Полуавтоматическая сварка как работает: Сварка полуавтоматом – от А до Я | СОВЕТЫ
alexxlab | 19.01.2023 | 0 | Разное
Сварка полуавтоматом – от А до Я | СОВЕТЫ
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
-
Устройство аппарата полуавтоматической сварки
-
Выбираем газ для сварки полуавтоматом
-
Проволока для сварки полуавтоматом
-
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
-
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
-
-
Подготовительный этап и процесс сварки аппаратом
-
Направление и скорость движения для идеального сварочного шва
-
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
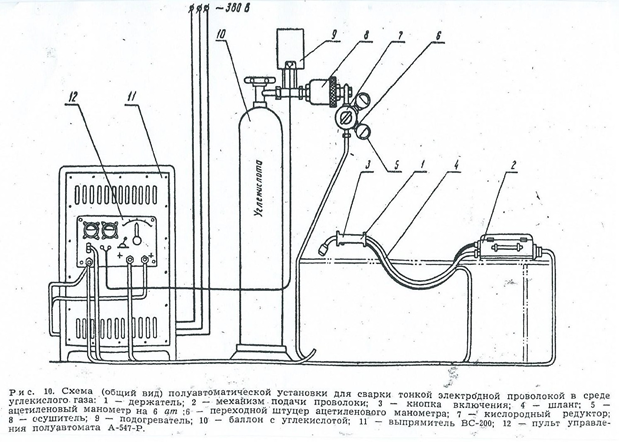
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:
-
Сварочный аппарат
-
Горелка для сварки полуавтоматом
Баллон с газом и редуктором
-
Газовый шланг
-
Кабель с зажимом заземления
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
|
Материал |
Газ |
|
Конструкционная сталь |
СО2 |
|
Конструкционная сталь |
CO2 + Ar |
|
Нержавеющая сталь |
CO2 + Ar |
|
Легированные стали (низкоуглеродистые ) |
CO2 + Ar |
|
Алюминий и его сплавы |
Ar |
ПОЛЕЗНЫЙ СОВЕТ.
При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
|
Толщина металла, мм |
Диаметр проволоки |
|
1 – 3 |
0,8 |
|
4 – 5 |
1,0 |
|
6 – 8 |
1,2 |
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки.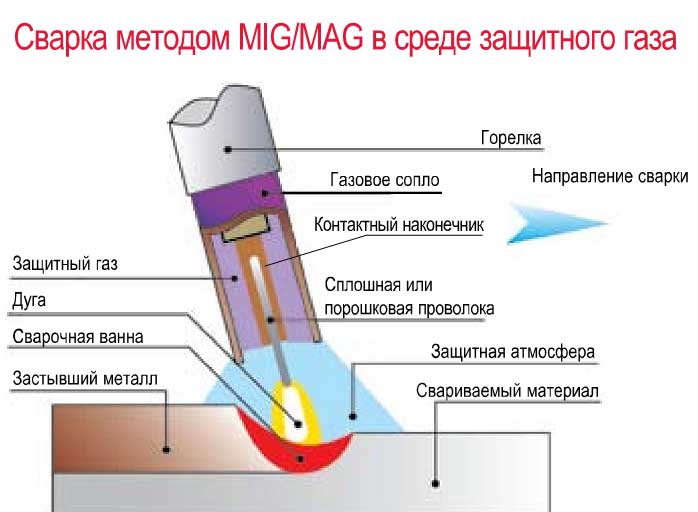
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
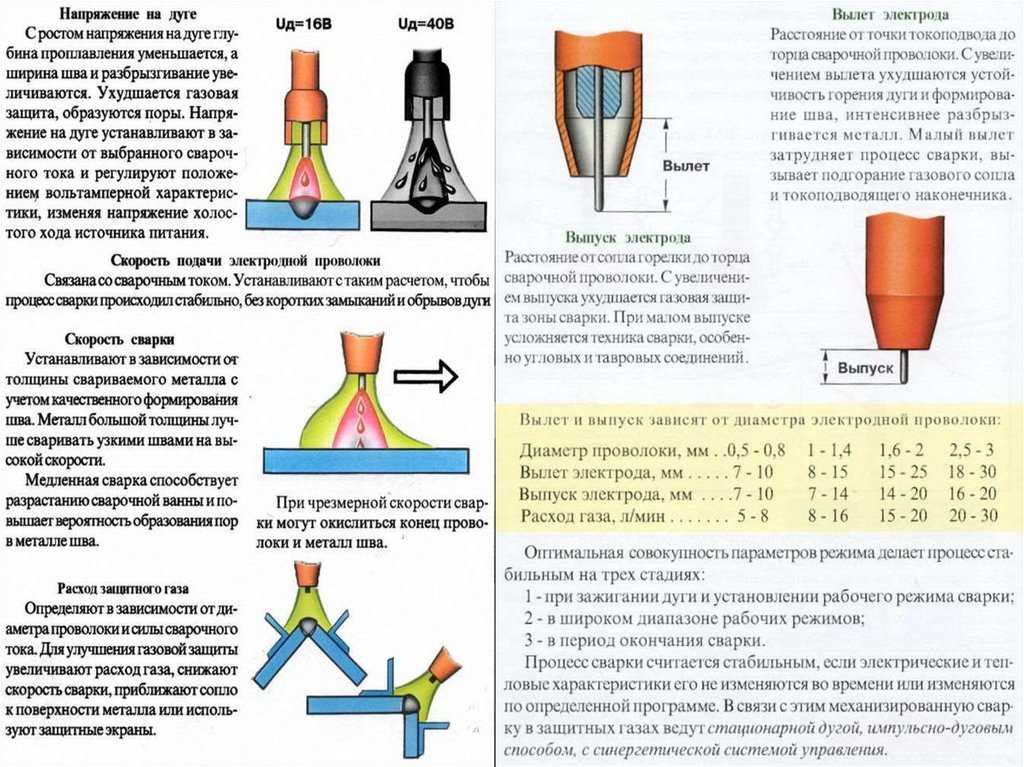
На редукторе устанавливаем расход газа на 10-12 л/мин – для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.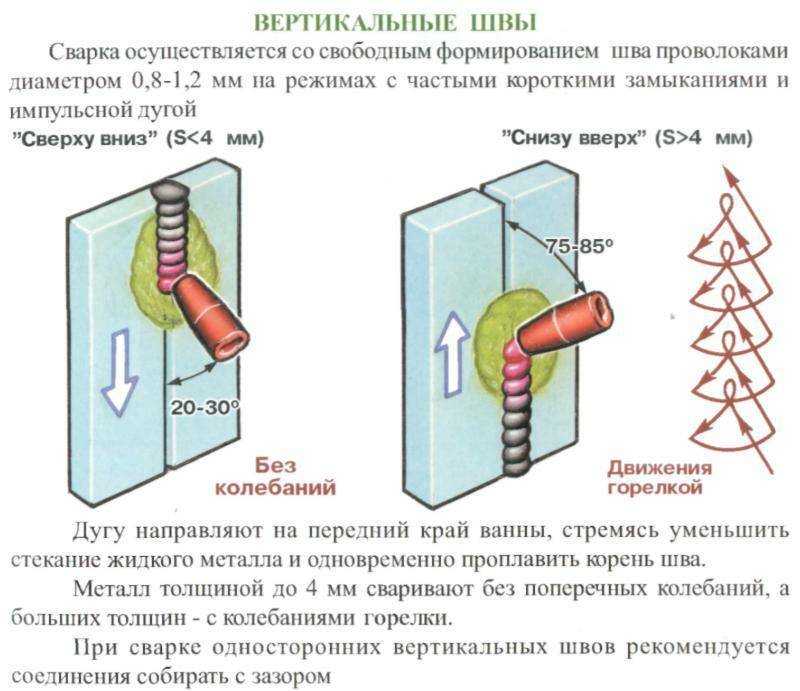
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
-
Выбираем на панели тип сварки – MIG SYN
-
Выбираем газ – смесь аргона и углекислоты
-
Выбираем диаметр сварочной проволоки – 0,8 мм
-
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги – корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
Толщина металла |
Сила тока |
Диаметр проволоки |
|
1,5 мм |
70 – 80 А |
0,8 |
|
2,0 мм |
90-110 А |
0,8 |
|
3 мм |
120 – 140 А |
1,0 |
|
4 мм |
140-160 А |
1,0 |
|
5мм |
160 – 200 А |
1,2 |
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире.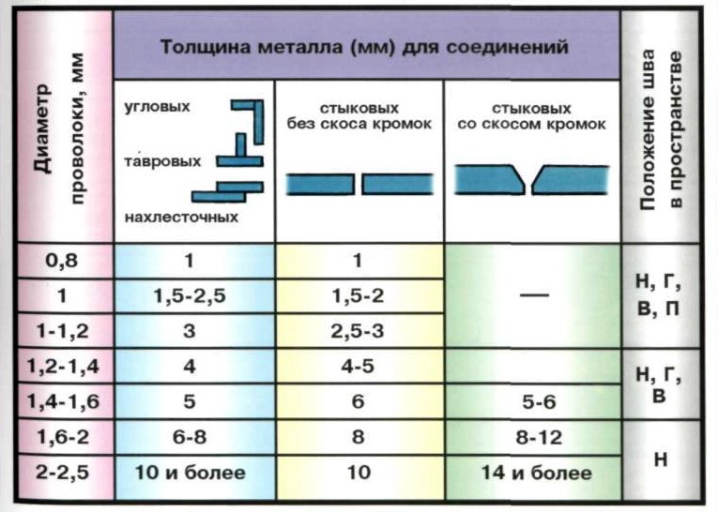 Такой способ хорош для сварки металла небольшой толщины.
Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
-
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный.
 К тому же, при таком способе электрическая дуга не проживает металл.
К тому же, при таком способе электрическая дуга не проживает металл.
-
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
-
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Получите 10 самых читаемых статей + подарок!
*
Как работает полуавтоматическая сварка: основные принципы
Из этого материала вы узнаете:
- Назначение и преимущества полуавтоматической сварки
- Принцип работы полуавтоматической сварки
- Классификация полуавтоматических сварочных аппаратов
- Газы, применяемые для полуавтоматической сварки
- Основные виды сварочной проволоки
- Нюансы подготовки к работе
- Главные правила осуществления полуавтоматической сварки
Те, кто хорошо знает, как работает полуавтоматическая сварка, способны по достоинству оценить данный метод соединения металлов. Он не только повышает производительность процесса, но и минимизирует при этом вероятность получения дефектов.
Он не только повышает производительность процесса, но и минимизирует при этом вероятность получения дефектов.
Впрочем, как и при любой другой работе, здесь также не обходится без определенных нюансов, и каждый из них хороший мастер обязан учитывать. Только в таком случае на выходе получится именно то изделие, которое планировалось изначально.
Назначение и преимущества полуавтоматической сварки
Для получения высококачественного сварного шва в пятидесятых годах двадцатого века разработали сварку в среде углекислого газа (CO2). Правильное ее выполнение гарантирует высокую производительность. Это необходимо для больших предприятий, которые изготавливают металлоконструкции с длинными сварными швами или изделия со стенками большой толщины.
Таким способом сваривают большое количество как обычных, так и цветных металлов, а также нержавеющую сталь, чугун и прочие сплавы.
Полуавтоматическая сварка имеет множество преимуществ. К ним можно отнести:
- простоту применения;
- способность варить под любым углом;
- большую производительность;
- минимальные деформации шва;
- способность сваривать тонкие металлы;
- малую чувствительность к ржавчине и другим загрязнениям;
- получение шва высокого качества.
Но, как и любая другая сварка, полуавтоматическая имеет и минусы: улетучивание газовой защиты (CO2) на сквозняке, засор сопла брызгами при неправильной настройке. Однако простота использования позволяет начать ею пользоваться даже начинающим.
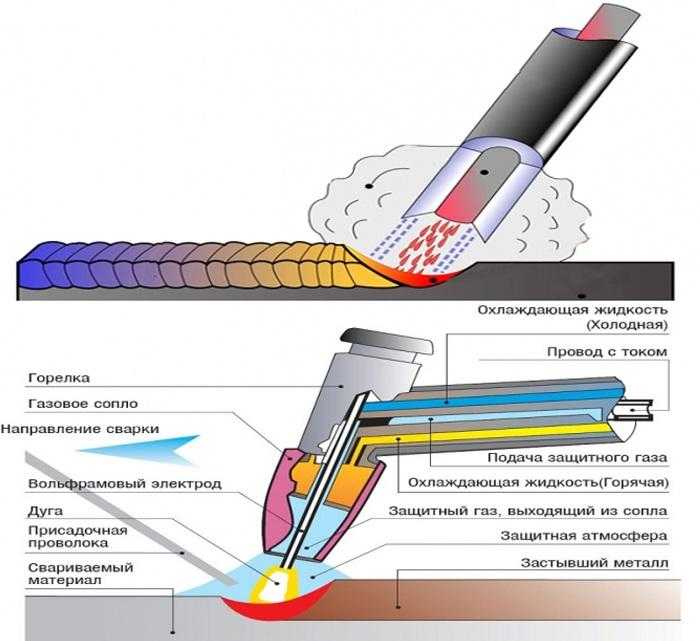
Принцип работы полуавтоматической сварки
Ключевым отличием полуавтоматической сварки является то, что в рабочую область постоянно подается сварочная проволока, используемая взамен электродов.
Такой процесс может производиться двумя способами – MAG (Metal Activ Gas) или MIG (Metal Inert Gas), где первая аббревиатура означает сварку в среде активного углекислого газа, а вторая – в среде инертных газов.
VT-metall предлагает услуги:
На самом деле оба они являются одним и тем же процессом, осуществляемым полуавтоматом в среде защитного газа. Их еще называют механизированной сваркой (МП). Это связано с тем, что проволока подается автоматически самим аппаратом, в отличие от TIG-способа.
Теперь рассмотрим, как работает сварка полуавтоматом. Для работы с использованием углекислоты и других инертных газов на оборудовании требуется установка регулировки величины подачи проволоки. Она проходит через рукав и выходит сквозь отверстие на конце горелки. При выходе между ней и свариваемым изделием образуется дуга, которая вызывает большую температуру, плавящую металл и образовывающую сварочную ванну. Она движется следом за горелкой полуавтомата, оставляя позади прочный сварочный шов, постепенно остывающий.
Для работы с использованием углекислоты и других инертных газов на оборудовании требуется установка регулировки величины подачи проволоки. Она проходит через рукав и выходит сквозь отверстие на конце горелки. При выходе между ней и свариваемым изделием образуется дуга, которая вызывает большую температуру, плавящую металл и образовывающую сварочную ванну. Она движется следом за горелкой полуавтомата, оставляя позади прочный сварочный шов, постепенно остывающий.
Рекомендуем статьи
- Дуговые способы сварки и наплавки
- Изготовление сварочного оборудования: необходимые характеристики и лучшие производители
- Оборудование сварочного поста для разных видов сварки
Чтобы сформировать необходимое для работы облако инертного газа, которое имеет определенную форму и плотность, используется сопло. Газ к нему подается с помощью рассеивателя, расположенного в месте, где крепится контактный наконечник.
Несмотря на то, что принято работать полуавтоматом с использованием инертных газов, им можно осуществлять сварку металлов и без них. Как работает полуавтоматическая сварка без газа? Для этого необходимо применение специальной проволоки, являющейся тонкой трубочкой с флюсом внутри. Ее называют порошковой, так как флюс имеет порошковую структуру. При сварочных работах он, сгорая, выделяет газ, который образует защитную среду. Полуавтомат в паре с такой проволокой хорошо подойдет новичкам, поскольку это простой и хороший способ получения общих знаний о возможностях такого процесса. Однако для особо важных конструкций желательно применение сварки, использующей инертные газы.
Как работает полуавтоматическая сварка без газа? Для этого необходимо применение специальной проволоки, являющейся тонкой трубочкой с флюсом внутри. Ее называют порошковой, так как флюс имеет порошковую структуру. При сварочных работах он, сгорая, выделяет газ, который образует защитную среду. Полуавтомат в паре с такой проволокой хорошо подойдет новичкам, поскольку это простой и хороший способ получения общих знаний о возможностях такого процесса. Однако для особо важных конструкций желательно применение сварки, использующей инертные газы.
Как работает полуавтоматическая сварка видео:
Классификация полуавтоматических сварочных аппаратов
Для правильной и точной работы полуавтоматической сваркой требуется знать устройство аппарата. Главными его элементами являются: корпус, источник питания, блок управления, горелка с клапаном, бобина с проволокой, механизм ее подачи. Также для работы необходимо дополнительное оборудование в виде кабеля, при помощи которого осуществляется подсоединение к «массе», и баллон с инертным газом – для его соединения с аппаратом требуется шланг.
Также для работы необходимо дополнительное оборудование в виде кабеля, при помощи которого осуществляется подсоединение к «массе», и баллон с инертным газом – для его соединения с аппаратом требуется шланг.
Полуавтоматические аппараты для сварки разделяют по следующим признакам:
1. Вид прибора.
Основным отличием является его корпус. Существует два вида моделей: однокорпусный и двухкорпусный. В первом случае все детали оборудования размещаются в одном корпусе. Во втором – элементы делятся на два блока. В одном располагают сварочную горелку, механизм подачи проволоки и пульт управления, а в другом – источник тока с аппаратурой, регулирующей пуск.
2. Вид проволоки.
При полуавтоматической сварке могут использоваться два вида проволоки: алюминиевая или стальная. Каждая может быть как с флюсом для сварки без инертного газа, так и обычной для сварки в среде CO2. Существуют универсальные приборы, позволяющие производить работы с любой из этих проволок.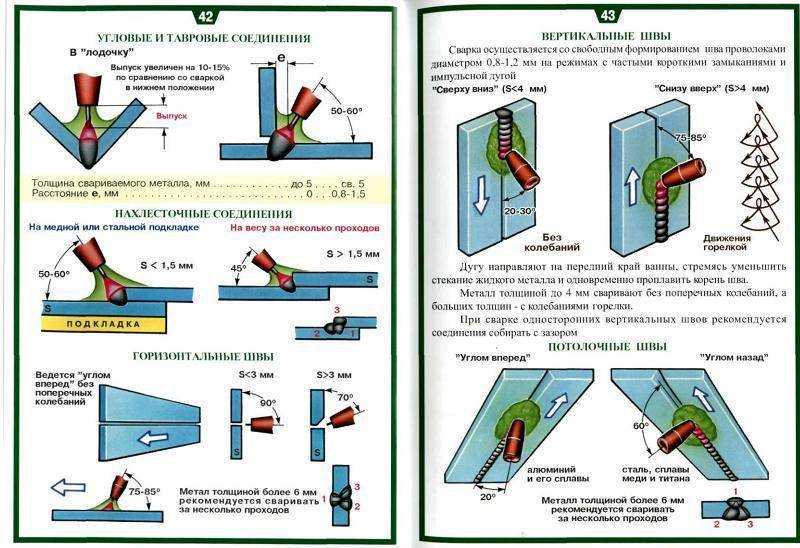
3. Метод защиты шва.
Защитить шов можно тремя способами: слоем флюса (засыпаемый поверх стыка двух металлических заготовок), защитной средой инертного газа, с помощью порошковой проволоки. Чаще всего используют второй способ защиты шва при сварке. Однако стоит отметить, что порошковой проволокой также можно варить с использованием газа.
4. Способ перемещения.
На крупных предприятиях зачастую используются стационарные аппараты. Для частного пользования, а также выездных работ применяют мобильные полуавтоматические аппараты для сварки. Для передвижения их устанавливают на небольшую платформу с колесами.
5. Вид подключения к электросети.
Существует два вида подключения к сети. Первый – это однофазный, применяющийся повсеместно для аппаратов с малой мощностью, которые можно подключить к обычной розетке 220 вольт. Второй используется на предприятиях, требует специальный разъем и выдает 380 вольт.
6. Характер подачи проволоки.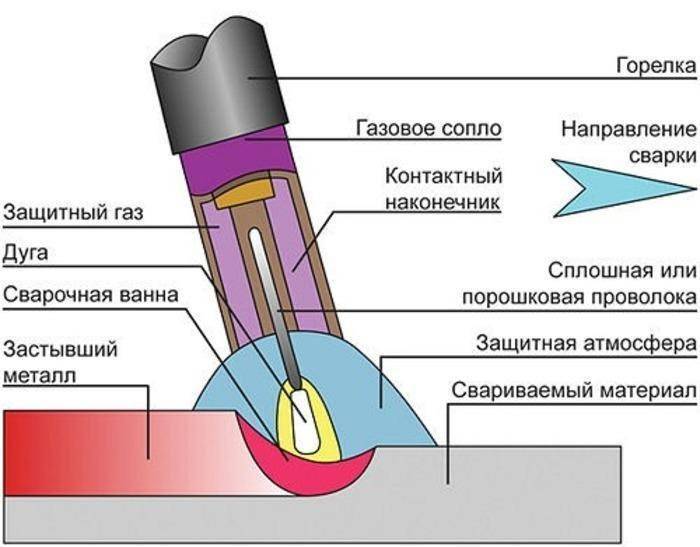
Различают три вида подачи проволоки. В первом случае привод находится в корпусе прибора и торкает проволоку в сварочный рукав. Во втором – он расположен в самой горелке и тянет ее с катушки наружу. Последний – это гибридный, или тянуще-толкающий вид подачи проволоки.
Газы, применяемые для полуавтоматической сварки
Процесс сварки полуавтоматом определяется используемым газом. Для MAG используют активные газы, которые в момент попадания в шов вызывают химические реакции с металлом в сварочной ванне. Для этого процесса применяют кислород, диоксид углерода, азот, водород.
Для MIG используют одноатомные инертные газы, которые не вступают в химическую реакцию, в отличие от активных, а также не дают взаимодействовать сторонним газам из атмосферы со свариваемым металлом. Для этого процесса применяют аргон, гелий, а также смеси аргона с гелием, диоксида углерода и аргона, кислорода с диоксидом углерода и смеси аргона, кислорода и диоксида углерода.
Газ необходим для защиты расплавленного металла от воздуха при работе с полуавтоматической сваркой. Главное – правильно его выбрать в зависимости от типа металла и предъявляемых при работе требованиях к изделию.
Главное – правильно его выбрать в зависимости от типа металла и предъявляемых при работе требованиях к изделию.
Аргон
Аргон используют при работах с ручной механизированной сваркой плавящимся электродом. Требуется подобная сварка при работе с такими металлами, как алюминий, титан, а также высоколегированные нержавеющие, жаростойкие и жаропрочные стали. По-другому говоря, аргон применяют для сварки цветных металлов и ответственных металлоконструкций, изготовленных из конструкционных сталей.
В зависимости от количества примесей, присутствующих в аргоне, различают несколько его марок (А, Б, В). Например, марка «А» содержит в составе до 0,003 % кислорода и 0,01 % азота, что является высокой степенью очистки. Марка «Б» содержит до 0,005 % кислорода и 0,04 азота и используется при работе с углеродистыми легированными сталями. Марка «В» содержит до 0,005 % и 0,1 % азота.
Азот
Таким типом газа, как азот, пользуются редко. Чаще всего его используют при сварке меди и ее сплавов. При взаимодействии с другими металлами он вступает в реакцию с расплавленным швом, что является вредным.
При взаимодействии с другими металлами он вступает в реакцию с расплавленным швом, что является вредным.
Гелий
Как правило, гелий из-за высокого расхода и большой стоимости используют вместе с другими газами. Применяется он в тех же случаях, что и аргон. Чаще всего с его помощью варят активные металлы типа алюминия, циркония, титана или высоколегированных сталей. Сварочная дуга, горящая в среде гелия, имеет более высокую температуру. Это помогает работать с большой толщиной металла. Помимо этого, гелий имеет самую высокую степень ионизации.
Смесь гелия и аргона
Зачастую гелий (He) применяется вместе с аргоном (Ar). Для работы используют разные соотношения этих газов, но чаще всего их пропорция составляет 50 на 50 % и чуть реже 40 % (аргон) на 60 % (гелий). Такая смесь применяется в основном для сваривания титана, алюминия в авиационной и космической промышленности.
Аргонокислородная смесь
Смесь аргона с добавлением кислорода используется при сварке черных и нержавеющих сталей.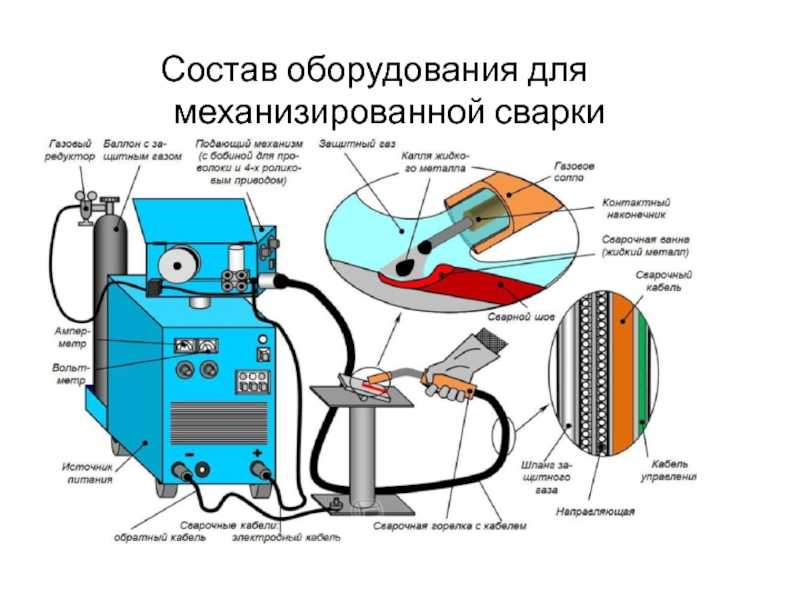 Кислород повышает стабильность протекания процесса. Он также обеспечивает мелкокапельный перенос электродного металла, что позволяет снизить его разбрызгивание
Кислород повышает стабильность протекания процесса. Он также обеспечивает мелкокапельный перенос электродного металла, что позволяет снизить его разбрызгивание
Газ для черного металла
Углекислый газ (углекислоту) применяют для сварки черных металлов. При его эксплуатации следует использовать редуктор с подогревом или отдельный подогреватель газа. Такие устройства работают от сети 220 В. Углекислота необходима для обеспечения защиты сварочного шва. Из-за дешевизны этот газ очень популярен. При его использовании создается большая глубина проплавления и достигается высокая скорость протекания процесса.
Основные виды сварочной проволоки
Как только процент применения полуавтоматических сварки стал увеличиваться, компании начали создавать разные виды проволок для всех видов металлов. При правильном выборе полуавтомата можно значительно поднять скорость рабочего процесса, не теряя в качестве шва. Значимым моментом является повышение безопасности. Требования к составу и качеству проволоки прописаны в ГОСТе. Несмотря на огромное количество марок проволоки, чаще всего используют только несколько из них, а остальные необходимы для узкоспециализированных работ.
Несмотря на огромное количество марок проволоки, чаще всего используют только несколько из них, а остальные необходимы для узкоспециализированных работ.
Тип, диаметр и марка проволоки зависят от химического состава и толщины свариваемых металлов. Состав проволоки должен соответствовать аналогичной характеристике материала.
Проволоки бывают низкоуглеродистыми, легированными и высоколегированными. Вся информация указана в маркировке. Буквы и цифры показывают состав и процентное соотношение элементов, входящих в нее. Например, буква «А» в конце маркировки указывает на малое содержание вредных веществ, таких как сера и фосфор, а две буквы «АА» свидетельствуют о металле высокой очистки.
Диаметры проволоки, используемые при работе с полуавтоматической сваркой, варьируются от 0,3 до 12 мм. Подбор правильного размера зависит от толщины свариваемой детали. К примеру, при сварке изделий толщиной 3–5 мм, используется проволока диаметром не более 2 мм. Также при выборе размера необходимо знать силу тока. На экономию при работе влияют состав свариваемого металла, диаметр проволоки и ее качество.
На экономию при работе влияют состав свариваемого металла, диаметр проволоки и ее качество.
Нюансы подготовки к полуавтоматической сварке
Итак, как правильно работать полуавтоматической сваркой? Рассмотрим верный порядок действий.
Перед началом сварочного процесса требуется провести подготовительную работу. Начинать следует с регулировки сварочного аппарата. Это значит, что необходимо подобрать и выставить правильное значение силы тока, отрегулировать скорость подачи проволоки и расход газа посредством вентиля на редукторе баллона. Правильность настройки проверяется на небольшом куске металла. При корректной регулировке получается плотный ровный шов.
Затем выставляют оптимальное значение расхода газа. При недостаточном количестве в шве появляются поры. В таком случае необходимо провести перенастройку. Несмотря на это, много газа быть не может. При большой подаче он будет улетучиваться в атмосферу, приводя к неоправданно высокому расходу.
Читайте также: Аргонная сварка нержавеющей стали
Также следует не забывать проверять баллон на достаточное количество газа внутри для создания рабочего давления, способствующего созданию надежной защиты сварочной ванны в зоне работ. Затем следует определиться с полярностью. После этого требуется подключение к соответствующей клемме. Присоединение сварочного кабеля к положительной клемме обеспечивает прямую полярность. Тогда как обратная полярность используется только для проведения точных работ.
Затем следует определиться с полярностью. После этого требуется подключение к соответствующей клемме. Присоединение сварочного кабеля к положительной клемме обеспечивает прямую полярность. Тогда как обратная полярность используется только для проведения точных работ.
Главные правила осуществления сварочных работ
Для того чтобы стать настоящим профессионалом, требуется знать все про сварочный полуавтомат и соблюдать технику безопасности. Также нужно изучить и всегда соблюдать все нормы и стандарты, прописанные в ГОСТе. Работая с огнем и газовыми баллонами, необходимо следовать ТБ. Особенно важно защищать себя, надевая форму и сварочную защитную маску, чтобы уберечь глаза от ультрафиолетового ожога.
Абсолютно всем сварщикам, начинающим работу, рекомендуется сначала опробовать шов на черновой детали или на незаметном участке, чтобы убедиться в корректности настроек сварочного аппарата. До начала пользования полуавтоматом необходимо изучить его инструкцию. Не следует забывать, что оборудование не может работать без остановок, требуются периодические паузы, прописанные в инструкции.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварка материалов » Сварка материалов
ИСПЫТАНИЯ СВАРНЫХ ПРОВОДОВ Испытания сварных швов являются критически важным процессом для обеспечения качества сварных швов. Существует множество различных типов …
Читать далее
Категории BPVC ASME Знание кода, разрушающий контроль, анализ отказов, неразрушающий контроль, проектирование сварки, контроль сварки Типы дефектов сварки и RTFI и. ..
..
Пожалуйста, включите JavaScript
Типы дефектов сварки и анимация RTFI
Пожалуйста, включите JavaScript
Сварочная пористость 9 различных типов с изображениями
Что такое угловой сварной шов? Угловой шов или угловой шов — это основной тип сварного шва для сварки двух или …
Подробнее
Категории BPVC Знание кода ASME, экзамен AWS-CWI, проектирование сварки, контроль сварки
Что Пористость в сварке? Сварочная пористость представляет собой металлургическую несплошность, которая возникает в виде пор во время затвердевания сварного шва из-за …
Подробнее
Категории BPVC Знание кода ASME, проверка AWS-CWI, неразрушающий контроль, контроль сварки
Что такое символ сварки и его значение? Символы сварки используются для обозначения желаемых деталей сварки и пайки на …
Подробнее
Категории BPVC Знание кода ASME, экзамен AWS-CWI, проектирование сварки, контроль сварки
Как читать символы сварки? Символы сварки являются ключевой частью документации по сварке и пониманием Как читать сварку…
Подробнее
Категории Экзамен AWS-CWI, Проектирование сварки, Контроль сварки
Типы сварных соединений Что это сварные соединения: соединение может быть просто описано как конфигурация элементов и может …
Читать далее
Категории Экзамен AWS-CWI, BPVC Знание кода ASME, Проектирование сварки, Контроль сварки
Ремонт понтонного катера сваркой – один из самых эффективных и экономичных способов устранения мелких или крупных повреждений. …
Подробнее
Категории Как сваривать
Что такое ребристая труба? Ребристые трубы представляют собой тип удлиненных труб с алюминиевыми ребрами, прикрепленными к …
Читать далее
Категории BPVC ASME Кодовое знание, проектирование
Что такое каталитическая конверсия? Каталитическая конверсия является важным процессом, используемым для снижения вредных выбросов от транспортных средств и других источников. …
Подробнее
Категории Автомобили, Машиностроение
Можете ли вы сварить нержавеющую сталь MIG? Можно ли сваривать MIG нержавейку? Ответ: да, с учетом некоторых важных …
Читать далее
Категории BPVC ASME Code know, How to Weld, Welding Inspection, Welding Metallurgy
Сварка стали ASTM A108 Сварка стали ASTM A108 требует понимания характеристик стали ASTM A108 и способов сварки…
Подробнее Обновлено 8 декабря 2022 г.
ASTM A27 Сварка является простой задачей, но требует знания требований к сварке. ASTM A27 представляет собой отливку из углеродистой стали …
Подробнее
Категории Как сваривать, BPVC Знание кода ASME, Черные и цветные металлы
Что такое формовочная машина или формовочная машина? Формовочный станок представляет собой механическое устройство, используемое для резки, формовки и придания формы …
Подробнее
Категории Машиностроение
Что такое импульсная сварка TIG? Импульсная сварка TIG — это модифицированная версия сварки TIG, при которой сварочный ток …
Подробнее
Категории Сварочные процессы
Сварка разнородных металлов Сварка разнородных металлов или их соединение пайкой или сваркой в твердом состоянии (например, сварка трением, диффузионная сварка и т. д.) Сварочный контроль, сварочная металлургия
Давайте рассмотрим пять видов сварки труб, используемых в нефтегазовой отрасли, на электростанциях и в строительстве, которые …
Читать дальше
Категории Экзамен AWS-CWI, BPVC Знание кода ASME, Инспекция сварки, Процессы сваркиКак работает сварочный автомат
Автоматизация – кажется, что сегодня она повсюду. И сварка не исключение. Почему? Потому что автоматизация позволяет повысить точность, повысить безопасность и ускорить процессы. В конечном счете, автоматизация выводит мир сварки на совершенно новый уровень.
Почему? Потому что автоматизация позволяет повысить точность, повысить безопасность и ускорить процессы. В конечном счете, автоматизация выводит мир сварки на совершенно новый уровень.
Многие отрасли прыгают на поезд автоматизации сварки из-за преимуществ. Но что такое автоматическая сварка? Ниже мы подробно рассмотрим, как работает автоматическая сварка, чтобы ответить на любые ваши вопросы.
Что такое автоматическая сварка?
Автоматическая сварка — это термин, используемый для описания сварочной операции, которая на самом сложном уровне не требует участия оператора в процессе. Автоматические сварочные аппараты могут работать сами по себе и не требуют ручной настройки во время процесса. Фактически, если параметры установлены внутри машины, их нельзя изменить. Единственное, что должен сделать оператор, это запустить машину и следить за появлением ошибок и дефектов, если таковые имеются.
Лучший тип сварки, который хорошо работает при автоматической сварке, — это более повторяющиеся сварные швы.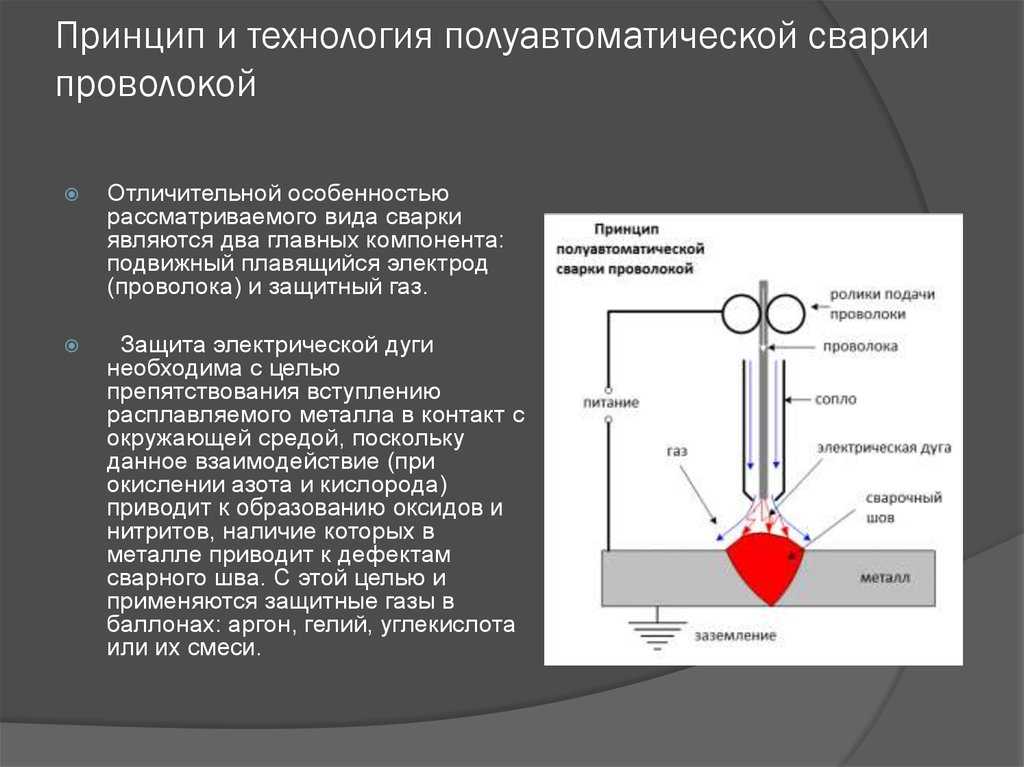 Это делает его идеальным решением для заводов с повторяющимися процессами изготовления идентичных деталей на заводской линии. Вы обнаружите, что это также идеально подходит для быстрой сварки, поскольку некоторые машины работают почти в пять раз быстрее, чем ручная сварка.
Это делает его идеальным решением для заводов с повторяющимися процессами изготовления идентичных деталей на заводской линии. Вы обнаружите, что это также идеально подходит для быстрой сварки, поскольку некоторые машины работают почти в пять раз быстрее, чем ручная сварка.
Однако, если вам нужно что-то помимо повторяющихся сварных швов, вам подойдет роботизированная сварка, поскольку это один из наиболее продвинутых уровней автоматической сварки, при котором работа выполняется роботами. Роботизированная сварка может быть запрограммирована для выполнения различных типов сварки, а не только повторяющихся сварных швов.
Как работает автоматическая сварка?
Сварочный автомат — это система, которая проходит цикл для выполнения задачи. Тем не менее, некоторые ключевые элементы сварочного аппарата важны для понимания того, как он работает. Ключевые задействованные компоненты:
- Контроллер цикла сварки — известен как самая важная часть, поскольку он управляет сварочными операциями и определяет продолжительность каждого этапа.
- Роботизированная или механическая рука — часто перемещается в трех измерениях вместо человека-оператора.
- Механизм подачи проволоки — когда необходимо начать сварочные работы, механизм подачи проволоки посылает присадочную проволоку (линейный сварочный электрод) к роботу, чтобы начать операцию. По мере необходимости он подает проволоку к руке и горелке. Сварочный автомат использует гораздо меньше проволоки (а также энергии и времени), чем ручная сварка.
- Высокотемпературная горелка или сварочная головка, которая может нагреваться до очень высоких температур – здесь происходит сварка. Он плавит основной металл, вызывая плавление.
Большинство автоматических сварочных аппаратов могут сами загружать работу в сварочную станцию. Автоматизация выполняет весь процесс без необходимости участия человека-оператора. Кроме того, автоматическая сварка планирует, организует и контролирует весь процесс, прежде чем тщательно оценивать этапы.
Хотя автоматическая сварка не требует участия оператора, для некоторых полуавтоматических сварочных аппаратов требуется оператор. Таким образом, работа автоматической сварки немного отличается в зависимости от выбранного вами метода. Например, в то время как источник питания управляет скоростью подачи проволоки и длиной дуги, операторы будут управлять скоростью и позиционированием.
Автоматическая и ручная сварка
В современных производственных процессах ручная сварка по-прежнему играет важную роль. Наиболее вероятным местом, где по-прежнему требуются ручные сварщики, являются более сложные работы, требующие различных стилей и методов. Автоматические и роботизированные сварочные аппараты лучше подходят для работ, требующих повторяющихся процессов.
Что касается адаптации, автоматическая сварка работает не очень хорошо, но это может измениться в ближайшие месяцы и годы. До тех пор ручные сварщики все еще нужны, а во многих отраслях промышленности сварщиков не хватает.
Тем не менее, те, у кого есть технические ноу-хау для работы с автоматическими машинами, скорее всего, будут пользоваться более высоким спросом. Сварщики, имеющие специальные сертификаты, подтверждающие их знания, скорее всего, преуспеют в области сварки. Благодаря опытным сварщикам, выполняющим ручную сварку, и передовым автоматизированным машинам сварочные проекты будут выполняться быстрее и с меньшими затратами, чем когда-либо.
Типы автоматической сварки
Существует несколько типов автоматической сварки. Чтобы быть более конкретным, существует много различных типов роботизированной сварки. Давайте взглянем на семь наиболее распространенных из них:
- Дуговая сварка: Дуговая сварка, возможно, самый распространенный тип роботизированной сварки, представляет собой электрическую дугу, которая генерирует чрезвычайно высокий уровень тепла, что обеспечивает плавление, соединение и затвердевание металла.
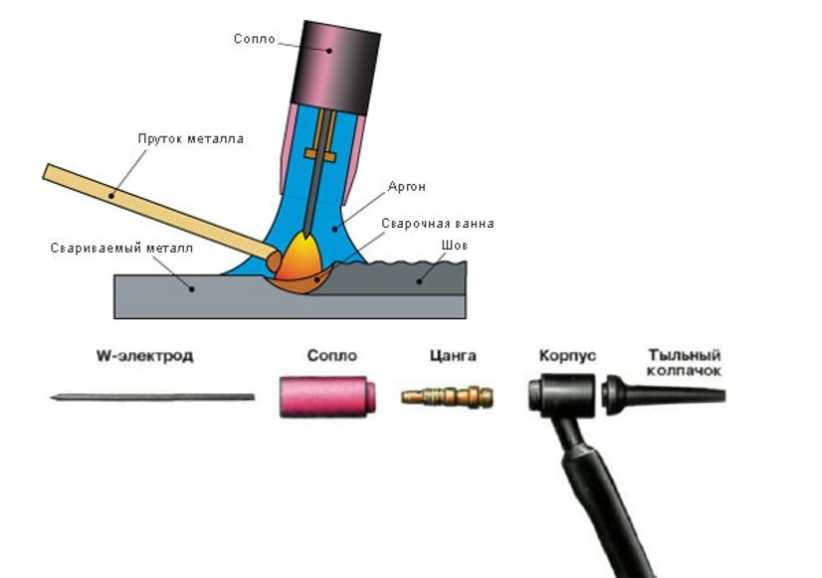
- Сварка ВИГ: Сокращение для вольфрама в инертном газе.
 В этом типе сварки используется вольфрамовый электрод с высокой температурой плавления. Однако это не расходует электрод во время сварки. Другими словами, он не плавится и не становится присадочным металлом; поэтому сварщику не нужно балансировать подачу тепла. Экран из инертного газа защищает расплавленный металл. Это может быть такой газ, как гелий, который не дает металлу вступать в реакцию с атмосферой.
В этом типе сварки используется вольфрамовый электрод с высокой температурой плавления. Однако это не расходует электрод во время сварки. Другими словами, он не плавится и не становится присадочным металлом; поэтому сварщику не нужно балансировать подачу тепла. Экран из инертного газа защищает расплавленный металл. Это может быть такой газ, как гелий, который не дает металлу вступать в реакцию с атмосферой. - Сварка MIG: Также известная как сварка металлов в среде инертного газа, лучше всего подходит для сварки трубопроводов или мебели. Иногда от этого выигрывают и арт-объекты. Тонкая проволока будет действовать как электрод внутри сварочного аппарата и будет непрерывно поступать, когда удерживается курок. Это нагревает оба металла и затвердевает как единое целое.
- Сварка сопротивлением: Сварка сопротивлением лучше всего подходит для термообработанных изделий. Сначала на куски металла оказывается давление. Затем между двумя металлическими частями проходит электрический ток, заставляя металлы плавиться и сплавляться вместе.

- Точечная сварка: Точечная сварка — это процесс сварки, используемый для сварки двух (или более) металлических листов. Для этого он применяет давление и тепло. По мере того как материалы плавятся, они сплавляются вместе и затвердевают после отключения тока.
- Плазменная сварка: Плазменная сварка образует дугу — аналогично процессу сварки ВИГ — но вместо того, чтобы помещать электрод в горелку, его можно отделить от защитного газа.
- Лазерная сварка: При лазерной сварке используется лазерный луч для соединения двух металлов или даже термопластов. Считается одной из самых быстрых скоростей сварки, может работать в двух режимах. Он будет работать при сварке с ограниченной проводимостью или при сварке с замочной скважиной.
Плюсы и минусы автоматической сварки
Как и в большинстве случаев, автоматическая или роботизированная сварка имеет свои плюсы и минусы.
Во-первых, преимущества автоматической сварки:
Каждый раз вы будете получать высокоточные и стабильные сварные швы. Качество вашего сварного шва будет не похоже ни на что другое. Кроме того, вы не рискуете ошибиться из-за человеческого фактора из-за внешних факторов, таких как отвлекающие факторы. Благодаря такой согласованности вы можете быть уверены, что каждая произведенная деталь соответствует стандартам, которых ожидаете вы и ваши клиенты.
Качество вашего сварного шва будет не похоже ни на что другое. Кроме того, вы не рискуете ошибиться из-за человеческого фактора из-за внешних факторов, таких как отвлекающие факторы. Благодаря такой согласованности вы можете быть уверены, что каждая произведенная деталь соответствует стандартам, которых ожидаете вы и ваши клиенты.
Управлять очисткой стало намного проще.
Вы можете выполнить работу намного быстрее.
Вы не ограничены продолжительностью времени, в течение которого он может работать на высоком уровне.
Избавляет сотрудников от необходимости подвергать себя опасности.
Автоматическая сварка позволяет сэкономить деньги несколькими способами. Во-первых, сэкономить на оплате труда рабочего, который будет использовать ручную сварку. Скорость также делает его экономически эффективным вариантом. С ограниченным количеством квалифицированных сотрудников, обладающих этими навыками, вам не нужно будет предлагать конкурентоспособную заработную плату, чтобы обеспечить себе лучшее в бизнесе.