Полярность на сварочном инверторе: Полярность при сварке инвертором: прямая или обратная
alexxlab | 15.02.2023 | 0 | Разное
Обратный ток при сварке
- Главная
- |
- Азбука сварки – Справочный раздел
- |
- Общие сведения о сварке
Каждый сварочный инвертор имеет две клеммы для подключения. На одну подключают электрод или сварочную горелку, а другую замыкают на сварочном изделии. При этом на инверторах постоянного тока предусмотрены положительная и отрицательная клемма. Поэтому при сварке и наплавке постоянным током существуют понятия полярности: прямой и обратной.
Полярность определяется тем, к какой клемме подключают электрод. Ток обратной полярности при сварке появляется при подключении изделия к «минусу», а электрода – к «плюсу». Прямая подразумевает, что электрод подключен к отрицательной клемме, а изделие – к положительной.
Прямой и обратный ток при сварке имеют ряд существенных отличий, позволяющих использовать каждый тип тока для разных условий. Тип подключения влияет на особенности сварочного тока, характеристики процесса и его итоговый результат. С помощью советов нашей статьи вы сможете разобраться в отличиях типов подключения.
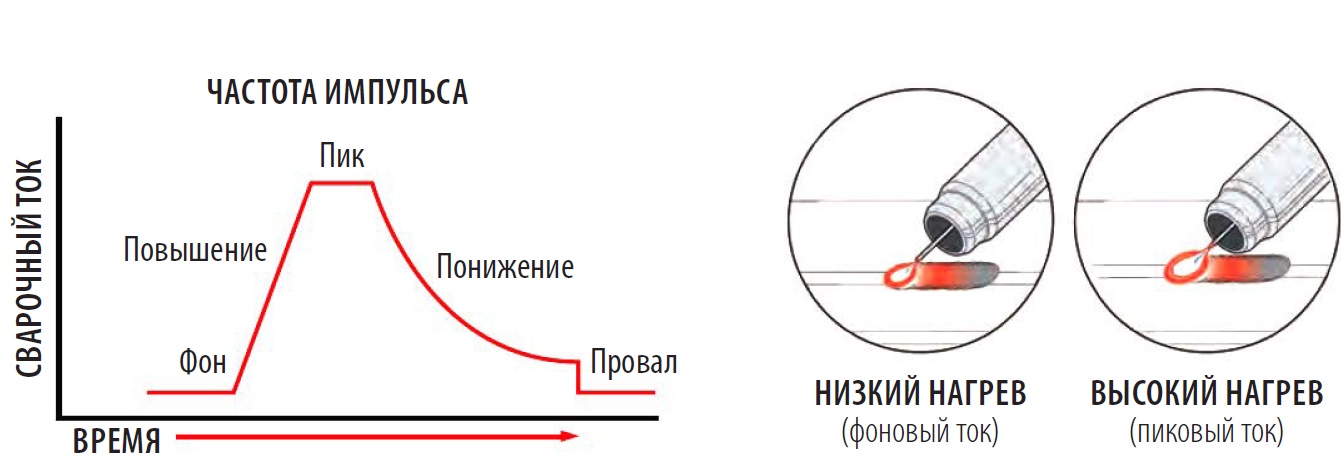
Рассмотрение понятия следует начать с основ – особенностей явления постоянного тока. На кончике электрода во время сварки появляется термическое пятно. Оно отличается высокой температурой, позволяющей расплавлять основной металла и сварочные материалы и с их помощью формировать шов.
Температура пятна зависит от его вида. В зависимости от подключения различают катодное и анодное пятно. Поэтому температура зависит от клеммы, к которой подключен электрод. Температура анодного пятна может достигать 4000oC, а катодного гораздо ниже – его температура обычно не превышает 3200 oC.
При прямом подключении на конце электрода появляется катодное пятно. Заготовка при этом будет анодом, и основная температура будет фиксироваться на самом изделии.
Из-за подключения к положительной клемме обратный ток предполагает, что на электроде образуется анодное пятно. Выступающим катодом основной металл будет получать меньше тепла и будет меньше нагревается.
Помимо температуры есть и другие отличия:
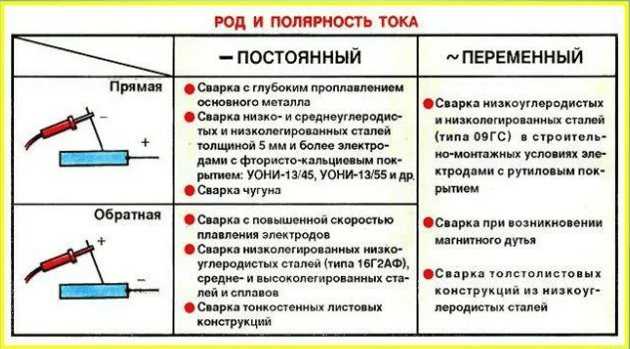
- чтобы получить более глубокую сварочную ванну и более глубокий шов, используют прямое подключение, но при этом шов будет узким, а при обратном шов шире, но не такой глубокий,
- при прямой дуга горит стабильнее, а при обратном токе за ней нужно тщательно следить, чтобы избежать ее скачков и гашения, особенно на низких токах,
- расход электродов на прямом токе выше, потому что они быстрее плавятся, а за счет обратной полярности расход материалов можно снизить,
- из-за слабого нагрева обратный ток практически не способен прожечь металл, поэтому лучше подходит для работы с тонкими изделиями до 3мм, вот прямой ток нагревает сильнее и чаще применяется для более толстых деталей.


Итоговую схему подключения выбирают по роду металла, его толщине, а также по виду сварочных материалов. Например, многие высоколегированные стали и чувствительные металлы лучше варить обратным током, чтобы снизить вероятность перегрева. Электроды для переменного тока нельзя применять для прямой полярности. Для обратного не подойдут чувствительные к перегреву электроды. Независимо от подключения в каждом случае нужно соблюдать и другие рекомендации по сварочному процессу, особенно в вопросах предварительного нагрева или остывания заготовок.
Ответ на этот вопрос очень прост: нет. Суть переменного тока заключается в автоматическом изменении полярности с заданной частотой без переключения. Сварщик никаким образом не может влиять на это и не может самостоятельно менять полярность тока по желанию в принципе. Поэтому переменный ток обратной полярности при сварке не существует.
Прямая и обратная полярность при сварке инвертором
Сварку металлов постоянным током можно проводить двумя режимами: с прямой полярностью и обратной. Прямая полярность при сварке – это когда к электроду подключается минус, к металлической заготовке плюс. При сварке током обратной полярности все наоборот, то есть, к стержню подключается плюс, к изделию минус.
Прямая полярность при сварке – это когда к электроду подключается минус, к металлической заготовке плюс. При сварке током обратной полярности все наоборот, то есть, к стержню подключается плюс, к изделию минус.
Зачем все это нужно
При сварке постоянным током на кончике электрода образуется термическое пятно, которое обладает высокой температурой. В зависимости от того, какой полюс подключен к электроду, будет зависеть и температура на его кончике, а соответственно будет зависеть режим сварочного процесса. К примеру, если подключен к расходнику плюс, то на его конце образуется анодное пятно, температура которого равна 3900С. Если минус, то получается катодное пятно с температурой 3200С. Разница существенная.
Что это дает.
- При сварке током прямой полярности основная температурная нагрузка ложится на металлическую заготовку. То есть, она разогревается сильнее, что позволяет углубить корень сварочного шва.
- При сварке током обратной полярности концентрация температуры происходит на кончике электрода. То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.
 То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.
То есть, основной металл при этом нагревается меньше. Поэтому этот режим в основном используют при соединении заготовок с небольшой толщиной.Внимание! Так как на анодном и катодном пятне температура разная, то от правильного подключения сварочного аппарата будет зависеть расход самого электрода. То есть, обратная полярность при сварке инвертором – это перерасход электродов.
В процессе сварки постоянным током необходимо добиться того, чтобы металл заготовок прогрелся хорошо, практически до состояния расплавленного. То есть, должна образоваться сварочная ванна. Именно прямая и обратная полярность режима сваривания влияет на качественное состояние ванны.
- Если сила тока будут большой, а значит, и температура нагрева также будет высокой, то металл разогреется до такого состояния, что электрическая дуга будут просто его отталкивать.
- Если ток будут, наоборот, слишком мал, то металл не разогреется до необходимого состояния. И это тоже минус.

При прямой полярности внутри ванны будет создана среда, которой легко руководить электродом. Она растекается, поэтому одно движение стержня создает направленность сварного шва. При этом легко контролируется глубина сваривания.
Кстати, скорость движения электрода напрямую влияет на качество конечного результата. Чем скорость выше, тем меньше тепла поступает в зону сварки, тем меньше прогревается основной металл заготовок. Уменьшая скорость, увеличивается температура внутри сварочной ванны. То есть, металл хорошо прогревается. Поэтому опытные сварщики выставляют на инверторе ток больше необходимого. А вот качество сварного шва контролируют именно скоростью перемещения электрода.
Что касается самих электродов, то выбор полярности обусловлен материалом, из которого он изготовлен, или видом обмазки.
Глубина и ширина сварочного шва также зависит от используемого режима. Чем выше ток, тем происходит увеличение провара. То есть, увеличивается глубина сварного шва. Все дело в погонной энергии на дуге. По сути, это количество тепловой энергии, проходящей через единицу длины сварочного шва. Но увеличивать ток до бесконечности нельзя, даже в независимости от толщины свариваемых металлических заготовок. Потому что тепловая энергия создает давление на расплавленный металл, что вызывает его вытеснение. Конечный результат такой электросварки при повышенном токе – прожог сварочной ванны.
https://www.youtube.com/watch?v=GrVBaIZ3ddE
Некоторые особенности сваривания при прямой полярности
Что такое прямая полярность определено. Указаны некоторые качества сварных швов при проведении процесса соединения в режиме прямой полярности. Но остались некоторые тонкие моменты.
- В сварочную ванну металл от электродов или присадочных материалов переносится большими каплями. Это, во-первых, большой разбрызг металла. Во-вторых, увеличение коэффициента проплавления.
- При таком режиме электрическая дуга нестабильна.
- С одной стороны снижение глубины провара, с противоположной снижение внедрения углерода в массу металла заготовки.
- Правильный нагрев металла.
- Меньший нагрев стержня электрода или присадочной проволоки, что позволяет сварщику использовать токи с более высоким значением.
- При некоторых сварочных материалах наблюдается увеличение коэффициента наплавки. К примеру, при использовании плавящихся электродов в инертных и некоторых активных газах. Или при применении присадочных материалов, которые наносятся под флюсами некоторых типов, например, марки ОСЦ-45.
- Кстати, прямая полярность влияет и на состав материала, оказавшегося в шве между двумя металлическими заготовками. Обычно в металле практически отсутствует углерод, но зато в большом количестве присутствует кремний и марганец.

Особенности сварки током обратной полярности
Сваривание тонких заготовок – процесс с повышенной трудностью, потому что постоянно присутствует опасность появления прожогов. Поэтому их соединяют режимом обратной полярности. Но есть и другие методы, чтобы снизить опасность.
- Снизить потенциал тока, чтобы уменьшить температуру на заготовке.
- Сварку лучше проводить прерывистым швом. К примеру, сделать небольшой участок в начале, затем переместиться в центр, после начать стыковку с противоположной стороны, далее начать варить промежуточные участки. В общем, схему можно менять. Таким способом можно избежать коробления металла, особенно если длина стыка больше 20 см. Чем больше сваренных отрезков, чем короче каждый участок, тем меньше процент коробления металла.
- Очень тонкие металлические заготовки сваривают с периодическим прерыванием электрической дуги. То есть, электрод выдергивается из зоны сварки, затем тут же быстро снова поджигается, и процесс продолжается.
- Если проводится сварка внахлест, то две заготовки должны быть герметично прижиматься друг к другу. Небольшой воздушный зазор приводит к прожогу верхней детали. Для создания плотного прилегания нужно использовать струбцины или любой груз.
- При стыковочном соединении заготовок лучше минимизировать зазор межу деталями, а идеально, чтобы зазора не было бы вообще.
- Для сварки очень тонких заготовок с неровными кромками под стык необходимо уложить материал, который бы хорошо забирал на себя тепло процесса. Обычно для этого используют медную пластину. Можно и стальную. В данном случае, чем больше толщина вспомогательного слоя, тем лучше.
- Можно провести отбортовку кромок свариваемых изделий. Угол отбортовки — 180°.
 В общем, схему можно менять. Таким способом можно избежать коробления металла, особенно если длина стыка больше 20 см. Чем больше сваренных отрезков, чем короче каждый участок, тем меньше процент коробления металла.
В общем, схему можно менять. Таким способом можно избежать коробления металла, особенно если длина стыка больше 20 см. Чем больше сваренных отрезков, чем короче каждый участок, тем меньше процент коробления металла. Можно и стальную. В данном случае, чем больше толщина вспомогательного слоя, тем лучше.
Можно и стальную. В данном случае, чем больше толщина вспомогательного слоя, тем лучше.Специалисты же рекомендуют, перед тем как начать сварку тонких заготовок обратной полярностью, лучше немного потренироваться на дефектном листе металла. Лучше потратите время на тренировку, чем латать дыры от прожога.
Что такое обратная полярность при сварке? – Полное руководство
Последнее обновление
При включении сварочного аппарата образуется электрическая цепь. Он имеет отрицательный и положительный полюс. Полярность играет важную роль при сварке. Это связано с тем, что выбор правильной полярности влияет на качество, долговечность и прочность сварного шва.
Если вы используете неправильную полярность, это вызовет много брызг, плохой провар, и ваша сварочная дуга не будет регулироваться.
Давайте теперь подробнее остановимся на обратной полярности, чтобы вы могли лучше понять.
Обратная полярность
Это состояние, при котором анод становится положительным, а работа отрицательным. Ток идет от минуса к плюсу. Поэтому на аноде выделяется большое количество тепла, обычно ⅔ всего тепла.
Обычно это делается, если вы свариваете более тонкие пластины. Проплавление сварного шва будет минимальным, поскольку для работы выделяется меньше тепла.
Изображение предоставлено: Данил Евский, Shutterstock
Полярность
Вы, вероятно, знакомы с переменным током (AC) и постоянным током (DC) на вашем сварочном аппарате и электродах. По сути, эти два термина обозначают полярность электрического тока, формируемого сварочным аппаратом. Он проходит через анод.
Термины «обратный» и «прямой» используются при сварке. Вы также можете передать их как «электрод-положительная» и «электрод-отрицательная» полярность соответственно. Первые более понятны, и мы будем использовать их больше в этой статье.
Первые более понятны, и мы будем использовать их больше в этой статье.
Электрическая цепь имеет положительный и отрицательный полюс. Это то, что известно как полярность. Постоянный или постоянный ток течет в одном направлении, что приводит к постоянной полярности. Переменный ток или переменный ток частично течет в одном направлении и меняет направление на другой половине. Он меняет свою полярность 120 раз в секунду при электрическом токе частотой 60 Гц.
Как сварщик, вы должны понимать, что означает полярность. Кроме того, определите, как это влияет на процесс сварки. За несколькими исключениями, положительный электрод (обратная полярность) вызывает более глубокое проникновение.
Прямая полярность (отрицательный электрод) вызывает более быстрое расплавление анода и, следовательно, высокую скорость осаждения. Состояние может измениться из-за воздействия различных химических веществ в покрытии.
Несколько типов защищенных анодов работают с любой полярностью, хотя некоторые работают с одной полярностью.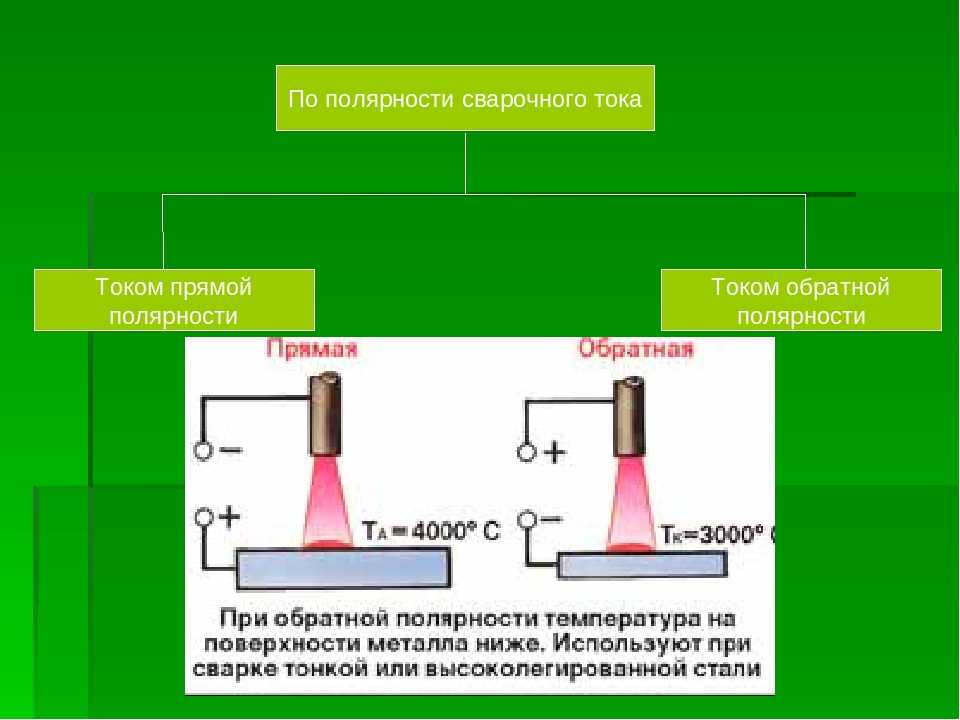 Использование сварочного аппарата с трансформатором переменного тока требует разработки анода, который будет работать на любой полярности. Это из-за постоянных изменений полярности цепи переменного тока.
Использование сварочного аппарата с трансформатором переменного тока требует разработки анода, который будет работать на любой полярности. Это из-за постоянных изменений полярности цепи переменного тока.
Хотя переменный ток не имеет полярности, аноды переменного тока обычно лучше всего работают с определенной полярностью, если используется питание постоянного тока. Крышка на аноде указывает на лучшую полярность, и все производители указывают рекомендуемую полярность на контейнере с анодом.
При сварке любым металлическим электродом необходимо соблюдать правильную полярность для достижения правильного провара, ровного внешнего вида валика и наилучших результатов сварки. Неправильная полярность приводит к плохому проплавлению, большому разбрызгиванию, неправильной форме валика, перегреву, трудностям в регулировке дуги и быстрому прогоранию анода.
Концы многих машин четко обозначены. Кроме того, они рассказывают вам, как вы можете настроить их для любой полярности. На некоторых машинах есть кнопка для изменения полярности. На других устройствах следует поменять клеммы кабеля.
На некоторых машинах есть кнопка для изменения полярности. На других устройствах следует поменять клеммы кабеля.
Если у вас есть какие-либо вопросы о том, используете ли вы правильную полярность или какая полярность установлена на устройстве постоянного тока, вы можете выполнить два теста. Для начала используйте угольный анод постоянного тока, который будет работать только при отрицательной полярности.
Второй вариант — использование анода Fleetweld 5P, который лучше работает с положительной полярностью, чем с отрицательной.
Давайте теперь рассмотрим различия между прямой и обратной полярностью, чтобы вы лучше их поняли.
Основные различия между обратной и прямой полярностью при сварке
ОБРАТНАЯ ПОЛЯРНОСТЬ
- Анод присоединяется к положительному концу, а основной металл присоединяется к отрицательному концу источника питания.
- Здесь электроны отрываются от поверхности родительской пластины и ударяются о кончик анода.
- На кончике анода выделяется ⅔ всего тепла дуги. Остальное производится рядом с родительской пластиной.
- Незавершенное плавление основной пластины может иметь место из-за меньшего выделения тепла вблизи базовой пластины.
- Имеет высокую скорость осаждения присадочного металла, поскольку большая часть тепла выделяется на кончике анода.
- Здесь стабильность дуги и напряжение в значительной степени зависят от коэффициента излучения рабочего материала.
- Очистка дуги отличная.
- Дефекты включения сведены к минимуму благодаря отличному очищающему действию дуги.
- При использовании постоянного тока с обратной полярностью деформация и ЗТВ минимальны.
- DCRP подходит для сварки тонких листов.
- Вы можете соединять металлы с низкой температурой оттаивания (например, медь и алюминий) через DCRP.
 Остальное производится рядом с родительской пластиной.
Остальное производится рядом с родительской пластиной.ПРЯМАЯ ПОЛЯРНОСТЬ
- Основные металлы подключаются к положительному полюсу, а анод подключается к отрицательному полюсу источника питания
- Когда разность потенциалов достаточна, электроны высвобождаются из наконечника анода. Затем они ударяются о поверхность материнской пластины.
- ⅔ всего тепла дуги производится вблизи основной пластины. Остальное генерируется на кончике анода.
- Вы можете легко добиться правильного плавления основного металла. Следовательно, это исключает непровары и непровары.
- Скорость осаждения присадочного металла низкая в случае расходуемых анодов.
- Напряжение и стабильность дуги не зависят от коэффициента излучения рабочего материала.
- Плохая очистка от оксидов (дуговая очистка).
- Могут быть ошибки включения, если вы не протерли поверхность основной пластины перед сваркой.
- Постоянный ток Прямая полярность может привести к сильному искривлению и расширению ЗТВ в свариваемом компоненте.
- DCSP не подходит для сварки узких листов.
- Вы можете соединять металлы с высокой температурой оттаивания (например, титан и нержавеющая сталь) с помощью DCSP.
 Затем они ударяются о поверхность материнской пластины.
Затем они ударяются о поверхность материнской пластины.Понимание обратной полярности при сварке
На источнике питания это место, где основной металл соединяется с отрицательным концом.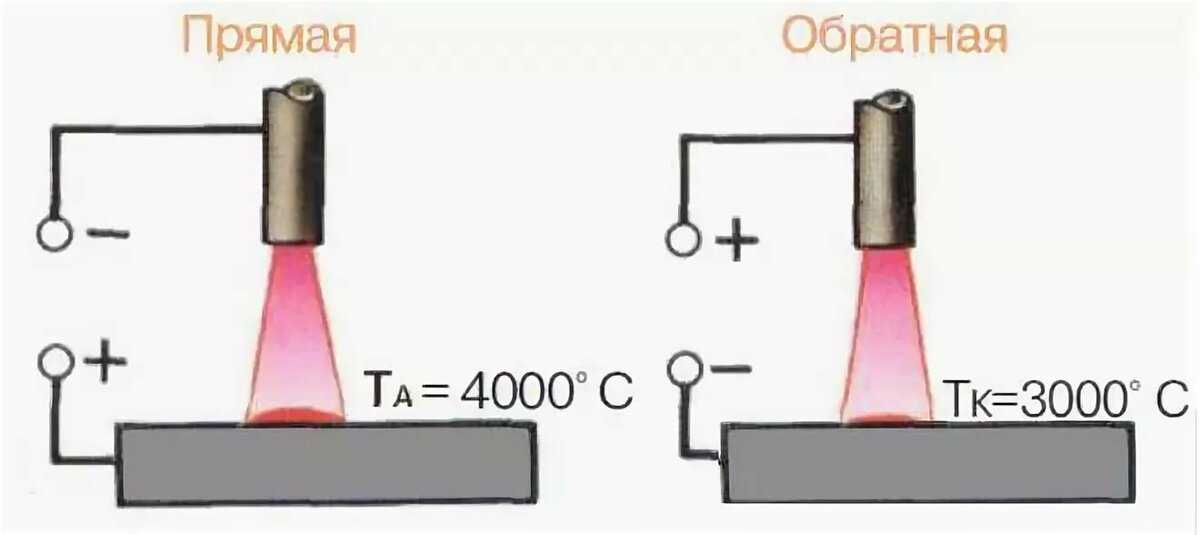 Анод соединен с плюсовой клеммой.
Анод соединен с плюсовой клеммой.
Ознакомьтесь с некоторыми из наших самых популярных сообщений:
- Что такое ответвители на сварочном трансформаторе?
- Как собрать катушки для сварочного провода
- Что такое сварка MMA (ручная металлическая дуга)? – Как это работает?
Авторы избранных изображений: N_Sakarin, Shutterstock
- Обратная полярность
- Понимание полярности
- Основные различия между обратной полярностью и прямой полярностью при сварке
- Понимание обратной полярности при сварке
Как выбрать правильную полярность при сварке
Сварщики должны иметь определенные технические знания, чтобы правильно выполнять свою работу. Одним из технических терминов, которые можно услышать в любом сварочном цеху или на курсах сварки, является полярность. Полярность является одним из факторов, определяющих качество и прочность сварного шва. Поскольку не бывает двух одинаковых сварочных проектов, сварщики должны приспосабливаться к каждому материалу в зависимости от желаемых результатов.
Другим термином, с которым сталкивается каждый сварщик, является сварочный ток. Многие сварочные аппараты имеют маркировку переменного или постоянного тока, описывающую полярность тока аппарата. Вот что вы должны знать:
Сварка переменным и постоянным током
Переменный ток означает переменный ток, а постоянный ток — постоянный. В то время как постоянный ток течет в одном направлении, что приводит к постоянной полярности, переменный ток течет в одном направлении в течение половины времени и в обратном направлении в течение другой половины.
Что такое полярность при сварке?
Когда вы включаете сварочный аппарат, он образует электрическую цепь с положительным или отрицательным полюсом. Это свойство называется полярностью. Поскольку правильная полярность обеспечивает прочные высококачественные сварные швы, правильный выбор имеет решающее значение.
Сварка с неправильной полярностью может вызвать множество проблем, в том числе неэффективное проплавление, чрезмерное разбрызгивание и потерю контроля над сварочной дугой.
Какие существуют типы полярности при сварке?
Три основных типа полярности при сварке: постоянный ток прямой полярности, постоянный ток обратной полярности и переменный ток.
Прямая полярность постоянного тока возникает, когда пластины положительные, а электрод отрицательный, в результате чего электроны перемещаются от кончика электрода к опорным пластинам. В большинстве случаев около двух третей тепла дуги выделяется на электроде, а другая треть приходится на опорную плиту.
Из-за этого электрод быстро расплавляется, а скорость наплавки металла увеличивается.
С другой стороны, пластины плохо плавятся из-за меньшего количества тепла. Недостаточное плавление, отсутствие надлежащего проникновения и сильное армирование – вот некоторые из довольно распространенных дефектов.
Постоянный ток обратной полярности происходит, когда электрод положительный, а пластины отрицательные. Электроны меняют направление и перемещаются от базовой пластины к электроду, выделяя больше тепла на пластине по сравнению с прямой полярностью постоянного тока. Сварка постоянным током с обратной полярностью обычно имеет меньше дефектов включения и обеспечивает более быстрый процесс сварки. Он хорошо работает с тонкими материалами и металлами с низкой температурой плавления, такими как медь.
Сварка постоянным током с обратной полярностью обычно имеет меньше дефектов включения и обеспечивает более быстрый процесс сварки. Он хорошо работает с тонкими материалами и металлами с низкой температурой плавления, такими как медь.
Потенциальные проблемы с обратной полярностью постоянного тока включают более короткий срок службы электрода и необходимость более высокого уровня усиления, если скорость установлена неправильно. Хотя этот метод отлично подходит для более тонких материалов, он часто неэффективен для соединения толстых пластин с более высокой температурой плавления.
Если источник питания подает переменный ток с полярностью , обратная и прямая полярность будут чередоваться с положительной пластиной основания и отрицательным электродом в половине случаев. Напротив, электрод будет положительным, а опорная пластина отрицательной другой половиной.
Полярность переменного тока имеет атрибуты прямой и обратной полярности, и оба они возникают в течение одного и того же цикла.