Поверхности резца: Токарные резцы. Классификация. Основные элементы
alexxlab | 07.08.1988 | 0 | Разное
Износ и стойкость резца
|
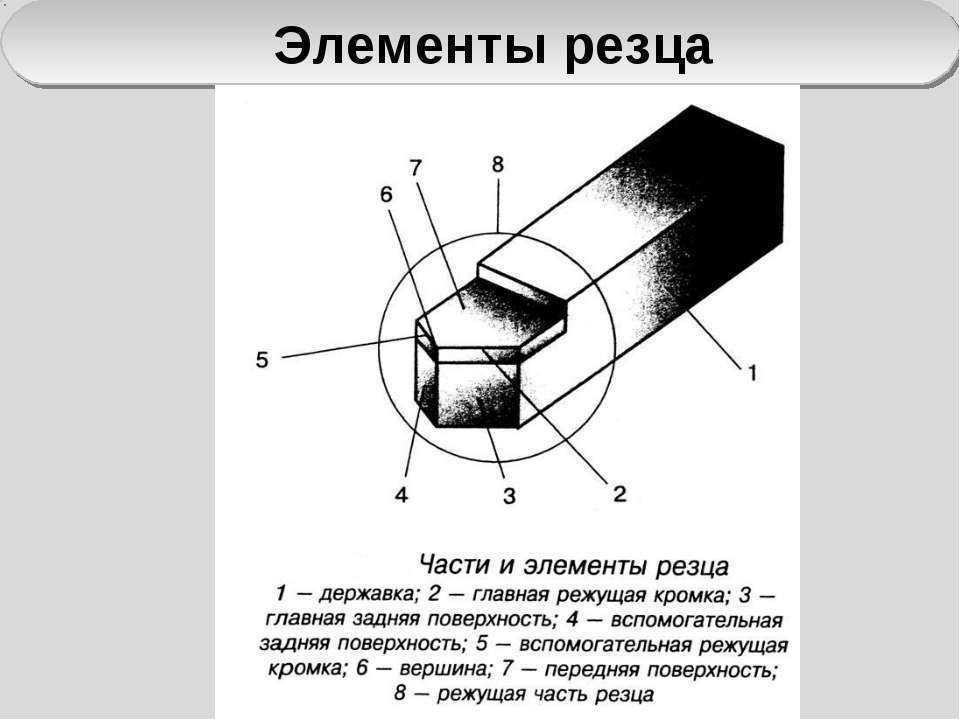
Устройство токарного резца
|
Износ и стойкость резца. Происходящее относительное перемещение частиц металла сопровождается их трением одна о другую, вследствие чего образуется значительное количество теплоты.
Теплота образуется и вследствие трения стружки о переднюю поверхность резца, причем тем в большем количестве, чем выше скорость резания и чем больше сила резания. При трении задней поверхности резца о поверхность резания также образуется теплота.
Теплота резания распределяется между стружкой, резцом и обрабатываемой деталью; лишь очень небольшая часть ее поступает в окружающий воздух.
Примерно 70—90% всей теплоты резания образуется в стружке.
Теплота резания, поступающая в резец, нагревает его, что вызывает в свою очередь понижение его твердости и сопротивляемости износу.
При обработке стали с большой площадью среза быстрорежущим резцом с самого начала резания на передней поверхности резца образуется лунка, показанная на рис.,а в увеличенном для ясности виде. По мере дальнейшей работы резца ширина лунки увеличивается. Одновременно с этим на задней поверхности резца, трущейся о поверхность резания, образуется ленточка износа, изображенная на рис., б также в увеличенном виде. В дальнейшем по мере увеличения лунки и ленточки происходит их соединение, обусловливающее затупление режущей кромки резца.
|
Конструкция токарного резца
|
 е. рабочей части, и тела, служащего для закрепления резца.
е. рабочей части, и тела, служащего для закрепления резца.
При обработке чугуна главное значение имеет износ по задней поверхности. Заметных следов износа на передней поверхности резца, а тем более образования лунки обычно не наблюдается. Это объясняется тем, что получающаяся при резании чугуна стружка надлома не скользит по передней поверхности резца. У твердосплавных резцов преобладает износ по задней поверхности.
По мере износа резца по задней поверхности изменяется размер обрабатываемой детали и ухудшается чистота ее поверхности. Кроме того, на переточку чрезмерно затупленного резца затрачивается много времени. Поэтому резец следует перетачивать раньше, чем его износ по задней поверхности (ширина b ленточки, б) достигнет допустимой величины.
Затупление резца характеризуется не только величиной его износа по задней поверхности, но и стойкостью резца.
Стойкостью резца называется период времени, в течение которого износ резца по задней поверхности достигает установленной величины.
Стойкость резца выражется в минутах (мин). Стойкость резца должна быть различной для разных случаев работы. Чем меньше стойкость резца, тем чаще производится его переточка, вследствие чего резец сравнительно быстро становится негодным для дальнейшего использования. С другой стороны, увеличение стойкости резца, которого можно достигнуть лишь понижением скорости резания, подачи и глубины резания, вызывает уменьшение производительности станка. Поэтому назначение стойкости резца является сложным вопросом и осуществляется с учетом многих условий.
Так, например, чем сложнее форма резца, т. е. чем выше стоимость изготовления, тем больше должна быть его стойкость. При назначении стойкости резца в некоторых случаях следует принимать во внимание стоимость его материала и изготовления. Очевидно также, что стойкость резцов, используемых при работе на настроенном станке, когда замена каждого затупившегося резца отнимает много времени, должна быть выше, чем при обычной работе.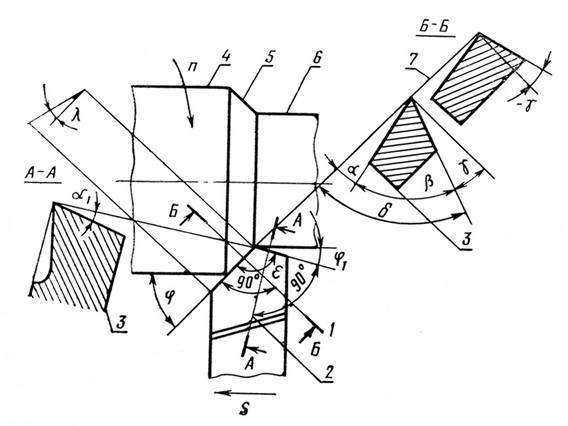 Если заточка резцов в данных условиях централизована и снабжение ими рабочих организовано хорошо, можно назначать меньшую стойкость резца по сравнению с той, которую должны иметь резцы, используемые при плохо организованной заточке. Отметим, что таблицы скоростей резания при различных условиях токарной обработки, приводимые в справочниках и в этой книге, составлены в большинстве случаев исходя из стойкости резца 60 мин. Скорости резания, соответствующие другим периодам стойкости, находятся по тем же таблицам путем умножения табличных значений скоростей резания на поправочные коэффициенты.
Если заточка резцов в данных условиях централизована и снабжение ими рабочих организовано хорошо, можно назначать меньшую стойкость резца по сравнению с той, которую должны иметь резцы, используемые при плохо организованной заточке. Отметим, что таблицы скоростей резания при различных условиях токарной обработки, приводимые в справочниках и в этой книге, составлены в большинстве случаев исходя из стойкости резца 60 мин. Скорости резания, соответствующие другим периодам стойкости, находятся по тем же таблицам путем умножения табличных значений скоростей резания на поправочные коэффициенты.
Рабочая поверхность – резец – Большая Энциклопедия Нефти и Газа, статья, страница 2
Cтраница 2
Конструкция резца, оснащенного вставкой из СТМ, показана на рис. 4.22. Рабочие поверхности резца после заточки должны быть доведены. Обязательным условием эффективного использования инструмента, оснащенного вставками из эльбора – Р и СТМ, является его переточка на специализированном оборудовании. [16]
[16]
| Шлифование резцов головок для обработки конических зубчатых колес.| Схема расчета смещения резцов при за-тыловании на универсаль-ром круглошлифоваль-ном станке. [17] |
Угол поворота в плоскости, перпендикулярной к оси головки, равен заднему углу на боковой рабочей поверхности резца. Положение резца в приспособлении характеризуется тангенциальным St и радиальным Sr смещениями. [18]
С увеличением глубины резания, например, вдвое, закон распределения деформаций в направлении нормали к передней рабочей поверхности резца остается одним и тем же. [19]
В резце снизу было просверлено отверстие диаметром 1 5 мм, оканчивающееся на расстоянии 0 5 мм от рабочей поверхности резца, в отверстие была вставлена термопара медь – константан, изолированная стеклянными трубочками. [20]
Эта сила складывается из силы сопротивления молекул металла разрыву в момент скалывания, силы сопротивления стружки завиванию и силы трения на рабочих поверхностях резца.
При нарезании наружных и внутренних резьб у деталей из коррозионностойких, жаропрочных и титановых материалов возникают дополнительные трудности, связанные с физико-механическими свойствами этих металлов: высокие удельные давления действуют на рабочие поверхности резца или метчика; образующаяся стружка имеет большое упрочнение и сильно деформирована; низкая теплопроводность обрабатываемого материала вызывает увеличенное нагревание инструмента и способствует налипанию мелких частиц металла на его режущие поверхности. При нарезании резьб в глухих отверстиях деталей из жаропрочных металлов наблюдается защемление витков метчика.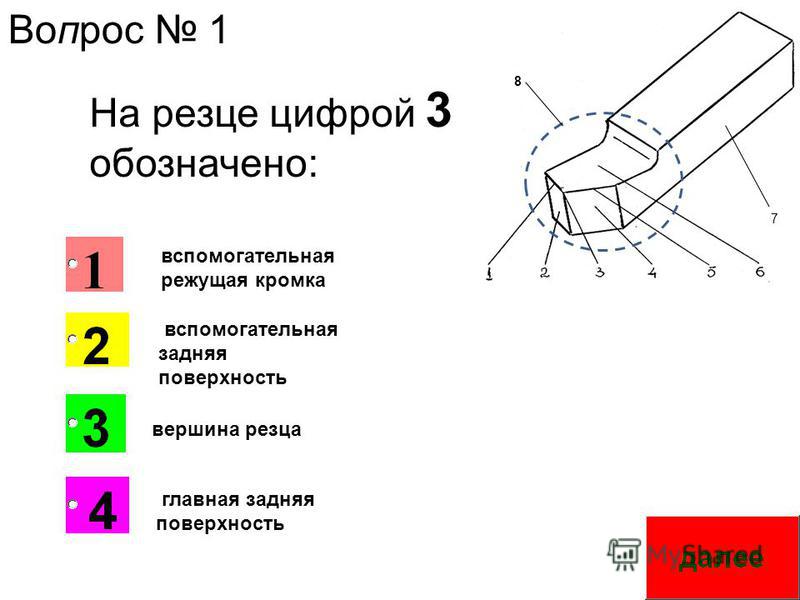
Для увеличения стойкости резцов, а следовательно, и допускаемой ими скорости резания применяют охлаждение их различными охлаждающими средами ( жидкими, газообразными, твердыми), различными способами подводимыми к
На чертеже должны быть указания о термической обработке инструмента и его твердости. Если рабочие поверхности резца подвергаются электроискровой обработке или другим отделочным и упрочняющим операциям, на чертеже должны быть соответствующие надписи. Перечисленные выше основные положения следует иметь в виду и при вычерчивании рабочих чертежей других режущих инструментов.
[24]
Если рабочие поверхности резца подвергаются электроискровой обработке или другим отделочным и упрочняющим операциям, на чертеже должны быть соответствующие надписи. Перечисленные выше основные положения следует иметь в виду и при вычерчивании рабочих чертежей других режущих инструментов.
[24]
Несмотря на то, что при обработке резанием инструмент поглощает сравнительно небольшую долю тепла, он во многих случаях все же подвержен интенсивному нагреву. На рабочей поверхности резцов из быстрорежущей стали температура повышается до 850 С, температура стержня резца заметно ниже. Даже при установившемся тепловом режиме температурное поле резца не является постоянным, а меняется в процессе износа резца. Характер расположения изотерм температурного поля зависит от условий теплоотвода в суппорт и окружающую среду. В начале резания наблюдается быстрый подъем температуры резца. Затем ее рост замедляется и через непродолжительное время наступает тепловое равновесие.
| Минералокерамическая пластинка круглой формы ( а и резцы с ее применением ( б и в.| Конструкция резца с вставкой из СТМ, впаянной ( а и механически закрепленной ( б. [26] |
В некоторых случаях радиус скругления заменяют дополнительной режущей кромкой длиной 0 3 – 0 8 мм при вершине резца, расположенной параллельно обрабатываемой поверхности. Рабочие поверхности резца после заточки должны быть доведены. Обязательным условием эффективного использования инструмента из эльбора – Р и СТМ является его переточка на специализированном оборудовании. [27]
| Зависимость теплового удлине-ния резца от времени резания. [28] |
Несмотря на то что при обработке резанием в инструмент переходит сравнительно небольшая доля образующегося тепла ( при обычном точении около 10 – 20 %, а при скоростном точении 1 – 2 %), он во многих случаях все же подвержен интенсивному нагреву. На рабочей поверхности резцов из быстрорежущей стали наблюдается температура 700 – 850 С.
[29]
На рабочей поверхности резцов из быстрорежущей стали наблюдается температура 700 – 850 С.
[29]
Для чугунов при той же твердости НВ применяется скорость резания в среднем в 0 6 раза меньше, чем для стали. Преобладают деформации скалывания и особенно срезания. Площадь контакта рабочей поверхности резца со стружкой мала, поэтому давление и температура концентрируются на кончике резца. Значительное снижение скорости резания чугунов объясняется также наличием большого количества твердых карбидов, истирающих рабочую поверхность резца. [30]
Страницы: 1 2 3
Форма режущей части резцов. | МеханикИнфо
Обозначения геометрических параметров.
Выбираем форму передней поверхности.
В зависимости от типа резца, механических свойств обрабатываемого материала и условий обработки рекомендуются следующие основные формы передней поверхности:
Стружколомание.

Стружколомание необходимо при обработке стали с высокими скоростями резания.
Радиусная форма передней поверхности, показанная выше обеспечивает безопасный отвод и ломание стружки.
При плоской форме передней поверхности завивание и ломание стружки обеспечивают:
а) Стружколомающие уступы, выточенные параллельно главной режущей кромке или под некоторым углом к ней;
б) Припаянные пластинки — стружколоматели;
в) Накладные стружколоматели разных конструкций.
Рис.1. Стружколомающие уступы.
Рис.2. Припаянная пластинка стружколоматель.
Рис.3. Накладные стружколоматели.
Размеры основных элементов стружколомающих уступов и припаянных стружколомателей:
| Глубина резания, мм | Подача, мм/об. | Размер «β», мм | ω° |
| До 4 | 0,2-0,7 | 1,5-6 | 20 |
| 4-8 | 0,2-1,0 | 3-8 | 15 |
| 8-15 | 0,4-2,0 | 4-10 | 10 |
Рекомендации по выбору геометрических параметров.

При обработке стали с пределом прочности до 100 кг/мм2 и чугуна с твердостью по Бринеллю до 300 рекомендуется применять положительные передние углы.
Отрицательные передние углы следует применять только в тех случаях, когда требуется максимально возможное повышение эксплуатационной прочности режущей части резца.
Безвибрационная работа с отрицательными передними углами может быть обеспечена лишь при соответствующей жесткости системы С-Д-И.
Выбираем задний угол.
Главный задний угол α следует выбирать в следующих пределах:
| Типы резцов | Главный задний угол α° | |
| Обработка стали | Обработка чугуна | |
| Токарные и револьверные всех типов | 8÷12 | 6÷10 |
| Расточные | 10÷14 | 10÷14 |
| Строгальные всех типов | 6÷8 | 4÷6 |
Меньшие величины углов рекомендуются для подач >0,3 мм/об. Большие величины углов рекомендуются для подач ≤0,3 мм/об.
Большие величины углов рекомендуются для подач ≤0,3 мм/об.
Вспомогательный задний угол α1, назначается равным главному заднему углу α у всех резцов, кроме отрезных и прорезных, у которых α1 = 1 – 2°.
Выбираем передний угол.
Передний угол γ, в зависимости от обрабатываемого материала и вида обработки, рекомендуется выбирать в следующих пределах:
| Обрабатываемый материал | Передний угол у° | ||
| Сталь σВ до 80 кг/мм2 | от 16 до 10 | ||
| ̶ „ ̶ σВ до 80—100 кг/мм2 | от 12 до 6 | ||
| ̶ „ ̶ σВ свыше 100 кг/мм2 | от 6 до -5 | ||
| Чугун НВ до 200 | от 12 до 8 | ||
| ̶ „ ̶ НВ=200-300 | от 8 до 4 | ||
| ̶ „ ̶ НВ свыше 300 | от 0 до -6 | ||
| Медь | от 25 до 20 | ||
| Бронза и латунь | от 12 до 6 | ||
| Алюминий чистый | от 35 до 25 | ||
| Алюминиевые сплавы вязкие | от 14 до 10 | ||
| —,,— — „— с кремнием | от 10 до 6 | ||
| Магниевые сплавы | от 12 до 8 | ||

Главный угол необходимо выбрать 30 – 45° в плане ϕ. А если возникает потребность более высокой жесткости системы С-Д-И, то главный угол в плане ϕ нужно выбрать в пределах 60 – 90°.
Выбираем угол наклона главной режущей кромки.
Для токарных и строгальных резцов рекомендуемый положительный угол наклона главной режущей кромки γ в пределах 10 – 15°, при работе с ударной нагрузкой.
Для всех других условий работы угол наклона главной режущей кромки у токарных резцов рекомендуется делать равным 0°.

Ultimate Surface Finish Rewards [Полное руководство]
Все, что вам нужно знать о летучих резаках, в одном полном руководстве. Это незаменимый режущий инструмент, который вы должны иметь в своем магазине.
Нахлыстовая фреза — это любая одноточечная фреза, используемая на мельнице…
Что такое нахлыстовая фреза?
Fly Cutter — это любая одноточечная фреза, которая используется на станке. В качестве инструментов для наплавки используются наиболее распространенные фрезы. Но вы также можете увидеть инструменты с одной точкой, называемые фрезами на станках, например, инструмент для создания формы, используемый для создания эвольвенты на зубе шестерни. Хотя их можно использовать на нескольких видах станков, чаще всего они используются на фрезерных станках.
Но вы также можете увидеть инструменты с одной точкой, называемые фрезами на станках, например, инструмент для создания формы, используемый для создания эвольвенты на зубе шестерни. Хотя их можно использовать на нескольких видах станков, чаще всего они используются на фрезерных станках.
Fly Cutters — это тип торцевой фрезы, в которой используется только 1 режущая кромка с использованием либо заточенного вручную инструмента из быстрорежущей стали, либо одной пластины.
Существует 3 основные причины, по которым используются фрезы:
- Они обеспечивают очень чистую поверхность – лучше, чем большинство торцевых фрез.
- Они недороги по сравнению с Face Mills. Гораздо дешевле купить одну вставку, чем несколько.
- Они идеально подходят для небольших станков, у которых нет мощности шпинделя, необходимой для больших торцевых фрез.
Меня часто спрашивают о Fly Cutter и Fly Cutting, по этим ключевым словам много посетителей на CNCCookbook, а Fly Cutter очень часто используются ручными машинистами. В то время как люди, работающие с ЧПУ, чаще предпочитают торцевые фрезы, даже многие операторы станков с ЧПУ понимают, что очень качественная обработка поверхности может быть лучше достигнута на лету. Удалите из торцевой фрезы все пластины, кроме одной, и качество отделки улучшится.
В то время как люди, работающие с ЧПУ, чаще предпочитают торцевые фрезы, даже многие операторы станков с ЧПУ понимают, что очень качественная обработка поверхности может быть лучше достигнута на лету. Удалите из торцевой фрезы все пластины, кроме одной, и качество отделки улучшится.
Исключением являются самые дорогие торцевые фрезы, где вы можете индивидуально отрегулировать высоту резания каждой пластины до 0,0001″, потому что это то, что нужно, и поэтому летучие фрезы могут оставить лучшую отделку. Многие говорят, что их секретным оружием для чистовой обработки алюминия является фреза с алмазной вставкой из поликристаллического алмаза.
Операторы станков с ЧПУ понимают, что основной причиной использования фрезы является достижение очень тонкой обработки поверхности. В большинстве случаев наилучшей чистовой обработкой будет та, которую можно выполнить за один проход, что предполагает использование инструмента большого диаметра и, следовательно, не торцевой фрезы. OTOH, если вы собираетесь обрабатывать поверхность каким-либо другим способом, возможно, даже не на фрезерном станке, летучая фреза может работать медленнее, чем торцевая фреза, при скорости съема материала.
Вот хорошая демонстрация резака для мух от Tormach:
Tormach’s Super Fly: современная версия классического станочного инструмента, фрезы…
Вот еще одна причина использовать фрезу — это отличный инструмент для обработки ваших спойлерных досок на фрезерном станке с ЧПУ. Как правило, вам нужно снять совсем немного с очень большой площади поверхности. Использование фрезы большего диаметра значительно ускоряет эту операцию.
Крыльчатые фрезы могут обеспечить лучшую чистовую обработку, чем торцевые фрезы, но почему?
Вы часто слышите, что летучие фрезы могут обеспечить наилучшую отделку (хотя и на меньших скоростях), но почему? Если вы удалите из торцевой фрезы все фрезы, кроме одной, торцевая фреза превратится в летучую фрезу без биения. Альтернативой является торцевая фреза, каждая отдельная пластина которой может регулироваться по высоте, чтобы исключить биение. С торцевыми фрезами, которые нельзя отрегулировать по высоте, чтобы все они совпадали, каждая пластина срезает различную массу стружки, что приводит к несовершенствам чистоты поверхности.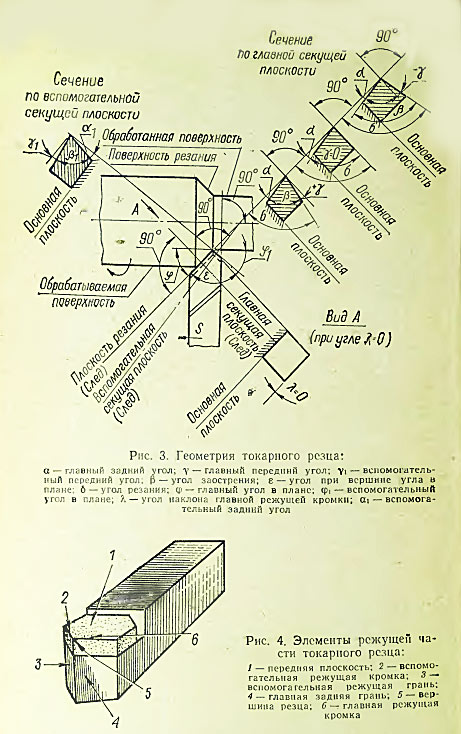
Подачи и скорости нахлыстовых фрез
Нахлыстовые фрезы на ручном фрезерном станке…
Давайте поговорим о подачах и скоростях нахлыстовых фрез, пока мы говорим о G-Wizard для ручных машинистов. Меня часто спрашивают о Fly Cutter, по этим ключевым словам на мой сайт поступает много трафика, и Fly Cutter очень часто используются ручными машинистами. В то время как люди, работающие с ЧПУ, чаще предпочитают торцевые фрезы, даже многие операторы станков с ЧПУ понимают, что наилучшее качество поверхности часто получается при налете. Удалите из торцевой фрезы все пластины, кроме одной, и качество отделки улучшится. Исключением являются самые дорогие торцевые фрезы, где вы можете индивидуально отрегулировать высоту резания каждой пластины до 0,0001″, потому что это то, что нужно, и поэтому фрезы могут оставить лучшую отделку. Многие говорят, что их секретным оружием для чистовой обработки алюминия является фреза с алмазной вставкой из поликристаллического алмаза. Чтобы узнать больше об аспектах работы нахлыстовых резаков без подачи и скорости, посетите нашу страницу о нахлыстовых резаках. Теперь вернемся к каналам и скоростям:
Чтобы узнать больше об аспектах работы нахлыстовых резаков без подачи и скорости, посетите нашу страницу о нахлыстовых резаках. Теперь вернемся к каналам и скоростям:
Как настроить G-Wizard для нахлыста?
У автора, который побудил меня написать этот пост, была правильная идея — просто скажите G-Wizard, что у вас торцевая фреза только с 1 пластиной. Это совершенно верно — фрезы — это просто торцевые фрезы только с 1 режущей кромкой.
Если у вашей фрезы есть угол опережения, как на изображенных, так и у обоих — кромка наклонена, попробуйте использовать функцию угла опережения на типе Facemill. Если я сделаю все это на G-Wizard, результат будет: 1834 об/мин при 12 изобр/мин для DOC 0,100 дюйма и ширины резки 1,8 дюйма. Это не так уж плохо для плоской поверхности, это сокращение мощности на половину лошадиных сил, но для чистовой обработки слишком много стружки. Он показывает загрузку стружки 0,0065″. Это потому, что он думает, что у вас есть хорошая фреза с массивными карбидными вставками, которые могут ее выдержать. Поверхностная скорость составляет 1440 дюймов в минуту.
Поверхностная скорость составляет 1440 дюймов в минуту.
Хороший слесарь-механик, который хочет качественно обработать алюминий, наточит себе острый, как бритва, инструмент из быстрорежущей стали и вставит его в насекомое. Это будет выглядеть примерно так:
Обратите внимание на большой радиус, острую кромку и крутую положительную переднюю поверхность этого инструмента HSS Fly Cutter… деликатный для более твердых материалов или для карбидных подач и скоростей, которые G-Wizard хочет предложить. Давайте приспособимся к этому, выполнив следующие шаги:
1. Поднимите концевую фрезу из быстрорежущей стали и проверьте количество стружки и скорость резания. Выберите что-то примерно того же масштаба, что и инструмент для нарезки мух. Концевая фреза 1/2″ подойдет. Я вижу 400 SFM и, возможно, 0,003-дюймовую загрузку чипа.
2. Вернитесь к подаче и скорости Facemill и попробуйте использовать эти цифры для SFM и загрузки стружки.
3. При окончательной обработке уменьшите нагрузку на стружку до 0,001 дюйма или даже меньше, если у вас бритвенная кромка на этом инструменте. Тот, что на фото, острый, как нож, и мне было бы удобно всего 0,0006″ или 0,0005″.
С этими настройками G-Wizard дает 500 об/мин при 0,36 дюйма в минуту. Чтобы преобразовать это в секунды на один оборот маховика, умножьте его на 50, и мы получим один оборот маховика каждые 18 секунд. Это действительно даст прекрасную отделку с такой фрезой.
50 — это просто эмпирическое правило, которое близко, но немного быстро. Реальное число — 16,67 секунды на ход, но легче запомнить 50. На самом деле, вы можете использовать арифметику полей в G-Wizard для выполнения вычислений. Просто перейдите к скорости подачи и введите «*50», и вы увидите число.
Дополнительные мысли о нахлыстовых фрезах и чистовой обработке поверхности Нахлыстовые фрезы часто обеспечивают наилучшее качество поверхности, потому что они позволяют обрабатывать очень широкую область за один проход без следов перекрытия, а рез имеет постоянную глубину. Если ваша торцевая фреза имеет индивидуально регулируемую высоту режущей пластины, вы, вероятно, не увидите большого преимущества в летучей фрезе, но если нет, вы можете легко преобразовать торцевую фрезу в летучую фрезу, удалив все пластины, кроме одной, и это интересно. поэкспериментировать с результатами. Уменьшение количества пластин потребует уменьшения скорости подачи, но это может быть оправдано с точки зрения улучшения чистоты поверхности.
Если ваша торцевая фреза имеет индивидуально регулируемую высоту режущей пластины, вы, вероятно, не увидите большого преимущества в летучей фрезе, но если нет, вы можете легко преобразовать торцевую фрезу в летучую фрезу, удалив все пластины, кроме одной, и это интересно. поэкспериментировать с результатами. Уменьшение количества пластин потребует уменьшения скорости подачи, но это может быть оправдано с точки зрения улучшения чистоты поверхности.
Кстати, вы можете обнаружить, что переделка торцевой фрезы дает лучший фрез, чем специально изготовленный фрез того же размера. Причина в том, что он будет более сбалансированным, и поэтому при распиле будет меньше вибрации. Ниже у меня есть несколько изготовленных в заводских условиях нахлыстовиков, которые помещают резак в круглый сбалансированный корпус.
Некоторые люди клянутся, что лучшая отделка алюминия – это летучая фреза, достаточно большая, чтобы разрезать ваш материал за один проход, оснащенная вставкой из поликристаллического алмаза максимально возможного радиуса.
Как и большинство фрез, ваша фреза будет работать лучше, если на режущем инструменте установлен положительный передний угол. Я еще не видел ни одного твердосплавного инструмента с положительным передним напаем (похоже, это самая распространенная вещь, которую люди втыкают в свои фрезы), поэтому я полагаю, что вам понадобится либо вставка, такая как CCMT, либо вам нужно будет заточить свой собственный инструмент. от HSS с некоторым положительным рейком.
Мухоловки очень чувствительны к трамваям. Если вы думаете об этом, фреза может делать вогнутый срез вместо плоского среза, если головка вашей фрезы не перемещается должным образом. Внимательно следите за заготовкой, когда передняя кромка проходит через центр фрезы. Вся резка должна была быть сделана во время прохождения первой половины пути, если вы едете в трамвае (подумайте об этом осторожно, это одна геометрия для одного направления, так что вы действительно должны увидеть, как это поведение режется в обоих направлениях, чтобы быть Конечно). Если на второй половине он режет больше, вы можете быть уверены, что трамвай таков, что голова имеет эту половину слегка наклоненной вниз. Кроме того, чем больше диаметр фрезы, тем больше преувеличен эффект трамвая.
Если на второй половине он режет больше, вы можете быть уверены, что трамвай таков, что голова имеет эту половину слегка наклоненной вниз. Кроме того, чем больше диаметр фрезы, тем больше преувеличен эффект трамвая.
В некоторых случаях вы можете предпочесть чистовую обработку поверхности торцевой фрезой или фрезой на фрезе, которая немного выходит за пределы трамвая, поэтому она режет только с одной стороны.
Я надеюсь, что это дает хорошее представление о том, как ручные операторы могут эффективно использовать G-Wizard. Также имейте в виду, что некоторые материалы достаточно грубы для работы, поэтому у них есть свои специальные советы, чтобы увеличить ваши шансы на успех. Мы опубликовали ряд статей, таких как наша статья «Как обрабатывать вольфрам», которые призваны помочь.
Подачи и скорости фрезы для ручных фрезерных станков
На днях я получил электронное письмо от клиента, который задавался вопросом, нельзя ли каким-то образом сделать G-Wizard более ориентированным на потребности ручных машинистов.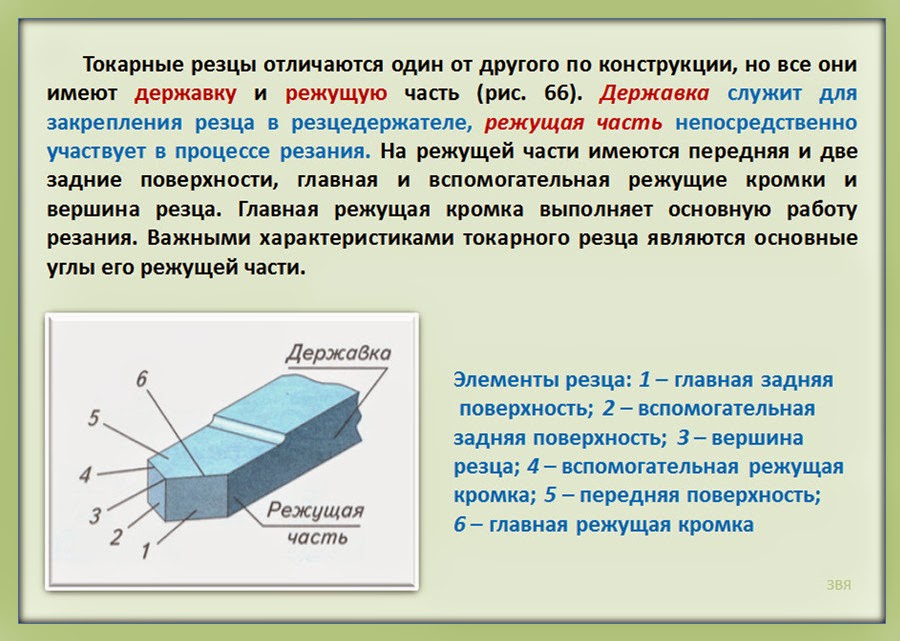 Он чувствовал, что это было слишком «специфично для ЧПУ», и хотел сделать что-то вроде переключателя «ЧПУ против ручного», чтобы упростить его. Мне нужно больше поразмыслить над идеей переключателя, но, безусловно, верно то, что если вы начнете набирать современные инструменты в G-Wizard и резать более мягкие материалы, вы получите невозможные подачи и скорости — ручной оператор просто не может провернуть маховик достаточно быстро.
Он чувствовал, что это было слишком «специфично для ЧПУ», и хотел сделать что-то вроде переключателя «ЧПУ против ручного», чтобы упростить его. Мне нужно больше поразмыслить над идеей переключателя, но, безусловно, верно то, что если вы начнете набирать современные инструменты в G-Wizard и резать более мягкие материалы, вы получите невозможные подачи и скорости — ручной оператор просто не может провернуть маховик достаточно быстро.
Давайте на секунду вернемся назад и поймем ключевую вещь:
Физика резака одинакова, будь то станок с ручным управлением или станок с ЧПУ.
Мне хочется ответить, как это сделал один известный главный инженер звездолета: «Я не могу изменить законы физики, капитан!» Но это просто говорит нам, что нам нужно думать о проблеме по-другому: нам не нужно менять законы физики, мы просто должны правильно их применять.
Возьмем, к примеру, попытку безумно крутить маховик до скорости 100 дюймов в минуту или какую-нибудь другую подобную глупость, которую G-Wizard может порекомендовать механику. Первый вопрос: «Почему это рекомендуется?» И ответ заключается в том, что если вы не будете поддерживать высокую загрузку стружки, вы рискуете потереть фрезу.
Первый вопрос: «Почему это рекомендуется?» И ответ заключается в том, что если вы не будете поддерживать высокую загрузку стружки, вы рискуете потереть фрезу.
Рассмотрим эту диаграмму:
Фреза в верхней части имеет большую нагрузку стружки относительно радиуса режущей кромки, поэтому она аккуратно срезает стружку. Фреза в нижней части имеет большой радиус режущей кромки относительно нагрузки стружки. С трудом подлезает под чип, чтобы нарезать, вот и пашет, и царапает, и трет. Это может дать прекрасную отделку, но это достигается за счет полировки. Это создает много тепла и очень плохо влияет на ваши режущие инструменты. Когда G-Wizard запрашивает конкретную скорость подачи, и она кажется слишком быстрой, это происходит только потому, что он пытается получить изображение в верхней части, где фреза аккуратно режет.
Итак, как мы можем управлять скоростью подачи на станках, которые не могут подавать достаточно быстро? Вот некоторые мысли:
Убедитесь, что вы сообщили G-Wizard, какова ваша максимальная скорость подачи – он автоматически ограничит себя. Давайте попробуем пример. Возьмите канавку 1/2″ TiAlN 3 из стали 6061, глубину резания 1/2″, ширину резания 1/8″. Допустим, наш шпиндель будет делать максимум 5500 об/мин. Мы получаем скорость подачи 78 дюймов в минуту и нагрузку на стружку 0,0041″. Если бы шпиндель работал со скоростью 10 000 об/мин, он увеличился бы до 142 дюймов в минуту, чтобы поддерживать ту же загрузку стружки.
Давайте попробуем пример. Возьмите канавку 1/2″ TiAlN 3 из стали 6061, глубину резания 1/2″, ширину резания 1/8″. Допустим, наш шпиндель будет делать максимум 5500 об/мин. Мы получаем скорость подачи 78 дюймов в минуту и нагрузку на стружку 0,0041″. Если бы шпиндель работал со скоростью 10 000 об/мин, он увеличился бы до 142 дюймов в минуту, чтобы поддерживать ту же загрузку стружки.
Теперь предположим, что слесарь решает, что он может поворачивать маховик два раза в секунду и при этом работать плавно, но это предел ручного проворачивания. Если каждый поворот перемещает стол на 0,100 дюйма, мы двигаемся со скоростью 2 * 60 * 0,1 = 12 дюймов в минуту. Это далеко от нашей цели. Если мы переопределим скорость подачи G-Wizard на шпинделе со скоростью вращения 5500 об/мин до 12 дюймов в минуту, мы получим стружку размером 0,0007 дюйма. Я стараюсь не допускать падения нагрузки на стружку ниже 0,001 дюйма на твердом сплаве и, возможно, 0,0005 дюйма на быстрорежущей стали, если я переопределяю G-Wizard. Это всего лишь оценки того, насколько низко я могу опуститься и не попасть в проблему трения радиуса кромки. Так что эта стрижка для меня сомнительна.
Это всего лишь оценки того, насколько низко я могу опуститься и не попасть в проблему трения радиуса кромки. Так что эта стрижка для меня сомнительна.
Что ж, давайте перейдем на страницу настройки и создадим профиль станка, который больше подходит для нашего станка с ручным управлением:
Вот профиль станка, подходящий для станка с ручным управлением…
лучше подходит для ручной мельницы. Я не особо беспокоился об этом – у ручного фрезерного станка нет устройства смены инструмента, и нам все равно, как быстро он ускоряет шпиндель или какой контроллер ЧПУ он использует (LOL), это поля, используемые G-Wizard Editor / Симулятор. Вот важные моменты:
— У ручных фрезерных станков обычно более низкая скорость вращения шпинделя, поэтому обязательно настройте это. Я использовал 5500 об/мин.
– Они имеют меньшую мощность и используют конус шпинделя, как у R8
– Нет TSC (через СОЖ шпинделя), PCN (программируемая форсунка СОЖ), а если и есть флуд, то он не сильный и может быть туманом.
— Возможно, самое важное: установите скорость подачи в зависимости от того, насколько быстро вы можете проворачивать или насколько быстро позволяет ваша подача! Я использовал 12 IPM, что составляет 2 оборота в секунду на маховике, где 10 оборотов — это дюйм.
Если мы вернемся к калькулятору подачи и скорости с этим профилем, мы увидим, что G-Wizard приспособился к возможностям станка. Наша резка со скоростью 5500 об/мин / 78 дюймов в минуту теперь представляет собой резку со скоростью 3800 об/мин / 12 дюймов в минуту. Это управляемо! И вы заметите, что загрузка чипа будет 0,0011″. Что G-Wizard сделал, так это попытался сбалансировать все факторы и снизить требуемую скорость подачи, замедлив шпиндель (это также хорошо для срока службы инструмента!)
Геометрия фрезы
Хитрость с геометрией фрезы заключается в преобразовании геометрии соответствующего инструмента токарного станка в соответствии с геометрией того, как фреза взаимодействует с заготовкой. Говорить об этом бесполезно, так как это очень наглядная вещь. Кстати говоря, вот несколько фотографий геометрии мухоловки:
Говорить об этом бесполезно, так как это очень наглядная вещь. Кстати говоря, вот несколько фотографий геометрии мухоловки:
Неплохо, но нужен большой радиус и положительный передний угол…
У этой мухоловки очень большой радиус…
Эти фрезы предназначены для использования геометрии, созданной простым шлифованием угла на куске круглой быстрорежущей стали, например, от другой фрезы, которая была сломана. Положительного наклона нет, зато есть клиренс с угла и большой радиус, так что геометрия неплохая. Примечание. Центровочное сверло является просто заполнителем и не используется в качестве фрезы!
Этот очень близко, но лицо вертикально и должно отклоняться от нас, чтобы создать положительный наклон. Радиус примерно минимальный, который вы хотели бы, но хорошо. Большинство людей делают радиус слишком маленьким…
Идеальная геометрия фрезы для алюминия: большой радиус и тонны положительного переднего угла. Это дизайн Widgitmaster…
Это дизайн Widgitmaster…
Самодельный «действительно большой» резак для мух Widgitmaster
Почему такой большой резак для мух? Widgitmaster любит обрабатывать все поверхности за один проход, чтобы улучшить качество отделки. Вы также увидите, как он использует очень большие концевые фрезы по той же причине во многих случаях. Он отмечает, что, хотя они могут болтаться, это все же дает лучший результат, чем многократные проходы.
Обратите внимание: когда вы увеличиваете размер фрезы и начинаете раскачивать более тяжелую массу с помощью шпинделя, вам лучше убедиться, что ваша машина обладает большей жесткостью, чтобы она могла успешно работать с большим фрезой.
Головка скошена под углом, специальные губки тисков выходят на внешнюю сторону тисков, и посмотрите на самодельный резак Widgitmaster!
Вот планы Виджитмастера по созданию своего резака для мух. Я должен попробовать один из них и посмотреть, как мне нравится конец. С ним он делает 0,010-дюймовые разрезы. Чтобы сделать квадратное отверстие для инструмента в руке, он разрезал ее, просверлил в ней паз, Тиг снова сварил ее, а затем повернул руку так, чтобы не было видно сварного шва. Слик!
Я должен попробовать один из них и посмотреть, как мне нравится конец. С ним он делает 0,010-дюймовые разрезы. Чтобы сделать квадратное отверстие для инструмента в руке, он разрезал ее, просверлил в ней паз, Тиг снова сварил ее, а затем повернул руку так, чтобы не было видно сварного шва. Слик!
Нахлыст в немецком стиле с расточной головкой
Недавно наткнулся на эту фотографию на немецком сайте с фрезой, сделанной из расточной головки:
Сверлильная головка делает быстрый маленький резак.
Могу поспорить, что инструмент был заточен со старой тупой концевой фрезы, судя по отделке, но я могу ошибаться. Я думаю, что малый радиус приведет к более качественной отделке…
История о двух фрезах Fly
Вы получите наилучшую отделку, когда сможете обрабатывать поверхность одним проходом фрезы. На широких тарелках это становится затруднительно. Это одна из причин, по которой мухоловки популярны, помимо того, что они дешевы: они срезают широкий валок. Но не все летучие резаки одинаковы. Приятно иметь тот, который режет максимально широкий образец, и приятно иметь меньшие для большей жесткости при резке небольших заготовок. Вот два резака:
Но не все летучие резаки одинаковы. Приятно иметь тот, который режет максимально широкий образец, и приятно иметь меньшие для большей жесткости при резке небольших заготовок. Вот два резака:
Обратите внимание, что фрезу слева можно расширить до широкого круга…
Меньшей фрезой требуется два прохода, что оставляет некрасивую линию между проходами…
Обратите внимание, как вы можете см. обе стороны резки летучих резаков. Если они четные, головка вашей мельницы правильно откатана. Этот близко, но нет сигары!
Гораздо удобнее использовать фрезу, достаточно широкую для одного прохода. Обратите внимание, что проблема трамвая усугубляется, когда рычаг ножа длиннее (визуализируйте геометрию, чтобы понять, почему). Теперь мы видим следы только от одной боковой резки…
Наконечник аккуратного фрезы для фрезерования на токарном станке
Вы можете настроить фрезерный станок, чтобы он работал как токарный станок, или токарный станок, чтобы он работал как фрезерный станок. Голь на выдумки хитра. Когда вам приходится использовать их токарный станок в качестве мельницы, удивительно, что на самом деле можно сделать таким образом. Как насчет этого изящного способа обработки конца большого блока с помощью фрезы с 4 челюстями:
Голь на выдумки хитра. Когда вам приходится использовать их токарный станок в качестве мельницы, удивительно, что на самом деле можно сделать таким образом. Как насчет этого изящного способа обработки конца большого блока с помощью фрезы с 4 челюстями:
Блок с болтовым креплением к поперечному суппорту, фреза с 4 челюстями…
Подробнее хороших постов о летучей мыши, которую Эван Уильямс сделал на HSM:
Это одна из моих любимых мухоловок с поперечным стержнем.
У него есть заточенный вручную резак из быстрорежущей стали на одном конце и вставка на другом. Я не думаю, что он хочет резать и то, и другое одновременно, это просто варианты. Мне нравится плоская поверхность, чтобы снизить вероятность соскальзывания стержня. Я также хотел бы попробовать пластину, но, скорее всего, я бы использовал TCMT, основываясь на своем опыте изготовления фрезы типа «ласточкин хвост». Кто-то в треде также предложил установочный винт или другую функцию, чтобы, если стержень проскальзывает, он захватывался ступицей и не летал по комнате.
Крупный план геометрии ручной заточки Эвана из быстрорежущей стали. Он расположен вертикально, так что действует больше как торцевая резка на токарном станке…
Резак Monster Big Fly Cutter
Недавно видел это на Facebook. Обратите внимание, как он настроен, чтобы быть максимально сбалансированным, чтобы уменьшить вибрацию.
Весит около 15 фунтов и вырезает круг диаметром 10,5 дюймов. В настоящее время используется на фрезе с конусом 50, которая обладает большей жесткостью, чем большинство других…
Прецизионная летучая фреза
Вот немного другой вид нахлыста, который на днях появился на eBay под названием “Precision Fly Cutter”:
интересно. Обратите внимание, как они сконструированы так, чтобы соответствовать оправке фрезерного станка. Это хорошая идея, чтобы дать им как можно больше поддержки, так как они имеют много рычагов на шпинделе. Мне нравится идея использовать оправку насадной фрезы вместо того, чтобы надевать на нее хвостовик 3/4 дюйма и пытаться воткнуть его в цангу. Не большой поклонник мухоловок с несколькими лезвиями. Если у вас в игре более одного фрезы, вам следует использовать торцевую фрезу.
Это хорошая идея, чтобы дать им как можно больше поддержки, так как они имеют много рычагов на шпинделе. Мне нравится идея использовать оправку насадной фрезы вместо того, чтобы надевать на нее хвостовик 3/4 дюйма и пытаться воткнуть его в цангу. Не большой поклонник мухоловок с несколькими лезвиями. Если у вас в игре более одного фрезы, вам следует использовать торцевую фрезу.
Тангенциальный инструмент Фреза
Тангенциальные инструменты высоко ценятся для небольших ручных токарных станков. Их легко шлифовать, а геометрия делает их очень жесткими. Вот пример того же принципа, примененного к нахлысту в блоге Mike’s Workshop:
Я все еще хочу, чтобы радиус кончиков был больше, чем показано в статье Майка, для наилучшей обработки.
Насекомое для нахлыста большого диаметра Clickspring
Отличные видео о часовом деле с этого сайта, но у него также есть хороший обзор сделанного им нахлыста большого диаметра:
Пара мыслей.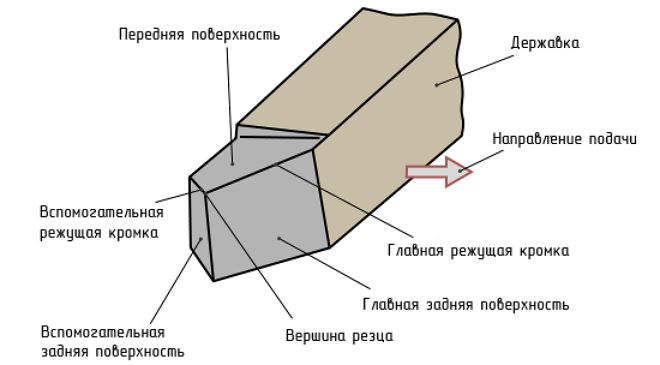 Во-первых, мне нравится дизайн этих больших нахлыстов с полным кругом. Сбалансировать фрезу — это хорошо, особенно если вам нужна идеальная чистота поверхности. Я бы даже дошел до того, что добавил немного веса стороне, противоположной резаку. Должно быть легко определить, сколько именно нужно, просто балансируя резак на лезвии ножа.
Во-первых, мне нравится дизайн этих больших нахлыстов с полным кругом. Сбалансировать фрезу — это хорошо, особенно если вам нужна идеальная чистота поверхности. Я бы даже дошел до того, что добавил немного веса стороне, противоположной резаку. Должно быть легко определить, сколько именно нужно, просто балансируя резак на лезвии ножа.
Во-вторых, он использует ручной резак из быстрорежущей стали. Я предпочитаю карбид, и было бы довольно легко адаптировать круглую пластину к такой конструкции, чтобы получить большой радиус для хорошей отделки. Просто обратите внимание, какой большой радиус он затачивал и на этом резаке.
Вот хороший снимок отделки, которую он получает от этого фрезы:
Нахлыстовая фреза может подходить к устройству смены инструмента
Все устройства смены инструмента имеют инструмент максимального диаметра, который они могут использовать. Но вот хитрость: если ваш станок ориентирует шпиндель в одно и то же положение при каждой смене инструмента, вы можете установить летучую фрезу в устройство смены инструмента, которое не позволит использовать насадную (многопластинчатую) фрезу аналогичного диаметра.
Налетучая фреза входит с рычагом, ориентированным так, чтобы он указывал на центральную ось карусели устройства смены инструмента. В зависимости от вашей машины это позволяет ей скользить, не мешая соседним инструментам.
Используйте насекомое для увеличения количества путешествий
Я получил приятную записку от Стива, инструментальщика из Индианы, который хотел передать некоторые ценные знания о насекомом. Можно подумать, что современные торцевые фрезы устранили необходимость в этих простых фрезах, но нет ничего более далекого от истины. Эта ссылка ведет на страницу CNCCookbook, посвященную знаниям о резаках для мух, и ее стоит проверить, потому что бывают ситуации, когда ничего, кроме резаков для мух, не поможет.
Возьмем, к примеру, дело Стива. Несмотря на то, что у него был большой старый вертикальный обрабатывающий центр Haas VF-5, когда пришло время заменить поверхность стола настольной пилы, у него кончился ход. Ответ заключался в том, чтобы использовать летучий резак, который мог проникнуть в область, где машина просто не могла двигаться:
Это мощная мастерская, сделанная на лету, у него там есть. Далее он описывает специальный наконечник, который он отшлифовал, чтобы уменьшить дребезг:
Далее он описывает специальный наконечник, который он отшлифовал, чтобы уменьшить дребезг:
Что касается столешницы для пилы по дереву, я получил дребезжание с наконечником, отшлифованным до геометрии, которую вы предлагаете. Пришлось переключиться на заточку по-другому, крючок на вершине представлял собой цилиндрическую канавку, параллельную лицевой стороне фрезы (которая в данном случае была перпендикулярна обрабатываемой поверхности).
Поскольку при первом проходе я снимал около 0,050, разрез был стабилизирован количеством материала, который я снимал, — вся сила была направлена на отрыв металла толщиной 0,050 (почти вся радиальная сила и почти не осевая сила
Фреза, которую вы описываете, из-за радиуса на дне имела силы, толкающие вверх к инструменту (осевые), а также частично против вращения инструмента (радиальные).
Требуется опытный механик и инструментальный мастер, который достаточно хорошо разбирается в ручных шлифовальных станках, чтобы придумать такой подход. Стив говорит, что на CNCCookbook есть много хорошего контента (спасибо, Стив!), но, по его оценке, нам не хватает около 20%. Каждый раз, когда я разговариваю с кем-то вроде Стива, я думаю, что есть гораздо больше, чем 20%, о которых еще предстоит написать. Лучшие идеи я получаю от таких людей, как вы, которые читают CNCCookbook. Мы ценим всех добрых людей, таких как Стив, которые пишут полезные идеи или делятся своими проектами.
Стив говорит, что на CNCCookbook есть много хорошего контента (спасибо, Стив!), но, по его оценке, нам не хватает около 20%. Каждый раз, когда я разговариваю с кем-то вроде Стива, я думаю, что есть гораздо больше, чем 20%, о которых еще предстоит написать. Лучшие идеи я получаю от таких людей, как вы, которые читают CNCCookbook. Мы ценим всех добрых людей, таких как Стив, которые пишут полезные идеи или делятся своими проектами.
Органайзер Morton Cutter Mate Grid Surface
Стекольный завод Мортон
(пока отзывов нет) Написать рецензию
Morton Glass Works
Morton Cutter Mate Grid Surface Organizer
Рейтинг Обязательно Выберите рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Электронная почта Обязательно
Тема отзыва Обязательно
Комментарии Обязательно
- Артикул:
- 41636
- MPN:
- 41636
- Наличие:
- Отправка в течение 48 часов (пн-пт), кроме праздников США
В настоящее время: $5,95
- Описание
Описание
Morton Cutter Mate Grid Surface Organizer
Мортон — гений! Cutter Mate — это не просто аксессуар для ручного стекла, а организационный инструмент мечты! После того, как вы вставите его в сетку, он останется надежно закрепленным, и вы даже сможете использовать его на вертикальной поверхности. Идеально подходит для ручек, карандашей, пинцетов и, конечно же, любых резаков для карандашей.
Идеально подходит для ручек, карандашей, пинцетов и, конечно же, любых резаков для карандашей.
Применение: Обеспечивает организацию поверхности сетки Morton или Cutters Mate
Количество: 6 пластиковых держателей
Материал: Каждый Cutter Mate изготовлен из прочного легкого литого черного листа.
Посмотреть всеЗакрыть
- сопутствующие товары
- Клиенты также просмотрели
Сопутствующие товары
Нет в наличии
Быстрый просмотр
Сменная головка для стеклореза Toyo TC-10
Toyo Co LTD
MSRP: $18,75
Сейчас:
$9. 89
89
Инструменты для стекла: Стеклорез Сменная головка Toyo TC-10 Сменная головка стеклореза TC-10 Toyo Supercutters узкая, но подходит ко всем моделям резцов Toyo Super Cutter, кроме TC-21 Custom Grip. он…
41606-TC-10
Нет в наличии
Быстрый просмотр
Стеклянный аксессуар: Morton Glass Caddy
Стекольный завод Мортон
Сейчас: 17,95 $
Аксессуар для стекла: стеклянная тележка Morton Стеклянная полка Morton — прекрасный способ организовать ваш стакан. Вы даже можете использовать его для хранения книг и выкроек для текущего проекта, позволяя…
41627
Добавить в корзину
Быстрый просмотр
Сменная головка для стеклореза Toyo TC-17
Toyo Co LTD
MSRP: $18,25
Сейчас:
$14. 89
89
Сменная головка ручного стеклореза Toyo TC-17 В TC-17 Toyo используется сменная головка для резки стекла, которая отлично режет прямую полосу и имеет широкую головку. Эта головка отлично подходит для…
41606-TC-17
В корзину
Быстрый просмотр
Сменная головка для стеклореза Toyo TC-30
Toyo Co LTD
MSRP: $18,25
Сейчас: $9.89
Сменная головка для ручного стеклореза Toyo TC-30 В модели TC-30 Toyo используется сменная головка для резки стекла, которая отлично подходит для прямой резки полос, имеет широкую головку. Хорошо подходит для производственной резки. TC-30 отлично подходит для…
41606-ТС-30
В корзину
Быстрый просмотр
Сменная головка для стеклореза Toyo TC-90
Toyo Co LTD
MSRP: $18,25
Сейчас:
$9. 89
89
Сменная головка для ручного стеклореза Toyo TC-90 В модели TC-90 Toyo используется сменная головка для резки стекла, которая отлично подходит для прямой резки полос, имеет широкую головку. Хорошо подходит для производственной резки. ТС-9рекомендуется 0…
41606-TC-90
Клиенты также просмотрели
В корзину
Быстрый просмотр
Ремонт пресс-форм – Magic Mender от Marx Ceramic
Принадлежности для стекла Fusion
Сейчас: 19,25 $
Ремонт пресс-форм – Magic Mender от Marx Ceramic, ремонт стеклянных форм, керамики и починка Bisque! Нужно знать, как отремонтировать керамическую форму (форму для плавления стекла) или керамическую посуду? Это продукт Маркса…
41505
Выберите параметры
Быстрый просмотр
Просеиватели: стеклянные порошки или эмалевые краски 3 размера или набор
Эмаль Томпсона
Сейчас: $7,16 – $24,75
Просеиватели: стеклянные порошки или эмалевые краски 3 размера или набор
Покупайте по-своему и комбинируйте разные размеры, чтобы создать набор сит. Предназначены для деликатного нанесения стеклянных порошков,…
Предназначены для деликатного нанесения стеклянных порошков,…
41629
Нет в наличии
Быстрый просмотр
Стеклянный аксессуар: Morton Glass Caddy
Стекольный завод Мортон
Сейчас: 17,95 $
Аксессуар для стекла: стеклянная тележка Morton Стеклянная полка Morton — прекрасный способ организовать ваш стакан. Вы даже можете использовать его для хранения книг и выкроек для текущего проекта, позволяя…
41627
Добавить в корзину
Быстрый просмотр
Форма для стеклянной драпировки – маленькая чаша для драпировки разных размеров
Формы Firelite
Сейчас: 23,95 $
Форма для стеклянной драпировки — маленькая миска для драпировки разных размеров
Эта универсальная стеклянная чаша для драпировки может содержать стеклянный круг диаметром 6 или 8 дюймов. Наденьте стекло на эту форму для чаши и получите плавленый…
Наденьте стекло на эту форму для чаши и получите плавленый…
412-1994
Нет в наличии
Быстрый просмотр
Набор Wind Chime Kit Серебряная трубка Плавленое стекло Витражное стекло
Корпорация Санборн
Сейчас: $6.95
Комплект для ветряных колокольчиков Серебряная трубка Плавленое стекло Витражное стекло Товары для поделок своими руками – набор для музыкальных инструментов: Количество: 5 цельных алюминиевых трубок для звонка в серебре Длина звуковой трубки: 2 3/4…
41001
Выберите параметры
Быстрый просмотр
Стойки печи 7 размеров – Мебель для печи
Принадлежности для стекла Fusion
Сейчас: $2,25 – $7,19
Стойки печи поддерживают полку печи и керамические формы. Стойки печи 7 размеров от 1 или 1 1/2 дюйма в диаметре и от 1 до 4 дюймов в высоту. Стойка для печи классифицируется как мебель для печи и изготавливается из муллита…
Стойки печи 7 размеров от 1 или 1 1/2 дюйма в диаметре и от 1 до 4 дюймов в высоту. Стойка для печи классифицируется как мебель для печи и изготавливается из муллита…
41630
Нет в наличии
Быстрый просмотр
Комплект ночного освещения Светодиодный датчик Низкопрофильный стиль Светло-серый
Корпорация Санборн
Сейчас: $21,17–$46,68
Комплект ночного освещения Низкопрофильный светодиодный датчик в светло-сером цвете, бесплатная доставка по 6 или 12 штук! Night Lights станет творческим и обучающим проектом для летних лагерей, уроков рукоделия или простого создания…
41000-LED-SEN-KIT
В корзину
Быстрый просмотр
Murrine Millefiori Плавкий нарезной красный узор COE90
Корпорация Санборн
Сейчас: $14,82
Нарезанный Murrine Millefiori Red Pattern Fusible COE90 1/2 унции.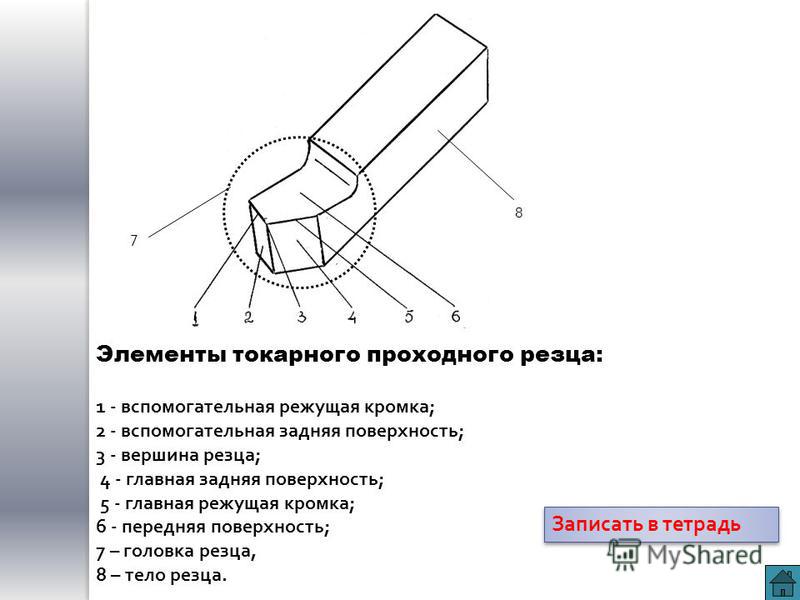 Красный COE90, стекло, совместимое с яблочкообразным узором Ассортимент Murrine различается внутренними и внешними цветами, а также размерами…
Красный COE90, стекло, совместимое с яблочкообразным узором Ассортимент Murrine различается внутренними и внешними цветами, а также размерами…
В корзину
Быстрый просмотр
Просеиватели: Стеклянный просеиватель для фритты, набор из 3 шт.
Корпорация Санборн
Сейчас: 7,99 $
Просеиватели: Набор из 3 просеивателей для стеклянной фритты Используйте этот удобный набор просеивателей для работы! Изготовленный из высококачественной нержавеющей стали, этот набор из трех мини-фильтров идеально подходит для…
41635
В корзину
Быстрый просмотр
Стеклянный инструмент – пинцет для бусин с чашкой: нержавеющая сталь, 5-1/2 дюйма L
Принадлежности для витражей
Сейчас: 5,70 $
Пинцет для бусин: нержавеющая сталь
Размеры: 5-1/2 дюйма в длину с чашкой 3,5 мм для круглых предметов. Чашеобразный наконечник этих пинцетов из нержавеющей стали позволяет надежно удерживать круглые предметы…
Чашеобразный наконечник этих пинцетов из нержавеющей стали позволяет надежно удерживать круглые предметы…
41602
Варианты торцевого фрезерования для обеспечения хорошей чистоты поверхности
Инструмент MULTI-MASTER со сменной головкой для торцевого фрезерования из твердого сплава позволяет получить высокое качество поверхности при фрезеровании относительно небольших торцов, в основном ограниченных уступами. Эти сменные твердосплавные головки доступны в диаметрах от 0,472 до 2 дюймов 9.0003
В металлообрабатывающей промышленности обеспечение высокого качества обработки поверхности является одним из основных факторов развития режущего инструмента. Особенно это касается сменных торцевых фрез.
Несмотря на значительное улучшение качества фрезерованных поверхностей, конструкторы инструмента по-прежнему считают, что имеющиеся у них ресурсы еще не исчерпаны и что применение фрез последнего поколения может значительно улучшить текстуру поверхности еще больше.
Два ключевых фактора определяют качество создаваемой поверхности: геометрия фрезы и ее точность. На обе характеристики также влияют пластины, которые установлены на фрезе.
Сложная геометрия пластин
Обработка порошковой металлургией позволяет производить твердосплавные пластины сложной формы, которые помогают создать оптимальную геометрию резания, а также значительно повысить точность. Неудивительно, что такие достижения в технологии значительно улучшили качество обработки поверхности при торцевом фрезеровании.
Когда фрезы со сменными пластинами успешно использовались для обработки высокопрочных материалов и производители стали использовать твердое фрезерование в качестве альтернативы шлифованию, в металлообрабатывающей промышленности стали требоваться сплавы для фрезерования, обеспечивающие еще более высокое качество поверхности этих материалов.
Торцевая фреза со сменными пластинами — это многозубый инструмент, и чем больше зубьев, тем выше производительность.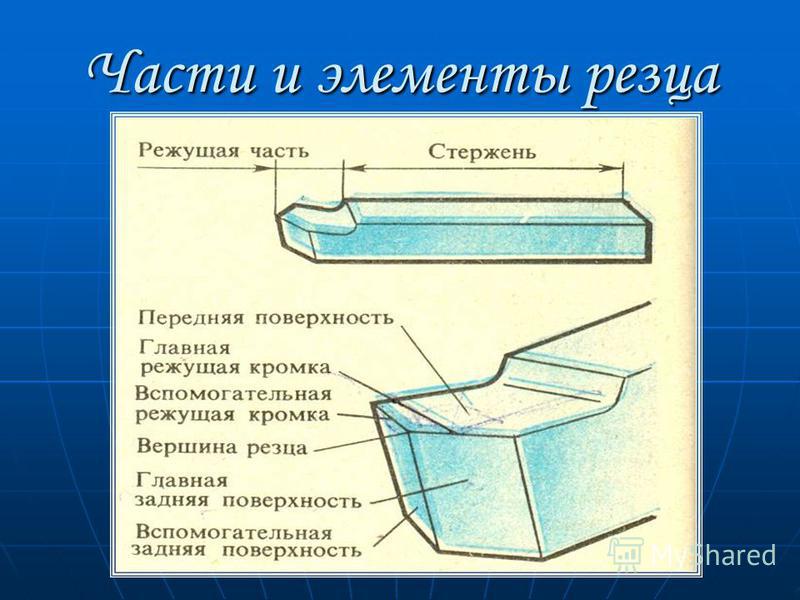 Это неоспоримое преимущество сменных фрез. Однако с точки зрения текстуры поверхности большее количество зубов может вызвать проблемы. Даже небольшая разница в выступе зуба приводит к неравномерной подаче зубьев и создает вибрацию, что отрицательно сказывается на чистоте поверхности.
Это неоспоримое преимущество сменных фрез. Однако с точки зрения текстуры поверхности большее количество зубов может вызвать проблемы. Даже небольшая разница в выступе зуба приводит к неравномерной подаче зубьев и создает вибрацию, что отрицательно сказывается на чистоте поверхности.
Шлифованные пластины
Точность пластин можно значительно повысить путем шлифовки. Кроме того, шлифование создает острую режущую кромку, что очень важно для обеспечения плавного резания и предотвращения пластической деформации металла при чистовом фрезеровании, при котором используется малая глубина резания. Для обеспечения высокой точности режущей кромки необходимо шлифовать как верхнюю, так и боковую поверхности пластины.
Это, однако, может свести на нет преимущества порошковой металлургии в создании сложных поверхностей для обеспечения требуемых переднего и заднего углов вдоль режущей кромки. Чтобы избежать такого неблагоприятного эффекта, инженеры-инструментологи должны быть очень изобретательными при разработке пластин, предназначенных для тонкого шлифования.
Важным фактором потери точности зуба является гнездо пластины в фрезе, имеющее свои допуски на размеры и форму. В результате этих допусков даже при использовании точных вставок выступ зубьев варьируется. Конечно, отклонение обычно находится в допустимых пределах, хотя оно не может обеспечить особо чистую поверхность по сравнению со шлифованием.
Чтобы решить эту проблему, используйте летучую фрезу с одной пластиной. Фрезы обеспечивают гладкий и чистый срез, обеспечивая превосходную текстуру поверхности. Но опять же, их производительность намного меньше, чем у многозубых торцевых фрез со сменными пластинами.
Рис. 1. Двухсторонние квадратные пластины NEODO для чернового фрезерования со встроенной зачистной лыской обеспечивают хорошее качество поверхности при торцевом фрезеровании.
Так как же найти приемлемый баланс между качеством поверхности и производительностью? Один из способов предполагает использование дворника.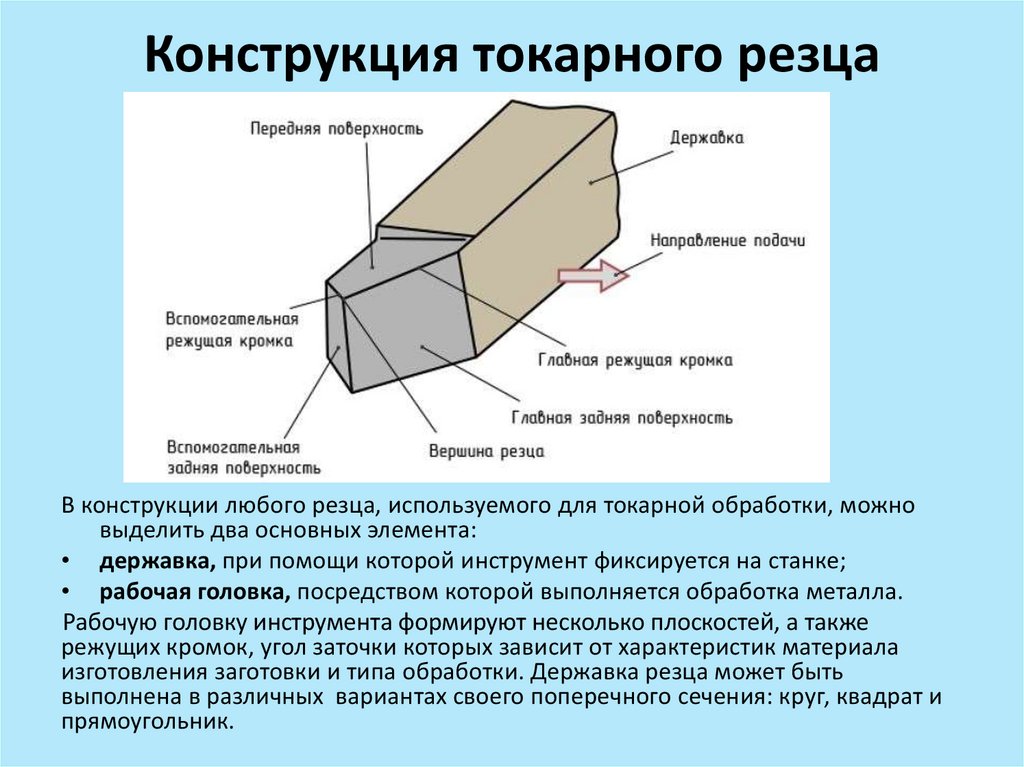
Встроенная зачистная лыска с вспомогательной режущей кромкой особой формы является классическим элементом многих фрезерных пластин. Его ширина должна быть больше, чем подача за оборот фрезерной операции. Несмотря на то, что она называется плоской, вспомогательная кромка иногда имеет сложную геометрию, чтобы компенсировать негативное влияние износа.
Когда пластина устанавливается на фрезу, зачистная кромка располагается параллельно обрабатываемой поверхности. Следовательно, поверхность будет образована самой выступающей вставкой фрезы. Внедрение зачистной кромки в конструкцию пластины — эффективный способ улучшить чистоту поверхности. Сегодня даже пластины для чернового фрезерования могут иметь встроенный вайпер (см. рис. 1) . Даже двусторонние пластины могут иметь широкую зачистную кромку.
Эти инструменты предназначены для чернового и получернового фрезерования и обычно требуют получистовой операции для чистовой обработки. Однако некоторые из этих современных пластин могут обеспечить чистоту поверхности до 0,4 мкм Ra при фрезеровании стали и чугуна.
Увеличение количества зубьев в торцевых фрезах большого диаметра и фрезах с мелким шагом определяет ширину встроенного грязесъемника.
С этими инструментами высокое качество поверхности может быть достигнуто за счет использования специально разработанной пластины Wiper (или двух пластин для больших инструментов), при этом плоская поверхность Wiper значительно шире стандартной. Эта вставка устанавливается в то же гнездо, но выступает на несколько сотых дюйма в осевом направлении по сравнению со стандартной вставкой (см. рис. 2) .
Отличных результатов можно добиться и при использовании регулируемых фрез с различными механизмами, которые регулируют положение режущей кромки пластины в очень строгих пределах (несколько микрон). Но преимущество этой регулируемости имеет и обратную сторону. Это требует тщательной, тонкой работы, которая требует времени и терпения.
Слесари не хотят настраивать инструмент после установки вставки. Вот почему повышение точности с помощью передовых геометрий остается основной моделью для производителей инструмента, когда они обновляют сменные фрезы для чистового торцевого фрезерования.