Правила заточки резцов для токарного станка по металлу – Заточка резцов для токарного станка по металлу: видео, советы, нюансы
alexxlab | 08.07.2020 | 0 | Разное
Угол заточки
Заточка резца и угол заточкиНе будем брать примеры из учебников, так как на самом деле в практике все по другому. Расскажу, как применить тот или иной режущий инструмент и предложу варианты заточки резцов.
Существует обработка внутренних и наружных поверхностей и для обработки необходимы определенные виды резцов например: внутренние расточные, подрезные, прорезные, отрезные, фасонные, резьбовые и много какие еще виды. Умение затачивать и применять на практике режущий инструмент приходит с опытом.

На рисунке 1 показан передний угол, его заточка должна быть от 2 до 15 градусов при этом не желательно уменьшать тело, иначе пластина будет висеть как бы в воздухе (возможен скол режущей кромки при точении детали).
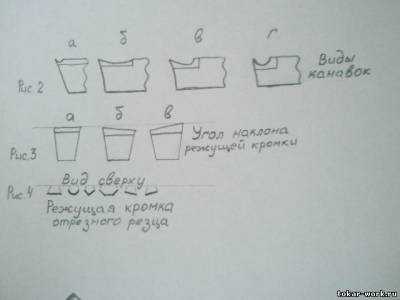
На рисунке 2 показаны варианты канавок.
Рисунок 2а – канавка служит для чистовой отделки.
Рисунок 2б – такая канавка как (совковая лопата) применяется на отрезных резцах и резцах черновой обработки, с большой глубиной резания.
Рисунок 2в – такой вид канавки применяется при скоростном точении заготовок.
Рисунок 2г – применяется такая канавка для разного вида точения, другими словами это классический вид заточки. На рисунке 3 показан угол наклона режущей кромки. Рисунок 3а прямая режущая кромка и стружка при такой заточке будет сходить ровно по канавке. Рисунок 3 б,в режущая кромка делается с наклоном, стружка при точении будет сходить вправо или лево относительно пластины резца.
Рисунок 4 это вид сверху. Такая заточка режущей кромки применяется на отрезных резцах. Этот вид заточки применяется в зависимости от обрабатываемых материалов.
Острые кромки необходимо притуплять или делать не большой радиус до 0.3, но режущая кромка должна быть острой. Притупление режущей кромки применяется при обдирке.
Резцы бывают быстрорежущие – применяются для точения мягких сталей или материалов например: алюминий, второпласт, текстолит и некоторые другие. Быстрорежущий отрезной резец можно применять при отрезании заготовок из стали и в некоторых случаях нержавейку. Марки быстрорежущих резцов бывают: Р18, Р6М5К5, Р9К5 и другие.
Резцы твердосплавные – применяются для точения более твердых и прочных материалов например: нержавейка, бериллиевая бронзы, каленые стали и другие. Марки твердосплавных резцов бывают: ВК8, ВК6, ВК6М, ВК6ОМ, ВК10ХОМ и другие. Более хрупкие твердосплавные резцы применяются для точения сырых сталей Ст20, Ст40, Ст45 и другие. Марки резцов: Т5К10, Т15К6, Т10К5 и другие.
Попробуйте заточить резец по образцу и попробуйте его в работе. По стружке можно определить, правильно ли заточен резец или нет. При правильной заточке стружка будет сходить сливная (завитая, плотная, а не хаотичная).
Заточка резцов производится на заточных станках. Заточные станки оборудованы кругами из электрокорунда (белый цвет круга), применяется при заточке быстрорежущих резцов. Круг зеленого цвета (карбида кремния), применяется при заточке твердосплавных резцов. Алмазные круги служат для доводки режущего инструмента.
В теории много не понятного и сложного для восприятия. Конечно же теория не заменит практику, но и без теории ни куда. Ознакомившись с первоначальными навыками теории можно приступать к практическим упражнениям. Для молодых специалистов порекомендую больше пробовать различных заточек резцов, таким образом вы быстро вникните в процесс работы и поймете правильность заточки режущего инструмента.
www.tokar-work.ru
Форма заточки режущей части токарных резцов
Форма заточки режущей части токарных резцов
| Форма заточки передней поверхности | Эскиз | Обрабатываемый материал |
| Быстрорежущие резцы | ||
| Плоская с положительным передним углом | Серый чугун, бронза, сталь с σ>800МПа и другие хрупкие материалы. | |
| Сталь с σ≤800МПа, чугун с НВ≤200. | ||
| Криволинейная с фаской | Вязкие цветные металлы, легкие сплавы, сталь σ<800МПа при необходимости завивания стружки. | |
| Криволинейная | Материалы с σ=900…1000МПа. | |
| Резцы с пластинками из твердого сплава | ||
| Плоская с положительным передним углом | Серый чугун, бронза и другие хрупкие материалы . | |
| Плоская с положительным передним углом и отрицательной фаской | Ковкий чугун, сталь и стальное литье с σ≤800МПа, а так же стали с σ>800МПа при недостаточной жесткой технологической системе. Для отвода и дробления стружки применяется стружколом. | |
| Плоская с отрицательным передним углом | Сталь и стальное литье с σ>800МПа , загрязненное неметаллическими включениями. Работа с ударами в условиях жесткой технологической системы – черновая обработка. | |
| Плоская с мелкоразмерной канавкой γ=-5° γ=0 | Сталь и стальное литье с σ=600…800МПа. | |
| Сталь и стальное литье с σ<600МПа. | ||
| Криволинейная с отрицательной фаской | Коррозионно-стойкие стали с σ≤850МПа, другие материалы с σ=700…900МПа. | |
1. Радиус выемки на токарных резцах с криволинейной формой заточки передней поверхности в зависимости от подачи принимается равным R=(10…15)s, у прорезных и отрезных резцов R=(50…60)s.
2. Допуск на заточку углов принимается ±1°.
3. Доводку передней и задней поверхности необходимо производить вдоль главной режущей кромки и по радиусу R.
Геометрические параметры режущей части токарных резцов для обработки пластмасс
| Вид пластмассы | Марка материала инструмента | Углы лезвия резца | |||
| Передний γ | Задний α | в плане | |||
| Главный φ | Вспомогательный φ1′ | ||||
| Оргстекло | ВК8 | 10…20 | 15…20 | 45 | 15 |
| Фторопласт | 0…10 | 20 | 45 | 15 | |
| Стеклотекстолит | 5 | 25 | 45 | 15 | |
| Гетинакс | ВК6-М | 8…12 | 20 | 45 | 12 |
| Волокнит | ВК-3 | 5 | 25 | 45 | 15 |
www.tokar-work.ru
Заточка и способы контроля резцов – Понятие о геометрии токарного резца – Совершенствование навыков выполнения слесарных и токарных работ
На заводах резцы затачивают на электроточилах или заточных станках специально обученные рабочие — заточники. Однако токарь должен уметь сам правильно заточить резец.
Затачиваемый резец устанавливают на подручник.
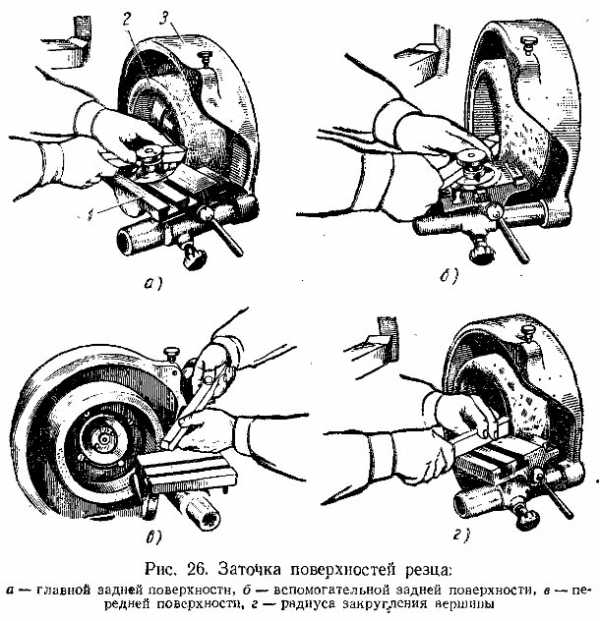
Абразивный круг должен быть огражден кожухом. Порядок заточки следующий: затачивают главную заднюю поверхность, затем вспомогательную заднюю поверхность, переднюю поверхность и закругляют вершину резца.
Заточка резца
а — главной задней поверхности; б — вспомогательной задней поверхности;
в — передней поверхности; г — радиуса закругления вершины.
Углы заточки контролируют шаблонами.
Шаблон — это закаленная пластина, имеющая вырезы с определенными углами. Проверяют так: к контролируемой поверхности резца прикладывают шаблон, отсутствие просвета между шаблоном и поверхностями резца свидетельствует о правильной заточке.
| Проверка шаблонами углов заточки резцов а—отрезного; б—проходного |
Ниже приведены правила безопасности, которые необходимо соблюдать при заточке резцов:
- Абразивный круг не должен иметь биения относительно оси, поверхность должна быть ровной.
- Затачиваемый резец обязательно опирать на подручник, держать на весу запрещается. Подручник устанавливают на расстоянии 3 — 5 мм от периферии шлифовального круга.
- Нельзя сильно прижимать резец к кругу во избежание перегрева, появления прижогов и трещин.
- Затачиваемые резцы охлаждать водой.
- Пользоваться защитным козырьком или защитными очками.
Чистоту поверхности резцов проверяют, сравнивая с резцами-эталонами.
Вопросы
- Расскажите о порядке заточки резцов.
- Чем и как проверяют углы заточки резцов?
- Какие правила безопасности надо соблюдать при заточке резцов на электроточиле?
Упражнения
- Напишите в тетрадях план (порядок) заточки резцов.
- Заточите резцы для протачивания наружной цилиндрической поверхности.
- Качество заточки резцов проверьте шаблоном и пробной обработкой на токарном станке.
- Обточите деталь резцом, заправленным вручную на электроточиле, и резцом, заправленным на заточном станке в заводских условиях. Какая разница в чистоте обточенных деталей?
Доводка резцов
Доводкой увеличивают стойкость резцов и улучшают качество обрабатываемой поверхности. При доводке удаляют с режущей кромки резца мелкие трещины, зазубрины, заусенцы. После доводки режущая кромка резца должна быть острой и не иметь скруглений, трещин и рисок.
Резцы доводят на заводах на специальных станках при помощи алмазных кругов. Доводочные станки состоят из следующих основных узлов: шпинделя, алмазного круга, сборных тисков с поворотным кругом, стола и маховика с ручкой.
Доводка резца на доводочном станке
Для доводки резец жестко закрепляют в тисках. Затем тиски с резцом при помощи поворотных кругов с делениями устанавливают на требуемый угол (γ=15—20°;α= 6—12°; φ=45°) и надежно затягивают болтами.
Установив тиски с резцом, при помощи маховика с ручкой резец приближают к рабочей поверхности доводочного (алмазного) круга и доводят резец. Доводочные круги, полученные с завода, устанавливают на шпинделе. Изношенные круги заменяют.
Вопросы
- Для чего служит доводка резца?
- На каких станках доводят резцы?
- Из каких основных узлов состоит доводочный станок?
- Как доводят резцы?
«Слесарное дело», И.Г.Спиридонов,
Г.П.Буфетов, В.Г.Копелевич
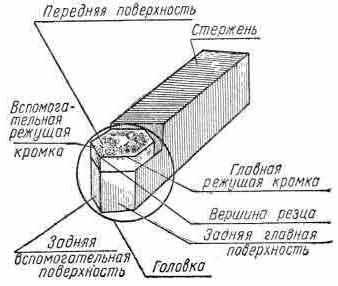
Вам известно, что резец состоит из двух основных частей: головки и стержня. Токарный резец Головка — это режущая часть резца. По ее передней поверхности сходит стружка. Головка имеет также задние главную и вспомогательную поверхности, обращенные к обрабатываемой заготовке. Главная и вспомогательная режущие кромки получаются соответственно от пересечения передней и задних поверхностей. Основную работу резания выполняет…
www.ktovdome.ru
Резец для токарного станка по металлу. Виды и заточка резцов для токарного станка по металлу
Условно любой резец для токарного станка по металлу представлен двумя элементами: головкой и державкой.
Головка — это исполняющая часть, состоящая из ряда плоскостей и режущих кромок с определенным углом. В зависимости от требуемого вида заточки резцу задается определенный угол.
Державка отвечает за фиксацию резца в держателе токарного устройства. Она имеет квадратную или же прямоугольную форму. Существует ряд стандартных размеров сечений каждой формы.
Разновидности конструкции
Существуют следующие виды резцов для токарного станка по металлу:
- Прямые. Державка и головка расположены на одной или параллельных осях.
- Изогнутые. Державка имеет согнутую форму при взгляде на нее сбоку.
- Отогнутые. Головка изогнута к державке при взгляде сверху.
- Оттянутые. Ширина державки больше, чем у головки. Головка располагается на одной оси с державкой или же смещена по отношению к ней.

Если опираться на общеизвестную классификацию устройств в соответствии с ГОСТ, то они подразделяются на следующие виды:
- Обладающие режущей кромкой на основе легированной стали. Инструмент монолитный. Он может быть изготовлен из инструментального вида стали. В настоящее время к его использованию прибегают крайне редко.
- Начиненные напайками из твердых сплавов. Кромка-пластина припаяна к головке. Это наиболее часто встречаемый вид.
- Пластины из твердых сплавов, фиксируемые посредством механического способа. Режущая пластина закреплена на головке при помощи винтов и прижимов. За основу сменных резцов берутся металл и металлокерамика. Это самый редкий вид.
Классификация по направлению подающего движения
- Левая модель подается слева при взятии в левую руку. Главная рабочая кромка расположена над большим пальцем.
- Правая модель, соответственно, подается справа. Главная рабочая кромка находится под большим пальцем. В практике она встречается чаще.
Способы установки приспосбления
Резец для токарного станка по металлу может различаться по способу установки относительно поверхности для обработки:
- Радиальный вид. При обрабатывании резец принимает прямой угол к оси заготовки для обработки. Такой способ широко применим в промышленных предприятиях. Резец имеет унифицированную конструкцию крепления на станках. Он также обладает более удобным выбором геометрических положений режущей части.
- Тангенциальные. При обрабатывании резец располагается к оси заготовки под углом, отличным от прямого. Обладает более сложным способом крепления и применяется на токарных приспособлениях, позволяющих производить обработку высокой чистоты.
Различие по методу обработки
Резцы можно подразделить и по способу обработки:
- чистовой;
- черновой;
- получистовой;
- для работ, производимых с особой тонкостью.
На неровность обрабатываемой детали оказывает влияние радиус закругленности верхушки приспособления. Гладкая поверхность достигается при использовании резца, заточенного под большим радиусом.
Виды токарных резцов
Резец для токарного станка по металлу имеет множество видов. Самыми распространенными являются:
- Проходной. Он создает контуры детали при вращении, а также обеспечивает обточку, подрезку при подаче в поперечном и продольном направлении.
- Расточной вид создает разнообразные пазы, углубления и отверстия. Может выполнить сквозные отверстия.
- Подрезная модель применятся лишь для поперечного направления подачи для обточки деталей, обладающих ступенчатой формой и торцевых.
- Отрезной. Его подача осуществляется в поперечном направлении по отношению к оси вращения. Он производит пазы и канавки вокруг детали, применяется для отделения готового изделия.
- Резьбовой. Нарезает резьбу любого вида на деталях с любой формой сечения. Этот вид может быть изогнутым, прямым или же круглым.
- Фасонный. Он производит обточку детали сложной конструкции, может вынуть различные фаски изнутри и снаружи.
Набор резцов для токарного станка по металлу можно приобрести в специализированных магазинах или же заказать через Интернет.

Основа резцов
Материалы, из которых изготавливаются приспособления, подразделяются на три категории:
- Первая предназначена для режущих приспособлений, используемых при низкой скорости. Это инструментальные или же углеродистые металлы с показателем твердости закаливания 60-64. При повышении температуры резца для токарного инструмента выше 200-240 градусов качество его резки заметно снижается, поэтому на практике их применяют нечасто. К этой группе можно отнести приспособления на основе хромовольфрама, хромокремния и легированной стали с уровнем стойкости к температуре до 300 градусов.
- Вторая категория резцов применятся при высоком уровне вращения головки токарного станка. Основу таких устройств составляет сталь с высокой категорией нарезания Р12 Р9 или Р9К5Ф2. После закалки материал твердеет до показателя 62-65 и сохраняет все свои свойства при температуре 650 градусов. Не подлежит протирке длительное время.
- Третью категорию составляют резцы на основе металлокерамики. Это твердосплавные приспособления, которые функционируют при высокой скорости станка и выдерживают температуру нагревания до 1000 градусов. Чугунные и некоторые детали из цветных сплавов точат устройствами на основе вольфрамокобальта (ВК6 для чистового и получистового исполнения, ВК8 для первичного обрабатывания). Сталь обтачивается твердым сплавом титановольфрамокобальтом Т15К6. При этом производится чистая обработка.
Приспособления для настольных токарных станков
Резцы для настольного токарного станка по металлу обладают малым сечением 8 х 8 и 10 х 10 мм. Они применяются для обрабатывания деталей малых размеров.

Резцы в форме сменных пластин
Резец для токарного станка по металлу категории Т5 К10 используется для первичной и прерывистой обточки. На основе кубического нитрида бора делаются сменные пластины для обрабатывания металлов, отличающихся особой твердостью, в том числе и чугуна. Цветные металлы обтачиваются посредством поликристаллического алмаза.
Пластины могут быть сменными. Они вставляются в державку. Некоторые модели содержат стружколомы, отлично дробящие стружку при невысокой подаче и поверхностной обточке. Такого рода пластины применяются при высокочистовой резке нержавейки и других видов стали.
Затачивание резцов
Любые виды резцов, помимо сменных пластин, время от времени подлежат затачиванию. Заточка резцов для токарного станка по металлу обеспечивает достижение требуемых величин углов и формы. В промышленных условиях она осуществляется на специализированных агрегатах.

Процесс этот в домашних условиях можно произвести посредством химических реактивов и кругов для шлифовки. Ручная заточка по уровню качества уступает промышленной. Главное здесь — правильная подборка шлифовального круга.
Для затачивания резцов из твердых сплавов берется круг из зеленого карборунда. Токарные резцы из углеродистых материалов затачивают кругами из корунда.
Затачивание рекомендовано выполнять при посредстве охлаждения (равномерная подача холодной воды на место контакта круга с обрабатываемым резцом). Можно осуществлять и сухую заточку, но после этого деталь не следует опускать в холодную воду, так как она может треснуть.
Стандартная схема процесса затачивания
В первую очередь обработке подлежит основная задняя грань, затем задняя вспомогательная и только потом передняя часть. В самом конце процесса обрабатывается вершина приспособления (радиус закругления). Затачиваемый резец следует постоянно передвигать на поверхности круга для шлифовки и слегка прижимать к образиву.
Обязательная составляющая процесса — это доводка резца, а точнее режущих граней (участков возле кромки, ширина которых достигает 4 мм).
Устройства из твердых сплавов затачивают при помощи оселков из меди, которые смазываются специальным составом в виде пасты или же смесью керосина и карбида бора.
Остальные виды резцов затачивают оселком с низким видом абразивности, смоченным машинным маслом или керосином.
Изготовление самодельных резцов
Можно изготовить и самодельные резцы для токарного станка по металлу. За основу таких устройств берутся ненужные сломанные сверла.

Центровки на основе сверл не ломаются. В особенности они подходят токарным станкам старой модификации. Они подлежат многократной переточке. Срок их службы достигает 30 лет.
Самодельные резцы для мини токарного станка по металлу изготавливаются из сегмента пилы Геллера. Он нарезается отрезным диском.

Как осуществить правильный выбор резца?
Выбирая резец, необходимо принять во внимание ряд рекомендаций.
Определите, с какого рода металлом вам предстоит работать, какие операции по обрабатыванию вы намечаете и какой степени нагрузку при этом испытает резец.
Решите, что является главным — точность соблюдения геометрии изделия или уровень обработки его поверхности. В зависимости от этого подбирается резец в соответствии с классифицирующими признаками и геометрическими пропорциями.
Обозначьте для себя, насколько является важным соблюдение условия износостойкости приспособления и как долго она должна оставаться неизменной.
fb.ru
Проблема выбора круга для заточки резцов. – Абразивы: порошки, бруски, круги и ленты
Проблема выбора круга для заточки резцов. – Абразивы: порошки, бруски, круги и ленты – Металлический форум Перейти к публикацииkuzmith 1
-

- Members
- 1
- 55 публикаций
- Город: Первомайск (Николаевская обл, Украина)
- Имя: Валерий Кузьмич
Димбас 4
-

- Members
- 4
- 130 публикаций
- Город: Белгород
- Имя: Дмитрий Бут
kuzmith 1
-
- Members
- 1
- 55 публикаций
- Город: Первомайск (Николаевская обл, Украина)
- Имя: Валерий Кузьмич
dimonchik 77
- Members
- 77
- 140 публикаций
- Город: Киев
- Имя: Дмитрий
VAD-VAR 713
-

- Members
- 713
- 3 064 публикации
Димбас 4
-
- Members
- 4
- 130 публикаций
- Город: Белгород
- Имя: Дмитрий Бут
676 4 776
676 4 776
- ㅋㅋㅋ
- Модератор
- 4 776
- 8 919 публикаций
- Город: Адыгея
- Имя: Максим и на “ты”.
kuzmith 1
-
- Members
- 1
- 55 публикаций
- Город: Первомайск (Николаевская обл, Украина)
- Имя: Валерий Кузьмич
kuzmith 1
-
- Members
- 1
- 55 публикаций
- Город: Первомайск (Николаевская обл, Украина)
- Имя: Валерий Кузьмич
676 4 776
676 4 776
- ㅋㅋㅋ
- Модератор
- 4 776
- 8 919 публикаций
- Город: Адыгея
- Имя: Максим и на “ты”.
kuzmith 1
-
- Members
- 1
- 55 публикаций
- Город: Первомайск (Николаевская обл, Украина)
- Имя: Валерий Кузьмич
Lesovik55 24
-

- Members
- 24
- 677 публикаций
- Город: Ярославль
- Имя: Михаил
kuzmith 1
-
- Members
- 1
- 55 публикаций
- Город: Первомайск (Николаевская обл, Украина)
- Имя: Валерий Кузьмич
jack_21 10
- Members
- 10
- 101 публикация
- Город: Рига, Латвия
- Имя: Евгений
676 4 776
676 4 776
- ㅋㅋㅋ
- Модератор
- 4 776
- 8 919 публикаций
- Город: Адыгея
- Имя: Максим и на “ты”.
kuzmith 1
-
- Members
- 1
- 55 публикаций
- Город: Первомайск (Николаевская обл, Украина)
- Имя: Валерий Кузьмич
Lesovik55 24
-
- Members
- 24
- 677 публикаций
- Город: Ярославль
- Имя: Михаил
Lesovik55 24
-
- Members
- 24
- 677 публикаций
- Город: Ярославль
- Имя: Михаил
kuzmith 1
-
- Members
- 1
- 55 публикаций
- Город: Первомайск (Николаевская обл, Украина)
- Имя: Валерий Кузьмич
Lesovik55 24
-
- Members
- 24
- 677 публикаций
- Город: Ярославль
- Имя: Михаил
kuzmith 1
-
- Members
- 1
- 55 публикаций
- Город: Первомайск (Николаевская обл, Украина)
- Имя: Валерий Кузьмич
VAD-VAR 713
-
- Members
- 713
- 3 064 публикации
www.chipmaker.ru
На заводах резцы затачиваются обычно на точилах или на заточных станках специально обученными заточниками. Но токарь и сам должен уметь затачивать резцы.
При затачивании резца устанавливаются на подручниках 1 (рис. 26, а). Шлифовальный круг 2 должен быть огражден предохранительным кожухом 3. Порядок заточки следующий: сначала затачивают главную заднюю поверхность (рис. 26, а), затем главную вспомогательную (рис. 26, б) и, наконец, переднюю пверхность резца (рис. 26, в). После заточки этимх поверхностей закругляют вершину резца (рис. 26, г). Во время заточки резцов на заточных станках необходимо соблюдать следующие правила:
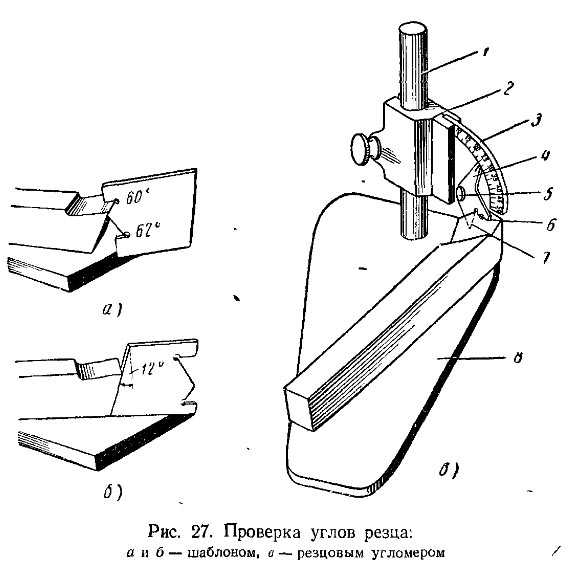
Проверка правильности углов затачиваемого резца. Наиболее простой способ контроля заточки углов – это проверка шаблоном. Вырезами шаблона проверяют угол заострения (рис. 27, а), а его боковыми гранями, скошенными под углом 6-12°, – задний угол резца (рис. 27, б). Для контроля резец и шаблон устанавливают на плиту и прижимают заднюю поверхность резца к боковой грани шаблона отсутствие просвета между ними говорит о правельности заточки задней поверхности и, следовательно, заднего угла. Недостаток этого способа контоля заглючается в том, что для каждого типа резцов необходимо иметь отдельный шаблон. От этого недостатка свободны резцовые угломеры.
Показанный на рис. 27, в резцовой угломер служит для измерения переднего заднего углов резца. Он состоит из чугунной плиты 8 с вертикальной стойкой 1, по которой перемещается вверх и вниз ползунок 2. На ползунке закреплена пластина 3 с делениями до 90°. Относительно укрепленной в пластине 3 оси 5 можно поворачивать рычаг 4, нижняя часть которого представляет собой угломер с двумя гранями, расположенными под углом 90°. Верхний конец рычага с нанесенной не нем риской скользит вдоль делений пластины 3. При контроле резец устанавливают основной плоскостью на плите и режущей кромкой перпендикулярно к плоскости рычага 4. Чтобы измерить передний угоол, нужно приложить грань 6 к передней поверхности резца, а для измерения заднего угла проложить грань 7 к задней поверхности резца. Правельность прилегания проверяют на просвет. Показания риски рычага 4, отсчитанные по шкале пластины 3, дают величину этих углов. Качество заточки режущей кромки обычно контролируют лупой с 10-20 кратным увеличением. Ружещая кромка после заточки и доводки должна быть острой и не иметь скругления, трещин и рисок. Резцы с такими дефектами нужно переточить снова. |
machinetools.aggress.ru
Углы заточки резцов — Инструментальные материалы
Автор Admin На чтение 2 мин. Опубликовано
Выбор формы передней поверхности можно производить в соответствии с табл. 24. Рекомендуемые величины заднего и переднего углов резцов даны в табл. 25.
| Припуск на обработку (глубина резания, | Минимально необходимая длина режущей твердосплавной пластинки, мм, при главном угле в плане, град | |||
| 45 | 60 | 75 | 90 | |
| 2 | 4 | 3 | 3 | 3 |
| 4 | 8 | 6 | 6 | 6 |
| 6 | 12 | 10 | 9 | 8 |
| 8 | 15 | 13 | 12 | 11 |
| 10 | 19 | 16 | 14 | 14 |
| 12 | 23 | 19 | 17 | 16 |
| 14 | 27 | 22 | 20 | 19 |
| 16 | 31 | 25 | 23 | 22 |
| 18 | 35 | 28 | 25 | 25 |
| 20 | 38 | 31 | 28 | 27 |
Таблица 24
Примечание. Дополнительные обозначения к рисункам: f – ширина фаски; ?f — передний угол на фаске; R – радиус стружкозавивающей канавки; В – ширина стружкозавивающей канавки.
Таблица 25
| Обрабатываемый материал | 3адний угол ?, град | Передний угол ?, град | |
| При черновой обработке | При чистовой обработке | ||
| Сталь и стальное литье ?В < 800 МПа | 8/6 | 12/8 | 15/12 |
| Сталь и стальное литье ?В > 800МПа | 8/6 | 12/8 | 10/10 |
| Сталь и стальное литье ?В > 1000 МПа, а также при обработке по корке, загрязненной неметаллическими включениями и при работе с ударами | 8/6 | 12/10 | 10/8 |
| Чугун серый HB <220 | 6/6 | 10/10 | 12/8 |
| Чугун серый HB > 220 | 6/6 | 10/10 | 8/5 |
| Чугун ковкий | 8/8 | 10/10 | 8/8 |
Примечание. В числителе даны значения углов при точении и растачивании, в знаменателе – при строгании.
Главный угол в плане следует выбирать в пределах 30-45°. В случае недостаточной жесткости системы станок – деталь – инструмент главный угол в плане следует устанавливать в пределах 60-90°.
Ширина фаски принимается в зависимости от сечения стержней резцов в следующих размерах: для черновых токарных и строгальных резцов – 0,4-1,2 мм; для черновых расточных резцов – 0,2-0,7 мм; для чистовых токарных, строгальных и расточных резцов – 0,2-0,3 мм.
Положительный угол наклона главной режущей кромки в пределах 12-15° рекомендуется для строгальных и токарных резцов при работе с ударами.
arxipedia.ru