Полуавтоматическая сварка в среде аргона: нержавейки, латуни и меди аргонодуговым аппаратом, использование смеси с углекислотой, расход
alexxlab | 11.08.1985 | 0 | Разное
Сварка металлов п/автоматом в аргоне – Полуавтоматическая сварка — MIG/MAG
#1 AkaShira
Отправлено 12 January 2010 19:03
Возник спор: сварка метала п/а в среде аргона. Возможно такое или нет?
- Наверх
- Вставить ник
#2 pro100chaynick
Отправлено 12 January 2010 20:10
вполне возможно в т.ч. и аллюминия
- Наверх
- Вставить ник
#3 AkaShira
Отправлено
Про алюминий я знаю, но как ведёт себя метал в среде аргона?
- Наверх
- Вставить ник
#4 tig
Отправлено 12 January 2010 23:11
Какой конкретно металл ты имееш в виду? Если черный то примерно так-в нижнем положении, с “какойто матерью” и неважным внешним видом варить можно, о вертикальных швах и тем более потолочных и мечтать не приходится. В теорию вдаватся не буду, я ее и сам не совсем хорошо понимаю в данном случае. Просто недавно на похожем форуме этот вопрос обсасывали”крутые теоретики” и кидались всякими умными словами. Мне этот флуд надоел и на прошлой недели просто попробовал.
В теорию вдаватся не буду, я ее и сам не совсем хорошо понимаю в данном случае. Просто недавно на похожем форуме этот вопрос обсасывали”крутые теоретики” и кидались всякими умными словами. Мне этот флуд надоел и на прошлой недели просто попробовал.
я не знаю что такое “кемпомат” и “болгарка”-Я знаю П/А и УШМ
- Наверх
- Вставить ник
#5 AkaShira
Отправлено 13 January 2010 00:15
Я догадываюсь на каком сайте шла дискуссия. Читал, но местные кулибины бьются головой и доказывают обратное, может просто основываясь на своём “качестве работы” .
А металл – да возмём обычный Ст3, состояние кп, сп, пс мне кажется тут роли не играет. Из хим. св-в в аргоне такие розкислители, как кремний и марганец просто насыщают ванную, т.к. не вступают с кислородом в реакцию из-за отсутствия такового….ИМХО моё мнение. Может из-за этого дефект шва и образуется….
Из хим. св-в в аргоне такие розкислители, как кремний и марганец просто насыщают ванную, т.к. не вступают с кислородом в реакцию из-за отсутствия такового….ИМХО моё мнение. Может из-за этого дефект шва и образуется….
- Наверх
- Вставить ник
#6 tig
Отправлено 13 January 2010 00:40
На счет химии спорить не буду-все равно слова словами останутся. Просто при сварке вертикального шва было плохое сплавление металла, расплавленый метал проволоки скатывался не сплавляясь с основным.Или другими словами проволока, не смотря на регулировку подачи, не успевала донести шарик расплава до нужного места.
я не знаю что такое “кемпомат” и “болгарка”-Я знаю П/А и УШМ
- Наверх
- Вставить ник
#7 sania
Отправлено 15 January 2010 09:52
Ребята! Я не проф. Варил вольф электродом нерж, раму на велик из титана сварил. Бомба получилась.
Варил вольф электродом нерж, раму на велик из титана сварил. Бомба получилась.
Четыре года назад варил свой старенький жигуль полуавтоматом, газ был аргон. Поверьте при сварке нет треска дуга горит мягенько и шов ложиться отлично.
Это то, что я пробовал.
- Наверх
- Вставить ник
#8 AkaShira
Отправлено 31 January 2010 23:50
Что касается нержавейки и титана, то это понятно. Скажу большее, когда варишь титан, то тебе надо защищать ко всему прочему ещё и шов.
Что же касается чернухи, то надо будет всё таки самому попробывать.
- Наверх
- Вставить ник
#9 DDMASTER
Отправлено 19 November 2010 14:47
всем хай! несколько лет подряд работаю “КОРУНД”-ми ПДГ-160-200 миг-маг. Вобщем загорелся идеей сваривать П-м цветнину,арг-я горелка приспособлена под разьем газ-проволока(в д.с только газ) Вопрос-не врубаюсь как переключать полярность? В наших магазинах про такие переключатели не знают!С уважением
Вобщем загорелся идеей сваривать П-м цветнину,арг-я горелка приспособлена под разьем газ-проволока(в д.с только газ) Вопрос-не врубаюсь как переключать полярность? В наших магазинах про такие переключатели не знают!С уважением
- Наверх
- Вставить ник
#10 tig
Отправлено 19 November 2010 15:12
http://www.lincolnel…ngle-hull/1666/
В них не предусмотрено переключение полярности. Сварка ведется только на “.. постоянным током обратной полярности.”
Самому переключить конечно можно-поменяй местами провода которые идут на “массу” и разьем горелки. Только потом для нормальной работы опять перекидывать придется. А для этого крышку слева нужно снимать, а потом ставить. Одним словом гиморой. Всякие переключатели проблему не решат-контакты нужны очень мощные, а это размеры большие.
Я так понял что хочеш попробовать варить аргонной горелкой с вольфрамовым электродом.
Если варить проволокой(П/А) то только поменяй провода на массе и разьеме.
я не знаю что такое “кемпомат” и “болгарка”-Я знаю П/А и УШМ
- Наверх
- Вставить ник
#11 hau
Отправлено 19 November 2010 15:38
Про алюминий я знаю, но как ведёт себя метал в среде аргона?
Металл ведет себя изумительно, только вот сварка п/а – говно – подрезы основного металла, повышенное разбрызгивание.
- Наверх
- Вставить ник
#12 Evgen
Отправлено 19 November 2010 18:17
в принципе я тоже интересовался этим вопросом. Формирование черного шва П/А в аргоне действительно несколько другое. Основная проблема была у меня-подрезы. которые невозможно было убрать никакими настройками и несколько меньшее проплавление. В остальном практически все то же самое как и в миксе. В какой-то умной книжке читал. что вот эти самые подрезы в данном случае связаны с повышенной ионизацией.
- Вставить ник
#13 DDMASTER
Отправлено 19 November 2010 19:38
http://www.
В прочем можно и по другому-силовой контакт аргонной горелки подключаеш к зажиму массы, а рукав П/А(с зафиксированной кнопкой в нажатом положении) использовать как массу. Для “попробовать” можно, но постоянно работать…lincolnelectric.info/ru/catalogue/another/single-hull/1666/
В них не предусмотрено переключение полярности. Сварка ведется только на “.. постоянным током обратной полярности.”
Самому переключить конечно можно-поменяй местами провода которые идут на “массу” и разьем горелки. Только потом для нормальной работы опять перекидывать придется. А для этого крышку слева нужно снимать, а потом ставить. Одним словом гиморой. Всякие переключатели проблему не решат-контакты нужны очень мощные, а это размеры большие.
Я так понял что хочеш попробовать варить аргонной горелкой с вольфрамовым электродом.
Если варить проволокой(П/А) то только поменяй провода на массе и разьеме.
способ”попробовать”испытал удачно но геморойно , нужен переключатель полярности !схема-то простая. ..горелка с в-м эл-м без водяного охлаждения
..горелка с в-м эл-м без водяного охлаждения
- Наверх
- Вставить ник
#14 tig
Отправлено
В принципе можно(если нужно) сделать “ход конем” -смонтируй еще одно гнездо (как для “массы”) и соедини его с разьемом шланга. Тогда для ТИГ- старое гнездо массы это для подключения горелки, а новое гнездо “масса”. И нужно добавить тумблер(две группы контактов) паралельно контактам горелки внутри аппарата для включения трансформатора сварки(группа на замыкание) и другая группа контактов на размыкание в цепь питания двигателя подачи проволоки.
я не знаю что такое “кемпомат” и “болгарка”-Я знаю П/А и УШМ
- Наверх
- Вставить ник
#15 hau
Отправлено 19 November 2010 20:49
Какой конкретно металл ты имееш в виду? Если черный то примерно так-в нижнем положении, с “какойто матерью” и неважным внешним видом варить можно, о вертикальных швах и тем более потолочных и мечтать не приходится.
В теорию вдаватся не буду, я ее и сам не совсем хорошо понимаю в данном случае. Просто недавно на похожем форуме этот вопрос обсасывали”крутые теоретики” и кидались всякими умными словами. Мне этот флуд надоел и на прошлой недели просто попробовал.
Уточняю:пробовал варить ЧИСТЫМ аргоном, а вообщето на фабрике варят чернуху газовой смесью 75% аргона и 15% углекислоты
Так называемая, смесь 1. Только вот, если смесь – в баллоне, баллон катать нужно, и долго. Иначе аргон, как долее тяжелый газ, ляжет на дно, углекислота, естественно, всплывет – в результате, если баллон полный – в начале будет отличная сварка, а потом придется “болгаркой” дефектный шов вырезать и по-новой заваривать. За свой счет, в свободное от работы время. Если работодатель добрый.
- Наверх
- Вставить ник
#16 DDMASTER
Отправлено 19 November 2010 20:51
В принципе можно(если нужно) сделать “ход конем” -смонтируй еще одно гнездо (как для “массы”) и соедини его с разьемом шланга.Тогда для ТИГ- старое гнездо массы это для подключения горелки, а новое гнездо “масса”. И нужно добавить тумблер(две группы контактов) паралельно контактам горелки внутри аппарата для включения трансформатора сварки(группа на замыкание) и другая группа контактов на размыкание в цепь питания двигателя подачи проволоки.
хотел обойтись без лишних “дырок”, сначала так и думал но решил !сдаваться не собираюсь, по результату отпишусь.Успеха в труде
- Наверх
- Вставить ник
#17 vnuk
Отправлено 20 November 2010 01:05
Ребята, расскажу Вам то, что сам вообщем то изобрел.
Варить чистым аргоном можно полу автоматом нержавейку.
Все дело в сопле. Его следует заказать токарю на выходе что бы размер был его 22 мм, у стандартных 14 идет. Тем самым защита лучше и еще, не забываем открывать подачу аргона побольше,для этого подойдет наш кислородный редуктор, еще советского образца, импортные не подойдут для этого, так как имеют выходную подачу база максимальную ниже, чем наш. Поверьте, не один километр заварил. Емкости, просто листы толщина 6-12мм, как в потолочном угловой и нахлесточный, так и вертикал, можно и поднимать и отпускать, только когда сверху вниз сложность заключается в том,что бы подобрать ток, скорость сварки и подачу проволоки.
Его следует заказать токарю на выходе что бы размер был его 22 мм, у стандартных 14 идет. Тем самым защита лучше и еще, не забываем открывать подачу аргона побольше,для этого подойдет наш кислородный редуктор, еще советского образца, импортные не подойдут для этого, так как имеют выходную подачу база максимальную ниже, чем наш. Поверьте, не один километр заварил. Емкости, просто листы толщина 6-12мм, как в потолочном угловой и нахлесточный, так и вертикал, можно и поднимать и отпускать, только когда сверху вниз сложность заключается в том,что бы подобрать ток, скорость сварки и подачу проволоки.
Спорил со мной один технолог с не без известного завода Комсомолец, пока сам своими глазами не увидел швы, просто Он не хотел мне делать сопло,
Говоря,это тебе ни че не даст, заказал сам, и показал вещи!
Тот говорит,всю жизнь живу Но такое первый раз вижу. Век живи век учись, сам себе Он добавил.
Скажу честно, не у каждого это получается, металл очень капризный и с ним приходится туго, Но и его можно понять в среде аргона и привыкнуть, правда коптит конечно, Но варить друзья, МОЖНО!
Не хвалюсь, когда ушел с одного завода, где львиную долю стыков вываривал подобным способом и те кого научил, тоже ушли, теперь там используют смесь аргон кислота, долго пытались другие сварщики повторить наши результаты. Все это осталось в прошлом. Жадность фраера… По старой пословице. Завод на грани развала.
Все это осталось в прошлом. Жадность фраера… По старой пословице. Завод на грани развала.
- Наверх
- Вставить ник
#18 vnuk
Отправлено 20 November 2010 01:16
Есть даже фото стыков, правда не много, не думал,шо так важно и не фоткал, будет интернет в черной стране, закину в эту тему то о чем писал, правда только угловой, думаю этого будет достаточно для тех,кто мне не поверит.
За базар отвечаю:-)
Шутка, Но и во всякой шутке есть доля правды.
- Наверх
- Вставить ник
#19 Alexander
Отправлено 23 November 2010 13:02
Для сварки углеродистых сталей сварка в аргоне вполне возможна, правда есть несколько особенностей:
1. Если говорить о прочности, то в углекислоте шов получается прочнее, подтверждено испытаниями на циклику при сварке дисков колес.
Если говорить о прочности, то в углекислоте шов получается прочнее, подтверждено испытаниями на циклику при сварке дисков колес.
2. Глубина проплавления снижается за счет отсутствия кислорода.
3. Велика возможность подреза из-за высокой энергии дуги в аргоне.
Самый лучший вариант смесь К-18 (82%Ar и 18CO2), но если есть только аргон то вполне.
Если нужна более полная информация пишите.
- Наверх
- Вставить ник
#20 Лепило
Отправлено 22 July 2011 20:25
Так называемая, смесь 1. Только вот, если смесь – в баллоне, баллон катать нужно, и долго. Иначе аргон, как долее тяжелый газ, ляжет на дно, углекислота, естественно, всплывет – в результате, если баллон полный – в начале будет отличная сварка, а потом придется “болгаркой” дефектный шов вырезать и по-новой заваривать.
За свой счет, в свободное от работы время. Если работодатель добрый.
Приветствую. И как часто енто дело катать? Долго это сколько?
К-18 К-20 пойдёт для металла 1,4-1,8 мм?
- Наверх
- Вставить ник
Полуавтоматическая сварка в среде аргона
Электродуговая сварка в аргоновой среде (АДС) производится для защиты места соединения от влияния воздуха. АДС полуавтоматом освобождает сварщика от подачи электрода и имеет другие технические особенные свойства, которые и делают ее востребованной.
Что собой представляет дуговая полуавтоматическая сварка в среде аргона
Сварка MIG – полуавтоматическая сварка в среде инертных газов. В данном случае берется аргон – самый доступный и распространенный газ.
Принцип работы полуавтомата
Полуавтоматическая АДС – это механизированный процесс дуговой сварки, при котором электродная проволока подается с постоянной или переменной скоростью в зону сварки. Одновременно туда поступает газ аргон из баллона.
Одновременно туда поступает газ аргон из баллона.
Сварка полуавтоматом решает проблему с неравномерным нагревом металла и защитой сварочного шва.
Инертный газ подается непосредственно в зону сварки. Идет регулировка подачи присадочной проволоки в соответствии с автоматической подстройкой сварочной силы тока.
Протяжный механизм подает сварочную проволоку. Правильное соотношение скорости подачи и температуры плавления дает равномерное заполнение шва.
Схема полуавтоматической сварки в среде аргона
Особенности сварки
Особенности сварки в среде аргона заключаются в следующем:
- Защищает сварной шов от окисления.
- Аргон – инертный газ. Он не вступает в реакцию металлом.
- Также инертный газ защищает сварной шов от окисления при воздействии воздуха, потому что аргон его вытесняет из места сварки, что очень важно при работе с цветными металлами.
- Благодаря среде аргона, такой метод дает более прочный сварной шов.

Достоинства и недостатки
Плюсы полуавтоматической АДС:
- При полуавтоматической аргонодуговой сварке обеспечивается высокое качество шва.
- Значительно облегчается поджиг дуги.
- Возрастает производительность работы.
- Просто. Главное, разобраться в технологии и прочитать инструкцию на сварочный аппарат. Подходит даже начинающим.
- Понятная настройка параметров на сварочных аппаратах.
- Наглядность. Видно формирование сварного шва.
- Свобода в пространстве.
- Соединение деталей малой толщины.
- Экономия времени. Не требуется зачистка швов от шлака и смена электродов.
Минусы данной сварки:
- Дорогое оборудование.
- Немобильность.
Технология
- Сварочный полуавтомат для работы в среде защитного газа.
 Это могут быть инверторные или трансформаторные преобразователи тока с механизмом подачи проволоки. Трансформаторные сварочные устройства надежны, устойчивы к нагрузкам, у них невысокий КПД, дают помехи в сеть. Сварочные инверторы значительно легче трансформаторных, не дают помех, есть возможность точной настройки, стабилизируют сварочный ток, чувствительны к конденсату внутри устройства. Для простоты работы и точности настроек больше подходит инверторный преобразователь.
Это могут быть инверторные или трансформаторные преобразователи тока с механизмом подачи проволоки. Трансформаторные сварочные устройства надежны, устойчивы к нагрузкам, у них невысокий КПД, дают помехи в сеть. Сварочные инверторы значительно легче трансформаторных, не дают помех, есть возможность точной настройки, стабилизируют сварочный ток, чувствительны к конденсату внутри устройства. Для простоты работы и точности настроек больше подходит инверторный преобразователь.
Примерная стоимость сварочных полуавтоматов с механизмом подачи проволоки
- Присадочная проволока. Она подбирается по трем показателям: марка, вес бухты и диаметр. Выбор диаметра и размера намотки определяется по показателям инвертора и размеру горелки. При выборе марки проволоки нужно ориентироваться на справочные таблицы. Материал присадки должен соответствовать материалу соединяемых деталей и иметь более высокие характеристики по прочности. Диаметр подбирается, учитывая размер толщины свариваемых деталей.
 Например, диаметр проволоки в 1 мм подходит для однопроходной сварки металла толщиной 7-8 мм при сварочном токе в 200А. Для более качественного соединения деталей лучше выбирать проволоку с меньшим числом примесей.
Например, диаметр проволоки в 1 мм подходит для однопроходной сварки металла толщиной 7-8 мм при сварочном токе в 200А. Для более качественного соединения деталей лучше выбирать проволоку с меньшим числом примесей.
Примерная стоимость сварочной проволоки на Яндекс.маркет
- Аргон в баллоне с редуктором.
Примерная стоимость баллонов с аргоном разных объемов на Яндекс.маркет
Процесс сварки
Необходимо соблюдать следующие шаги:
- Устанавливается горелка и кабель массы.
- На баллон с аргоном устанавливается редуктор. Нужно проверить давление газа, оно должно быть выше остаточного.
- На выходной штуцер баллона устанавливается шланг и зажимается хомутом. Второй конец его подключается к сварочному аппарату.
- По инструкции к сварочнику установить на расходном редукторе значение, рекомендованное производителем. Для этого нужно открыть регулировочный вентиль.

- Прочистить канал провода горелки, если там осталась проволока от предыдущей работы.
- Установить катушку на размоточный шток. Проверить совпадение позиций штифтов и посадочных отверстий.
- Проволока пропускается через прокатывающий ролик.
- Установить прижимной ролик на место.
- С помощью регулировочного винта установить усилие прижима, чтобы проволока не проскальзывала в канавке.
- Протяжка проволоки в канал шнура горелки производится при снятом токопроводящем наконечнике.
- Накрутить наконечник подходящего диаметра на горелку и установить сопло на место.
- Подключить аппарат к сети.
- Подготовить свариваемые детали. Зачищается вся ширина кромки до металлического блеска.
- Разделка кромок и подготовка фасок не требуется для металлических поверхностей толщиной до 2,5 мм.
 Алюминий дополнительно очищается ацетоном.
Алюминий дополнительно очищается ацетоном. - После подготовки деталей и проверки оборудования подключить клеммы электропитания. При постоянном токе применяется обратная полярность. К горелке с проволокой подключается «+» , а на изделие «-».
- Включить переключатель, который подает проволоку, в рабочее положение.
- Зажигается электродуга. Достаточно прикоснуться к металлу при наличии плавящейся проволоки.
- На нерабочем металле (образце) рекомендуется проверить точность настроек. И если требуется – подрегулировать.
- Производится сварка. Движение сопла горелки должно быть только в одном направлении, без поперечных движений. На вертикальной детали движение сопла сверху вниз.
- При большой толщине металла требуется подогрев до температуры 150-300 0 С.
- Детали свариваются на высокой скорости однослойным швом.
- Заканчивать сварку нужно, постепенно снижая температуру дуги (уменьшая силу тока).
 Перед этим убрать (прекратить подачу) присадочную проволоку.
Перед этим убрать (прекратить подачу) присадочную проволоку.
Полуавтоматическая сварка в среде защитных газов (она же MIG/MAG сварка) — один из самых распространенных методов соединения металлов. С применением полуавтомата и защитного газа можно сварить детали из любых металлов, при этом работать можно и на улице, и в цеху.
В этой статье мы подробно расскажем, какова технология полуавтоматической сварки, какое оборудование и комплектующие используются. Эта статья — своеобразная инструкция для начинающих. После прочтения вы будете знать все основы и сможете приступить к сварке.
Технология полуавтоматической сварки крайне проста. В работе зачастую используется плавящаяся проволока и защитный газ. В качестве газа используют аргон, углекислоту или гелий, а иногда и смеси этих газов. Сварка выполняется с применением полуавтомата, на нем устанавливается постоянный или импульсный ток. Во время сварки плавится и проволока, и сам металл. Они смешиваются и образовывают единый шов. Газ выполняет защитную функцию. Он подается в сварочную зону с помощью горелки и защищает шов от окисления и образования дефектов.
Во время сварки плавится и проволока, и сам металл. Они смешиваются и образовывают единый шов. Газ выполняет защитную функцию. Он подается в сварочную зону с помощью горелки и защищает шов от окисления и образования дефектов.
Также существует сварка неплавящимся электродом в среде инертного газа, но она применяется редко, поэтому не будем заострять на ней внимание. А вот о чем стоит рассказать подробнее, так это о сфере применения такой сварочной технологии. MIG/MAG сварка может применяться не только на суше, но и под водой, что существенно увеличивает возможности сварщика.
Применяемое оборудование
Полуавтоматическая сварка в среде защитных газов предполагает использование не только полуавтомата, но и источника тока. В качестве источника можно использовать обычную бытовую розетку, если напряжения достаточно, и оно бесперебойное. Также для полноценной работы вам нужно работать с механизмом, который будет подавать проволоку, а также выбрать сменные детали. Далее мы подробно все расскажем.
Сварочный полуавтомат
Сварка в защитных газах выполняется с помощью полуавтомата. Полуавтоматом называют как отдельный сварочный аппарат, так и комплекс всего оборудования, в том числе баллона с газом. Работа может выполняться на специальном сварочном посте, станке или без поста. Ниже изображен стандартный комплект сварочного оборудования для MIG/MAG сварки.
Стандартный сварочный полуавтомат для работы с плавящимся электродом в защитных газах состоит из источника тока, механизма подачи проволоки, горелки, кабелей, встроенного управления, системы подачи газа, системы охлаждения.
Сварочный аппарат полуавтомат может иметь различное назначение. Наверняка вы заметили, что в ходе статьи мы упоминали термины MIG и MAG. Данными терминами обозначается тип сварки. MAG — сварка в среде активных газов. MIG — сварка в среде инертных газов. Соответственно, аппаратом MIG вы не сможете выполнить MAG сварку, и наоборот.
Для большей универсальности можно приобрести полуавтомат, способный работать и в MIG, и в MAG режиме. Так ваши возможности будут намного шире. Есть еще FCAW сварка с применением порошковой проволоки. Порошковая проволока — это полая трубочка, внутри которой содержатся флюсы. Такую проволоку используют без защитного газа, так что не будем на этом останавливаться.
Так ваши возможности будут намного шире. Есть еще FCAW сварка с применением порошковой проволоки. Порошковая проволока — это полая трубочка, внутри которой содержатся флюсы. Такую проволоку используют без защитного газа, так что не будем на этом останавливаться.
Системы подачи проволоки
Выше мы упоминали, что при сварке полуавтоматом проволока подается с помощью специального механизма. Он может работать по трем принципам: толкающем, тянуще-толкающем и тянущем. Самая популярная система подачи проволоки — толкающая, она самая недорогая и встречается в большинстве бюджетных полуавтоматов.
Главный недостаток — ограниченное количество метров газового шланга, который можно использовать. А именно, 5 метров в длину. Если в полуавтомате используется другая система подачи проволоки, то можно использовать шланг длиной от 10 метров и больше. Также можно использовать более толстую проволоку, но нужно учитывать, что такой механизм будет весить намного больше.
Также обратите внимание на регулировку скорости подачи проволоки в выбранной вами модели. Новичкам рекомендуем выбирать механизмы с автоматической регулировкой скорости подачи, так вы избавитесь от лишней головной боли. Ну а профессионалы зачастую выбирают механизмы с ручной регулировкой, поскольку их опыт позволяет устанавливать индивидуальные настройки для каждого типа работ. Сами механизмы подачи могут быть встроенными в полуавтомат, а могут быть переносными. У переносных гораздо больше возможностей, но они громоздкие и не позволяют варить в труднодоступных местах.
Новичкам рекомендуем выбирать механизмы с автоматической регулировкой скорости подачи, так вы избавитесь от лишней головной боли. Ну а профессионалы зачастую выбирают механизмы с ручной регулировкой, поскольку их опыт позволяет устанавливать индивидуальные настройки для каждого типа работ. Сами механизмы подачи могут быть встроенными в полуавтомат, а могут быть переносными. У переносных гораздо больше возможностей, но они громоздкие и не позволяют варить в труднодоступных местах.
Сменные детали
У полуавтомата есть дополнительные сменные детали, за которыми нужно периодически следить. К таким деталям относится токосъемный наконечник и сопло. Следите, чтобы эти детали были в исправном состоянии, поскольку от них во многом зависит стабильность горения дуги. Рекомендуем сразу приобрести качественные сменные детали, чтобы они не подвели вас в самый неподходящий момент.
Применяемые комплектующие
Сварка полуавтоматом с газом предполагает использование проволоки и, конечно, защитного газа. Ниже вы можете видеть таблицу с используемыми типами газов.
Ниже вы можете видеть таблицу с используемыми типами газов.
Если вы внимательно изучите таблицу, то обнаружите, что применяются самые разнообразные газы: и активные, и инертные, и смеси газов, в том числе активных с инертными. Газ, который не рекомендуется применять при полуавтоматической сварке — водород. При его использовании металл сильно разбрызгивается и шов получается некачественным.
Теперь о проволоках. Есть отдельный ГОСТ №2246-70, согласно которому допускается использование 75 марок сварочной проволоки. Вы сами понимаете, что при таком разнообразии трудно давать какие-то общие рекомендации по правильному выбору проволоки. Скажем лишь одно: ориентируйтесь на марку детали, которую собираетесь варить. И исходя из этого подбирайте марку проволоки.
Особенности сварки в среде углекислого газа
Поскольку в рамках одной статьи мы не сможем рассказать об особенностях полуавтоматической сварки в среде всех защитных газов, мы решили рассказать только про сварку в углекислоте. Это популярная и эффективная технология сварки, так что запомните (а лучше запишите) все, что прочтете ниже.
Это популярная и эффективная технология сварки, так что запомните (а лучше запишите) все, что прочтете ниже.
Выбор сварочной проволоки
Выбор сварочной проволоки при сварке в углекислоте — дело непростое. Дело в том, что при сварке в углекислоте стальные детали с низким содержанием углерода сильно окисляются. Чтобы этого избежать нужно использовать проволоку, в составе которой присутствует марганец и кремний. А если нужно сварить легированные стали, то используйте специальные проволоки. Ниже вы можете видеть рекомендуемые марки проволоки для сварки низкоуглеродистых и легированных сталей.
Подготовка металла
Чтобы шов получился качественным нужно тщательно подготовить металл перед сваркой. Для этого очистите кромки от коррозии, грязи, краски или следов масла. Если загрязнения несущественные, то для их устранения можно использовать ветошь. Если загрязнения въевшиеся, то используйте металлическую щетку. Не забывайте обезжиривать металл. В некоторых случаях можно прибегнуть к травлению.
Выбор режима сварки
От правильного выбора режима сварки во многом зависит качество готового сварного соединения. Поэтому к выбору режима нужно подойти со всей ответственностью. Режимом сварки называют комплекс различных настроек, которые вы можете установить на своем полуавтомате.
При сварке полуавтоматом в среде углекислого газа этот комплекс настроек состоит из рода тока, его полярности, диаметра проволоки, силы сварочного тока, напряжения дуги, скорости подачи проволоки, вылета проволоки. Давайте подробнее остановимся на каждом параметре.
Начнем с рода тока и его полярности. Обычно используют постоянный ток обратной полярности. Если установить прямую полярность дуга будет гореть нестабильно. Если вы хотите использовать не постоянный, а переменный ток, то нужно дополнительно добавить в цепь осциллятор.
Диаметр проволоки выбирается исходя из толщины свариваемого металла. Тут все просто. Чем тоньше металл, тем тоньше проволока. А вот силу сварочного тока нужно устанавливать исходя из диаметра проволоки. Главное понять основной принцип: чем больше сила сварочного тока, тем больше глубина провара и выше скорость сварки. Ниже вы можете видеть таблицу с основными режимами сварки. Используйте эту шпаргалку первое время, а затем учитесь сами подбирать оптимальный режим.
Главное понять основной принцип: чем больше сила сварочного тока, тем больше глубина провара и выше скорость сварки. Ниже вы можете видеть таблицу с основными режимами сварки. Используйте эту шпаргалку первое время, а затем учитесь сами подбирать оптимальный режим.
Что касается напряжения дуги, то этот параметр зависит от длины этой самой дуги. Напряжение устанавливают исходя из силы сварочного тока. Здесь тоже достаточно понять основной принцип, чтобы научиться настраивать напряжение. Самое главное правило: чем больше напряжение, тем меньше глубина провара и больше ширина шва. Этой информации уже достаточно для того, чтобы опытным путем выяснить оптимальное напряжение дуги.
Скорость подачи проволоки подбирается опытным путем. Важно, чтоб дуга горела стабильно и при этом проволока равномерно плавилась. Новичкам рекомендуем использовать механизмы с автоматической регулировкой скорости подачи проволоки.
И последний параметр режима сварки — вылет проволоки. Он тоже определяется опытным путем и приходит с опытом. Здесь важно, чтобы вылет не был слишком большим или слишком маленьким. Если вылет будет слишком большой, дуга будет гореть нестабильно и качество шва ухудшится. А если вылет будет слишком маленьким, то вы просто не сможете наблюдать за процессом сварки.
Здесь важно, чтобы вылет не был слишком большим или слишком маленьким. Если вылет будет слишком большой, дуга будет гореть нестабильно и качество шва ухудшится. А если вылет будет слишком маленьким, то вы просто не сможете наблюдать за процессом сварки.
Расход газа
Во время сварки важно следить за расходом углекислого газа. Если вы варите у себя в гараже, то это делать не обязательно. А вот если вы сварщик на производстве, то просто обязаны следить за расходом. Чтобы определить расход нужно учесть силу тока, тип сварного шва и вылет сварочной проволоки. Теме расхода углекислоты мы посвятили отдельную статью, обязательно прочтите ее.
Вместо заключения
Полуавтоматическая сварка в среде защитных газов — это несложная, но в то же время эффективная технология. Да, вам придется использовать в работе баллон с газом, а это не всегда удобно. Но если нужно постоянно перемещаться, можно использовать специальную тележку. Она существенно упрощает работу. К тому же, газ стоит дешево (особенно аргон), а качество шва получается отличным.
Сварка MIG / MAG была изобретена в 1950‑х годах и основные принципы используются, в современных сварочных аппаратах по сей день. Она является самой универсальной и часто применяемой в кузовном ремонте. Когда речь идёт о полуавтоматической сварке, то, имеют ввиду, именно эту сварку. В отличие от других видов ручной сварки она отличается лёгкостью применения, при этом даёт качественный результат.
p, blockquote 1,0,0,0,0 –>
Более правильное и полное название этого вида сварки GMAW (Gas metal arc welding – электродуговая сварка металла в среде защитного газа), но чаще используют именно аббревиатуру MIG / MAG (Metal Inert Gas/ Metal Active Gas).
p, blockquote 2,0,0,0,0 –>
MIG /MAG-сварка – это электро-дуговая сварка, использующая постоянный ток ( DC ). В качестве электрода в этом виде сварке используется проволока, которая поступает в место сварки с определённой заданной скоростью. Обычно такая сварка используется вместе с защитным газом. MIG – полуавтоматическая сварка, где в качестве защитного газа используется инертный газ (аргон, гелий..), а MAG – полуавтоматическая сварка, где в качестве защитного газа используется активный газ ( CO2 и смеси).
Обычно такая сварка используется вместе с защитным газом. MIG – полуавтоматическая сварка, где в качестве защитного газа используется инертный газ (аргон, гелий..), а MAG – полуавтоматическая сварка, где в качестве защитного газа используется активный газ ( CO2 и смеси).
p, blockquote 3,0,0,0,0 –>
Первоначально использовался только аргон для сварки всех металлов, что было дорого и недоступно. В дальнейшем стали применять двуокись углевода ( CO2 ) и смеси и этот вид сварки стал более доступным и получил широкое распространение.
p, blockquote 4,0,0,0,0 –>
MIG /MAG-сваркой можно сваривать различные виды металла: алюминий и его сплавы, углеродистую и низкоуглеродистую сталь и сплавы, никель, медь и магний.
p, blockquote 5,0,0,0,0 –>
Учитывая высокое качество сварки и лёгкость применения, она, в дополнение к этому, распространяет сравнительно небольшой нагрев зоны, вокруг места сварки.
p, blockquote 6,0,0,0,0 –>
Принцип действия
p, blockquote 7,0,0,0,0 –>
Сварка MIG / MAG (Metal Inert Gas/ Metal Active Gas) осуществляется посредством электрической дуги, защищённой газом, образуемой между рабочей поверхностью и проволокой (электродом), которые автоматически поступают к месту сварки при нажатии на курок. Скорость подачи проволоки, напряжение сварки и количество газа устанавливаются заранее. Из-за того, что сварочная проволока автоматически поступает к месту сварки, а от сварщика зависят только манипуляции со сварочной горелкой, такой вид сварки часто и называют полуавтоматической.
p, blockquote 8,0,0,0,0 –>
При MIG /MAG-сварке очень важна настройка сварочного аппарата. При электродуговой сварке электродами и при сварке TIG настройки не так критичны. Также важна чистота металла перед началом сварки.
p, blockquote 9,0,0,0,0 –>
Конец проволоки должен выступать на определённое расстояние, иначе слишком длинная проволока-электрод не позволит защитному газу нормально действовать. Этот параметр мы рассмотрим ниже в этой статье.
Этот параметр мы рассмотрим ниже в этой статье.
p, blockquote 10,0,0,0,0 –>
Оборудование для сварки MIG / MAG
Сварочный аппарат MIG / MAG содержит генератор электрической дуги (трансформатор или инвертер), механизм подачи проволоки, кабель «массы» с зажимом, баллон для защитного газа.
p, blockquote 11,0,0,0,0 –>
Защитный газ
Основная задача защитного газа – защита расплавленного металла от атмосферного воздействия (кислород окисляет, а азот и влага из воздуха вызывают пористость шва) и обеспечить благоприятные условия зажигания сварочной дуги.
p, blockquote 12,0,0,0,0 –>
Тип защитного газа влияет на скорость плавления, проникновение сварочной дуги, на количество брызг при сварке, форму и механические свойства сварочного шва. Определённая смесь газов даёт существенный эффект стабильности электрической дуги и уменьшает количество брызг при сварке. Состав газа влияет на то, как расплавленный металл от проволоки передаётся к месту сварки.
Состав газа влияет на то, как расплавленный металл от проволоки передаётся к месту сварки.
p, blockquote 13,0,0,0,0 –>
Инертные газы и их смеси в качестве защитного газа ( MIG ) используются для сварки алюминия и цветных металлов. Обычно применяются аргон и гелий.
p, blockquote 14,0,0,0,0 –>
Активные газы и смеси ( MAG ) применяется для сварки сталей. Чаще всего это чистая двуокись углерода ( CO2 ), а также в смеси с аргоном.
p, blockquote 15,0,1,0,0 –>
Рассмотрим виды и смеси защитных газов подробнее:
p, blockquote 16,0,0,0,0 –>
- Чистая двуокись углерода ( CO2 ) или двуокись углерода с аргоном, а также аргон в смеси с кислородом обычно используются, для сварки стали. Если использовать двуокись углерода ( CO2 ) в качестве защитного газа, то получите высокую скорость плавления, лучшую проникаемость дуги, широкий и выпуклый профиль сварочного шва.
 Когда используется чистая двуокись углерода, то происходит сложное взаимодействие сил вокруг расплавленных металлических капель на кончике насадки. Эти несбалансированные силы становятся причиной образования больших нестабильных капель, которые передаются в зону сварки случайными движениями. Это является причиной увеличения брызг вокруг сварочного шва. Также чистый карбон диоксид образует больше испарений.
Когда используется чистая двуокись углерода, то происходит сложное взаимодействие сил вокруг расплавленных металлических капель на кончике насадки. Эти несбалансированные силы становятся причиной образования больших нестабильных капель, которые передаются в зону сварки случайными движениями. Это является причиной увеличения брызг вокруг сварочного шва. Также чистый карбон диоксид образует больше испарений. - Аргон, гелий и аргонно-гелиевая смесь используются при сварке цветных металлов и их сплавов. Эти смеси инертных газов дают более низкую скорость плавления, меньшее проникновение и более узкий сварочный шов. Аргон дешевле гелия и смеси гелия с аргоном, а также даёт меньшее количество брызг при сварке. В отличие от аргона, гелий даёт лучшее проникновение, более высокую скорость плавления и выпуклый профиль сварочного шва. Но когда используется гелий, сварочное напряжение возрастает при такой же длине сварочной дуги и расход защитного газа возрастает в сравнении с аргоном.
 Чистый аргон не подходит для сварки стали, так как дуга становится слишком нестабильной.
Чистый аргон не подходит для сварки стали, так как дуга становится слишком нестабильной. - Универсальная смесь для углеродистой стали состоит из 75% аргона и 25% двуокиси углерода (может обозначаться 74/25 или C25 ). При использовании такого защитного газа образуется наименьшее количество брызг и уменьшается вероятность прожига насквозь тонких металлов.
Подготовка металла к сварке
Металл должен быть зачищен от краски и ржавчины. Даже остатки краски при сварке будут ухудшать качество и прочность сварочного соединения. Место под зажим для массы также должно быть зачищено.
p, blockquote 17,0,0,0,0 –>
Как держать сварочную горелку
p, blockquote 18,0,0,0,0 –>
Сварочной горелкой полуавтомата MIG / MAG можно управлять одной рукой, но использование двух рук облегчит контроль и увеличит аккуратность и качество сварочного шва. Смысл в том, чтобы одной рукой держать горелку и опираться ей на другую руку. Так можно легче контролировать расстояние от свариваемой поверхности и угол, а также делать горелкой нужные движения при формировании шва.
Так можно легче контролировать расстояние от свариваемой поверхности и угол, а также делать горелкой нужные движения при формировании шва.
p, blockquote 19,0,0,0,0 –>
Чтобы работать двумя руками, необходимо использовать полноразмерную сварочную маску (лучше с автозатемнением), которая удерживается на голове и руки остаются свободными.
p, blockquote 20,0,0,0,0 –>
Движение сварочной горелкой во время сварки
p, blockquote 21,0,0,0,0 –>
- Прямой шов, без каких-либо движений в сторону можно применять на металлах, имеющих практически любую толщину, но здесь нужен определённый опыт, чтобы удостовериться, что сварочная дуга равномерно действует на оба свариваемых металла.
- При сварке металлических деталей, имеющих толщину меньше 1мм, лучше использовать электродную проволоку меньшего диаметра, уменьшить параметры силы тока, а также скорость подачи проволоки.
 Нужно варить короткими импульсами, делая перерыв между ними в пределах 1 секунды, чтобы металл успевал охладиться. Короткий перерыв нужен, чтобы следующий сегмент сливался с предыдущим и получался монолитный герметичный шов.
Нужно варить короткими импульсами, делая перерыв между ними в пределах 1 секунды, чтобы металл успевал охладиться. Короткий перерыв нужен, чтобы следующий сегмент сливался с предыдущим и получался монолитный герметичный шов. - При сварке длинного сегмента, во избежание перегрева металла и тепловой деформации, можно сваривать небольшими сегментами или точками с интервалами, поочерёдно, то с одного, то с другого конца свариваемого отрезка. Таким образом, можно проварить весь сегмент, без получения тепловой деформации листового металла.
Скорость сварки
p, blockquote 22,0,0,0,0 –>
Скорость сварки – это скорость, с которой электрическая дуга проходит вдоль места сварки. Она контролируется сварщиком.
p, blockquote 23,0,0,0,0 –>
Скорость движения сварочной горелки должна контролироваться сварщиком и соответствовать скорости подачи проволоки и напряжению электрической арки, выбранных, в соответствии с толщиной свариваемого металла и формы шва.
p, blockquote 24,0,0,0,0 –>
Важно добиться правильной скорости сварки. Слишком высокая скорость может вызвать слишком много брызг расплавленного металла. Защитный газ может остаться в быстро застывающем расплавленном металле, образуя поры. Слишком медленная скорость сварки может стать причиной излишнего проникновения сварочной дуги в свариваемый металл.
p, blockquote 25,0,0,0,0 –>
Скорость движения сварочной горелки влияет на форму и качество сварочного шва. Многие опытные сварщики определяют с какой скоростью нужно двигать сварочную горелку, глядя на толщину и ширину шва в процессе сварки.
p, blockquote 26,0,0,0,0 –>
Скорость потока защитного газа
Может значительно влиять на качество сварки. Скорость потока защитного газа должна строго соответствовать скорости подачи проволоки. Слишком медленный поток не даёт нормальной защиты от окисления, в то время как слишком высокая скорость потока защитного газа может создать завихрения, которые также помешают нормальной защите. Все отклонения ведут к пористости сварочного шва. Важно создать ровный поток воздуха, без завихрений. На это может влиять наличие застывших брызг на насадке.
Все отклонения ведут к пористости сварочного шва. Важно создать ровный поток воздуха, без завихрений. На это может влиять наличие застывших брызг на насадке.
p, blockquote 27,0,0,0,0 –>
Угол сварочной горелки во время сварки
Сварка MIG / MAG может сваривать разные детали под разными углами, поэтому не существует универсального угла, который нужно соблюдать при сварке. При сварке деталей, лежащих в одной плоскости идеальным будет угол в 15–20 градусов (от вертикального положения). При сварке двух деталей под углом удобнее держать горелку под углом 45 градусов. Практикуясь, можно для себя определить наиболее удобный угол в конкретной ситуации.
p, blockquote 28,0,0,0,0 –>
Сварочное напряжение (длина электрической дуги)
Длина дуги одна из самых важных переменных в сварке MIG / MAG , которую нужно контролировать. Нормальное напряжение сварочной дуги в двуокиси углерода ( CO2 ) и гелии (He) намного выше, чем в Ароне (Ar). Напряжение дуги влияет на проникновение, прочность и ширину шва.
Напряжение дуги влияет на проникновение, прочность и ширину шва.
p, blockquote 29,0,0,0,0 –>
С увеличением напряжения электрической дуги, шов становится более плоским и широким и до определённых пределов увеличивается проникновение. Низкое напряжение даёт более узкий и выпуклый шов и уменьшается проникновение.
p, blockquote 30,1,0,0,0 –>
Слишком большое и слишком маленькое напряжение вызывает нестабильность дуги. Избыточное напряжение является причиной образования брызг и пористости шва.
p, blockquote 31,0,0,0,0 –>
Сварочная проволока
Сварочная проволока служит присадочным материалом. При сварке проволока поступает к месту шва и расплавляется вместе с кромками металлов, заполняя шов. У неё должен быть химический состав, схожий с составом свариваемых материалов. К примеру, содержание углерода, от которого зависит пластичность шва.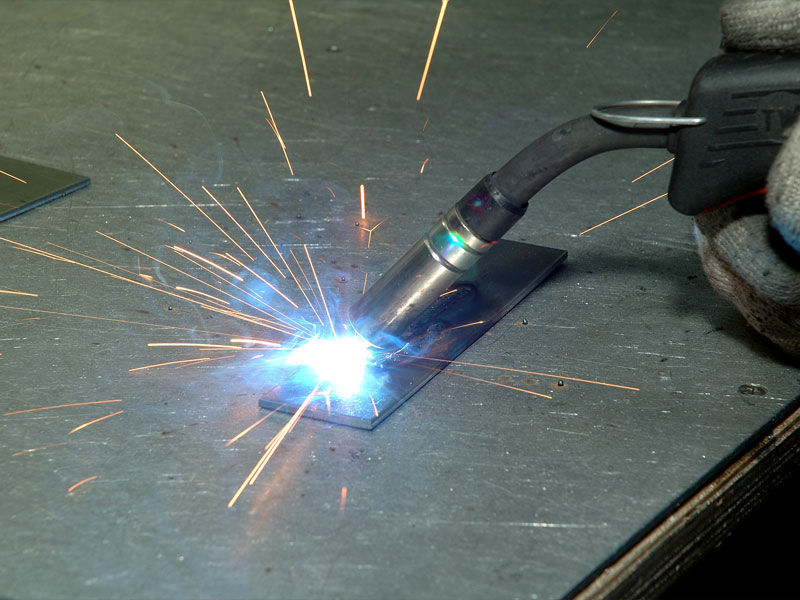
p, blockquote 32,0,0,0,0 –>
Температура плавления электродной проволоки должна быть чуть ниже или такой же, как металлов, которые свариваются. Если проволока будет плавиться позже, чем свариваемый металл, то увеличивается вероятность прожжения металла насквозь.
p, blockquote 33,0,0,0,0 –>
Для сварки алюминия и его сплавов применяется проволока из чистого алюминия или с примесью магния и кремния.
p, blockquote 34,0,0,0,0 –>
Диаметр сварочной проволоки
p, blockquote 35,0,0,0,0 –>
Диаметр сварочной проволоки влияет на размер шва, глубину проникновения сварочной дуги, прочность шва и на скорость сварки.
p, blockquote 36,0,0,0,0 –>
Больший диаметр электрода (проволоки) создаёт шов с меньшим проникновением, но более широкий. Выбор диаметра проволоки зависит от толщины свариваемого металла и положения свариваемых деталей.
p, blockquote 37,0,0,0,0 –>
В большинстве случаев маленький диаметр проволоки подходит для тонкого металла и для сварки в вертикальном положении.
p, blockquote 38,0,0,0,0 –>
Проволока большего диаметра желательна для более толстого металла. Ей нужно работать с уменьшенной скоростью подачи проволоки, из-за более низкого проникновения.
p, blockquote 39,0,0,0,0 –>
Длина выхода сварочной проволоки
p, blockquote 40,0,0,0,0 –>
До касания свариваемого металла проволока должна выступать из наконечника на определённую длину.
p, blockquote 41,0,0,0,0 –>
Этот сегмент проволоки проводит сварочный ток. Таким образом, увеличение длины этого сегмента увеличивает электрическое сопротивление и температуру этого отрезка проволоки. Чем больше выступает проволока, тем меньше будет электрическая дуга. При длинном выходе проволоки из наконечника получается узкий шов, низкое проникновение и повышенная толщина шва.
p, blockquote 42,0,0,0,0 –>
При уменьшении длины выхода отрезка сварочной проволоки даёт противоположный эффект. Увеличивается проникновение сварочной дуги, получается более широкий и тонкий шов.
p, blockquote 43,0,0,0,0 –>
Типичная длина выхода сварочной проволоки варьируется от 6 до 13 мм.
p, blockquote 44,0,0,0,0 –>
При использовании порошковой проволоки без газа длина выхода сварочной проволоки должна быть больше, чем с газом (30 – 45 мм).
p, blockquote 45,0,0,1,0 –>
Cварка самозащитной проволокой без газа
Порошковая самозащитная проволока, которую также называют флюсовой имеет сердечник, содержащий в себе все необходимые присадки для защиты шва и сварочной дуги в процессе сварки без газа.
p, blockquote 46,0,0,0,0 –>
Такая проволока содержит компоненты, образующие газ во время сварки, антиокислители, очистители, а также присадки, улучшающие электрическую дугу. Таким образом, при возникновении дуги образуется газ, который защищает расплавленный металл, а также специальные компоненты образуют подобие шлака поверх металла во время остывания, который защищает его во время затвердевания.
Таким образом, при возникновении дуги образуется газ, который защищает расплавленный металл, а также специальные компоненты образуют подобие шлака поверх металла во время остывания, который защищает его во время затвердевания.
p, blockquote 47,0,0,0,0 –>
p, blockquote 48,0,0,0,0 –>
Такую проволоку удобно использовать, когда сварочный аппарат нужен не часто. Преимуществом является лучшая мобильность оборудования (не требуется баллон с газом) и возможность использования на улице (даже в ветреную погоду, ввиду отсутствия притока защитного газа).
p, blockquote 49,0,0,0,0 –>
При сварке самозащитной проволокой образуется много дыма и испарений и сложно визуально контролировать процесс сварки. Сварочный флюс, который остаётся поверх готового шва, не проводит электричества, поэтому после охлаждения, чтобы сваривать поверх готового шва, его необходимо сначала зачистить.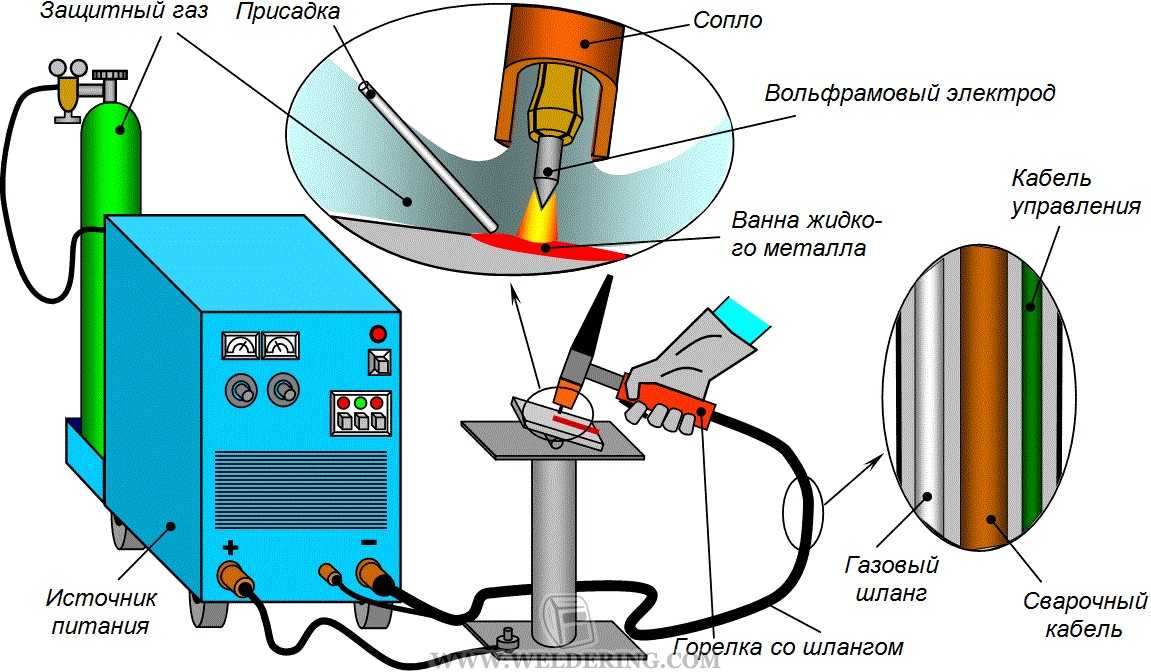
p, blockquote 50,0,0,0,0 –>
При помощи порошковой проволоки можно сваривать более толстый металл, чем при помощи проволоки, используемой с газом.
p, blockquote 51,0,0,0,0 –>
Сварка при помощи этого типа проволоки «прощает» недостаточно хорошо подготовленную поверхность.
p, blockquote 52,0,0,0,0 –>
Полярность при сварке без газа
Полярность – это направление потока электричества в цепи сварочного аппарата.
p, blockquote 53,0,0,0,0 –>
При прямой полярности электрод (проволока) – это минус, а свариваемый металл (заземление) – это плюс. При обратной полярности электрод – плюс, а свариваемый металл – минус.
p, blockquote 54,0,0,0,0 –>
Для сварки при помощи порошковой проволоки используется прямая полярность (проволока – минус, заземление — плюс).
p, blockquote 55,0,0,0,0 –>
При сварке с газом – электрод (+), масса (-).
p, blockquote 56,0,0,0,0 –>
Полярность, с которой будет нормально работать порошковая проволока, зависит от её состава. Бывают и такие, которые будут нормально сваривать с любой полярностью.
p, blockquote 57,0,0,0,0 –>
В большинстве случаев, при сварке без газа сварочный аппарат должен быть настроен с позитивным заземлением и негативным электродом. Это даст больше мощности для плавления порошковой проволоки.
p, blockquote 58,0,0,0,0 –>
Звук правильной сварки полуавтоматом
При обучении сварки MIG / MAG , важно слушать звуки, издаваемые при сварке и, конечно же, контролировать процесс сварки визуально (через затемнённую маску). При правильной сварке полуавтоматом издаётся звук, напоминающий жарку мяса на сковороде. Этот «шипяще-жужжащий» звук говорит о хорошем балансе между скоростью подачи проволоки, подаче газа и настройками напряжения. Застывшие брызги на насадке или наконечнике сварочной горелки ухудшают поток защитного газа, плохой контакт зажима массы, плохо очищенная область сварки, всё это может ухудшать формирование сварочной дуги, и будет отражаться на звуке сварки. Также можете прочитать статью “как настроить сварочный полуавтомат” для большего понимания правильной настройки аппарата перед сваркой.
особенности, достоинства и недостатки, оборудование, технология процесса
Технология
В корпус горелки вставляется прочное керамическое сопло. В него — зажимная цанга, для фиксации неплавящегося вольфрамового электрода (диаметр от 0,5 до 8,0 мм). Контактный конец затачивается, чтобы удобнее работать. Выступающая с другой стороны часть электрода закрыта тыльным колпачком.
Электрическая схема простая. При сварке постоянным током обычно применяется прямая полярность. (Переменный используют для алюминия). Минус подключают к электроду, плюс – к листу металла. Это связано с тем, что необходимо меньше нагревать вольфрамовый стержень, и как можно больше – соединяемый материал, поскольку тепло распределяется приблизительно в пропорции 3 : 7. Диапазон напряжений – от 10 до 30В, тока – от 5 до 600А.
Поскольку электрод и свариваемый материал находятся под напряжением, то между ними образуется электрическая дуга, достаточная для оплавления кромок металла и присадочной проволоки и образования сварочной ванны. Суть процесса именно в этом – после остывания, кромки с присадкой образуют сплошной шов, прочно соединяя части материала.
При ручной технологии, сварщик одной рукой держит горелку, наклоняя ее назад на 10-15 град к вертикали, а другой подает в рабочую зону проволоку. Конец электрода должен быть близко к металлу (1,5-3,0 мм), но не касаться его. Для начала работы, следует нажать кнопку на горелке – включится электричество и пойдет газ.
Во время работы, в сварочную ванну подается инертный газ, обычно это аргон (расход от 5 до 20 л/мин). Поскольку он тяжелее воздуха, то сразу вытесняет из рабочей зоны кислород, в результате чего соединяемый металл не горит, а только плавится. К тому же, исключается образование окислов, снижающих качество шва.
Поскольку аргон обладает высоким ионизационным потенциалом, дуга зажигается плохо. Плюс ко всему, в момент прикосновения к листу, заточенный конец электрода оплавляется и загрязняется. Для упрощения зажигания, в схему параллельно включают осциллятор. Он подает на электрод поток ВЧ импульсов. Благодаря им, в зоне контакта значительно повышается степень ионизации, дуга зажигается намного легче.
Чтобы повысить качество шва, сделать его более монолитным и менее пористым, в аргон добавляют 3-5% кислорода. Больше нельзя, иначе металл начнет гореть. А в этом случае, всего лишь выгорают попавшие в сварочную ванну вредные примеси.
Технические особенности сварки в полуавтоматическом и ручном режимах
Переменный ток при сварке неплавящимся электродом обеспечивает процессу цикличность. При положительном периоде цикла начинает интенсивно разрушаться оксидная плёнка. При отрицательном периоде происходит прогрев и плавление металла. Цикл может повторяться до 100 раз в секунду. Постоянный ток при пайке автоматически подаваемым алюминиевым электродом должен поступать на дугу в виде высокочастотных импульсов, что обеспечивает равномерное перетекание присадочного материала (анода) в область формирующегося шва. Некоторые сварочные аппараты рассчитаны на оба вида сварки и обладают преимуществом универсальности.
Недостатки
- Для получения качественных результатов, требуется опытный специалист, с необходимыми навыками и знанием технологии.
- Производительность невысокая, в пределах от 4 до 40 см в минуту.
- Металл надо подготовить – зачистить, обезжирить. Иначе шов получится пористый.
- При сильном ветре необходимо ставить щиты, чтобы газ не выдувался из зоны контакта.
TIG сварка может быть автоматической, когда управление горелкой и подачу присадочной проволоки выполняет специальное устройство.
Сварочные аппараты для аргонодуговой сварки
Аппараты для аргонодуговой сварки на постоянном (DC) и переменном (AC/DC) токе от компании Miller Electric — это самое современное сварочное оборудование для промышленной эксплуатации. Оборудование предназначено для самых тяжелых условий работы в трехсменном режиме, в условиях с повышенной запыленностью, с плохими электрическими сетями, с универсальным подключением от 1 или 3 фаз. Эргономичное и интуитивно понятное управление аппаратами для аргонодуговой сварки делают их очень простыми и удобными в работе, все самые современные сварочные функции уже заложены в систему управления. Отсутствие необходимости в периодичном обслуживании оборудования также являете большим плюсом и может значительно повысить время его полезного использования и сократить эксплуатационные затраты до минимума — приобретения расходных сварочных материалов. Оборудование собрано на территории США, нет никаких дочерних предприятий в странах Азии, качество сборки напрямую влияет на надежность и безотказность оборудования, срок его службы и качество сварки. Именно поэтому модели MAXSTAR (DC) и DYNASTY (AC/DC) пользуются заслуженной популярностью у судостроителей, монтажных организаций, строителей, в нефтегазовом секторе и тяжелом машиностроении. Модельный ряд сварочных аппаратов начинается от 210 А, далее идут модели на 280 А и на 400 А и заканчивается модельный ряд мощными источниками на токи до 800 А. Все cварочные аппараты можно использовать как для ручной дуговой сварки, так и составе автоматизированных комплексов для аргонодуговой сварки. Универсальный для всех источников компании Miller Electric 14-ти пиновый разъем управления позволяет дистанционно производить включение и выключение сварочных аппаратов, регулировать сварочный ток. При установке специальной платы управления оператор может полностью управлять сварочным источником внешними пультами, в том числе и контроллерами, что делает дает возможность применения источников для роботизированной сварки или в составе специальных установок с ЧПУ. Доступный интерфейс управления делает процесс обучения сварщиков очень быстрым, сокращает время внедрения нового оборудования на производстве, обеспечивает простоту и удобство во время эксплуатации.
- Модели, имеющие маркировку MAXSTAR — это аппараты аргонодуговой сварки на постоянном токе (DC) ответственных соединений, в том числе и трубопроводов, изделий из нержавеющей стали, изделий из титана и его сплавов.
- Модели, имеющие маркировку DYNASTY — это сварочные аппараты для сварки на постоянном и на переменном токе (AC/DC) ответственных соединений, в том числе и трубопроводов, изделий из нержавеющей стали, изделий из титана и его сплавов, алюминиевых конструкций.
- Модели, имеющие маркировку SYNCROWAVE — это сварочные аппараты для сварки на постоянном и на переменном токе (AC/DC) ответственных соединений, в том числе и трубопроводов, изделий из нержавеющей стали, изделий из титана и его сплавов, алюминиевых конструкций.
Все модели имеют функцию ручной дуговой сварки, а также строжки. При изменении полярности не требуется переподключение сварочных кабелей. Модели MAXSTAR/DYNASTY 210, 280, 400 и 800 в комплектации TigRunner поставляются на удобных транспортных тележках и с блоком водяного охлаждения. При необходимости доступен заказ источника, тележки, блока охлаждения по отдельности. Модели SYNCROWAVE в базовой комплектации имеют транспортную тележку.
В компании ИТС-Инжиниринг, вы всегда можете купить аппарат для аргонодуговой сварки, подобрать комплектующие для сварочных аппаратов и получить подробную консультацию от экспертов нашей компании. Специалисты нашей компании авторизованы производителем на проведения как гарантийного, так и пост гарантийного сервисного обслуживания всех существующих и даже снятых с производства моделей оборудования Miller Electric. Мы гарантируем оперативную техническую поддержку оборудования и постоянное наличие на складе как самих источников тока, сварочных горелок, так и наиболее востребованных комплектующих, аксессуаров и расходных материалов.
Горелка для аргоно дуговой сварки с плавящимся электродом
В случае комплектации горелки плавящимся электродом дуга подается между концом сварочной проволоки и самим изделием.
Достоинства данного вида:
- узкая зона термического воздействия;
- возможность влияния на качественные характеристики шва при помощи регулирования состава газа и проволоки;
- широкие возможности автоматизации процесса, что существенно повышает производительность сварочных работ.
Применяется при сваривании нержавеющих сталей и алюминия.
Аргонная сварка своими силами
Если вы приобрели сварочный инверторный или трансформаторный аппарат для аргонной сварки, то вам для полного комплекта необходимо также иметь: горелку, баллон с аргоном, редуктор и клапан газа, сварочную маску. Основные правила, которые нужно соблюдать в процессе работы используя инертный газ – аргон.
- Если вы применяете неплавящийся электрод, то его необходимо держать как можно ближе к поверхности свариваемой конструкции, что позволяет создать минимальную дугу. Увеличение дуги приводит к уменьшению глубины проплава и повышению ширины шва, что значительно снижает качество сварных соединений.
- При аргонной сварке необходимо совершать единственное движение вдоль оси шва, не делая перпендикулярных шву перемещений. Это создает эстетичное прочное соединение, что качественно отличает эту технологию от сварки покрытыми электродами.
- Необходимо постоянно следить, чтобы электрод и присадочная проволока не выходили из защитной газовой зоны.

- Проволоку нужно подавать плавно для избежания разбрызгивания металла.
- При применении вольфрамового электрода проволоку необходимо подавать впереди горелки без поперечных колебаний. Таким образом можно обеспечить образование узкого эстетичного шва.
- Заварка кратера по окончании работ производится с понижением силы тока реостатом. Не допускается прекращать сварочный процесс обрывом дуги при отведении горелки. Это резко снижает защиту шва. Подачу газа прекращают только через 10 секунд после окончания сварочных работ. Начинают подавать газ перед сваркой за 20 секунд до начала работ.
- Перед началом работы, поверхности свариваемых элементов необходимо очистить от жира и грязи механическими и химическими методами, провести обезжиривание.
Сварка конструкций в защитной среде аргона – процесс кропотливый, не терпящий суеты и халатного отношения. Цены на работы сварщиков – аргонщиков, которые являются профессионалами в своем деле, довольно высокие. Поэтому при наличии специального оборудования и необходимости частого проведения сварочных работ вполне возможно освоить все тонкости этого процесса самостоятельно.
Зачем нужна аргонно-дуговая сварка
Для сварочного соединения деталей из стали можно использовать любой из доступных аппаратов трансформаторного или инверторного типа. Но для варки цветных металлов и нержавейки применяется другая технология.
Алюминий, медь, бронза или нержавеющая сталь при сварке их плавящимся электродом не образуют качественное соединение вследствие контакта с атмосферным кислородом. Швы окисляются и быстро приходят в негодность.
Для этого используют защитный газ аргон (гелий и пр.), который не допускает попадание кислорода в сварочную ванну. А для этого нужно использовать другое оборудование, например, инвертор аргонно-дуговой сварки.
Процесс сварки
Необходимо соблюдать следующие шаги:
- Устанавливается горелка и кабель массы.
- На баллон с аргоном устанавливается редуктор. Нужно проверить давление газа, оно должно быть выше остаточного.
- На выходной штуцер баллона устанавливается шланг и зажимается хомутом. Второй конец его подключается к сварочному аппарату.
- По инструкции к сварочнику установить на расходном редукторе значение, рекомендованное производителем. Для этого нужно открыть регулировочный вентиль.
- Прочистить канал провода горелки, если там осталась проволока от предыдущей работы.
- Установить катушку на размоточный шток. Проверить совпадение позиций штифтов и посадочных отверстий.
- Проволока пропускается через прокатывающий ролик.
- Установить прижимной ролик на место.
- С помощью регулировочного винта установить усилие прижима, чтобы проволока не проскальзывала в канавке.
- Протяжка проволоки в канал шнура горелки производится при снятом токопроводящем наконечнике.
- Накрутить наконечник подходящего диаметра на горелку и установить сопло на место.
- Подключить аппарат к сети.
- Подготовить свариваемые детали. Зачищается вся ширина кромки до металлического блеска.
- Разделка кромок и подготовка фасок не требуется для металлических поверхностей толщиной до 2,5 мм. Алюминий дополнительно очищается ацетоном.
- После подготовки деталей и проверки оборудования подключить клеммы электропитания. При постоянном токе применяется обратная полярность. К горелке с проволокой подключается «+» , а на изделие «-».
- Включить переключатель, который подает проволоку, в рабочее положение.
- Зажигается электродуга. Достаточно прикоснуться к металлу при наличии плавящейся проволоки.
- На нерабочем металле (образце) рекомендуется проверить точность настроек. И если требуется – подрегулировать.
- Производится сварка. Движение сопла горелки должно быть только в одном направлении, без поперечных движений. На вертикальной детали движение сопла сверху вниз.
- При большой толщине металла требуется подогрев до температуры 150-3000С.
- Детали свариваются на высокой скорости однослойным швом.
- Заканчивать сварку нужно, постепенно снижая температуру дуги (уменьшая силу тока). Перед этим убрать (прекратить подачу) присадочную проволоку.
Сварка аргоном – особенности, техника, принцип работы
Нередко возникает потребность сварить материалы, которые при обычных видах сварки не соединяются, к примеру, алюминий, медь, титан и так далее. Поэтому, чтобы создать прочную неразъемную конструкцию из этих металлов, применяется сварка аргоном. Что такое аргонная сварка, как она работает? На эти и другие вопросы ответы в этой статье.
Особенности аргонной с варки
Процесс – аргонодуговая сварка происходит в среде инертного газа аргона, отсюда и название сварочного процесса. Использование аргона в сварке при соединении двух металлов – это защита от окисления, которая может произойти за счет соприкосновения с кислородом в воздухе. То есть, аргон покрывает зону сварки и не дает кислороду проникнуть в зону сопрягаемых поверхностей.
Сам режим сварки может производиться ручным способом, полуавтоматическим и автоматическим. Существует классификация режимов, которые зависят именно от вышеописанных способов и вида электрода, участвующего в процессе сварки. Два вида электродов: плавящийся и неплавящийся. Ко второму виду относится вольфрамовая проволока, с помощью которой можно гарантировать прочное и надежное соединение двух металлов, даже разнородных.
Итак, классификация режимов сварки аргонодуговой:
- Ручная сварка аргоном, где используется неплавящийся электрод – его маркировка РАД.
- Аргоновая сварка автоматическая, где применяется неплавящийся элемент – ААД.
- Аргонно дуговая сварка автоматического типа, где используется плавящийся электрод – ААДП.
Техника сварки аргоном
Знание некоторых правил облегчит проведение процесса сварки аргоном и позволит добиться высокого качества сварного шва.
- Чем длиннее сварочная дуга, тем шире шов и меньше его глубина, что снижает качество шовного соединения. Поэтому рекомендуется неплавящийся электрод держать как можно ближе к стыку свариваемых деталей.
- Чтобы создать узкий и глубокий шов, необходимо придерживаться только продольного движения электрода и горелки. Отклонения в сторону (поперечные движения) уменьшают качество сварочного соединения. Поэтому при сварке аргоном необходима аккуратность и внимание сварщика.
- Присадочная проволока и неплавящийся электрод должны находиться только в зоне сварки, прикрытыми аргоном. Это не даст возможности кислороду и азоту проникнуть внутрь зоны.
- Подача присадочной проволоки должно проводиться плавно и равномерно. Резкая подача – это разбрызгивание металла в большом количестве. Процесс подачи не самый простой, все приходит с опытом.
- Есть такой показатель – проплавленность. В аргонной сварке он определяется самим сварочным швом. Если он имеет округлую и выпуклую форму, то это говорит о низком его качестве. Проплавление поверхности было проведено недостаточно.
- Присадочная проволока подается перед горелкой с неплавящимся электродом. К тому же ее подача производится под углом. Эти требования обеспечивают ровность сварочного шва и его небольшую ширину. Просто так удобно контролировать сам сварочный процесс.
- Нельзя начинать и заканчивать сварку аргоном резко, потому что это открывает доступ кислорода и азота в зону сваривания. Поэтому рекомендуется сварку начинать после 15-20 секунд, как будет начата подача в стык соединения двух металлов инертного газа. И заканчивать (убирать присадочную проволоку) до того, как будет выключена горелка. На это обычно дается 7-10 секунд.
Внимание! Заканчивать сварочный процесс нужно снижением силы тока при помощи реостата, который входит в состав сварочного аппарата. Просто отводить горелку – это значит, открыть доступ в зону сваривания азота и кислорода.
Стыки свариваемых металлических деталей перед началом работ необходимо очистить и обезжирить.
Преимущества аргоновой сварки
Метод имеет ряд преимуществ, по сравнению с другими:
- Высокое качество сварных соединений, их повышенная прочность, надежность, долговечность.
- Возможность проплавления металла на глубине, если нет другой возможности соединить детали.
- Качественное сваривание тонких металлов.
- Высокая производительность труда за счет высокотемпературного режима работы.
- Возможность соединять детали сложной конструкции, где другой способ сварки не может быть применен.
- Чистота и безопасность для человека, не выделяются вредные для здоровья токсичные вещества, отсутствуют искры.
- Простота контроля процесса и возможность его автоматизации.
В нашей мастерской вы можете заказать полный комплекс сварочных услуг, а также получить квалифицированную консультацию по вопросам аргонодуговой сварки. Огромный опыт в этой сфере, ответственность, компетентность сотрудников и наличие профессионального оборудования позволяют нам гарантировать клиентам максимально высокое качество своей работы.
Режимы аргонной сварки
Сварка аргоном пройдет качественно, если правильно выбрать оптимальный режим проведения процесса.
- От свойств свариваемых металлов будет зависеть выбор полярности и направления тока. Так со стальными конструкциями в аргонной сварке используется постоянный ток прямой полярности. Для сваривания алюминия или бериллия применяется постоянный ток обратной полярности.
- Сила свариваемого тока выбирается на основе трех составляющих: диаметра используемого электрода, типа металла свариваемых деталей и их толщины, полярности. Взаимосвязь всех параметров определяется табличными значениями. Некоторые мастера выбор делают с учетом собственного опыта. Вот одна из таблиц, которая определяет режим работы аргонодуговой сварки титана.
| Толщина металла, мм | Диаметр вольфрамового электрода, мм | Сила тока, А |
| 0,3-0,7 | 1,6 | 40 |
| 0,8-1,2 | 1,6 | 60-80 |
| 1,5-2,0 | 2 | 80-120 |
| 2,5-3,5 | 3 | 150-200 |
- Как уже было сказано выше, чем короче сварочная дуга, тем качественнее получается шов. Та же самая зависимость напряжения дуги и ее длины.
- Расход инертного газа зависит от показателя силы и равномерности его потока, выходящего из горелки. Специалисты рекомендуют создавать поток ламинарного типа. То есть, газ подается без пульсаций.
Правильно подобрать определенный режим – дело непростое. Поэтому еще в процессе обучения нужно изучать теорию и овладевать практическими навыками.
Что входит в программу обучения аргонной сварке
- способы и приемы сварки;
- технология ручной дуговой сварки;
- приемы и способы выбора дуговой сварки;
- техника наплавки швов;
- плазменная наплавка и плазменная дуга;
- технология ручной дуговой наплавки;
- технология ручной электродуговой сварки труб;
- технология сварки фрагментов ферм;
- технология сварки металлоконструкций;
- технология сварки поворотных и неповоротных стыков труб;
- способы и условия дуговой сварки;
- классификацию, свойства, типы, хранение и способы подбора электродов;
- режимы сварки и принципы выбора;
- свойства и общая характеристика сталей;
- свойства сварочных материалов;
- прихватка деталей и конструкций во всех пространственных положениях сварного шва;
- наплавка деталей;
- сварка нержавеющей стали;
- сварка алюминия и его сплавов;
- зачистка швов после сварки;
- подогрев конструкций и деталей при правке.
- устройство, принцип работы и правила подключения оборудования для ручной аргонодуговой сварки;
- устройство баллонов и требования к ним;
- устройство редуктора;
- активные и инертные газы;
- технологию сварки в инертных газах;
- способы сварки, приемы;
- присадочные материалы для аргонодуговой сварки;
- принцип работы аргонодуговой горелки, виды горелок;
- способы обеспечения устойчивости горения дуги и требования к источникам.
Аргонная сварка позволяет работать с широким спектром металлов и сплавов, выполнять соединения, невозможные при других методах сварочных работ. Благодаря интенсивной практике на курсах вы сможете набраться опыта для работы на любом типе сварочного аппарата, научитесь делать сварочные швы идеального качества.
Преимущества и недостатки
К преимуществам аргонодуговой сварки можно отнести:
- Невысокая температура нагрева, что сохраняет размеры и форму двух свариваемых изделий.
- Газ аргон является инертным, то есть, он тяжелее и плотнее воздуха, что обеспечивает максимальную защиту зоны сваривания.
- Тепловая мощность дуги достаточно высокая, что позволяет сам процесс сварки проводить за короткий промежуток времени.
- Сам процесс прост, поэтому научиться ему несложно.
- Этот сварочный процесс позволяет соединить разные виды металлов, которые другими вилами сварки не состыковать.
Недостатки:
- При сквозняках и ветре часть аргонной защиты улетучивается, что снижает качество сварочного шва. Поэтому рекомендуется весь процесс проводить в закрытых помещениях с хорошей вентиляцией.
- Сварочное оборудование достаточно сложное, к тому же непросто провести настройку режимов сварки.
- Если в процессе соединения необходима высокоамперная дуга, то нужно продумать дополнительное охлаждение стыкуемых металлов.
Сварка автомобильных деталей и узлов
Аргоновая сварка широко применяется в авторемонте. Автомобильные узлы и детали, устройства и механизмы можно ремонтировать или восстанавливать аргонодуговым свариванием.
- С помощью аргоновой технологии может осуществляться сварка бензобака, если пайка нужна небольшого размера, бак можно даже не демонтировать.
- Должна быть выполнена исключительно аргоном сварка радиаторов. Другие способы могут привести к разгерметизации узла.
- Аргонодуговая сварка коллектора – лучший способ устранить все неполадки, дефекты, гарантия его целостности на долгое время.
- Аргоновая сварка автомобильных дисков идеальна для реставрации сильных повреждений: сглаживания глубоких царапин, наплавления отсутствующих деталей, бортов.
- Сварка блоков двигателя позволяет получить почти незаметный шов, соединяющий сами детали, после чего эти узлы приобретают еще большую прочность, чем раньше.
- При таком ответственном, требующем высокой точности процессе, как сварка глушителя тоже рекомендуется использовать инертный газ аргон. Это поможет восстановить утраченный объем в нужных местах и получить малозаметные швы.
- Сварка картера (его поддона) позволяет легко устранить трещины и расколы этого легкоуязвимого узла.
- Аргоновая сварка кондиционеров способна удалить такие распространенные дефекты, как механические повреждения, очаги коррозии, потертости.
- Аргоновая сварка коробки передач (кпп) – единственно возможный способ сварочного соединения, так как корпус изготовлен из алюминия.
Принцип работы сварочного оборудования
В состав сварочного оборудования входят:
- Сварочный аппарат любого типа для дуговой сварки, у которого напряжение холостого хода: 60-70 вольт.
- Контактор силовой, с помощью которого напряжение будет подаваться от сварочного аппарата на горелку.
- Осциллятор. Этот прибор преобразует сетевое напряжение 220 вольт и частотой колебания 50 Гц в напряжение 2000-6000 вольт с частотой 150-500 кГц. Эти параметры электрического тока позволяет легко зажечь дугу.
- Устройство обдува зоны сварки аргоном.
- Горелка керамическая.
- Баллон для аргона, он с горелкой соединяется через редуктор и шланг.
- Электрод неплавящийся и присадочная проволока.
Как работает аргонная сварка, можно посмотреть видео, но принцип таков. Сначала производится настройка сварочного режима и очистка соединяемых металлов. В правую руку берется горелка, в левую присадочная проволока, она не подключена к электроэнергии. На рукоятке горелки есть специальная кнопка, с помощью которой можно подавать защитный газ в зону сваривания. Включается подача газа за 20 секунд до начала производства сварочных работ.
https://www.youtube.com/watch?v=TlFlVegc40U
Горелку нужно опустить так, чтобы между неплавящимся электродом и свариваемыми поверхностями осталось маленькое расстояние – в пределах 2 мм. Кстати, электрод вставляется в горелку таким образом, чтобы из нее торчал конец длиною не более 5 мм. Внутри горелки есть защелка, в которую вставляется электрод любого диаметра.
Включается сварочный аппарат, и напряжение подается на электрод. Между ним и стыкуемыми металлами возникает дуга. Из сопла горелки в это время подается аргон, который собой покрывает зону сваривания. Сварщик в сварочный стык подает присадочную проволоку, которая под действием электрической дуги расплавляется и покрывает собой зазор между деталями. При этом производится медленное движение вдоль шва.
Нельзя зажигать электрод при помощи соприкосновения его со свариваемыми металлами. Для розжига специально используется осциллятор, как это показано на видео.
Виды сварочного оборудования
Для аргонной сварки используются четыре вида оборудования.
- Ручная (показана на видео) – это когда сварщик собственными руками держит и горелку, и присадочную проволоку.
- Механизированный вариант – сварщик держит горелку, а проволока подается механизированным способом.
- Автоматическая сварка аргонодуговая – сварщик отсутствует, его заменяет оператор, который следит за процессом, потому что и подача горелки, и подача присадочной проволоки происходит в автоматическом режиме.
- Роботизированный сварочный процесс. Задается программа, которая полностью отвечает за проводимый процесс.
Самое важное достоинство аргонодуговой сварки – это возможность сваривать детали тех металлов, которые другими способами соединить невозможно. И в быту такие ситуации встречаются нередко, к примеру, стыковка труб из нержавейки. Обязательно посмотрите видео на этой странице сайта.
Описание технологии сварки цветных металлов и сплавов на их основе
Алюминий и его сплавы
Для алюминия и его сплавов используют все виды сварки плавлением. Наибольшее применение нашли автоматическая и полуавтоматическая дуговая сварка неплавящимся и плавящимся электродом в среде инертных защитных газов, автоматическая дуговая сварка с использованием флюса (открытой и закрытой дугой), электрошлаковая сварка, ручная дуговая сварка плавящимся электродом, электронно-лучевая сварка.
Дуговую сварку в среде инертных газов осуществляют неплавящимися (вольфрамовыми чистыми, лантанированными и иттрированными) и плавящимися электродами. Используемые инертные газы: аргон высшего и первого сорта по ГОСТ 10157-79, гелий повышенной чистоты, смесь аргона с гелием. Выбор конкретного способа сварки определяется конструкцией изделия и условиями производства.
Сварка неплавящимся электродом диаметром 2 … 6 мм используется для узлов с толщиной стенки до 12 мм. Толщины 3 мм сваривают за один проход на стальной подкладке, толщины 4 … 6 мм – за два прохода (по проходу с каждой стороны), более 6 мм – за несколько проходов с предварительной разделкой кромок (V- или Х-образной). Присадочный металл выбирают в зависимости от марки сплава: для технического алюминия – проволоку марок АО, АД или АК, для сплавов типа АМг – проволоки той же марки, но с увеличенным (на 1 … 1,5 %) содержанием магния для компенсации его угара. Диаметр проволок 2 … 5 мм.
Ручную дуговую сварку вольфрамовым электродом ведут на специально для этого разработанных установках типа УДГ. При других условиях питание дуги при сварке неплавящимся электродом может осуществляться от других источников переменного тока. Использование источников переменного тока связано с тем, что при сварке постоянным током обратной полярности допустим сварочный ток небольшой величины из-за возможного расплавления электрода, а при сварке постоянным током прямой полярности не происходит удаления окисной пленки с поверхности алюминия. Расход аргона составляет 6 … 15 л/мин. При переходе на гелий расход газа увеличивается примерно в 2 раза. Напряжение дуги при сварке в аргоне 15 … 20 В, а в гелии 25 … 30 В. Рекомендуемые режимы сварки приведены в табл. 1.
Табл. 1 Рекомендуемые режимы сварки вольфрамовым электродом
При выполнении швов на алюминии вручную особое внимание уделяется технике сварки. Угол между присадочной проволокой и электродом должен быть примерно 90°. Присадка подается короткими возвратно-поступательными движениями. Недопустимы поперечные колебания вольфрамового электрода. Длина дуги 1,5 … 2,5 мм. Вылет электрода от торца наконечника горелки 1 … 1,5 мм. Сварку ведут обычно справа налево (“левый” способ), чтобы снизить перегрев свариваемого металла. При автоматической сварке вольфрамовым электродом качество и свойства шва по его длине более стабильны, чем при ручной сварке.
Производительность сварки вольфрамовым электродом можно повысить в 3 . .. 5 раз, если использовать трехфазную дугу (рис. 1). Благодаря более интенсивному прогреву за один проход на подкладке сваривают листы толщиной до 30 мм. Сварку осуществляют как ручным, так и механизированным способом (табл. 2).
Сварку плавящимся электродом выполняют полуавтоматом или автоматом в чистом аргоне либо в смеси из аргона и гелия (до 70 % Не) на постоянном токе обратной полярности проволокой диаметром 1,5 … 2,5 мм. Режимы сварки плавящимся электродом сплавов типа АМг приведены в табл. 3.
При использовании газовой смеси (30 % Аr и 70 % Не) увеличиваются ширина и глубина провара и улучшается форма шва.
Рис. 1 Схема сварки трехфазной дугой (a) и поперечное сечение сварного шва (б): 1 – сопло; 2,3 – электроды; 4 – изделие
Для обеспечения большей устойчивости процесса переноса капель с плавящегося электрода, особенно при сварке в различных пространственных положениях, используют наложение на основной сварочный ток импульсов тока заданных параметров с частотой 50 . .. 100 Гц.
Табл. 2 Ориентировочные режимы аргонодуговой сварки алюминия трехфазной дугой
Табл. 3 Рекомендуемые режимы сварки плавящимся электродом в защитных газах алюминиевых сплавов типа АМг
При сварке листов малых толщин хорошие результаты по формированию сварного соединения получают при микроплазменной сварке. При этом аргон является плазмообразующим газом, а гелий – защитным. Гелий выполняет две функции: охлаждает периферийные слои плазмы и защищает жидкий металл сварочной ванны от воздействия воздуха.
Автоматическая сварка алюминия и его ставов с применением флюсов реализуется в двух вариантах: сварка по флюсу полуоткрытой дугой и сварка под флюсом закрытой дугой.
Сварку по флюсу применяют при производстве сосудов из алюминия и сплавов типа АМц с использованием фторидно-хлоридных флюсов. Сварка по флюсу ведется вследствие высокой электропроводности данных флюсов даже в нерасплавленном состоянии, а поэтому возможно шунтирование дуги и нарушение стабильности ее горения. Благодаря высокой концентрации энергии при сварке алюминия по флюсу достигается глубокое проплавление основного металла.
При равных токах глубина проплавления алюминия в 2 … 3 раза выше, чем стали. Для технического алюминия применяют флюс АН-А1, а для сплавов – другие флюсы, не содержащие NaCl, так как в случае загрязнения металла шва восстановленным натрием ухудшается его пластичность. Толщина слоя насыпанного флюса обычно составляет 7 … 16 мм, а ширина 25 … 45 мм в зависимости от толщины свариваемого металла. Сварка ведется на постоянном токе обратной полярности одинарным (табл. 4) или сдвоенным (расщепленным) электродом на стальной формирующей подкладке.
Табл. 4 Режимы однопроходной сварки по слою флюса одиночным электродом на формирующей подкладке
Сварочные алюминиевые проволоки обладают небольшой жесткостью и вследствие значительных колебаний конца проволоки при сварке могут возникнуть непровары. Использование сдвоенных проволок позволяет увеличить размеры сварочной ванны, время пребывания в жидком состоянии, улучшить условия для дегазации сварочной ванны и уменьшить пористость.
В конструкцию тракторов для автоматической сварки по флюсу вносят специальные бункеры с дозаторами флюса, подающие механизмы тянущего типа, специальные водоохлаждаемые мундштуки, газоотсасывающее устройство. Основные преимущества сварки по флюсу: высокие производительность и экономичность по сравнению с другими способами, меньшее коробление конструкции. Недостаток – необходимость удаления шлака после сварки.
Автоматическую сварку под флюсом ведут на больших плотностях тока расщепленным электродом переменным или постоянным обратной полярности током. Применяют керамические флюсы ЖА-64 и ЖА-64А. При этом предъявляются повышенные требования к вентиляционным системам для удаления паров флюса.
Электрошлаковую сварку алюминия и его сплавов осуществляют для толщин металла 50 … 250 мм. Сварку ведут на переменном токе пластинчатыми электродами или плавящимися мундштуками. Применяют флюсы АН-301, АН-302 на основе галогенидов щелочных и щелочноземельных металлов. Формирование шва осуществляют медными водоохлаждаемыми или графитовыми кристаллизаторами. Плотность тока в электроде около 2,5 А/мм2, скорость сварки 6 … 8 м/ч. Прочность сварных соединений составляет 80 … 100 % прочности основного металла. Технико-экономическая эффективность данного способа сварки возрастает с увеличением толщины свариваемых изделий.
Ручная дуговая сварка покрытыми электродами выполняется для изделий из технического алюминия, алюминиево-марганцевых и алюминиево-магниевых (с содержанием магния до 5 %) сплавов, силуминов при толщине металла более 4 мм. Можно сваривать металл толщиной до 20 мм без разделки кромок, но рекомендуется производить разделку с толщин 10 мм.
Наиболее применяемый тип соединения – стыковое. Соединения внахлестку и тавровые не рекомендуют, так как возможно затекание шлака в зазоры, откуда его сложно удалить при промывке. Остатки шлака могут вызвать коррозию.
При сварке необходим подогрев до 100 . .. 400 °С в зависимости от толщины деталей. Диаметр электродов d = 4 … 8 мм. Стержень электрода изготовляют из проволок состава, близкого к составу основного металла. Для сплавов типа АМг берут проволоку с увеличенным на 2 % содержанием магния для компенсации его угара при сварке.
Основу покрытия составляют криолит, хлористые и фтористые соли натрия и калия. Ток постоянный обратной полярности. При сварке алюминиевый электрод расплавляется в 2 … 3 раза быстрее стального. Покрытия электродов имеют значительное электрическое сопротивление. При обрывах дуги кратер и конец электрода покрываются пленкой шлака, препятствующей ее повторному зажиганию. Поэтому сварку рекомендуют выполнять на высоких скоростях, без колебания конца электрода, непрерывно в пределах одного электрода.
При выполнении многослойных швов перед наложением каждого слоя требуется тщательная зачистка от шлака и окислов. Получаемые сварные соединения обладают удовлетворительными механическими свойствами.
Ручная дуговая сварка угольными электродами производится только для неответственных конструкций из алюминия. Сварку производят постоянным током прямой полярности. Диаметр угольного электрода dэ = 10 … 20 мм. Конец угольного электрода затачивают на конус под углом 60°. Металл толщиной до 2,5 мм сваривают без разделки кромок, а свыше – с разделкой (угол разделки 70 … 90°). Используют присадочный пруток диаметром 2 … 5 мм. Предварительно на присадочный пруток наносят слой флюса многократным окунанием в водный раствор флюса (смеси фторидно-хлоридных солей) или флюс наносят в виде пасты на свариваемые кромки.
Газовая сварка алюминия ведется с использованием ацетилена и реже с использованием пропан-бутановой смеси и метана. Сварка ведется нормальным пламенем при незначительном избытке ацетилена. При выборе горелки исходят из расхода примерно 100 л/ч ацетилена на 1 мм толщины основного металла. Номер наконечника выбирают в зависимости от толщины свариваемых заготовок. Диаметр присадочного прутка 1,5 … 5,5 мм в зависимости от толщины свариваемых заготовок.
Наиболее распространенный флюс АФ-4А наносится на присадочный пруток или свариваемые кромки. При толщине заготовок до 4 мм разделку кромок не выполняют, а свыше 4 мм – рекомендуется выполнять. При толщине листов более 8 мм производят общий или местный подогрев. Сварку выполняют “левым” способом. После сварки швы промывают для удаления флюсов теплой или подкисленной (2 %-ный раствор хромовой кислоты) водой.
Электронно-лучевая сварка (ЭЛС) является эффективным способом соединения заготовок из алюминиевых сплавов. По сравнению с другими способами этот способ позволяет производить сварку при высокой плотности теплового потока, минимальных тепловложениях, высоких скоростях и получать минимальное разупрочнение металла в зоне термического влияния, плотные качественные швы, минимальные деформации конструкций.
Разрушение окисной пленки при электронно-лучевой сварке идет за счет воздействия на пленку паров металла и за счет разложения окиси алюминия в вакууме с образованием газообразной субокиси алюминия А1О. Вакуум способствует удалению водорода из шва.
Магний и его сплавы
Сварку магниевых сплавов в основном осуществляют вольфрамовым лантанированным или иттрированным электродом в аргоне (иногда в гелии) на переменном токе. Инертный газ аргон обеспечивает хорошую защиту сварочной ванны от окружающей атмосферы, а переменный ток способствует разрушению окисной пленки в периоды обратной полярности вследствие катодного распыления. Для предотвращения попадания в металл окисной пленки с корня шва сварку ведут с полным проплавлением кромок на подкладках из металлов с малой теплопроводностью (аустенитные стали). С этой позиции менее технологичны нахлесточные, тавровые и угловые соединения. Наилучшие защита зоны сварки и эффект катодного распыления обеспечиваются при малой длине дуги (1 … 1,5 мм). Ориентировочные режимы сварки вольфрамовым электродом приведены в табл. 5.
Для сварки металлов толщиной более 5 мм может быть использована сварка плавящимся электродом со струйным переносом электродного металла на повышенных токах. Сварку плавящимся электродом осуществляют от источников постоянного тока на обратной полярности. Сварка магниевых сплавов плавящимся электродом осуществляется за один проход при толщинах до 5 мм без разделки кромок, толщинах 10 … 20 мм -с V-образной разделкой с углом раскрытия 50 … 60° и притуплением 2 … 6 мм, при толщинах больше 20 мм – Х-образной разделкой.
Табл. 5 Ориентировочные режимы аргонодуговой сварки вольфрамовым электродом магниевых сплавов
Медь и ее сплавы
Для сварки меди и ее сплавов могут быть применены все основные способы сварки плавлением. Наибольшее применение нашли дуговая сварка в защитных газах, Ручная дуговая сварка покрытыми электродами, механизированная дуговая сварка под флюсом, газовая сварка, электронно-лучевая сварка.
Сварка в защитных газах позволяет получить сварные соединения с наиболее высокими механическими и коррозионными свойствами благодаря минимальному содержанию примесей. В качестве защитных газов используют азот особой чистоты, аргон высшего сорта, гелий высшей категории качества, а также их смеси (например, (70 …. 80) % Аr + (20 … 30) % N2 для экономии аргона и увеличения глубины проплавления). При сварке в среде азота эффективный и термический КПД дуги выше, чем при сварке в среде аргона и гелия, но ниже устойчивость горения дуги.
Табл. 6 Выбор диаметра вольфрамового электрода и присадки
При сварке в защитных газах в качестве неплавящегося электрода используют лантанированные или иттрированные вольфрамовые электроды диаметром до 6 мм. В качестве присадочного материала используют проволоку из меди и ее сплавов, по составу близкую к основному металлу, но с повышенным содержанием раскислителей (МРЗТЦрБ 0,1-0,1-0,1-0,1; БрХНТ; БрКМц 3-1; БрХ 0,7). При сварке в азоте для улучшения качества сварного шва дополнительно применяют флюс на борной основе, который наносят на присадочную проволоку или в канавку подкладки. Выбор диаметров электрода и присадки зависит от толщины свариваемых заготовок (табл. 6).
Сварку вольфрамовым электродом ведут на постоянном токе прямой полярности. При сварке в среде азота или в смеси азота с гелием сварочный ток уменьшают, а напряжение повышают (табл. 7). При толщинах более 4 … 5 мм рекомендуется подогрев до 300 … 600 °С.
Табл. 7 Рекомендуемые режимы сварки меди вольфрамовым электродом (стыковые соединения на медной водоохлаждаемой подкладке или флюсовой подушке)
При сварке плавящимся электродом используют постоянный ток обратной полярности. Широкое распространение для меди при толщинах более 4 мм получила многослойная полуавтоматическая сварка проволокой малого диаметра (1 … 2 мм). Режимы сварки: сварочный ток 150 … 200 А для проволоки диаметром 1 мм и 300 … 450 А для проволоки диаметром 2 мм, напряжение дуги 22 … 26 В, скорость сварки зависит от сечения шва. Температура подогрева 200 … 300 °С.
Для латуней, бронз и медно-никелевых сплавов предпочтительнее сварка неплавящимся электродом, так как в этом случае меньше испарение цинка, олова и других элементов. Предварительный подогрев для медных сплавов требуется при толщинах более 12 мм.
Ручная дуговая сварка меди и ее сплавов покрытыми электродами выполняется на постоянном токе обратной полярности (табл. 8). Медные листы толщиной до 4 мм сваривают без разделки кромок, до 10 мм с односторонней разделкой при угле скоса 60 … 70° и притуплении 1,5 … 3 мм, более 10 мм – с Х-образной разделкой кромок. Для сварки меди используют электроды с покрытием “Комсомолец-100”, АНЦ/ОЗМ-2, АНЦ/ОЗМ-3, ЗТ, АНЦ-3.
Сварку ведут короткой дугой с возвратно-поступательным движением электродов без поперечных колебаний. Удлинение дуги ухудшает формирование шва, увеличивает разбрызгивание, снижает механические свойства сварного соединения. Предварительный подогрев делают при толщине 5 . .. 8 мм до 200 … 300 °С, а при толщине 24 мм – до 800 °С. Теплопроводность и электропроводность металла шва резко снижаются при сохранении высоких механических свойств. Для сварки латуней, бронз и медно-никелевых сплавов применяют электроды ММЗ-2, Бр1/ЛИВТ, ЦБ-1, МН-4 и др.
Табл. 8 Ориентировочные режимы ручной однопроходной сварки меди покрытыми электродами
Рис. 2 Схема механизированной сварки меди угольным электродом под флюсом
Механизированную дуговую сварку под флюсом осуществляют угольным (графитовым) электродом (рис. 2) и плавящимся электродом. Сварка угольным электродом выполняется на постоянном токе прямой полярности с использованием стандартных флюсов АН-348А, ОСЦ-45, АН-20. При сварке угольным электродом кромки 1 собирают на графитовой подкладке 2, поверх стыка накладывают полоску латуни 3, которая служит присадочным металлом. Дуга горит между угольным электродом 4, заточенным в виде плоской лопаточки, и изделием под слоем флюса 5. Способ пригоден для сварки толщин до 10 мм. Диаметр электрода до 18 мм, сила тока до 1000 А, напряжение дуги 18 … 21 В, скорость сварки 6 … 25 м/ч.
Механизированная сварка плавящимся электродом под плавлеными флюсами (АН-200, АН-348А, ОСЦ-45, АН-M1) выполняется на постоянном токе обратной полярности, а под керамическим флюсом ЖМ-1 и на переменном токе. Основным преимуществом этого способа сварки является возможность получения высоких механических свойств сварного соединения без предварительного подогрева. При сварке меди используют сварочную проволоку диаметром 1,4 … 5 мм из меди МБ, M1, бронзы БрКМц 3-1, БрОЦ 4-3 и т.д. За один проход можно сваривать без разделки кромок толщины до 15 … 20 мм, а при использовании сдвоенного (расщепленного) электрода – до 30 мм. При толщинах кромок более 15 мм рекомендуют делать V-образную разделку с углом раскрытия 90°, притуплением 2 … 5 мм, без зазора. Флюс и графитовые подкладки перед сваркой должны быть прокалены. Для возбуждения дуги при сварке под флюсом проволоку закорачивают на изделие через медную обезжиренную стружку или пружину из медной проволоки диаметром 0,5 . .. 0,8 мм. Начало и конец шва должны быть выведены на технологические планки. Режимы сварки приведены в табл. 9.
При сварке латуней применяют флюсы АН-20, ФЦ-10, МАТИ-53 и бронзовые БрКМцЗ-1, БрОЦ4-3 и латунные ЛК80-3 проволоки. Сварка ведется на низких значениях сварочного тока и напряжения для снижения интенсивности испарения цинка. Бронзы под флюсом свариваются хорошо.
Табл. 9 Ориентировочные режимы автоматической сварки меди под флюсом (стыковое соединение, диаметр электродной проволоки 5 мм)
Газовая сварка меди используется в ремонтных работах. Рекомендуют использовать ацетиленокислородную сварку, обеспечивающую наибольшую температуру ядра пламени. Для сварки меди и бронз используют нормальное пламя, а для сварки латуней – окислительное (с целью уменьшения выгорания цинка). Сварочные флюсы для газовой сварки меди содержат соединения бора (борная кислота, бура, борный ангидрид), которые с закисью меди образуют легкоплавкую эвтектику и выводят ее в шлак. Флюсы наносят на обезжиренные сварочные кромки по 10 … 12 мм на сторону и на присадочный металл. При сварке алюминиевых бронз надо вводить фториды и хлориды, растворяющие Аl2О3. При сварке меди используют присадочную проволоку из меди марок M1 и М2, а при сварке медных сплавов – сварочную проволоку такого же химического состава. При сварке латуней рекомендуют использовать проволоку из кремнистой латуни ЛК80-3. После сварки осуществляют проковку при подогреве до 300 … 400 °С с последующим отжигом для получения мелкозернистой структуры и высоких пластических свойств.
При электрошлаковой сварке меди применяют легкоплавкие флюсы системы NaF-LiF-CaF2 (AHM-10). Режим электрошлаковой сварки: сварочный ток Iсв = 1800 … 1000 А, напряжение U = 40 … 50 В, скорость подачи пластинчатого электрода 12 … 15 м/ч. Механические свойства шва мало отличаются от свойств основного металла.
Электронно-лучевая сварка меди эффективна при изготовлении электровакуумных приборов. Она обеспечивает сохранение высокой чистоты меди от примесей и получение мелкозернистой структуры.
При соединении элементов из меди и ее сплавов больших толщин хорошие результаты дает плазменная сварка. Возможно производить сварку элементов толщиной до 60 мм за один проход. Применяют плазмотроны прямого действия. Для обеспечения хорошей защиты от атмосферного воздуха плазменную сварку иногда выполняют по слою флюса, а для создания мелкозернистой структуры используют порошковую проволоку. Для сварки малых толщин до 0,5 мм эффективно используют микроплазменную сварку.
Никель и его сплавы
Основным способом сварки никеля и его сплавов является дуговая сварка в среде защитных газов. Используются также способы сварки плавлением: ручная дуговая покрытыми электродами, автоматическая дуговая под слоем флюса, угольным электродом, газовая, электрошлаковая, электронно-лучевая, лазерная.
Сварка в среде защитных газов никеля и его сплавов обеспечивает высокое качество сварных соединений, отвечающих эксплуатационным требованиям. Дуговую сварку вольфрамовым электродом выполняют на прямой полярности с применением аргона первого сорта и без присадочного или с присадочным (чаще всего проволока НМц 2,5) металлом. Сварку рекомендуют проводить на медной подкладке или с защитой корня шва аргоном, с соплами горелок, как при сварке титана. Сварку никеля осуществляют при минимально возможной длине дуги, повышенных силе тока и скорости сварки.
При ручной сварке применяют “левый” способ. Наклон горелки к оси шва должен быть 45 … 60° вылет вольфрамового электрода 12 … 15 мм. Присадочный металл подают под углом 20 … 30° к оси шва. При многопроходной сварке последующие швы необходимо накладывать после полного охлаждения, зачистки и обезжиривания предыдущих слоев. Швы, обращенные к агрессивной среде, выполняются в последнюю очередь. Начинать и заканчивать сварные швы необходимо на технологических планках. Для предотвращения образования трещин в кратере заканчивают сварку с уменьшением сварочного тока. Режимы сварки никеля приведены в табл. 10.
Табл. 10 Ориентировочные режимы ручной аргонодуговой сварки вольфрамовым электродом в среде аргона стыковых соединений никеля
Ручную дуговую сварку покрытыми электродами для листов толщиной более 1,5 мм осуществляют на постоянном токе обратной полярности. Для сварки никеля используют электроды “Прогресс-50” со стержнем из проволоки НШ и ОЗЛ-22 со стержнем НМцАТК 1-1,5-2,5-0,15. Толщины до 4 мм сваривают без разделки, а больше 4 мм с разделкой кромок (табл. 11). Рекомендуется по возможности вести сварку за 1 проход, а длинные швы выполнять отдельными участками.
Для предупреждения перегрева электрода и получения меньших остаточных напряжений при сварке используют ток, пониженный по сравнению с током при сварке сталей и пониженную скорость сварки (табл. 12).
Сварку рекомендуют вести в нижнем положении короткой дугой для уменьшения угара стабилизирующих и раскисляющих элементов, содержащихся в электродной проволоке. Продольные колебания конца электрода способствуют газоудалению и получению более плотных швов.
MMA, MIG-MAG, TIG – разбираем основные виды сварки без воды
В настоящее время существует более 50-и способов сварки. Мы же рассмотрим самые распространенные виды сварки в быту и профессиональной сфере: ручную электродуговую (MMA), в среде защитного газа (MIG-MAG) и аргонодуговую (TIG). В чем принципиальное отличие оборудования? Какими достоинствами и недостатками обладает тот или иной тип сварки? Давайте разберемся по порядку и постараемся дать краткую характеристику для перечисленных способов, понятную даже новичку.
Первое, что отличает данный способ – доступность и простота. Именно он является базой для многих сварщиков-новичков. Для проведения ручной дуговой сварки необходим сам аппарат, горелка и штучные электроды. Под действием теплоты электрической дуги электрод плавится, оставляя на месте соприкосновения с деталью неразъемное соединение – скрепляющий шов.
Плюсы:
-
Сварочные аппараты (инверторы) доступны по цене
-
Легкая и компактная конструкция оборудования
-
Возможность сварки в любых положениях
-
Дополнительные функции для облегчения процесса сварки
-
Дешевые расходные материалы
Минусы:
-
Ограничение по виду и толщине свариваемых металлов
-
Низкая производительность относительно других видов сварки (MIG-MAG, TIG)
-
Дополнительные усилия и временные траты на удаление шлака и окалины
Когда пригодится сварочный аппарат для электродуговой сварки? Если оборудование необходимо периодически и производительность не играет особой роли, то инвертор прекрасно подойдет для решения ремонтных и строительных задач. Такой агрегат часто используется в быту и занимает почетное место среди инструментария у многих домашних мастеров.
Полуавтоматическая сварка в среде защитных газов (MIG-MAG) – производительность и перспектива
Аппараты MIG-MAG – шаг в сторону профессиональных сварочных агрегатов. Конечно же, полуавтоматы можно встретить и в быту, но чаще ими пользуются в промышленных предприятиях для производства и мастерских по ремонту автомобилей или слесарным работам.
Основные особенности вида сварки: использование тонкой проволоки вместо электрода и защитного газа для изоляции от окружающей среды. Во время варочного процесса проволока подается автоматически, а сам механизм работы позволяет добиться качественного и эстетичного сварного шва.
В зависимости от газа полуавтоматическая сварка может быть:
-
MIG (Metal Inert Gas) – с использованием инертного газа.
MIG аппараты отлично подойдут для сварки алюминия, меди, титановых изделий, никеля и различных сплавов.
-
MAG (Metal Active Gas) – с использованием азота, углекислого газа и других газов, связывающих кислород. Вид сварки используют для заготовок из низколегированных, нелегированных и коррозионно-устойчивых сталей.
В ряде случаев можно не использовать газ вовсе. Для этого понадобится флюсовая проволока, которая изначально имеет достаточную защитную оболочку.
Плюсы:
-
Экономия времени на замене электрода
-
Расширенный диапазон рабочих таков
-
Отсутствие необходимости в постобработке шва
-
Качественный и прочный шов
-
Удобство эксплуатации за счет широкого набора функций
Минусы:
-
Низкая мобильность
-
Возможны затруднения в сварке в труднодоступных местах
-
Дорогостоящий стартовый комплект (помимо аппарата необходимы: горелка, катушка с проволокой, газовые баллоны, редукторы и шланги)
Резюмируя скажем: данный вид сварки предполагает частое использование и уже является настоящим вложением, которое требует отдачи. Хотя для бытового использования в линейках производителей есть доступные аппараты. Например, в серии полуавтоматов FUBAG к таким относится IRMIG 160 и его старшие аналоги.
Аргонодуговая сварка (TIG) – исключительное качество сварного шва
Данный вид сварки не принесет результата, если у сварщика нет должного опыта и подготовки. Начинать с него не стоит, все же инвертор или полуавтомат станут более взвешенным решением.
В отличие от предыдущих способов, здесь вместо проволоки или расходного электрода, используется тугоплавкий электрод из вольфрама с высокой температурой плавления. Процесс проходит в среде защитного газа – аргона. Сам по себе электрод для аргонодуговой сварки не поддается плавлению. Поэтому для шва может использоваться присадочный материал из того, же металла, что и заготовка. В некоторых случаях шов формируется в результате расплавления кромок.
Плюсы:
-
Возможность работать с любыми металлами малых толщин
-
Высокое качество сварного шва
-
Широкий диапазон сварочного тока
-
Тонкая настройка параметров аппаратов
-
Дополнительные функции для облегчения процесса
Минусы:
-
Малая скорость сварочного процесса (относительно других видов сварки)
-
Ручная подача сварочного прутка
-
Тщательная подготовка заготовки
-
Дорогостоящий комплект оборудования
-
Необходимость использования аппарата в закрытом помещении
Тем не менее, данный способ сварки не имеет конкурентов в работе с тонкостенным материалом. Поэтому он всегда остается востребованным для специфических задач.
Что нужно знать о TIG аппаратах? В зависимости от конструкции устройства могут варить на постоянном и (или) переменном токе. Выбирать сварочник на постоянном токе стоит для стали, нержавейки, титана и меди. Агрегаты на переменном токе подойдут для работы с алюминием и его сплавами.
Некоторые сварочные аппараты обладают функцией импульсной сварки. Она важна при работе с алюминием и материалами, содержащими данный вид металла. При помощи функции можно контролировать тепловложение.
Какие из основных видов сварки предпочтительнее?
Итак, обобщим все вышесказанное. Воспользуйтесь таблицей ниже, чтобы подобрать идеальный вариант сварочного аппарата под ваши запросы.
|
|
ВИДЫ МЕТАЛЛОВ |
ТОЛЩИНА МЕТАЛЛА, мм |
ПРЕИМУЩЕСТВА |
ОГРАНИЧЕНИЯ |
|
MMA |
стали (углеродистая, низколегированная, высоколегированная) |
От 2 мм. |
Простота и доступность процесса сварки Минимальный набор расходных материалов Сварка в любых положениях
|
Ограничения по видам и толщинам свариваемых металлов. Ограниченная производительность Необходимость удаления шлака с деталей. |
|
MIG-MAG |
Все виды сталей, медь, алюминий и его сплавы, чугун |
От 1 мм и выше |
Высокая производительность Качественный шов Отсутствие шлака |
Ограниченная мобильность
Необходимость в дополнительных расходных материалах и доп. |
|
TIG |
Все виды сталей, медь и ее сплавы, чугун, титан Алюминий и его сплавы |
От 0,5 мм и выше |
Возможность сварки любых металлов Эстетический и качественный шов |
Низкая производительность Необходимость в дополнительных расходных материалах и доп. оборудовании |
Вы можете закрепить материал и узнать больше из нашего видео, в котором приведена классификация видов сварки:
Получите 10 самых читаемых статей + подарок!
*
Сварка MIG и TIG: основные отличия
В мире сварки MIG и TIG — это два распространенных метода сварки с похожими названиями.
Несмотря на некоторое сходство, в обоих случаях используется дуга и защитный газ; эти популярные сварочные процессы отличаются.
Основное различие между сваркой MIG и TIG заключается в электроде, который используется для создания дуги. В сварке MIG используется расходуемая сплошная проволока, которая подается к сварному шву машиной, тогда как при сварке TIG используется неплавящийся электрод. Для сварки TIG часто используется ручной присадочный стержень для создания соединения.
Хорошее понимание того, как работает сварка MIG и TIG и в чем они преуспевают, поможет вам стать лучшим сварщиком.
MIG и TIG – как они работают
Процесс MIG
Этот популярный процесс имеет несколько сокращений. Металлический инертный газ («MIG») является наиболее часто используемым названием. Но некоторые также называют это дуговой сваркой металлическим газом («GMAW»).
Описание процесса MIG может стать многословным. Но в основном при сварке MIG используется полуавтоматическая или автоматическая дуга для сварки.
Также используется непрерывный расходуемый проволочный электрод и защитный газ, которые подаются через провод к сварочному пистолету (иногда называемому горелкой).
Поскольку проволочный электрод также служит в качестве присадочного материала, диаметр проволоки и ее состав могут различаться. То, что вы используете, зависит от таких переменных, как тип металла, его толщина и конфигурация соединения.
Сплошная электродная проволока поставляется на катушках разного размера, и сварочный аппарат MIG подает ее в горелку, где она потребляется. Таким образом, одной из ключевых настроек сварочного аппарата MIG является скорость подачи проволоки (WFS), которую необходимо установить, чтобы обеспечить необходимое количество металла сварного шва для предполагаемого соединения.
Кроме того, используемый защитный газ часто представляет собой смесь 75 % аргона и 25 % CO2. Эта смесь способствует проплавлению сварного шва и уменьшает пористость валика. Но в зависимости от того, что вы свариваете, и других переменных, защитный газ может быть разным.
Более подробную информацию о сварке МИГ см. в моей статье о процессе сварки МИГ.
Процесс TIG
Вольфрам в среде инертного газа («TIG») иногда также называют дуговой сваркой вольфрамовым электродом («GTAW»).
В процессе сварки TIG также используется дуга. Но ключевое различие между сваркой MIG и TIG заключается в том, что в ней используется неплавящийся вольфрамовый электрод и отдельный расходуемый присадочный материал.
Вы должны вручную подавать «стержень» присадочного материала в сварочную ванну второй рукой, пока неплавящийся вольфрамовый электрод производит дугу.
Как и в случае с расходуемой проволочной электродной проволокой для сварки в среде инертного газа, состав и размер присадочной проволоки для сварки вольфрамовым электродом в среде инертного газа зависят от конкретного сварного шва, который вы выполняете.
Защитный газ для сварки TIG обычно состоит из 100 % аргона, а не из смеси аргона/CO2, используемой при сварке MIG. CO2 способствует образованию оксида вольфрама, а оксид вольфрама преждевременно изнашивает вольфрамовый электрод. Кроме того, он добавляет загрязнения оксидом вольфрама в сварной шов.
Хотя это и не показано на схеме, у вас часто есть ножная педаль для регулировки силы тока во время сварки. Это означает, что вы можете изменять тепло во время сварки, что дает сварщикам очень точный контроль над теплом, подводимым к металлу.
Более подробную информацию о процессе сварки TIG см. в моем руководстве по сварке в среде защитного газа.
MIG и TIG – различия сварки
Как видно из краткого описания двух процессов, между ними есть существенные различия.
Но как это повлияет на сварку?
Больше, чем вы думаете… Давайте подробнее рассмотрим некоторые важные характеристики сварного шва.
Прочность сварного шва
Сварочные аппараты TIG производят узкую сфокусированную дугу, которая лучше проникает в металл. По этой причине многие сварщики считают сварку TIG более прочной. Например, прихваточные швы, выполненные аппаратом для сварки TIG, действительно труднее разорвать.
Кроме того, правильно сделанные сварные швы TIG чистые и обычно содержат несколько дефектов, таких как отверстия в шве. Дефекты ослабляют сварной шов, поэтому чем меньше их, тем прочнее соединение.
Основываясь на наблюдаемом проплавлении и небольшом количестве визуальных дефектов, многие скажут, что правильно выполненные сварные швы TIG прочнее. И в этом утверждении есть значительная доля правды.
Однако это может быть чрезмерным упрощением. Оба метода позволяют получить прочные и долговечные сварные швы. Кроме того, есть меры, которые вы можете предпринять, чтобы улучшить проплавление и прочность сварочного аппарата MIG.
Нарезание или шлифовка V-образной канавки в соединении перед сваркой увеличивает проникновение. Кроме того, правильное положение горелки и скорость перемещения могут способствовать получению прочного сварного шва MIG. Когда сварка MIG выполнена правильно, прочность часто соответствует или превышает прочность основного металла.
Скорость сварки
Для производства сварочные аппараты MIG предлагают более высокую скорость. Подробнее об использовании сварки MIG можно прочитать здесь.
Сварка ВИГ дает чистые, красивые сварные швы, но по цене. Сварщики TIG просто не могут перемещать сварочную ванну и подавать достаточное количество присадочной проволоки так же быстро, как сварщики MIG.
Кроме того, когда сварочные аппараты TIG работают во время длительных сварных швов, горелки с воздушным охлаждением сильно нагреваются. Это означает переход на более дорогую и сложную горелку с водяным охлаждением.
Напротив, электродный/присадочный материал подается автоматически с помощью сварочного аппарата MIG, а его дуга круглее и шире, что обеспечивает лучшее рассеивание тепла.
Эти атрибуты позволяют рабочему быстрее перемещать сварочную ванну при работе со сварочным аппаратом MIG и выполнять более длительные циклы с помощью горелки с воздушным охлаждением.
Ни для кого не секрет, что более крупные предприятия нуждаются в сварочных аппаратах, которые могут работать в течение длительного периода времени и легко создавать ярд за ярдом сварных швов.
По этой причине качественные сварочные аппараты MIG часто выбирают в промышленных цехах, где требуется высокая производительность.
Сварочный газ
Баллон с аргономЗащитный газ удерживает химически активные газы, содержащиеся в воздухе в природе, вдали от сварочной ванны. Они вызывают примеси в сварном шве, поэтому защитный газ важен для качественного сварного шва.
Но защитные газы, обычно используемые в процессах MIG и TIG, различаются.
Для сварки TIG часто используется чистый аргон. Вольфрамовый электрод более чувствителен к химически активным газам, таким как CO2 и кислород, поэтому неактивный газ, такой как аргон, является обязательным.
Однако для специальных применений может потребоваться смесь аргона с другими газами, такими как гелий, азот или водород.
Сварщики MIG, напротив, обычно используют смесь аргона и двуокиси углерода (например, 75 % аргона, 25 % CO2). Небольшое количество CO2 обеспечивает лучшее проплавление и стабилизирует дугу. (Подробнее о газах, используемых для сварки MIG)
Однако газ MIG различается для конкретных применений. Например, при сварке алюминия методом MIG необходимо использовать 100% аргон. Или возможна сварка MIG с чистым CO2, что дешевле и увеличивает проплавление (хотя есть некоторые недостатки).
Другим аспектом использования защитного газа является правильно установленная скорость потока.
При сварке MIG обычно используется от 35 до 50 кубических футов в час. Напротив, поток защитного газа для сварки TIG от 15 до 25 кубических футов в час подходит для большинства применений.
Эстетика сварных швов
Тканые швы TIG на нержавеющей сталиШвы, правильно созданные сварщиком TIG, выглядят чистыми и профессиональными. Они редко образуют брызги и обычно требуют лишь легкой полировки (или травления) для удаления любого обесцвечивания.
Аккуратно сложенные «пятачки», оставленные хорошим сварщиком TIG, многие считают эталоном эстетически приятного сварного шва. Таким образом, сварка TIG имеет преимущество перед сваркой MIG, когда речь идет о внешнем виде.
Когда деталь не имеет покрытия или краски, как это часто бывает с алюминием и нержавеющей сталью, обычно используются шарики TIG, чтобы сделать готовую деталь более приятной для глаз.
Это не значит, что хорошие сварные швы MIG некрасивы. Опытный сварщик может наложить красивые валики с помощью сварочного аппарата MIG. Кроме того, для многих проектов не требуется идеальный сварной шов, и сварщик MIG может производить швы, соответствующие эстетическим требованиям проекта.
Также стальные сварные швы часто имеют покрытие. Так что внешний вид сварного шва менее важен, поскольку, как говорится, «много грехов скрывает краска». По этой причине сталь, свариваемую методом MIG, обычно окрашивают.
Свариваемые металлы
Нержавеющая сталь
В отличие от низкоуглеродистой стали нержавеющая сталь («SS») эффективно сохраняет тепло. Это приводит к деформации SS при высоких температурах, а иногда и к деформации при охлаждении.
Это затрудняет сварку нержавеющей стали, особенно для начинающих сварщиков. Тем не менее, точный контроль нагрева, предлагаемый аппаратом TIG, позволяет сварщикам регулировать нагрев с помощью педали. С опытом это означает, что оператор имеет лучший контроль.
Кроме того, сварные швы TIG получаются узкими и точными благодаря плотной сфокусированной дуге горелки TIG. Это делает его хорошим выбором для тонкого материала SS или тонкой работы.
Таким образом, по многим причинам, включая законченный внешний вид, большинство сварных швов из нержавеющей стали выполняется с использованием сварочного аппарата TIG.
При сварке SS методом TIG защитный газ аргон нередко представляет собой смесь аргона с гелием и/или азотом. Но защитный газ может варьироваться в зависимости от конкретного свариваемого сплава нержавеющей стали.
Однако бывают случаи, когда MIG-сварка SS с импульсным током может быть лучшим выбором. Например, сварка MIG может быть более подходящей, если вам нужна высокая производительность, сварка в неустановленном положении или работа со сложным соединением.
Алюминий
Сварка алюминия представляет собой другую проблему, поскольку он очень хорошо проводит тепло. Кроме того, на алюминии почти сразу же образуется естественный слой оксида алюминия при контакте с воздухом, который разрушает дугу. Оба эти фактора затрудняют сварку алюминия.
Таким образом, необходимы хороший температурный контроль и обеспечение хорошего заземления, а также дуга, которая может прорезать оксид алюминия. Для управления нагревом с помощью такого материала, как алюминий, точное управление, предлагаемое ножной педалью TIG, является значительным преимуществом.
В процессе TIG также используется переменный ток (AC), который лучше очищает этот надоедливый слой оксида алюминия, обнаруженный на поверхности, в отличие от сварки постоянным током. Это уникально для сварки TIG, и это важная причина, по которой TIG является хорошим выбором для сварки алюминия.
Кроме того, как и нержавеющая сталь, алюминий часто остается без покрытия. Это означает, что для достижения желаемого внешнего вида могут понадобиться чистые, аккуратно уложенные «пятачковые» гранулы TIG.
Но сварка MIG алюминия может быть выполнена. Он более подвержен загазованности атмосферы и дефектам, вызванным небольшим количеством грязи или влаги. Итак, вам нужно хорошо очистить и подготовить металл и убедиться, что ваша алюминиевая проволока свежая, чистая и сухая.
Еще одна проблема, связанная со сваркой алюминия методом MIG, связана с подачей мягкой алюминиевой проволоки в горелку. По этой причине некоторые используют шпульный пистолет, чтобы свести к минимуму гнездование птиц и спутывание проволоки.
Но как только будут приняты все меры предосторожности, вы сможете работать быстрее и продуктивнее, используя сварочный аппарат MIG при работе с алюминием.
Трудность в освоении
Сварка ВИГ требует, чтобы вы перемещали горелку одной рукой и подавали присадочный стержень другой рукой. Кроме того, вы часто контролируете силу тока во время сварки с помощью отдельной ножной педали. Это требует некоторой практики, чтобы освоить все эти одновременные движения.
Не забывайте, что металл должен быть тщательно очищен и подготовлен. При правильном выполнении сварка TIG создает качественные швы. Это важное предостережение. Сварка TIG не прощает ошибок, если вы срезаете углы, и вам придется иметь дело с некачественными или даже несостоятельными соединениями.
По этим причинам сварка ВИГ более сложна и требует больше времени для изучения. Сварщики нередко рассматривают сварку TIG как более продвинутый, экспертный уровень.
Итак, все это должно означать, что сварку MIG легче подобрать, и это так. Не нужно беспокоиться о педали, а материал наполнителя подается машиной автоматически.
Кроме того, сварочные аппараты MIG универсальны. Они лучше справляются с толстыми материалами, чем TIG, поэтому обучение работе с MIG-сварщиком знакомит рабочих с большим количеством видов работ. К тому же, все это можно делать одной рукой.
Чтобы зажечь дугу, на многих машинах достаточно нажать курок горелки MIG. По этой причине сварочные аппараты MIG иногда называют «пистолетами для горячего клея».
Рабочие могут легко освоить этот процесс, повысить производительность и выполнять качественные сварные швы MIG гораздо быстрее, чем изучение более сложного процесса TIG.
Стоимость
Медленный характер сварки ВИГ и более низкая скорость наплавки делают стоимость ВИГ в расчете на фут валика более высокой. Это также означает, что для выполнения работы требуется опытный сварщик, что обходится дороже.
Кроме того, первоначальная стоимость сварочного аппарата TIG обычно выше. Расходники обычно дороже, но ненамного, если вообще стоят.
Сварочный аппарат MIG, напротив, обычно стоит меньше, чем сварочный аппарат TIG. Кроме того, преимущество в скорости сварки MIG также снижает стоимость фута установленного валика. Кроме того, требуется меньше подготовительных работ по сравнению со сваркой TIG.
По этим причинам сварка MIG неизменно производится по более низкой цене, чем сварка TIG.
Когда использовать сварку TIG и MIG
Применения MIG
Как только что говорилось, процесс MIG имеет некоторые преимущества. Это означает, что иногда сварка MIG будет лучшим выбором. Некоторые случаи, когда вам может понадобиться сварочный аппарат MIG, включают:
Более толстый материал
Когда работа требует сварки более толстого материала или более крупных деталей, быстрый и производительный процесс MIG будет лучшим выбором. Проволока с непрерывной подачей будет более производительной по сравнению с проволокой TIG с ручной подачей, обеспечивая большее количество необходимого присадочного материала.
Длинные прогоны
Там, где есть много длинных прогонов, процесс MIG может справиться с ситуацией с непрерывной подачей проволоки. Кроме того, процесс TIG требует множества остановок и запусков, чтобы получить новые стержни или отрегулировать стержень в руке. Это увеличивает вероятность возникновения дефекта сварки в длинном валике.
Сложные положения
Поскольку вам нужна только одна рука, чтобы управлять горелкой MIG, у вас есть свободная рука, чтобы балансировать или держать детали.
Производство
MIG просто может создать больше футов валика за час, чем TIG, и установить больше «фунтов» наполнителя сварного шва. Когда требуется высокая производительность, сварка MIG является оптимальным методом.
Менее опытные сварщики
Сварщики MIG с меньшим опытом могут хорошо наложить швы на проект с помощью более простого в освоении процесса MIG. Но они могут быть не в состоянии сделать это с помощью сварочного аппарата TIG.
Применение ВИГ
Сварка ВИГ будет лучшим выбором, если вы имеете дело с:
Тонким материалом
Точный и точный характер сварки TIG делает ее идеальной для тонкого материала, подверженного деформации и прожогам.
Опытные сварщики
Сварке ВИГ сложнее научиться, но если у вас или ваших сотрудников есть опыт, это дает вам возможность использовать сварку ВИГ, когда это лучший процесс сварки.
Цветные металлы
Для таких металлов, как алюминий, нержавеющая сталь, медь и другие экзотические металлы, опытные сварщики часто выбирают сварку ВИГ. А вот на чугуне, который состоит из черных металлов, работать не будет.
Работа на верстаке или в мастерской
TIG не будет работать должным образом, если вы находитесь вне позиции. Но для верстака или работы в магазине вы, как правило, не теряете позиции. Это делает эту работу хорошим кандидатом для сварки TIG.
Короткие прогоны
Сварка ВИГ лучше всего подходит для коротких прогонов, таких как соединения труб.
Тонкая или деликатная работа
Когда готовая деталь должна выглядеть великолепно, метод сварки TIG часто используется. Такие детали, как произведения искусства, реставрация автомобилей, мойки и т. д., которые хорошо видны, являются основными приложениями TIG. Кроме того, у вас есть контроль температуры, необходимый для предотвращения деформации и сжигания более тонких и тонких кусков металла.
Связанные : Что можно сварить с помощью сварочного аппарата TIG?
Заключение
Ни TIG, ни MIG не «лучше». Один может быть лучшим выбором в определенных ситуациях, в зависимости от переменных, которые вы должны учитывать.
Сварка MIG обеспечивает более низкую стоимость и быструю сварку стали и алюминия. Нержавеющую сталь тоже можно сваривать, но это не основное применение сварщиков MIG. Для недорогой и высокой производительности хорошим выбором является сварка MIG.
Сварочные аппараты TIG создают точные, узкие, красивые швы с хорошим проплавлением. Но они дороже и требуют опытных сварщиков. Процесс TIG часто предпочтительнее для соединений труб, более тонких заготовок, а также для работы с алюминием и нержавеющей сталью, где валик остается открытым.
Сталь также можно сваривать методом TIG. Но MIG часто является лучшим выбором, когда сталь должна быть покрыта, или эстетика не является приоритетом.
Еще один процесс, на который следует обратить внимание, — это сварка электродом (дуговая сварка в защитном металле). В этой статье мы расскажем о различиях между сваркой MIG и сваркой Stick.
Процессы дуговой сварки в среде защитного газа (TIG/MIG/MAG) — OpenLearn
Наука, математика и технологии
Обновлено 8 марта 2018 г.
Сварка инициируется электрической дугой между вольфрамовым электродом и соединяемым металлом. Дуга плавит металл, покрывая его облаком аргона, гелия или углекислого газа, чтобы защитить сварной шов от загрязняющих веществ в атмосфере. Дополнительный присадочный металл может быть добавлен с помощью отдельного присадочного стержня.
Этот контент связан с научными курсами и квалификациями Открытого университета
Принципы сварочной горелки TIG
Сварка вольфрамовым электродом в среде инертного газа (TIG) – это процесс дуговой сварки, в котором используется неплавящийся вольфрамовый электрод, окруженный защитной атмосферой инертного газа, такого как аргон или гелий. Дополнительный металл сварного шва может быть обеспечен отдельным присадочным стержнем, если это необходимо. Используется постоянный ток с отрицательным электродом, чтобы избежать перегрева и чрезмерной эрозии вольфрамового электрода.
Принцип работы сварочного пистолета MIG
В процессе металлического инертного газа (MIG) используется расходуемый электрод, который обычно представляет собой спиральную проволоку с медным покрытием. Аргон используется для защиты сварного шва, а постоянный ток с положительным электродом для выделения большего количества тепла для плавления.
Производство:
Сварка ВИГ
- Используется неплавящийся электрод из вольфрама с добавлением 1% тория (ThO 2 ). Процесс
- особенно полезен при сварке тонколистового металла без необходимости использования присадочного металла.
- Газ аргон высокой чистоты обеспечивает сварку без окисления, что позволяет успешно сваривать химически активные металлы, такие как титан и цирконий.
- Отсутствие образования шлака исключает операции по очистке.
- Минимальное разбрызгивание при сварке.
- Медленнее, чем процессы MMA или MIG.
- Хороший контроль сварочного тока, длины дуги и добавок присадочного металла.
- Поддается механизации.
- Блок питания до 300 А переменного тока. или постоянный ток
Сварка MIG
- Процесс может быть полуавтоматическим или автоматическим.
- Диаметр проволоки подачи варьируется от 0,75 до 2,25 мм. Провода
- обычно имеют медное покрытие для улучшения проводимости.
- Смеси аргона и гелия можно использовать для защиты.
- Обеспечивает высокое качество сварных швов на высоких скоростях без удаления флюса (скорость наплавки 1,25–7,5 кг ч -1 ).
- Блок питания 60–500 А, 16–40 В пост.
Металлоактивный газ (MAG) и CO
2 сварка- Аргон или гелий заменяются в процессе MIG диоксидом углерода (с добавками или без них) по более низкой цене.
- CO 2 используется в основном для сварки стали.
- Добавление до 10% кислорода в основу CO 2 дает следующие преимущества: обеспечивает более плавный перенос металла шва, увеличивает текучесть сварочной ванны и увеличивает смачиваемость металла шва.
Материалы:
Сварка ВИГ
- сварка углеродистых и легированных сталей, жаропрочных и нержавеющих сталей, меди и ее сплавов, никеля и его сплавов.
- а.с. сварка TIG требуется для сварки TIG сплавов алюминия, магния и алюминий-бронзы, чтобы разрушить стойкие поверхностные оксиды на поверхности металла.
- Использование аргона высокой чистоты позволяет сваривать химически активные металлы, такие как титан и цирконий, с аргоновыми кожухами и электродами постоянного тока. Текущий.
- Тонкостенные (1,6 мм и менее) трубки из нержавеющей стали можно сваривать методом ВИГ, вращая сварочную головку и фиксируя трубку. Это называется орбитальной сваркой труб.
Сварка МИГ
- Процесс МИГ подходит для сварки алюминия, магниевых сплавов, простых и низколегированных сталей, нержавеющих и жаропрочных сталей, а также меди и бронзы.
- Различия заключаются в составе присадочной проволоки, токе и напряжении, а также в защитном газе.
MAG и CO
2 сварка- CO 2 сварка в основном используется для сварки мягких и низколегированных сталей (дешевле аргона).
- CO 2 действительно эффективен в качестве защитного газа, если электродная проволока содержит до 1,8 % марганца, 0,5 % кремния, 0,15 % титана и 0,15 % циркония, которые действуют как раскислители. Нержавеющая сталь
- сваривается в среде аргона с 1% кислорода.
Дизайн:
Сварка ВИГ
- Позволяет успешно сваривать тонколистовые материалы с минимальной деформацией (толщиной < 0,5 мм). Алюминиевые сплавы
- с толщиной листа 2–6,4 мм можно сваривать в виде плоских стыковых соединений. Пластины толщиной 5–9,5 мм, сваренные одинарными V-образными стыковыми соединениями.
- Тонкая труба из нержавеющей стали может быть сварена методом TIG методом орбитальной сварки труб.
Сварка MIG
- Листы толщиной 6–25 мм могут быть сварены встык с алюминиевыми поверхностями 1,6–4,8 мм.
- Производительность выше, чем при сварке TIG.
- Используется в общестроительном строительстве.
MAG и CO
2 сварка- Автоматическая сварка MAG или CO 2 процессы позволяют получать стабильно высококачественные сварные швы из низкоуглеродистой и низколегированной стали.
- Более высокая скорость сварки, чем при сварке TIG или MIG.
Эта статья является частью Manupedia – сборника информации о некоторых процессах, используемых для преобразования материалов в полезные предметы.
СТУДЕНИЯ AN AN OU СТУДЕНТ
BA/BSC (Honors) Открытая степень
BSC (Honors) Комбинированный ствол
Diploma in Eduction in Chemist.
- 8
Diploma in Eduction in Chemist.
- 8
Diploma in Eduction in Chemist.
- 8
.
Поделитесь этим бесплатным курсом
Информация об авторских правах
Сварка МИГ | Металлургия для чайников
Сварка МИГ — ОбзорСварка МИГ — это сокращение от «Сварка металлов в среде инертного газа». Этот процесс был разработан в 1940-х годах и считается полуавтоматическим. Это означает, что от сварщика по-прежнему требуются навыки, но сварочный аппарат MIG будет непрерывно заполнять свариваемое соединение.
Сварку MIG можно использовать для сталей любой толщины, алюминия, никеля и даже нержавеющей стали и т. д. Однако чаще всего она используется в производственных и коммерческих условиях.Сварка МИГ является аббревиатурой для сварки металлов в среде инертного газа.
Сварка металлов в среде инертного газа (МИГ), также иногда называемая дуговой сваркой металлическим газом (GMAW), представляет собой процесс, разработанный в 1940-х годах для сварки алюминия и других цветных металлов. . Сварка МИГ представляет собой автоматический или полуавтоматический процесс, в котором проволока, подключенная к источнику постоянного тока, действует как электрод для соединения двух кусков металла при непрерывном пропускании через сварочный пистолет. Поток инертного газа, изначально аргона, также пропускают через сварочную горелку одновременно с проволочным электродом. Этот инертный газ действует как защитный экран, не давая переносимым по воздуху загрязняющим веществам попасть в зону сварки.
Основным преимуществом сварки MIG является то, что она позволяет сваривать металл намного быстрее, чем традиционные методы сварки электродами. Это делает его идеальным для сварки более мягких металлов, таких как алюминий. Когда этот метод был впервые разработан, стоимость инертного газа делала процесс слишком дорогим для сварки стали. Однако с течением времени этот процесс развивался, и полуинертные газы, такие как двуокись углерода, теперь могут использоваться для обеспечения функции защиты, что теперь делает сварку MIG экономически выгодной для сварки стали.
Оборудование для сварки MIG состоит из сварочной горелки, источника питания, источника защитного газа и системы подачи проволоки, которая стягивает проволочный электрод с катушки и проталкивает его через сварочную горелку. Для сварочной горелки с водяным охлаждением может потребоваться источник охлаждающей воды. Существуют также стержневые печи Mig для правильного хранения электродов.
В большинстве случаев сварки MIG требуется постоянный ток обратной полярности.
Этот тип электрического соединения обеспечивает стабильную дугу, способствует плавному переносу металла, имеет относительно низкие потери на разбрызгивание и обеспечивает хорошие характеристики сварного шва. Прямая полярность постоянного тока (отрицательный электрод) используется редко, поскольку дуга может стать нестабильной и неустойчивой, даже если скорость плавления электрода выше.Основной принцип сварки МИГ
Переменный ток не нашел коммерческого применения при сварке МИГ, поскольку дуга гаснет в течение каждого полупериода, когда ток снижается до нуля, и она может не загореться снова, если катод достаточно остынет. Доступны горелки MIG для ручной манипуляции, полуавтоматической сварки, а также для машинной или автоматической сварки. Поскольку электрод подается непрерывно, сварочная горелка должна иметь скользящий электрический контакт для передачи сварочного тока на электрод. Пистолет также должен иметь газовый канал и сопло для направления защитного газа вокруг дуги и расплавленной сварочной ванны.
Электрический выключатель используется для включения и выключения сварочного тока, подачи электрода и подачи защитного газа. Выбор горелки с воздушным или водяным охлаждением зависит от типа защитного газа, диапазона сварочного тока, материалов, конструкции сварного соединения, а также существующей практики и условий производства. Пистолеты с воздушным охлаждением обычно ограничены работой с током 200 ампер или меньше. Пистолеты с водяным охлаждением обычно используются для приложений, требующих от 200 до 750 ампер. Водяные линии в горелке с водяным охлаждением увеличивают вес и уменьшают маневренность горелки при сварке. Когда он был впервые разработан, он назывался (GMA) Gas Metal Arc.
Сварка MIG , в отличие от большинства других сварочных процессов, имеет один стандартный тип напряжения и тип полярности. Постоянный ток течет в одном направлении, от минуса (-) к плюсу (+). Источник питания, используемый для сварки MIG, называется «источник постоянного напряжения».
При сварке MIG контролируется и регулируется напряжение. При сравнении сварки MIG с дуговой сваркой или сваркой TIG сварочные аппараты MIG используют настройки напряжения для настройки аппарата. Аппараты для сварки TIG и дуговой сварки используют силу тока для настройки машины или «источника питания с постоянной силой тока».Сварочные аппараты MIG состоят из рукоятки с курком, управляющим подачей проволоки, подающей проволоку с катушки к сварному соединению. Провод похож на бесконечный тормозной трос велосипеда. Проволока проходит через направляющую, которая также имеет подачу газа по тому же кабелю к точке дуги, которая защищает сварной шов от воздуха.
Преимущества сварки MIG:
- Высококачественные сварные швы могут быть выполнены намного быстрее
- Поскольку флюс не используется, исключается попадание шлака в металл шва, что приводит к высокому качеству сварных швов
- Газовый экран защищает дугу, так что потери легирующих элементов очень малы. Образуются лишь незначительные брызги при сварке
- Сварка MIG универсальна и может использоваться с широким спектром металлов и сплавов
- Процесс MIG может осуществляться несколькими способами, включая полуавтоматический и полностью автоматический
- Позволяет производить длинные непрерывные швы намного быстрее, чем традиционные методы сварки.
- Поскольку защитный газ защищает сварочную дугу, этот тип сварки обеспечивает чистый шов с очень небольшим количеством брызг.
- Может использоваться с широким спектром металлов и сплавов.
Недостатки:
- Сварку МИГ нельзя использовать в вертикальном или потолочном положении из-за высокого тепловложения и текучести сварочной ванны
- Оборудование сложное.
- Оборудование довольно сложное, так как для сварки MIG требуется источник постоянного тока, постоянный источник и поток газа, а также постоянно движущийся проволочный электрод. Кроме того, электроды доступны в широком диапазоне размеров и изготавливаются из различных типов металлов в соответствии с назначением сварки.
- Реальная используемая технология отличается от традиционных методов сварки, поэтому даже для опытных сварщиков существует кривая обучения, связанная со сваркой MIG. Например, сварщикам MIG необходимо отодвинуть сварочную ванну от себя и вдоль шва.
- Необходимость защиты от инертного газа означает, что сварку MIG нельзя использовать на открытой площадке, где ветер может сдуть защитный газ.
Газ для сварки МИГ делает возможной сварку МИГ. Имя сообщает нам об этом; «Сварка металлов в среде инертных газов». Используемые газы защищают сварной шов от кислорода воздуха. Когда в смесь добавляется углекислый газ или кислород, сварка MIG технически больше не является сваркой MIG. Это связано с тем, что и углекислый газ, и кислород не являются инертными газами. Затем процесс становится GMAW или дуговой сваркой металлическим газом.
Тип используемого газа также определяет:
- Насколько глубоко сварной шов проникает в свариваемый металл
- Характеристики сварочной дуги
- Механические свойства сварного шва.
При выборе типа используемого газа лучше всего обратиться за информацией в магазин сварочных материалов. Магазин порекомендует правильный газ, соответствующий используемой сварочной проволоке. Или можно воспользоваться рекомендацией производителя сварочной проволоки. Как правило, производитель предоставляет несколько вариантов, начиная от наилучшего и заканчивая тем, что обеспечивает минимально приемлемые результаты. Окончательный выбор типа газа зависит от стоимости.
Четыре наиболее часто используемых газа:
- Аргон
- СО2/двуокись углерода
- О2 / Кислород
- Гелий (наименее распространенный)
В большинстве случаев эти газы используются в виде смеси, обычно состоящей из двуокиси углерода и аргона или кислорода.
Кислород является причиной большинства дефектов сварки, однако в небольших количествах, смешанных с другими газами, он улучшает характеристики дуги. Аргон и углекислый газ можно использовать сами по себе. В некоторых случаях используется трехкомпонентный защитный газ, содержащий аргон, углекислый газ и гелий.Наиболее распространенные смеси и газы:
- C2 или 2% углекислого газа и 98% аргона
- C25 или 25 % углекислого газа и 95 % аргона
- 100% двуокись углерода
- 100% аргон
Сварка углеродистой стали может выполняться только с использованием двуокиси углерода, и она дает самое глубокое проплавление, самый дымный и самый грубый сварной шов. Можно использовать смесь газов с содержанием углекислого газа от 2% до 25% и остального аргона. Однако более высокий процент аргона приведет к более гладкому, лучшему внешнему виду сварного шва и улучшит характеристики дуги.
Сварка нержавеющей стали обычно выполняется с использованием C2 или 2% углекислого газа и 98% аргона.
В некоторых случаях используется трехкомпонентный защитный газ, содержащий 90 % гелия, 7,5 % аргона и 2,5 % углекислого газа. Сварка алюминия обычно выполняется только аргоном, за одним исключением. Если свариваемый алюминий толще ½ дюйма, в смесь может быть добавлен гелий.Сварка MIG — это сварочный процесс, с помощью которого можно сваривать практически любой металл. Это может быть не всегда лучший выбор для качества сварки, но сварка MIG является быстрой, экономичной и дает результаты, более чем приемлемые для большинства производственных нужд! Не все строят космическую станцию.
Три наиболее распространенных металла, свариваемых с помощью сварочного аппарата MIG:
- Углеродистая сталь.
- Нержавеющая сталь.
- Алюминий, со специальной подачей, потому что алюминиевая проволока очень мягкая.
Сварка углеродистой стали почти безупречно выполняется с помощью сварочного аппарата MIG. Проблем очень мало, если не считать недостатков конструкции сварочного аппарата MIG.
Жесткость проволоки как раз подходит для прохождения через направляющую из машины с минимальным трением, вызывающим проблемы, и имеет достаточную жесткость для подачи без намотки. В зависимости от того, при каком напряжении работает сварочный аппарат MIG, сварку можно настроить на один из трех типов переноса: короткое замыкание, шаровидный или струйный.Сварка MIG нержавеющей стали не требует специального оборудования. В случае сварки нержавеющей стали самая большая проблема возникает из-за шнура или вкладыша сварщика. Хитрость при сварке нержавеющей стали заключается в том, чтобы держать шнур как можно более прямым. В противном случае механизм подачи проволоки, питающий сварное соединение, будет иметь слишком большое трение из-за того, что нержавеющая сталь более жесткая, чем углеродистая сталь. Представьте, что вы пытаетесь продеть проволочную вешалку через согнутый садовый шланг. Скорее всего, если шланг прямой, вы можете легко его продеть. Если шланг перегнут, у вас возникнут трудности.
Для сварки MIG алюминия обычно требуется двойная подача, называемая методом проталкивания и вытягивания. То есть катушка с проволокой продевается через ручку MIG, а сама ручка имеет шкив, который натягивает проволоку. Сварка алюминия не очень распространена для сварки MIG. Обычно это делается, когда требуется высокая производительность. На первом рисунке ниже показана двухроликовая проталкивающая подача на установке Millermatic 350P MIG. Второе и третье изображения ниже представляют собой вид снизу и вид сверху пистолета с протяжной подачей Python.
Вам также может понравиться
Процедура сварки Спецификация процедуры сварки (WPS)… Что такое ВИГ СВАРКА? Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW), также известная… Подводная сварка Подводная сварка – это вид сварки. .. Сварка Сварка – это изготовление или скульптурный процесс… Сварка металлов ┃ Точечная сварка ┃ Полуавтоматическая сварка ┃ Аргонная сварка ┃ KSL
Наша компания предлагает услуги по сварке металлов на современном оборудовании, по выгодным ценам и в оговоренные сроки!
Запрос расчета
Чтобы получить расчет вашей задачи или заказать услугу, свяжитесь с нами по телефону или электронной почте.
Или просто заполните форму и наши менеджеры свяжутся с вами в ближайшее время.
- 906:20 +38 (050) 011 83 29
Полуавтоматическая сварка
Аргонная сварка
Точечная сварка
Конденсаторная сварка
Какие металлы мы можем сваривать?
Углеродистая сталь
Нержавеющая сталь
Другие металлы
Производство
2500 м2Дизайн
офисНовое оборудование
Быстрое производство
разПолный цикл производства
Передовые технологии
Основные преимущества сварки металлов KSL
- Высокая точность и прочность швов, производимых нашим сварочным цехом
- Быстрая выдача образцов, заготовок
- Эффективность и гибкость производственного процесса в отличие от конкурентов
- Возможность работы с разными толщинами и типами металлов
- Качественная зачистка швов на специализированном оборудовании
- Возможность производить детали серийными партиями в непрерывном потоке
- Гарантия качества на указанные услуги
Почему услуги по сварке металла стоит заказать у нас?
Производство полного цикла
Ваш продукт производится одним подрядчиком на одном заводе
Мы соблюдаем сроки
Изготовление средней партии от 3-х рабочих дней
Рыночные цены на услуги
Мы постоянно мониторим рынок металлообработки и контролируем нашу систему ценообразования
Рисуем макеты продуктов
Бесплатно разрабатываем модель детали с нуля по вашему ТЗ
Продукция высокого качества
Качество продукции KSL соответствует всем международным стандартам
.
Быстрая доставка заказовОрганизуем доставку продукции до вашего склада, вам не нужно ни о чем беспокоиться
Примеры изделий, изготовленных методом сварки металлов
Полезная информация по сварке металлов
Технологии сварки, используемые KSL
Сварка полуавтоматическая
Сварка полуавтоматическая – специализированный технологический процесс сварки, протекающий с помощью электромеханического устройства, при котором процесс сварки происходит за счет плавящегося электрода в виде проволоки, которая механическим способом подается в зону сварки сайт. Он идеально подходит для листового металла. Технология используется для сварки различных металлических коробов, при ремонте кузовов автомобилей, в процессе создания различных каркасов, стоек и других металлических изделий. Полуавтоматическая сварка, показывает высокую производительность при сварке.
К основным преимуществам полуавтоматической сварки, используемой KSL, относятся:
• Использование автоматической подачи сварочной проволоки – что увеличивает скорость и качество сварки;
• Можем сваривать тонкие листы металла – толщина заготовок от 0,5 мм;
• Высокая универсальность – полуавтомат варит сталь, нержавеющую сталь, чугун и цветные металлы;
• На готовом сварном соединении отсутствует шлак, что сокращает время доведения детали до готового состояния;
• При полуавтоматической сварке практически отсутствует дым, что положительно сказывается на здоровье работающих.Аргонная сварка
Аргонная сварка – популярный технологический процесс сварки металлов, который происходит путем нагревания электрической дуги с использованием газа аргона. Аргон — инертный газ, основное назначение которого — защита металлов от воздействия кислорода. Обычное название этого процесса — аргонно-дуговая сварка. Метод применим к материалам, которые не соединяются по обычным технологиям, именно с помощью аргонной сварки возможно создание изделий или заготовок с использованием титана, алюминия, меди и других цветных металлов.
К основным преимуществам аргонно-дуговой сварки, применяемой КСЛ, относятся:
• При аргонодуговой сварке швы получаются качественные, они ровные и прочные, без шлаковых образований;
• Возможно соединение различных видов металлов в единую конструкцию или изделие без изъянов и дефектов;
• Высокая тепловая мощность дуги, благодаря которой данный технологический процесс может быть произведен быстроКонденсаторная сварка
Конденсаторная сварка – технологический процесс сварки металлов, который происходит за счет сварки давлением.
При конденсаторной сварке энергия запасается в конденсаторах при их заряде от источника напряжения, затем в процессе разрядки эта энергия преобразуется в тепло, что и составляет сам процесс сварки. Соединение деталей происходит за счет высокой концентрации тепла в местах соприкосновения, между соединяемыми деталями.
К основным преимуществам конденсаторной сварки, применяемой компанией KSL, относятся:
• Высокая скорость производственного процесса, до 600 точек в минуту;
• Точность соединения деталей и повторяемость процессов на линии сварки;
• Низкое тепловыделение, нет необходимости в охлаждающей жидкости;
• без расходных материалов, таких как электроды или сварочная проволокаТочечная сварка металла
Точечная сварка металла – технологический процесс сварки металлов, который происходит путем нагревания металла до температуры его плавления, создаваемого большой величиной электрического тока. Одновременно с прохождением тока и некоторое время после него происходит сжатие деталей, в результате чего происходит взаимное проплавление и сплавление нагретых участков металла.
Довольно широко используется в промышленном производстве многих изделий, благодаря своей экономичности и высокой надежности. Практически любая машина, чайник, сетка, созданная методом точечной сварки. Поскольку тонкие металлы используются все чаще, эта техника становится все более актуальной. Самое главное в контактной сварке – точная установка параметров, так как чрезмерный нагрев приведет к порче изделия, а недостаточного тока просто не хватит для сварки двух деталей.Часто задаваемые вопросы клиентов KSL
Сколько стоит сварка металла и какие сроки изготовления?
Для того, чтобы мы могли произвести точный расчет стоимости сварки металла, нам необходимо получить от Вас полную информацию о товаре, подробную спецификацию или чертеж в одном из следующих форматов: PDF, 3D модель в Solidworks. Цены на услуги сварки KSL определяются такими основными критериями, как:
- Объем заказа;
- Толщина и вид листа свариваемой детали, а также качество швов;
- Условия выполнения заказа;
- Сложность работы в зависимости от того, швы с зачисткой или без;
- Давальческое или собственное сырье;
Чтобы узнать сколько стоит сварка металла и заказать ее, вы можете выслать все имеющиеся чертежи и чертежи изделий на нашу электронную почту zakaz@ksl.
ua, прикрепить файл в форме заказа вверху страницы , или позвоните нам.Вы создаете чертежи продукта для нового клиента, если мы заказываем у вас?
Конструкторский отдел КСЛ в зависимости от сложности изделия может абсолютно бесплатно разработать для Вас чертеж интересующего Вас изделия, если потенциальный планируемый объем закупки оценивается руководителем направления как перспективный, в соответствии с требованиями компаний. Для создания профессионального чертежа нашим дизайнерским отделом вам необходимо предоставить следующую информацию:
- Чертеж в формате PDF или пример чертежа/фото/чертежа с указанием точных внешних и внутренних размеров интересующего Вас изделия;
- Какой формы, диаметра и толщины трубы вы будете использовать для получения готовой детали.
- Покраска будет или нет. Если да, то нужно указать цвет RAL и текстуру краски;
- Желаемый срок получения образца и заказа готовой партии;
- Будет давальческое или собственное сырье компании;
От какой суммы вы принимаете заказы на работу?
В связи с тем, что производственный процесс KSL заточен под средне- и крупносерийное производство, а индивидуальные заказы мы делаем достаточно редко, готовы рассмотреть варианты заказов от 1000 EUR.
Но в любом случае обращайтесь к нашим менеджерам, они проконсультируют вас в кратчайшие сроки.Где находится ваше производство?
Производственный комплекс компании КСЛ находится в г. Киеве по ул. Семьи Сосниных 9. Лазерная резка металла Киев очень популярна, ее производят многие киевские металлообрабатывающие цеха, но просим Вас обратить внимание на сроки заказы и качество товаров по доступной цене, предлагаемой KSL.
Выполняете ли вы заказы по всей Украине?
Компания КСЛ реализует заказы по всей Украине и за рубежом. К нам постоянно обращаются компании со всех регионов Украины: Харьковской, Днепровской, Одесской, Винницкой, Львовской, Полтавской, Запорожской, Луцкой и многих других областей Украины.
Как найти в Интернете вашу компанию по сварке металлов?
точечная сварка
сварка алюминия
мелкий
гмав
сварка плавлением
сварка нержавеющей стали
TIG сварка алюминия
Сварочная проволочная сетка
сварка алюминия рядом со мной
mig сварка алюминия
сварка металла киев
сварка металла украина
сварка металла ксл
Запрос расчета
Чтобы получить расчет вашей задачи или заказать услугу, свяжитесь с нами по телефону или электронной почте.
Или просто заполните форму и наши менеджеры свяжутся с вами в ближайшее время.
- +38 (050) 011 83 29
Другие виды услуг и продуктов KSL
Какой газ лучше всего подходит для сварки МИГ — выбор подходящего газа для правильной работы
При сварке МИГ используется ручной сварочный пистолет, который содержит проволочный электрод с катушкой, а также газовое сопло, которое подает струю газа к сварному шву сайт. Этот газ предотвращает контакт кислорода, азота и других газов из окружающей среды с валиком сварного шва, что помогает обеспечить стабильные и надежные результаты.
Загрязнение может привести к некачественному сварному шву на заготовке, поэтому выбор правильного газа абсолютно необходим для достижения наилучших результатов. Но какой газ лучше всего подходит для сварки MIG? К сожалению, ответ не так прост.
Для получения наилучших результатов для разных металлов требуются разные типы газов, хотя в большинстве случаев смесь аргона и CO2 в соотношении 75/25 позволит получить хорошие результаты для большинства металлов.
Но давайте сейчас рассмотрим некоторые из ваших вариантов и обсудим, как выбрать правильный сварочный газ MIG для вашей работы.Аргон и гелий (инертные/благородные газы)
Инертные газы, такие как инертные газы, устойчивы к химическим реакциям, что означает меньшее разбрызгивание при сварке по сравнению с полуинертными газами, такими как двуокись углерода. Существует шесть благородных газов, но для сварки MIG обычно используются только аргон и гелий. Чистые смеси аргона/гелия обычно используются только для цветных металлов, таких как медь и алюминий.
Оба газа подходят для сварки MIG, но чаще используется аргон. Эти два газа можно смешивать вместе, чтобы воспользоваться их полезными свойствами, в зависимости от сварного шва.
Аргон, например, обычно обеспечивает стабильную дугу, но более широкое и более мелкое проплавление сварного шва. Гелий, с другой стороны, дороже, но горит горячее для более глубокого сварного шва. Смешивание этих газов помогает сбалансировать эти характеристики и обеспечить равномерный сварной шов.
Также обратите внимание, что оба этих газа дороже других, таких как углекислый газ, поэтому их часто смешивают с углекислым газом, чтобы сэкономить деньги, но при этом они обеспечивают отличные результаты сварки.
Углекислый газ может составлять до 10-25% объема газа, в зависимости от ситуации. Смесь аргона и CO2 в соотношении 75/25 обычно считается лучшим вариантом для сварки MIG, так что это наша главная рекомендация Vern Lewis Welding Supply.
Иногда также используется «три смеси» гелия, аргона и CO2. Эта смесь газов идеально подходит для сварки нержавеющей стали, так как обеспечивает устойчивый, прочный и глубокий шов.
Двуокись углерода
Двуокись углерода является «полуинертным» газом, который относительно устойчив к химическим изменениям, но в меньшей степени, чем инертные газы, такие как аргон и гелий.
Он часто используется при сварке MIG, часто сам по себе (100% CO2) или в виде небольшого процента газовой смеси гелия или аргона.
Смесь 75/25 MIG Argon и CO2 является наиболее популярным газом для сварки MIG, составляющим более 90% газа, который мы продаем в Vern Lewis Welding Supply.CO2 намного дешевле, чем инертный газ, и позволяет связующему проникать очень глубоко в металл при сварке. Однако у него гораздо более жесткая дуга, которую сложнее контролировать, а его полуинертный характер приводит к большему разбрызгиванию сварного шва, поэтому сварной шов требует большей очистки по сравнению с благородным газом.
Углекислый газ особенно полезен при работе с черными металлами, такими как мягкая сталь. Для этой цели иногда используется 100% CO2, но это более «старая школа» подхода, используемого для специальной проволоки — для общих целей сварки MIG используется 72/25 аргон/CO2 или три смеси CO2, аргона и гелия. гораздо чаще.
Какой газ лучше всего подходит для сварки MIG различных металлов?
Если вам нужен универсальный вариант, лучшим выбором будет защитный газ для сварки MIG со смесью 75/25 аргона и CO2.
Vern Lewis Welding Supply предлагает высококачественную смесь 75/25 аргона и CO2, которая является идеальным и экономичным вариантом, который можно использовать для сварки большинства металлов, включая мягкую сталь и цветные металлы. Если у вас есть какие-либо вопросы или вам нужна помощь в выборе лучшего газа для сварки MIG, свяжитесь с нами сегодня.Похожие сообщения
Важность профилактического обслуживания сварочного оборудования
В своей жизни вы, вероятно, слышали печально известную старую пословицу Бенджамина Франклина: «Унция профилактики стоит фунта лечения». Эта поговорка актуальна для всех аспектов жизни, от здравоохранения и сельского хозяйства до владения домом и обслуживания автомобилей. В наши дни это также включает в себя необходимость заботиться о…
Подробнее Важность профилактического обслуживания сварочного оборудованияПродолжить
Плюсы и минусы строжки угольной дугой
Существует несколько типов сварки, и строжка угольной дугой (также известная как дуговая сварка или угольная дуговая сварка) популярна для тяжелых работ, поскольку требует минимальных сварочных материалов в Финиксе, Аризона. Углеродная дуговая сварка — это термин, описывающий соединение металлических элементов с помощью электричества. В то время как другие методы используют газ для нагрева…
Читать далее Плюсы и минусы строжки угольной дугойПродолжить
7 главных причин выбрать Vern Lewis Welding Supply
Независимо от того, являетесь ли вы любителем сварки или энтузиастом, стремящимся сделать следующий шаг, профессионалом в области сварки или владельцем бизнеса, у Vern Lewis Welding Supply есть все, что вам нужно, когда речь идет о сварке и сварочных технологиях.
От новых и бывших в употреблении продуктов до услуг по ремонту, обучению, расходным материалам и многому другому — у нас есть универсальный магазин для всех…Подробнее 7 главных причин выбрать Vern Lewis Welding SupplyПродолжить
Сварка ВИГ: вводное руководство
Сварка вольфрамовым электродом в среде инертного газа, обычно называемая TIG, представляет собой процесс сварки, в котором используется вольфрамовый электрод для нагрева свариваемого металла. Вольфрамовый электрод поддерживает дугу, но не сгорает. Инертный газ, такой как аргон, используется в процессе сварки в качестве экрана для защиты сварного шва от…
Подробнее Сварка TIG: вводное руководствоПродолжить
Как лучше всего сваривать нержавеющую сталь?
Нержавеющая сталь— очень популярный материал, используемый благодаря своим антикоррозионным свойствам, долговечности и красивой отделке. Его качества делают его идеальным для посуды и приборов для приготовления пищи, медицинского оборудования и устройств, средств транспортировки веществ, которые могут разъедать другие типы материалов, и так далее. Если у вас есть проект, связанный со сваркой нержавеющей стали,…
Подробнее Как лучше всего сваривать нержавеющую сталь?Продолжить
В чем разница между сварочным газом MIG и TIG
выбрать продуктАренда бесплатно, 2% CO2 в аргоновой смеси 20 л, 200 бар для сварки MIG из нержавеющей сталиАренда бесплатно, 12% CO2 в аргоновой смеси 20 л, 200 бар для сварки MIGАренда бесплатно, 12% CO2 в аргоновой смеси 50 л для сварки MIG. Баллоны с пищевым CO2 для Coca-Cola Frozen, Fanta Frozen, Tango Ice Blast и автоматов по производству замороженных напитков Slushy Jack — 3,15 кг. 5 кг. Легкий газ Refill14KG Газовый свет, вилочный погрузчик из стекловолокна Газовые баллоны с CO2 для пушек и бластеров Confetti 15 кгПищевые газовые баллоны с CO2 для пушек и бластеров Confetti — 34 кг CO2 для татуировок аэрографом, 1,5 кг CO2 для татуировок аэрографом, 3,15 кг CO2 для татуировок аэрографом, 6,35 кг CO2 для выращивания аквариумных растений, 6,35 кг CO2 для выращивания аквариумных растений, 1,5 кг CO2 для выращивания аквариумных растений, 3,15 кг углекислого газа для сценических и театральных спецэффектов 6,35 кг — с погружной трубкой для углекислого газа r Сценические и театральные спецэффекты 34 кг — с погружной трубкойУглекислый газ для сценических и театральных спецэффектов 15 кг — с погружной трубкойПищевые газовые баллоны с углекислым газом для Coca-Cola Frozen, Fanta Frozen, Tango Ice Blast и автоматов по производству замороженных напитков Slushy Jack’s — 6,35 кг Food Grade Газовые баллоны с углекислым газом для автоматов по производству замороженных напитков Coca-Cola Frozen, Fanta Frozen, Tango Ice Blast и Slushy Jack — 34 кг.
Топливный газ для сварки, пайки, нагрева и резкиColeman B/P C250170g Газовый картридж с бутаном/пропаном – 2175POWERSOURCE 445G B/P MIX CARTRIDGE350G BUTANE PROPANE MIX GAS CARTRIDGE227GM BAYONET BUTANE CARTRIDGCAMPINGAZ C206 Газовый картриджCAMPINGAZ CV7 Газовый картридж4CAMPINGAZ CV300 Gas Cartridge4CAMPINGAZ2, Портативный пропановый обогреватель Инфракрасный обогреватель шкафа Phoenix12623, Пропановый шланг с отводом в сборе 35 дюймов ST POL x W2012622, Пропановый шланг с отводом в сборе 20 дюймов ST POL x W20Оранжевый шланг высокого давления – диаметр отверстия 8 мм, 3 м CoilOrange Шланг высокого давления – диаметр 8 мм, 2 м CoilOrange Шланг высокого давления — диаметр 8 мм, 1 м Шланг высокого давления CoilOrange — диаметр 4,8 мм, 3 м Шланг высокого давления CoilOrange — диаметр 4,8 мм, 2 м Шланг высокого давления CoilOrange — диаметр 4,8 мм, катушка 1 м15527, комплект пропановой автогорелки Bullfinch 233P (рычажное зажигание) 14850 , Bullfinch No. 404 Autotorch Набор паяльной лампы для пайки21479, Bullfinch № 135/01 Удлиненный комплект горелки с регулятором 11325, Сопло для газового шланга Fulham — сжатие 15 мм x 10 мм8992, Сопло для газового шланга Fulham — сжатие 5/16 дюйма x 10 мм12572, Стандартный комплект пропановой горелки Bullfinch — 140P12571, Стандартный комплект пропановой горелки Bullfinch — 110P8196, Насадка для шланга высокого давления — 3/8 дюйма BSP TM x 10 мм нар. диам. 8870, Насадка для шланга высокого давления — 1/4 дюйма BSP TM x 8,35 мм нар. Форсунка для газового шланга — 3/8 дюйма BSP, внутренняя резьба x 10 мм6244, Газовая форсунка Fulham, газовая форсунка — 1/4 дюйма, внутренняя резьба BSP x 10 мм8009, Форсунка для газового шланга Fulham – 1/8″ BSP F x 10 мм6247, Форсунка для газового шланга Fulham – 1/2″ BSP TM x 10 мм8871, Форсунка для газового шланга Fulham – 3/8″ BSP TM x 10 мм6246, Форсунка для газового шланга Fulham – 1/ 4″ BSP TM x 10мм6245, Сопло для газового шланга Fulham – 1/8″ BSP TM x 10мм8843, 3 НАСАДКА ДЛЯ ШЛАНГА – 90°8842, 3 НАСТРОЙКА ДЛЯ ШЛАНГА – 60°8844, 4 НАСТРОЙКА ДЛЯ ШЛАНГА 8862, ДВОЙНАЯ ГОРЕЛКА КИПЯЩЕГО КОЛЬЦА 24035, КИПЕНИЕ КОЛЬЦО, ОДИНАРНАЯ ТРОЙНАЯ ГОРЕЛКА19537, БОЛЬШОЕ КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА22744, КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА с FFD8861, КИПЯЩЕЕ КОЛЬЦО, ОДИНАРНАЯ ГОРЕЛКА12679, НАБОР ДЛЯ РУЧНОЙ ПЕРЕМЕНЫ ДЛЯ ДВУХ КОМПЛЕКТОВ21000, КОМПЛЕКТ ДЛЯ АВТОМАТИЧЕСКОЙ ПЕРЕМЕНЫ ДЛЯ ЧЕТЫРЕХ КОМПЛЕКТОВ С OPSO13493, Комплект для автоматической замены из двух частей11725, Гаечный ключ из кованой стали POL — черный11724, Гаечный ключ из прессованной стали из поливинилхлорида — оцинкованная23142, ЗАЖИМ 12 мм НА РЕГУЛЯТОРЕ БУТАНА С МАНОМЕТРОМ ДАВЛЕНИЯ 3714 мбар, PRO3714mbar С МАНОМЕТРОМ8810, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА 0,5-4 БАР С НАПРАВЛЯЮЩЕЙ 8810, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА ВЫСОКОГО ДАВЛЕНИЯ 1БАР (ФИКСИРОВАННЫЙ)8800, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА НД 50 мбар SMALL8800, РЕГУЛЯТОРОМ ДЛЯ ПРОПАНА НД 37 мбар SMALL8802, 37 мбар ЗАЖИМ НА ПРОПАНЕРЕ REG15163, 37 мбар 8888, КЛАПАН ПОЕЗДНОГО ЦИЛИНДРА 8809, Camping Gas Regulator LP8807, регулятор бутана (4,5 -километровый калорный бутылка) 8805, 21 мм зажима на бутановом регуляторе. 600’CP3622 Сварное одеяло 2m x 2m 600’cp3621 Сварное одеяло 2m x 1m 600’cfr-ext extension 0,6MP3630 Сварное одеяло 50m x 1m 600’cp3886fr Стальная рама 2,4 × 1,8 МП 3666FR. 2,4 x 1,8MP3666CG Зеленое сварки сварки Зеленого холста 1,8 x 1,8MP3646CG Зеленое холст. MP3886O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 2,4М X 1,8MP3466O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 1,8М X 1,8MP3446O ОРАНЖЕВЫЙ ЗАВЕС ДЛЯ СВАРКИ ПВХ 1,2М X 1,8MP3590 EAR DEFENDERSP3266 BROW GUARDP3261 CLEAR VISORP3261-5 SHADE 5 VISORP3260-5 SHADE 5 VISORP3260-3 SHADE 3 VISORP3390 4.5 x 2″ FLIP UP WELDING GOGGLESP3310 SKI TYPE WELDING GOGGLESXR270 VELCRO SWEATBANDXR1017 CHARGERXR1016 BATTERYXR1014 FACE SEAL AND FIXINGSXR1013 HEAD GEAR FIXING KITXR1012 SWEAT BAND FOR HEAD GEARXR1011 HEAD GEAR INC ВОЗДУХОВОД XR1010 КРЫШКА ПЕРЕДНЕГО ШЛАНГА XR1009 ВОЗДУШНЫЙ ШЛАНГ И СОЕДИНИТЕЛИ0 НАБОР ДЛЯ РЕЗКИ – ЗАГЛУШЕННЫЙ В КОРОБКЕ НАБОР ПОДРЯДЧИКОВ BC18/90 НАБОР ДЛЯ РЕЗКИ – ЗАГЛУШЕННЫЙ НАБОР ДЛЯ ПОДРЯДЧИКОВ В КОРОБКЕ Набор для резки с заглушками – Заглушенный – Набор для подрядчиков 4 20MT764620-PR 6 мм 20 м 1/4″ установлен Шланг пропана 761020-OX 20 мм 10M 3/8″ установлен Кислородный шланг761005-OX 5 мм 10 м 3/8 дюйма Кислородный шланг 760620-OX 6 мм 20 м 1/4 дюйма Кислородный шланг 760610-OX 6 мм 10 м 1/4 дюйма Кислородный шланг 761620-OX 6 мм 20 м 3/8 дюйма Кислородный шланг 761605-OX 6 мм 3/8″ Fitted Oxygen Hose760805-OX 8mm 5m 3/8″ fitted Oxygen hoseHeating Nozzle 5 705105Heating Nozzle 4 705104Heating Nozzle 3 705103Heating Nozzle 2 705102SWAGED NOZZLE 25 704225SWAGED NOZZLE 18 704218SWAGED NOZZLE 13 704213SWAGED NOZZLE 10 704210SWAGED NOZZLE 7 704207Lightwieght Nozzle 13 704113Lightwieght Nozzle 10 704110Легкое сопло 7 704107Обжатое сопло 5 704205VVC РЕЖУЩЕЕ СОПЛО 5,5 703113VVC РЕЖУЩЕЕ СОПЛО 5 703112VVC РЕЖУЩЕЕ СОПЛО 4 703111VVC РЕЖУЩЕЕ СОПЛО 3Сопла резания VVC 2 703108Vv “3,2 мм 7023332PNME Режущаяся сопла 3/32” 2,4 мм 702324PNME Режущая сопла 5/64 “2,0 мм 702320PNME Режущий сопла 1/16” 1,6 мм 702316PNME режущий сопла 3/64 “1,2 мм 702312PNME RIDGER NOTRUCK 1/32” 0,8 мм 7 мм 702312PNME RINTRUCT 1/32 Сону 1/8 “3,2 мм 702132PNM Ружая сопла 3/32” 2,4 мм 702124PNM Ружая сопла 1/32 “0,8 мм 702108Pachi Режущий сопла 1/8” 3,2 мм 7123332APACHI Sutruct 3/32 “2. 4mm 712324APACHI НЕТ 1/16″ 1.6MM 712316APACHI CUTTING NOZZLE 3/64″ 1.2MM 712312APACHI CUTTING NOZZLE 1/32″ 0.8MM 712308ASNM CUTTING NOZZLE SIZE 1 705301AFNM CUTTING NOZZLE 1/16″ 1.6MM 705203AFNM CUTTING NOZZLE 3/64″ 1.2MM 705202AFNM CUTTING NOZZLE 1/32″ 0,8 ММ 705201AGNM ИЗОГНУТОЕ РЕЖУЩЕЕ СОПЛО, РАЗМЕР 25 702225AGNM ИЗОГНУТО РЕЖУЩАЯ СОПЛА РАЗМЕР 19702219AGNM Размер сопла сопла с нагнутой насадкой 13 702213ANME Вырезом сопла 1/8 ″ /3,2 мм 701232ANME Вырежная сону 3/32 ″ /2,4 мм 701224ANME Вырежная сону 5/64 ″ /2,0 мм 701220ANME Cut10 1/16 ″ /1,6 мм 7011 216 -мм 701 216 -мм 70 мм 70 мм 70121220ANME /64″/1,2 ММ 701212ANM РЕЖУЩАЯ СОПЛА 5/64″/2,0 ММ 701120ANM РЕЖУЩАЯ СОПЛА 1/32″/1,6 ММ 701116CSS1010 Плоские супертонкие отрезные диски, нержавеющая сталь 230 x 1,0 x 22 мм (9″)CSS1210 Плоские, сверхтонкие отрезные диски нержавеющая сталь 125 x 1,0 x 22 мм (5″)CSS1010 Плоские сверхтонкие отрезные диски, нержавеющая сталь 115 x 1,0 x 22 мм (4,5″)CSS1010 Плоские сверхтонкие отрезные диски, нержавеющая сталь 100 x 1,0 x 16 мм (4 дюйма)Parweld PRO3600-30ER Pro- Сварочная горелка Grip 360A, с кабелем 5 м и еврофитингамиParweld PRO3600-30ER Сварочная горелка Pro-Grip 360A, с кабелем 4 м и еврофитингамиParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 5 м и еврофитингамиParweld PRO2500-30ER Pro -Grip 250A Сварочная горелка, с кабелем 4 м и евро фитингомParweld PRO1500-40ER Pro-Grip 150A сварочная горелка, включая 5 м кабель и евро фитингPar сварка PRO1500-40ER Pro-Grip 150A Сварочная горелка, включая кабель 4M и европейский фитингP3788 Сварочная куртка Parweld Panther (размер XXL)P3788 Сварочная куртка Parweld Panther (размер XL)P3788 Сварочная куртка Parweld Panther (размер M)P3829Алюминизированный щиток для рукP3810 Перчатка механикаP3840 Латексная перчатка с термозахватомP3824 Panther Pro GauntletXR938H/F Parweld True Color Light Reactive Welding & Grinding Helmet (дизайн пламени)ANME CUT NOZZLE 1/32″/0,8MM /32″/2. 4MMANM РЕЖУЩАЯ ФОРСУНКА 3/64″/1.2MMANM РЕЖУЩАЯ ФОРСУНКА 1/8″/3.2MMРЕГУЛЯТОР ОДНОСТУПЕНЧАТЫЙ 2 ДАТЧИК CO2 БОКОВОЙ ВХОДРЕГУЛЯТОР 300 БАР ОДНОСТУПЕНЧАТЫЙ 2 ДАТЧИК АРГОНАРЕГУЛЯТОР 300 БАР ОДНОСТУПЕНЧАТЫЙ ДАТЧИК 2 ДАТЧИК 2 КИСЛОРОДРЕГУЛЯТОР 2 ACETYLENEREGULATOR SINGLE STAGE GAUGE ARGONREGULATOR 25 BAR SINGLE STAGE PLUGGED PROPANEREGULATOR 300 BAR 0-10 SINGLE STAGE PLUGGED OXYGENREGULATOR 25 BAR SINGLE STAGE PLUGGED ACETYLENEPARWELD XTM 2001 MIG INVERTER 200AMP PACKAGE 1PARWELD TIG INVERTER XTT 200P RANGE P1 PACKAGEPARWELD XTS 163 MMA INVERTER RANGE P1 PACKAGEPARWELD XTS 403 MMA ЛИНЕЙКА ИНВЕРТОРОВ ПАКЕТ P1Parweld XTE201C Компактный автомобильный сварочный аппарат — пакет P1Parweld XTE 171 Компактный автомобильный сварочный аппарат Пакет 1GS1060 Par Сварной шлифовальный диск 100 мм * 6,0 мм (одиночные) XR938H/P Parweld True Color Легкая реактивная сварочная и шлифовальная каскаP3765 Parweld Panther Кожаные рукава сварщиков (одинарные)P3745 Parweld кожаные сварщики SpatsP3788 Parweld Panther сварочная куртка (размер L)P3725 Parweld Panther сварочный фартук C/W Пряжки и галстукиP3870 Parweld Nitrile Gripper Glove LiteP3860 Parweld PU Gripper GloveP3855 Parweld Panther Driver GloveP3854 Parweld Panther Mesh Back Driver GloveP3845 Parweld ISO cut C GloveP3839 Parweld Panther Pro TIG GloveP3838 Parweld Panther Fingertip TIG GloveP3835 Parweld Fingertip Sensitivity TIG GloveP3830 Parweld TIG Glove, GreyP3829Алюминизированные перчатки Parweld Теплозащитный экран (одинарные)P3828 Алюминизированные рукавицы Parweld PantherP3826 Двусторонние рукавицы/перчатки Parweld Panther (одинарные)P3825 Перчатки/перчатки Parweld PantherP3822 Перчатки/перчатки Parweld, Panther Pro Ex LengthP3820 Перчатки/перчатки Parweld для сваркиP3802 Перчатки Parweld Power Rigger (SE)P380 Parweld Double Palm Rigger GloveParweld XR937H Extra Large View Weld & Grind HelmetParweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 4,0 мм * 350 мм, 5 кг PackParweld E7018 Электроды для дуговой сварки MMA с низким содержанием водорода, 3,2 мм * 350 мм, 5 кг PACKParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, ARC 4. 0 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 3,2 мм * 350 мм 2,5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 3,2 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали, 2,5 мм * 350 мм 3,5 кг PackPar1d 2,56 кг Электроды для дуговой сварки малоуглеродистой стали MMA, 2,5 мм * 350 мм 5 кг PackParweld E6013 Электроды для дуговой сварки малоуглеродистой стали MMA, 2 мм * 300 мм 5 кг PackParweld PRO20-12S1BW PRO-Grip20 Горелка для сварки TIG с водяным охлаждением, 250 А, доступна с кабелем 12 или 25 футов Инверторный сварочный аппарат TIG 400 ВParweld XTT 353P-P1 350A AC/DC 400V Импульсный инверторный сварочный аппарат TIGParweld XTT 202P-P1 AC/DC 200A 230V Комплект инверторного сварочного аппарата TIGParweld XTT 200DC-P1 200A, 230V Комплект инверторного сварочного аппарата TIGParweld XTT 200DC-P1 200A, 230V Комплект инверторного сварочного аппарата TIG, 2DV230VP1 Комплект инверторного сварочного аппарата TIGParweld PR17-25S1BG Сварочная горелка TIG Pro-Grip Max 150A, доступна с кабелями длиной 4 м или 8 мParweld PRO9-12S1BG Сварочная горелка TIG Pro-Grip Max 125A, с кабелем 4 или 8 мParweld PRO5000-30ER Сварочная горелка Pro-Grip 501 Вт с водяным охлаждением, с кабелем длиной 3 м, 4 м и 5 мParweld PRO3600-30ER Сварочная горелка Pro-Grip 360A, с Кабель 3M и европейские фитингиParweld PRO2500-30ER Pro-Grip 250A Сварочная горелка, с кабелем 3M и еврофитингомParweld PRO1500-30ER Pro-Grip 150A сварочная горелка, включая кабель 3M и европейские фитингиParweld XTS 203 MMA инвертор 200А, 400В с опцией Scratch Start TIG TorchParweld XTS 203 MMA Inverter 200AMP 400VParweld XTS 202 MMA Inverter 200AMP 240V with Optional Scratch Start TIG TorchParweld XTS 202 MMA Inverter 200AMP 240VParweld XTS 142 MMA Inverter 140AMP 240V with Optional Scratch Start TIG TorchParweld XTS 142 MMA Inverter 140AMP 240VParweld XTP103 Inverter Plasma Cutter 100 AMP 400V Package 1Parweld XTP63 Инверторный плазменный резак, комплект 400 В 1Parweld XTP40 Инверторный плазменный резак, 100/240 В, комплект 1 Тип 5, кислородно-ацетиленовая резка и сварочный комплект Легкий комплект для кислородно-ацетиленовой резки и сварки, включая футлярЛегкий комплект для кислородно-ацетиленовой сварки и пайки, включая футляр18/90 Набор для резки кислородом / ацетиленом – 2 манометра, включая набор для подрядчиков ACO Комплект для резки кислородом / пропаном подключен, набор для подрядчиков XTM 503I Synergic MIG Inverter — 500 AMP — 400V — Package 1Parweld XTM 254I Synergic MIG Inverter — 250 AMP — 400V — Package 1Parweld XTM 252I Synergic MIG Inverter — 250AMP — Package 1Parweld XTM 403S MIG Transformer Machine — 350 AMP MIG1C Machine XTM1C – 300AMP – Package 1Parweld XTM 301S MIG Transformer Machine 300 AMP – Package 1Parweld XTM 182I MIG Inverter, 180 AMP – Package 1Parweld XTM 160I MIG Inverter, 160 AMP – Package 1Parweld XTM 252I 250 AMP Synergic MIG InverterELCK3 ARCAIR STYLE K3 600A STRAIGHT GOUGING TORCHESEV010215101 SAMSON 150A ЕС ЭЛЕКТРОД / ДЕРЖАТЕЛЬ СТЕРЖНЯREW1625PW ВИЛКА ТИПА DIN 16-25MMEW200C ЗАЖИМ ЗАЗЕМЛЕНИЯ КРОКОДИЛ 200 AMPTX50025010 СТОЙКА ДЛЯ СВАРКИ / ДУГОВАЯ СВАРКА ДЛЯ ЧУГУНА. NI99 CI 2,5 ММ 1.0KGRC3082540 ПРОВОД ДЛЯ ДУГОВОЙ СВАРКИ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ – SIFCHROME 308L 2,5 ММ 4KGRWN41V33 ЗАПАСНЫЕ ЧАСТИ ГОРЕЛКИ TIG – КОРОТКАЯ ЗАДНЯЯ КРЫШКА (9 20) (41V33)RWN45V42 ГОРЕЛКА TIG (ЗАПАСНЫЕ ЧАСТИ ГОРЕЛКИ GOLPMM5 GOD) – 1.0 (45V42)RWN13N26 ЗАПАСНЫЕ ЧАСТИ ДЛЯ ГОРЕЛКИ TIG – 0,040 Цанга (5 шт.) (13N21)RWN13N21 ЗАПАСНАЯ Цанга для горелки TIG 0,040 (5 шт.) (13N21)RWN13N08 WCF – КЕРАМИКА – 1/4 АЛЮМИНИЕВАЯ СОПЛА (PK10) (13N08)HP Сварка – 1,6 мм Superstrike вольфрам продан каждый HP16616 Золотой кончик – 1,6 мм 1,5% вольфрамовый вольф WELDING – 1.0MM 2% CERIA TUNGSTEN .040 EAHP16216 WHITE TIP TIG TUNGSTON – 1.6MM ZIRCON Tungsten 1/16 SOLD EACHHP16110 – RED TOP TORED Tungsten – 1.0MM 2% THOR TUNGSTEN .040 EARO961250 TIG BRONZE BRAZING – SIFSILCOPPER NO 968 1.2MM 5.0KGRO211650 STAINLESS STEEL TIG RODS – SIFSTEEL 316L 1.6MM 5.0KG STAINLESSRO151625 ALUMINIUM TIG RODS – SIFALUMIN NO 15 4043A 1.6MM 2.5KGRA151225 SIF MILD STEEL TIG RODS – SIFSTEEL A15 1.2MM 2.5KG STEELSW120573 PLASMA Резак -запасная часть – электрод Hafniumsw020382 Запасная часть плазмы – электрод Hyp Max 20SWPC801ZR Резка запасные части плазмы – электрод Zirconiumswpc306 Electrode Zr x 14,5 мм для Binzel PSB30 PACK30303030303032030303030303030H -плазменное пластическое пластическое пластическое плаз. MMQh280301W КОНИЧЕСКАЯ ФОРСУНКА ДЛЯ МИГ 180AQh280306W КОНТАКТНАЯ НАСАДКА ДЛЯ МИГ 0,6 ММ 180A M6 – УПАКОВКА ИЗ 10 TWN802048 ОДНОРАЗОВЫЙ ГАЗОВЫЙ БАЛЛОН С АРГОНОМ/СО2 390 Gramih55sd100 Песочный диск (AL -OX) 115×16 мм 100 GRITSC60100GKW LACK DISC 100×22 мм 60 ГРИТ – CERIM40DCGM DPC GRINDING DISC (100×6,4×16 мм) HELIUM BALLOON INFULATOR – PremiumHelium Balloon Inflator – STANDERVZFC08045) Гелийский баллон. Ferous MIG Wire 0.8mm 3.75kgWO270865 SifMIG 5356 Non-Ferous MIG Wire 6.5kgWO150865 SifMIG 4043 Non-Ferous 0.8mm 6.5kg MIG WireDZ10001 Oxygen and Acetylene Gas Cylinder TrollyDZ10004 Portable Gas Cylinder Trolly SmallPC600630T Welding Table Kit 600mm * 630mmP3410 NYLON BLACK FRAME SPECTACLES – CLEARP3420 Clear Safety Spectsesf287000 Kromer Swarding Safety Safety Safety Размер 6 7/8 “EHW4420010 Замена 4 1/4” x 2 “Увеличительные линзы сварки сварки – 1,0 Диоптерные маги11060SP Замена зеркального стекла. * 2” ДЛЯ СВАРОЧНОГО ШЛЕМА TEHW1109010 Золотая замена объектива 110 мм x 90 мм глэйн с золотым покрытием SH20 для сварки Helmetehw442010G Стеклянное стекло 4 1/4 x 2 10ew 8ew Lens CE для сварки HelmeteHW442006G Замена стекла 4 1/4 x 2 6ew Lens CE для сварки HelmeteHW442005G Замена стекла 4 1/4 x 2 5ew РЕГУЛЯТОР ЗАЩИТНОГО ГАЗА ДЛЯ СВАРКИ MIG И TIGПищевой углекислый газ CO2, 34 кг Отвод жидкости для глазирования стеклаПищевой углекислый газ CO2, 15 кг Отвод жидкости для глазирования стеклаПищевой углекислый газ CO2 Заправка 6,35 кг Отвод жидкости для глазирования стеклаКонтрактная заправка Tecatlantis 1 л CO2 ЦилиндрWA1912250 SIFMIG ZERO SG3 1. 2MM 250KG COPPER FREEWA1910250 SIFMIG ZERO SG3 1.0MM 250KG COPPER FREEWA191218 SIFMIG ZERO SG3 1.2MM 18KG COPPER FREEWA191018 SIFMIG ZERO SG3 1.0MM 18KG COPPER FREEWA1SIFMIG ZERO SG3 0.8MM 15KG COPPER FREEVZ181215LSG3 1.2MM SG3 MIG WIRE (15KG) REELVZ181015LSG3 1.0MM SG3 MIG WIRE (15KG) REELVZ180815LSG3 0.8MM SG3 MIG WIRE (15KG) REELVZ181215LW SG2 1.2MM LAYER A18 WIRE 15KG REELVZ181015LW SG2 1.0MM LAYER A18 WIRE 15KG REELVZ1808050L SG2 1.0MM LAYER A18 WIRE 5KG REELVZ180815LW SG2 0.8MM LAYER A18 WIRE 15KG REELVZ180850L SG2 0.8MM A18 MIG WIRE (5KG) REELVZ180807L SG2 0.8MM A18 MIG WIRE (0.7KG) REELVZ180615LW SG2 0.6MM LAYER A18 WIRE 15KG REELVZ180650L SG2 0.6MM A18 MIG WIRE (5KG) REELVZ160607L SG2 0.6MM A18 MIG WIRE (0.7KG) REELFXTIPDIP50 Sif Tip Dip Anti Splatter Paste 500 гEG1001w Спрей для защиты от брызг на водной основе 400 млAU300 Расходомер 0-40 литров в минутуAEARGBN Адаптер аргона к CO2AECO2BN Адаптер CO2 к аргонуНа месте кислород/пропановый режущий набор – штекер ged – Contractors Set 2OP1000w Weldability Sif Toolbox Case OnlyFO010022 Sifbronze Relay Flux 225gDZ205001 Tri Flint Spark LightDA4003838RH Муфта шланга от 3/8″ до 3/8″ правая/высотаDA4003838LH Муфта шланга от 3/8″ до 3/8″ LHDA4003814RH 1/4″ /8 “RH Шлаковая соединение 400141414 1/4” RH равна шланг -шланге 4001414LH 1/4 “LH равные шланг -шланги.
MM 702116PNM CUTTING NOZZLE 3/64″ 1.2MM 702112Lightwieght Nozzle 5 704105lightwieght Nozzle 3 704103lightwieght Nozzle 2 704102CCANM04W Weldability ANM Type 5/64 Nozzle 100mmCCANM03W Weldability ANM Type 1/16 Nozzle 75mmBW8001038BFT 8mm 10m 3/8″ fitted Acetylene hoseBW8001038PFT 8mm 10m 3/8 ” Установленный шланг для пропана760810-OX 8мм 10м 3/8″ Кислородный шлангBW600538PFT 6мм 5м 3/8″ Установленный шланг для пропанаBW600514RFT 6мм 5м 1/4″ Установленный ацетиленовый шланг764605-PR 6мм 5м 1/4″ Установленный пропановый шланг760605-OX 6мм 5м 1/4″ 4-дюймовый фит ed Кислородный шланг761610-OX 6 мм 10 м 3/8″ Кислородный шланг в сборе764610-PR 6 мм 10 м 1/4″ в сборе Пропановый шланг BW6002038BFT 6 мм 10 м 3/8″ Ацетиленовый шланг в сбореBW10002038RF 10 мм 20 м 3/8″ 2 0410-8/3/8 мм Ацетиленовый шланг в сборе7 “Оставленный пропановый шланг760820-OX 8 мм 20 мл 3/8” Околочный кислород HoseBW10001038RF 10 мм 10 мм 3/8 “Околочный ацетилен-штангибел10001038PF 10 мм 3/8” Установленная пропана Hose761010-OX 10 мм 3/8 “. LPG Heating Torch 45mm with leverBB6002 LW Cutting AttachmentBB6003 LW MixerBB6001 LW ShankBB5003 HD MixerBB5002 HD Cutting AttachmentBB5001 HD Welders ShankAU2001 RESETTABLE COLLAR, OXYGEN FLASH BACK ARRESTORAU2001 RESETTABLE COLLAR, FUEL GAS FLASH BACK ARRESTORAU11107 DGN BARREL, FUEL GAS, FLASH BACK ARRESTORAU111002 DGN BARREL, OXYGEN FLASH BACK ARRESTORAE3004LX ПЕРВАЯ СТУПЕНИ, ДВУХКАЧЕСТВЕННЫЕ КИСЛОРОДНЫЕ РЕГУЛЯТОРЫAE2004LX ПЕРВАЯ СТУПЕНИ, ОДИНАРНЫЕ КАМЕРЫ, СЕРИЯ LX ПРОПАН/ПРОПИЛЕН GUAGEОдноразовые гелиевые баллоны с 50 баллонами и лентой под собственной маркойСобственные Фирменные одноразовые газовые баллоны с гелием без 50 воздушных шаров и лентыОптовая продажа, цилиндр Fill’N’Away + 30 воздушных шаров и ленты.Fill’N’Away Одноразовый баллон с гелием с 30 воздушными шарами и лентойОптовая продажа, цилиндр Fill’N’Away + 50 воздушных шаров и лента.Fill Одноразовые гелиевые баллоны ‘N’Away для заполнения 50 9″ BalloonsFill’N’Away Одноразовый гелиевый баллон для наполнения 30 9-дюймовых воздушных шаровАзот 9,4 л 137 бар – для гоночных командАзот 2 л 200 бар – для гоночных командАзот 20 л 200 бар – для гоночных командПищевой азот 9,4 л 137 бар – для хранения и раздачи винаПищевой азот 2 л 200 бар – для хранения и розлива винаПищевой азот 20 л 200 бар – для хранения и розлива вина Бескислородный азот 20 л 200 бар – для кондиционирования воздуха и продувки трубопроводовБескислородный азот 2 л 200 бар – для кондиционирования воздуха и продувки трубопроводовБескислородный азот 50 л 200 бар – для кондиционирования воздуха и трубопроводов Очистка бескислородным азотом 9L 137 бар — только заправка — для кондиционирования воздуха и продувки трубопроводов. Принадлежит заказчику, наполнение огнетушителя CO2, цена за килограмм. Для выращивания водных растенийПищевой, без арендной платы, 34 кг CO2-газ для гидропоники и выращивания водных растенийПищевой класс, без арендной платы, 3,15 кг CO2-газ для гидропоники и для выращивания водных растенийПищевой класс, без арендной платы, 15 кг CO2-газ для гидропоники и для выращивания водных растенийCO2 Gas Refill 6,35 кг для наполнения пейнтбольного баллона, с погружной трубкой, сменный баллон с углекислым газом 34 кг, идеально подходит для заправки большого количества пейнтбольных баллонов, с погружной трубкой, сменный баллон с углекислым газом, 6,35 кг, отвод жидкости для пейнтбола, с погружной трубкой, сменный баллон с углекислым газом, 15 кг, идеально подходит для дома или бизнеса использование шаров для рисования, с погружной трубкойCalor Gas 5KG Patio GasCalor Gas 13kg Patio Gas BottleCalor Gas Butane Bottle 7KG – нет в наличииCalor Gas Butane Bottle 4.5KG – Нет в наличииCalor Баллон с бутановым газом 15 кг – Доступен в ограниченном количестве – Пожалуйста, позвоните перед заказом Баллон с пропановым газом Calor 6 кг – нет в наличии Баллон с газовым пропаном 6 кг Калорийный газовый баллон с пропаном 6 кг Легкий вес Баллон с газовым пропаном 47 кг Калорийный газовый пропан 3. 9Бутылка в килограммах – Нет в наличии Калорийный газ Пропан 19 кг Калорийный газ 13 кг Пропановый газовый баллонCamping Gaz 907 Бутановый газовый баллонCamping Gaz 904 Бутановый баллонCamping Gaz 901 – только пополнение – нет в наличии Калорийный газ пропан 18 кг Автогаз для вилочного погрузчика Калорийный газ пропан 12 кг Автогаз для вилочных погрузчиков9,4 л Многоразовый гелиевый баллонный газ , идеально подходит для цветочных магазинов, магазинов открыток и вечеринок, только для торговли Многоразовый гелиевый баллон объемом 9,4 л, идеальные вечеринки и юбилеи — включая аренду адаптера для наполнения Многоразовый гелиевый баллон объемом 50 л идеально подходит для цветочных магазинов, магазинов открыток и вечеринок — только для торговли 2-литровый многоразовый газовый баллон с гелием , идеальные вечеринки и юбилеи20-литровый многоразовый гелиевый баллон, идеально подходит для флористов, открыток и магазинов для вечеринок – только торговля20-литровый многоразовый гелиевый баллон, идеальные вечеринки и юбилеи, включая аренду наполнения, без арендной платы, чистый аргоновый газ 2 л, 200 бар для сварки TIG, без арендной платы, кислородный газ Баллон 2 л, 200 бар без арендной платы, без кислорода (OFN) Азот 2 л 200 бар без арендной платы, углекислый газ CO2 1,5 кг для MIG Weldin Без арендной платы, 5% смесь CO2 / аргона 2 л 200 бар для сварки MIGБесплатно, чистый аргон 20 л 200 бар для сварки TIGБесплатно, кислородный газ 20 л 200 бар для резки, сварки, пайки и пайкиБез арендной платы, без кислорода (OFN) Азот 20 л 200 барБесплатно, 20 % CO2 в аргоновой смеси 20 л, 200 бар для сварки MIG Арендная плата 5% CO2 в аргоновой смеси 20 л для сварки MIG 20 л пропиленового горючего газа для сварки, пайки, нагрева и резкиБесплатно 34 кг газа CO2 для сварки MIGБесплатно, чистый аргон 50 л 200 бар для сварки TIG и MIG Арендная плата за сварку, кислородный газ 50 л, 200 барБесплатная аренда, бескислородный газ (OFN) Азот 50 л, 200 барБесплатная рента, 20% CO2 в аргоновой смеси 50 л для MIG WeldingRent Free, 5% CO2 в аргоновой смеси 50 л, 200 бар для MIG WeldingRent Free Баллоны с кислородным газом 10 л, 200 барБесплатная аренда , Чистый аргон для сварки TIG 10 л, 200 бар, без арендной платы, без кислорода (OFN), азот 9.