Правильно варить сваркой: Как правильно варить электродной сваркой (сварочным инвертором) — статья интернет-магазина инструментов «Sea Tools»
alexxlab | 20.01.2023 | 0 | Разное
Как правильно варить сваркой – учимся варить самостоятельно
Главная » Обучение для начинающих » Как можно научиться правильно варить сваркой?
0
Опубликовано: 22.03.2017
На сегодняшний день сварочные работы широко распространены как в промышленности, так и в бытовых условиях – знания относительно того, как правильно сваривать металлические элементы, понадобятся даже в квартире. Сварка представляет собой наиболее качественный способ соединения металлических элементов. Если же строительные работы будут производиться своими руками, то сварку можно также проводить самостоятельно.
Оглавление:
- В чем заключаются основы электросварки?
- Существующие технология электросварки
- Как выбрать подходящее оборудование?
- Какие электроды предпочтительнее?
- Технология проведения работ
- Основы техники безопасности при проведении сварных работ
В чем заключаются основы электросварки?
Как уже говорилось раньше, сварка представляет собой неразъемное и довольно прочное соединение металлических элементов друг с другом в одну конструкцию. Это осуществляется с помощью высоких температур. Практически все сварочные аппараты для того чтобы расплавить металл используют специальную электрическую дугу.
Это осуществляется с помощью высоких температур. Практически все сварочные аппараты для того чтобы расплавить металл используют специальную электрическую дугу.
Под ее воздействием происходит разогрев металлического элемента вплоть до температуры плавления, но осуществляется это только на незначительной площади. В связи с тем, что для проведения подобны работ применяется электрическая дуга, то сварка также получила название электродуговой.
Существующие технология электросварки
Формирование электрической дуги может производиться за счет постоянного или переменного тока. Последний ток получается в ходе использования специальных трансформаторов, постоянным током варят инверторы.
Еще одной проблемой, связанной с использованием трансформаторов, является чрезмерная нагрузка на электрическую сеть, вызывая скачки напряжения. Это, в свою очередь, может привести к поломкам бытовой техники или другого электрического оборудования.
Инверторы работают от обыкновенной электрической сети. У них незначительные размеры, а масса составляет порядка 3-8 кг. В процессе работы практически не издают шума и не влияют на напряжение в сети. Дуга формируется при помощи постоянного тока, поэтому она будет идти равномерно, ее гораздо легче перемещать и держать под контролем. Если человек собирается научиться качественно сваривать металлические элементы, то ему лучше начинать именно со сварочного инвертора.
Как выбрать подходящее оборудование?
Чтобы свариваемые элементы плотно прилегали друг к другу, необходимо подобрать наиболее подходящую технику, предназначенную для проведения сварочных работ. Такое оборудование можно приобрести либо арендовать на определенный период времени. Сегодня в продаже можно отыскать сварочные аппараты, которые обладают определенным элементом, с чьей помощью можно делать силу тока больше или же меньше.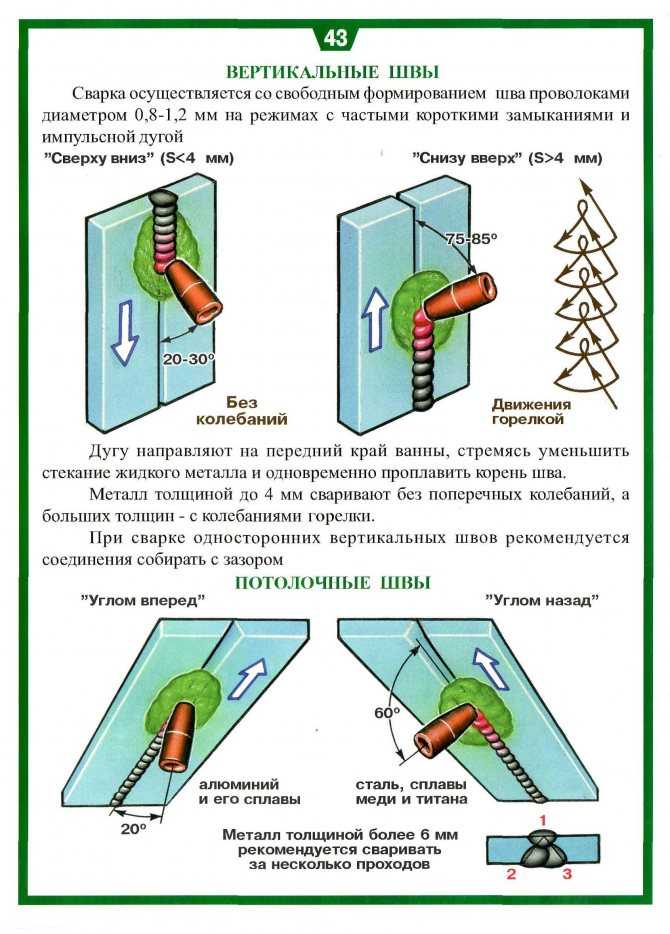 Некоторые умельцы собирают сварочный аппарат самостоятельно. В любом случае понадобится использовать один из преобразователей тока:
Некоторые умельцы собирают сварочный аппарат самостоятельно. В любом случае понадобится использовать один из преобразователей тока:
- Трансформатор, который будет изменять электричество из обычной сети в ток, подходящий для проведения сварочных работ. При выборе подобного изделия следует принимать во внимание, что чересчур дешевые модели не способны обеспечить стабильную дугу. Они также будут снижать напряжение в основной сети, что в конечном счете может привести к поломке другого электрического оборудования. Еще одним минусом является довольно большая масса;
- Выпрямитель используется для того, чтобы сделать переменный ток сети постоянным. Благодаря этому оборудованию можно научиться сваривать элементы из металла с помощью достаточно стабильной дуги, которая позволяет получить сварное соединение высокого качества;
- Инвертор не просто преобразовывает ток электрической сети из переменного в постоянный, но и доводит его до требуемого напряжения. Как уже говорилось раньше, данный аппарат весит довольно мало.

Какие электроды предпочтительнее?
Мало знать, как правильно варить сваркой, необходимо еще уметь выбирать нужные электроды. В бытовых условиях, а зачастую и при проведении промышленных сварных работ, берутся электроды, подводящие необходимое напряжение к сварному шву. Как правило, они представляют собой проволоку, изготовленную из особого плавящегося порошка.
Если человек только начинает постигать азы сварных работ, то ему, чтобы разобраться в том, как правильно варить, нужно брать электроды, представляющие собой твердые стержни, покрытые плавящимся веществом. С их помощью можно получить ровный сварной шов. Наиболее подходящий диаметр таких электродов для начинающих сварщиков – 3 мм.
В продаже можно найти и более тонкие электроды, они предназначены для соединения между собой довольно тонкого металла. Если брать более толстые электроды, то они могут нуждаться в более мощном аппарате, который будет давать большую нагрузку на сеть.
Технология проведения работ
Чтобы разобраться, как варить, необходимо точно знать технологию, касающуюся сварных работ:
- Соединяемые сваркой поверхности необходимо хорошенько зачистить, чтобы на них не оставалось ни одного пятнышка ржавчины или разного рода загрязнений.
 Это позволяет добиться формирования качественного соединения;
Это позволяет добиться формирования качественного соединения; - Прежде чем приступить к сварке, нужно взять электрод и закрепить его в держателе сварочного аппарата. Затем приступают к образованию электрической дуги. Чтобы это произошло, следует вызвать движение тока в районе создания электрической дуги. Выполнить это довольно просто – нужно всего лишь чиркнуть кончиком электрода по поверхности металла или же слегка постучать им по поверхности заготовки;
- Когда электрическая дуга будет получена, между ней и соединяемыми металлическими элементами следует создать незначительный зазор, который должен иметь постоянную величину на всем протяжении шва. Он, как правило, находится в пределах от 3 до 5 мм. Если не соблюдать такое правило, то дуга будет становиться сильнее или слабее либо вовсе прерываться, что в конечном счете станет причиной снижения качества сварного соединения.
Профессиональные сварщики рекомендуют держать электрод под наклоном примерно 70 градусов – так проводить работы удобнее всего.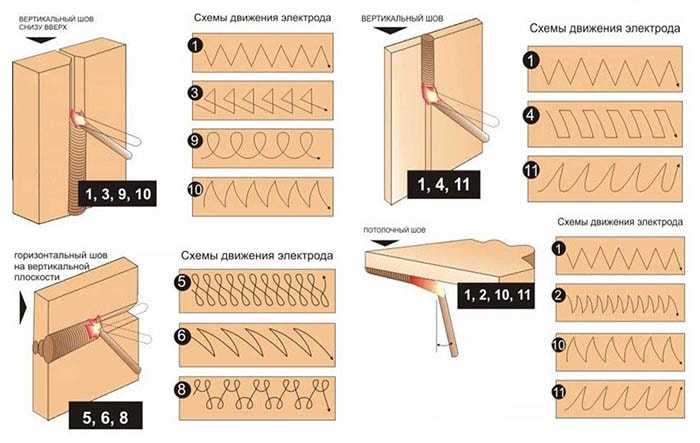 Однако при необходимости его можно несколько изменить для того, чтобы сваривать металл было более комфортно.
Однако при необходимости его можно несколько изменить для того, чтобы сваривать металл было более комфортно.
Очень важную роль играет и то, насколько стабильно подается электрический ток. Принимают во внимание, что чересчур большая сила тока станет причиной проплавление металла. Сила тока меньше необходимой вызовет пропадание дуги.
Когда технику создания сварного соединения удалось освоить, можно начинать создавать именно неразъемные элементы. Сначала приступают к формированию валика, так как получить данный шов проще всего. На первом этапе получают электрическую дугу, а уже потом занимаются созданием неразъемного соединения.
После того как удалось научиться варить самые элементарные конструкции, можно начинать выполнять операции более сложные. К ним относятся тавровые, угловые соединения, а также нахлестные швы при разных направлениях. Рука должна двигаться как можно более уверенно, в противном случае в одном месте шва наплавленного металла будет гораздо меньше, чем в другом. Это в конечном счете скажется на итоговом качестве соединения.
Рука должна двигаться как можно более уверенно, в противном случае в одном месте шва наплавленного металла будет гораздо меньше, чем в другом. Это в конечном счете скажется на итоговом качестве соединения.
Основы техники безопасности при проведении сварных работ
Человек, только начавший постигать азы подобного технологического процесса, должен в обязательном порядке соблюдать все ключевые правила, связанные с тем, чтобы работа была максимально безопасной. Необходимо принимать во внимание, что сварка представляет собой одну из наиболее опасных технологий соединения металлических элементов. В связи с этим желательно следовать определенным рекомендациям:
- Категорически запрещено проводить сварочные работы во влажную погоду, а также на морозе – это может стать причиной возникновения короткого замыкания и поражения электрическим током;
- Необходимо работать с помощью специализированной маски и защитного щитка.
 Это позволит предохранить глаза от слишком яркого света, который выделяется из сварной ванны от формируемой дуги. Если смотреть на сварку без маски, можно получить сильный ожог роговицы глаза;
Это позволит предохранить глаза от слишком яркого света, который выделяется из сварной ванны от формируемой дуги. Если смотреть на сварку без маски, можно получить сильный ожог роговицы глаза; - Все работы производятся только в плотной одежде, не оставляющей открытых участков тела. Это необходимо для того, чтобы расплавленный металл не попадал на кожу. На руки лучше надеть плотные перчатки или рукавицы, а костюм сварщика должен быть изготовлен из плотного брезента;
- Сварочные работы всегда сопряжены с довольно высокой температурой, которая может стать причиной возникновения возгорания. На рабочем месте сварщика обязательно должна быть емкость с водой и огнетушитель.
Если полностью освоить сварочные работы, то это позволит облегчить работы по дому, да и на производстве можно будет получать требуемый результат значительно быстрее.
Сергей Одинцов
tweet
Сварка для начинающих: как научиться варить самостоятельно
Сварку применяют во многих отраслях экономики РФ. Сварщики работают на строительных площадках, при этом занимаясь созданием подземных и наземных конструкций. Они работают на автомобильных заводах, энергетических комплексах, сельском хозяйстве и на нефтеперерабатывающих предприятиях.
Сварщики работают на строительных площадках, при этом занимаясь созданием подземных и наземных конструкций. Они работают на автомобильных заводах, энергетических комплексах, сельском хозяйстве и на нефтеперерабатывающих предприятиях.
Многие мужчины время от времени используют сварку при решении ремонтных работ в своих жилищах, сварочный шов считается одним из надежнейших способов для соединения деталей
Содержание
- С чего начать — подготовительный этап
- Технология сварочного процесса
- Азы электродуговой сварки
- Особенности сваривания трубопровода
Прежде чем начинать сварку металлов, сварщик должен подробно ознакомиться с инструкцией работы сварочного аппарата и с техникой безопасности при проведении сварных работ.
Начинающий сварщик обязан знать все о сварке: базовые основы сварки (технология сварочных работ), как правильно сваривать электросваркой предметы, определять подходящий сварочный режим и др.
В этой статье подробно говорится о том, как проходят сварные работы, а именно: как научиться варить электросваркой — как правильно варить инвенторной сваркой, каким образом надо использовать ручную дуговую сварку и как следует варить полуавтоматом.
- аппарат для сварки,
- электродные элементы определённого размера и типа;
- молоточек для снятия шлаков;
- щётку.
Диаметр электродного элемента определяют в соответствии с толщиной металлического листа.
В этом деле следует знать правила безопасности при проведении сварных работ. Специалист по сварным работам должен иметь в наличии маску, на которой установлен световой фильтр, а также спецодежду с длинными рукавами и перчатки из замши.
Для работы потребуется защитная экипировка: маска со светофильтром, одежда с длинными рукавами, перчатки из замша, нужные инструменты
При проведении сварочных работ используют выпрямитель электрического тока и инвертор – техустройства, которые меняют ток с переменного на постоянный.
Технология сварочного процесса
Сварка металлов является высокотемпературным процессом. При варке различных металлических изделий происходит образование и удержание электродуги, которая связывает электродный элемент и сварочную деталь между собой.
Под воздействием дуги происходит расплавление изделия и стержня электродного элемента.
Затем, появляется сварная ванна, в которой смешаны металл и электродные элементы. Параметры такой ванны связаны с выбранным сварным режимом — их указывают в миллиметрах: длина равна 10–30 мм, ширина — 8–15 мм, глубина – 6 мм.
При расплавлении электродного покрытия около дуги и над сварной ванной возникает газовая зона. Она выталкивает воздух из сварной зоны и предотвращает попадание кислорода на металлы, которые уже расплавились.
Также в этой зоне появляются пары, которые вырабатывают металл и электродные элементы. Сверху швов появляется шлак, который предотвращает соприкосновение расплавленной детали с кислородом, что ухудшает качество сварных работ.
После удаления электродуги металл кристаллизуется и появляется шов, который объединяет сварные детали. Сверху шва находится защитный слой от попадания шлаков, который снимают после соединения сварочных деталей.
Технология ручной дуговой сварки
Сварка труб ручной дуговой сваркой — не самая лёгкая сварка для начинающих специалистов в этом деле. Обучение сварке должно проводится опытными людьми в этом деле, которые дают полезные рекомендации и исправляют недочёты новичков.
Во время сварочных работ электрод совершает определенные действия: поступательные, продольные, поперечные. Из данных комбинаций получаются разные виды швов. Самые применяемые представлены на рисунке
Чтобы сварка была качественной, надо следить за перемещением электродуги. Если образовалась слишком длинная дуга, то расплавленный металл окисляется, его капли разбрызгиваются по всему изделию, в результате чего шов становится пористым.
Ручная дуговая сварка имеет такие преимущества:
- такую работу делают в отдельном помещении;
- для подобной сварки выпускают много электродов;
- можно быстро перейти от одного сварного изделия к другому;
- сварочные аппараты, применяемые при таком сварочном процессе, можно с лёгкостью переместить из одного места в другое.

В то же время дуговая сварка металлов имеет несколько недостатков:
- при такой сварочной работе выделяется много вредных веществ;
- обладает низким КПД в отличие от других видов сварных работ;
- качество выполняемых сварных работ напрямую связано с квалификацией сварщика
Выполнение сварки полуавтоматом
Сварка полуавтоматом — не самое лёгкое сварочное дело. До начала сварки деталей полуавтоматом, следует внимательно ознакомиться с инструкцией к этому аппарату.
Настройку полуавтомата можно сделать таким образом:
- сначала следует вычислить силу тока, которая определяется исходя из толщины сварного металла. Информацию об этих 2 параметрах можно найти в инструкции к полуавтомату.
Сварка полуавтоматом считается некачественной при низком токе сварки;
- сделать настройку скорости подачи сварной проволоки. Скорость надо настроить на сменных шестёренках, которые входят в комплект подобного аппарата;
- установить нужное напряжение и силу тока;
- провести проверку правильности установки режимов на пробной детали;
- кликнуть по кнопке «Вперёд»;
- добавить в воронку флюс;
- сделать установку держателя — наконечник мундштука должен находиться в сварной зоне;
- по окончании настройки сварного аппарата надо открыть заслонку флюсовой воронки, кликнуть на кнопку «пуск» и чиркнуть по сварочному месту.
 В итоге на дуге появиться огонь, и начнётся процесс варки.
В итоге на дуге появиться огонь, и начнётся процесс варки.
Полуавтомат для сварки произведет высококачественные работы с различными марками стали
Азы электродуговой сварки
В различных инструкциях о том, как правильно варить электросваркой, делают акцент на начале сварочного процесса. Первая электросварка для начинающих специалистов в этом деле должна проходить под контролем опытного сварщика, который исправляет недочёты и даёт рекомендации новичку.
Сварка электродом начинается с надёжного закрепления детали. Для того чтобы не возникло пожароопасной ситуации, следует налить в ведро холодную воду и поставить его около сварочного места.
Нельзя заниматься сварочной работой на верстаках из дерева и поверхностно относиться к любым обрезкам применяемых электродных элементов.
Для того чтобы электрическая дуга загорелась, нужно выполнить следующие действия:
- прочно закрепить зажим «заземление»;
- изолировать кабельный провод, после чего осторожно заправить его в держатель;
- выставить на сварном аппарате значение тока — в соответствии с определённым диаметром электродного элемента;
- установить электродный элемент относительно сварочной детали под углом, равным 60 градусам;
- нужно осторожно провести электродом по металлической поверхности – и она заискриться;
- подвести электродный элемент к металлу и приподнять его на высоту, равную 5 мм.

Если вышеперечисленные действия были проведены в правильном порядке, то дуга загорится.
Зазор, равный 5 мм, надо соблюдать во время проведения сварочный работы — от начала до конца.
При правильной сварке металла электросваркой электрод медленно выгорает, в связи с чем его аккуратно приближают к металлу. Нельзя быстро перемещать электродный элемент, потому что он может залипнуть. При возникновении такой ситуации придётся немного отодвинуть его в сторону.
Если сама дуга не зажглась, следует увеличить силу тока.
После того как дуга зажглась, надо медленно передвинуть электродный элемент по горизонтали, делая им небольшие колебания. Металл, который уже расплавился, в такой ситуации будет приближаться к центру дуги.
В итоге образуется шов с маленькими волнами.
Если при сварке деталей произошло полное выгорание электродного элемента, а шов ещё не до конца сделан, сварочную работу приостанавливают.
В такой ситуации надо поменять старый электродный элемент на новый, убрать шлак и возобновить сварочный процесс.
Далее, на расстоянии 12 мм от шва углубления — кратера, следует зажечь дугу. При этом надо подвести электрод к кратеру таким образом, чтобы появился сплав прежнего и нового электродных элементов, после чего нужно возобновить сварку шва.
ПОСМОТРЕТЬ ВИДЕО
Траектория движения дуги при сварке деталей имеет 3 направления:
- поступательное. Дугу перемещают вдоль электродной оси. В таком случае сохраняется длина дуги;
- продольное. В такой ситуации образуется ниточный ролик сварки. Его высота связана со скоростью перемещения и длиной электродного элемента.
В итоге образуется тонкий шов. Чтобы он не исчез, при перемещении электродного элемента вдоль шва надо делать поперечные движения;
- поперечное.
 В этой ситуации в результате колебательных движений устанавливается конкретная ширина шва. Амплитуда таких колебаний устанавливается в зависимости от размера швов, их положения и др.
В этой ситуации в результате колебательных движений устанавливается конкретная ширина шва. Амплитуда таких колебаний устанавливается в зависимости от размера швов, их положения и др.
Опытные сварщики применяют все 3 направления движения дуги.
Особенности сваривания трубопровода
Дуговым электросварочным аппаратом делается сварка вертикальных швов, которые расположены сбоку трубки. В такой ситуации делают горизонтальные сварочные швы – по дуговой окружности.
Трубки из стали соединяют встык. В такой ситуации делают сварку всех кромок — на уровне высоты трубных стенок.
Чтобы снизить объем наплывов внутри трубки, необходимо установить угол наклона электродного элемента по горизонтали, равный 45 градусам.
При сварочных работах внахлёст высота швов составляет 3 мм, а ширина – 8 мм.
Прежде чем варить трубы электросваркой, необходимо провести следующие действия:
- удалить с детали лишние частицы;
- выпрямить торцы трубки, если они деформированы;
- очистить кромку.
 Зачистить 10 мм снаружи и внутри трубки, которые прилегают к кромке — до появления блеска.
Зачистить 10 мм снаружи и внутри трубки, которые прилегают к кромке — до появления блеска.
После выполнения подобных действий можно начать сварку.
Все стыки нужно постоянно очищать от шлака — вплоть до окончания сварочного процесса.
Все участки соединения трубок, ширина стенки которых доходит до 6 мм, делают минимум в 2 слоя.
Если ширина трубной стенки равна 6–12 мм – делают 3 слоя, 19 мм и более – 4.
Особенность сварки трубок заключается в том, что с каждого шва, накладываемого на стык труб, удаляют шлаки, после чего делается следующий шов.
1-й шов расплавляет все кромки.
Если на первом шве видны трещины, их надо выплавить и снова заварить элемент изделия.
2-й и последующие слои делают при вращении трубки.
Начало и конец каждого слоя следует совмещать с предыдущим на 15–30 мм.
Последний слой делают на гладкой поверхности, при этом плавно переходя на основной металл.
На данный момент сварка оцинкованных труб считается самым дешевым способом возведения подземных и надземных конструкций.
Завершающий слой в процессе сварки должен быть макисмально ровным с плавными переходами на основной металл
Цинк хорошо защищает трубки от коррозии и возникновения ржавчины, потому оцинкованные трубы по качеству не уступают нержавейкам.
Кроме того, оцинкованные трубы имеют приятный внешний вид, поэтому их часто используют при создании оригинального дизайна того или иного здания или сооружения.
Таким же образом делается сварка оцинкованного металла, который применяют в строительстве.
Самостоятельная сварка считается сложным занятием. Прежде чем приступить к такой работе, надо изучить правила сварочного процесса и научиться выполнять лёгкие сварочные работы для начинающих специалистов в этом деле.
Руководство по безопасности сварки для начинающих – PrimeWeld
Мы не собираемся приукрашивать это. Сварка может быть опасной деятельностью, если не соблюдаются меры предосторожности.
Сварочные аппараты, такие как аппараты для сварки MIG и TIG, и инструменты (например, плазменные резаки) могут представлять множество опасностей как для тех, кто активно работает, так и для тех, кто находится поблизости. Крайне важно знать обо всех рисках и опасностях, связанных со сваркой, и понимать, какие меры предосторожности при сварке необходимо соблюдать, чтобы защитить сварщиков и окружающих их людей.
Крайне важно знать обо всех рисках и опасностях, связанных со сваркой, и понимать, какие меры предосторожности при сварке необходимо соблюдать, чтобы защитить сварщиков и окружающих их людей.
Хорошая новость заключается в том, что соблюдать правила безопасности при сварке несложно. В этом руководстве мы поможем вам понять все основные аспекты обеспечения безопасности при сварке.
Обзор:
- Почему важна безопасность при сварке?
- Каковы основные опасности при сварке?
- Основное оборудование для обеспечения безопасности при сварке
- Обеспечение безопасности на рабочем месте
- Каковы требования OSHA к сварщикам?
Почему важна безопасность при сварке?
Безопасность при сварке имеет решающее значение, поскольку в процессе задействовано множество потенциально опасных элементов.
Даже у опытных сварщиков могут быть ошибки в суждениях, которые могут подвергнуть опасности их самих и окружающих.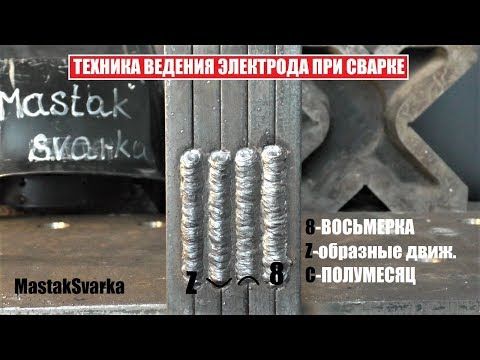
Каковы основные опасности при сварке?
Основные опасности при сварке следующие:
- поражение электрическим током
- пожар и ожоги
- излучение
- токсичные пары
- повреждение слуха
- повреждение зрения
На этом рисунке показаны основные меры безопасности, которые мы принимаем для устранения каждой из этих опасностей:
Поражение электрическим током
Хотя точное напряжение зависит от аппарата, через сварочные аппараты проходит много электричества, когда они включены. Если часть тела сварщика создает дугу или перемычку между подачей и обраткой сварки, сварщик может получить удар током или электрический ток.
Правильно заземленный сварочный аппарат практически не представляет опасности для сварщика, поэтому убедитесь, что аппараты правильно настроены. Ведь всего 100 миллиампер электрического тока могут быть смертельными.
Огонь и ожоги
Должно быть совершенно очевидно, что сварка производит как тепло, так и искры. При соблюдении надлежащих мер предосторожности и использовании подходящих инструментов это не проблема для сварщиков. Тем не менее, искры особенно могут летать и приземляться на легковоспламеняющиеся материалы, такие как тряпки или картонные коробки, вызывая возгорание.
При соблюдении надлежащих мер предосторожности и использовании подходящих инструментов это не проблема для сварщиков. Тем не менее, искры особенно могут летать и приземляться на легковоспламеняющиеся материалы, такие как тряпки или картонные коробки, вызывая возгорание.
Кроме того, возможны ожоги при работе с материалами, температура которых составляет 10 000 градусов по Фаренгейту (типичная температура дуговой сварки) или 50 000 градусов (для сварки с плазменной горелкой). Для сравнения: температура жира для жарки составляет всего 300–500 градусов и может вызвать серьезные ожоги.
Воздействие радиации
Дуговая сварка производит свет чрезвычайно высокой интенсивности, и все, что производит свет, также производит ультрафиолетовое (УФ) и инфракрасное (ИК) излучение. Ультрафиолетовое излучение может вызвать солнечные ожоги и, в конечном итоге, рак кожи. Инфракрасное излучение не представляет такого большого риска для сварщиков, если используются соответствующие очки.
Воздействие газов и паров
Обычные газы, используемые и образующиеся при сварке, включают аргон, азот, двуокись углерода, окись углерода и фтористый водород. Хотя в основном это газы, которыми мы вдыхаем в небольших количествах каждый день, сварщики находятся вокруг них в гораздо более высоких концентрациях, чем это может быть здорово.
Вдыхание этих газов и паров в закрытых помещениях может вызвать тошноту, головокружение и раздражение глаз, носа и горла. Они могут даже вызвать смерть, особенно угарный газ.
Некоторые металлы покрыты цинком, кадмием, хромом, медью, фторидом, свинцом, марганцем или ванадием (которые могут вызывать лихорадку от паров металлов), которые вызывают гриппоподобные симптомы уже после четырех часов воздействия этих материалов. .
Потеря и повреждение слуха
Сварщики подвергаются повышенному риску потери слуха не только из-за уровней децибел, создаваемых при сварке и резке (плазменные резаки могут легко достигать 100 дБ), но и из-за дыма, связанного со сваркой. Исследование показало, что рабочие, подвергавшиеся совместному воздействию шума и марганца, страдали от более серьезной потери слуха, чем те, кто подвергался воздействию только марганца.
Исследование показало, что рабочие, подвергавшиеся совместному воздействию шума и марганца, страдали от более серьезной потери слуха, чем те, кто подвергался воздействию только марганца.
Вдыхание марганца из паров, образующихся, в частности, при сварке, может быть вредным для слуха. Это потому, что он передается непосредственно в мозг, прежде чем метастазировать в печень, вызывая повреждение нервов, что приводит к потере слуха.
Повреждение глаз
Любое воздействие УФ-излучения может повредить глаза, а традиционные солнцезащитные очки не обеспечивают сварщикам такой защиты, как при повседневном использовании. На самом деле, у сварщиков диагностируют ожоги роговицы, поэтому его часто называют «глазом сварщика».
Основное оборудование для обеспечения безопасности при сварке
Обеспечение сварщиков надлежащим защитным снаряжением является важным шагом в обеспечении безопасности сварки. Сварщики всегда должны носить одежду и снаряжение, которые защитят их от тепла, искр, дыма, шума и УФ-излучения, возникающих при сварке. Работодатели должны держать это оборудование доступным для своих сварщиков.
Работодатели должны держать это оборудование доступным для своих сварщиков.
Средства индивидуальной защиты
Надлежащее защитное снаряжение (СИЗ), которое носит рабочий, является первой линией защиты в предотвращении несчастных случаев при сварке и повреждений от ультрафиолетовых лучей, ожогов, дыма или шума.
Это включает потребность в СИЗ подходящего размера для растущего числа женщин-сварщиков. СИЗ неподходящего размера по-прежнему обеспечивают некоторую защиту, но небольшим сварщикам может быть сложнее двигаться и видеть достаточно хорошо, чтобы безопасно выполнять свою работу. Те, кто нанимает сварщиков, должны обязательно иметь каски, перчатки, куртки и т. д. соответствующих размеров, чтобы обеспечить безопасность своей рабочей силы.
Шлем и капюшон
Шлем с боковыми щитками защитит лицо и голову сварщика от УФ-излучения, химических ожогов, незакрепленных частиц, мусора и горячего шлака. Сварщики никогда не должны снимать шлем во время работы или во время наблюдения за работой коллеги-сварщика.
Большинство сварочных шлемов регулируются, но если вы сомневаетесь, поговорите со сварщиками, чтобы убедиться, что у них есть шлем, который им подходит.
При работе со сварочными масками с автоматическим затемнением обязательно держите под рукой необходимые батареи, так как эти маски не являются пассивными и поэтому требуют источника питания.
Сварщики также должны взять за правило надевать под каску огнеупорный капюшон. Это может быть не самая удобная вещь для ношения, когда на рабочем месте тепло, но капюшон защищает шею, уши и затылок от травм и воздействия.
Защита глаз
Несмотря на то, что сварочные маски обеспечивают некоторую защиту глаз, большинство компаний в настоящее время требуют дополнительно носить защитные очки под капюшоном. Эта двойная защита снижает риск катастрофических травм глаз.
В каждом сварочном цеху должны быть устройства для промывки глаз, к которым сварщики могут добраться быстро — в течение 10 секунд. Каждая секунда на счету, когда ядовитые вещества попадают человеку в глаза.
Респиратор
Хотя надлежащая вентиляция имеет большое значение, не все сварщики могут работать на открытом воздухе. Например, сварщики, работающие на кораблях или на верфях, не могут работать на открытом воздухе.
Надлежащий респиратор защитит сварщиков от газов, дыма и оксидов, которые образуются при использовании сварочного аппарата, такого как аппараты для сварки MIG или TIG, или плазменной резки. Сварщики должны выбрать подходящий респиратор для типа проекта, над которым они работают, чтобы обеспечить максимальную безопасность легких. Сварщики также должны убедиться, что респиратор подходит правильно.
Защитная и огнестойкая одежда
Ношение огнестойкой одежды защитит сварщиков от тепла, радиации, огня и ожогов, создаваемых сварочным аппаратом.
Никогда не носите изделия из синтетических материалов (например, нейлона, акрила и полиэстера), которые при нагревании расплавляются на коже. Кожа или хлопок, обработанные антипиренами, образуют отличный защитный барьер.
Перчатки должны быть изолирующими и огнестойкими. Сапоги должны иметь резиновую подошву и стальной носок для защиты сварщиков от поражения электрическим током или падения предметов.
Средства защиты органов слуха
В некоторых случаях (например, при использовании плазменной резки) уровень громкости в децибелах превышает 100 дБ. Чтобы представить это в перспективе, потеря слуха может произойти всего за 15 минут воздействия 100 дБ, а люди могут потерять слух менее чем через две минуты воздействия 105 дБ.
Средства защиты органов слуха важны для рассеивания громких шумов и предотвращения необратимой потери слуха или повреждений, вызывающих шум в ушах, высокое кровяное давление или головокружение. Можно надеть огнеупорные наушники, чтобы искры или металлические брызги не попали в уши.
Поддержание безопасного рабочего места
Поддержание безопасного сварочного оборудования под рукой важно для каждого отдельного сварщика, но это ничего, если рабочая среда не является также безопасной. Вот несколько советов, как сделать сварочное рабочее место максимально безопасным.
Вот несколько советов, как сделать сварочное рабочее место максимально безопасным.
Устранение легковоспламеняющихся веществ (пожарная безопасность)
Огнеупорная одежда защитит сварщиков от возгорания одежды, и такие же меры предосторожности следует соблюдать для предотвращения возгорания в прилегающих районах. В радиусе 35 футов от рабочей зоны не должно быть горючих материалов. Если горючий материал не может быть перемещен из зоны, установите огнеупорный экран, чтобы блокировать любые потенциальные искры.
Отверстия и трещины в полу или стенах также должны быть исследованы на наличие потенциально горючих материалов, поскольку искры могут летать повсюду. Рядом со сварщиками должен находиться огнетушитель.
Наконец, всякий раз, когда сварка или резка выполняются в местах, где возможно возникновение пожара, отличного от незначительного, человек всегда должен дежурить с огнетушителем на случай возникновения пожара в этом районе. Кроме того, сварщик или помощник должны следить за рабочим местом в течение 30 минут после окончания сварки, чтобы не возникло тлеющего огня.
Обеспечение надлежащей вентиляции (защита органов дыхания)
Вентиляция является ключом к защите сварщиков от паров и газов, образующихся при сварке. Если открытая площадка невозможна, в дополнение к респираторам, которые носят сварщики, должны быть установлены местные вытяжные или общие системы вентиляции.
Химическая безопасность
Иногда сварщикам приходится сваривать или резать емкости с химическими веществами. Прежде чем приступить к работе с чем-либо, что контактировало со смазкой, смолой, кислотой или другими легковоспламеняющимися или горючими материалами, эти контейнеры должны быть тщательно очищены от потенциально токсичных или взрывоопасных материалов.
Безопасность баллонов
Баллоны, используемые для хранения сжатых газов, должны иметь маркировку и храниться надлежащим образом. Это означает, что они хранятся в вертикальном положении на стойке или связаны вместе. Кроме того, для предотвращения утечек следует использовать неиспользуемые крышки клапанов и колпаки.
Баллоны нельзя перетаскивать или поднимать на стропе. Эта практика сопряжена с риском повреждения или падения баллонов, что может привести к их взрыву. Вместо этого катайте цилиндры по их нижним краям или используйте ручную тележку для их перемещения.
Электробезопасность
Для обеспечения электробезопасности сварщиков важно, чтобы сварочное оборудование было должным образом заземлено. Однако даже должным образом заземленные машины могут быть опасны во влажных условиях, например, на верфях.
Чтобы снизить риск поражения электрическим током и поражения электрическим током, изолируйте токопроводящие части, а сварщики должны носить сухие перчатки и защитную обувь.
Доступ к паспортам безопасности материалов (MSDS)
Каждый продукт, используемый сварщиками, имеет соответствующий паспорт безопасности материалов (MSDS). В паспорте безопасности продукта описаны потенциальные опасности, необходимые меры предосторожности и пределы воздействия.
Сварщики должны ознакомиться с паспортом безопасности каждого продукта, прежде чем работать с ним. Следование рекомендациям в паспорте безопасности должно предотвратить несчастные случаи или опасное воздействие токсичных паров.
Следование рекомендациям в паспорте безопасности должно предотвратить несчастные случаи или опасное воздействие токсичных паров.
Каковы требования OSHA к сварщикам?
Администрация по охране труда предлагает инструкции и требования, которые должны соблюдать сварщики и их работники.
- 1910.252 Общие требования, сварка, резка и пайка
- 1910.253, Газокислородная сварка и резка
- 1910.254, Дуговая сварка и резка
Независимо от того, нанимаете ли вы других специалистов по сварке или выполняете сварку на личном рабочем месте, для обеспечения безопасности сварщиков и других лиц важно соблюдать правила, установленные OSHA.
Хотя сварка может быть опасным занятием — от дыма до пожара — она может и должна быть такой же безопасной, как работа в офисе. Пока сварщики соблюдают правила и передовой опыт, правильно настраивают и обслуживают оборудование, а также используют соответствующие средства индивидуальной защиты, у них может быть долгая и здоровая карьера.
Как отличить хороший сварной шов от плохого
Сварные швы могут быть не первым, что приходит на ум, когда ваш взгляд привлекает великолепный небоскреб или безупречный старинный автомобиль, но это должно быть так. Все, что мы видим или используем в повседневной жизни, было сварено (или сделано с помощью того же оборудования). Сварка только способ соединения двух или более металлических частей вместе, чтобы они работали как единое целое. Сварка также оказывается наиболее экономичным и эффективным способом постоянного соединения металлов.
Без сварки нестандартных металлических изделий, таких как небоскребы, автомобили, лодки, механизмы, мосты, самолеты, танки и сотни тысяч изделий, просто не могло бы существовать.
В той или иной форме сварка существует уже тысячи лет и восходит к бронзовому веку, когда каменные орудия постепенно уступили место бронзовым.
Большинство людей сегодня могут быть знакомы с техникой сварки, используемой кузнецами, при которой два куска металла нагревают до ярко-красного цвета, а затем соединяют вместе, чтобы создать сварной шов. Это называлось кузнечной сваркой и было одной из немногих форм сварки до 19 века (на фото справа).
Это называлось кузнечной сваркой и было одной из немногих форм сварки до 19 века (на фото справа).
Перенесемся в сегодняшний день. Существует ряд сложных методов сварки, из которых можно выбрать, и тип, который в конечном итоге будет использоваться, будет зависеть от материала и области применения. Поскольку сварка так заметно влияет на нашу повседневную жизнь, сварные швы проверяются либо визуально, либо физически. Во всех случаях прочный и долговечный шов считается хорошим швом.
Методы сварки
Сварка занимает важное место среди промышленных процессов, в которых задействовано больше наук и переменных, чем в других. Это можно понять, оценив разнообразие методов сварки, используемых сегодня в промышленности.
Выбор наиболее подходящего метода сварки повысит устойчивость сварного шва и обеспечит отсутствие дефектов на поверхности. Хотя испытание необходимо для проверки полной целостности сварного шва, существует — это визуальные индикаторы, которые могут сигнализировать о признаках плохого сварного шва.
Сварка МИГ
Также известное название: GMAW (Дуговая сварка металлическим газом)
Применение: Сварка МИГ (металл в среде инертного газа) является наиболее широко используемым и, возможно, наиболее легко осваиваемым типом сварки в промышленности и дома. Это процесс, при котором электрическая дуга образуется между расходуемым проволочным электродом и металлом обрабатываемой детали. Возникающее тепло заставляет металлы плавиться и соединяться.
Материалы: Более тонкие листовые металлы и сплавы, такие как мягкая сталь, нержавеющая сталь, а также алюминий.
Признаки плохого сварного шва включают: Отсутствие однородности, трещины посередине валика, слишком тонкий слой и/или отсутствие обесцвечивания основного металла (которое должно составлять около 1/8 дюйма).
Сварка электродом
Также известный как Дуговая сварка, дуговая сварка в среде защитного газа (SMAW), ручная дуговая сварка металлическим электродом (MMA или MMAW) или дуговая сварка в среде защитного флюса.
Применение: Сварка стержнем является самым простым из всех видов сварки, и ее легко освоить в домашних условиях. Сварка стержнем может использоваться для производства, строительства и ремонта. В процессе используется электрическая дуга с переменным или постоянным электрическим током между электродом и соединяемыми металлами. Заготовка и электрод плавятся, образуя сварочную ванну, которая охлаждается, образуя соединение.
Материалы: Обычно используется для обработки углеродистой, низко- и высоколегированной стали, нержавеющей стали, чугуна и ковкого чугуна. Иногда используется на никеле, меди (и их сплавах) и алюминии.
К признакам плохого сварного шва относятся: Брызги, подрезы, видимое несплавление и растрескивание. Тем не менее, необходимо провести испытания всех сварных швов, чтобы определить адекватный провар.
Ознакомьтесь с этим замечательным ресурсом от Lincoln Electric с более подробными объяснениями.
Кислородно-кислородная сварка
Также известный как Газокислородная сварка и резка, кислородно-ацетиленовая сварка, кислородно-кислородная сварка и газовая сварка.
Применение: Кислородно-кислородная сварка не так широко используется для обычной сварки низкоуглеродистой стали. Этот метод заключается в смешивании газообразного кислорода и ацетилена для создания пламени, способного плавить сталь. В основном используется сегодня для ремонтных работ и газовой резки металла.
Материалы: Этот метод обычно используется для пайки более мягких металлов, таких как медь и бронза, или для сварки хрупких алюминиевых деталей, таких как трубы холодильного оборудования.
Признаки плохого сварного шва включают: Нижняя сторона сварного шва имеет недостаточное проплавление, чрезмерные шарики металла, сварной шов слишком большого размера, швы меньшего размера, подрезы, перекрытия, непровар, пористость и/или растрескивание. Чрезмерный рост зерен или наличие твердых пятен невозможно определить визуально.
Чрезмерный рост зерен или наличие твердых пятен невозможно определить визуально.
Узнайте больше на WeldingGuru.com. экспертиза от оператора. Это еще один процесс дуговой сварки, в котором для получения сварного шва используется неплавящийся вольфрамовый электрод. Он используется для выполнения высококачественных работ, когда требуется высший стандарт отделки, без использования чрезмерной очистки путем шлифования или шлифования.
Материалы: Обычно используется для обработки нержавеющей стали и цветных металлов, таких как сплавы алюминия, магния и меди.
Признаки плохого сварного шва включают: Прогар, отсутствие присадочного металла, широкий плоский валик без отчетливого рисунка валика, беспорядочные валики, включения вольфрама, пористость и/или подрезы.
Узнайте больше на TheFabricator.com
Испытания сварки
То, что сварной шов не выглядит хорошо, не означает, что он плохой. Чтобы действительно проверить сварной шов, вам необходимо провести рентгеновский контроль, магнитный флюс, проникающий тест или ультразвуковой контроль, который выявляет пустоты, непровары и т. д.
д.
Качество сварных швов обычно проверяется на основе функции, для которой они предназначены, и в условиях, которые являются такими же или более суровыми, чем те, с которыми сталкиваются сварные конструкции в полевых условиях. Методы тестирования включают:
Испытание газовой сварки Физические испытания сварных швов Испытание кислотным травлением Управляемое испытание на изгиб Бесплатное испытание на изгиб Рентгеновский контроль | Испытание на изгиб назад Ник Брейк Тест Испытание на прочность на растяжение Гидростатические испытания Магнитопорошковый тест Гамма-тестирование | Флуоресцентный проникающий тест Определение твердости Испытания Magnaflux Электромагнитные испытания Испытания на акустическую эмиссию Проверка феррита |
Прочтите о каждом методе тестирования на сайте Welding Guru. | ||
