Поршень компрессора – Запчасти для поршневых воздушных компрессоров :: S-COMPRESSOR.RU
alexxlab | 10.09.2019 | 0 | Разное
Запчасти для поршневых воздушных компрессоров :: S-COMPRESSOR.RU
Главная \ Запчасти \ Для поршневых компрессоров
Мы обладаем богатым опытом обслуживания компрессорного оборудования, устоявшимися каналами поставок запчастей и собственными складскими площадями. Мы обязательно поможем Вам найти интересующие запчасти к поршневым компрессорам Fiac, Remeza, General Force, Comprag, Abac, Garage, Бежецкого АСО и других известных производителей.
Если Вам не удалось найти интересующую запчасть, то присылайте фото запчасти и шильдика компрессора нам на почту service@s‑compressor.ru, и мы обязательно Вам поможем. Также можно воспользоваться номером WhatsApp или Viber: +7 (925) 772-27-15.
Запчасти для поршневых компрессоров Fiac
На нашем складе Вы найдёте запчасти для поршневых компрессоров Fiac. Фильтрующие элементы, поршни, шатуны, коленвалы и другие детали популярных поршневых блоков.
Запчасти для поршневых компрессоров ABAC
На нашем складе Вы найдёте комплекты запчастей для поршневых компрессоров ABAC. Фильтрующие элементы, ремкомплекты, поршни, шатуны, коленвалы и другие детали компрессора.
Запчасти для поршневых компрессоров Fubag
На нашем складе Вы найдёте запчасти для поршневых компрессоров Fubag. Фильтрующие элементы, поршни, шатуны, кольца и другие детали для поршневых блоков и компрессоров.
Запчасти для поршневых компрессоров Comprag
У нас вы сможете подобрать запчасти для китайских поршневых компрессоров Comprag. Фильтрующие элементы, кольца, прокладки, клапаны и другие детали для компрессоров Comprag.
Реле давления
Трехфазные и однофазные реле давления для поршневых воздушных компрессоров. В наличии китайские и немецкие реле.
Электродвигатели
Трехфазные и однофазные электродвигатели для поршневых воздушных компрессоров российского и иностранного производства.
Компрессорная арматура
Редукторы и регуляторы давления, лубрикаторы и манометры, обратные клапаны, фиттинги и другая трубопроводная арматура для пневмосетей и компрессорного оборудования.
Конденсаторы
Конденсаторы для асинхронных электродвигателей поршневых компрессоров. В наличии пусковые и рабочие конденсаторы ёмкостью от 25 мкФ до 300 мкФ.
www.s-compressor.ru
Устройство, работа поршневого компрессора
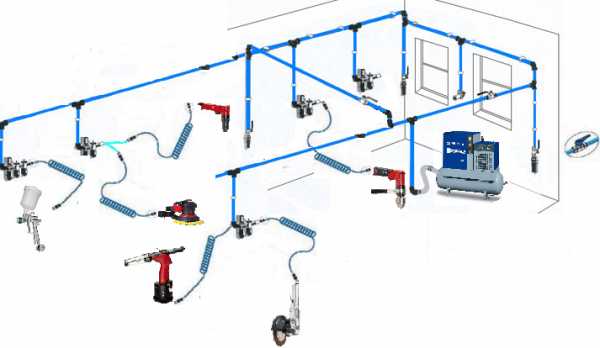
В этой статье мы рассмотрим устройство и работу поршневого компрессора, который чаще всего применяется в пневматической системе автосервисов и шиномонтажей.
Что же такое компрессор? – по своему устройству это машина, предназначенная для сжатия и транспортировки газов с повышением давления на соотношение более чем 1,1. В наше время область применения и работа поршневых компрессоров очень широка, они необходимы на всех предприятиях, где в качестве источника энергии используют сжатый воздух. Компрессор можно встретить на заводах, газозаправочных станциях, автосервисах, медицинских учреждениях и даже мастерских по ремонту обуви.
На сегодняшний день наиболее распространенными типами устройств являются поршневые и винтовые компрессоры. Так как винтовые компрессоры имеют более высокую стоимость, то на небольших предприятиях, в том числе и СТО, широко применяются в работе поршневые компрессоры. Потребителями сжатого воздуха в автосервисе служат пневмогайковерты, пневмодрели, краскопульты, шиномонтажные станки, установки вакуумного отбора масла и т. д.
Устройство поршневого компрессора
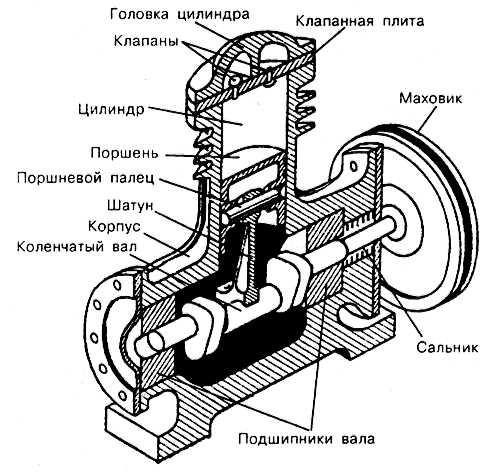
Основным элементом устройства поршневого компрессора является компрессорная головка (поршневой узел). Ее конструкция напоминает двигатель внутреннего сгорания. Она состоит из цилиндра, поршня, поршневых колец компрессора, шатуна, коленчатого вала, а также впускного и нагнетательного клапанов. В отличие от ДВС, клапаны в компрессоре представляют собой пластинку с пружиной и при работе поршневого компрессора приводятся в действие не принудительно, а от перепада давлений. Для смазки устройства поршневого компрессора, в частности трущихся деталей, в компрессорную головку заливают масло.
В случае если необходимо получить сжатый воздух высокой чистоты и без примесей масла (например, в медицинских учреждениях) применяют безмасляные компрессоры. В таком устройстве поршневого компрессора кольца выполнены с полимерных материалов, а для надежной работы поршневого компрессора применяют графитовую смазку.
Для достижения более высокой производительности поршневого компрессора компрессорные головки изготавливают с несколькими цилиндрами, которые могут иметь рядное, V-образное или оппозитное устройство.
В движение коленчатый вал приводится от электродвигателя, что обеспечивает работу поршневого компрессора. В зависимости от способа соединения с электродвигателем различают компрессоры поршневые с ременным и прямым приводом.
- При прямом приводе головка и двигатель расположены на одной оси и их валы в устройстве поршневого компрессора соединены напрямую.
- В компрессорах поршневых ременного типа привод головки и мотор расположены параллельно друг другу, а движение предается через ременную передачу. На шкиве привода головки установлены лопасти, которые обеспечивают охлаждение поршневого узла.

Другим важным элементом в устройстве и работе поршневого компрессора является ресивер, который представляет собой стальную емкость и предназначен для поддержания постоянного давления и равномерного расхода воздуха. В ресивере также установлен клапан для сброса давления в случае если будет превышено его допустимое значение.
Для обеспечения работы поршневого компрессора в автоматическом режиме в устройстве поршневого компрессора находится прессостат (реле давления), который при достижении заданного давления размыкает контакты и останавливает двигатель, а при снижении давления ниже некоторого значения замыкает контакты и запускает компрессор.
Работа поршневого компрессора
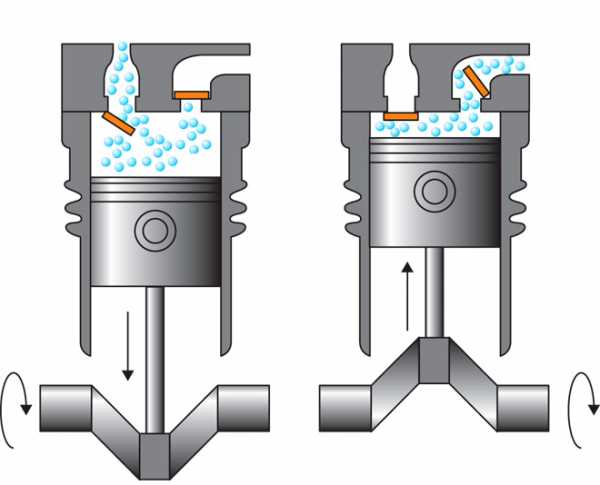
Работа поршневого компрессора осуществляется по следующему принципу: при движении поршня вниз в цилиндре создается разрежение, в результате чего открывается впускной клапан. Так как в цилиндре давление ниже атмосферного, то через клапан поступает воздух. Для очистки поступающего воздуха в устройстве поршневого компрессора применяют фильтры. Во время движения поршня вверх при работе поршневого компрессора оба клапана закрыты. При сжатии воздуха возрастает давление в цилиндре и открывается нагнетательный клапан, через который воздух поступает в ресивер. Работающие по такому принципу поршневые компрессоры носят название одноступенчатых.
Одним из недостатков устройств поршневых одноступенчатых компрессоров является ограниченное рабочее давление. Работа поршневого компрессора данного типа возможна с повышением давления только до 10 атмосфер. Это объясняется тем, что при больших давлениях сильно возрастает температура в цилиндре и может загореться масло, которое используется для смазки деталей.
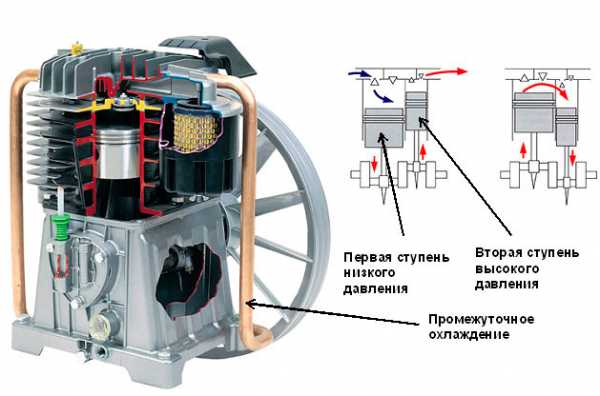
Для достижения более высоких давлений в работе поршневых компрессоров применяют многоступенчатый принцип, в котором воздух поочередно сжимается в каждой ступени до определенного значения, после чего охлаждается в холодильнике и подается в цилиндр следующей ступени, где сжимается до более высокого давления. В качестве холодильника в устройстве поршневого компрессора используют медную трубку с ребрами охлаждения.
Работа поршневых компрессоров на небольших предприятиях наиболее часто основывается на двухступенчатой установке с двумя цилиндрами. Цилиндр первой ступени, как правило, имеет больший диаметр чем второй.
При выборе поршневого компрессора необходимо в первую очередь учитывать характеристики потребителей сжатого воздуха. Ведь работа поршневого компрессора не должна быть постоянной. При правильном подборе компрессорной головки и ресивера время работы компрессора должно быть равным времени отдыха.
Стоит учесть, что все производители указывают на своих компрессорах производительность в л/мин только на входе. Так как при повышении давления нагнетания производительность снижается, то для того чтобы узнать ее значение на выходе нужно от указанных данных отнять 30 %.
info-parts.ru
Основные узлы и детали поршневых компрессоров
Коленчатые валы
Коленчатый вал предназначен для передачи вращательного движения от привода к шатуну. Он является одной из главных деталей поршневого компрессора. В холодильных компрессорах валы обычно выполнены с двумя шатунными шейками, смещенными друг относительно друга на (рисунок 9)
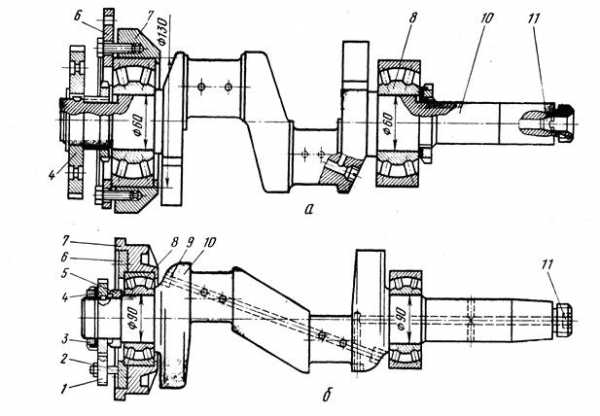
Рисунок 9 – Коленчатые валы в сборе
а-компрессора АУ45; б-компрессора П110
1-шестерня промежуточная ; 2-валик промежуточной шестерни; 3-гайка; 4-шестерня привода маслонасоса; 5-упорное кольцо; 6-крышка корпуса; 7-корпус подшипника; 8-подшипник качения; 9-заглушка; 10-коленчатый вал; 11-пробка.
На щеках вала имеются литые съемные противовесы, которые служат для уравновешивания сил и моментов инерции.
В некоторых малых компрессорах применяются консольные или эксцентриковые валы, двухколенные. Валы выполняют цельноковаными, штампованными или литыми. Для компрессоров с принудительной смазкой коленчатые валы изготавливают со специальными просверленными масляными каналами. При смазке разбрызгиванием на валу (иногда на шатунах) устанавливают захватывающие устройства.
Для коленчатых валов применяют высококачественную углеродистую сталь 40, 45 или легированную сталь 40Х с последующей термообработкой. Поверхность шатунных и коренных шеек доводят до твердости 48-62НRС.
Картеры
Картеры и блок-картеры являются основной несущей конструкцией поршневых компрессоров. В них расположены коленчатый вал, шатунно-поршневая группа и система смазки. Основные требования, предъявляемые к картерам-достаточная прочность и жесткость. Картеры и блок-картеры воспринимают силы, возникающие при работе компрессора и передают на фундамент реакцию от крутящего момента, неуравновешенные силы и моменты от сил инерции движущихся масс, а также вес компрессора. Для наблюдения за уровнем масла в картере предусмотрено смотровое окно, а для обеспечения доступа к кривошипно-шатунному механизму и масляному насосу имеются боковые и торцевые съемные крышки.
Картеры изготавливают обычно литыми из чугуна СЧ18 или СЧ21, иногда сварными из стального листа. В малых компрессорах транспортных машин для уменьшения массы применяют алюминиевые сплавы.
Цилиндры
В цилиндрах осуществляются рабочие процессы компрессора: разряжение, всасывание, сжатие и нагнетание пара холодильного агента. В крейцкопфных компрессорах цилиндры выполняются в виде самостоятельных отливок, в которых размещают нагнетательные и всасывающие клапаны. Цилиндры бескрейцкопфных блок-картерных компрессоров имеют сменные гильзы на скользящей посадке. Стенки цилиндров воспринимают силы от давления пара холодильного агента, а также силы со стороны поршней (горизонтальные составляющие веса и инерционные силы).
Цилиндры и гильзы цилиндров (рисунок 10) выполняют из чугуна СЧ21 или СЧ24 легированного присадками. Их твердость находится в пределах НВ 170-241.
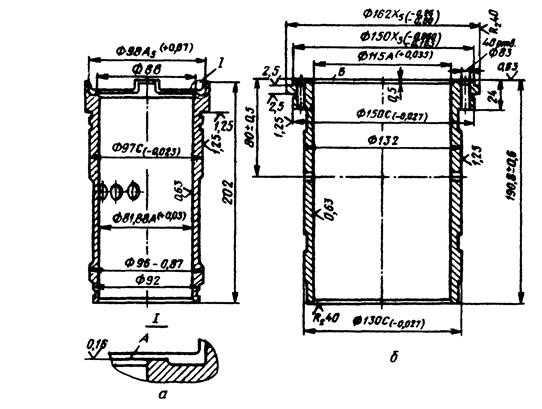
Рисунок 10 – Гильзы компрессоров
а – прямоточного компрессора АУ-45; б – непрямоточного компрессора П110
Поршни
Поршень предназначен для создания разряжения в цилиндре компрессора при увеличении его внутреннего объема и сжатия пара хладагента при уменьшении внутреннего объема. По конструкции различают дифференциальные, дисковые и тронковые поршни.
Дифференциальные поршни (рисунок 11а) применяют в компрессорах многоступенчатого сжатия. Поршни изготавливают как цельными, так и составными. Двухступенчатые дифференциальные поршни горизонтальных компрессоров выполняют подвешенными на штоке. Более сложные поршни делают скользящими по поверхности цилиндра. Компрессоры с дифференциальными поршнями применяют в основном для сжатия различных газов и в холодильной технике большого практического значения не получили.
Дисковые поршни используются в крейцкопфных холодильных компрессорах (рисунок 11б). Дисковые поршни делают обычно полыми и днища соединяют между собой ребрами. Высота поршня компрессора небольшая и определяется из условия размещения на нем уплотнительных колец.
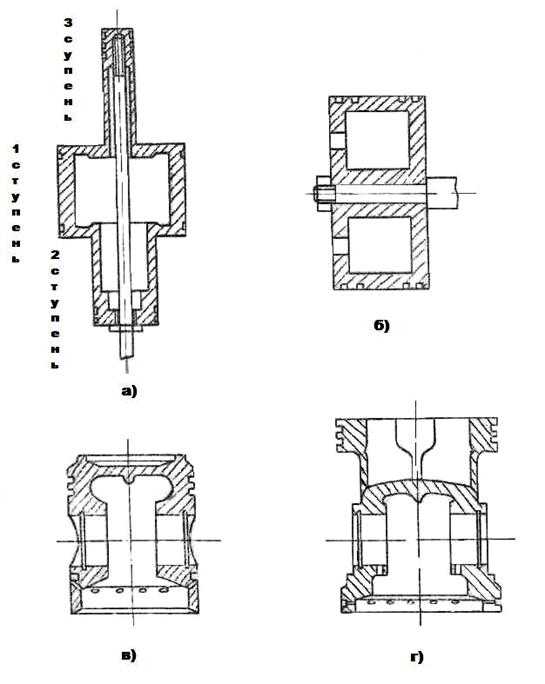
Рисунок 11 – Поршни компрессоров
а – дифференциальный; б – дисковый; в – тронковый непроходной; г – тронковый проходной.
Поршни крейцкопфных компрессоров могут подвешиваться на штоке или опираться на рабочую поверхность цилиндра. В последнем случае дисковый поршень снабжают дополнительной несущей поверхностью, воспринимающей вес поршня.
Тронковые поршни применяют в холодильных бескрейцкопфных компрессорах, они соединяются непосредственно с шатуном при помощи поршневого пальца. В непрямоточных бескрейцкопфных компрессорах применяют тронковые непроходные поршни, которые имеют вид перевернутого вверх дном стакана (рисунок 11в). На верхней части поршня имеются канавки для уплотнительных и маслосъемных колец. В отечественных конструкциях принято применять два-три уплотнительных и одно маслосъемное кольцо. Прямоточные бескрейцкопфные компрессоры снабжены тронковыми проходными поршнями. Проходной поршень не имеет дна, вместо которого устанавливается клапанная доска с всасывающими клапанами (рисунок 11г). Форма поршня удлиненная, где предусмотрены окна или каналы для прохода пара холодильного агента из всасывающего трубопровода к всасывающим клапанам.
Тронковые поршни выполняют из высококачественных чугунов СЧ21, СЧ24 или алюминиевых сплавов АЛ10В, АЛ30. Для малых поршней (диаметром до 50мм) без уплотнительных колец применяют чугун, алюминиевые сплавы или низкоуглеродистую автоматную сталь.
Поршневые кольца
Поршневые кольца бывают двух типов: уплотнительные и маслосъемные.

Рисунок 12 – Поршневые уплотнительные кольца.
Уплотнительные (компрессионные) кольца (рисунок 12) предназначены для уплотнения зазора между поршнем и цилиндром с целью уменьшения утечек пара из полости сжатия в полость всасывания. Уплотнение обеспечивается упругостью колец или экспандеров, давлением пара в канавку поршня и лабиринтным действием набора колец.
Маслосъемные кольца служат для удаления со стенок цилиндра смазочного масла, уменьшая тем самым попадание его в нагнетательную полость и теплообменные аппараты.
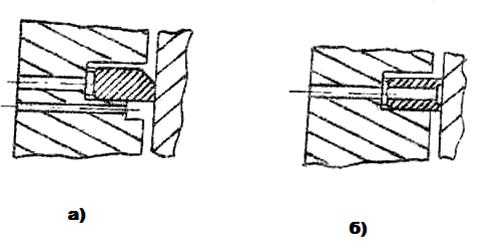
Рисунок 13 – Маслосъемное поршневое кольцо
а – коническое; б – с проточенной поршневой канавкой.
Наиболее распространенными являются два типа маслосъемных колец: конические (рисунок 13а) и с проточной кольцевой канавкой (рисунок 13б). Действие конического кольца основано на том, что при переходе поршня вверх масло попадает в клиновидный зазор и остается на стенках цилиндра. При обратном движении поршня вниз, масло снимается кольцом с зеркала цилиндра, собирается в канавку под кольцом и через отверстия в поршне стекает внутрь поршня, а затем в картер. У кольца с проточкой на внешней поверхности сделана кольцевая канавка, в которую входит ряд отверстий, просверленных в стенке поршня. Данное кольцо обеспечивает стекание масла в картер как при ходе поршня вверх, так и при его ходе вниз.
Рисунок 14 – Виды замков поршневых колец
а – прямой; б – косой; в – в нахлёстку
Для удобства сборки все поршневые кольца имеют разрез, называемый замком. Различают следующие конструкции замков: прямой, косой и в нахлестку (рисунок 14). В рабочем состоянии замок имеет некоторый зазор для компенсации теплового расширения материала, через который происходит основная перетечка пара. В связи с этим лучшими являются замки внахлестку, но изготовление их значительно дороже. В холодильных компрессорах в основном используются кольца с прямым и косым замком.
Поршневые кольца выполняют из чугуна СЧ24 или композиционных соединений ТНК2-Г5 (на основе капрона), Ф40С8Г4, Ф4К-20, флубона 4 (на основе фторопласта). В последнем случае для упругости колец применяют специальные радиальные или тангенциальные экспандеры, которые размещены в канавке поршня и прижимают кольца к цилиндру. Неметаллические материалы имеют сравнительно низкий коэффициент трения и существенно снижают износ зеркала цилиндра.
Шатуны
Шатун (рисунок 15) служит для преобразования вращательного движения коленчатого вала в поступательное движение поршня. Он соединяет шатунную шейку вала с поршнем или крейцкопфом. Шатун состоит из трех частей: верхней (поршневой) головки, стержня и нижней (шатунной) головки. Верхняя головка шатуна выполняется неразъемной с запрессованной бронзовой или латунной втулкой. Нижняя головка при коленчатом вале – разъемная, скрепленная шатунными болтами.
Для снижения коэффициента трения и предотвращения износа шатуна в нижней головке применяются съемные вкладыши из сплавов на базе олова (баббиты), из алюминиевых сплавов и сплавов из свинцовых бронз.
В малых холодильных компрессорах применяются также цельноалюминиевые и бронзовые шатуны, которые не имеют ни втулок ни вкладышей. Таким шатунам соответствует прямой вал с эксцентриком. Форма разъема (с прямым или косым разъемом) предусматривает свободный проход шатунно-поршневой группы через цилиндр при сборке и ремонте компрессора.
Шатуны со сменными вкладышами изготавливают из конструкционной углеродистой стали 40 или 45.
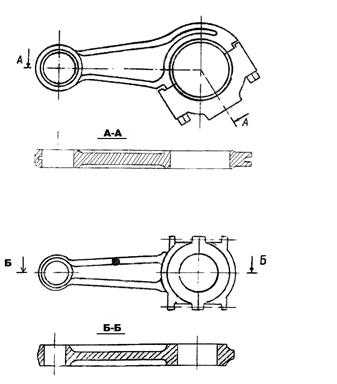
Рисунок 15 – Шатуны поршневого компрессора
а-с косым разъемом; б-с прямым разъемом;
Клапаны
Всасывающий и нагнетательный клапаны осуществляют газораспределение пара холодильного агента при работе компрессора.
Всасывающий клапан предназначен для пропуска пара хладона из полости всасывания в полость цилиндра при движении поршня сверху вниз. Он открывается при достижении давления в цилиндре несколько ниже (до 0,3 ) давления всасывания. Когда давление в цилиндре выше давления всасывания – клапан закрыт.
Нагнетательный клапан служит для выпуска пара холодильного агента из полости цилиндра в нагнетательную полость при движении поршня снизу вверх. Он открывается при достижении давления в цилиндре выше (до 0,7 ) давления нагнетания. При давлении в цилиндре ниже давления нагнетания – клапан закрыт.
В компрессоре клапаны могут располагаться различным образом: в крышке цилиндра, радиально по бокам цилиндра, по бокам непосредственно у зеркала, в днище поршня и т. д.
Основными элементами любого клапана являются пластина, седло, на котором лежит пластина, закрывая сечение для прохода, и направляющая пластина (розетка) для ограничения подъема над седлом. Во многих компрессорах пластины прижимаются к седлу пружиной.
В холодильных компрессорах применяются кольцевые, полосовые, пятачковые и лепестковые клапаны. Эти клапаны, как правило, самодействующие, то есть открываются под действием разности давлений с двух сторон, а закрываются под действием упругой пластины или пружины.
Кольцевые клапаны применяются в основном в средних и крупных непрямоточных компрессорах. Пластины клапанов имеют кольцевую форму, толщина которой равна мм. Для обеспечения своевременного закрывания клапана по периметру пластины размещены цилиндрические стальные пружины.
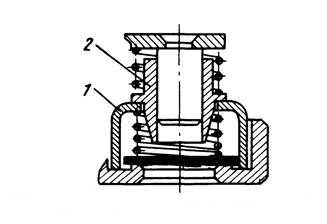
Рисунок 16 – Нагнетательный клапан с пятачковой пружиной
1 – розетка; 2 – направляющая втулка.
Пятачковые клапаны применяются чаще всего в компрессорах малой и средней производительности (рисунок 16). Пластины пятачковых клапанов имеют круглую форму (форму пятака) и прижимаются к седлу при помощи рабочей пружины. Клапаны такого типа имеют лучшую статическую полость, что играет положительную роль в автоматизированных компрессорах.
Полосовые клапаны используются преимущественно в прямоточных компрессорах. В них всасывающие полосовые клапаны расположены в верхней части поршня (рисунок 17). Пластина клапана, свободно лежащая на седле, при подъеме прижимается к ограничителю, форма которого соответствует линии прогиба, равномерно нагруженной балки на двух опорах. Эти клапаны имеют малый относительный мертвый объем.

Рисунок 17 – Полосовой нагнетательный клапан компрессора АУ200
1 – седло; 2 – розетка; 3 – пластина; 4 – ограничитель; 5 – штифт; 6 – болт; 7 – шайба стопорная.
Лепестковые клапаны представляют собой пластины различной конфигурации. Пластины, как правило, консольного типа, закреплены с одной стороны штифтами. Другой конец пластины свободно поднимается над клапанной доской, пропуская пар. Такие клапаны используются в компрессорах малой производительности.
Для предотвращения аварии при попадании жидкости в полость цилиндра служит буферная пружина. Она обеспечивает возможность увеличения подъема клапанной пластины в случае влажного хода компрессора.
Седла и розетки клапанов выполняются из термообработанной углеродистой стали 45,40Х, из высококачественного чугуна СЧ21 или стального литья по выполненным моделям. Для клапанов применяются листовые хромистые легированные стали Х18Н9Т, 70С2ХА, 30ХГСА и др. с термической обработкой, с обработкой в расплаве синтетических сплавов или стали электрошлакового переплава.
Крейцкопфы
Крейцкопф служит для соединения штока с шатуном и является частью кривошипно-шатунного механизма крейцкопфного компрессора. Он соединяется со штоком с помощью специального болтового соединения, а с шатуном-с помощью пальца. Крейцкопф воспринимает на себя все боковые нагрузки, действующие на шатуннопоршневую группу.
Корпус крейцкопфа отливают из стали 40,45, а башмаки – из серого чугуна СЧ21 с баббитовой заливкой. Палец крейцкопфа изготавливают из углеродистой стали 20 и 45 или 20Х и 40Х.
Штоки
Штоки применяются для соединения поршня с крейцкопфом в крейцкопфных компрессорах. В современных конструкциях компрессоров применяются в основном штоки, представляющие собой цилиндрическую деталь с участками различного диаметра. На переднем штоке (со стороны крейцкопфа) выполнена резьба, с помощью которой он закрепляется в крейцкопфе. Для фиксации поршня на штоке предусмотрен упорный цилиндрический бурт и специальная гайка, которая навинчивается на задний конец штока (со стороны поршня).
Шток изготавливается из углеродистой стали 20,35 и 40.
Сальники
Сальники служат в бескрейцкопфных компрессорах для уплотнения вала, выступающего из картера, а в крейцкопфных – также и для уплотнения штока. Правильная работа сальников обеспечивает герметичность компрессора и надежность его работы.
Сальники штоков крейцкопфных компрессоров выполняются многокамерными с разрезными чугунными или алюминиевыми кольцами. На наружной поверхности колец имеются пружины, которые стягивают разъемные части кольца и прижимают их радиально к штоку. Смазку сальника и штока крейцкопфного компрессора производят от насоса-дубликатора через специальный фонарь.
Для уплотнения выходного кольца коленчатого вала компрессора применяют сальники с кольцами торцевого трения. Они состоят из двух трущихся колец, одно из которых вращается вместе с валом, а другое неподвижное, плотно соединенное с крышкой сальника. Кольца прижимаются друг к другу или с помощью сильфона или с помощью пружин. Плотность и герметичность между кольцами достигается за счет силы сильфона (сильфонные сальники) или пружины, которая давит на вращающееся кольцо.
Односторонние сальники применяются в компрессорах со смазкой разбрызгиванием, двухсторонние с принудительной системой смазки для создания избыточного давления в полости сальника (рисунок 18).
В качестве пар трения применяют закаленную легированную сталь 15Х, 20Х и один из следующих материалов: фосфористую бронзу, чугун, композиционный материал на основе графита, пластмассу. В настоящее время наиболее часто используется пара трения сталь – композиционный материал на основе графита АГ-1500Б83, АПГ-Б83, которые имеют наименьший коэффициент трения и могут работать без смазки.
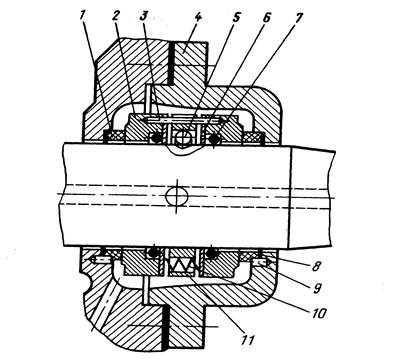
Рисунок 18 – Сальник компрессора П80
1-неподвижное металлографитовое кольцо; 2-вращающееся с валом (подвижное) стальное кольцо; 3,9-штифты; 4-крышка сальника; 5-шарик; 6-нажимное кольцо; 7-резиновое кольцо; 8-прокладка; 10-пружина;11-ведущее кольцо (обойма).
Системы смазки компрессора
Смазка компрессора необходима для снижения коэффициента трения и отвода теплоты от кинематических пар. Смазка уменьшает износ и нагрев движущихся частей компрессора, снижает расход потребляемой энергии, а также создает дополнительную плотность в сальниках, поршневых кольцах и клапанах.
Для смазки бескрейцкопфных компрессоров, работающих на фреоне, используются масла ХФ, ХС, ХМ и др. Аммиачные компрессоры смазываются маслом марок ХА. В крейцкопфных компрессорах для смазки открытого кривошипно-шатунного механизма применяется масло “Индустриальное-45” или машинное – марки СУ.
В современных холодильных поршневых компрессорах применяют различные системы смазки – разбрызгиванием (барботажная смазка), принудительная и комбинированная.
Смазку разбрызгиванием применяют обычно в малых компрессорах. В них часть нижних головок шатунов или противовесов погружена в масляную ванну картера. При вращении коленчатого вала масло разбрызгивается по всему внутреннему объему компрессора, смазывается тем самым все поверхности трения.
В компрессорах большой производительности для смазки трущихся поверхностей применяется принудительная смазка с помощью масляного насоса, который приводится в движение от коленчатого вала. Масло насосом подается в полость сальника, а оттуда по специальным отверстиям в коленчатом вале направляется к шатунным шейкам (рисунок 19).
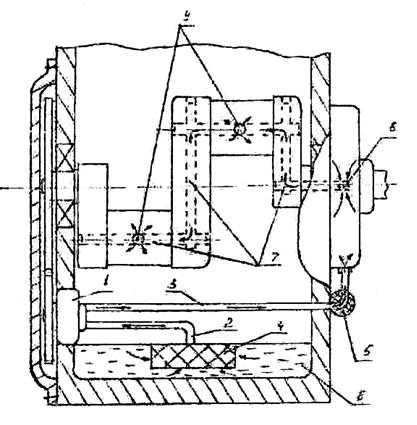
Рисунок 19 – Принудительная система смазки поршневого компрессора.
1-масляный насос; 2-всасывающая масляная трубка; 3-нагнетательная масляная трубка; 4-фильтр грубой очистки масла; 5-фильтр тонкой очистки масла; 6-жидкое смазочное масло; 7-масляные каналы коленчатого вала; 8-входное отверстие коленчатого вала; 9-выходные отверстия в шатунных шейках.
Для смазки втулки верхней головки шатуна и поршневого пальца предусматриваются специальные сверления в стержне шатуна или отдельные трубки, через которые масло поступает от шатунной шейки коленчатого вала. В качестве масляных насосов используются центробежные, шестеренчатые, ротационные или плунжерные насосы, приводимые в действие от коленчатого вала, через зубчатую передачу.
Комбинированная система смазки используется в компрессорах средней производительности и в некоторых крупных компрессорах. Здесь кривошипно-шатунный механизм смазывается принудительно от масляного насоса, а шатунно-поршневая группа и стенки цилиндра смазываются за счет масляного тумана.
Схема принудительной подачи масла от шестеренчатого насоса к нижним головкам шатунов, через сверления в коленчатом валу показана на рис.19.
В крейцкопфных компрессорах смазку кривошипного механизма производят от масляного насоса, а зеркало цилиндров, поверхности трения поршней и сальники штоков – многоплунжерными дубликаторами. Дубликаторы и насосы приводятся в действие индивидуальными электроприводами.
Марка компрессоров
Каждому типоразмеру компрессоров соответствует свое определенное обозначение-марка компрессора.
В марку, согласно ГОСТам, входит буква, обозначающая холодильный агент, расположение цилиндров, степень герметичности компрессора, число ступеней сжатия, температурный режим работы, стандартная холодопроизводительность и др. Холодильный агент в марке обозначается начальной буквой его названия: аммиак-А; фреон-Ф и т.д. Направление осей цилиндров показывается буквами В, О, У, УУ, что соответствует обозначению:
В– вертикальный,О– оппозитный, У– Vобразный, УУ– веерообразный.
Буквы Г и БС показывают, что компрессор герметичный (Г) или бессальниковый (БС), сальниковый компрессор буквой не обозначают. Режим работы герметичных компрессоров показывается: буквой В-высокотемпературный, С-среднетемпературный и Н-низкотемпературный. После буквенных обозначений в конце марки пишется число, показывающее холодопроизводительность компрессора при стандартном температурном режиме. За цифрами могут быть буквы РЭ, означающие, что компрессор с электромагнитным регулированием производительности.нце марки пишется чисый, С-среднетемпературный и Н-низкотемпературный.
infopedia.su
10.3. Технология ремонта поршневого компрессора
Технология ремонта поршневого компрессора включает остановку компрессора, разборку на узлы и детали, промывку, дефектацию, ремонт или замену деталей, сборку, обкатку.
Остановка компрессора на ремонт. Перед остановкой компрессора проверяют его фактическое состояние. По сменному журналу просматривают запись всех отказов, имевших место в межремонтный период. После остановки компрессора его освобождают от хладагента, масла и воды.
Во избежание аварийных ситуаций необходимо исключить возможность случайного пуска компрессора, находящегося в ремонте. Для этого удаляют плавкие вставки из щита компрессора, отключают провода от электродвигателя, соединяют их вместе и заземляют. На щите вывешивается табличка «Не включать».
От всасывающего и нагнетательного трубопроводов компрессор отсоединяется постановкой плоских стальных заглушек с хвостовиками, выступающими за пределы фланцев не менее, чем на 20 мм.
Вскрывать компрессор можно только через 20 мин после того, как давление в нем будет понижено до атмосферного и останется неизменным в течение этого времени.
Разборка компрессора, промывка и дефектация деталей. Перед разборкой компрессора следует подготовить стол для укладки деталей, инструмент, приспособления, выколотки из мягкого материала, ванну с керосином и щетку для мойки деталей.
Разборку компрессора производят с применением съемников, пользуясь выколотками из мягкого материала. Детали с различным коэффициентом объемного расширения нагревают в масле (например, разбирая шатунно-поршневую группу с поршнем из алюминиевого сплава). При разборке детали с индивидуальной сборочной подгонкой клеймят для установки при сборке на прежнее место. Промывают узлы и детали аммиачных компрессоров керосином, хладоновых — уайт-спиритом.
Дефектация деталей производится всеми доступными методами определения износов. Детали разделяются на годные, требующие ремонта, и негодные. На узлы и детали оборудования, подлежащие ремонту или замене новыми, составляется дефектная ведомость с кратким описанием неполадок и причин, которые их вызвали.
Ремонт блок-картера. Основные дефекты блок-картера: возникновение трещин, поломка лап, выдавливание заглушек водяной рубашки и ее засорение.
Трещины в блок-картере образуются вследствие нарушения технологии его изготовления либо в результате теплового износа. Заделка трещин в полости хладагента производится горячей или холодной сваркой. Возможна постановка заплат.
Трещины водяной рубашки могут образоваться вследствие замерзания в ней воды в зимнее время или при «влажном ходе» компрессора. Их. заделывают штифтова-нием. Для этого по всей длине трещины засверливают отверстия и нарезают в них резьбу Мб или М8. В отверстия вворачивают винты из меди или алюминия, смазанные герметизирующей смазкой. Между штифтами, с нахлестом на соседние, устанавливается еще один ряд штифтов, обмазанных герметикой.
Поломка лап компрессора происходит при неправильном монтаже, когда он неравномерно опирается на пакеты подкладок и клиньев. Ремонт производят методом горячей сварки, что не всегда дает хорошие результаты. Чаще блок-картер приходится заменять.
Выдавливание заглушек водяной рубашки происходит при замерзании в ней воды. Из листовой стали СТ 3 толщиной 1,0 мм с помощью пуансона и матрицы делают новые заглушки сферической формы. Посадочные отверстия блока смазывают герметиком и, выпрямляя заглушку ударами молотка, устанавливают ее на место. В некоторых компрессорах в водяной рубашке устанавливаются резьбовые пластмассовые заглушки. При выдавливании они заменяются новыми.
Очистка водяной рубашки от загрязнений производится химическим способом. Полость отделяется от системы постановкой заглушек и заполняется 10%-м раствором соляной кислоты с добавлением 0,5 % ингибитора ПБ-5 или уротропина. Очистка продолжается до прекращения реакции. Об этом судят по прекращению выхода из полости пузырьков углекислого газа. После удаления раствора рубашку нейтрализуют 1 %-м раствором каустической соды. Запрещается применение серной и неингибированной соляной кислот!
Очистка водяной рубашки может быть произведена также 10—12%-м раствором каустической соды или 3—5 %-м раствором тринатрийфосфата, нагретыми до температуры 60…80°С. Продолжительность щелочной обработки 10—12 ч. После обработки водяную рубашку промывают для удаления шлама.
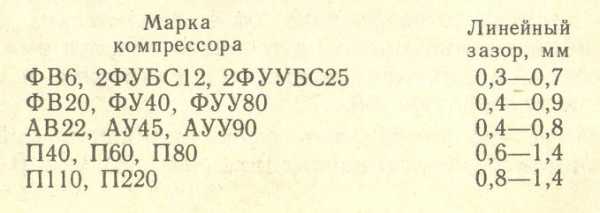
Ремонт цилиндра. Основные дефекты цилиндра — это износ и повреждение зеркала цилиндра. Увеличение внутреннего диаметра и искажение правильности формы зеркала цилиндра являются следствием нормального эксплуатационного износа, вызванного истирающим действием поршневых колец (табл. 66).

Увеличение диаметра цилиндра по сравнению с номинальным допускается в пределах 0,3—0,5 мм на 100 мм диаметра. Максимальное искажение формы цилиндра первоначально составляет половину допуска на диаметр, а предельное — не должно превышать первоначальную величину более чем в 3,5 раза.
В некоторых конструкциях компрессоров при ремонте предусмотрена замена поршня на новый ремонтного размера. Для этого предусматривается один или несколько типоразмеров запасных поршней.
Гильза цилиндра или цилиндр растачивается на станке с последующим хонингованием до шероховатости поверхности Rа = 0,63 — 0,16 мкм. Диаметр зеркала должен обеспечивать зазор между поршнем и гильзой, равный номинальному. Погрешность формы не должна превышать половины допуска на диаметр. В компрессорах серии П поршни ремонтных размеров не предусматриваются, поврежденные или изношенные гильзы заменяют новыми при капитальном ремонте.
Герметичность посадки гильз прямоточных компрессоров в блоке цилиндров обеспечивается установкой браслетных резиновых колец. Последние не выполняют своих функций, если они были скручены при установке гильзы. Гильза должна устанавливаться с натягом. Во избежание скручивания колец гильзу перед установкой следует охлаждать «сухим льдом», жидким азотом или углекислотой из баллона. Нагнетательные клапаны прямоточных компрессоров притерты к гильзе. Нарушение притирки может произойти при работе компрессора «влажным ходом», которое восстанавливается протачиванием гильзы и клапана с последующей притиркой. После этого обязательно регулирование мертвого пространства.
В непрямоточных компрессорах серии П гильза устанавливается по скользящей посадке. Верхняя ее плоскость служит седлом всасывающего клапана. Розетка клапана закреплена на блоке и удерживает гильзу. Уплотнение гильзы в блоке и розетки клапана на гильзе достигается установкой паронитовых прокладок.
Замена поршневых колец. При износе колец снижается коэффициент подачи компрессора, увеличивается температура конца сжатия хладагента. Прогрессирующий износ колец происходит вследствие их перегрева паром, прорывающимся из цилиндра в картер.
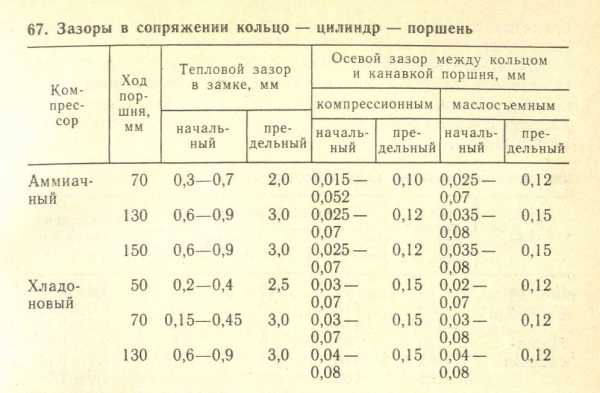
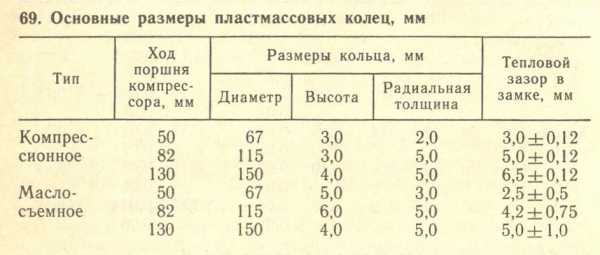
Замена колец производится при износе по радиальной толщине до 20 % от первоначального размера; в случае достижения предельных зазоров, приведенных в табл. 67; при плохом прилегании колец к зеркалу цилиндра, когда зазор превышает 0,03 мм (кольцо не прилегает на дуге > 45° более чем в двух местах или ближе 30° от замка) при заклинивании колец в канавках вследствие их коробления или потере упругости. Заостренные кромки колец опиливают.
Ориентировочный срок службы колец приведен в табл. 68.

Перед установкой нужно прокатить кольцо по канавке, замерить зазор в канавке и коробление. Новые кольца устанавливаются с помощью специальных клещей или пластин толщиной 0,5 мм. В процессе одного ремонта следует заменять не более половины колец для их постепенного прира-батывания. Увеличение срока службы поршневых колец достигается нанесением на их рабочую поверхность слоя пористого хрома, что увеличивает износоустойчивость кольца в 4 раза при одновременном уменьшении износа цилиндра. При отсутствии этого слоя рекомендуется заплавление канавок, проточенных на поверхности кольца, оловом, бронзой или оксидом железа. Применение колец из полиамида ТНК-2-Г5 и композиции на основе фторопласта Ф40С8Г дает возможность увеличить срок службы гильз в 2—5 раз, но сами кольца имеют недостатки: при температуре 170…190°С они расплавляются; вследствие высокого коэффициента объемного расширения пластмасс приходится устанавливать большой зазор в замке кольца; внедрение абразивных частиц в кольца приводит к повышенному износу цилиндра и поршня.
Для защиты пластмассовых колец от выплавления в случае поломки нагнетательного клапана в одном из цилиндров в компрессорах серии П устанавливается защита специальными выплавляемыми штуцерами, которые размещаются в каждом блоке цилиндров. Все штуцеры объединены вместе и соединены со стороной низкого давления реле контроля смазки (РКС). При температуре 183…185 °С припой ПОС-61, которым запаяны штуцеры, выплавляется, и воздействие давления нагнетания на верхний сильфон РКС останавливает компрессор.
Тепловые зазоры в замках пластмассовых колец представлены в табл. 69. Учитывая, что заметить наличие абразивных частиц трудно, рекомендуется менять кольца при каждом среднем ремонте через каждые 15 тыс. ч независимо от их износа.
Ремонт коленчатого вала. Следствием естественного износа коленчатого вала являются уменьшение диаметра, изменение формы и чистоты поверхности шеек и его поверхности в месте сальникового уплотнения.
Результатом аварийного износа могут быть изгиб вала, превышающий предел его упругой деформации, скручивание, возникновение трещин, изломов и сколов. В этих случаях вал заменяют новым. Иногда применяется правка погнутого коленчатого вала гидравлическим или механическим прессом.
Коренные шейки коленчатых валов современных бескрейцкопфных компрессоров в большинстве случаев установлены в подшипниках качения и практически не изнашиваются. Шатунные шейки, не утратившие размера и формы, но имеющие небольшие риски, задиры или вмятины от воздействия абразивных частиц, обрабатывают вручную с помощью хомута, под который подкладывают наждачное полотно из электрокорунда. Полирование производят пастой ГОИ.
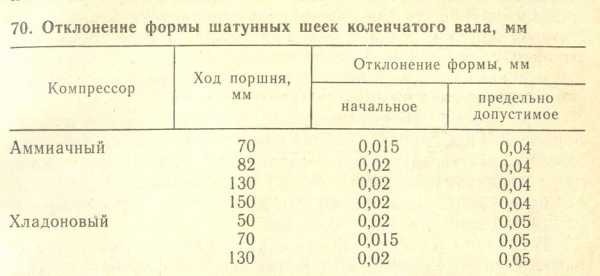
При незначительном износе коленчатого вала, когда отклонение формы шеек достигает предельной, указанной в табл. 70, производится шлифование вала на станке. Перед шлифованием необходимо забить все отверстия масляных каналов деревянными заглушками.
При использовании толстостенных Вкладышей нижней головки шатуна шейки вала шлифуют до восстановления правильной цилиндрической формы и первоначальной чистоты поверхности. Диаметр шеек в этом случае не имеет существенного значения; дальнейшая подгонка вкладышей производится шабровкой, а зазор устанавливается изменением толщины прокладок в разъеме шатуна. Однако не рекомендуется, чтобы диаметр шеек отличался от номинального более чем на 0,05 мм.
В случае применения тонкостенных вкладышей при шлифовании восстанавливаются не только форма и чистота поверхности, но и размер, соответствующий ближайшему ремонтному размеру вкладышей. Таким образом достигается установление необходимого зазора, поскольку любая подгонка вкладышей и установка прокладок в разъеме шатуна запрещены. По окончании шлифования зенкуют отверстия масляных каналов, а затем полируют шейки пастой ГОИ.
Удалив заглушки из масляных каналов, их (каналы) прочищают ершом, промывают керосином и продувают сжатым воздухом. При постановке заглушек на место их смазывают мастикой из свинцового глета и глицерина и раскернивают.
При износе вала в месте сальникового уплотнения сальник становится негерметичным. Предпочтителен метод ремонта хромированием поверхности с предварительным ее шлифованием. При этом значительно увеличивается срок службы всего узла. При невозможности применить хромирование вал восстанавливают постановкой втулки.
Наиболее вероятным местом возникновения трещин являются галтели шеек вала и шпоночные пазы. Поэтому при шлифовании шеек не допускается уменьшение радиуса галтелей.
Призматические и сегментные шпонки устанавливаются в пазу вала по неподвижной посадке, а в пазу охватывающей детали — по подвижной. Основным признаком нарушения узла является выпадение шпонки из паза вала. Эксплуатация узла без ремонта недопустима. Новую шпонку изготавливают из стали Ст 5. При необходимости паз вала фрезеруют, вручную подгоняют шпонку по пазу вала, паз охватывающей детали подгоняют по размеру шпонки. Не рекомендуется изготавливать ступенчатую шпонку ввиду сложности ремонта и уменьшения надежности узла.
Ремонт подшипников. В поршневых компрессорах находят применение подшипники-втулки, разъемные подшипники-вкладыши и подшипники качения.
Подшипники-втулки устанавливаются в верхней головке шатуна из бронзы, в аммиачных компрессорах — из фосфористой бронзы. В компрессорах серии П устанавливаются втулки бронзо-графитовые, изготовленные методом порошковой металлургии.
При износе рабочей поверхности втулок или при их проворачивании в головке шатуна они заменяются новыми. При этом или шатун нагревают в масле до 80… 100 °С, или охлаждают втулку. После этого втулку обрабатывают разверткой с последующей шабровкой до достижения зазора между втулкой и пальцем 0,02—0,05 мм.
В случае отсутствия новой втулки или материала для ее изготовления рекомендуется охлаждение изношенной в жидком азоте и запрессовывание ее в стальную втулку. После выравнивания температур производится обработка изношенной втулки на токарном станке и развертывание ее рабочей поверхности.
Подшипники-вкладыши применяются как толстостенные, так и тонкостенные.
Толстостенные вкладыши имеют баббитовый антифрикционный слой с припуском на шабровку 0,1—0,15 мм. Они подгоняются шабрением вручную, по краске, наносимой на шейку коленчатого вала. Зазор между вкладышем и шейкой регулируется набором прокладок в разъеме шатуна.
Тонкостенные вкладыши изготавливаются в виде ряда типоразмеров. Ремонтные вкладыши отличаются от номинальных только толщиной основы. В качестве антифрикционного слоя используется сплав АСМ или оловосодержащий сплав АО-20-1. При ремонте номинальный зазор устанавливается только шлифованием шеек коленчатого вала. Не допускаются подпиливание вкладышей и разъема шатуна, подкладывание прокладок, фольги и бумаги, шабровка и другая подгонка вкладышей.
Вкладыши должны быть подобраны по группам селекции. На внутренней поверхности фиксирующего усика ставится знак « + » или « — ». Вкладыши, не имеющие знака селекции, комплектуются друг с другом. В случае маркировки одного из вкладышей « + » парный к нему должен иметь « — ».
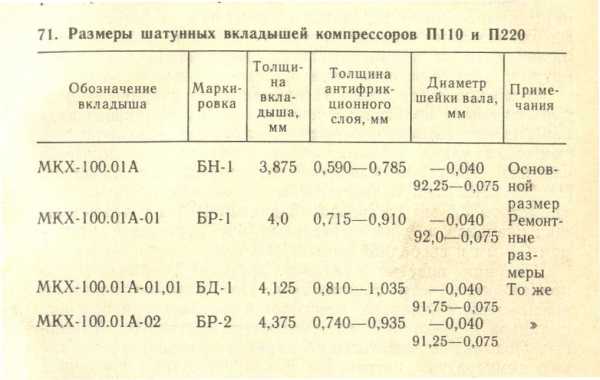
Тонкостенные вкладыши заимствованы из автотракторной промышленности. В холодильных компрессорах находят применение вкладыши автомобилей «Москвич-401», ГАЗ-51А, М-21. Вкладыши компрессоров П-110 и П-220 имеют одинаковую конструкцию с вкладышами тракторных двигателей Д108, Д130 и Д180 и отличаются от них только меньшей шириной. Размеры вкладышей приведены в табл. 71.
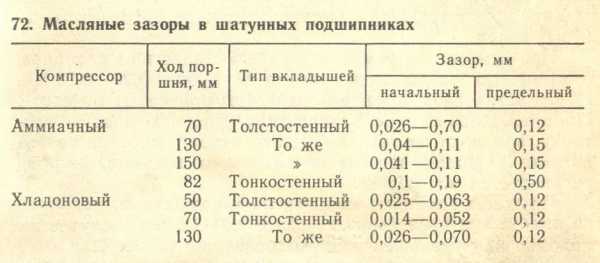
Масляные зазоры между шейкой вала и вкладышами замеряют щупом или свинцовой проволокой диаметром 0,5 — 1,0 мм. Для толстостенных вкладышей размер зазора составляет 0,0010 — 0,0012 от размера диаметра вала. Для тонкостенных вкладышей этот зазор принимается больших размеров. Данные приведены в табл. 72.
Подшипники качения чаще всего применяются в качестве коренных подшипников. Наибольшее распространение нашли сферические двухрядные роликоподшипники. Признаком износа подшипников является возникновение прерывистого шума при работе. Основными дефектами, при которых подшипники заменяют, являются пятна коррозии на телах вращения, беговых дорожках и посадочных поверхностях; царапины, вмятины, сколы и трещины, осповид-ное разрушение поверхности тел вращения и обойм; повреждение или погнутость сепараторов.
Новый подшипник устанавливают на вал с предварительным нагревом в масле в течение 15 — 20 мин до температуры 115 °С. В корпус подшипник ставится по переходной посадке, что обеспечивает постепеннее проворачивание наружной обоймы с целью уменьшения износа ее беговой дорожки.
Ремонт клапанов. Всасывающие и нагнетательные клапаны компрессоров работают в условиях знакопеременных механических и тепловых нагрузок. Основные дефекты клапанов: износ и поломка пластин, деформация и поломка пружин, неплотное прилегание пластин к седлу.
В компрессорах серии П применяются клапаны с подпружиненными кольцевыми пластинами. Всасывающие клапаны имеют газовый демпфер — углубление в розетке для смягчения удара поднимающейся пластины при открытии клапана. Пластины клапанов изготавливаются из стали ЗОХГСА-СШ. Они подпружинены пружинами из проволоки диаметром 0,6 мм со свободной длиной 19 мм у всасывающих клапанов, а у нагнетательных — из проволоки диаметром 0,8 мм и свободной длиной 21,6 мм.
Поломка пластин клапанов приводит к уменьшению производительности компрессора. При поломке пластины всасывающего клапана понижается температура крышки цилиндра и увеличивается температура всасывающей полости. Поломка нагнетательного клапана приводит к повышению температуры нагнетания и при отсутствии поблочной защиты может привести к выплавлению пластмассовых поршневых колец.
При осмотрах и ремонтах заменяют пластины клапанов, если имеется кольцевая выработка на глубину 0,20—0,25 мм. Перед установкой кольцевые пластины притирают по плите. Пластины, прошедшие в заводских условиях мокрую галтовку, притирки не требуют. Долговечность пластин всасывающих клапанов зависит от высоты их подъема, которая регулируется при сборке.
Пружины заменяют комплектно и селективно, подбирая по высоте при отклонении не более 1,0—1,5 мм в случае их поломки или уменьшения длины более чем на 20 %.
Ремонт системы смазки. В систему смазки входят фильтры грубой и тонкой очистки, масляный насос, редукционный клапан, сальник, сверление в коленчатом вале.
Очистка масляных фильтров. Засорение фильтров грубой и тонкой очистки приводит к уменьшению разности давления в системе смазки. Это может привести к повреждению подшипников-вкладышей. Особенно чувствительны к недостаточной смазке тонкостенные вкладыши.
Фильтры промывают в керосине и продувают сжатым воздухом после пуска компрессора в эксплуатацию: первый раз — через 75—100 ч; второй — через 200—300 ч; третий — через 500 ч; все последующие — не реже чем через каждые 1000 ч.
Масляный насос. Основные дефекты насоса: износ торцовых крышек, радиальный и осевой износы шестерен. Оптимальные значения радиальных и осевых зазоров составляют 0,10—0,15 мм. При увеличении осевого зазора за счет износа крышек и торцов шестерен до 0,5 мм зазор регулируют опиловкой, или фрезерованием крышек, или уменьшением толщины прокладок между ними и корпусом. При диаметральном износе шестерен свыше 0,5 мм они подлежат замене.
Сальник. В современных бескрейцкопфных компрессорах наибольшее применение находят пружинные сальники с графитовыми кольцами. При насосной смазке применяется двухсторонний сальник.
Основные дефекты сальника: задир или износ графитовых и сопрягаемых с ними стальных колец, износ резиновых колец, потеря упругости или поломка пружин.
Поврежденные стальные и графитовые кольца притирают, а при значительном износе — заменяют новыми. Стальные кольца притирают по чугунной плите пастой, содержащей порошок карбида бора зернистостью М5 и пастой ГОИ. Графитовые кольца притирают без применения абразивных материалов, которые, внедряясь в графит, приводят узел к быстрому износу. В качестве смазки при притирке графитового кольца применяется керосин.
Изношенные резиновые кольца заменяют новыми.
Замена пружин разжимного устройства производится комплектно, с селективным подбором по высоте.
Масляный канал коленчатого вала подлежит обязательной очистке. Резьбовые заглушки перед пуском компрессора в эксплуатацию и при каждом ремонте, связанным с полной разборкой компрессора, должны удаляться.
Сборка компрессора. Сборку компрессора ведут в соответствии с инструкцией завода-изготовителя. Применяется узловой метод сборки, комплектование узлов производится с учетом клеймения деталей. Детали, не подлежащие замене, устанавливаются на место, занимаемое до разборки. Соединение деталей с натягом осуществляется с использованием разности температур: охлаждения охватываемой детали или нагрева охватывающей.
Соединение деталей компрессора уплотняют вальцованным паронитом ПМБ или маслобензостойкой резиной марок ИРП-1068-1 или С-571 ПРТУ. Для обеспечения герметичности и лучшего отсоединения от металлических деталей паронит пропитывают маслом в течение часа для аммиачных компрессоров, а для хладоновых — в глицерине в течение 4—5 ч при температуре 60…70°С.
После установки гильз в блок цилиндров проверяют герметичность их уплотнения давлением воздуха 0,5 МПа.
При установке коленчатого вала в сборе с подшипниками в картер особое внимание нужно обратить на ориентацию шатунных шеек относительно оси цилиндра. Положение вала в картере регулируют, изменяя толщину прокладок между фланцем корпуса подшипника и передней стенкой картера. Окончательная проверка узла производится замером зазоров между поршнем и гильзой в плоскости вала, в верхней и нижней мертвых точках поршня.
В сальнике проверяют качество его сборки, нажимая рукой на подвижное кольцо до соприкосновения витков пружин. Освобожденное от усилия подвижное кольцо должно переместиться по валу на 8—12 мм.
В процессе установки клапанов проверяют величину линейного мертвого пространства, а в компрессорах серии П и высоту подъема пластин всасывающих клапанов.
Величина мертвого пространства прямоточных компрессоров измеряется свинцовыми выжимками из пластин толщиной 1—2 мм между всасывающим и нагнетательным клапанами и регулируется изменением толщины паро-нитовой прокладки между поршнем и всасывающим клапаном. Установка прокладок между нагнетательным клапаном и гильзой запрещается из любого материала. Герметичность достигается притиркой клапана.
Величину линейного мертвого пространства компрессоров серии П устанавливают одновременно с регулированием высоты подъема пластин всасывающих клапанов.
Высота подъема пластины всасывающего клапана замеряется выжимками из пластилиновых шариков диаметром 5—6 мм, которые помещают между розеткой клапана и пластиной. Регулирование высоты подъема пластин производится изменением толщины паронитовой прокладки между розеткой всасывающего клапана и гильзой для аммиачных компрессоров типа П110 в пределах 0,9—1,5 мм, а для хла-доновых — 2,0—2,4 мм. Одновременно происходит изменение величины линейного мертвого пространства. Для установления его оптимальной величины пластилиновыми или свинцовыми выжимками определяют действительное значение линейного мертвого зазора. Изменяя толщину паронитовой прокладки между гильзой и блоком цилиндра, устанавливают зазор, рекомендуемый заводом.
Оптимальная величина линейного мертвого пространства для различных компрессоров следующая:
В пределах рекомендуемых величин целесообразно устанавливать меньшие значения высоты подъема пластин клапанов и величины линейного мертвого пространства.
Упругость буферных пружин компрессоров типа П110 контролируют по величине щели между крышкой цилиндров и блоком при отпущенных гайках. Она должна составлять 9–12 мм для аммиачных компрессоров и (4 ± 1) мм — для хладоновых. При потере упругости буферные пружины аммиачных компрессоров заменяют, а в хладоновых увеличивают высоту распорной втулки.
x-world5.com
Поршневые компрессоры | Полезное своими руками
Поршневые компрессоры – это конструкции, которые представляют собой аппараты объёмного действия. Принцип работы компрессорных поршневых машин основан на изменении объёма газа за счёт прямолинейного возвратно-поступательного движения поршня. Такие машины имеют разные конструктивные варианты и потому их условно можно разделить на:
- одноступенчатые, двухступенчатые и компрессоры, имеющие несколько ступеней;
- компрессоры одинарного или двойного действия;
- крейцкопфные и без крейцкопфа;
- одноцилиндровые, двухцилиндровые и многоцилиндровые компрессоры;
- компрессоры горизонтальные, вертикальные и угловые.
Горизонтальные поршневые компрессоры промышленность выпускает в основном в виде агрегатов средней и большой производительности. Такие компрессоры по расположению цилиндров разделяются на односторонние и оппозитные конструкции. В первых конструкциях цилиндры располагаются по одну сторону вала, тогда как во вторых конструкциях расположение цилиндров отмечается по обе стороны вала компрессора.
Вертикальные поршневые компрессоры мало чем отличаются от горизонтальных машин, за исключением того, что с точки зрения монтажа занимают площадь меньшую по размерам. В таких конструкциях преобладают вертикальные нагрузки на основание (фундамент), что позволяет сооружать основание меньшее по массивности.
Угловые поршневые компрессоры являются, пожалуй, наиболее распространёнными в народном хозяйстве. Этот тип машин получил признание благодаря целому ряду преимуществ перед машинами вертикального и горизонтального типа.
Угловые компрессоры отличаются в первую очередь тем, что имеют компактную конструкцию, небольшую массу. Плюс к этому данный тип машин хорошо уравновешен, что позволяет монтировать их на небольших по массе и объёму фундаментах. Исходя из расположения цилиндров относительно оси вала, угловые компрессоры делятся на прямоугольные, V-образные, W-образные. Последние два вида, как правило, относятся к машинам с малой холодопроизводительностью. Такие компрессоры обычно применяют для сжатия воздуха.
Фактически любой поршневой компрессор состоит из нескольких узлов. Это группа цилиндров, группа механизма движения и группа вспомогательных элементов.
В группу цилиндров входят узлы цилиндров, поршней и уплотнительных элементов.
Группа механизма движения включает в себя картер компрессора, вал коренной, крейцкопфы и шатуны.
Группа вспомогательных элементов – это смазочные узлы, фильтры, промежуточные холодильники, влагомаслоотделители, ресиверы, регулировочные и защитные системы.
Конструкция механизма движения поршневого компрессора, как правило, определяет базу этого агрегата.
База поршневого компрессора – это совокупность всех сборочных единиц, входящих в систему кривошипно-шатунного механизма. База компрессора характеризуется такими параметрами как ход поршня, поршневая сила и частота вращения вала компрессора.
electro-shema.ru
Поршни компрессоров воздушных – Справочник химика 21
К компрессорам средней производительности условно относят ко.мпрессоры, производительность которых лежит в пределах 0,1 Характерными особенностями большинства компрессоров средней производительности являются умеренные поршневые усилия по рядам (от 2 до 10 т) и частоты вращения коленчатого вала, применение дисковых и дифференциальных поршней, раздельных систем смазкн цилиндров и механизма движения и водяной системы охлаждения. В зависимости от режима эксплуатации, параметров компрессора и предъявляемых технических требований в конструкции компрессора применяют как подшипники скольжения, так и подшипники качения. Последние наибольшее распространение получили в специальных компрессорах, идущих на комплектацию передвижных компрессорных станций различного назначения. В этом случае предусматривают воздушную систему охлаждения промежуточных холодильников, компонуя их в виде отдельного блока с подачей воздуха от одного вентилятора. Меньшие из компрессоров средней производительности имеют двухколенный вал, на консоль которого устанавливается ротор фланцевого электродвигателя. При многоколейных валах двигатель. монтируют отдельно и соединяют с компрессором с помощью муфтового соединения. [c.320]Каждый холодильный агрегат работает самостоятельно и состоит из двухцилиндрового компрессора с цилиндрами диаметром 95 мм, ходом поршня 80 мм при 710 об мин. Компрессор непосредственно соединен с электромотором трехфазного тока мощностью 6 кет и смонтирован с ним на одной раме. Охлаждение цилиндров компрессора воздушное. [c.228]
Непосредственно за воздушным компрессором обычно устанавливают газосборник. Его назначение — выравнивать неравномерную синусоидальную подачу воздуха поршнем компрессора. Газосборник должен быть оборудован приспособлениями для улавливания масла и отделения сконденсировавшейся влаги. Газосборник — это закрытый резервуар 5, чаще всего цилиндрический, оборудованный предохранительным клапаном 4 и [c.328]
При построении диаграмм зависимость тангенциальных сил за время одного оборота или за период двух ходов (прямого и обратного) рассматривается у компрессоров, паровых машин и двухтактных двигателей внутреннего сгорания. Эта зависимость у четырехтактных двигателей рассматривается за период четырех последовательно идущих друг за другом ходов, т. е. за период двух оборотов. Рассмотрим силы давления газа, действующие на поршень для этого построим диаграмму сил давления в зависимости от хода поршня, пользуясь индикаторной диаграммой и умножая давление на площадь поршня Е. Необходимо при этом учитывать давление, действующее на обе стороны поршня. У воздушных компрессоров за нулевую линию принимается линия атмосферного давления на поршень, у холодильных и кислородных компрессоров обычно это линия давления всасывания. [c.73]
Фиг, 16. 10. Двухступенчатый воздушный компрессор с дифференциальным поршнем и воздушным охлаждением. [c.333]
Опытные данные работы одноступенчатого поршневого воздушного компрессора с внешним охлаждением свидетельствуют о том, что передача тепла сжимаемого воздуха через стенку цилиндра незначительна. Это подтверждается тем, что средний показатель политропы линии сжатия компрессора для одного из режимов работы оказался равным /г1=1,39, что незначительно отличается от показателя адиабаты для воздуха =1,4. За счет внешнего охлаждения компрессоров можно в основном рассчитывать на отвод тепла трения деталей цилиндро-поршневой группы, и лишь в компрессорах с малыми размерами цилиндра возможен частичный отвод тепла от сжимаемого воздуха (газа). Это объясняется тем, что с увеличением диаметра цилиндра и хода поршня объем газа в цилиндре увеличивается пропорционально кубу размеров, а поверхность теплопередачи от газа к охлаждающей воде возрастает пропорционально квадрату размеров цилиндра. [c.131]
Для воздушных компрессоров величина мертвого пространства выбирается исходя из конструктивных соображений (температурной напряженности и габаритов деталей механизма движения), и колеблется от 3 до 8% описанного объема поршня. [c.121]
Подразделяются поршневые компрессоры и по виду сжимаемого газа на воздушные, азотно-водородные, этиленовые, азотные, кислородные, гелиевые, водородные, хлорные и т. д. Классификация по виду сжимаемого газа в какой-то мере указывает на особенности конструкции компрессора. Например, гелиевые и водородные компрессоры сжимают очень текучие газы и требуют специальных уплотнений поршня и штоков. [c.9]
Снижение массы подвижных элементов достигается также за счет применения предельно плоской конструкции дискового поршня, имеющего две—три канавки для установки уплотнительных колец. Корпусные детали и головки цилиндров выполнены в виде простых тонкостенных отливок. Головки имеют специальные окна с крышками для осмотра 1 монтажа клапанов. С помощью анкерных шпилек они совместно с цилиндрами крепятся к фонарю, который свою в очередь внутренними болтами крепится к картеру. Холодильник установлен на фланцах цилиндров 1-й и П-й ступеней и может выполняться с водяным или воздушным охлаждением. Описанная конструкция имеет ряд преимуществ и заслуживает внимания при разработке новых компрессоров данного типа. [c.325]
В момент начала всасывания или нагнетания заключенный в трубопроводе газ, если не учитывать его колебательного движения, находится в состоянии покоя. Но скорость поршня в этот момент выражается некоторой конечной величиной. По этой причине возникает газовый удар с образованием скачка давления Лр, отрицательного при всасывании и положительного при нагнетании. Скачок давления распространяется вдоль трубопровода — от цилиндра до емкости или до открытого конца у выхода в атмосферу (всасывающий трубопровод воздушного компрессора). [c.257]
Цилиндры должны быть достаточно жесткими. Их деформации усиливают износ рабочей поверхности зеркала цилиндра, поршня и поршневых колец и вызывают необходимость в увеличении зазора между цилиндром и поршнем. У бескрейцкопфных компрессоров это увеличивает унос масла из картера. Одностенные цилиндры с воздушным охлаждением имеют меньшую жесткость, чем двухстенные с водяным охлаждением. Для уменьшения деформации цилиндра шпильки крепления его крышки должны быть расположены близко к стенке цилиндра. [c.280]
Для поршней прямоточных компрессоров и компрессоров с воздушным охлаждением зазор на температурное расширение может быть уменьшен на 30%. Для алюминиевых поршней требуется зазор удвоенной величины. [c.394]
| Рис. IX.35. Оборудование и коммуникации воздушной компрессорной станции средней производительности на 0,8 Мя/ж- 1—фильтр на всасывании 2 — компрессор 3 и 4 — промежуточный и концевой холодильники 5 и 6 — вентили продувки 7 — ресивер 8 и 9 — предохранительные клапаны А к В — расстояния, необходимые для извлечения поршня со штоком С — расстояние, необходимое для извлечения пучка труб из холодильника |
www.chem21.info
Компрессоры поршнем – Справочник химика 21
В тех случаях, когда для ингаляции приходится пользоваться медицинским кислородом из баллонов без значительного разбавления его воздухом, относительная влажность его бывает очень низкой. Обычно медицинский кислород, поставляемый в баллонах, находится при полном насыщении его влагой, так как в большинстве случаев он нагнетается компрессорами, поршни которых смазываются дистиллированной водой. Медицинский же кислород применяется большей частью при нормальном барометрическом давлении. Следовательно, заключенный в баллоне кислород по снижении давления со 150 ати до 1 ата увеличивается в объеме в 150 раз. [c.76]Применяемые в поршневых компрессорах поршни могут быть разделены на три группы тронковые, дисковые и дифференциальные [24]. [c.178]
Дифференциальные поршни изготовляют цельными и составными. В горизонтальных компрессорах двухступенчатые дифференциальные поршни при большом их диаметре выполняют иногда подвешенными. Более сложные дифференциальные поршни, а также поршни средних и небольших диаметров делают скользящими. На рис. 6.30 представлены дифференциальные поршни второй, третьей и пятой ступеней компрессора. Поршни второй и третьей ступеней чугунные, смонтированы на штоке. Поршень пятой ступени наборный. Конструкция поршня с наборными кольцами приемлема только при условии плотного прилегания торцовых плоскостей. [c.182]
В литературе [6] описаны компрессоры, поршни которых работают на тефлоновых уплотнениях без смазки. [c.84]
В мелких компрессорах поршни (диаметром до 40 мм) выполняют без поршневых колец, но с канавками на поверхности для смазки. [c.67]
В горизонтальных крейцкопф-ных компрессорах поршни дисковой формы (рис. 27). На поверхности поршня имеются канавки [c.67]
На рис. 110 изображена схема симметричного одноступенчатого свободнопоршневого дизель-компрессора. Поршни 1 а 12 при движении навстречу друг другу в цилиндре двигателя 6 сжимают воздух до температуры вспышки топлива. [c.185]
В стенках цилиндров, на половине хода поршня, сделаны разгрузочные отверстия диаметром 0,5 мм. После остановки компрессора поршни перемещаются до тех пор, пока не откроются отверстия, это уменьшает потребный пусковой момент двигателя. [c.63]
Поршни компрессоров Поршни компрессоров могут быть [c.93]
Поршни вертикальных и У-образных прямоточных компрессоров — тронковые проходные. В непрямоточных компрессорах поршни облегченные непроходные. [c.54]
В горизонтальных крейцкопфных компрессорах поршни дисковой формы. [c.54]
Применяемые в компрессорах поршни могут быть разделены на три следующие группы дисковые, тронковые и дифференциальные. [c.259]
На рис. 107 изображена схема симметричного одноступенчатого свободнопоршневого дизель-компрессора. Поршни 1 я 12 [c.189]
Поршни воздушных компрессоров отливаются пустотелыми из чугуна марки СЧ 18-36. В компрессорах высокого давления поршни имеют ступенчатую форму соответственно диаметрам цилиндров компрессора. Поршень соединен гайкой со штоком. Для многоступенчатых горизонтальных компрессоров поршни изготовляют составными. Например, в компрессоре 5Э-14/220 па поршневой шток насажен общий поршень I, II и III ступеней. К нему же присоединен поршень IV ступени, который с помощью шарнирной шаровой головки связан с поршнем V ступени. Благодаря этому поршень V ступени самоцентрируется в цилиндре независимо от износа цилиндров ступеней. Диаметры поршней, как правило, меньше диаметров цилиндров на 0,5— мм. Нижняя часть поршней I ступени у крупных горизонтальных компрессоров имеет выточки, заливаемые баббитом. [c.289]
Узел поршня с верхней головкой шатуна разрабатывают одновременно по наибольшему и наименьшему диаметрам. Длина поршня определяется по наибольшему диаметру, верхняя головка шатуна — по поршню наименьшего диаметра. Поршни (в прямоточных компрессорах поршни со всасывающими клапанами) разных диаметров в одной серии должны иметь одинаковый или близкий вес. Одновременно определяется взаимное расположение поршня с поршневыми кольцами (уплотняющими и маслосъемными) и всасывающих окон в цилиндрах прямоточных компрессоров в обеих мертвых точках. Определяется свисание поршня из цилиндра в нижней мертвой точке. [c.139]
Поршни и поршневые пальцы бескрейцкопфных компрессоров. Поршни бескрейцкопфных непрямоточных компрессоров по конструкциям и материалам сходны с поршнями автомобильных и тракторных двигателей. [c.295]
Для многоступенчатых горизонтальных компрессоров поршни изготовляются составными. Так, например, в компрессоре 5Э-14/220 на поршневой шток насажен общий поршень I, II и III ступеней. К нему же присоединен поршень IV ступени, который с помощью шарнирной шаровой головки связан с поршнем V ступени. Благодаря этому поршень V ступени самоцентрирует-ся в цилиндре независимо от износа цилиндров ступеней. Диаметры поршней, как правило, меньше диаметров цилиндров на 0,5—1 мм. [c.285]
Изготовляются также трехступенчатые вертикальные кислородные компрессоры с рядовым расположением цилиндров, более удобные для обслуживания и ремонта. Трехрядный компрессор типа КЗР-5/165 показан на рис. 229, а на рис. 230 в качестве примера приведена конструкция поршней I и III ступеней этого компрессора. Поршни I и II ступеней имеют по две манжеты, поршень III ступени—три манжеты манжеты I ступени направлены в разные стороны, а II и III ступеней—в одну сторону (вверх). [c.531]
Аммиачные пары, нагретые в цилиндре компрессора в результате сжатия, соприкасаясь со смазочным маслом, вызывают его унос в виде тумана или мелких капель в систему. Из-за уноса масла на отдельных деталях компрессора, поршнях, клапанах, поршневых кольцах и других деталях масло оседает в виде пленки и капель, а иногда и в виде отложений, известных под названием нагара. Образование нагара связано в основном с тем, что масло, применяемое для смаз.ки компрессора, не соответствует режиму его работы. О влиянии нагара на работу компрессора будет сказано ниже. [c.28]
Производительность поршневого компрессора обусловливается числом и величиной ходов поршня, т. е. скоростью вращения кривошипно-шатунного механизма. При определенном числе оборотов производительность компрессора, вычисленная по объему всасываемого воздуха, должна быть постоянной, не зависящей от величины давления. Практически производительность компрессора несколько падает при повышении давления вследствие увеличения утечки воздуха через неплотности в механизмах компрессора (поршнях, распределительных органах), а также по некот
www.chem21.info