Правильная заточка сверла: Как заточить сверло по металлу своими руками от теории к практике
alexxlab | 26.11.2017 | 0 | Разное
Как заточить сверло по металлу своими руками от теории к практике  Свёрла
Свёрла Затупившихся сверла по металлу
Затупившихся сверла по металлу  Посаженные сверла по металлу
Посаженные сверла по металлу  Пакет с затупившимися сверлами
Пакет с затупившимися сверлами Затупившиеся сверла под лупой
Затупившиеся сверла под лупой  Затупившиеся сверла под лупой
Затупившиеся сверла под лупой Сам процесс заточки сверл по металлу не сложен и выполняется за пару минут, но только при наличии подходящего инструмента после беглого изучения теории и небольшой практики. Основные части спирального сверла по металлу
Основные части спирального сверла по металлу  Угол при вершине сверла
Угол при вершине сверла 
Значение заднего угла резания  Угол между кромкой и перемычкой
Угол между кромкой и перемычкой
 Сверла и гайки
Сверла и гайки 
Углы гайки и связки гаек  Проверка угла заточки при вершине сверла связкой гаек
Проверка угла заточки при вершине сверла связкой гаек Способы выведения задней плоскости при заточке сверла
Способы выведения задней плоскости при заточке сверла Виды заточки по количеству углов при вершине
Виды заточки по количеству углов при вершине Типы подточки поперечной кромки сверла
Типы подточки поперечной кромки сверла Положение сверла в горизонтальной плоскости для стачивания перемычки
Положение сверла в горизонтальной плоскости для стачивания перемычки  Положение сверла в вертикальной плоскости для стачивания перемычки
Положение сверла в вертикальной плоскости для стачивания перемычки Снятие фаски на ленточке
Снятие фаски на ленточке  Фаска, снятая со стороны ленточки
Фаска, снятая со стороны ленточки Подточка ленточки со стороны канавки
Подточка ленточки со стороны канавки  Ленточка, подточенная со стороны канавки
Ленточка, подточенная со стороны канавки Станок для заточки Makita
Станок для заточки Makita  Станок для заточки Elitech
Станок для заточки Elitech  Станок для заточки Patriot
Станок для заточки Patriot Белые абразивные круги
Белые абразивные круги Алмазные правящие гребенки
Алмазные правящие гребенки  Алмазные карандаши для правки шлифовальных кругов
Алмазные карандаши для правки шлифовальных кругов  Шарошкодержатель с шарошками
Шарошкодержатель с шарошками Выставленный подручник на точиле
Выставленный подручник на точиле Рисуем на подручнике линию под углом 60 градусов
Рисуем на подручнике линию под углом 60 градусов Берем сверло в руки и кладем на подручник
Берем сверло в руки и кладем на подручник Отрабатываем движения для заточки на выключенном точиле
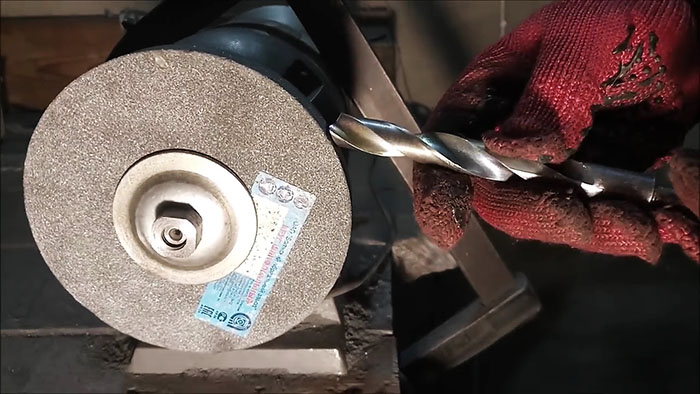
Отрабатываем движения для заточки на выключенном точиле Процесс заточки сверла на точиле
Процесс заточки сверла на точиле  Переворачиваем сверло и точим вторую режущую кромку
Переворачиваем сверло и точим вторую режущую кромку Правильная и неправильная заточка сверла по металлу
Правильная и неправильная заточка сверла по металлу Проверка штангенциркулем соответствия длин режущих кромок
Проверка штангенциркулем соответствия длин режущих кромок Угол при вершине соответствует 120 градусам
Угол при вершине соответствует 120 градусам  Угол при вершине немного больше 120 градусов
Угол при вершине немного больше 120 градусов Равномерный выход металлической стружки по канавкам сверла
Равномерный выход металлической стружки по канавкам сверла  Сверление металлической заготовки
Сверление металлической заготовки Стачивание перемычки
Стачивание перемычки
Во время работы режущие кромки сверла постепенно притупляются, снижается его эффективность, увеличивается нагрев и время сверления. Сделать инструмент снова пригодным к работе можно самостоятельно, если разобраться, как заточить сверло.
Наточить сверло можно в домашних условиях, но лучше, если это делать в мастерской или оборудованной подсобке, где установлено точило. Выполнить правильную заточку это без опыта, по началу, будет сложно — для этого нужно немного практики, так сказать, набить руку.
СвёрлаВосстановить остроту режущих кромок можно на обычном абразивном бруске, но это будет долгая и неблагодарная работа, на которую уйдет много времени и нервов. Для этого лучше подойдут следующие инструменты:
- обдирочно-заточный станок, по-простому называемый точилом;
- болгарка с установленным шлифовальным абразивным кругом;
- профессиональный станок для заточки сверл;
- специальная насадка на дрель для заточки сверл;
- другие приспособление для заточки сверл изготовленные своими руками.
Как понять, что сверло затупилось
Не стоит доводить инструмент до сильного затупления, т.к. затупившееся сверло быстрее нагревается, излишний нагрев может привести к его поломке. При поломке инструмента извлечь оставшиеся в отверстии части не всегда получается, что приводит к порче детали. К тому же осколки разлетаются в разные стороны и могут травмировать работника.
Затупившихся сверла по металлу Посаженные сверла по металлу Признаки износа режущих кромок:
- быстрый нагрев сверла;
- появление скрипящего звука во время сверления;
- увеличивается время работы;
- на ощупь режущая кромка становится гладкой, округлой;
- появление заусенцев, сколов, неровностей на режущих поверхностях;
- степень износа хорошо видно, если смотреть через увеличительное стекло.
Затупившиеся сверла под лупой Затупившиеся сверла под лупойКак заточить сверло по металлу
Немного теории
Для начала нужно разобраться с конструкцией инструмента и понять, каких его характеристики нужно будет восстановить, какие сохранить не испортив. В процессе понадобится инструмент для проверки углов и длин режущих кромок.
Конструкция сверла
Сверло по металлу состоит из: хвостовика и рабочей части. Эти две части изготавливаются из разных металлов, которые соединяется в одну заготовку с помощью сварки. Хвостовик выполнен из стали, не подвергшейся закалке.
Рабочая часть выполняется из быстрорежущей закаленной инструментальной стали. Её можно условно разделить на несколько частей: калибрующую и режущую. На рабочей части находятся следующие элементы конструкции:
- две режущие кромки;
- две задние поверхности (затылок), идущие назад под наклоном от режущих кромок;
- две передние поверхности, находящиеся под режущей кромкой и переходящие в канавку для отвода стружки;
- перемычка на вершине между режущими кромками и задними поверхностями;
- две канавки для отвода стружки;
- две спинки, образующие внешнюю поверхность сверла;
- две ленточки, находящиеся на спинках.
Основные части спирального сверла по металлуРежущая кромка образуется на пересечении поверхностей передней части (канавки) и задней части (затылка). Для восстановления остроты режущей кромки на точиле или другим инструментом обрабатывается именно задняя поверхность.
В процессе работы тупятся именно режущие кромки. При заточке нужно восстановить их остроту, геометрию, а так же угол при вершине между задней и передней частью.
Параметры, которые нужно восстановить
При правильной заточке сверла по металлу нужно восстановить следующие его параметры:
- Угол при вершине. Его образуют режущие кромки на пересечении с перемычкой. Значение угла должен быть, в пределах 116° — 118°. Но это значение не строгое, для работы с материалами разной твердости и вязкости оно может быть в пределах от 60° до 150°. Есть и частные случаи, при которых он достигает 180°.
- Угол между режущей кромкой и осью. Он составляет половину значения угла при вершине, т.е., примерно, 58° — 59°, если значении угла при вершине 116° — 118°. Он должен быть одинаковым для каждой из двух режущих кромок. Это очень важно, т.к. при его несимметричности работать будет только одна кромка, сверло будет быстро изнашиваться неравномерно, сильнее греться, хуже врезаться в материал.
- Форма и длина режущих кромок . Длины режущих кромок должны быть равны с двух сторон. Длина кромки измеряется от центра перемычки до края (боковой вершины). Если длины режущих кромок будут разными, то появится биение при сверлении, а диаметр отверстия будет больше номинала, указанного на сверле. В редких случаях режущие кромки намеренно делают разной длины, чтобы получить отверстие немного больше номинального диаметра.
- Задний угол резания. Один из важнейших параметров при восстановлении, если его не соблюсти, то производительность сверления может уменьшиться несколько раз, вплоть до полной потери работоспособности. В зависимости от обрабатываемого материала он может изменяться в пределах от 7° до 17°.
Угол при вершине сверла Угол между кромкой и перемычкойЗависимость угла заточки от обрабатываемого материала
Значение угла заточки при вершине и заднего угла резания при работе с металлом и другими материалами может отличаться в большую или в меньшую сторону. Чем меньше угол при вершине – тем длиннее режущая кромка, что положительно сказывается на теплоотводе, стойкости сверла. С уменьшением угла снижается прочность, а при его увеличении будет сложнее удерживать инструмент по центру в начале сверления.
Значение угла при вершине необходимо выбирать, отталкиваясь от твердости материала, который нужно обрабатывать. Чем материал тверже — тем больше должен быть угол при вершине.
Угол при вершине 118° ±2° с задним углом от 7° до 12° считается универсальным, их имеют в виду, когда говорят о спиральном сверле по металлу без указания материала для обработки. Именно эти углы именно эти углы мы будем рассматривать в данной статье для примера, как типовые.
Таблица с углами заточки сверла по металлу, рекомендованными при работе с разными материалами:
| Обрабатываемые материалы | Углы при вершине | Задний угол резания |
|---|---|---|
| Мягкие породы дерева, резина, мягкие волокнистые материалы, пластмассы | 60° | 12°-15° |
| Твердые сорта дерева, бакелит, твердые резины, твердые волокнистые материалы, мягкий чугун (ковкий чугун) | 90° | 12°-15° |
| Жаропрочные и коррозионностойкие стали и их сплавы, нержавейка | 127° | 12°-14° |
| Инструментальная сталь | 118°-150° | 7°-15° |
| Медь | 100°-118° | 12°-15° |
| Медные сплавы | 118°-150° | 12°-15° |
| Алюминиевые сплавы | 90°-140° | 12°-17° |
| Магниевые сплавы | 70°-118° | 12° |
| Титановые сплавы | 135°-140° | 12° |
| Конструкционные и мягкие стали, чугун, твердая бронза. При работе с чугунным литьем на сверлах диаметром от 12 мм выполняется двойная заточка с углом переходной кромки 70°-75°. | 118° ±2° | 7°-12° |
Инструменты для проверки правильности заточки
Для проверки правильности углов и длин пользуются разными измерительными инструментами: транспортиром, угломером, штангенциркулем линейкой и т.д. Так же можно использовать шаблон для заточки сверл, на котором уже есть все правильные углы и нанесена шкала для проверки дин кромок. Такие шаблоны для проверки можно купить в магазине, но найти их в продаже будет сложно.
Шаблон для проверки заточки можно изготовить своими руками из листовой стали, жести или нержавейки по образцам шаблонов из магазина на изображениях выше, нанести на него разметку метчиком или алмазным карандашом. Либо сделать самый простой шаблон из двух или трех гаек. Гайка идеально подходит для этих целей, т.к. она является правильным шестиугольником, каждый внутренний угол которого равен 120 градусам. При соединении двух гаек угол между их гранями так же будет равен 120 градусам.
Такое приспособление подойдет только чтобы проверить угол при вершине. Гайки можно скрепить на сварку или на термоклей. Для этого гайки нужно нагреть, чтобы об них плавился термоклеевой стержень, намазать термоклеем, плотно прижать друг к другу и держать их так, пока они не остынут. Несмотря на кажущуюся хлипкость, скрепленные термоклеем гайки будут держаться очень крепко.
Сверла и гайки Проверка угла заточки при вершине сверла связкой гаекСпособы заточки по выведению задней плоскости
Существует несколько основных способов правильной заточки свёрл. Они отличаются по способу выведения задней плоскости, ее геометрией, сложности выполнения и итоговым характеристикам инструмента:
- Одноплоскостная заточка. Способ, при котором вся задняя поверхность образует одну плоскость под углом равным заднему углу резания. Применяется для свёрл диаметром до 3 миллиметров включительно, для которых сложно выполнить заточку по двум плоскостям. При этом задний угол резания выбирается в диапазоне от 15° до 25°. Если сделать его меньше, то задняя часть начинает задевать обрабатываемый материал и препятствовать сверлению. Его можно применять для сверл диаметром более 3 мм, при этом задний угол резания выбирается в зависимости от обрабатываемого материала 7° — 17°. Но придется удалить затылочную часть, сделав дополнительный скос под углом 15° — 25°.
- Двухплоскостная (двухгранная). На задней поверхности зуба по отдельности затачиваются две плоскости под разными углами. Первая прилегает к режущей кромке и образует задний угол резания под углом 7° — 17°, выбираемым для обрабатываемого материала. Вторая плоскость стачивается под углом от 25° до 40°. Ребро пересечения плоскостей проходит через ось сверла под углом от 0 до 40° к главной кромке. Большой задний угол второй плоскости уменьшает осевую силу и увеличивает точность сверления, но резкий наклон ослабляет режущий клин, уменьшает его жёсткость и ухудшает теплоотвод. Поэтому для работы с высокопрочными материалами выбирают угол 25° — 30°, для средней и низкой прочности 35° — 40°.
- Коническая (криволинейная). Наиболее распространенный способ, который мы и будим рассматривать далее. Задний угол при такой заточке плавно увеличивается от режущей кромки и по всей задней поверхности. Т.е. задняя поверхность становится не одной прямой плоскостью, а приобретает криволинейную форму. У режущей кромки угол должен соответствовать значению от 7° до 17°, выбранному для обработки конкретных материалов. Выполнить коническую заточку сложнее, чем прямолинейные, потребуется больше практики чтобы «набить руку». В процессе слегка подкручивают хвостовик сверла сверху вниз, за счет чего на задней поверхности создается округлая форма, по форме напоминающая конус.
Способы выведения задней плоскости при заточке сверлаЕсть и другие способы заточки, они отличаются как оборудованием, на котором их можно выполнять, так и получающейся в итоге формой задней части зуба:
- винтовой и его подвиды: винтовой с заострением, сложно-винтовой;
- цилиндрический;
- эллиптический;
- фасонный.
Винтовые способы применяются в станках для изготовления и заточки сверл на производстве. Описывать механизм их выполнения нет смысла, т.к. вручную этот процесс повторить не получится. Цилиндрический способ является частным случаем конической заточки и используется очень редко.
Эллиптический способ один из самых простых, но для него нужны полые абразивные камни специфической формы, которые очень быстро изнашиваются. Для фасонной заточки так же нужны абразивные круги разной формы не прямого профиля. Поэтому в данной статье мы их рассматривать не будем.
Способы заточки по количеству скосов на режущей кромке
Способы заточки разделяют по количеству образующихся режущих кромок. При этом угол при вершине будет не постоянный – он будет изменяться шагами от большего у центральной вершины к меньшему на боковых вершинах. Делается это для того, чтобы равномерно распределить отвод тепла и уменьшить нагрев инструмента по мере увеличения его диаметра, т.к. режущая кромка греется не равномерно — в центре греется меньше, чем на краях.
Выделяют следующие способы:
- Одинарную (нормальную). Самый распространенный способ, который мы будем рассматривать далее. При нормальной заточке геометрия режущей кромки не меняется – она остается ровной на всем ее протяжении.
- Двойную (двухугловую). Применяют для свёрл диаметром от 12 миллиметров для обработки твердых сталей и чугунных отливок. Заточка выполняется под двумя углами при вершине. Сначала на угол 116° — 140° по всей поверхности режущей кромки, как при нормальной (одинарной). После уменьшаем его на 40° — 50° на длине, соответствующей 1/5 диаметра сверла от внешнего края. При этом образуются две режущих кромки: главная или зона первой заточки и переходная – зона второй заточки. Режущая кромка становится длиннее, за счет чего улучшается теплоотвод, улучшается отвод стружки из-за ее дробления, значительно возрастает стойкость.
Виды заточки по количеству углов при вершинеВ интернете можно встретить такой термин, как трехугловая заточка свёрл, но это, по сути, двухугловая с подточкой ленточки со снятием фаски по всей внешней кромке. Данный способ подточки ленточки применяется как при двухугловой, так и при нормальной заточке.
Подточка перемычки и ленточки
Дополнительно к основной заточке можно подточить перемычку и ленточку. Не обработанная перемычка создает значительное сопротивление сверлению – продвижению сверла вглубь обрабатываемого материала. Чтобы уменьшить сопротивление перемычку подтачивают с двух сторон, но не полностью. Полное стачивание перемычки недопустимо, при этом заточку инструмента придется начинать заново, чтобы ее восстановить.
Есть несколько типов подточки перемычной кромки:
- с канавкой для отвода стружки;
- с увеличением передних углов на кромке перемычки;
- с увеличением передних углов на кромке перемычки и подрезанием задней части зуба;
- со стачиванием части перемычки;
- со стачиванием части перемычки и подточкой режущих кромок;
- с прорезкой перемычки.
Типы подточки поперечной кромки сверлаМы будем рассматривать только один способ с увеличением передних углов на кромке перемычки, но выполнять его будем абразивным кругом с прямоугольным профилем, при этом немного будут подтачиваться задние кромки, как в способе с подрезанием задней части зуба.
Подточку перемычки нужно выполнять со стороны канавок по очереди с двух сторон. Сверло устанавливается так, чтобы угол между его осью и подручником был примерно равен 45 градусам. Угол, относительно плоскости боковой поверхности диска выбирается в диапазоне от 0 до 10 градусов в зависимости от обрабатываемого материала, чем мягче материал – тем он больше.
Положение сверла в горизонтальной плоскости для стачивания перемычки Положение сверла в вертикальной плоскости для стачивания перемычкиПеремычку стачивают на глубину 0.1 — 0.15 диаметра инструмента. В результате повышается стойкость, инструмент лучше врезается в материал, повышается производительность сверления, уменьшается усилие подачи. Перемычку можно подточить на сверле любого диаметра, но для диаметров менее 5 миллиметров понадобятся специальные инструменты, например, алмазный надфиль.
При выполнении двухплоскостной заточки подточка перемычки не потребуется, т.к. она при этом уже будет подточена по условию выполнения двухплоскостной заточки.
Ленточка, а точнее ее боковая вершина — это самое уязвимое место сверла и её так же можно подточить, сделав небольшую фаску, что увеличит стойкость инструмента, продлит срок его службы. Подточка происходить по всей длине внешней кромки начиная от боковой вершины на ленточке. Кромка подрезается под углом 6° — 8°, фаска при этом получается шириной 0.1 – 0.2 мм и больше, это зависит от диаметра сверла. Этот способ применяется при диаметре инструмента более 12 мм для обработки твердых и неоднородных материалов.
Снятие фаски на ленточке Фаска, снятая со стороны ленточкиПри работе с материалами, требующими повышенной остроты сверла подрезание фаски на боковой грани и ленточке не выполняется. Для таких работ ленточку нужно подточить со стороны канавки, т.е. передней грани.
Подточка ленточки со стороны канавки Ленточка, подточенная со стороны канавкиПравила заточки
Для заточки сверл в мастерских и на производстве, чаще всего, используют точило, реже специальное оборудование. В процессе восстановления режущей грани нужно придерживаться следующих правил:
- чем твёрже материал, из которого изготовлено сверло, тем с меньшей скоростью следует его обрабатывать;
- нужно соблюдать короткие циклы заточки, за одно касание круга снимать незначительный слой материала, не давая инструменту нагреваться;
- сверло не прижимается сильно к точильному кругу — это увеличит его нагрев;
- периодически охлаждайте сверло, например, в, заранее приготовленной, баночке с холодной водой.
Во время заточки нельзя допускать перегрева сверла, он приведет к растрескиванию, размягчению металла, снижению стойкости инструмента. Понять, что металл сильно греется можно по изменению его цвета.
При заточке поверхности зачищают до тех пор, пока не исчезнут все сколы и зазубрины. Нужно стремиться сделать их идеально гладкими, контролируя при этом все необходимые углы и длины граней.
Заточка сверла на точиле
Спиральные сверла по металлу, чаще всего, точат на точиле, его еще называют наждаком, точильно-полировальным, обдирочно-заточным или просто станком для заточки. Точило используют для обработки металлических заготовок и деталей, их шлифовки и заточки. Оно прекрасно подходит для заточки спиральных и других видов свёрл.
Станок для заточки Makita Станок для заточки Elitech Станок для заточки PatriotДля заточки понадобится абразивный круг из белого электрокорунда прямого профиля. Его марка должна быть 14А (A) или 25А (WA). Они предназначены для обработки углеродистых, легированных, быстрорежущих и нержавеющих марок сталей, заточки стального закаленного инструмента.
Абразивные круги так же называют наждачными и шлифовальными кругами. Реже их называют наждачными и шлифовальными камнями.
Белые абразивные кругиРабочая поверхность камня должна быть ровной, без закруглений, выбоин и впадин. Если на поверхности есть дефекты, то их нужно устранить правилом, это процесс называется правкой шлифовального круга. При этом его поверхность стачивается, приобретая нужную форму, в данном случае – плоскую.
Для правки шлифовального камня используют алмазные и эльборовые карандаши (вставки), алмазные правящие гребенки, реже пользуются шарошками, подручными материалами, отрезными кругами с алмазным и эльборовым покрытием.
Алмазные правящие гребенки Алмазные карандаши для правки шлифовальных кругов Шарошкодержатель с шарошкамиПроцесс правки шлифовальных кругов разными правящими инструментами хорошо представлен в данном видео ролике:
На точиле должен быть установлен подручник, без него будет сложно выполнить качественную заточку. Подручник — это, чаще всего, металлическая регулируемая платформа, которая устанавливается перед диском для того, чтобы на нее можно было опереться или использовать как направляющую при работе с наждаком.
Подручник нужно выставить горизонтально, чтобы его верхняя плоскость была на одном уровне с осью вращения наждачного круга. Зазор между кругом и подручником нужно сделать минимально возможным, зазор в один миллиметр будет идеальным для заточки.
Выставленный подручник на точилеДля примера рассмотрим выполнение конической одинарной заточки с подрезанием перемычки. Т.к. данный вид заточки, хоть и не самый простой, но самый распространенный и подходит для восстановления остроты свёрл диаметром от 3 миллиметров.
Убедитесь в том, что на точило установлен камень из белого электрокорунда, его геометрия выправлена, а подручник установлен на одном горизонтальном уровне с осью вращения абразивного круга и на расстоянии в 1 мм от его поверхности.
Важно! По технике безопасности у точила запрещено работать в перчатках, не важно, тканевые они или медицинские. Это актуально для любых станков, где есть вращающиеся части из-за угрозы наматывания материала и затягивания частей тела.
Для начала нужно проработать все действия с выключенным точилом. На подручнике нужно нарисовать маркером линию под углом в 60 градусов к плоскости торца наждачного круга. Это нужно, чтобы вывести угол при вершине, примерно, в 120 градусов.
Рисуем на подручнике линию под углом 60 градусовСверло нужно взять двумя руками, ведущей рукой за рабочую часть, второй рукой – за хвостовик. После его нужно положить на подручник так, чтобы его боковая грань при взгляде сверху совпала с линией, нарисованной на подручнике.
Между подручником и сверлом нужно положить указательный палец – он будет исполнять роль качели при конической заточке. Когда инструмент лежит на пальце, то между ним и наждачным кругом образуется угол, примерно равный 7° — 12°. Именно это значение нужно выдержать на режущей кромке.
Берем сверло в руки и кладем на подручникТеперь нужно отработать движения, которыми будет производиться коническая заточка. Слегка придавливаем переднюю кромку сверла к наждаку, при этом кромка должна находиться в горизонтальной плоскости. Далее медленно опускаем хвостовик вниз, не ослабляя прижим, до тех пор, пока на поверхности круга не будет лежать задняя часть задней поверхности. При этом круг должен провернуться.
Отрабатываем движения для заточки на выключенном точилеОтводим сверло назад от круга, переворачиваем его другой режущей кромкой и снова прикладываем к кругу в том же положении, которое было в первый раз. Повторяем колебательное движение хвостовиком так, чтобы наждак опять провернулся. Данное движение с поворотом наждака и переворотом сверла нужно отработать несколько раз, до тех пор, пока оно не будет выполняться автоматически.
После можно включать точило и приступать к заточке. В процессе выполняются всё те же действия:
- выравниваем сверло по нарисованной на подручнике отметке на угол 60° к точилу;
- прикладываем к точилу переднюю кромку, следя за ее горизонтальным положением;
- опускаем хвостовик до полной обработки задней грани;
- отводим и переворачиваем на 180° вокруг оси;
- повторяем весь процесс.
Процесс заточки сверла на точиле Переворачиваем сверло и точим вторую режущую кромкуПосле выполнения нескольких подходов, когда при визуальном осмотре, режущие кромки будут гладкие и острые, а на задней части будет закругленный скос, нужно проверить соответствие углов и длин режущих кромок. Для этого желательно иметь под рукой специальный шаблон, угломер или транспортир для измерения углов заточки и штангенциркуль для измерения длин режущих кромок.
Первая ошибка, которую можно допустить в процессе заточки и выявить при проверке – это заваливание режущей кромки вперед. Из-за чего она не будет самой высокой точкой зуба, а на задней поверхности будет своеобразна возвышенность, горка. При этом сверло работать не будет, т.к. при сверлении оно просто будет тереться задней поверхностью о материал. Ошибку нужно исправить, выполнив заточку заново.
Правильная и неправильная заточка сверла по металлуВторое, что нужно проверить – это соответствие длин режущих кромок, измеряемое от центральной точки на перемычке до боковых вершин режущих кромок. Эти расстояния должны соответствовать с двух сторон, иначе отверстие при сверлении будет разбиваться, его итоговый диаметр будет больше номинала, указанного на сверле.
Проверка штангенциркулем соответствия длин режущих кромокДалее проверяем угол при вершине сверла при помощи специального или самодельного шаблона. При проверке можно обнаружить, что угол получился немного больше или меньше, чем 120 градусов, в целом, на это можно закрыть глаза и оставить как есть. Но, если угол при вершине у одного зуба будет больше, чем у второго, то это нужно исправлять, иначе одна сторона сверла работать не будет, а вторая будет сильно греться и быстрее изнашиваться
Угол при вершине соответствует 120 градусам Угол при вершине немного больше 120 градусовФинальным этапом проверки будет сверление какой-то ненужной металлической заготовки. При этом сверло должно вгрызаться в металл плавно, без биения от центра, стружка должна равномерно выходить с двух сторон из канавок в одинаковом количестве. Получившееся отверстие не должно превышать номинальный диаметр, указанный на сверле, более чем на 0.05 – 0.1 см.
Равномерный выход металлической стружки по канавкам сверла Сверление металлической заготовкиТеперь можно выполнить подточку перемычки, что должно уменьшить усилие при сверлении, инструмент будет лучше врезаться в металл, а его стойкость повысится.
Стачивание перемычкиВидео инструкция по заточке
Так же мы настоятельно рекомендуем посмотреть видео инструкцию по заточке спиральных сверл на точиле от Виктора Леонтьева. В этом видео подробно рассказывается обо всем процессе заточки, начиная с теории и заканчивая практикой.
Как продлить срок службы сверла
«Посадить» сверло не сложно, сложнее будет вернуть ему работоспособность. Чтобы продлить срок его службы нужно помнить о следующих правилах работы:
- Не допускайте перегрева свёрл. Перегрев рабочей части сверла способствует размягчению металла, его быстрому затуплению.
- Подберите скорость вращения. Скорость вращения сверла подбирают в зависимости от его типа и диаметра. Для разных материалов нужное число оборотов при одинаковом диаметре сверла так же будет отличаться.
- Смазывайте сверло. При сверлении отверстий в металле возникает сильное трение между сверлом и заготовкой, что приводит к его перегреву и быстрому износу. Для уменьшения трения в место соприкосновения сверла с деталью подливают машинное масло.
- Извлекайте стружку. При работе с деревом нужно часто извлекать сверло и очищать его от набившейся стружки. Ее избыток может привести к перегреву, а так же сверло может застрять в детали и сломаться. Давайте сверлу остывать между погружениями.
- Делайте отверстия в металле за несколько проходов. Если необходимо просверлить отверстие диаметром более 6 мм, желательно делать это за несколько проходов сверлами разного диаметра, постепенно увеличивая диаметр на 5-6 мм. Это так же позволит просверлить размеченные отверстия точнее.
- При заточке подтачивайте перемычку и ленточку. Это повысит стойкость, сверло будет лучше врезается в материал, возрастает производительность сверления, уменьшается усилие подачи.
Ниже приведена таблица с приблизительными значениями количества оборотов в минуту в зависимости от диаметра сверла и обрабатываемого материала.
| Ø, мм | Мягкие породы дерева | Твердые породы дерева | Сталь | Медь | Алюминий |
|---|---|---|---|---|---|
| Спиральные сверла по металлу | |||||
| до 6 | 3000 | 3000 | 3000 | 3000 | 3000 |
| 6-10 | 3000 | 1500 | 1000 | 1200 | 2500 |
| 10-16 | 1500 | 750 | 600 | 750 | 1500 |
| 16-25 | 750 | 500 | 350 | 400 | 1000 |
| Спиральные сверла с подрезателем по дереву | |||||
| до 3 | 1800 | 1200 | — | — | — |
| 6 | 1800 | 1000 | — | — | — |
| 9 | 1800 | 750 | — | — | — |
| 12 | 1800 | 750 | — | — | — |
| 16 | 1800 | 500 | — | — | — |
| 19 | 1400 | 250 | — | — | — |
| 22 | 1200 | 250 | — | — | — |
| 25 | 100 | 250 | — | — | — |
| Перьевое (перовое) сверло по дереву | |||||
| до 12 | 2000 | 1500 | — | — | — |
| 12-25 | 1750 | 1500 | — | — | — |
| 25-39 | 1500 | 1000 | — | — | — |
Как правильно заточить, точить сверло по металлу: способы и правила заточки

 8-800 222 60 99 Бесплатный звонок по России
8-800 222 60 99 Бесплатный звонок по России
Меню
- Каталог оборудования
- Мобильные станки
- Мобильные расточные станки
- Мобильные наплавочные станки
- Мобильные расточно-наплавочные комплексы
- Измерительный инструмент
- Сопутствующие товары
- Расходные материалы
- Металлообрабатывающее оборудование
- Оборудование с ЧПУ
- Универсальное оборудование
- Мобильные станки
- Услуги
- О нас
- Статьи
- Контакты
- Мобильные станки
- Мобильные расточные станки
- Мобильные наплавочные станки
- Мобильные расточно-наплавочные комплексы
- Измерительный инструмент
- Сопутствующие товары
- Мобильные станки
Как заточить сверло по металлу: угол заточки, основные правила
Для сокращения времени работы и улучшения ее качества важно подобрать приспособление, позволяющее удерживать режущий инструмент неподвижно. Нормальная заточка сверл по металлу во многом зависит от точности выставления требуемого угла и возможности регулирования подачи в процессе точения.
Помимо самой машинки, для работы также нужны тиски, в которых фиксируется отлаживаемый режущий инструмент.
Заточка на точильном круге считается более удобным и безопасным способом по сравнению с болгаркой.
Качественно и быстро точить сверла средних диаметров (4–10 мм) можно и без заточного круга, используя стандартные насадки для дрели.
Сверло, применяемое для обработки металла, заточить напильником либо надфилем невозможно по двум причинам:
Основным элементом такого шаблона для заточки сверл по металлу является подручник, предназначенный для решения следующих важных задач:
Для качественной и точной заточки сверла важно подобрать правильный угол.
Для быстрой проверки правильности заточки инструмента используют специальный шаблон, при помощи которого можно контролировать:
Правильность восстановления сверла можно установить посредством шаблона, сделанного из листового металла толщиной 1 мм. С его помощью выполняется контроль:
Точение сверл по металлу не вызывает у опытных домашних мастеров никаких трудностей. Но все же существует несколько важнейших правил:
Инструмент для сверления металла с наконечником из победитовой стали также со временем может затупиться. Для восстановления его рабочих свойств подойдет лишь алмазный круг, вращающийся на малых оборотах. Но перед тем как пробовать заточить победитовые сверла, необходимо удостовериться в возможности такой работы: высота рабочей части должна быть не менее 1 см.
 Как заточить сверло старым проверенным способом
Как заточить сверло старым проверенным способом
Это угол заточки сверла, он приблизительно составляет 120 градусов.

После заточки передняя режущая часть инструмента должна быть симметрична. Если произошло смещение, надо поправить – переточить.
За режущей кромкой имеется задний срез или задняя поверхность. Она должна быть направлена относительно режущей кромки на 1 – 1,5 мм вниз в сторону хвостовика сверла.

На точильном камне маркером наносим черту параллельно оси вращения. Теперь постараемся правильно расположить сверло в пространстве для проведения заточки. Прикладываем сверло задним срезом режущей кромки к черте на точильном камне, плотно без зазоров. Сверло должно располагаться строго горизонтально!
При этом нанесенная черта будет находиться несколько выше оси вращения точила.

Продольная ось инструмента в горизонтальной плоскости будет повёрнута влево примерно на 30 градусов, это обеспечит правильный общий угол заточки в 120 градусов. Запомним это положение в пространстве.
Берем побывавшее в работе сверло, со сбитыми режущими кромками и попробуем его заточить. Находим правильное положение инструмента в пространстве, начинаем заточку.

Вначале одну сторону, потом другую. Не торопимся, делаем работу максимально аккуратно. Если затачиваемая комка перегревается, раскаляется до красна, окунаем инструмент в емкость с водой. Затем продолжаем работу.

Как будто бы все получилось. Угол заточки около 120 градусов, задний срез имеет правильный скос к хвостовику сверла.


Берем дрель, вставляем заточенный инструмент в патрон. Пробуем сверлить стальную пластину толщиной 8 мм.

Все идет довольно хорошо.

Однако, истинным критерием правильно выполненной операции является стружка спиральной формы. Если она еще и симметричная двухсторонняя, то значит, углы заточки оптимальны.
Вполне возможно, что с первого раза операция может не получиться. Ничего страшного. Терпение и аккуратность, это даст положительный результат. Пару слов о технике безопасности. Точило должно иметь защитный кожух. Работать необходимо в перчатках, причем прочных, например спилковых. Лицо и глаза следует ОБЯЗАТЕЛЬНО защитить очками, а лучше маской. Успешной Вам работы!
В видеоролике наглядно происходит процесс заточки сверла вручную, так что обязательно посмотрите.
Рассказываем как заточить сверло по металлу правильно при помощи точила, болгарки и приспособлений. Основные требования и правила заточки в домашних условиях. Особенности восстановления победитовых и ступенчатых сверл. Угол заточки, использование шаблонов.
Со временем даже самое качественное сверло затупляется, все хуже входит в металл и не позволяет проделать ровное отверстие требуемой точности. В большинстве случаев ничего не остается, как заточить сверло по металлу, не отходя от рабочего места. Заточка сверл позволяет в полной мере восстановить их характеристики и работоспособность. Конечно, приобрести новое изделие намного проще, чем устранить проблему своими руками. Чтобы правильно заточить, вовсе не обязательно наличие специального оборудования: восстановить сверло можно с применением несложного инструмента.
Как определить необходимость заточки сверла
Потребность в заточке сверла определяется при появлении одного из следующих признаков:
- повышенного шума в процессе погружения в металл;
- появления мелкой стружки;
- сильного нагрева изделия.
Затупленное спиральное сверло при трении издает неприятный для слуха высокочастотный звук. Потому следует немедленно остановить работу и перейти к заточке инструмента, иначе он слишком перегреется и не будет подлежать восстановлению.

Ухудшение наточки сверла также можно заметить по прекращению образования спиралевидной непрерывной стружки, появлению мелких частиц металла.
Приспособления для заточки
Для сокращения времени работы и улучшения ее качества важно подобрать приспособление, позволяющее удерживать режущий инструмент неподвижно. Нормальная заточка сверл по металлу во многом зависит от точности выставления требуемого угла и возможности регулирования подачи в процессе точения.

Большинство приспособлений позволяет точить режущий инструмент размером 3–19 мм. Для восстановления спиралевидных изделий применяются как специализированные, так и обыкновенные станки с электроприводом и системой подачи, которые можно собрать самому и установить в гараже либо подсобном помещении.
Для работы в домашних условиях нет смысла покупать дорогостоящее профессиональное оборудование: можно ограничиться точильным кругом в паре с держателем либо вовсе выполнить выправку изделия вручную.
При помощи болгарки
Помимо самой машинки, для работы также нужны тиски, в которых фиксируется отлаживаемый режущий инструмент.

Чтобы заточить сверла по металлу болгаркой, необходимо соблюдать следующую последовательность работ:
- изделие вертикально зажать в тисках;
- сначала обработать тыльную кромку до удаления следов износа;
- рабочую грань обточить под 120°.
Для недопущения перегревания сверла контакт его со шлифовальным диском должен длиться не более 1–2 секунд. Эффект достигается за счет многократного снятия тонкого слоя металла с рабочей грани.
Для установления угла заточки можно воспользоваться пластиковым шаблоном, периодически прикладываемым к поверхности.
Заточка на точиле
Заточка на точильном круге считается более удобным и безопасным способом по сравнению с болгаркой.
Если опыт не позволяет определить уровень износа сверла по металлу и выполнить его оправку на точиле «на глаз», нужно воспользоваться специальным приспособлением – держателем, устанавливаемым вблизи рабочего диска. Во избежание смещения фиксатор надежно прикрепляется посредством болтового соединения.

На обточном станке затачивание сверл по металлу не представляет никакой сложности.
Инструмент закрепляется в фиксаторе, включается точило, и рабочие кромки слегка прижимаются к кругу под нужным углом. При наличии мелких зазубрин перед точением их следует удалить равномерно со всех сторон.
Работать на станке следует осторожно. Сверла больших диаметров способны нагреваться до значительных температур, что приводит к уменьшению прочностных характеристик металла.
При помощи насадки на дрель
Качественно и быстро точить сверла средних диаметров (4–10 мм) можно и без заточного круга, используя стандартные насадки для дрели.

Заточка производится в таком порядке:
- на дрель ставится насадка;
- в отверстие требуемого диаметра устанавливается сверло;
- включается дрель, изделие обтачивается с одной стороны;
- для отладки противоположной режущей грани инструмент поворачивается на 180°.
Применение насадки имеет некоторые особенности:
- Качественная и эффективная заточка возможна только для незначительно затупившихся сверл. При наличии глубоких повреждений, как правило образующихся при значительном перегреве металла, восстановить инструмент не получится.
- Фиксированный угол заточки. Насадка подходит только для сверл, используемых для работы с определенными материалами.
Несмотря на имеющиеся конструктивные недостатки, применение насадок позволяет значительно ускорить и упростить восстановление рабочих кромок сверла по металлу. Популярность также обусловлена невысокой стоимостью приспособлений.
Заточка напильником или надфилем
Сверло, применяемое для обработки металла, заточить напильником либо надфилем невозможно по двум причинам:
- Твердость материала. Даже самый лучший напильник сотрется, прежде чем исправит режущий инструмент.
- При использовании алмазных либо абразивных брусков невозможно вручную выдержать нужный угол.
Порядок заточки сверла
Для качественной оправки затупившегося сверла рекомендуется применение дополнительных приспособлений.
В качестве простейшего можно использоваться втулку, внутренний диаметр которой соответствует поперечному размеру режущего инструмента, жестко зафиксированную под требуемым углом. При подборе такой втулки особое внимание уделяется точности и плотности входа сверла внутрь шаблона, так как отклонение даже в несколько градусов существенно снизит качество восстановления кромок.

Приспособление можно оснастить набором алюминиевых либо медных трубок, соответствующих типовым диаметрам сверл. Нередко умельцы дополняют изделие деревянным бруском, в котором проделаны отверстия различных диаметров.
Основным элементом такого шаблона для заточки сверл по металлу является подручник, предназначенный для решения следующих важных задач:
- обеспечение точного положения инструмента и его перемещения относительно точила;
- выполнение функции упора, не позволяющего обрабатываемому изделию отходить назад.

Заточка сверл с использованием приспособления из дубового бруска позволяет точно выставить требуемый угол.
Также режущий инструмент можно легко восстановить на самодельном заточном станке.

Правильный угол
Для качественной и точной заточки сверла важно подобрать правильный угол.
Существует зависимость от материала заготовки угла заточки сверла по металлу, таблица которой приведена ниже.

Таким образом, чем мягче металл заготовки, в которой требуется проделать отверстие, тем угол тупее.
Доводка после заточки
Работа проводится на специальных кругах для доводки, сочетающих грубую обработку металла с финишной.
Диски изготавливаются из относительно мягкого материала, позволяющего убрать царапины, наплывы и прочие незначительные дефекты поверхности. Устранение их осуществляется без изменения геометрических параметров режущих граней. Обычно такие круги ставятся на перфоратор либо болгарку, фиксируются и надежно зажимаются, благодаря чему появляется возможность обработки сверла, зажатого в тисках либо ином приспособлении.
Кроме доводочных дисков, довести режущие поверхности до совершенства можно при помощи наждака, установленного на дрель или болгарку.
Проверка заточки
Для быстрой проверки правильности заточки инструмента используют специальный шаблон, при помощи которого можно контролировать:
- длины рабочих граней;
- положение вершин углов;
- угол наклона винтовой канавки;
- угол продольной грани.

Подточка сверла
Для сверл по металлу диаметром от 10 мм требуется дополнительная подточка передней кромки.
Смысл такой операции заключается в увеличении угла режущей грани и уменьшении наклона передней кромки. Цель – придание металлу стойкости к крошению и повышение рабочего ресурса режущего инструмента.
Кроме того, подточка позволяет сузить поперечную кромку, из-за чего материал заготовки по центру отверстия скоблится, что облегчает сверление. Дополнительная обработка сверл с небольшим задним углом позволяет снизить силу трения внутри отверстия.
Проверка правильности заточки сверла
Правильность восстановления сверла можно установить посредством шаблона, сделанного из листового металла толщиной 1 мм. С его помощью выполняется контроль:
- угла между перемычкой и режущей кромкой;
- угла вершины;
- длины рабочих граней.
Подобный угломер можно изготовить из обычного металлического транспортира. Лишнюю часть следует отрезать, потому как при точении сверл по металлу углы до 30° не применяются.

Контроль заднего угла осуществляется опосредованно через определение угла заострения.
Для самостоятельного изготовления шаблона достаточно перенести требуемые углы на лист металла. В качестве эталона можно применить новое, еще не использованное изделие.
Для проверки правильности заводской заточки заготовка из любого мягкого металла просверливается на глубину 1 см, после чего замеряется диаметр полученного отверстия. Он должен в точности соответствовать заявленному типовому размеру сверла.
Неправильное восстановление рабочих кромок, если клинья их несоразмерны друг с другом либо заточены они под различными углами по отношению к оси инструмента, вызовет биение сверла. В итоге диаметр отверстия будет большим.
Также правильность заточки можно легко выявить по типу стружки, выходящей при сверлении металла. При разбежке в углах инструмент будет заходить туго, придется прикладывать значительно большие усилия для погружения его в металл.
Важные правила
Точение сверл по металлу не вызывает у опытных домашних мастеров никаких трудностей. Но все же существует несколько важнейших правил:
- Главное требование, которого следует придерживаться при разработке конструкции станка для точения: изделие должно оставаться неподвижным, не вращаться вокруг своей оси. Если оно повернется хотя бы на градус, выправку придется повторять заново.
- Поверхность круга или заточного диска должна быть идеально ровной. Потому периодически ее необходимо править эльборовыми насадками.
- По окончании работы восстановленному инструменту для сверления металла следует дать остыть в естественных условиях и только затем выполнять проверку геометрических параметров посредством шаблона.
Длины режущих граней должны отличаться одна от другой не более чем на 0,1–0,3 мм. Данное правило особенно важно для инструмента небольшого диаметра.
Можно ли восстановить победитовое сверло
Инструмент для сверления металла с наконечником из победитовой стали также со временем может затупиться. Для восстановления его рабочих свойств подойдет лишь алмазный круг, вращающийся на малых оборотах. Но перед тем как пробовать заточить победитовые сверла, необходимо удостовериться в возможности такой работы: высота рабочей части должна быть не менее 1 см.

Инструмент с напаянным твердым металлом затачивается теми же способами, как и обычный, небольшого диаметра, – подточкой поверхности задней части. Убирать материал необходимо полностью, вплоть до самой напайки. Если пластина стерлась до поверхности стержня, желательно также подтачивать и переднюю часть до снижения толщины напайки по центру. Работу выполнять нужно с максимальной осторожностью, чтобы не срезать лишний ценный металл.
При обработке необходимо следить за нагревом режущего инструмента, так как чрезмерное повышение температуры может привести к растрескиванию или излому пластины по контуру спайки. Для охлаждения допускается использование любой жидкости, например чистой холодной воды. Но если металл уже раскалился и приобрел красноватый оттенок, принудительно охлаждать его нельзя: инструмент обязательно треснет.
Особенности заточки ступенчатых сверл
Ступенчатые сверла по металлу производятся в нескольких конструктивных исполнениях, каждая модель при этом предназначена для устройства отверстий диаметром 4–32 мм. Это дорогостоящий, но очень качественный инструмент, способный прослужить до 2 лет даже при интенсивном использовании.
По рекомендациям производителя возможна заточка ступенчатых сверл по металлу, но только некоторых моделей. Остальные восстановлению и последующему повторному применению не подлежат.
В отличие от обычных конусные сверла заточить непросто: при неправильном выполнении работы режущая кромка инструмента может прийти в негодность.
Для возвращения к жизни ступенчатого резца используется наждачная бумага, которой оборачивается специальный вращающийся диск. При этом обработку можно проводить как при помощи станка для концевых фрез, так и руками. Первый вариант применяется для изделий со спиралевидными канавками, второй – для инструмента с прямыми полостями.
А вы сталкивались когда-нибудь с необходимостью заточки сверла по металлу в домашних условиях? Все ли у вас получилось или возникли какие-то затруднения? Поделитесь, пожалуйста, собственным опытом в комментариях.
Как заточить сверло по металлу?
Затупившееся сверло будет создавать дым и скрежет даже при сверлении мягкого металла. Когда свёрла затупляются, вы начинаете надавливать при сверлении сильнее, что неизбежно приводит к повреждению сверла и даже может привести к вашей травме. До того, как вы соберётесь в магазин, чтобы купить новые свёрла, попробуйте сначала простую технику заточки и сэкономьте время и деньги. Требуется около 30 секунд, чтобы наточить сверло и не более минуты, чтобы восстановить повреждённое, сломанное или сколотое сверло. Спиральные свёрла довольно легко заточить. А если испортить, то самое худшее, что может случиться, это то, что придётся сточить несколько миллиметров сверла, пока не получится всё сделать правильно.
Содержание статьи:
Признаки сверла, требующего заточки
На сверле есть несколько признаков, по которым можно определить, что оно требует заточки. Для быстроты можно обращать внимание только на 3 основные его части: режущие кромки, задние поверхности (площадка за кромками) и перемычка в центре кончика сверла. Две режущие кромки на сверле должны быть острыми и симметричными. Задние поверхности — это то, что следует за режущими кромками и будет поддерживать режущий край, когда сверло сверлит. Эти «площадки» должны быть наклонены таким образом, чтобы оставить зазор между деталью, которую вы сверлите. Перемычка находится в самом центре кончика сверла и влияет на его центрирование и заход в материал при начале сверления. Она не должна быть слишком толстой.
Как заточить сверло по металлу
- Затачивание сверла заключается в восстановлении остроты режущих кромок. Обтачивать нужно как сами кромки, так и задние поверхности, которые следуют за кромкой. Сверло будет врезаться в материал, если с поверхностью соприкасаются только перемычка на кончике сверла и режущие кромки, а задние поверхности за этими кромками должны находиться на расстоянии от поверхности. Задние поверхности (площадки за режущими кромками) должны располагаться под углом 7–10 градусов относительно перпендикулярной линии оси сверла. Они имеют изогнутую форму, что придаёт опору кромкам. Если эти площадки не будут изгибаться под определённым углом, а будут на одном уровне с режущими кромками, то сверления просто не получится.
- Точильные станки обычно имеют два шлифовальных круга, один грубый, второй для более тонкой заточки. Если сверло крупное, сильно изношено и повреждено, то начните с грубого круга, потом переключитесь на второй круг. Если сверло выглядит нормально, начните сразу с круга для тонкой заточки. Обратите внимание, что край шлифовального круга должен быть гладким и ровным. Если это не так, его нужно обработать для сглаживания и выравнивания. Ширина шлифовального круга должна с запасом превышать длину режущей кромки затачиваемого сверла.
- Перед заточкой не рекомендуется надевать защитные перчатки, так как их может затянуть в станок вместе с рукой. Кроме того, перчатки ослабляют способность надёжно удерживать сверло. При этом желательно надевать защитные очки.
- При заточке, сверло нужно располагать под углом примерно 59–60 градусов относительно поверхности круга. Под этим углом располагается каждая из двух режущих кромок, образуя общий угол при вершине 118 градусов (у большинства сверл по металлу, у сверла для твёрдого металла угол может быть другой, см. в этой статье “угол при вершине”). То есть, нужно держать сверло так, чтобы режущая кромка располагалась горизонтально и была параллельна поверхности круга. Это не сложно выполнить, но при малом опыте, для облегчения процесса, можно использовать следующие приёмы.
- На подручнике можно провести черту (или несколько, как на фото) или наклеить малярную ленту под углом 60 градусов, чтобы можно было визуально совмещать с этой чертой боковую часть сверла. Это будет как ориентир, чтобы затачивать правильный угол при вершине сверла. Также, на подручнике можно расположить уголок под нужным углом к кругу и прикрепить его струбциной. Нужно будет прижимать к уголку сверло, и подводить его к кругу.

- Не критично, если угол при вершине будет не точно 118 градусов, но углы и длина режущих кромок должны быть симметричными с обеих сторон. В этом случае отверстия, сделанные заточенным сверлом, будут получаться нужного диаметра.
- Попрактикуйтесь держать сверло. Оно будет лежать на пальцах правой руки, которые опираются на подручник. Сверло прижимается сверху большим пальцем. Пальцы второй руки держат сверло за хвостовик и обеспечивают его движение. Можно поменять расположение рук, как Вам будет удобнее.

- Удерживайте одну из режущих кромок сверла под углом 60 градусов к поверхности шлифовального круга. В начале заточки нужно, чтобы линия режущей кромки находилась горизонтально.
- Включите наждак. Медленно двигайте сверло, пока оно не коснётся кромкой круга. Далее нужно легко прижать кромку к поверхности круга и начинать двигать кончик вверх (опуская хвостовик, угол сверла к кругу сохраняется 60 градусов). То есть, затачивается режущая кромка, потом продолжается обточка площадки за кромкой (задней поверхности), а режущая кромка отходит от круга, сохраняя горизонтальное расположение (но сверло продолжает контактировать с шлифовальным кругом площадкой за режущей кромкой). После обточки задней поверхности, нужно отвести сверло от шлифовального круга. Так нужно сделать один или несколько раз и переходить к заточке второй стороны сверла.
- Далее следует перевернуть сверло на 180 градусов, сохраняя его положение под углом 60 градусов относительно круга (режущая кромка сверла располагается горизонтально), и начать процесс заточки второй стороны сверла.
- Если приходится много стачивать металла, то металл будет нагреваться. Держите ёмкость с водой рядом, чтобы периодически погружать туда сверло для охлаждения. При шлифовании не допускайте перегрева сверла. Перегрев приведет к тому, что кромки сверла станут синими, что свидетельствует о потере закалки сверла. Если так случится, то синяя область должна быть полностью сточена.
- Если обе режущие кромки стали острые, проверьте, одинаковые ли они по длине. Сравнение длины кромок можно определить как визуально, на глаз, так и измерив штангенциркулем. Более длинную кромку можно дополнительно подточить.
- По неопытности, может потребоваться много повторений, чтобы две режущие кромки сверла стали симметричными. Это нормально и требует большого терпения. Продолжайте затачивать до достижения результата. Чаще переворачивайте сверло, чтобы не заточить одну сторону больше другой.
- Для незначительной корректировки режущих кромок, а также при подправке её остроты, можно обтачивать не всю поверхность, следующую за ней, а только саму кромку (небольшую полоску вдоль неё). Это можно сделать, легко касаясь режущей кромкой круга при её горизонтальном положении.
- Для проверки формы и расположения обточенных задних поверхностей можно использовать как специальный шаблон, так и самодельный, который можно вырезать из листового материала. Другой многим известный способ определить правильность угла при вершине – положить вплотную две гайки с шестигранной головкой, чтобы две их кромки соприкасались (как показано на фото). После нескольких проходов шлифования проверьте сверло. Оно должно подходить прямо в угол двух гаек. Так проверяется угол при вершине 118 градусов.


Уменьшение перемычки кончика сверла
При заточке сверла большинство людей делают ошибку, не уменьшая перемычку на его кончике. В дальнейшем приходится использовать большее давление при сверлении. Почему перемычка при заточке сверла получается широкой? Толщина центральной части сверла (сердечника) неравномерная. Она увеличивается от кончика сверла к хвостовику, для его укрепления. Перемычка – это, по сути, и есть кончик «сердечника» сверла. В более крупных сверлах, когда сверло многократно затачивали, толщина перемычки становится больше (так как «сердечник» сверла становится толще, ближе к хвостовику).
Во время сверления центр сверла тормозит процесс, создавая 50–70% сопротивления. Это можно исправить путем уменьшения поперечной кромки стачиванием. Уменьшение перемычки очень эффективно для снижения сопротивления резке сверла, а также способствует лучшему удалению стружки.

Она шлифуется на менее грубом шлифовальном круге, его краем. Из каждой канавки должно быть сточено равное количество металла. При её стачивании будьте осторожны, чтобы не сделать перемычку слишком тонкой и не повредите режущие кромки. Особенно нужно быть осторожным на свёрлах малого диаметра, чтобы не сточить лишнего.

Тестирование заточенного сверла
Для быстрой проверки, поместите кончик сверла на деревянный брусок и просто поверните его медленно вручную (по часовой стрелке). Правильно заостренное сверло легко начнет врезаться в дерево, даже при очень небольшом давлении.
Для настоящего теста установите сверло в дрель. Попытайтесь просверлить брусок дерева. Сверло должно войти в дерево без усилия. Обе кромки должны срезать одинаковый слой материала. Стружка должна одинаково выходить с обеих сторон.
Анатомия сверла
При заточке сверла по металлу необходимо иметь представление о его устройстве.
Для сверления металла наиболее часто применяются спиральные свёрла. В основном, когда вы выбираете сверло для вашей работы, учитывайте его длину, тип кончика, тип спиральной канавки, металл из которого оно сделано.
Рабочая часть сверла подразделяется на две части – на режущую и калибрующую (направляющую). Режущая (или заходная) часть состоит из 2‑х режущих кромок, задних поверхностей (идут на этой же площадке сразу за кромками) и перемычки. Направляющая часть имеет 2 спиралевидные ленточки, к которым примыкают канавки для стружки, а с другой стороны – спинками.
Разберём базовые характеристики спирального сверла: угол при вершине, угол зазора режущих кромок, главные режущие кромки, перемычка между кромками и угол спирали.
Угол при вершине
 Он расположен на кончике спирального сверла. Это угол между двумя режущими кромками. Он обязателен, чтобы центровать спиральное сверло на материале, который сверлите. Угол при вершине варьируется на разных сверлах и должен быть адаптирован к материалу (его твёрдости), который Вы будете сверлить. Чем жестче металл, тем больше угол при вершине (и, следовательно, более плоский кончик).
Он расположен на кончике спирального сверла. Это угол между двумя режущими кромками. Он обязателен, чтобы центровать спиральное сверло на материале, который сверлите. Угол при вершине варьируется на разных сверлах и должен быть адаптирован к материалу (его твёрдости), который Вы будете сверлить. Чем жестче металл, тем больше угол при вершине (и, следовательно, более плоский кончик).
Наиболее универсальное спиральное сверло по металлу имеет угол при вершине 118 градусов, приемлемый для использования на древесине, мягком металле, металле средней твёрдости, пластике и большинстве других не твёрдых материалов. Для твёрдых материалов, таких как нержавеющая сталь, угол при вершине должен быть больше (135 градусов). С большим углом при вершине начинает действовать большая часть режущих кромок раньше. Более маленький угол, например 90 градусов, подходит для очень мягких пластиков и других мягких материалов (к примеру, алюминия). Он будет тупиться при сверлении твёрдых материалов.

Задние поверхности и угол их расположения
 Оба режущих края должны иметь рельеф, позволяющий им войти в заготовку для выполнения резки металла. Задние поверхности (площадки за режущими кромками) сверла располагаются на другом уровне, чем режущие кромки. Они плавно изгибаются, образуя «просвет» и позволяя резать кромкам при сверлении. Свёрла общего назначения имеют «просвет» от 8 ° до 12 ° (или даже до 15 градусов). Слишком большой зазор вызовет недостаточную опору режущих кромок, и не будет достаточной толщины кромок, чтобы отводить выделяющееся тепло при сверлении. Величина этого угла влияет на твёрдость материала, который сверлите. Меньший угол для более твёрдого материала, а больший – для более мягкого. Недостаточно большой угол зазора (менее 9 градусов) потребует усиленного давления при сверлении, что может вызвать повреждение перемычки на кончике сверла.
Оба режущих края должны иметь рельеф, позволяющий им войти в заготовку для выполнения резки металла. Задние поверхности (площадки за режущими кромками) сверла располагаются на другом уровне, чем режущие кромки. Они плавно изгибаются, образуя «просвет» и позволяя резать кромкам при сверлении. Свёрла общего назначения имеют «просвет» от 8 ° до 12 ° (или даже до 15 градусов). Слишком большой зазор вызовет недостаточную опору режущих кромок, и не будет достаточной толщины кромок, чтобы отводить выделяющееся тепло при сверлении. Величина этого угла влияет на твёрдость материала, который сверлите. Меньший угол для более твёрдого материала, а больший – для более мягкого. Недостаточно большой угол зазора (менее 9 градусов) потребует усиленного давления при сверлении, что может вызвать повреждение перемычки на кончике сверла.
Перемычка
Две режущие кромки вместе с задними поверхностями (площадками, следующими за кромками) в месте соединения образуют перемычку. Она расположена в середине кончика сверла, также участвует в резке, но не режет так эффективно, как режущие кромки. Центральная перемычка отвечает за ввод сверла в материал, его центрирование.

Спиральные ленточки
Располагаются на наружной винтовой поверхности направляющей части сверла. Ленточки уменьшают трение, улучшают отвод тепла и обеспечивают направление сверла в отверстие.

Спиральные канавки для стружки
Спиральные канавки служат каналом для вывода вырезанного материала (стружки) из отверстия, позволяют специальной жидкости для резки и сверления достичь режущих кромок.
Угол спирали
Угол наклона спирали у сверл по металлу может отличаться. Большие углы спирали обеспечивают эффективное удаление мягких, длинномерных стружек. Меньшие углы спирали используются для твердых материалов с короткими стружками.

Сверла, имеющие очень маленький угол спирали (10 ° — 19 °), имеют длинную спираль. В свою очередь, сверла с большим углом спирали (до 45 °) имеют короткую спираль. Свёрла с нормальной спиралью имеют угол спирали 19 ° — 40 °.
Хвостовик
Это конец сверла без спирали, который удерживается патроном дрели. Диаметр хвостовика важно учитывать при покупке сверла.
Длина сверла
Общая длина сверла – это размер от основания сверла до его режущего кончика. Длина спирального сверла влияет на его жесткость. Более короткое сверло будет крепче и, с меньшей вероятностью, будет блуждать или ломаться, но может не иметь достаточную длину, необходимую для всех работ. В то время как более длинные свёрла могут просверливать более глубокие отверстия, они являются более гибкими, что означает, что отверстия, которые они просверливают, могут иметь неточное расположение или отклоняться от заданной оси.
Из чего сделано сверло по металлу
- Для изготовления свёрл по металлу используется быстрорежущая сталь (англ. HSS / high speed steel — высокоскоростная сталь). На таких свёрлах имеется обозначение “HSS” на хвостовике. Это общее название сверл по металлу иностранного производства, дополнительные обозначения дают расширенную информацию о составе сверла. Это легированная сталь, используемая для изготовления металлорежущего инструмента, работающего при высоких скоростях резки. Свёрла сделаны из углеродистой стали с добавлением вольфрама, хрома, молибдена и других элементов. Это позволяет им использоваться на быстрой скорости вращения. Свёрла HSS более устойчивы к потере закалки, они довольно распространены в комплектах и пригодны для практически любого автомобильного использования. Если вам не нужно сверлить очень часто, то подойдёт даже самое недорогое сверло HSS.
- Кобальтовая сталь (свёрла с добавлением кобальта отмечены обозначением “Со” и указанием процента содержания кобальта на хвостовике (HSS Co‑5 и HSS Co‑8 или HSS‑E)). Данные свёрла очень долго сохраняют заточку, не теряют остроту режущих кромок даже при более высоких температурах. Если вам нужно сверлить нержавеющую сталь, кобальт — лучший вариант. У такого сверла есть и недостатки. Оно более хрупкое, чем простые HSS свёрла, поэтому может повреждаться легче, особенно при боковом напряжении или при застревании сверла в отверстии. Они также намного дороже. Кобальтовые свёрла служат очень долго, если с ними правильно обращаться.
- Карбид вольфрама (Tungsten Carbide / Solid Carbide). Это чрезвычайно жесткие сверла, но в то же время хрупкие. Это ограничивает их широкое применение при ручном сверлении. Чаще встречаются в промышленном применении, в инженерных цехах. Такие свёрла потребуются, если нужно сверлить высокопрочную сталь, чугун или сплавы титана.

Защитное покрытие сверла
Покрытие, нанесённое на сверло влияет на эффективность и срок его службы.
- Черный оксид (Black Oxide) — самое экономичное покрытие. Черный оксид добавляет защиту от коррозии, увеличивает отпуск и снятие напряжений в сверле. Это покрытие также уменьшает истирание, а также способствует сохранению охлаждающих и смазочных материалов для сверления на сверле. Черный оксид подходит для сверления чугуна и стали, но не рекомендуется для сверления алюминия, магния или подобных металлов.
- Оксид бронзы (Bronze Oxide) — увеличивает отпуск и снятие напряжений в сверле и, как правило, используется в одиночку для визуального определения кобальтовой стали или с черным оксидом для определения лучших сортов высокоскоростной стали.
- Нитрид титана (Titanium Nitride (TiN)). Более дорогое покрытие, которое увеличивает твердость сверла и обеспечивает тепловой барьер, приводящий к увеличению производительности и увеличению срока службы инструмента в более твердых материалах. Свёрла с покрытием нитрида титана подходят для сверления чугуна и стали, а также алюминия, магния. Однако на практике титановое покрытие, в конечном счете, изнашивается, и если заточить его, покрытие полностью теряется. Титановые свёрла выглядят как свёрла HSS с латунной или оранжевой окраской.
- Карбонитрид титана (TiCN — Titanium Carbonitride). Имеет сине-серый оттенок. Покрытые карбонитридом титана свёрла более твёрдые и износоустойчивые, чем многие другие покрытия.
- Покрытие цирконием (Zirconium Coating). Хотя не является основным материалом для свёрл, покрытые цирконием металлы очень хорошо служат. Покрытие из нитрида циркония может увеличить прочность твердых, но хрупких материалов. Состав циркония также уменьшает трение для повышения точности сверления.
Обозначения на свёрлах по металлу HSS
Иностранные производители добавляют обозначения на свёрла по металлу HSS, которые говорят об применяемых технологиях и других особенностях сверла.
- HSS‑R. Эта маркировка говорит о том, что сверло прошло термическую обработку и роликовую прокатку.
- HSS‑G. Режущие части таких инструментов подвергают шлифовке при помощи боразона (CBN). Сверла HSS‑G получили максимально широкое распространения из-за сочетания высоких эксплуатационных характеристик и доступности.
- HSS‑E VAP. Так маркируют сверла, основное предназначение которых — обработка заготовок из нержавеющей стали. К поверхностям таких инструментов стружка практически не липнет. Из-за этого они медленнее изнашиваются и реже ломаются.
- HSS‑E (HSS-Co8, HSS-Co5 и др.). Эта маркировка указывает на высокое содержание кобальта в сплаве. Такие сверла подходят для обработки вязких и сложных металлов.
- HSS‑G TiN. Такие сверла имеют напыление из нитрида титана. Оно значительно повышает твердость инструмента и его термостойкость.
- HSS‑G TiAlN. Такие сверла имеют напыление из нитрида титана, легированного алюминием. Оно еще больше увеличивает твердость инструмента и его термостойкость.
Как правильно сверлить металл?
- Даже самые дорогие и крепкие свёрла будут иметь срок службы всего несколько отверстий, если их использовать неправильно.
- Лучше меньше надавливать на сверло и использовать более низкую скорость вращения. Скорость должна быть адаптирована к твердости материала и размеру отверстия. В целом, чем больше диаметр, сверла, тем должна быть меньше скорость его вращения и наоборот, чем сверло меньше, тем скорость может быть выше. Свёрлами от 1.5 до 4.5 мм можно сверлить металл на скорости вращения 3000 оборотов в минуту. Для свёрл большего диаметра рекомендуются обороты от 350 до 1000. Во время сверления, если вы начинаете видеть дым или металл, с которым вы работаете, начинает обесцвечиваться и затемняться, вы сверлите слишком быстро. Скорость вращения влияет на нагрев сверла. Горячее сверло быстрее затупляется. Не существует единой скорости сверления для всех типов металлов. Как общее правило при сверлении металла: чем больше сверло и жестче металл, тем медленнее скорость вращения. Если сверло острое, для сверления отверстия не нужно огромное давление. Поломка часто возникает, когда вы пытаетесь сильно надавить на тупое сверло, чтобы оно быстрее сверлило. Это не работает, а только перегревает металл.
- Поскольку металлы имеют гладкие поверхности, полезно использовать кернение, чтобы центровать сверло. При сверлении больших отверстий можно предварительного просверлить металл сверлом меньшего диаметра. Это будет направляющей для вашего сверла и предотвратит его перемещение или скольжение при вращении. Сверлом меньшего диаметра лучше сверлить не насквозь. Оно также будет служить резервуаром для специальной охлаждающей и смазывающей жидкости.

- Постарайтесь держать сверло стабильно. Если его не сохранять перпендикулярным при сверлении, то оно может загибаться и сломаться.
- При сверлении листового металла, будьте осторожны, когда сверло начинает проходить через металл к другой стороне. Сверло может застрять при выходе с обратной стороны и зацепить материал снизу отверстия. В идеале нужно подложить брусок дерева под металл, чтобы он не прогибался в конце сверления. С опытом вы будете чувствовать изменения в звуке и сопротивлении, чтобы уменьшить давление в конце сверления.
- В зависимости от материала и размера отверстия может быть полезным или даже необходимым охлаждение сверла. При сверлении металл значительно нагревается, что может привести к перегреву сверла. Это уменьшает его твёрдость и остроту. Во время работы следует делать паузы, чтобы дать сверлу остыть. Для твердых металлов, больших диаметров и глубоких отверстий лучше всего использовать также специальную жидкость для резки и сверления. Непосредственно перед началом сверления, необходимо добавить некоторое количество смазки, чтобы обеспечить уменьшение тепловыделения.
- При сверлении заготовки небольшого размера, не держите её в руке. Её нужно надёжно закрепить. В противном случае заготовку может вырвать, а рука может травмироваться. При сверлении тяжелых или неподвижных объектов это не требуется.
- Процесс сверления неизбежно создаст острые кромки. Это небольшие зубчатые куски металла, которые могут находиться вокруг края отверстия, которое необходимо удалить. Вы можете просто сгладить неровности краёв напильником. Еще один небольшой трюк, это использовать сверло, которое больше отверстия, имеющего «заусенцы». Поместите кончик сверла большего диаметра в отверстие и прокрутите его. В итоге получится совершенно гладкое и ровное отверстие.
Сверление твёрдых металлов
Очевидно, что твёрдые металлы сверлить сложнее. К примеру, нержавеющая сталь тяжело режется и сверлится. Рассмотрим, что нужно учитывать при сверлении твёрдых металлов.
Скорость сверления твёрдых металлов должна быть медленной. В идеале нужно использовать более твёрдое сверло, такое как кобальтовое, с покрытием нитрида титана или карбид-вольфрамовое. Третий момент касается охлаждения. При сверлении твердых металлов рекомендуется использовать специальное масло для резки и сверления металлов.
В идеале, сверление твердых металлов должно осуществляться при помощи сверлильного станка, так как он даст больше контроля и создаст большее усилие.
Сверление листового металла
При сверлении обычным сверлом листового металла отверстие получается неровным. Так происходит, потому что кончик сверла, выходя из листа с обратной стороны, перестаёт центрироваться, а ленточки сверла ещё не центрируют сверло, так как ещё не контактируют с поверхностью металла.
В определённый момент сверло заклинивает и начинает рвать металл или проскальзывать в патроне дрели. Обычное спиральное сверло сделано, чтобы сверлить толстые и твёрдые материалы. Специальные свёрла для листового металла сверлят ровное отверстие.
Специальное сверло для листового металла имеет острый выступ по центру и режущие вершинки по бокам. Это сверло имеет следующие преимущества: хорошая центровка, минимальное образование заусенцев при сквозном сверлении, точное сверление в тонких листах и трубах. Такое сверло можно сделать из обычного сверла по металлу. Оно затачивается также, как сверло для высверливания точечной сварки.

Сверление начинается с кончика, потом режущие края сразу сверлят отверстие определённого диаметра.
При сверлении листа металла также желательно поместить плоский отрезок древесины под ним.
Сравните два отверстия на фото, просверленные в алюминии толщиной 1.2 мм. Оба отверстия были просверлены сверлом 1.25 см. при оборотах 150 об. в мин. с деревянной подложкой, подложенной под металлический лист. Отверстие слева было просверлено стандартным спиральным сверлом, а отверстие справа сверлом с модифицированным кончиком. Ни одно отверстие не было обработано, чтобы снять заусенцы.

Если Вы хотите просверлить тонкий листовой металл, никогда не держите лист металла в руках. Когда сверло прорезает сквозь лист металла и выходит с обратной стороны, есть опасность, что оно может неожиданно застрять в листе металла и лист повредит руку. Лучше закрепить лист прочно между двумя фанерами. Тогда сверление будет безопасным. Это также уменьшает количество заусенцев, что упрощает чистовую обработку заготовки. Таким способом можно получить ровное отверстие и обычным сверлом по металлу с углом на кончике 118 градусов.
Охлаждение и смазка при сверлении металла
- Кроме использования правильного сверла по металлу, правильной скорости вращения, при сверлении металла рекомендуется использовать специальное масло для резки или сверления металлов. Это средство предотвращает перегрев сверла, а также уменьшает трение, облегчая сверление. Не говоря уже о том, что специальное средство обеспечивает более высокие скорости вращения, что повышает производительность. Оно также предотвращает прилипание стружки к режущей кромке и к канавкам сверла. Многие современные покрытия на сверлах не предполагают использование смазочных материалов, поэтому, сначала нужно уточнить с каким сверлом, при какой скорости и при сверлении какого металла нужно использовать масло для сверления.
- Специальное масло наносят на рабочую зону для отвода части тепла и смазки режущего инструмента, обеспечивая лучшее режущее действие при меньшем трении и увеличивая срок службы инструмента (в нашем случае сверла).
- Существуют как специальные, так и универсальные средства для охлаждения и смазки при сверлении (к примеру, Specialist® Multi-Purpose Cutting Oil от компании WD-40).
- Стоит отметить, что есть мастера, которые никогда не используют какое-либо масло или жидкость во время сверления, в том числе на станке. Объясняют они это тем, что масло или другие смазочные материалы противоречат предназначению сверла. Если имеется правильно заточенное сверло, оно должно резать металл, а не проскальзывать. Если сверло острое, имеет правильную заточку для конкретного металла, настроена правильная скорость вращения, то больше ничего не нужно. Большая часть тепла при сверлении уходит в стружку.
- Если Вы сверлите только тонкий листовой металл, то охлаждение и смазка могут не потребоваться. Важно будет только соблюдать периодичность сверления, скорость вращения и давление на сверло.
Как сделать жидкость для резки и сверления металла самому?
Если необходимо при сверлении использовать охлаждение, то желательно использовать специальную жидкость. Её нельзя заменить чем попало. Специальная жидкость для резки или сверления металлов содержит смазывающие вещества, ингибиторы коррозии, ингибиторы плесени и бактерий, замедлители воспламенения, стабилизаторы. Требуется жидкость (или расплавляемое твердое вещество), которая не становится газом при температурах, создаваемых сверлением. Простая вода может охлаждать, но будет испаряться, не оставляя после себя смазывающей плёнки, а также может вызывать коррозию режущих кромок.
Нужно быть осторожным с использованием чего-либо для охлаждения при сверлении, что явно не предназначено для этой цели. Вы будете дышать дымом, который может быть токсичным. К примеру, использование антифриза с водой, который выдерживает высокую температуру, имеет антикоррозионные и некоторые смазочные свойства, логично, но при его испарении образуются токсичные пары.
Существуют множество рецептов самодельных масел для резки и сверления металла, которые имеют свои преимущества и недостатки. Здесь я привожу лишь один рецепт, который не раз применялся одним знакомым мастером, которому приходилось много сверлить.
Рецепт самодельной жидкости для резки и сверления металла:
- 3 части воды,
- 1 часть трансмиссионного масла (gear oil), возможно можно и моторного,
- несколько капель жидкости для мытья посуды.
Сначала нужно добавить моющее средство в воду, а затем немного перемешать. Если просто смешать все ингредиенты в один контейнер сразу, они не очень хорошо смешиваются. Мыло является катализатором, который позволяет смешивать масло и воду. В противном случае, из-за различных плотностей масло будет плавать поверх воды. При сверлении вода будет охлаждать сверло и испаряться, а тонкая масляная плёнка будет действовать как смазка, а также предотвращать коррозию. Если при испарении воды остаётся липкий остаток, то было добавлено слишком много мыльного средства.
Единственный металл, для которого требуется специальная жидкость для резки или сверления, это алюминий. На многих специальных жидкостях для резки и сверления металла указано, что они применимы для всех металлов, кроме алюминия. Для этого металла в качестве охлаждающего и смазывающего средства можно использовать обычную wd-40 или керосин.
Печатать статью
Ещё интересные статьи:
Как заточить сверло старым проверенным способом
Как заточить сверло старым проверенным способомСо временем сверла тупятся, так сильно, что работать ими становится невозможно. Большинство просто берет и выбрасывает сверла, покупая новые. Настоящие же мастера своего дела, так не сделают, ведь используя точило или даже без него, можно дать затупившемуся сверлу вторую жизнь.
В домашнем хозяйстве, как правило, используются сверла небольших диаметров, до 16 мм. Заточить такие сверла не составит большого труда, ну а о том, как это сделать правильно, вы сможете узнать из статьи.
Что понадобится для заточки сверла
В идеале, для заточки сверла необходим будет точильный станок. Но можно воспользоваться и одним кругом от него. Круг можно закрепить на электродрели. Также, можно использовать и угловую шлифмашину. Однако точить свёрла болгаркой не совсем правильно.

Внимание! Заточка свёрл связана с различными рисками. Поэтому перед выполнением данной работы, обязательно следует защитить глаза. Также потребуется ёмкость с охладительной жидкостью, чтобы не перегреть сверла. Во время заточки сверла его придётся постоянно охлаждать, и делать это лучше в машинном масле или, на крайний случай, в воде.
Процесс заточки сверла своими руками
Итак, все подготовлено, можно приступать к заточке сверла. Осуществлять заточку нужно последовательно, за несколько подходов. Сначала стачивается задняя часть сверла. С этой целью сверло плотно прижимается к точильному кругу. Таким образом, подравнивается конус сверла. После заточки он будет иметь правильный вид.
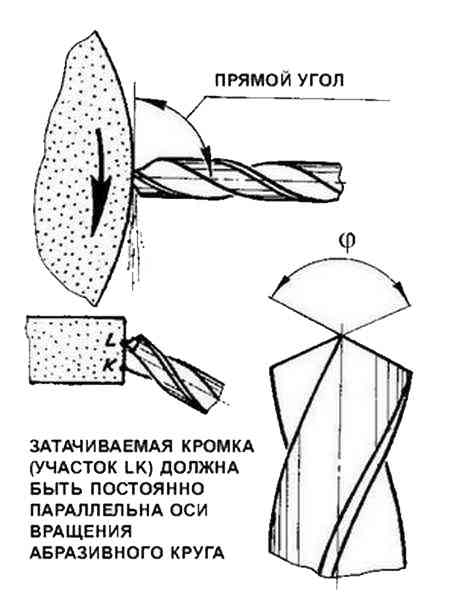
Затем, на втором подходе, необходимо будет немного сточить режущую часть сверла. Данный процесс заточки осуществляется строго под определённым углом, поскольку это очень важно. При правильной заточке, перемычка режущей поверхности сверла должна быть не более 0,4 мм (для сверл до 8 мм). Если затачивается сверла гораздо большего диаметра, то, размер перемычки может достигать 1 мм.
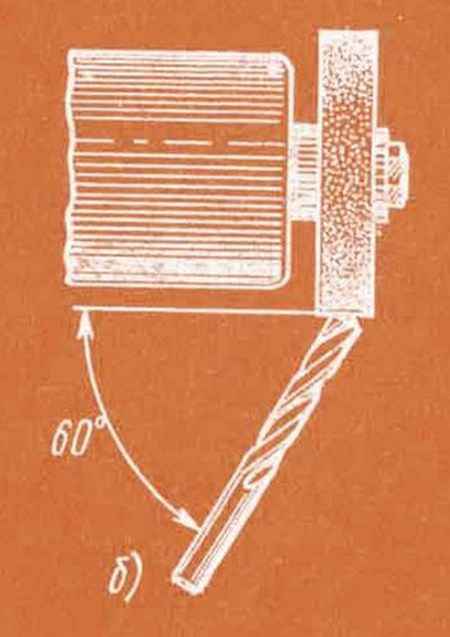
Всегда нужно помнить о том, что сверло сверлит боковыми кромками, а не только одним наконечником. Поэтому если уделять внимание заточке одного лишь наконечника, то, можно так и не добиться положительного результата. Ну а теперь собственно о старом и проверенном способе заточки.
Как заточить сверло на «реверсе»
Если у вас под рукой нет точила и даже шлифовального круга к нему, то, воспользуйтесь шуруповёртом или электродрелью, используя реверс и кусок наждачной бумаги. Возьмите тупое сверло и закрепите его в патроне электродрели. После этого включите реверс (обратный ход) на инструменте, и просверлите в наждачной бумаге несколько отверстий.

Заточка на реверсе позволяет немного оживить сверло и сделать его грани острыми. Конечно же, такой способ заточки не поможет полностью восстановить сверло, как это можно сделать при помощи точильного станка. Однако и его нельзя сбрасывать со счетов, если под рукой для заточки нет абсолютно никаких инструментов.
Заточив сверло, таким образом, вы хоть сможете просверлить дырку, после чего продолжить дальше выполнение своей работы.
Поделиться в соцсетях
Как самому правильно заточить сверло вручную
Для заточки свёрл существуют специальные приспособления, которые помогают правильно выдержать все рабочие углы этого инструмента. Но если нужного устройства под рукой нет, то несложно научиться проводить эту ответственную операцию самому. Начинать практиковаться в заточке лучше со сверла среднего диаметра 10 – 12 мм.Чуть-чуть теории
Это угол заточки сверла, он приблизительно составляет 120 градусов.
После заточки передняя режущая часть инструмента должна быть симметрична. Если произошло смещение, надо поправить – переточить.
За режущей кромкой имеется задний срез или задняя поверхность. Она должна быть направлена относительно режущей кромки на 1 – 1,5 мм вниз в сторону хвостовика сверла.
Подготовка к операции
На точильном камне маркером наносим черту параллельно оси вращения. Теперь постараемся правильно расположить сверло в пространстве для проведения заточки. Прикладываем сверло задним срезом режущей кромки к черте на точильном камне, плотно без зазоров. Сверло должно располагаться строго горизонтально!
При этом нанесенная черта будет находиться несколько выше оси вращения точила.
Продольная ось инструмента в горизонтальной плоскости будет повёрнута влево примерно на 30 градусов, это обеспечит правильный общий угол заточки в 120 градусов. Запомним это положение в пространстве.
Переходим к практике
Берем побывавшее в работе сверло, со сбитыми режущими кромками и попробуем его заточить. Находим правильное положение инструмента в пространстве, начинаем заточку.
Вначале одну сторону, потом другую. Не торопимся, делаем работу максимально аккуратно. Если затачиваемая комка перегревается, раскаляется до красна, окунаем инструмент в емкость с водой. Затем продолжаем работу.
Проверяем результат
Как будто бы все получилось. Угол заточки около 120 градусов, задний срез имеет правильный скос к хвостовику сверла.
Берем дрель, вставляем заточенный инструмент в патрон. Пробуем сверлить стальную пластину толщиной 8 мм.
Все идет довольно хорошо.
Однако, истинным критерием правильно выполненной операции является стружка спиральной формы. Если она еще и симметричная двухсторонняя, то значит, углы заточки оптимальны.
Небольшое послесловие
Вполне возможно, что с первого раза операция может не получиться. Ничего страшного. Терпение и аккуратность, это даст положительный результат. Пару слов о технике безопасности. Точило должно иметь защитный кожух. Работать необходимо в перчатках, причем прочных, например спилковых. Лицо и глаза следует ОБЯЗАТЕЛЬНО защитить очками, а лучше маской. Успешной Вам работы!
Смотрите видео
В видеоролике наглядно происходит процесс заточки сверла вручную, так что обязательно посмотрите.
как правильно заточить своими руками, особенности эксплуатации, техника безопасности
,
 Качественная обработка таких материалов, как металл и камень, невозможна без использования сверл, выполненных из хороших материалов, геометрия режущей части которых подходит под требуемые значения. В процессе эксплуатации любое, даже самое прочное сверло рано или поздно изнашивается, утрачивая остроту рабочей поверхности. В такой ситуации требуется определиться с тем, приобретать ли новый материал, или искать информацию о том, как заточить сверло по металлу.
Качественная обработка таких материалов, как металл и камень, невозможна без использования сверл, выполненных из хороших материалов, геометрия режущей части которых подходит под требуемые значения. В процессе эксплуатации любое, даже самое прочное сверло рано или поздно изнашивается, утрачивая остроту рабочей поверхности. В такой ситуации требуется определиться с тем, приобретать ли новый материал, или искать информацию о том, как заточить сверло по металлу.
Износ сверла
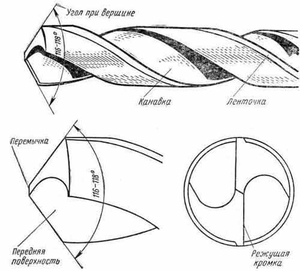 Неправильное хранение инструмента приводит к биению лезвий друг о друга, налипанию частиц обрабатываемых поверхностей и общему загрязнению спирали. Данный фактор негативно сказывается на сроке эксплуатации сверлильных инструментов, поэтому рекомендуется хранить их в специальных кейсах и подставках.
Неправильное хранение инструмента приводит к биению лезвий друг о друга, налипанию частиц обрабатываемых поверхностей и общему загрязнению спирали. Данный фактор негативно сказывается на сроке эксплуатации сверлильных инструментов, поэтому рекомендуется хранить их в специальных кейсах и подставках.
Помимо условий хранения срок износа зависит от предназначения инструмента и обрабатываемой им поверхности. Например, сверла предназначенные для работы с древесиной сохраняют свою рабочую поверхность в течение нескольких лет по причине того, что дерево — относительно мягкий материал.
В связи с тем, что металл является более твердым и прочным материалом, сверла для работы с ним изнашиваются гораздо быстрее. Работа тупым инструментом недопустима, поскольку отверстия будут проделываться дольше, сложнее, не получатся ровными. Само же сверло будет сильно нагреваться, в связи с чем дальнейший износ происходит еще быстрее и обязательно приведет к тому, что инструмент сломается. Кроме того, облом часто сопровождается разбросом мелких осколков на большой скорости, что может привести к различным травмам. Признаками того, что сверлильный инструмент затупился, являются:
- Скрипы и прочие нестандартные звуки, издаваемые при работе;
- Сильный нагрев инструмента;
- Низкое качество создаваемых отверстий.
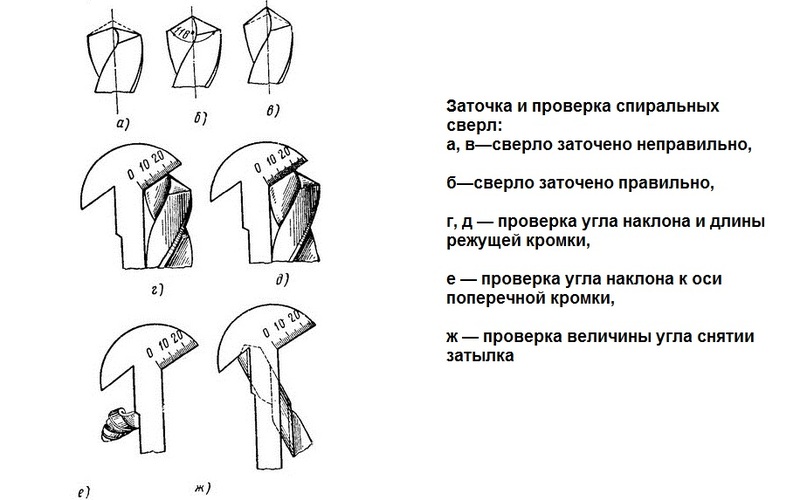
Работать тупым сверлом трудно, зачастую невозможно. Помимо того, что оно не сверлит заготовку, эксплуатация изношенного сверлильного инструмента грозит его переломом, что часто приводит к порче обрабатываемой детали и к трудностям извлечения обломанной части инструмента, застрявшей внутри поверхности.
Для того чтобы продлить сверлильному инструменту срок эксплуатации и вернуть правильную геометрическую поверхность, выполняется такая процедура, как его заточка. Любой мастер, который часто работает с дрелью, должен знать, как правильно затачивать сверла по металлу.
Техника безопасности
Описанные ниже работы являются травмоопасными, поэтому требуется соблюдать определенный свод правил:
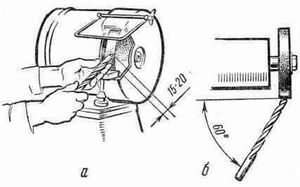 Станок должен иметь защитные кожух и экран, предохраняющие мастера от разлетающихся искр и пыли.
Станок должен иметь защитные кожух и экран, предохраняющие мастера от разлетающихся искр и пыли.- Перед включением станка нужно убедиться в надежной фиксации наждачного круга.
- Заточку нельзя проводить на весу, нужно опирать инструмент на подручник.
- В случае переломов сверла, оно может разлететься на мелкие осколки, помимо этого в процессе работ производится много абразивной пыли и высекаются снопы искр. Учитывая это, все работы следует проводить в защитных очках и маске.
Процесс заточки
Правильную заточку сверла по металлу желательно производить с помощью специальных приспособлений и станков. К сожалению, в условиях домашней мастерской такое оборудование не всегда есть в наличии, и обычно заточка сверел по металлу своими руками выполняется на электрическом точильном станке с абразивными материалами, например, на каменных кругах. Заточку проводят по задним граням, при этом все зубья следует заточить абсолютно идентично. При этом вручную выдержать заданный угол и нужную форму тяжело, да и затачивать в домашних условиях проще всего только спиральные и корончатые инструменты.
Углы рабочей поверхности
Для того чтобы знать, как заточить сверло по металлу на точиле, следует запомнить ряд важных параметров, применяемых к режущей части, выполнение которых гарантирует качественный результат:
- Угол расположения задней части инструмента по отношению к плоскости сверления =10°,
- Угол заточки передней поверхности = 20°
- Угол при вершине режущего инструмента = 118°
При этом угол при вершине может меняться, в зависимости от материала, с которым предстоит работать:
- Для нержавейки, чугуна и твердой бронзы — 115−118°;
- Для алюминия — 130−140°;
- Для меди — 125°;
- Для мягкой бронзы — 130°.
Как видно, чем мягче материал, в котором требуется просверливать отверстие, тем тупее должен быть угол. Так, для нержавеющей стали достаточно — 118°, а для более мягких металлов угол достигает — 140°.
Существует несколько видов заточки, применяемых для различных целей. самыми распространенными считаются:
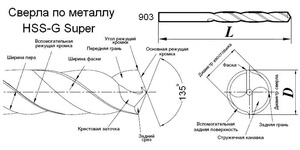 Одноплоскостная. При этом виде обработки задняя поверхность пера выполнена в виде одной плоскости. Задний угол лежит в пределах 28−30°. Сверло приставляют режущей частью параллельно точильному кругу и не меняют его положения. Считается самым простым видом заточки сверл диаметром до 3 мм, но недостатком является то, что в процессе сверления режущие кромки могут крошиться.
Одноплоскостная. При этом виде обработки задняя поверхность пера выполнена в виде одной плоскости. Задний угол лежит в пределах 28−30°. Сверло приставляют режущей частью параллельно точильному кругу и не меняют его положения. Считается самым простым видом заточки сверл диаметром до 3 мм, но недостатком является то, что в процессе сверления режущие кромки могут крошиться.- Коническая заточка. Как правило, применяется для сверл относительно большого диаметра. Ее тяжело проводить без специального оборудования и не имея соответствующих навыков. Сверло следует брать левой рукой за рабочую часть ближе к конусу, а правой рукой удерживать хвостик. Затем инструмент прижимают к торцу точильного камня поверхностью задней части и режущей кромкой. В процессе заточки сверло слегка покачивается за хвостик правой рукой, это позволяет создавать на перьевой грани конусовидную поверхность.
В процессе заточки следует стараться выдержать изначальную заводскую поверхность задней части, чтобы она сохранила заданные ей углы. После заточки желательно провести доводку, что позволит сгладить поверхность и убрать мелкие зазубрины.
Доводка материала после его заточки
Доводка выполняется на специальных доводочных кругах. Их отличие от обычных шлифовальных кругов состоит в том, что агрессивная обработка материала объединяется с получением хорошей финишной поверхности.
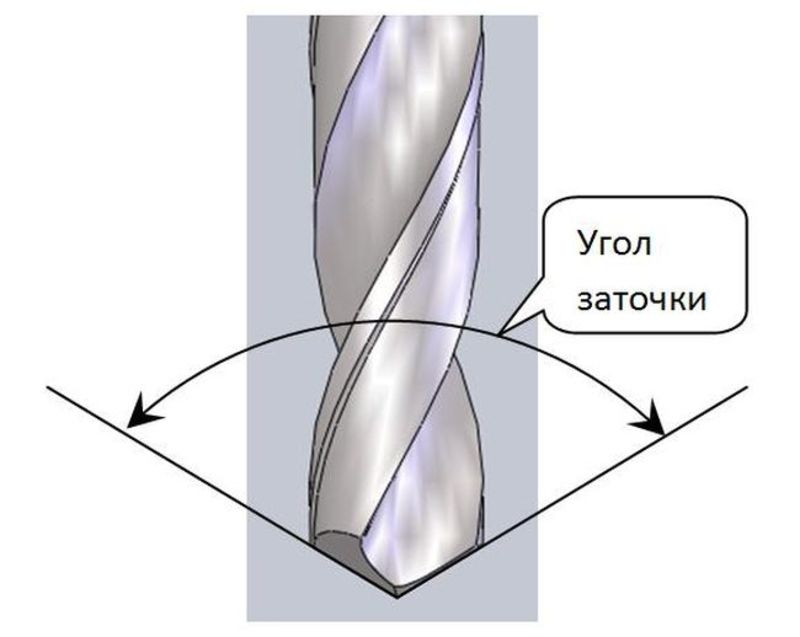
Благодаря мягкости материала и качественного абразива такие круги идеально подходят для устранения царапин и других дефектов поверхностей, их устранение производится без изменения геометрии рабочей части материала. Как правило, такие круги устанавливаются на болгарку или дрель, что позволяет более удобно и точно обработать сверло зажатое, например, в тисках.
Помимо доводочных кругов, заправить рабочую поверхность можно с помощью наждака, находящегося на диске той же болгарки.
Подточка поверхности
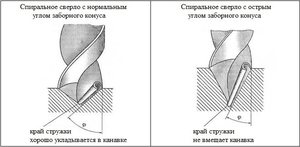 Правильно выполненной заточки сверла по металлу своими руками на инструменте диаметром до 10 мм вполне достаточно для работы, для более широких рекомендуется дополнительно подточить переднюю поверхность.
Правильно выполненной заточки сверла по металлу своими руками на инструменте диаметром до 10 мм вполне достаточно для работы, для более широких рекомендуется дополнительно подточить переднюю поверхность.
Смысл данной обработки состоит в том, что за счет увеличения угла режущей кромки и уменьшения переднего угла возрастает стойкость к крошению, это приводит к повышению ресурса сверла. Помимо этого, ширина поперечной кромки уменьшается, благодаря чему материал в центральной части отверстия не сверлится, а скоблится, что облегчает процесс сверления металла. Для сверла с маленьким задним углом можно провести подточку задней поверхности для уменьшения ее трения внутри отверстия.
Применение специальных приспособлений
Процесс заточки по указанной выше методике подходит для инструмента диаметром не более 10 мм. Для того чтобы качественно наточить сверла большего размера, особенно если они имеют сложную форму или дополнены специальными твердосплавными напайками, лучше применять станок со специальным приспособлением.
Использование данного оборудования позволяет контролировать угол заточки, а выполнение работ будет происходить максимально безопасно для мастера. Применение таких точильных станков рекомендуется для заточки инструментов, которые:
- Применяются для сверления глухих отверстий, для них характерно снижение усилия резки по оси.
- Характеризуются повышенной прочностью и качеством сплава.
- Применяются для проделывания очень глубоких отверстий.
- Отличаются незначительной величиной подточки.
 От обычного станка данные приспособления отличаются правильным ориентированием режущей части сверла по отношению к точильному кругу. Для выполнения этой задачи в конструкции приспособления имеется специальная опорная плита, на которую устанавливается станок с кругом и поворотная колонна, фиксирующая инструмент. Использование этой колонны позволяет располагать режущую часть сверла в любом положении под любым углом к поверхности абразивному кругу.
От обычного станка данные приспособления отличаются правильным ориентированием режущей части сверла по отношению к точильному кругу. Для выполнения этой задачи в конструкции приспособления имеется специальная опорная плита, на которую устанавливается станок с кругом и поворотная колонна, фиксирующая инструмент. Использование этой колонны позволяет располагать режущую часть сверла в любом положении под любым углом к поверхности абразивному кругу.
Передвижения обрабатываемого инструмента выполняется за счет привода, соединенного с двигателем. После закрепления сверла в колонне, она сама подводится к кругу и все углы, которые требуется сформировать, будут выдержаны автоматически. Недостатком такого станка является то, что он имеет большие габариты и высокую стоимость, поэтому его приобретение нецелесообразно для домашнего применения.
Насадка на дрель
Одним из компактных приспособлений для наточки сверла является цилиндрический насадочный станок, который закрепляется на рабочем вале обычной дрели, от которого приводится во вращение точильного круга насадки. С другой стороны цилиндра находится специальная крышка с отверстиями различного диаметра, в которые устанавливается режущая часть нужного для заточки сверла.
Данная насадка проста в применении, обращение с ней не требует специальных навыков, а сверла, прошедшие заточку на ней, сохраняют все свои геометрические параметры.
Восстановление победитового сверла
Сверло с победитовым наконечником может со временем затупиться, и для его заточки потребуется алмазный круг. До того как начать процесс наточки, нужно убедиться в том, что высота оставшейся режущей части не менее 10 мм для того, чтобы заточка была возможна. Работу следует проводить на низких оборотах точильного круга.
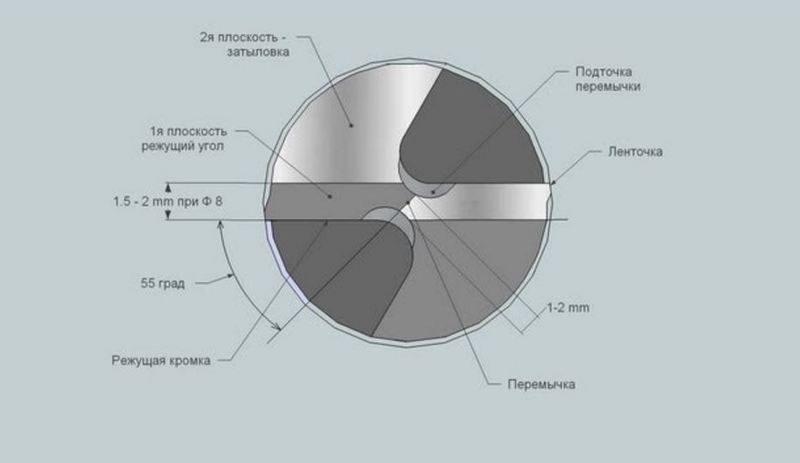
Сверло с напайками затачивается по аналогии с обычными, малого диаметра — выполняя заточку задней поверхности. При этом стачивать поверхность следует до самой напайки. Также желательно подточить переднюю поверхность, особенно если пластина стерлась до самого сверла. Передняя поверхность обрабатывается таким образом, чтобы толщина напайки в центре стала меньше. Работать следует аккуратно во избежание лишнего среза рабочей поверхности.
Нужно внимательно следить за тем, чтобы сверло не перегревалось в процессе обработки, поскольку это грозит растрескиванием или даже обломом пластины в месте пайки. Для охлаждения перегретого наконечника подойдет любая охлаждающая жидкость, например, обычная вода. Тем не менее, если металл раскален докрасна, то макать его в воду ни в коем случае нельзя — сверло мгновенно треснет.
Процесс восстановления геометрической поверхности сверлильных инструментов по металлу и бетону необходим, поскольку данные материалы быстро убивают заводскую заточку инструмента. Теоретического материала по вопросу о том, как правильно точить сверла по металлу недостаточно, но все не так сложно и приходит с опытом.
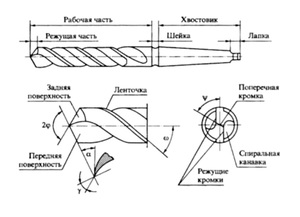 Использование же специальной насадки для дрели позволяет сохранять все геометрические поверхности инструмента и идеально подойдет для тех, кто не имеет опыта в ручной наточке и боится испортить сверлильный инструмент.
Использование же специальной насадки для дрели позволяет сохранять все геометрические поверхности инструмента и идеально подойдет для тех, кто не имеет опыта в ручной наточке и боится испортить сверлильный инструмент.
То, какой вид металла будет сверлиться, влияет на угол требуемой заточки, а для работы с камнем и прочными сплавами подойдет сверлильный инструмент с победитовыми насадками.
Не следует забывать о том, что помимо правильной и своевременной заточки продлить срок службы инструмента поможет его правильное хранение в специальных пеналах и подставках.
Originally posted 2018-03-28 15:14:38.
Заточка сверла на Quorn
заточка сверла по Quorn
Кликните на изображение, чтобы увидеть его в большем размере и более подробно.Люди, которые заканчивают Quorns, являются либо (а) преданными модельными инженерами, желающими иметь возможность точить все свои фрезы с высокой точностью, которые не боятся сложных проектов, либо (б) каким-то целеустремленным человеком, который не боится сложных проектов. В тщетной надежде на то, что я смогу претендовать на первую категорию, я предполагал, что мой Quorn станет полным решением для всех передовых технологий в магазине, включая сверла для закручивания.Книга профессора Чеддока Куорн (переиздание и сбор оригинальных статей Model Engineer ) показывает, как использовать Куорн для заточки сверл с помощью «4-х фасетного метода» †. Прочитав это, я сказал себе, хорошо – когда я должен, я могу. Когда мне, наконец, пришлось, возникли некоторые практические трудности. В этой статье я рассмотрю проблемы и представлю некоторые решения.
Во-первых, мы, вероятно, должны определить, что такое «четырехгранная» заточка, и чем она отличается от обычной «конической заточки».Чтобы резать, спиральное сверло, как и любой инструмент, требует рельефа за режущей кромкой. Это предотвращает трение области сверла за режущей кромкой на конце отверстия, когда оно поворачивается и продвигается. Но мы также хотим иметь прочную и долговечную режущую кромку, поэтому чрезмерный рельеф сделает кромку более острой и, следовательно, более подверженной износу и повреждению. Давайте сначала рассмотрим «стандартный» метод заточки сверла.
Конический откат
Стандартная коническая заточка дает точечный угол 118 градусов, но это не конус.Фактический наконечник – это прямая линия, если смотреть в конец, и дуга, если смотреть сбоку. Это называется “зубило” (ссылка [WSP12]). Это артефакт процесса заточки, который формируется путем пересечения двух конических сечений. Это позволяет нам достичь того, чего мы добиваемся: сильной режущей кромки (называемой «губой») с «землей» – областью за кромкой – которая с возрастающей скоростью падает, обеспечивая необходимый угол разглаживания кромки, если сверло должно резать. Инструменты для создания этой формы прямолинейны (относительно), и хороший даст быстрый хороший результат – просто билет, если вы производитель сверла, или пользователь, который просто хочет отверстие, и ему не особенно важно, немного ли он больше и может быть не совсем прямым.Недостатком является кончик долота. Если работа не имеет метки по центру, по крайней мере, такой же ширины, как зубило, наконечник сверла будет блуждать повсюду, когда представлен работе. И если это начинает кривовато, вы можете быть уверены, что лучше не станет. Вот почему мы обычно тренируем пилота с помощью «центра» или «Slocumbe» (как они называли в Англии и ее бывших колониях). Это обеспечивает полость для очистки точки долота, так что к тому времени, когда долото фактически достигает металла, образовалось отверстие для направления сверла, и есть некоторый шанс, что оно останется на ходу.
Четырехгранная заточка
Точка 4-грани, как показано здесь, формируется путем шлифования двух плоских областей (граней) на каждой земле. Первый мелкий; 80 градусов относительно оси сверления, представляющий рельеф в 10 градусов от плоскости сверла. За этим отшлифован вторичный рельеф от 25 до 30 градусов. Важная часть (и почему вы не будете производить наконечники такого типа, если вы торопитесь прижать их к настилу), это то, что все 4 грани ДОЛЖНЫ пересекаться в одной точке.Однако, учитывая Quorn и точный, концентрический способ удерживания сверла по точной оси кронштейна держателя инструмента, Quorn будет производить этот наконечник совершенно без особых усилий. Шаги:
- Установите кронштейн держателя инструмента вертикально относительно вращающегося основания, используя «установочные штифты» Quorn, как описано в книге. Примечание. Названия компонентов Quorn, используемые здесь, соответствуют номенклатуре профессора Чэддока, а аннотированная фотография в верхней части этой страницы поможет вам, если вы не знакомы с самим животным.Возможно, вы захотите открыть эту фотографию в отдельном окне, поскольку вы читаете этот текст для быстрого ознакомления.
- Зафиксируйте сверло в цанге с минимальным вылетом так, чтобы линия, образованная режущими кромками, была параллельна плоскости вращающегося основания. На практике требуется около 1/2 дюйма или более, в зависимости от диаметра сверла и типа цанги, чтобы предотвратить какую-либо опасность шлифования колеса цангой, головкой или основанием!
- Убедитесь, что поверхность колеса установлена перпендикулярно опорам стержней, и поверните основание на 31 градус, чтобы точка сверления была направлена на вас.Ось сверления теперь будет находиться под углом 59 градусов к поверхности колеса, и мы получим требуемый угол точки 118 градусов.
- Наклоните индикатор наклонного кронштейна на 10 градусов вправо и зафиксируйте основание рабочей головки на передней панели.
- Запустите и наденьте микрометр, покачивая головкой по колесу, пока кромка не очистится по всей ширине зубила. Обратите внимание на показания микрометра или на ноль.
- Поверните шпиндель на 180 градусов (я предполагаю, что вы задействовали и заблокировали шильдик на нуле, используя поршень штифта на шаге 2).Отключите микрометр и снова отшлифуйте до первого показания микрометра.
- Увеличьте угол наклона кронштейна наклона до 25 (или 30) градусов и повторите шаги 5 и 6. Но на этот раз вам нужно шлифовать до тех пор, пока два рельефных пересечения не образуют идеально прямую линию поперек наконечника сверла. Это будет точно на оси сверла, при условии:
- Сверло идеально отцентрировано относительно оси держателя инструмента, а
- Вращение держателя инструмента не приводит к осевому движению сверла, или
- Сверло не сместилось в осевом направлении в цанге
Некоторые ранние эксперименты с использованием цанговых оправок Myford на профиле Myford шпинделя Quorn вызвали и ободрение, и разочарование.Во-первых, сверла, заточенные таким образом, легче начинают работу, режут ближе к теоретическому размеру и, кажется, режут с меньшим требуемым давлением. Нижняя сторона держала тренировки. Коллекторы Myford закрыты тем, что их толкают в конус Морзе №2. Следовательно, они будут зажимать только наконечник цанги – задняя часть материала не будет поддерживаться. Чем больше цанга должна быть закрыта для захвата работы, тем больше вероятность отклонения сверла от идеального осевого положения при шлифовании.Во-вторых, трудно найти точную точку, чтобы прекратить шлифование второй и третьей граней. При использовании шпиндель Myford находится в рабочей головке Quorn, когда индексная табличка заблокирована (как это должно быть для индексации). Помол становится вопросом:
- Угадай, где остановиться на третьей грани. Обратите внимание на настройку микрометра.
- Индекс 180 градусов и шлифование до той же настройки. Остановите колесо, покачайте рабочую головку вперед, наклонитесь и вытяните головку крана с линией сверла и убедитесь, что перекрестки граней пересекаются правильно (вам повезет!)
- Снова запустите и наденьте еще одну черту на обеих сторонах.Повторяйте до совершенства. Если вы «перешли», вам нужно вернуться к 10-градусным граням и попытаться исправить.
В целом, это немного трудоемко и сомнительно. Результаты хорошие, но из-за драмы резкость, скорее всего, будет отложена до тех пор, пока она действительно не станет необходимой – или немного оторвана от необходимости. Должен быть лучший ответ.
Шесть граней заточки
И есть! Статья Дерека Брауна появилась в Model Engineer , выпуск № 4025, в которой описываются некоторые дополнительные приспособления для Quorn, чтобы упростить «6-гранную» заточку.Этот процесс расширяет четырехгранный процесс, добавляя еще один вторичный рельеф (тройной рельеф?) Под углом 45 градусов, который снова расположен так, что все плоскости пересечения встречаются точно на оси сверления. В статье отмечается, что этот метод в настоящее время является предпочтительным для работы с ЧПУ, поскольку усилие резания еще больше уменьшается. Поскольку требуемые зажимные приспособления были прямыми, и поскольку у меня было большинство материала, требуемого в стойке для отходов, И состояние сеялок в моем стенде становилось значительным затруднением, оказалось, что пришло время для решения проблемы заточки сверла более позитивно.
Джиг состоит из двух основных компонентов. Во-первых, простой цилиндрический шпиндель из 1-дюймовой заготовки, который точно просверлен (в патроне с 4 челюстями после тактирования для минимального биения) для цанговых патрубков диаметром 5/8 “. Во-вторых, дополнительная индексная табличка, которая положительно прикрепляется к существующей табличке. Эта пластина имеет два набора индексных отверстий, которые могут зацеплять стопорный штифт Quorn, каждый на 180 градусов друг от друга, но смещенный на диаметры, которые расположены на 67,5 градуса по дуге друг от друга. В центре этой таблички расположен регистр, который предотвратит ее трение на задней панели Quorn (см. Фотографию с аннотированными Quorn для изображения этих частей).
Обратите внимание на другую пару небольших отверстий на предыдущей фотографии. Они находятся в центре пары ввинченных штифтов, которые совмещают вторичную пластину со стандартной табличкой. Конец этих штифтов диаметром 1/8 “имеет резьбу 5ВА, поэтому две пластины можно надежно закрепить вместе. Вместо того, чтобы использовать гайки, я сделал пару коротких стержней с резьбой 1/4” и приклеил винты с шестигранной головкой с одной стороны – Ключи с шестигранным ключом обычно легче найти, чем сумасшедшие водители! На этом фото показана сборка номерного знака, прикрепленная к шпинделю цанги существующим коническим цанговым кольцом Quorn и стопорным кольцом.В общем, было бы проще сделать новый индекс кольцо с теми же размерами, как стандартная и просто поменять разрезной воротник и стопорное кольцо между ними. Никаких градаций не потребуется, хотя было бы полезно использовать контрольную точку для пары отверстий, которая используется для первых четырех граней (мы подойдем к этому через минуту).
На этом снимке показан собранный шпиндель и указательная пластина с одним из цанговых держателей сверла. Как было опубликовано, гаджет будет удобно удерживать упражнения от 1/2 “до 9/32” в 4 цангах (т. Е. У каждого есть диапазон захвата 3/64 “от их номинального размера).Цанги, изготовленные из бурильной штанги, сужаются на 60 градусов с обоих концов, а затем разрезаются в чередующихся квадрантах на обоих концах для достижения их длины. Очевидно, что нос шпинделя имеет подобную конусность, чтобы закрыть «переднюю часть» цанги. Распорка справа от цанги изготовлена из латуни с внутренним диаметром 17/32 дюйма и другим конусом, который закрывает заднюю часть цанги. Справа от узла шпинделя находится цанговый доводчик: стальная ручка с накаткой, просто до 1 “большого диаметра, с резьбой 40 TPI (чтобы на нее можно было надеть указательную пластину) и диаметром отверстия 17/32”.Как отметил г-н Браун, установка кормы ближе к закрывающему винту приводит к тому, что закрывающий винт цанги не может вращать цангу и сверлить по мере ее затягивания.
Поистине замечательная идея этой конструкции заключается в том, что при тщательном внимании к точной, концентрической расточке шпинделя, цангов и конусов сверла будут надежно удерживаться на обоих концах и очень точно удерживаться на оси шпинделя в держателе инструмента. Это гарантирует, что сверло может вращаться с незначительным биением – требование, если грани должны пересекаться в одной точке.Еще одним умным аспектом конструкции мистера Брауна является конструкция шпинделя, позволяющая легко вынимать весь узел из рабочей головки Quorn при формировании граней, чтобы закруглить наконечник сверла. Регистр на пластине и указательный штифт обеспечивают возможность повторной установки узла в одно и то же место для более резкого надреза. Вам даже не нужно останавливать мотор!
На этой фотографии показано назначение других пар отверстий небольшого диаметра на табличке. Они имеют размер 3/32 дюйма, поэтому указательный штифт не будет зацеплять их по ошибке, и они используются для поиска установочного зажима, который помогает выровнять кромки сверла, который нужно заточить так, чтобы при индексации и блокировке линия через губы будет параллельно плоскости вращающегося основания.Это важно, если пересечение первичной и вторичной рельефных граней должно быть параллельно режущей кромке. Эта часть дизайна не так хороша, как остальные. Но я вернусь к этому после того, как расскажу, как преобразовать 4-гранный наконечник в 6. Для этого нам нужно отшлифовать другой рельеф, на этот раз под углом 45 градусов к плоскости, перпендикулярной оси сверления. Благодаря своей механической конструкции, головка Quorn будет в лучшем случае качаться на 30 градусов от вертикали (шахта будет вращаться только против часовой стрелки до 28 из-за одной из многочисленных петухов, сделанных ею.Смотрите новичка ранга строит Quorn). Здесь вступают в игру пара отверстий для индексации, смещенных на 67,5 градуса от первой пары:
- Выполните шаги, описанные ранее, чтобы создать 4-гранную точку, затем остановите двигатель, отсоедините основание рабочей головки и сдвиньте ее вправо, подальше от колеса.
- Верните наклонный кронштейн на ноль градусов и поверните вращающееся основание на 45 градусов, чтобы точка сверления находилась под углом от вас. Если вы заостряете несколько упражнений на одном и том же сидении, используйте вращающиеся базовые упоры, чтобы установить эти два положения.Переключение между ними происходит очень быстро.
- Поверните шпиндель на 67,5 градуса, используя одну из следующих пар отверстий на вспомогательной индексной пластине. Подведите дрель к колесу и зажмите все.
- Как и прежде, наденьте микрометр, пока новый фасет не сравним с пересечением предыдущих четырех. Не стесняйтесь выводить шпиндель, чтобы продвинуться по глазу так, как вам нравится. Обратите внимание на показания микрометра на пересечении.
- Индекс 180 градусов и повторите.Если все хорошо – и будет – последний аспект будет пересекаться с тем же показанием микрометра, что и предыдущий.
Комната для Улучшения
В целом, навесное оборудование работает хорошо, но приспособление, используемое для установки сверла по горизонтали, работало бы лучше, если бы у меня было 3 руки или потребовалось время, чтобы закрепить его на табличке с помощью зажимов машинистов во время выравнивания. Этот вид отрицает идею простой, быстрой настройки. Это усугубляется тем фактом, что вам, возможно, придется заново устанавливать выравнивание сверла после выполнения резания № 1, если для этого нужно удалить много материала (например, чтобы отшлифовать отколотый наконечник).Из-за спиральных канавок значительное удаление металла будет иметь эффект вращения губ, требуя их сброса. Если этого не сделать, ширина основного рельефа будет сужаться к краевой области. Должен быть лучший способ.Вот мой маленький вклад в этот инструмент. В качестве “доказательства концепции” я использую установочный штифт 7/32 “в качестве упора для выравнивания кромок сверла. Для этой операции цанга была затянута для обеспечения необходимого свеса, но указательная пластина еще не установлена устанавливается на шпиндель.Шпиндель просто вращается, в то время как к установочному штифту прикладывается давление вверх, которое наклонено, чтобы опираться на губу. При выравнивании шпиндель зажимается, затем шильдик устанавливается и фиксируется в индексированном положении «ноль». После установки зажим шпинделя ослабляется, позволяя достаточно вытащить шпиндель для удаления установочного штифта. Намного легче! При необходимости выравнивание может быть повторно проверено и отрегулировано после шлифования 10-градусного основного зазора.
Более постоянный кондуктор будет содержать 7/32 “штифт буровой штанги, оснащенный упрочненной 1/16” пластиной “Т” для упора для губ.Должен сделать один, когда-нибудь …
Я кое-что узнал сегодня
Точно так же, как и сам Quorn, сделать цанги было бы проще, если бы у меня уже были цанги и я мог оттачивать свои упражнения (чтобы сделать цанги, вы видите …) Этот кусок курицы и яиц должен был стать хуже.В статье в ME сказано, что разрезать цанги с помощью 0,053-дюймовой продольной пилы (потому что это было у мистера Брауна, и это сработало). Она использовала 0,063-дюймовую пилу, потому что это то, что у меня было, и я надеялся, что это сработает.Я сделал, но эта пила сделала много порезов (это сделал сам Quorn) и был далеко не острый. После изготовления первой цанги (3/8 “), если она находилась в действительно печальном состоянии, – это было отмечено, как головку мельницы толкали вокруг колонны, когда я пытался продвигать разрез. Но у меня была другая пила хотя и с более грубым шагом зуба, так что мы пошли к цанге 7/16 “. Это стало намного лучше, и я, хотя и был спасен от перспективы создания приспособления Quorn для заточки режущих пил, прежде чем я смог вернуться к изготовлению цангов для заточки сверла.
Следующим цанговым патроном (согласно состоянию моего бурового стенда) был цанга 1/2 “. Поскольку наружный диаметр равен 5/8”, его стенки имеют толщину всего 1/16 “. Как вы можете видеть, пила с грубой подачей работала нормально для первых 3 прорезей, но едва коснулась поверхности последнего разреза, когда раздался удар, и шум резко изменился. Вероятно, только один зуб за раз касался легкой щелевой трубки, цанга имела деформируется в начале прорезей. Как говорят в классике – и телевизионной рекламе здесь внизу – подрагивают.Теперь мне определенно придется сделать этот заточный станок и купить больше 5/8 “буровой штанги, прежде чем вернуться в бизнес по производству цанговых патронов.
Оставайтесь с нами …
Сноска:
Как всегда, есть другой способ. Методы, описанные в следующих статьях, описывают шестишаговые методы как для ограненного, так и для конического отката, последний из которых сам дизайнер считает невозможным на Quorn! Они были разработаны Йоргом Хугелем (Швейцария) и первоначально появились в группе пользователей Yahoo QUORN.Это важный список для владельцев и строителей Quorn. Это модератор Карл Карлсен, и упомянутые документы, а также многие другие, все еще можно получить из этого места. Мы благодарим Йорг и Карл за то, что они позволили повторить сверлильный материал.- Шесть шагов к совершенной четырехгранной дрели с помощью инструмента QUORN и фрезы (просмотр)
- Шесть шагов к идеальному сверлу с помощью инструмента QUORN и фрезы (просмотр)
Йорг предоставил этот фон, чтобы сопровождать его методы:
Метод, описанный моим подходом, отличается от рецепта профессора Чеддока, который, хотя и прост для понимания, имеет тот недостаток, что во время процесса шлифования положения инструмента и головки колеса должны быть изменены несколько раз.Это не обязательно при использовании альтернативного метода, поскольку после первоначальной настройки Quorn все дальнейшие настройки выполняются с остановками. И как дополнительное преимущество, если Quorn устанавливается один раз, вы можете переключаться с основного на дополнительный клиренс и с одного края на другой, не считывая дальше шкалы. Процедура описана в «Шесть шагов к совершенному четырехгранному сверлу с помощью инструмента Quorn и фрезы» .
Некоторое время спустя я понял, что, несмотря на опубликованное мнение профессора Чеддока, есть возможность шлифовать и сверла с конической формой с помощью Quorn.Процесс описан в «Шесть шагов к идеальному сверлу с помощью инструмента Quorn и фрезы» . Это простой рецепт, и при тщательном соблюдении шлифовка становится надежной. Нет необходимости тщательно регулировать любые кромки с осью сверла. Я чувствую, что гораздо проще шлифовать сверла с конической формы, и они делают точные отверстия.
Из обсуждений я знаю, что есть сильные сторонники многогранных учений. Но, по моему мнению и опыту, функция самоцентрирования, предоставляемая геометрией, не оправдывает дополнительных усилий, требуемых для шлифования этих граней с требуемой точностью.Однако каждый волен решать, что ему нравится и что он предпочел бы. Метод и параметры в моих диаграммах были найдены аналитически с помощью математических исследований для конусовидных боков. Для индивидуалиста есть много возможностей адаптировать данные о производительности сеялки к особым ситуациям, которые мой метод мог бы приспособить для обработки, но что я действительно делаю в мастерской? Я провел десятки упражнений, всегда с теми же настройками, что и на графиках.
Рекомендации:
| [ME1] | Браун, D: Заточка с четырьмя гранями: расширение диапазона , Инженер-модельер, Nexus Specialty Publications, Англия, том 177, номер 4025, 20 сентября-3 октября 1996 года, стр. 313. |
| [WPS12] | Cain, T: Сверла, метчики и штампы (Серия практикумов № 12) , Argus Books, Англия, 1993. |
Лучшие сверлильные станки: руководство для начинающих
Использование настольного шлифовального станка
Если у вас есть настольный шлифовальный станок, вы можете заточить любое сверло.
Вам необходимо внимательно осмотреть сверло, найти режущие поверхности, а затем просто установить сверло под прямым углом (около 60 градусов) на шлифовальной машине, чтобы поднять хороший край.
После этого используйте небольшой файл, чтобы очистить канавки в буровом долоте, чтобы деревянные или металлические фрагменты могли легко вырваться.
Некоторые люди могут делать это от руки, но большинство людей никогда не смогут точить большие биты одним глазом – я один из них.Сверло заточка кондуктор, который держит сверло в нужном угле является идеальным решением.
Заточные станки
Если у вас есть скамейка дробилка с боковым колесом, это поможет вам получить гораздо больше пользы от ваших долот. Он подходит для 1/8 до 3/4 дюйма битых и будет делать хорошую работу с деревом сверл по очень скромной цене.
Вудсток D4144 является популярной моделью и имеет превосходное ручной доступны в Интернете. Это стоит читать через, чтобы убедиться, что вы будете комфортно использовать устройство.
Имейте также в виду, что вам нужно место сбоку от настольной мясорубки, чтобы зафиксировать зажим на месте.
Где это становится трудным
Для сверла есть нечто большее, чем просто режущие кромки. Есть «земли» (см. Рисунок ниже). Это области на головке сверла, которые позволяют режущим кромкам соответствовать материалу, с которым вы работаете, именно так.
В первые несколько раз, когда вы точите сверло, вам не нужно беспокоиться о землях. Однако чем больше вы заостряете, особенно если вы сильные руки, тем больше вам нужно восстанавливать эти области.Это требует серьезных навыков.
Если вы хотите попробовать их приобрести, взгляните на видео в нижней части страницы.
Drill Doctors
Drill Doctors стоят дороже, чем джиг, но вам не нужно вкладывать деньги в настольные шлифовальные машины, и они не занимают много места.
Они быстрые, надежные и простые в использовании, хотя вам придется время от времени заменять алмазный шлифовальный круг. Самая дешевая модель для сверл по дереву и легкому металлу – около сорока пяти долларов.
Отличительной особенностью является то, что устройство воспроизводит процедуры шлифования, используемые для заточки сверл на заводе. В конце операции совет остается таким же, как и в тот день, когда вы его купили.
Модель DD750X, изображенная выше, является самой популярной моделью. Это будет точить стандартные сверла и легко создавать точки разделения. Подходит для битов размером от 3/32 до 3/4 дюйма.
Высокоскоростные стальные, каменные, твердосплавные и покрытые TiN долота также могут быть заточены.
После того, как вы освоите процедуры для битов разного размера, вам не потребуется больше минуты, чтобы спасти жизнь битам в десять или пятнадцать долларов. Существует простое пятнадцатиминутное обзорное видео, а также руководство, которое объясняет все подробно.
Drill Doctor 500X и DD350X – меньшие модели, которые будут работать с меньшими битами (см. Таблицу).
Как использовать
Это упрощенное описание того, как использовать устройство, но фактическая процедура не намного сложнее.
- Вставьте сверло в держатель Drill Doctor / джиг.
- Поместите держатель в машину так, чтобы белые метки на держателе были выровнены.
- Выберите количество материала для удаления
- Убедитесь, что сверло правильно сидит на шлифовальном круге
- Запустите машину на десять или пятнадцать секунд.
- Снимите держатель, переверните его и вставьте снова. После еще десяти или пятнадцати секунд заточки сверло готово к использованию.
Заточные лопаты
Модель DD750X и ее меньшие собратья, описанные выше, будут только точить спиральные сверла. DDSB (изображенный ниже) может резать как скручивающие, так и лопастные биты до половины дюйма в поперечнике.
Колесо обычного настольного шлифовального станка слишком велико для того, чтобы положить кромку на лопаты, так что это одна из областей, где Drill Doctor – бесспорный король.
Работает как с резьбовыми битами, так и с обычными лопастными битами, как вы можете видеть ниже.Он не восстановит резьбовой наконечник, но заточит острый наконечник.
Мне нравится гибкость этой машины, и если работа с деревом – ваша вещь, это замечательное устройство.
Жидкости для резки / охлаждения
Некоторая смазка / охлаждающая жидкость необходима для многих задач металлообработки. Forney 20857 Tap Magic упростит любую задачу повышения резкости и обладает преимуществом биоразложения. Нет необходимости принимать специальные меры для устранения любого избытка.
Prazi Drill Gadget
На рынке представлено множество небольших пластиковых гаджетов, которые претендуют на заточку сверл. Некоторые будут, а некоторые нет. Даже лучшие из них будут только точить сверла по дереву.
Prazi – один из лучших и может быть полезным инструментом за несколько долларов.
У меня был один из них в сумке для инструментов в течение многих лет, и это неоднократно спасало меня от серьезных разочарований.
Некоторые точилки могут приводиться в движение с помощью дрели, как показано выше.Их нелегко освоить, и шлифовальные круги нуждаются в регулярной замене, но они подходят для терпеливых людей, которые будут использовать точилку только изредка.
Машиной, которую следует избегать, является точилка для электрических инструментов Chicago, изображенная ниже. Это слишком расстраивает большинство пользователей, и за тридцать долларов вы будете чувствовать себя обманутым.
Пройдите по маршруту ремесленника
Приведенное ниже видео является примером того, что настоящий мастер может сделать с хорошим глазом и знанием того, что требуется для достижения идеального результата.
Станок для заточки режущего инструмента JEI (на фото выше) представляет собой устройство с лазерным наведением и алмазным кругом для точных и чистых повторных разрезов.
Darex – это еще одно имя, на которое стоит обратить внимание. Она производит машины, предназначенные для небольших инжиниринговых компаний, и стоят от 1500 долларов.
,10 лучших точилок для сверл 2020
Время от времени вам может понадобиться заточить ваши тупые инструменты и предметы торговли. Это потому, что такие предметы теряют свою остроту из-за коррозии, расщепления и других элементов разрыва.
Вы должны обладать необходимыми навыками и знаниями, чтобы прийти к лучшему решению такого рода. Мы здесь, чтобы помочь вам в этом.
Мы собрали 10 лучших точилок. Вот наш список.
10 ЛУЧШИХ ОБЗОРОВ УДАРНЫХ БУРОВОЙ РЕЗКОЙ
# 1: точилка для сверл Drill Doctor 500x

Эта точилка отлично подходит для заточки каменной кладки, быстрорежущей стали, оловянных долот, карбида и других материалов.Поэтому вам придется приобрести его, если вы имеете в виду эти или действительно тесно связанные материалы. Он также оснащен некоторыми замечательными функциями в целом.
добавленная прочность
В целом точилка очень прочная. Это связано с тем, что он владеет угловым шаттлом с точечным литьем под давлением и металлическим точечным отверстием. Таким образом, вы можете рассчитывать на то, что он выдержит самые жестокие формы насилия и надежно обеспечит желаемый уровень производительности.
Двигатель с постоянными магнитами
В нем используется двигатель с постоянными магнитами для выработки постоянной мощности, необходимой для создания сил бурения и ударов.Мощность настолько сильна, что она работает лучше, независимо от нагрузки или скорости бурения. Следовательно, это гарантирует вам отличные результаты в целом.
Сильное заточное колесоНаконец, появляются промышленные алмазные заточные диски. Эти колеса, будучи прочными, могут проникать и обрабатывать любые виды поверхностей и материалов. Поэтому удовольствие от максимальной надежности – это ваше преимущество. Вам также не придется беспокоиться о затратах на техническое обслуживание.
ПРОФИ
- Развивает острые и идеально наклоняет режущие кромки на ваших битах
- Ремонт сломал бит, вернув некоторые края
- Приспосабливает более широкий угол наклона (от 118 ° до 135 °)
- Поставляется в профессиональном строительстве и дизайне
- Проникает в поверхности намного быстрее, чем другие сверла
КОНС
- Обостряет только те биты размером от 3/32 до ½ дюйма
- Создает много шума при заточке
- Потребляет много энергии для работы
Проверить последнюю цену
# 2: точилка для сверл Drill Doctor 750X

Вы серьезный пользователь инструмента? Возможно, вы захотите рассмотреть эту конкретную точилку, если я услышал ваш ответ обратно утвердительно.Это связано с тем, что точилка хорошо справляется со всеми видами сверлильных работ, потребностей и поверхностей. Следовательно, он имеет возможность гарантировать вам максимальную производительность.
Custom Point Угловая Заточка
С помощью этого инструмента вы можете установить угол резкости в диапазоне от 115 ° до 140 °. Это позволяет вам решать задачи повышения резкости независимо от того, насколько наклонен или скрыт этот пункт. Таким образом, расположение гарантирует вам некоторый уровень комфорта и тщательных результатов.
Регулируемый взлет материала
Кроме заточки под любым углом, точилка также позволяет определить количество материалов, которые можно снять при заточке.Это связано с тем, что он может избавиться от точек разделения и создавать отверстия при сверлении объектов. В процессе вы также получаете возможность продлить срок службы ваших битов.
Возможность многократной заточки
Вам также понравится удовольствие от заточки нескольких инструментов, поверхностей и материалов. Благодаря способности быстрорежущей стали, сверло способно проникать через различные поверхности. Его сверла с кобальтовым и оловянным покрытием также хорошо переносят разрушение.
ПРОФИ
- Упрощает и ускоряет процесс заточки
- экономит много денег
- Обостряет унылые и сломанные сверла, а также
- Предоставляет вам возможность регулировать количество материалов, удаляемых при заточке .
- Совершенно безопасно и менее предрасположено к травмам
КОНС
- Обрабатывает широкий диапазон размеров сверления
- Гарантирован 3 года гарантии
- Требуется определенный опыт для полной обработки
Проверить последнюю цену
# 3: Точилка Drill Doctor DD350X 350X
Если вы владелец магазина, в котором используются самые распространенные стили битов, у вас есть именно эта точилка.Он прост по своему объему и стилю, но в то же время включает в себя множество функций и возможностей. В свете этого вы сможете сделать больше с этим.
Простой в использовании дизайн
Вообще говоря, точилка поставляется в форме простой в использовании конструкции. Это показывает птенца с фронтальной загрузкой. Это также идет с некоторыми упрощенными выравниваниями и обостряется в простых шагах. Как вы уже видели, вам не нужно обладать слишком большими техническими навыками, чтобы задействовать машину вообще.
Челюсти V-блока
Чтобы обезопасить свою работу и избежать травм себе, точилка поставляется с некоторыми челюстями с V-образным блоком.Они надежно удерживают кончик точилки на месте и следят за тем, чтобы вы не поранились. Это также сводит к минимуму волнение и делает работу действительно гладкой.
Двухступенчатый сверлильный механизм
Выполняет задачу заточки битов в два простых шага. Таким образом, вам не нужно выравнивать порт вообще. Это экономит вам много времени и усилий. Более того, механизмы делают процесс заточки в целом очень простым!
ПРОФИ
- Отлично подходит для сверления легких металлов и дерева
- Обостряет широкий спектр инструментов и материалов
- Разработан как недорогая точилка
- Возможность легко заточить от 3/32 дюйма до ½ дюйма
- Имеет несколько сменных частей и компонентов
КОНС
- Неполный и требует других вложений для работы
- Решает относительно меньше поверхностей
- генерирует меньшее соотношение цены и качества
Проверить последнюю цену
# 4: точилка для сверла Woodstock D4144

Вы начинающий в области заточки? Я слышал, что вы ответили с твердым «да»? Вы можете приобрести эту дешевую точилку.Он прост по конструкции, обладает минимальным набором функций и в целом очень прост в использовании.
Широкий диапазон заточки
В целом точилка имеет довольно широкий диапазон заточки. Вы можете использовать инструмент для заточки сверл размером от 1/8 до to дюйма. Это довольно удобно, так как сводит на нет ненужные неудобства и гарантирует отличные результаты в целом.
Высоко Регулируемый
Вы уверены, что сможете отрегулировать точилку в соответствии с вашими ожиданиями и уникальными потребностями.На самом деле, точилка имеет возможность растягиваться и сжиматься, чтобы приспособиться к различным углам точки сверления. Следовательно, это повышает ваш общий комфорт.
Потрясающие размеры
Точилка измеряет 8,7 дюйма в длину и 5,3 дюйма в ширину и 2 дюйма толщиной. Эти размеры велики, так как они требуют меньше места для хранения с вашей стороны, а также позволяют вам вытащить точилку и удобно перемещать ее по мере необходимости.
ПРОФИ
- Оттачивает скорость и предельную точность
- Может быть установлен прямо рядом с вашей настольной кофемолкой
- Весит ничтожно 1.37 фунтов
- Вмещает несколько аксессуаров
- Не требует сборки перед использованием
КОНС
- слишком базовый по объему и дизайну
- Не для профессиональных применений
- неудобно обрабатывать
Проверить последнюю цену
# 5: точилка для сверл Tormek DBS-22

Для получения точных результатов необходима точно такая же техническая точилка этого калибра. Точилка имеет несколько частей и компонентов, которые отлично подходят для достижения точных результатов.Его элементы управления проще в настройке и очень надежны.
4-гранная точка
Заостренный край имеет форму 4-гранной точки. Такое расположение гарантирует вам некоторый острый наконечник зубила, который значительно ускоряет процесс заточки. Он также имеет все виды отверстий, как круглые и прямые. Это не говоря уже о прямых отверстиях.
2 режущих кромки
4-гранная точка дополнительно сопровождается двумя режущими кромками. Эти края заострены симметрично и предназначены для идеального соединения.Конечным результатом такого устройства является увеличенный срок службы бурового долота и, в конечном итоге, более высокие результаты. У вас есть удовольствие от максимального удобства для вашего плеча.
Оптимальный угол просветаНаконец, оптимальный угол зазора существует как неотъемлемая часть этой заточки. У вас есть возможность установить угол, чтобы соответствовать вашим точным требованиям к бурению. Эти углы составляют 7 °, 9 °, 11 ° и 14 ° соответственно. С этим битом вы скажете нет всем распространенным неудобствам.
ПРОФИ
- Совместим с системами заточки Tormek T-7 и T-3
- Подходит для различных сверл, особенно тех, которые варьируются от 1/8 дюйма до 7/8 дюйма
- Достигает оптимальной производительности бурения
- Опираясь на всеобъемлющую двухлетнюю гарантию
- Имеет возможность заточки многих сверл
КОНС
- Довольно дорого, чтобы позволить себе
- Сложно освоить и эффективно задействовать
- Только для промышленного применения
Проверить последнюю цену
# 6: 3/32-дюймовое кобальтовое сверло, 10 шт., Длина Jobber

Кривые поверхности не похожи ни на какие другие.Это потому, что они создают некоторые уникальные проблемы, которые не встречаются на прямых и плоских поверхностях. Впоследствии, по понятным причинам, они требуют некоторых специально разработанных буровых долот. Не обращайте внимания на другие сверла, кроме этой, для поверхностей такого типа.
M-35 Cobalt Jobber Длина
Вообще говоря, точилка для сверл предназначена для продления срока службы и увеличения срока службы. Это вытекает из его составной части длины кобальта Jobber M-35. Таким образом, вы будете наслаждаться ограниченными поломками и, соответственно, сравнительно меньшим количеством ремонтов и технического обслуживания.Выгода от более низких эксплуатационных расходов – это действительно ваше преимущество.
M35 Cobalt Высокоскоростная стальная конструкция
Конструкция из быстрорежущей стали M35 Cobalt. Это довольно сильный и очень устойчивый к распространенным факторам разрушения, таким как стресс, удары, коррозия и разрушения. Конечным результатом является снижение количества поломок и эксплуатационных расходов. Более высокие уровни удовлетворения также приходят в результате этой конструкции.
Tri-Cut Grip Shank
Чтобы свести к минимуму вероятность выскальзывания точилки из рук и предрасположенности к травмам, она оснащена хвостовиком с тройным захватом.Этот придает дополнительную хватку вашим рукам, поглощая пот, сводя к минимуму трение и усиливая сцепление. Ваша безопасность, следовательно, дополнительно гарантируется.
ПРОФИ
- Удобно использовать
- Эффективно обрабатывает чугун, нержавеющую сталь и листовой металл
- Длится дольше и хорошо переносит интенсивное насилие.
- источает максимальную прочность и надежность
- Исключает вероятность поломки при боковой нагрузке
КОНС
- Ненадежный для интенсивного применения
- Легко ломается при сильном стрессе
- Имеет несколько ограниченных частей
Проверить последнюю цену
# 7: точилка для сверл DAREX – модель: V390 Вместимость: от 1/8 до 3/4 дюйма

Имея более легкие обязанности, вам не нужно приобретать слишком сложные точилки для сверл.Только простой и удобный в использовании может помочь. И когда вы говорите о таких сверлах, не думайте ни о чем, кроме этого. Это достаточно легкий для 35-50 упражнений каждую неделю.
Borazon Wheel
Колесо боразона образует основную часть и составную часть этой точилки для сверл. Это колесо может шлифовать и заточить кобальтовые сверла и высокоскоростные стальные долота. Это связано с их сильным и жестким макияжем и конструкцией. У вас есть ответ на эти жесткие поверхности.
Регулируемая функция разделения точкиЧтобы изменить свой стиль, вам придется обойтись этой регулируемой функцией разделения точек. Это также позволяет вам хорошо управлять средствами управления рельефом и, следовательно, позволяет достигать широкого спектра результатов и стилей работы. В свете этого вы получите гораздо больше, чем вы на самом деле платите.
Трехступенчатая система заточки
В целом, точилка управляет процессом заточки в три основных этапа. Эти этапы гарантируют, что общий результат велик и в целом очень надежен.Они не оставляют никаких следов без изменений, а также обеспечивают более высокую степень свободы в целом.
ПРОФИ
- точится быстрее всего за одну минуту
- Простой, чтобы полностью понять и эффективно использовать
- Доступный и, следовательно, менее стрессовый, чтобы приобрести
- Отлично подходит для небольших магазинов и рабочих станций
- Крепится к алмазным кругам для расширенной функциональности
КОНС
- Весит колоссальные 23,8 фунтов (10.8 кг)
- Требуется много места для монтажа
- Ограниченная продолжительность использования из-за проводной природы
Товары не найдены.
# 8: Система заточки Tormek Ultimate plus TBP805 T8

Вы не можете позволить себе играть с качеством конечных результатов. Это особенно верно, если вы занимаетесь профессиональными делами и, следовательно, нуждаетесь в точной точности. Если вы находитесь в таком состоянии, это то, что вам нужно для приобретения и использования.
SE77 Расширенный квадратный джиг
На первом месте в списке своих удивительных особенностей стоит усовершенствованный джиг с квадратным краем SE77. Это дает вам некоторую регулируемую сторону, а также квадратные углы. Они позволяют вам точить эти края так же, как и вы, с помощью зубил, плоских утюгов и так далее.
TT50 Truing Tool
Если у вас неровный точильный камень, это еще одна точилка для вашего рассмотрения. У него есть возможность фиксировать эти неровные поверхности, чтобы получить однородные рабочие поверхности и заточки поверхностей.Таким образом, вам гарантированы отличные результаты, независимо от того, какую поверхность вы используете для своих рычагов.
SP650 Грейдер для камня
Что еще? Вы также можете изменить размер зернистости шлифовального камня благодаря этой грейдерной установке SP650. Таким образом, вы также можете определить качество поверхности заточки и, в конечном итоге, ее результат. Зачем тебе вообще искать в другом месте?
ПРОФИ
- Обеспечивает великолепные результаты с беспрецедентной точностью.
- Проникает до 3 дюймов в ширину
- Шлифовальные и заточные станки для заточки сверл
- Охлаждается водой для повышения безопасности и резкости
- Комплексный по объему и функциональности
КОНС
- Вы стоите целое состояние, чтобы позволить себе
- Может потребовать повышенных навыков для эффективной работы с .
- Неуклюжий по форме и размеру
Проверить последнюю цену
# 9: Multi-Sharp 2001 Многоцелевой инструмент для заточки сверл и инструментов

Для задач общего назначения подойдет обычная точилка такого типа.Не имеет сложных деталей и комплектующих. По этой причине им немного легче управлять. Кроме этого, точилка может вместить несколько аксессуаров. Это расширяет спектр его использования и гарантирует лучшие результаты.
Multi-Sharp двойного назначения
Учитывая все факторы, точилка является многоострой. Это просто означает, что его различные края очень острые и действительно очень надежные при удалении материалов с поверхностей. Кроме того, эти поверхности могут сверлить и точить одновременно.Следовательно, они возвращают более высокое соотношение цены и качества.
3-13 мм Емкость сверла
Точилка способна проникать на расстояние до 13 мм от поверхности. Эта глубина достаточно глубока, чтобы обрабатывать все виды материалов. Это также гарантирует лучшие результаты и более длительные последствия. Если все, что вы ищете, это постоянные воздействия, ваши возможности весьма ограничены.
Качественные Колеса
В нем используются высококачественные колеса для выполнения заточки поверхностей. Эти колеса сделаны из карбида силикона и оксида алюминия.У них есть возможность совместно заточить около 150 быстрорежущих сталей и пару других инструментов для кладки. У вас еще раз есть ответ для тех поверхностей, в которые обычно трудно проникнуть.
ПРОФИ
- Выполняет широкий спектр обязанностей, задач и ролей
- Приведено в действие любой электрической дрелью в наличии
- Шлифует рельефные ручки и правильные наконечники
- Позволяет заменять детали по мере необходимости
- Выносит жестокое обращение, чтобы длиться дольше
КОНС
- Нежный и, следовательно, склонный к некоторым повреждениям
- Вызывает более высокие затраты на техническое обслуживание для вас
- Может не служить вам в долгосрочной перспективе
Проверить последнюю цену
# 10: Общие инструменты 825 Насадка для сверлильного шлифования
Возможно, ни один другой инструмент не может вместить столько приспособлений и аксессуаров, как этот.Его универсальность действительно обеспечивает адаптацию к различным средам и выполнение многочисленных тесно связанных задач. Если вы хотите сэкономить немного времени, у вас есть этот бит для вашего рассмотрения.
Указатель регулировки угла
Установка точилки дальше от ее сверстников – это способность подбирать точную точку угла вашего выбора. Эта способность предоставляется вам с помощью измерителя угла. Датчик хорошо работает даже в зенковках. Это повышает ваш комфорт и качество результатов.
Поворотная шея
Поворотная шейка идет дальше. Эта шейка в основном позволяет вам выполнять простые задачи шлифования с любой стороны долота по вашему желанию. Далее наклоняется и направляет ваши усилия по бурению в желаемом направлении по вашему выбору. Следовательно, это способствует вашему общему комфорту в целом.
Насадка для шлифования сверла
Наконец прибывает шлифовальная насадка для сверления. Это объединяет и хорошо работает с инструментами, которые соответствуют Управлению по безопасности и гигиене труда и Американскому национальному институту стандартов.Таким образом, вы обеспечите надлежащую безопасность и общее благополучие. Это сверх великолепных и потрясающих результатов!
ПРОФИ
- Хорошо для дома и мастерской
- Одобрено Лабораторией Андеррайтера
- Очень легкий благодаря весу всего 0,32 унции
- Возможность заточки сверл до заводских настроек
- Обеспечивает полноценное удовлетворение клиента
КОНС
- Требуется много человеческих усилий для работы
- страдает от высоких показателей трения
- Довольно шумно и, следовательно, несколько тревожно
Проверить последнюю цену
ЧТО ТАКОЕ АККУМУЛЯТОРЫ?
Ваш ответ заключается в приобретении подходящей точилки для сверл.Это инструменты, которые используются для заточки материалов.
Они в основном делают это, удаляя лишние и нежелательные материалы с поверхностей, а также создают в них некоторые отверстия.
ПРЕИМУЩЕСТВА ИСПОЛЬЗОВАНИЯ БУРОВЫХ УСТРОЙСТВ БУРОВОЙ
Ниже перечислены многочисленные преимущества использования этих предметов:
экономит время
Заостряя края режущих инструментов, эти инструменты помогают сэкономить много времени. Это связано с тем, что инструменты для разделителя короче режут или просверливают материалы.Количество времени, которое вы экономите, может быть инвестировано в другом месте. Вы также получаете преимущество максимального удобства от них.
повышает эффективность
Как уже говорилось, заточенные инструменты режут и просверливают материалы быстрее и эффективнее. Отсюда следует, что эти инструменты повышают эффективность режущих и сверлильных станков. Вам не придется вкладывать слишком много своих физических усилий, времени и ожиданий, чтобы получить требуемые результаты.
приносит более высокое соотношение цены и качества
Экономя ваше время и повышая эффективность, эти инструменты также обеспечивают более высокое соотношение цены и качества.Вы получаете больше за меньшие деньги. С чего бы вам вообще задумываться об игнорировании этих инструментов? Преимуществ слишком много, чтобы их игнорировать или преуменьшать.
повышает вашу безопасность
Эти инструменты разработаны и оборудованы соответствующим образом, чтобы минимизировать травмы и несчастные случаи. Это вытекает из многих функций безопасности, которыми они обладают. Таким образом, вы должны быть уверены, что не столкнетесь с какими-либо травмами, которые обычно возникают при выполнении таких задач. Таким образом, вы получаете удовольствие от больших результатов.
наполнений Максимальное удобство
Наконец, эти инструменты дают ощущение максимального удобства. Это связано с их всеобъемлющей природой и многочисленными преимуществами, которые они приносят. Вам не нужно покупать множество разрозненных инструментов и оборудования, чтобы иметь возможность пользоваться всеми преимуществами этих инструментов.
КАК ОБРАЗИТЬ БУРОВУЮ БИТУ
Чтобы заточить свое сверло, вы просто должны выполнить процедуры, указанные ниже:
Держите сверло в правильном направлении.Делайте это таким образом, чтобы избавиться только от тех металлов, которые необходимы для чистки режущей кромки. Направление, параллельное поверхности шлифовального круга, безусловно, лучшее.
Медленно и постепенно приводите сверло в тесный контакт со шлифовальным кругом. Поддерживайте его как можно более ровным и ровным. Не вращайте его.
Отшлифуйте пяточную часть режущей поверхности немного больше, чем кромку. Это делается для того, чтобы сверлить режущую кромку в первую очередь, когда она не используется.
Время от времени погружайте кусочек в воду, чтобы охладить его. Вы не хотите, чтобы ваши руки были обожжены из-за чрезмерного накопления тепла.
Вращайте сверло под углом в пол оборота, как только его режущая кромка острая. Перейдите после этого, чтобы обострить другое лицо. Постарайтесь сделать порезы максимально ровными.
Определите ширину обоих краев. Следите за тем, чтобы они были одинакового размера. Внесите любые исправления, если будут замечены некоторые несоответствия.
ПОЛЕЗНЫЕ СОВЕТЫ, ХАРАКТЕРИСТИКИ И БЕЗОПАСНОСТЬ
Заботьтесь о своих пальцах
Ваши пальцы являются наиболее уязвимыми для риска порезов и травм.Поэтому вы должны заботиться о них при использовании этих точилок. Это предотвратит дальнейшие осложнения, такие как порезы. Во время сеанса сверления всегда следите за пальцами.
Храните инструменты хорошо
Учитывая, что они содержат множество металлических деталей и компонентов, эти точилки подвержены коррозии и множеству других загрязнений. Из-за этого вы хотите хранить их в абсолютно сухих местах, где нет влаги.Вы также должны держать их как можно дальше от маленьких детей.
Поддерживать их на регулярной основе
Излишне говорить, что вы должны поддерживать их на регулярной основе. Это сделано для того, чтобы они не предрасполагали вас к травмам и другим видам телесных повреждений. Осматривайте их время от времени, чтобы предвидеть любые надвигающиеся опасности и проблемы.
Охладите пальцы время от времени
Как отмечалось выше, эти точилки имеют тенденцию нагреваться в процессе работы на поверхностях.Чтобы они не наносили травм и вреда вашим пальцам и рукам, вам нужно время от времени охлаждать их. Окуните их в ледяную воду, чтобы достичь этой благородной цели.
Замена и модернизация деталей и компонентов
Само собой разумеется, что различные детали и компоненты, которые составляют точилку, порваны, устарели и изношены. Вы должны принять соответствующие меры для обновления и / или замены этих компонентов. Внимательно следите за этими деталями и приобретайте замену как можно скорее.
ЧТО СМОТРЕТЬ, КОГДА ВЫБИРАЕТЕ УСТРОЙСТВА БУРОВОГО ДРЕЙЛА?
Характер применения
Приложенияотличаются по сложности, серьезности и другим жизненно важным параметрам. Вот почему вы должны учитывать эти различия при поиске правильной точилки. Обязательно подберите точилку для точного применения, чтобы избежать ненужных несоответствий и неудобств.
Прочность заточки Jig
Джиг – это часть устройства, которая зажимает заготовку вместе, а также предлагает руководство для инструментов, которые на ней работают.Прочность этого приспособления определяет пригодность точилки для некоторых ролей. Вам понадобится более жесткая и надежная пробежка для тех задач, которые кропотливы по своей природе.
Материалы под рукой
Помимо прочности на стойку, материалы, с которыми работают, также определяют пригодность точилки для заточки инструментов. Более жесткие материалы определенно требуют одинаково более жестких точилок, и наоборот. Поэтому вы должны прежде всего выяснить, какие материалы вы собираетесь использовать.
Запланированная частота использованияКак часто вы собираетесь использовать точилку? Планируете ли вы использовать его только время от времени или время от времени? Если вы планируете использовать точилку на ежедневной основе, обязательно найдите ту, которая очень прочная, жесткая и надежная. Это гарантирует требуемый уровень производительности в любой момент времени.
Бюджет против расходов
Наконец, вы хотите учесть свой бюджет и расходы на приобретение точилки. Сравните цены на различные точилки в продаже и выберите ту, которая находится в пределах вашего доступного диапазона.Поиск правильной точилки не обязательно должен быть слишком хлопотным.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ (FAQs)
Q1. Можно ли заточить биты кобальта?
ДА, ты можешь! Тем не менее, вам придется приобрести настольный шлифовальный станок для работы, так как эти биты очень прочные и устойчивы к любой заточке.
Q2. Каков наиболее рекомендуемый угол заточки сверла?
60 ° – это идеальный угол для заточки сверла.Это связано с тем, что типичное сверло содержит две режущие поверхности. С ними лучше всего сталкиваться под этим углом.
Q3. Каков стандартный угол сверла?
Этот угол изменяется от бурового долота к буровому долоту. Ключевым фактором, определяющим этот угол, является тип материала, который должен быть просверлен. Большинство упражнений устанавливаются под углом 59 ° (включая угол 118 °). Кроме того, они имеют зазор от 9 ° до 15 ° и углы резца от 120 до 135 °.
Q4.Что означает термин «сверло с разделением по точкам»?
Это сверла, точки заточки которых разделены. Следовательно, они способны одновременно работать с двумя поверхностями. Они ускоряют процесс заточки, но, тем не менее, сложны в обращении.
Q5. Что такое дизайн канавки в отношении заточки?
Это конструкция, которая содержит глубокую канавку, которая в основном наматывается вокруг долота. Это способствует чистоте задачи, относительно просто направляя отходы из отверстия.
ЗАКЛЮЧЕНИЕ
МОЙ ЛЮБИМЫЙ – это система заточки Tormek Ultimate plus TBP805 T8 , и это исключительно потому, что я занимаюсь заточкой инструментов как занятием на полный рабочий день.
Точилка хорошо оснащена для повторной работы с тяжелыми делами. Это, однако, может не относиться ко всем видам пользователей.
Поэтому вы должны найти тот, который точно отражает ваши ожидания и уникальные потребности.