраты на оплату труда и производственные отходы. Вскоре они накапливаются, что в долгосрочной перспективе дает преимущество сварочному автомату.
Даже при всех этих преимуществах в пользу автоматических сварочных аппаратов решение о том, какой вариант лучше, в конечном итоге зависит от ваших планов. Тем не менее, если вы хотите увеличить производительность, максимально повысить качество и снизить затраты, автоматическая сварка — это то, что вам нужно.
Нужна поддержка или совет? Позвоните нам! Мы рады помочь!
Сварка МИГ – Как сварить МИГ, обзор процесса и настройка аппарата
Что такое сварка МИГ?
Сварка MIG — это аббревиатура от Metal Inert Gas Welding. Этот процесс был разработан в 1940-х годах и считается полуавтоматическим. Это означает, что от сварщика по-прежнему требуются навыки, но сварочный аппарат MIG будет постоянно заполнять свариваемый шов, и электроды не нужно менять между сварками.
Сварка MIG Сварочные аппараты MIG состоят из четырех основных частей, необходимых для сварки. Во-первых, это источник питания для сварки MIG, который обеспечивает электричество для создания тепла. Во-вторых, это система подачи проволоки, которая подает проволоку с катушки на сварной шов. Третий – ручка с триггером, который управляет механизмом подачи проволоки, подающим проволоку с катушки к сварному соединению. Он очень похож на бесконечный тормозной трос велосипеда. Четвертый – защитный газ для защиты сварного шва от воздуха.
Во-вторых, это система подачи проволоки, которая подает проволоку с катушки на сварной шов. Третий – ручка с триггером, который управляет механизмом подачи проволоки, подающим проволоку с катушки к сварному соединению. Он очень похож на бесконечный тормозной трос велосипеда. Четвертый – защитный газ для защиты сварного шва от воздуха.
Для чего используется сварка MIG?
Сварка MIG чаще всего используется в производственных цехах с высокой производительностью, и маловероятно, что ветер сдует вашу газовую защиту. Его основное назначение – производство и обработка листового металла.
MIG Welding Names
Тем, кто ищет работу сварщика, рекомендуется знать все названия, под которыми известен этот процесс. Работодатели могут использовать другие имена в объявлениях или на письменном тесте.
Когда он был впервые разработан, он назывался (GMA) Gas Metal Arc. Он также известен как; GMAW или дуговая сварка металлическим газом. Технически различия в названиях заключаются в типе используемого газа, инертного газа и неинертного газа. GMAW или
Дуговая сварка металлическим газом — это официальное название, используемое в сертификатах сварки и инженерами.
Как работает сварка MIG?
Сварка MIG требует трех вещей: электричества для производства тепла, электрода для заполнения шва и защитного газа для защиты сварного шва от воздуха. Сварка MIG выполняется с использованием очень маленького электрода, который подается непрерывно, в то время как оператор контролирует объем сварного шва. В некоторых случаях, когда робот берет на себя этот процесс, он становится автоматической сваркой.
Все это работает следующим образом: сварщик нажимает на спусковой крючок горелки MIG, затем электричество заряжает электрод, в то время как подача начинает подавать проволоку, и, наконец, защитный газ подается через сопло горелки MIG. Что происходит, как только электрод соприкасается с металлом, он образует дугу и начинает плавить сварной шов и присадочный металл одновременно, будучи защищенным от воздуха защитным газом.
Что происходит, как только электрод соприкасается с металлом, он образует дугу и начинает плавить сварной шов и присадочный металл одновременно, будучи защищенным от воздуха защитным газом.
Легко ли научиться сварке MIG?
MIG очень прост по сравнению со сваркой Stick и TIG. Есть подвох. Сварка MIG проста, но знание того, как настроить оборудование, может быть затруднено в зависимости от типа используемого оборудования. Я работал в цехах, где сварщики умели сваривать, но не умели настраивать свои машины, что делало их бесполезными.
В наши дни новые сварочные аппараты MIG, выходящие на рынок, не требуют особых знаний, и каждый может сваривать с ними. На изображении ниже показан MillerMatic 211, и все, что вам нужно сделать, это повернуть циферблат в соответствии с толщиной металла и нажать на спусковой крючок.
MillerMatic 211 Сварочный аппарат MIG для начинающихТип напряжения и полярность сварки MIG
Сварка MIG, в отличие от большинства других сварочных процессов, имеет один стандартный тип напряжения и тип полярности. Используемое напряжение представляет собой постоянный ток постоянного тока, очень похожий на ток в автомобильном аккумуляторе. Постоянный ток течет в одном направлении, от минуса (-) к плюсу (+).
Используемое напряжение представляет собой постоянный ток постоянного тока, очень похожий на ток в автомобильном аккумуляторе. Постоянный ток течет в одном направлении, от минуса (-) к плюсу (+).
Используемая полярность также является стандартной и представляет собой положительную (+) электроду постоянного тока. Это означает, что ручка является положительной стороной цепи, или можно сказать, что электричество течет от металла к сварочной ручке.
Источник питания, используемый для сварки MIG, называется «источник постоянного напряжения». При сварке MIG контролируется и регулируется напряжение. При сравнении сварки MIG с дуговой сваркой или сваркой TIG сварочные аппараты MIG используют настройки напряжения для настройки аппарата. Аппараты для сварки TIG и дуговой сварки используют силу тока для настройки машины или «источника питания с постоянной силой тока».
Более подробная информация ниже о:
- Сварочные аппараты MIG и источники питания
- Сварочное оборудование и аксессуары для MIG
Как выбрать электроды для сварки MIG?
При выборе подходящей проволоки или электрода для MIG необходимо, чтобы тип проволоки соответствовал типу свариваемого металла.![]() Некоторые другие соображения включают тип переноса, положение для сварки и устойчивость к истиранию. В большинстве случаев, работая сварщиком, инженеры-сварщики указывают размер сварного шва и тип используемого электрода. Для большинства людей все, что вам нужно сделать, это обратиться в магазин сварочных принадлежностей, и они настроят вас. Другой вариант: некоторые сварочные аппараты MIG имеют таблицу выбора электродов на внутренней крышке, как показано на рисунке ниже.
Некоторые другие соображения включают тип переноса, положение для сварки и устойчивость к истиранию. В большинстве случаев, работая сварщиком, инженеры-сварщики указывают размер сварного шва и тип используемого электрода. Для большинства людей все, что вам нужно сделать, это обратиться в магазин сварочных принадлежностей, и они настроят вас. Другой вариант: некоторые сварочные аппараты MIG имеют таблицу выбора электродов на внутренней крышке, как показано на рисунке ниже.
Наиболее часто используемая проволока для сварки MIG
Наиболее распространенной проволокой, используемой для сварки углеродистой стали, является ER 70S-6. В некоторых случаях вы можете сварить два разных металла вместе. Примером этого является сварка нержавеющей стали 304 с углеродистой сталью А36 с использованием электрода из нержавеющей стали 309 «ER 309L».
Наиболее распространенные размеры проволоки для сварки MIG
Типичные электроды для сварки MIG представляют собой сплошную проволоку толщиной от 0,023 до 0,045. Некоторые из них намного толще для тяжелых промышленных применений. Наиболее распространенные размеры:
Некоторые из них намного толще для тяжелых промышленных применений. Наиболее распространенные размеры:
- .023
- .030
- .035
- .045
- ER — Электрод или присадочный стержень, который используется как для сварки с подачей проволоки, так и для сварки TIG.
- 70 – Минимум 70 000 фунтов прочности на растяжение на квадратный дюйм сварного шва.
- S – Сплошная проволока.
- 6 – Количество раскислителя и очищающего средства на электроде.
Типы сварочного газа MIG, настройки и применение
Для сварки MIG требуется использование защитного газа. Как следует из названия, «Сварка металлов в среде инертного газа», электрод или присадочная проволока не защищены. Сварка MIG невозможна без защитного газа. Принцип работы защитного газа заключается в том, что он подается через горелку MIG и буквально удушает зону сварки от любого воздуха. Это обеспечивает свободную от воздуха зону, в которой сварочная дуга и присадочная проволока могут выполнять свою работу по сварке соединения.
Сварка MIG невозможна без защитного газа. Принцип работы защитного газа заключается в том, что он подается через горелку MIG и буквально удушает зону сварки от любого воздуха. Это обеспечивает свободную от воздуха зону, в которой сварочная дуга и присадочная проволока могут выполнять свою работу по сварке соединения.
Сварка MIG обычно использует три типа защитного газа:
- Аргон
- Двуокись углерода
- Гелий
Эти три газа обычно используются в виде смеси в зависимости от металлов, которые свариваются. сварной. Защитный газ должен соответствовать электроду и основному металлу. Если они несовместимы, то сварные швы будут либо непрочными, либо просто не сварятся должным образом.
Тип использования газа также определяет:
- Насколько глубоко шов проникает в свариваемый металл
- Характеристики сварочной дуги
- Механические свойства сварного шва.
При выборе типа используемого газа лучше всего обратиться за информацией в магазин сварочных материалов. Магазин порекомендует правильный газ, соответствующий используемой сварочной проволоке. Если у вас есть сварочный аппарат MIG со схемой внутри, как показано ниже, вы можете следовать этим рекомендациям.
Магазин порекомендует правильный газ, соответствующий используемой сварочной проволоке. Если у вас есть сварочный аппарат MIG со схемой внутри, как показано ниже, вы можете следовать этим рекомендациям.
Более подробная информация о очках для сварки MIG приведена ниже:
Выбор газа для сварки MIG и настройки для стали, нержавеющей стали и алюминия
Типы переноса при сварке MIG
Сварка MIG имеет четыре способа подачи проволоки к соединению.
- Короткое замыкание
- Шаровидное
- Распыление
- Импульсное распыление
Типы переноса, используемые для сварки MIG, зависят от типа металла, используемого защитного газа и настроек аппарата. Типы переноса сварки MIG больше связаны с настройкой машины, чем со сваркой.
Для получения более подробной информации о типах переноса нажмите на ссылку ниже:
Сварка MIG Типы переноса, газы и настройки
Какие металлы можно сваривать MIG?
Сварка MIG — это сварочный процесс, с помощью которого можно сваривать практически любой металл.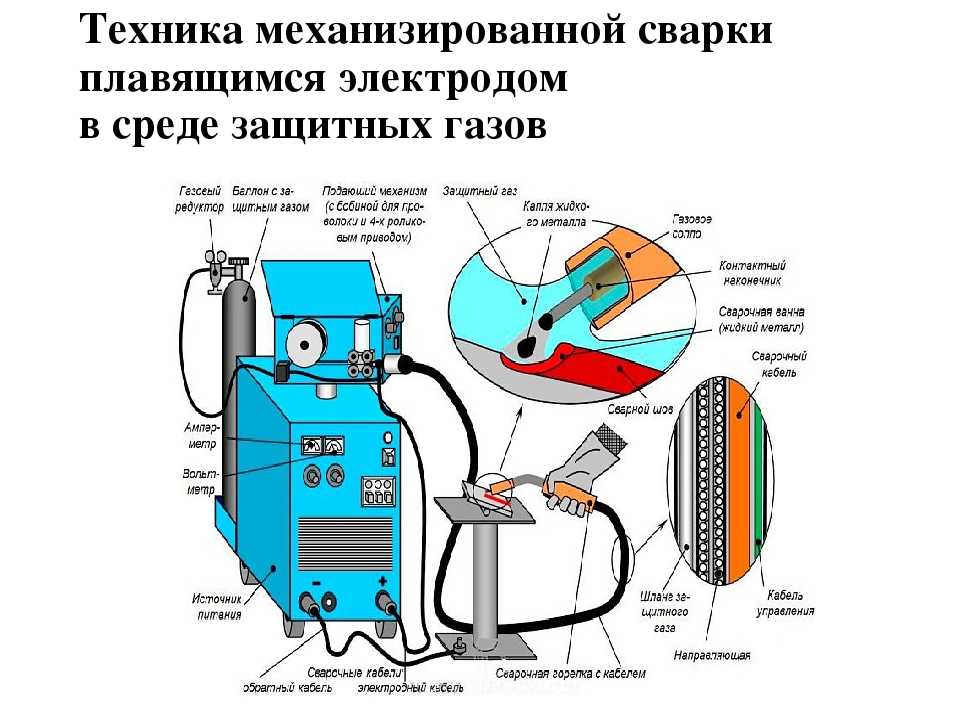 Это может быть не всегда лучший выбор для качества сварки, но сварка MIG является быстрой, экономичной и дает результаты, более чем приемлемые для большинства производственных нужд! Не все строят космическую станцию. Три наиболее распространенных металла, свариваемых с помощью сварочного аппарата MIG:
Это может быть не всегда лучший выбор для качества сварки, но сварка MIG является быстрой, экономичной и дает результаты, более чем приемлемые для большинства производственных нужд! Не все строят космическую станцию. Три наиболее распространенных металла, свариваемых с помощью сварочного аппарата MIG:
- Углеродистая сталь.
- Нержавеющая сталь.
- Алюминий, со специальным механизмом подачи, так как алюминиевая проволока очень мягкая.
Самый простой способ сварки MIG-сваркой металлов — углеродистая сталь
Сварка углеродистой стали почти безупречно выполняется с помощью сварочного аппарата MIG. Проблем очень мало, если не считать недостатков конструкции сварочного аппарата MIG. Жесткость проволоки как раз подходит для прохождения через направляющую из машины с минимальным трением, вызывающим проблемы, и имеет достаточную жесткость для подачи без намотки. В зависимости от того, при каком напряжении работает сварочный аппарат MIG, сварку можно настроить на один из трех типов переноса: короткое замыкание, шаровидный или струйный.
Для получения более подробной информации о сварке этих металлов щелкните по ссылкам ниже:
Сварка стали MIG – настройки, газы и выбор проволоки
Сварка MIG нержавеющей стали – настройки, выбор газов и проволоки
Алюминий MIG – настройки, газы, выбор проволоки и оборудование
Сварка MIG за и против
Сварка MIG имеет много преимуществ и некоторые недостатки, и все зависит от того, где и что вы свариваете. Вот плюсы и минусы:
MIG Welding Pros
Сварка MIG имеет ряд очень хороших преимуществ!
- Сварные швы чистые с очень небольшим дымом.
- Производство дешевое и быстрое.
- Длинные сварные швы с меньшим количеством перезапусков.
- Требуемый уровень навыков по сравнению с другими процессами сварки упрощает процесс,
- Сварочная проволока работает непрерывно с меньшим временем простоя для замены электродов.
- Отлично подходит для точечной и прихваточной сварки.

Минусы сварки MIG
Сварка MIG имеет несколько проблем!
- Сварщик не может отходить слишком далеко от аппарата MIG.
- Ветер является основным фактором на открытом воздухе.
- Всегда нужен баллон с газом.
- Трос, по которому перемещается катушка с проволокой, нуждается в хорошем обслуживании.
- На контактные наконечники попадают брызги, после чего они заедают.
- Требуется чистый шов.
- Наконец, в сварочном аппарате MIG есть много частей, которые должны работать правильно, и иногда это может очень раздражать, пытаясь выяснить, что не так.
Установка и подготовка шва
При сварке MIG очень важно, чтобы зона сварки была чистой. Сварка MIG не будет успешной с грязным соединением. В отличие от некоторых стержней для сварки палочкой / SMAW, которые могут прожечь ржавчину, сварка MIG имеет много трудностей при сварке более грязных металлов. Он также не содержит шлака, защищающего сварной шов при отсутствии газа.![]()