Порошковая проволока для сварки: Каталог оборудования для сварки и резки металла
alexxlab | 13.07.2023 | 0 | Разное
Порошковая проволока для сварки «FCAW»
FCAW – Flux Core Arc Welding – это механизированная или автоматическая дуговая сварка порошковой проволокой (газозащитной или самозащитной). Процесс сварки может выполняться с использованием защитных газов или без них. В качестве электродной проволоки используется трубчатая проволока с содержанием специального порошка.
Металлическая оболочка проволоки (трубка), изготовленная из стальной ленты толщиной 0,2-0,5 мм, внутренняя полость которой заполнена флюсом (смесь газообразующих и шлакообразующих материалов, ферросплавов) и металлическими порошками.
Порошковая проволока – эффективная сварка низколегированных и углеродистых сталей, цветных металлов, сплавов и чугуна.
Технология изготовления порошковой проволоки.
Изготовление порошковой проволоки осуществляется на автоматизированной линии по производству сварной проволоки:
- Подготовка Стальной Ленты и Флюса (шихты)
- Формирование профиля и навалка на него шихты
- Засыпка сердечника в профиль
- Операция Волочения
- Контроль Качества полученного изделия
Конструкции Порошковых проволок.
Порошковые проволоки по своей конструкции делятся на два вида:
- Бесшовная (вальцованная)
- Шовная
Наиболее распространены проволоки трубчатой конструкции (рис. 1, рис.2 — а, б, в ). Введение части оболочки внутрь сердечника ( рис. 2 — г, д, е, ж, з ) обеспечивает более равномерное плавление его и более эффективную защиту металла от воздуха.
Рис.1
Рис.2
Сердечник (шихта) порошковой проволоки
По составу сердечника порошковые проволоки делятся на 5 типов:
- Рутил-органического, Флюоритного (используются как самозащитные)
- Рутилового, Рутил-флюоритного (с дополнительной защитой углекислым газом СО2)
- Карбонатно-флюоритного (чаще всего используют как самозащитные, но применяют и в сочетании с дополнительной защитой углекислым газом)
Газозащитная порошковая проволока FCAW-G
Разработана для полуавтоматической и автоматической сварки углеродистых и низколегированных сталей в среде углекислого газа и его смесях с аргоном.
Порошковые газозащитные проволоки позволяют достичь превосходной формы шва и очень низкого уровня разбрызгивания. Она сочетает в себе характеристики сплошной проволоки с преимуществами порошковой. Высокая скорость ведения шва, высокий коэффициент наплавки, малое дымление и низкое разбрызгивание отличают эту проволоку при использовании с защитными смесями с высоким содержанием аргона.
Самозащитная порошковая проволока FCAW-S
- Раскисляет и денитрифицирует расплавленный металл
- Образует защитный шлак придает форму сварному шву и удерживает расплавленный металл при сварке в сложных пространственных положениях
- Вводит в сварочный металл определенные легирующие элементы для обеспечения нужных механических характеристик
- Влияет на характеристики сварки (глубина провара и скорость наплавления)
- Используется для сварки на открытом воздухе
Маркировка порошковой проволоки ГОСТ 26271-84
В условном обозначении сварочных порошковых проволок первые две буквы обозначают тип проволоки:
- ПГ — проволока для сварки в защитных газах
- ПС — самозащитная проволока
Маркировка Порошковой проволоки AWS А 5. 20/ А5.20М
20/ А5.20М
Маркировка и упаковка проволоки
На каждую катушку (моток), порошковой проволоки крепят ярлык, на котором указывают:
- Условное обозначение проволоки
- Номер партии
- Дату изготовления
- Штамп технического контроля
Катушка должна быть обернута в водонепроницаемую упаковочную бумагу или мешки из полиэтиленовой пленки и помещена в упаковку, обеспечивающую сохранность проволоки/
Схемы процессов сварки порошковыми проволоками
Схема процесса сварки самозащитной порошковой проволокой
Схема процесса сварки газозащитной порошковой проволокой
Влияние режимов сварки на качество сварного шва
При сварке самозащитной порошковой проволокой (FCAW-S), в отличие от сварки сплошной проволокой в среде защитных газов (MIG/MAG), не требуются баллоны с газами и сварочный полуавтомат проще доставить к месту работы. Есть и еще одно серьезное преимущество — работы можно производить при наличии ветра и сквозняков, т.
Сварка порошковой проволокой FCAW-S
Перед сваркой
Возьмите за правило — после каждого прохода, перед началом следующего, необходимо отрезать (или отломить) конец проволоки для хорошего поджига дуги.
Скорость подачи проволоки
Чем выше скорость подачи (рис.3), тем больше сварочный ток и, наоборот, чем ниже скорость подачи (рис.4), тем меньше сварочный ток.
Рис. 3
Рис.4
Скорость сварки
- Необходимо правильно подбирать скорость сварки самозащитной порошковой проволокой для достижения правильной геометрии шва и отсутствия недопустимых дефектов.
- Слишком низкая скорость сварки делает шов шире (рис.5).
- Слишком высокая скорость сварки приводит к нарушению геометрии шва — значительная высота при малой ширине (рис. 6)
Рис.5
Рис. 6
Длина вылета электрода
- Слишком маленький вылет электрода приводит к недостаточному прогреву флюса содержащегося в проволоке и, как следствие, недостаточной защите шва — расплавленный флюс не дотекает до краев шва (рис.
 7).
7). - Слишком большой вылет электрода вызывает нестабильность подачи проволоки (плохой подвод тока) и приводит к появлению наплывов и грубой чешуйчатости вылета электрода (рис.8).
Рис.7
Рис. 8
Полярность тока
- Неправильная полярность приводит к значительному разбрызгиванию при сварке (рис.9).
Угол наклона горелки
- Необходимо соблюдать правильный угол наклона, чтобы шлак защищал передний фронт и хвостовую часть сварочной ванны.
Рис. 9
Сравнение самозащитной и газозащитной порошковой проволоки
Образец швов на малом режиме:
Образец швов на среднем режиме:
Образец швов на большом режиме:
Преимущества сварки порошковой проволокой
- Сварку самозащитной порошковой проволокой можно выполнять во всех пространственных положениях.
- Существуют марки проволоки позволяющие выполнять сварку без газовой защиты, соответственно сварку можно выполнять на ветру, сквозняке и монтажных условиях без угрозы нарушения защитной среды.

- По сравнению с ручной дуговой и полуавтоматической сваркой, рабочему сварщику необходимо меньше навыков.
- Отсутствие «чешуек» на поверхности сварочного шва.
- Способ не требует тщательной очистки сталей перед сваркой.
- Повышение продуктивности процесса, особенно при сварке двухслойной порошковой проволокой.
Недостатки сварки порошковой проволокой
- Сварке порошковой проволокой присущи проблемы не полного сплавления кромок, появление шлаковых включений и трещин в сварочном шве. Такие проблемы существуют и при других способах сварки. Отдельно можно выделить:
- Повышенная склонность к подгоранию токоподводящего наконечника.
- Появляются механические проблемы с подачей порошковой проволоки.
- Высокое выделение дыма при сварке. Во время сварки испаряется много вредных паров, плохо влияющих на организм человека.
Купить газозащитную сварочную проволоку E71T-1С и самозащитную сварочную проволоку E71T-1GS (аналог ПП-АН7, ПС-44-А2Г) можно у официального производителя DEKA, звоните +7 (812) 309 59 33 либо пишите на электронную почту market@deka-svarka. ru
ru
Газозащитная проволока DEKA E71T-1С
Самозащитная сварочная проволока DEKA E71T-1GS (аналог ПП-АН7, ПС-44-А2Г)
Порошковая проволока для механизированной и автоматизированной сварки
Анализ состояния сварочного производства в различных отраслях промышленности показал, что перераспределение объемов потребления сварочных материалов происходит, в первую очередь, в связи с устойчивым и динамичным ростом применения механизированной и автоматизированной сварки порошковой проволокой /1,2/. Важный аспект развития механизации работ связан с нехваткой квалифицированных сварщиков, ростом зарплаты, проблемами экологии, экономией материалов и энергии.Доля порошковой проволоки особенно велика в судостроении и при изготовлении металлоконструкций морских сооружений. Верфи крупнейших судостроительных компаний Японии, Южной Кореи, Финляндии, Китая и др. стран около 80% всего объема сварочных работ выполняют механизированной сваркой в углекислом газе и смеси Ar+CO2 сплошной и порошковой проволокой диаметром 1,0-1,2мм.
В странах ЕЭС преобладает механизированная сварка сплошной проволокой в смесях газов на основе аргона /3/. В ближайшем будущем тенденция увеличения потребления порошковых проволок сохранится в связи с простотой газоэлектрического способа сварки, его гибкостью, возможностью визуального контроля за процессом формирования шва.
Побуждающими факторами к применению механизированной сварки порошковой проволокой являются: более высокая технологичность и производительность работ, хороший внешний вид шва, хорошие сварочно-технологические характеристики, упрощение техники сварки в различных пространственных положениях и легкость ее освоения, высокие механические свойства и качество сварных соединений.
Применение механизированной сварки в С02порошковой проволокой позволяет увеличить уровень механизации сварочных работ и снизить затраты на доводку сварных соединений .
Несмотря на явные преимущества порошковых проволок, системно продолжается поиск решений повышения их применения.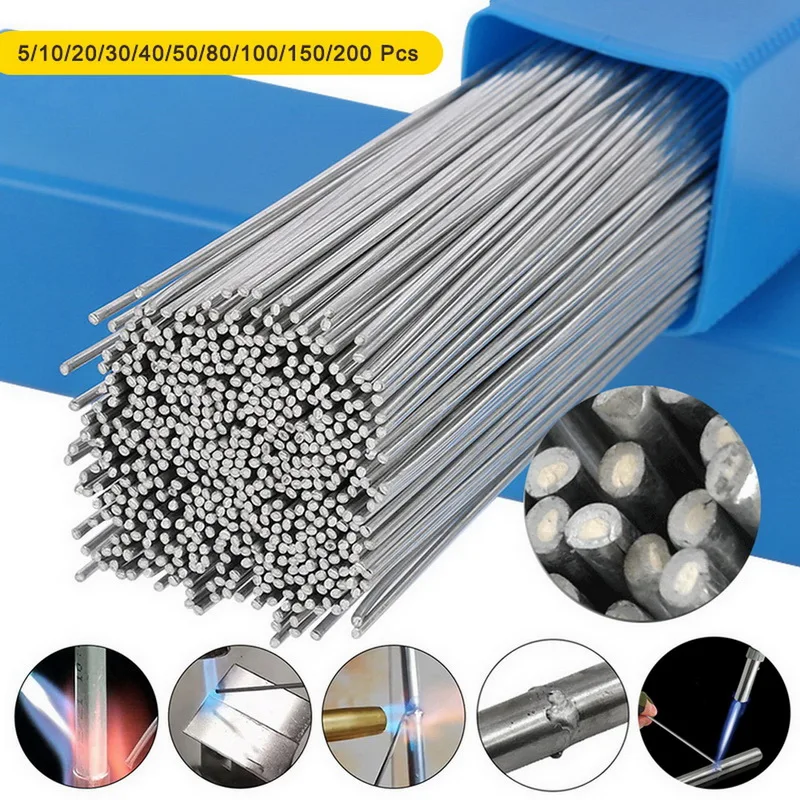 Активно ведется разработка проволок нового поколения в направлении снижения содержания водорода, уменьшения разбрызгивания и дымообразования, повышения стойкости металла шва к образованию пор и более высокой производительности процесса.
Активно ведется разработка проволок нового поколения в направлении снижения содержания водорода, уменьшения разбрызгивания и дымообразования, повышения стойкости металла шва к образованию пор и более высокой производительности процесса.
В частности рядом фирм разработаны порошковые проволоки с вязким и тугоплавким коротким шлаком, позволяющим существенно повысить скорость сварки вертикальных швов за счет лучшего удержания металла сварочной ванны.
Достигнуто значительное преимущество по сравнению со сваркой штучными электродами и сплошной проволокой Св-08Г2С в отношении производительности при позиционной сварке стыковых и угловых швов, т.е. в пространственных положениях 2G, 3F/G и 4F/G.
Порошковая проволока при сохранении стабильного формирования швов обеспечивает повышение производительности наплавки до 5 кг/ч по сравнению с 0,9-1,6 кг/ч для штучных электродов и на 10-12% по сравнению со сплошной проволокой (на реализуемых режимах).
При сварке корневых швов на керамических подкладках в нижнем, вертикальном и горизонтальном положениях обеспечивается гарантированный провар корня шва и качественное формирование обратного валика, что исключает операцию его зачистки после сварки. При сварке корня шва с применением керамических подкладок реально достигается производительность до 2,5 кг/ч и заполняющих проходов до 3 кг/ч.
На Херсонском судостроительном заводе эффективность применения порошковой проволоки ППс-ТМВ7 проявилась при сварке днищевых и бортовых секций танкеров водоизмещением 30000 тонн. В стесненных условиях выполнение швов в различных пространственных положениях производилось без изменения режима сварки, что позволило исключить вспомогательное время на настройку полуавтомата. По сравнению со сваркой сплошной проволокой Св-08Г2С на 70-80% снижено количество выявленных дефектов после бластирования секций. Снижена трудоемкость на зачистку и подготовку под покраску на 1200 н/ч.
В результате опыта последних десяти лет строительства танкеров на Адмиралтейских верфях в Санкт-Петербурге объем применения керамических подкладок доведен до 1000 м на 1000 тонн водоизмещения. (читать далее ..)
(читать далее ..)
Знакомство с проволокой Flux-core
Порошковые проволокидоступны в самозащитных и газозащитных вариантах для сварки основных материалов, включая мягкую сталь, низколегированную сталь, нержавеющую сталь и никелевые сплавы. На этом рисунке подробно показано их действие.
Ни один присадочный металл не подходит для каждой работы. Механические и химические свойства основного материала, требуемое положение сварки, доступное оборудование и набор навыков сварщика, среди прочих соображений, являются факторами, влияющими на наилучший выбор.
Когда вы стремитесь повысить производительность за счет более высоких скоростей наплавки, порошковая проволока часто является подходящим вариантом. Эти проволоки известны своими высокими эксплуатационными характеристиками и качеством сварки в различных отраслях промышленности, начиная от общего производства и заканчивая строительством, оффшорным строительством и судостроением.
Порошковая проволока обладает уникальными сварочными характеристиками и требованиями, преимуществами и ограничениями. Знание этого может помочь вам определить, являются ли они правильным выбором.
Применение, типы и характеристики проволоки с флюсовым сердечником
Порошковая проволока бывает самозащитной и газозащитной, некоторые из них предназначены для сварки во всех положениях (например, E71T-1C Американского общества сварщиков [AWS]) или для плоской и горизонтальной сварки (E70T -1С). Оба типа являются газозащитными и производят шлак, который помогает защитить жидкий металл шва во время охлаждения, но этот шлак необходимо удалять после сварки и между проходами.
Эти проволоки доступны для различных основных материалов, включая мягкую сталь, низколегированную сталь, нержавеющую сталь и никелевые сплавы. Для сварки стали они доступны с пределом прочности на растяжение 70 KSI для низкоуглеродистой стали, а также от 80 до 120 KSI и выше для сварки высокопрочной низколегированной стали.
Самозащитные порошковые проволоки (FCAW-S) производят свой собственный защитный газ при зажигании дуги, что устраняет необходимость во внешнем газовом баллоне и делает их пригодными для использования в портативных и удаленных устройствах. Эти проволоки, как правило, производят несколько более высокий уровень дыма и брызг, чем порошковые проволоки в защитных газах, но многие классификации обеспечивают хорошую ударную вязкость даже при более низких температурах.
Самозащитные порошковые проволоки часто используются вместо электродов для дуговой сварки металлическим электродом (SMAW) в качестве средства повышения производительности, поскольку они подаются непрерывно и не требуют повторных простоев для замены. Как правило, они доступны диаметром от 0,035 до 7/64 дюйма 9.0003
Для газозащитных порошковых проволок (FCAW-G) требуется внешний защитный газ, состоящий либо из 100% CO2, либо из смеси аргона и CO2. Они, как правило, более привлекательны для оператора, а это означает, что ими легче управлять и использовать для получения эстетически приятного сварного шва. Как правило, они используются в магазине. При использовании вне помещений для проволоки FCAW-G может потребоваться барьер в виде палатки или других средств защиты сварочной ванны, чтобы защитный газ не сдувался.
Как правило, они используются в магазине. При использовании вне помещений для проволоки FCAW-G может потребоваться барьер в виде палатки или других средств защиты сварочной ванны, чтобы защитный газ не сдувался.
Эти проволоки, как правило, диаметром от 0,035 до 7/64 дюйма, могут использоваться вместо сплошных проволок для повышения производительности за счет более высоких скоростей наплавки; операторы сварки могут добавить больше металла шва в соединение за меньшее время, особенно при работе в нерабочем положении.
В зависимости от фунта проволоки FCAW-G обычно дешевле, чем разновидности FCAW-S, которые содержат дополнительные материалы сердцевины и легирующие элементы, но не требуют дополнительных затрат на защитный газ. Провода FCAW-S также имеют более низкий КПД, около 65 процентов, по сравнению с проводами FCAW-G, эффективность которых составляет от 75 до 85 процентов. Эти КПД также ниже, чем у сплошной проволоки, потому что часть проволоки теряется в шлакообразующих веществах, которые выбрасываются в процессе сварки. Эти факторы следует учитывать при выборе сварочного процесса.
Эти факторы следует учитывать при выборе сварочного процесса.
Для достижения наилучших результатов при использовании порошковых проволок в такой же степени важен правильный выбор проволоки, как и наличие надлежащего оборудования и обучение работе с ней. Для достижения наилучших результатов важно знать правильные параметры и методы сварки.
Оба типа проводов классифицируются по обозначениям удобства использования, определенным AWS, — числам от 1 до 14 или буквам G или GS, которые указывают на полярность провода и рабочие характеристики.
Защитные газы FCAW-G
Проволока FCAW-G имеет различные требования к защитному газу, и каждый тип имеет определенные характеристики. Провода с обозначением «C» в их классификации AWS — например, E70T-1C H8 — работают только с CO2. Те, у кого обозначение «M», например, E71T-1M, требуют смеси защитного газа CO2 и аргона, обычно в соотношении 75/25 процентов.
Некоторые проволоки считаются двухгазовыми и имеют обозначения «C/M», что позволяет использовать их с обоими типами газов.
Следует соблюдать осторожность при замене защитного газа. Хотя проволока может работать с любым защитным газом, изменение газа считается важным переменным изменением, которое может потребовать новых процедур сварки и испытаний перед использованием.
Проволока, работающая со 100-процентным содержанием CO2, обеспечивает большее проникновение в сварной шов, но также имеет тенденцию к большему разбрызгиванию, в то время как проволока для смешанных газов имеет меньшее количество брызг и дыма, а также более гладкий внешний вид валика. Опять же, стоит взвесить стоимость при выборе между двумя типами классификаций и защитными газами. CO2 менее дорог, но, вероятно, приведет к образованию сварного шва, который потребует больше времени и труда для удаления брызг. И наоборот, смешанные газы дороже, но сварные швы требуют меньше очистки после завершения.
Требования к оборудованию для сварки порошковой проволокой
Для получения наилучших результатов при использовании порошковой проволоки необходимо правильно выбрать проволоку для работы, а также наличие надлежащего оборудования и обучение работе с ней. Как FCAW-S, так и FCAW-G работают со стандартным источником питания постоянного напряжения (CV), настроенным на прямую полярность (отрицательный электрод постоянного тока, или DCEN) или обратную полярность (положительный электрод постоянного тока, или DCEP), в зависимости от формулировка провода.
Как FCAW-S, так и FCAW-G работают со стандартным источником питания постоянного напряжения (CV), настроенным на прямую полярность (отрицательный электрод постоянного тока, или DCEN) или обратную полярность (положительный электрод постоянного тока, или DCEP), в зависимости от формулировка провода.
Распространенной ошибкой при настройке оборудования для работы FCAW-S является выбор неправильной полярности сварочного источника питания. В то время как многие процессы сварки проволоки работают с использованием DCEP, большинство проволок FCAW-S предназначены для работы с DCEN. Всегда обращайтесь к рекомендациям производителя присадочного металла по эксплуатации.
Провода FCAW-S часто соединяются с механизмом подачи проволоки, чувствительным к напряжению. Сварщик может установить напряжение на источнике питания, а затем контролировать скорость подачи проволоки (и, следовательно, силу тока) на механизме подачи. Эта функция полезна на крупных сайтах по поиску работы; меньшее количество поездок к источнику питания позволяет увеличить время сварки. В случае, если сварщик изменяет расстояние от контактного наконечника до изделия (CTWD), механизмы подачи проволоки, чувствительные к напряжению, также могут помочь регулировать последующие изменения напряжения.
В случае, если сварщик изменяет расстояние от контактного наконечника до изделия (CTWD), механизмы подачи проволоки, чувствительные к напряжению, также могут помочь регулировать последующие изменения напряжения.
Для обоих типов проволоки требуются приводные ролики с V-образной накаткой в механизме подачи проволоки, чтобы обеспечить плавную подачу проволоки и стабильное качество сварки. Порошковая проволока мягче сплошной проволоки и может легко деформироваться или сломаться при использовании неправильных приводных роликов.
Надлежащая техника
В процессе сварки сварщики должны использовать технику сопротивления. Хороший угол сопротивления для плоского, горизонтального положения и положения над головой составляет от 15 до 45 градусов. Для сварки вертикальным швом вверх хорошо подходит угол горелки от 5 до 15 градусов. Постоянная и достаточно высокая скорость перемещения не позволяет сварочной ванне опережать дугу, что может привести к шлаковым включениям.
Для приложений, в которых компании стремятся повысить производительность за счет более высоких скоростей наплавки, порошковая проволока часто является приемлемым вариантом.![]() Эти провода доступны в самозащитном и газозащитном вариантах для использования в полевых условиях и в магазине.
Эти провода доступны в самозащитном и газозащитном вариантах для использования в полевых условиях и в магазине.
Сварщики, использующие порошковую проволоку, должны использовать правильный вылет или удлинение электрода; самоэкранированные провода особенно чувствительны к этой переменной. В зависимости от диаметра и типа проволоки рекомендуемый производителем вылет может превышать 2 дюйма; проверьте требования для каждого провода.
Неправильный вылет может вызвать такие проблемы, как обратное прожигание, червячный след, неполное покрытие шлаком и затрудненное удаление шлака. Вылет также имеет решающее значение, поскольку он обеспечивает уровень резистивного нагрева проволоки, что помогает увеличить скорость наплавки. Увеличение сопротивления позволяет меньшему току проходить через дугу, позволяя использовать более высокие скорости подачи проволоки и, таким образом, увеличивая скорость наплавки.
Требования к хранению
Как и любой присадочный металл, важно хранить проволоку FCAW-G и FCAW-S в чистом и сухом месте. Повреждение от влаги или других загрязняющих веществ может привести к ухудшению качества сварки и аннулированию гарантии на изделие.
Повреждение от влаги или других загрязняющих веществ может привести к ухудшению качества сварки и аннулированию гарантии на изделие.
В зоне хранения рекомендуется поддерживать такую же температуру, как и в зоне сварки. Перемещение проволоки из холодного помещения в более теплую сварочную камеру может привести к образованию конденсата на проволоке. Эта конденсация может привести к ржавчине проволоки и потенциально вызвать пористость и проблемы с подачей проволоки. Если поддержание одинаковой температуры в обоих помещениях невозможно, дайте проволоке акклиматизироваться к температуре сварочной камеры в течение 24 часов перед сваркой.
Также важно хранить провода в оригинальной вакуумной или герметичной упаковке до тех пор, пока они не будут готовы к использованию. Для проволоки, которая уже используется, примите меры предосторожности: снимите катушку с механизма подачи проволоки, поместите ее в пластиковый пакет и храните надлежащим образом. Не забудьте удалить все провода внутри пистолета, если это оборудование не будет использоваться в течение длительного периода времени. Порошковая проволока, особенно во влажном климате, может ржаветь внутри горелки, что требует снятия и замены всего кожуха сварочной горелки.
Порошковая проволока, особенно во влажном климате, может ржаветь внутри горелки, что требует снятия и замены всего кожуха сварочной горелки.
Заключительные мысли о порошковой проволоке
Обучение имеет ключевое значение при использовании любого типа присадочного металла. Сварщикам, впервые использующим порошковую проволоку, может потребоваться дополнительное обучение и/или сертификация для конкретного применения, например, при переходе с электрода SMAW на проволоку FCAW-S для применения в конструкциях.
Другим примером может быть переход с провода FCAW-G на FCAW-S. Хотя обе проволоки известны как порошковые, они относятся к разным классификациям AWS, и это изменение потенциально может потребовать дополнительных испытаний и квалификации.
Всегда соблюдайте требуемые рабочие процедуры и рабочие параметры для данного применения и порошковой проволоки. Сочетание правильной технологии и эксплуатации может привести к повышению качества сварки и производительности, а также к сокращению дорогостоящих простоев.
Типы и характеристики проволоки для сварки в среде инертного газа и флюсовой сердцевины (с таблицей)
Проволока для сварки в среде инертного газа
При дуговой сварке металлическим электродом в среде защитного газа (GMAW) вы не будете использовать штучный электрод или присадочную проволоку.
Вместо этого все, что вам нужно для наплавки сварного шва, изготавливается из катушки с металлической проволокой.
В этом процессе сварки, более известном как MIG, газовый баллон (обычно CO2 или аргон) обеспечивает защиту, пока проволока вплавляется в основной металл.
В настоящее время это наиболее распространенный процесс сварки конструкций и изготовления изделий.
Когда сварщик нажимает на курок горелки MIG (показан ниже), механизм подачи проволоки продвигает проволоку через латунное сопло. Это обеспечивает высокую точность и беспрепятственный обзор того, что происходит внутри сустава.
Сварка в нерабочем положении намного проще, чем с помощью SMAW. А поскольку катушка вмещает около мили проволоки, вам не нужно часто останавливаться и перезаряжать. (Кстати, термин MIG означает «металлический инертный газ».
А поскольку катушка вмещает около мили проволоки, вам не нужно часто останавливаться и перезаряжать. (Кстати, термин MIG означает «металлический инертный газ».
Однако, поскольку CO2 и O2 являются химически активными газами, правильнее будет сказать MAG – металлический активный газ – когда используются эти газы.)
Классификация проволоки
В процессе GMAW необходимо учитывать два расходных материала: газ и проволоку.
Как и в случае со стержневыми электродами, существует система классификации различных вариантов проволоки для сварки MIG, которая находится в ведении Американского общества сварщиков.
Американское общество инженеров-механиков также имеет код, но он почти идентичен.
Код AWS для сплошной стальной проволоки известен как AWS A5.18.
Вот что означает классификационный номер обычной проволоки для мягкой стали ER70S-6:
- ER – Электрический стержень
- 70 – это двух- или трехзначное число представляет минимальную прочность на растяжение металла сварного шва, измеренную в фунтах на квадратный дюйм (PSI), умноженную на 1000.

- S – сплошная проволока.
- 6 – этот номер (иногда с добавлением буквы) указывает на химические добавки, используемые в проводе, которые могут повлиять на настройку полярности на машине.
Цифра 6 в данном случае означает, что в проволоку добавлено больше раскислителей, что полезно при сварке грязной или ржавой стали.
Другим типом проволоки из углеродистой стали общего назначения является ER70S-3. В нем нет добавленных химикатов, поэтому он используется в основном для новой или чистой стали.
Наиболее часто используемыми алюминиевыми проволоками для сварки MIG являются ER5056, мягкая проволока с хорошей пластичностью, и ER5356, более твердая и обладающая высокой прочностью на растяжение.
Проволока MIG из нержавеющей стали имеет такие обозначения, как ER308, ER316 и ER308–L. Буква L обозначает низкий уровень углерода, что обеспечивает дополнительную коррозионную стойкость.
Диаметр проволоки
После определения типа проволоки для вашего сварочного оборудования для приобретения этого расходного материала необходимы две дополнительные сведения.
Первый — это диаметр проволоки, который обычно указывается в тысячах дюймов. Наиболее распространенные размеры для сварки листового металла – 0,35 и 0,45.
Таблица выбора проволоки для сварки в среде инертного газа — см. полноразмерную версию здесьНапример, Lincoln Electric предлагает ER70S-6 в виде 44-фунтовой катушки или 1000-фунтового барабана.
Очевидно, механизм подачи проволоки на сварочном аппарате будет определять выбор опции. (Небольшой непромышленный аппарат для сварки MIG использует гораздо меньшую катушку, чем вы видите на фотографии ниже.)
Проволоку для сварки MIG также можно заказать с «отрезками длины для сварки TIG». Это относится к трехфутовым тросам, используемым при сварке TIG. Размеры диаметра в этом случае указаны не в десятичных дробях, а как обычные размеры стержня TIG, такие как 1/16 или 3/32.
Родственный : Лучшая проволока для сварки MIG
Настройки проволоки
Приведенную ниже таблицу обычно можно найти в спецификациях расходных материалов, и ее стоит скопировать для справки. В нем рассказывается, как настроить элементы управления на вашем оборудовании и какой газ вам нужен, в зависимости от процесса сварки.
В нем рассказывается, как настроить элементы управления на вашем оборудовании и какой газ вам нужен, в зависимости от процесса сварки.
Читайте также : Настройки сварки MIG – Как установить правильные параметры
Порошковая проволока
Использование «порошковой» проволоки позволяет сварщику MIG не использовать баллон с CO2 или аргоном и выполнять сварку без газа. Это связано с тем, что сердечник проволоки содержит ингредиенты, которые защищают сварочную ванну.
Подобно покрытиям стержневых стержней, сердечник проволоки содержит флюс, который заменяет баллон с защитным газом. Это особенно полезно при сварке на открытом воздухе, поскольку достаточно сильного ветра, чтобы рассеять сжатый газ. Этот процесс официально известен как Дуговая сварка порошковой проволокой 9.0018 (FCAW) .
Подробнее : Флюс в сварке – что он делает?
Порошковая проволока также позволяет сварщику использовать проволоку с большей силой тока и большего диаметра, чем сплошную проволоку. Этот процесс широко используется при сварке конструкций на открытом воздухе. Хотя порошковая проволока стоит значительно дороже, чем сплошная проволока MIG, вам не нужно иметь дело с баллонами с газом или ждать, пока стихнет ветер, прежде чем приступить к сварке.
Этот процесс широко используется при сварке конструкций на открытом воздухе. Хотя порошковая проволока стоит значительно дороже, чем сплошная проволока MIG, вам не нужно иметь дело с баллонами с газом или ждать, пока стихнет ветер, прежде чем приступить к сварке.
Несмотря на экранирующие добавки, порошковая проволока достаточно тонкая, чтобы стрелять из горелки МИГ. И шлак, получаемый с этими ингредиентами, составляет лишь часть того, что образуется в процессе SMAW.
Обычная порошковая проволока часто упоминается как Self-Shielded или Innershield под торговой маркой, которую продает Lincoln Electric. (Поэтому, когда газовый баллон не используется, процесс официально известен как FCAW-S.)
Классификация порошковой проволоки с сердечником
К счастью, стандарт AWS для порошковой проволоки из углеродистой стали (AWS A5.20) отличается лишь незначительно. из кода сплошной проволоки MIG.
Вместо ER в номере начинается E (для электрода) для всех порошковых проволок.
И вместо S для одножильного провода вы увидите либо T для трубчатого, либо C, указывающего на “композитный” провод.
E70C-6 является примером порошковой проволоки общего назначения.
Цифра 7 в классификации относится к пределу прочности при растяжении, умноженному на 10 000 (вместо 1 000 в случае проволоки MIG без сердечника).
0 указывает положение сварки. (Ноль означает, что проволока пригодна только для горизонтальной или плоской сварки.)
Одной из наиболее часто используемых порошковых проволок в строительстве является Innershield 232 от Lincoln Electric (также известная как NR-232), которая соответствует требованиям AWS E71T- 8.
Цифра 1 указывает, что провод можно использовать во всех положениях. 8 означает низкое содержание водорода, что напоминает обычный стержневой электрод E7018.
NR-232 популярен, потому что его химический состав соответствует сейсмическим требованиям для зон землетрясений, таких как Калифорния. С другой стороны, с проволокой труднее работать, чем с проволокой, не имеющей такого же уровня сейсмостойкости.
В приведенной ниже таблице перечислены рекомендуемые параметры для NR-232 (“NR”, произносимое вслух, звучит как “внутренний”, что упрощает его запоминание.)
Число .068 в таблице — это диаметр провода. Обратите внимание на полярность DCEN. Обозначение CTWD означает «расстояние от контактного наконечника до рабочего места», которое влияет на величину тока, проходящего через соединение. «Депозитная ставка» помогает покупателю рассчитать, сколько провода потребуется для проекта.
Использование защитного газа и флюса вместе с порошковой проволокой
Когда в FCAW используется сжатый газ, процесс сварки известен как Сварка в среде защитного газа или сварка порошковой проволокой с двойным экраном , так как и ингредиенты флюса, и сжатый газ создают экран. Официальное обозначение: FCAW-G .
Вот более сложный пример порошковой проволоки E71T-1C JH8 , которая ломается следующим образом:
- E – Электрод
- 7 – предел прочности при растяжении, измеренный в фунтах на квадратный дюйм (PSI), умноженный на 10 000; в данном случае 70 000 фунтов на квадратный дюйм.
 Обратите внимание на разницу с MIG, где используются два числа, умноженные на 1000.
Обратите внимание на разницу с MIG, где используются два числа, умноженные на 1000. - 1 – Возможность сварки во всех положениях
- T – Трубчатая проволока
- 1 — это спецификация удобства использования проводов. Варианты варьируются от 1 до 14). 1 здесь указывает на то, что проволока имеет систему рутилового шлака (что означает, что химические добавки являются кислотными). Рутиловые покрытия обеспечивают хорошую свариваемость (низкое разбрызгивание, хорошее качество дуги и контроль сварочной ванны), но механические свойства не считаются такими прочными, как базовая шлаковая система.
- C — эта буква означает, что для провода требуется защитный газ CO2. (M указывает на смесь защитного газа аргон/CO2.)
- JH8 — последние 3 кода являются дополнительными.
- J – означает, что электрод соответствует требованиям повышенной ударной вязкости.

- H8 – обозначает максимальное количество диффузионного водорода, которое может содержать провод. В этом примере допустимо менее 8 мл водорода на каждые 100 г металла шва. Чем ниже число, тем меньше водорода допускается в проволоке и, следовательно, меньше вероятность образования водородных трещин в окончательном сварном шве.
- J – означает, что электрод соответствует требованиям повышенной ударной вязкости.
Этот код взят из стандарта AWS A5.29/A5.29M:2020 (Спецификация электродов из низколегированной стали для дуговой сварки порошковой проволокой). 0011
Как видите, для изучения многих переменных, связанных с выбором правильного провода, потребуется некоторое время.
Рекомендуется сначала сосредоточиться на наиболее распространенных классификациях удилищ и со временем освоить остальной арсенал.
Тем не менее, будучи сварщиком начального уровня, вы можете столкнуться с необходимостью запасать расходные материалы или заменять пустые катушки на сварочных аппаратах MIG для опытных ветеранов.
Таким образом, соблюдение должной осмотрительности при правильном выборе и хранении изделий из проволоки имеет важное значение для предотвращения дорогостоящих ошибок в начале сварочных работ.