Правка и гибка металла слесарное дело: Слесарная гибка – Гибка и правка металла
alexxlab | 29.05.2023 | 0 | Разное
|
Слесарная гибка Категория: Гибка и правка металла Слесарная гибка Гибкой называют метод слесарной размерной обработки, при котором геометрическая форма заготовки изменяется в результате ее пластического деформирования в холодном или горячем состоянии. Гибкой получают детали сложной пространственной формы (хомуты, скобы, элементы трубопроводов сложной формы), а также изделия из тонких листовых материалов для последующего соединения сваркой или пайкой. Исходными материалами для гибки являются листы, полосы, ленты, прутки, трубы из пластичных материалов. В процессе гибки к заготовке прикладывают силы, которые вызывают напряжения, превышающие предел упругости материала заготовки. Это обусловливает начало пластических деформаций, которые носят необратимый характер и придают заготовке новую форму. На внешней стороне заготовки в месте изгиба в волокнах возникают напряжения растяжения; они удлиняются и одновременно сужаются в поперечном направлении, так как объем материала остается неизменным. На внутренней стороне в волокнах возникают напряжения сжатия; они укорачиваются и одновременно растягиваются в поперечном направлении. В средней части заготовки имеется слой материала, в котором напряжения отсут. ствуют. Его называют нейтральной линией, которая и после гибки сохраняет свои первоначальные размеры. В силу описанных явлений поперечное сечение заготовки в месте гибки искажается. Рис. 1. Гибка заготовок: 1 — приспособление, 2— заготовка, 3— растянутые волокна, 4— нейтральная линия, 5 — сжатые волокна, 6 — упругое восстановление формы заготовки Способы гибки. В слесарном деле гибку чаще выполняют в холодном состоянии заготовки, реже — в горячем. Инструмент и приспособления для гибки. При слесарной гибке применяют слесарные стальные молотки с квадратным бойком и плоской ударной частью. В качестве приспособлений используют слесарные тиски, оправки, соответствующие форме, размерам и радиусу изгиба. В некоторых случаях применяют простейшие приспособления. Гибку труб осуществляют на ручном винтовом прессе, ручном трубогибном станке, в деревянных нагубниках. Подогрев места гибки проводят газовыми горелками или в горнах. При гибке труб с наполнителями используют заглушки. В качестве вспомогательных материалов при гибке применяют речной мелкий песок, канифоль, кусковой мел. Последовательность и приемы выполнения работ при гибке. Сначала определяют размеры заготовки. Затем выбирают способ гибки. При этом учитывают физико-механические свойства материала заготовки, ее размеры, требуемый радиус гибки. Чтобы уменьшить искажение поперечного сечения в месте гибки, применяют наполнители (речной мелкий просушенный песок, канифоль, масло под высоким давлением), а также гнут трубы в приспособлениях, оснащенных роликами и шаблонами, имеющими желоба, радиус которых равен радиусу трубы. У труб большого диаметра из высокопрочного материала место гибки подогревают газовыми горелками или в горнах. Наименьшие допустимые радиусы изгиба заготовок при различных способах гибки приведены в справочниках. Затем заготовку подготовляют для гибки (например, трубу заполняют наполнителем и забивают в нее пробки). На подготовленной заготовке намечают место первого изгиба, устанавливают ее в приспособлении и производят гибку. После этого намечают следующее место гибки. После окончания гибки контролируют правильность ее выполнения с помощью шаблонов или универсальных измерительных средств. Затем, предварительно выбив пробки, освобождают трубы от песка (или, подогревая трубу, выплавляют канифоль). Качество гибки в значительной степени определяется правильностью ее выполнения. Так, чтобы избежать возникновения складок при гибке полки под углом 90°, гибку проводят в два приема: сначала под углом 30— 40°, а затем под углом 90°. В целях предотвращения разрушения сварного шва при гибке сварных труб его следует располагать в нейтральном слое или с наружной стороны изгиба. Реклама:Читать далее:Слесарное опиливание
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |

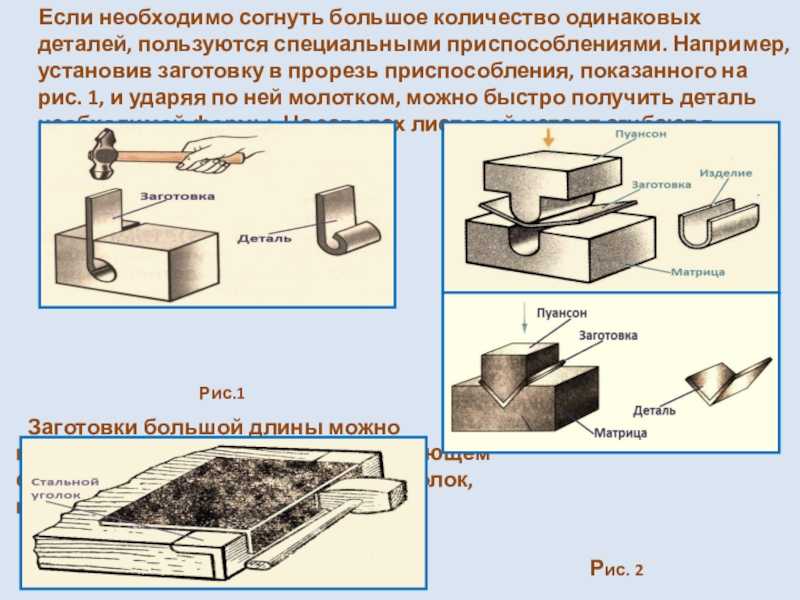 Листовые, полосовые, трубные и прутковые заготовки небольшого размера обычно гнут в холодном состоянии. Гибку труб и прутков большого диаметра проводят с подогревом места гибки газовыми горелками или в горнах. Широко используется и гибка труб с наполнителями.
Листовые, полосовые, трубные и прутковые заготовки небольшого размера обычно гнут в холодном состоянии. Гибку труб и прутков большого диаметра проводят с подогревом места гибки газовыми горелками или в горнах. Широко используется и гибка труб с наполнителями.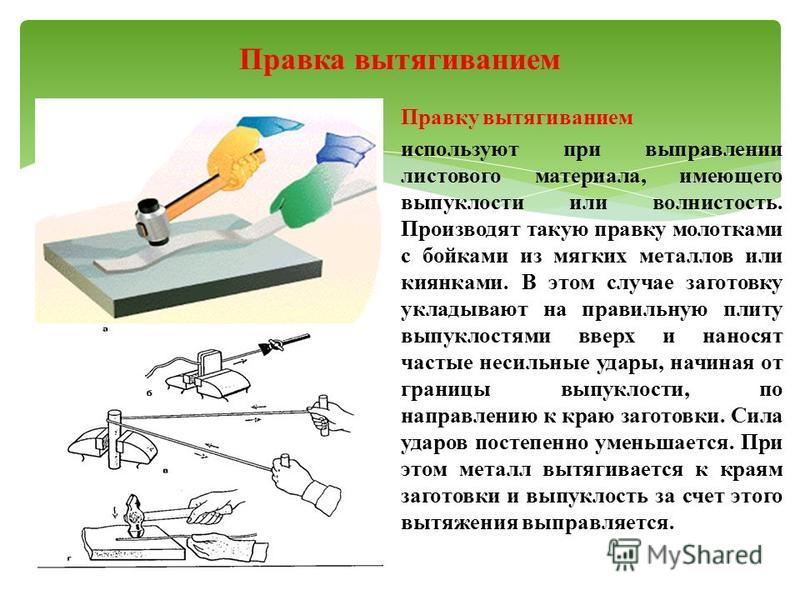 Для этого используют специально разработанные таблицы и номограммы, а также аналитические зависимости.
Для этого используют специально разработанные таблицы и номограммы, а также аналитические зависимости. При гибке на оправке промежуточную разметку не делают, так как длина гнутого участка определяется размерами оправки.
При гибке на оправке промежуточную разметку не делают, так как длина гнутого участка определяется размерами оправки.Правка и гибка металла
Министерство Образования Российской Федерации
Министерство Образования Омской области
БОУ НПО «Профессиональное училище № 18»
Профессия: «Тракторист
– машинист сельскохозяйственного
производства».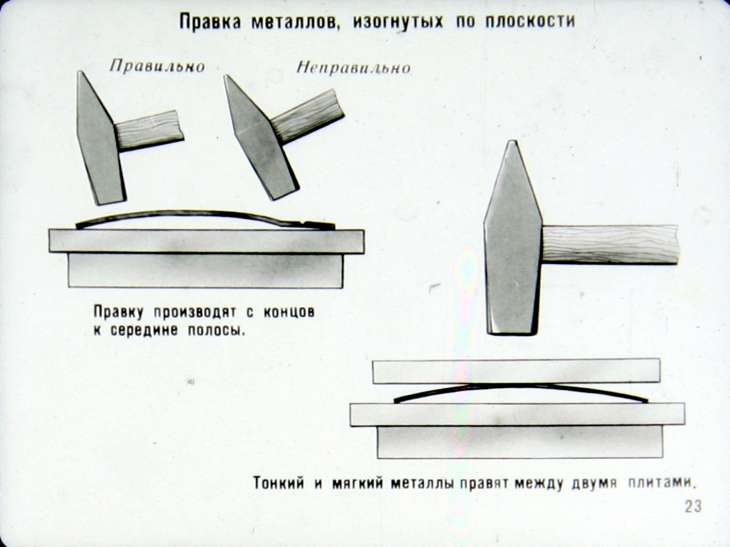
Специальность: «Слесарь по ремонту сельскохозяйственных машин и оборудования»
ПИСЬМЕНННАЯ ЭКЗАМЕНАЦИОННАЯ РАБОТА
по теме:
«Правка и гибка металла».
Выполнил:
Выпускник:
Литвиненко Станислав
Группа № 32
Проверил:
Мастер п/о: Зиненко Е.И.
Буняковка.
2012г.
Содержание
| 4 |
| 7 |
| 10 |
| 10 |
| 11 |
| 11 |
| 12 |
| 13 |
| 13 |
| 13 |
| 15 |
| 15 |
| 18 |
| 19 |
| 20 |
| 22 |
| 23 |
| 25 |
- Введение
В развитии производительных
сил страны, в работе по ускорению
научно-технического прогресса и
повышению эффективности 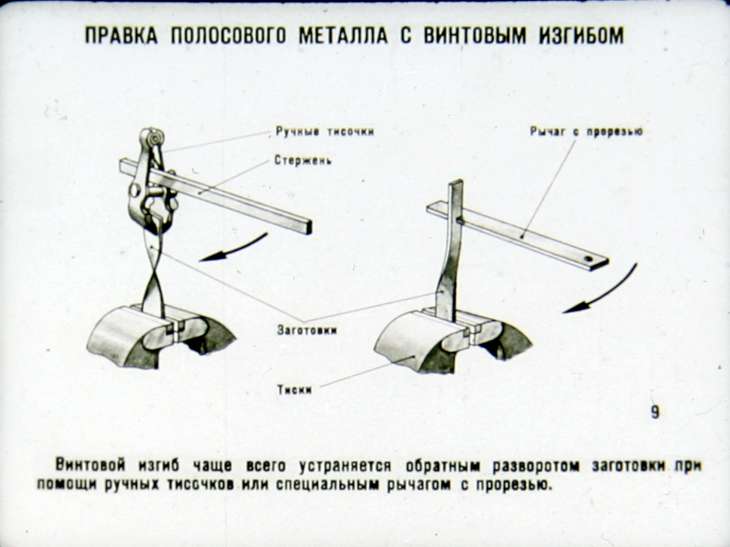
В замене ручного труда машинным, состоит вся прогрессивная работа человеческой техники. Чем выше развивается техника, тем более вытесняется ручной труд человека, заменяясь рядом все более и более сложных машин: в общем производстве страны все большее место занимают машины и необходимые для их выделки предметы.
В системе народного хозяйства России машиностроение — ведущая отрасль тяжелой промышленности, производящая машины, оборудование, а также предметы народного потребления.
Основу машиностроения составляет металлообработка, т. е. обработка металлов и сплавов различными технологическими способами (литье, обработка давлением, резанием, сварка, термическая обработка).
Отечественное машиностроение также занимает одно из ведущих мест в мире по объему производства энергетического и металлургического оборудования, металлорежущих станков, тракторов, комбайнов, электровозов, экскаваторов, строительных кранов и других видов машин.
Развитию машиностроения уделяется большое внимание, обеспечиваются высокие темпы его роста.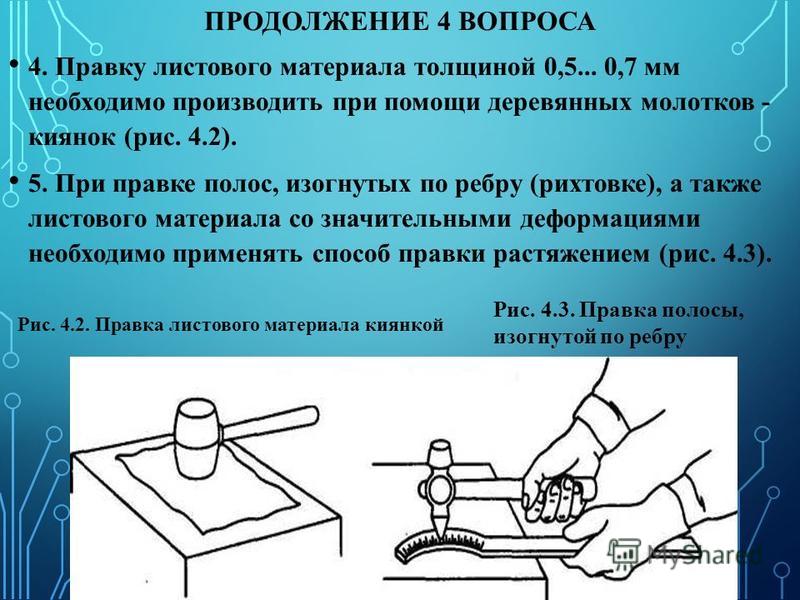 Ежегодно расширяется
производство новых видов машин и оборудования,
повышается их технический уровень и качество,
снижается трудоемкость изготовления.
Ежегодно расширяется
производство новых видов машин и оборудования,
повышается их технический уровень и качество,
снижается трудоемкость изготовления.Особо быстрыми темпами
развиваются отрасли
Разработаны и выпускаются
металлорежущие станки с числовым программным
управлением (ЧПУ), которые создают
условия для широкой 
Поставленные задачи
требуют повышения
Быстро изменяющиеся
условия работы в современном
производстве требуют от рабочего хорошей
ориентации и самостоятельности
в решении сложных технических задач. Для
этого недостаточно владеть только практическими
умениями и навыками.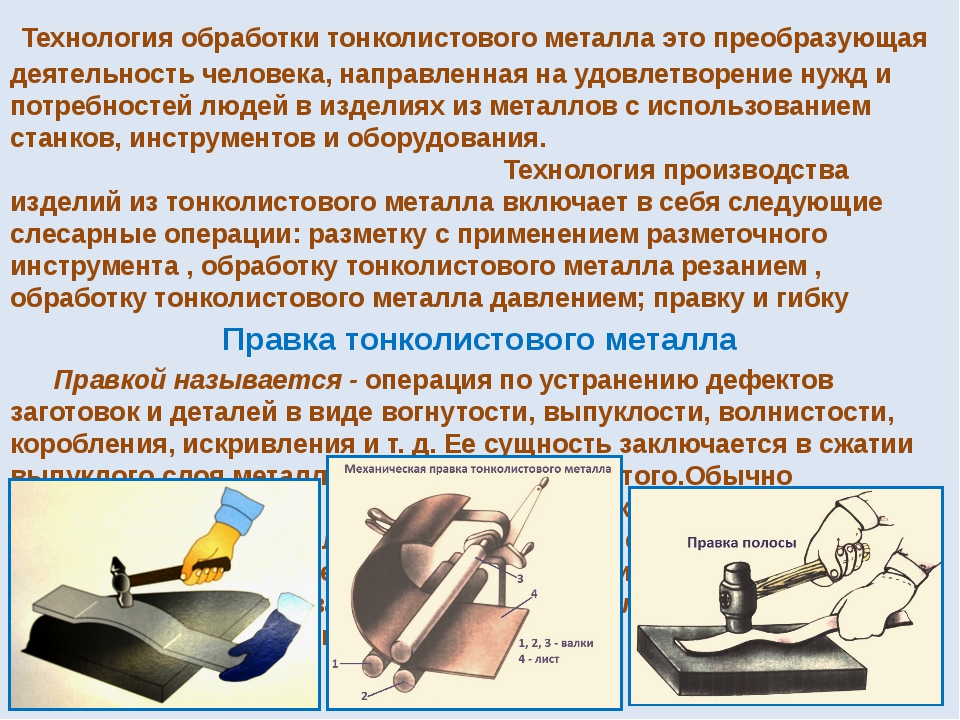 Здесь нужны глубокие
теоретические знания по технике и технологии
производства, широкий технический кругозор.
Вместе с тем, работая в производственном
коллективе, рабочий должен обладать и
определенными моральными качествами,
такими, например, как чувство ответственности
перед коллективом, дисциплинированность
и т. д. Без этого немыслимо сознательное
участие в процессе производства.
Здесь нужны глубокие
теоретические знания по технике и технологии
производства, широкий технический кругозор.
Вместе с тем, работая в производственном
коллективе, рабочий должен обладать и
определенными моральными качествами,
такими, например, как чувство ответственности
перед коллективом, дисциплинированность
и т. д. Без этого немыслимо сознательное
участие в процессе производства.
Среди различных профессий машиностроительной промышленности
одна из самых многочисленных — профессия
слесаря. Слесарные работы нужны не только
в машиностроении, но и во многих других
отраслях промышленности и сельского
хозяйства. Они очень разнообразны: слесари-сборщики
собирают различные машины и механизмы,
слесари-ремонтники выполняют техническое
обслуживание и ремонт машин и механизмов,
слесари-инструментальщики изготавливают
инструменты, штампы и приспособления,
слесари по монтажу техники, приборов
и коммуникаций занимаются установкой
оборудования, подводом к нему энергии
и другими монтажными работами.
Труд слесаря на современном предприятии — это творческий труд. Непрерывно усложняющееся оборудование, с которым имеет дело слесарь, требует от него теоретических знаний, умения разбираться в сложных механизмах и решать задачи, возникающие в процессе сборки, эксплуатации и ремонта техники.
Данная работа рассказывает о некоторых слесарных работах, которые слесарь ремонтник обязан уметь выполнять.
В первой части последовательно изложены теоретические сведения, раскрывающие сущность процессов правки и гибки металлов, а также сведения об орудиях, средствах и предметах труда слесаря используемых при выполнении этих операций.
Во второй части рассмотрены техника безопасности при выполнении данного вида работах.
В третьей части сосредоточены необходимые справочные материалы теоретического и практического характера, которые могут быть использованы при выполнении практической работы.
- Основные сведения о процессе правки и гибки металла.
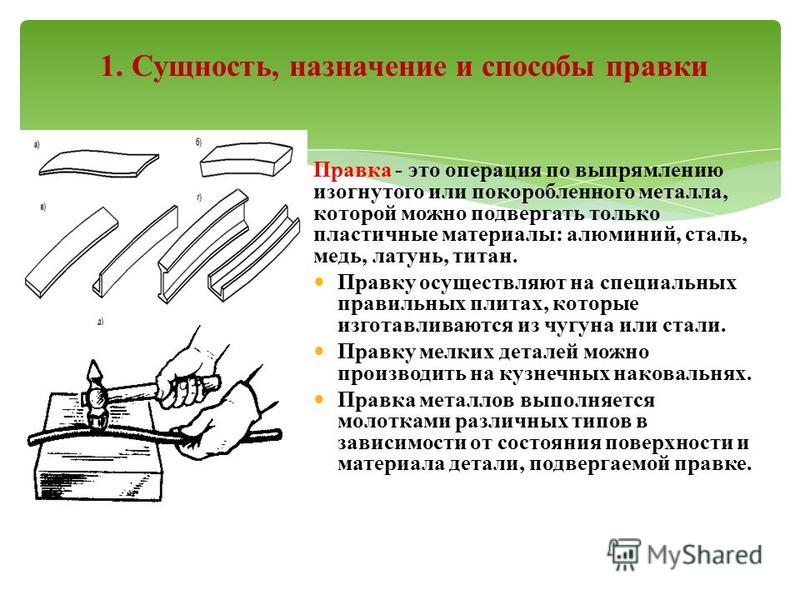
Правкой называется операция по устранению дефектов заготовок и деталей в виде вогнутости, выпуклости, волнистости, коробления, искривления и т. д. Ее сущность заключается в сжатии выпуклого слоя металла и расширении вогнутого.
Металл подвергается правке как в холодном, так и в нагретом состоянии. Выбор того или иного способа правки зависит от величины прогиба, размеров и материала заготовки (детали).
Правка может быть ручной (на стальной или чугунной правильной плите) или машинной (на правильных вальцах или прессах).
Правильная плита, так же как и разметочная, должна быть массивной. Ее размеры могут быть от 400X400 мм до 1500Х Х3000 мм. Устанавливаются плиты на металлические или деревянные подставки, обеспечивающие устойчивость плиты и горизонтальность ее положения.
Для правки закаленных деталей
(рихтовки) используют рихтовальные бабки.
Они изготовляются из стали и
закаливаются. Рабочая поверхность
бабки может быть цилиндрической
или сферической радиусом 150—200 мм.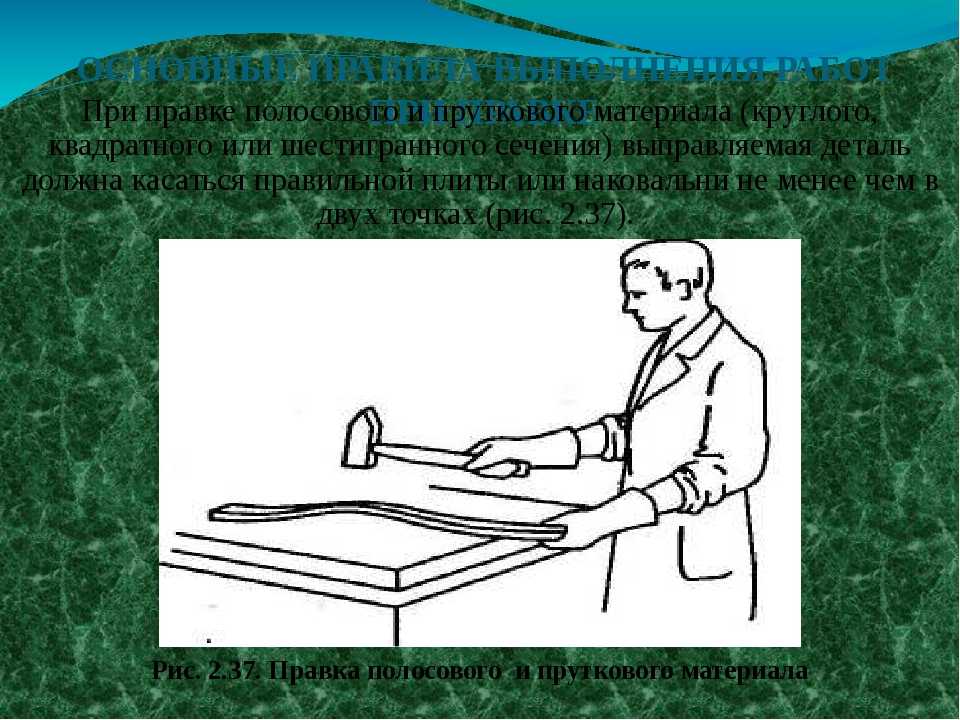
Ручную правку производят специальными молотками с круглым, радиусным или вставным из мягкого металла бойком. Тонкий листовой металл правят киянкой (деревянным молотком).
При правке металла очень важно правильно выбрать места, по которым следует наносить удары. Силу удара необходимо соизмерять с величиной кривизны металла и уменьшать по мере перехода от наибольшего прогиба к наименьшему.
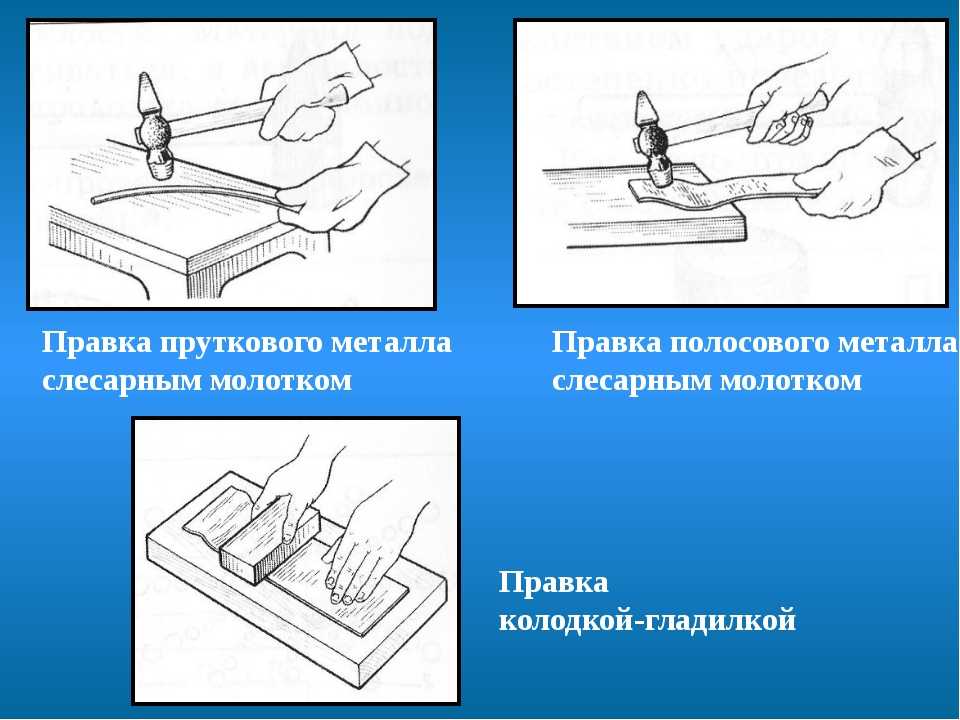
При большом изгибе полосы
на ребро удары наносят носком
молотка для односторонней
Полосы, имеющие скрученный изгиб, правят методом раскручивания. Проверяют правку «на глаз», а при высоких требованиях к прямолинейности полосы — лекальной линейкой или на проверочной плите.
Металл круглого сечения можно править на плите или на наковальне. Если пруток имеет несколько изгибов, то правят сначала крайние, а затем расположенные в середине.
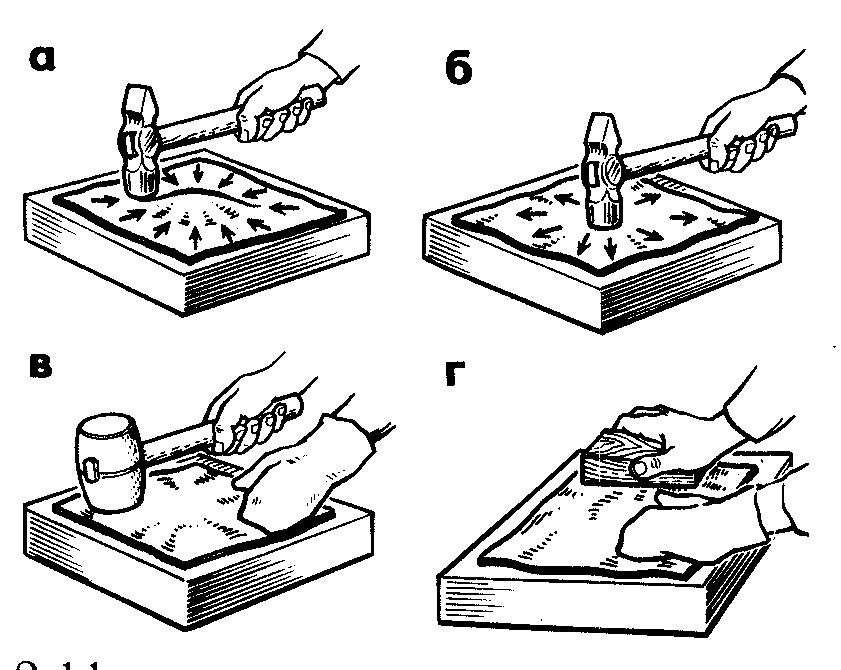
Наиболее сложной является
правка листового металла. Лист кладут
на плиту выпусклостью вверх. Удары
наносят молотком от края листа по
направлению к выпуклости. Под действием ударов ровная часть листа
будет вытягиваться, а выпуклая выправляться.
Удары
наносят молотком от края листа по
направлению к выпуклости. Под действием ударов ровная часть листа
будет вытягиваться, а выпуклая выправляться.
При правке закаленного
листового металла наносят
Валы и круглые заготовки
большого сечения правят с помощью
ручного винтового или
По приемам работы
и характеру рабочего процесса к
правке металлов очень близко стоит
другая слесарная операция — гибка
металлов. Гибка металлов применяется для придания
заготовке изогнутой формы согласно чертежу.
Сущность ее заключается в том, что одна
часть заготовки перегибается по отношению
к другой на какой-либо заданный угол.
Напряжения изгиба должны превышать предел
упругости, а деформация заготовки должна
быть пластической. Только в этом случае
заготовка сохранит приданную ей форму
после снятия нагрузки.
Ручную гибку производят в тисках с помощью слесарного молотка и различных приспособлений. Последовательность выполнения гибки зависит от размеров контура и материала заготовки.
Гибку тонкого листового
металла производят киянкой. При
использовании для гибки
Выполняя гибку заготовки, важно правильно определить ее размеры. Расчет длины заготовки выполняют по чертежу с учетом радиусов всех изгибов. Для деталей, изгибаемых под прямым углом без закруглений с внутренней стороны, припуск заготовки на изгиб должен составлять от 0,6 до 0,8 толщины металла.
При пластической деформации металла в процессе гибки нужно учитывать упругость материала: после снятия нагрузки угол загиба несколько увеличивается.
Изготовление деталей
с очень малыми радиусами изгиба
связано с опасностью разрыва наружного слоя заготовки
в месте изгиба.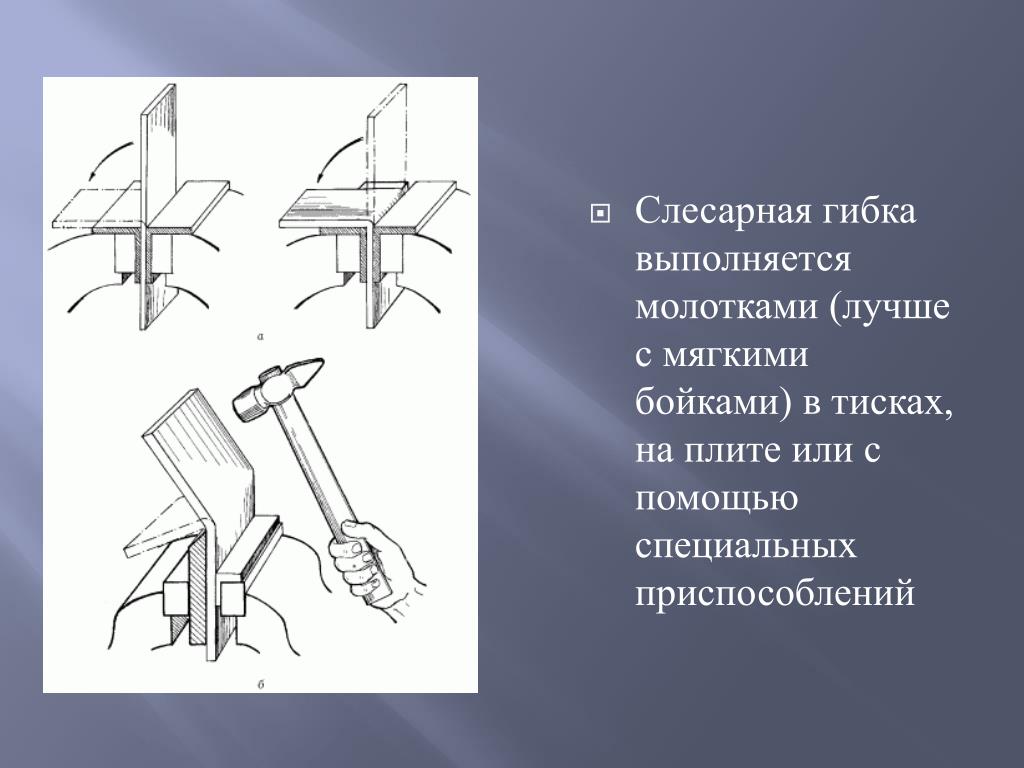 Размер минимально допустимого
радиуса изгиба зависит от механических
свойств материала заготовки, от технологии
гибки и качества поверхности заготовки
. Детали с малыми радиусами закруглений
необходимо изготовлять из пластичных
материалов или предварительно подвергать
отжигу.
Размер минимально допустимого
радиуса изгиба зависит от механических
свойств материала заготовки, от технологии
гибки и качества поверхности заготовки
. Детали с малыми радиусами закруглений
необходимо изготовлять из пластичных
материалов или предварительно подвергать
отжигу.
При изготовлении изделий
иногда возникает необходимость
в получении криволинейных
Гибку труб производят с наполнителем (обычно сухой речной песок) или без него. Это зависит от материала трубы, ее диаметра и радиуса изгиба. Наполнитель предохраняет стенки трубы от образования в местах изгиба складок и морщин (гофров).
3.Правка металла
Гибка труб и труб на заказ
Главная >Услуги по гибке труб
Изготовление трубчатых компонентов по вашим спецификациям
Гибка труб включает в себя несколько процессов, используемых для постоянной формовки металлических труб и трубок. Большинство нестандартных трубок изогнуты под углом или U-образно, хотя змеевики также распространены, особенно для систем отопления и охлаждения. Изгиб трубы или трубы по индивидуальному заказу осуществляется путем зажима металла, а затем приложения силы к частям трубы до тех пор, пока не будет достигнут желаемый угол или форма. Индивидуальные процессы гибки труб и труб широко используются в различных отраслях промышленности и для изготовления всего, от компонентов сантехники до музыкальных инструментов.
Большинство нестандартных трубок изогнуты под углом или U-образно, хотя змеевики также распространены, особенно для систем отопления и охлаждения. Изгиб трубы или трубы по индивидуальному заказу осуществляется путем зажима металла, а затем приложения силы к частям трубы до тех пор, пока не будет достигнут желаемый угол или форма. Индивидуальные процессы гибки труб и труб широко используются в различных отраслях промышленности и для изготовления всего, от компонентов сантехники до музыкальных инструментов.
Услуги по гибке металлических труб и металлических труб по индивидуальному заказу
Triad изгибает и изготавливает трубы и трубы из алюминия, меди, латуни, стали и нержавеющей стали различных марок с использованием инструментов до 2,5″. Для получения дополнительной информации и фотографий различных типов металлических трубок, нажмите на ссылки ниже. Мы работаем с различными металлами для гибки и изготовления труб и готовы работать с пластиком и деревом для специальных отделочных работ. Металлы и другие материалы для труб, которые мы предоставляем, доступны в различных размеры и получены в соответствии с вашей заявкой и проектными требованиями.
Металлы и другие материалы для труб, которые мы предоставляем, доступны в различных размеры и получены в соответствии с вашей заявкой и проектными требованиями.
Гибка стальных труб
Мы обеспечиваем гибку стальных труб диаметром до 1 дюйма. Мы работаем со всеми марками стали, чтобы создавать различные нестандартные трубы, включая маслопроводы, дисплеи для продуктов и индивидуальные продукты для OEM-приложений. Сталь – это сплав, содержащий углерод, железо и другие элементы. Это чрезвычайно прочный металл, который может выдерживать высокие уровни ударов и давления и обеспечивает большую стабильность, чем другие металлы. Стальные трубы и трубы обладают высокой устойчивостью к ржавчине и химическим веществам и не окисляются, что снижает вероятность коррозии. Он легко формуется и обеспечивает более высокий массовый расход, чем другие металлы.
- Высокая прочность на растяжение
- Недорогой металл
- Легко сваривается и изготавливается
- Устойчив к ржавчине и окислению
- Перерабатываемый
Гибка алюминиевых труб
Наши услуги по гибке алюминиевых труб включают различные марки алюминия, включая 6061, 6063, 3003 и другие. Мы можем сгибать и изготавливать алюминиевые трубы диаметром до 2 1/2 дюйма для таких применений, как линии подачи топлива, лабораторные тележки и различные OEM-приложения. Алюминий — чрезвычайно легкий сплав, который весит примерно на треть меньше, чем сталь. Это прочный и гибкий металл, и когда поверхность алюминия естественным образом окисляется, он также становится устойчивым к ржавчине и коррозии. Алюминиевые трубы плохо работают в высококоррозионных средах, но их пластичность, эластичность и способность проводить электричество дают им преимущество перед использованием труб из стали или нержавеющей стали в определенных областях применения.
Мы можем сгибать и изготавливать алюминиевые трубы диаметром до 2 1/2 дюйма для таких применений, как линии подачи топлива, лабораторные тележки и различные OEM-приложения. Алюминий — чрезвычайно легкий сплав, который весит примерно на треть меньше, чем сталь. Это прочный и гибкий металл, и когда поверхность алюминия естественным образом окисляется, он также становится устойчивым к ржавчине и коррозии. Алюминиевые трубы плохо работают в высококоррозионных средах, но их пластичность, эластичность и способность проводить электричество дают им преимущество перед использованием труб из стали или нержавеющей стали в определенных областях применения.
- Легкий
- Проводит тепло и электричество
- Коррозионностойкий после окисления
- Немагнитный
- Более высокая стоимость, чем сталь
- Сварить труднее
- Перерабатываемый
Гибка труб из нержавеющей стали
Гибка труб из нержавеющей стали по индивидуальному заказу доступна для диаметров до 1 дюйма и распространенных марок металла, включая 301, 304, 316 и другие.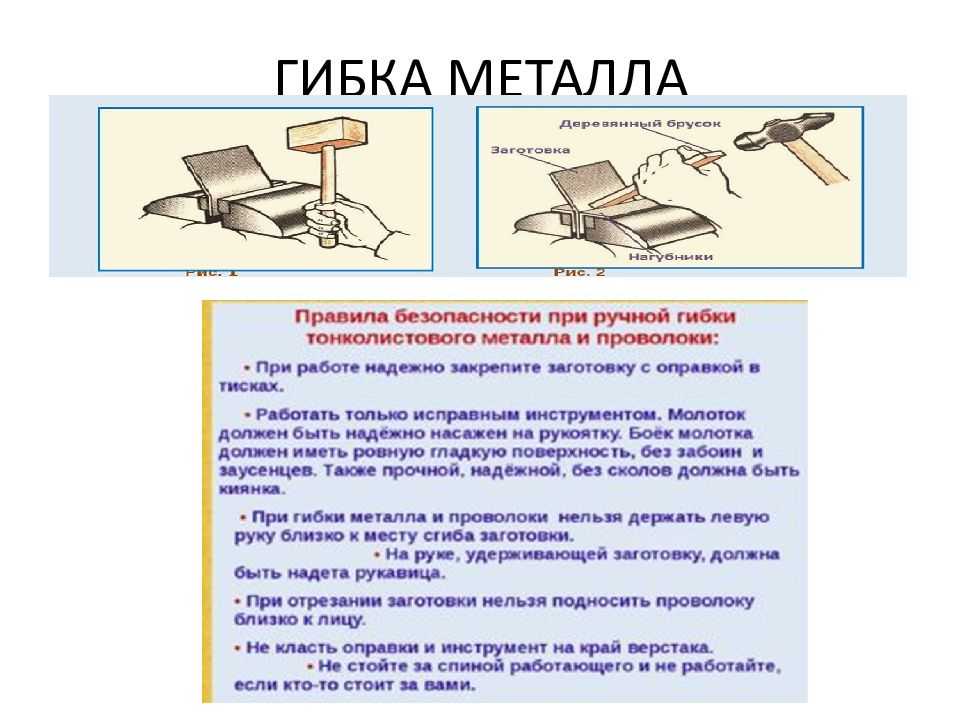 Общие области применения наших услуг по гибке труб из нержавеющей стали включают охлаждающие змеевики, линии подачи гидравлической жидкости, коллекторы в сборе и многое другое. Нержавеющая сталь — это стальной сплав, содержащий не менее 10% хрома по массе. Он обеспечивает ту же прочность, что и сталь, но добавление хрома придает нержавеющей стали коррозионно-стойкие свойства. Существует несколько марок нержавеющей стали, обеспечивающих разную степень коррозионной стойкости. Трубки, изготовленные из нержавеющей стали, также обладают высокой термостойкостью и химической стойкостью и легко стерилизуются.
Общие области применения наших услуг по гибке труб из нержавеющей стали включают охлаждающие змеевики, линии подачи гидравлической жидкости, коллекторы в сборе и многое другое. Нержавеющая сталь — это стальной сплав, содержащий не менее 10% хрома по массе. Он обеспечивает ту же прочность, что и сталь, но добавление хрома придает нержавеющей стали коррозионно-стойкие свойства. Существует несколько марок нержавеющей стали, обеспечивающих разную степень коррозионной стойкости. Трубки, изготовленные из нержавеющей стали, также обладают высокой термостойкостью и химической стойкостью и легко стерилизуются.
- Отличное соотношение прочности и веса
- Стойкий к коррозии
- Термостойкий
- Химически стойкий
- Меньше обслуживания
- Перерабатываемый
Гибка медных труб
Мы обеспечиваем гибку медных труб стандартного диаметра до 1/2 дюйма и нестандартных диаметров до 2-1/2 дюйма с использованием нескольких марок, включая трубы марки 122 для холодильников и систем кондиционирования воздуха. Несколько распространенных применений медных труб включают водоснабжение и распределение, HVAC и распределение топливного газа. Медь — это мягкий, легкий металл, пластичный, ковкий и способный проводить тепло и электричество. Трубы из меди выдерживают экстремальные температуры, что делает их популярным выбором для сантехнических применений. Медные трубы также устойчивы к коррозии, обладают высокой прочностью и легко свариваются.
Несколько распространенных применений медных труб включают водоснабжение и распределение, HVAC и распределение топливного газа. Медь — это мягкий, легкий металл, пластичный, ковкий и способный проводить тепло и электричество. Трубы из меди выдерживают экстремальные температуры, что делает их популярным выбором для сантехнических применений. Медные трубы также устойчивы к коррозии, обладают высокой прочностью и легко свариваются.
- Превосходная теплопроводность
- Легкий
- Высокая гибкость
- Стойкий к коррозии
- Малообслуживаемый
Гибка латунных труб
Гибка латунных труб по индивидуальному заказу предлагается для труб диаметром до 1/2 дюйма с возможностями до 2-1/2 дюйма. Мы работаем с любой стандартной маркой латуни для различных применений в области гибки труб, включая сантехнику, осветительные приборы, теплообменники и многое другое. Латунь представляет собой сплав меди и цинка, обладающий высокой пластичностью и хорошей коррозионной стойкостью. Это прочный материал, который обеспечивает длительный срок службы и может выдерживать высокие температуры, что делает его идеальным для сантехники или горячего водоснабжения. Он немного дороже других металлических труб и склонен к потускнению, но его также легко изготовить.
Это прочный материал, который обеспечивает длительный срок службы и может выдерживать высокие температуры, что делает его идеальным для сантехники или горячего водоснабжения. Он немного дороже других металлических труб и склонен к потускнению, но его также легко изготовить.
- Высокая износостойкость
- Отличная термостойкость
- Проводит тепло
- Отличная коррозионная стойкость
Остались вопросы? Свяжитесь с экспертом!
Вторичные операции с металлическими трубами и трубами на заказ
Наши вторичные и чистовые операции включают в себя широкий спектр услуг, которые доступны как отдельные наши услуги в сочетании с нашими услугами по гибке и изготовлению труб на заказ. Наши возможности включают в себя гибку и формовку проволоки, изготовление металлических изделий на заказ, сварку, сверление, механическую обработку, чистовую обработку и многое другое. Разнообразие производственных возможностей – это то, что отличает нас от других производителей металлических труб. Triad Products обеспечивает все вторичные операции по производству готовых и завершенных компонентов, готовых к установке.
Triad Products обеспечивает все вторичные операции по производству готовых и завершенных компонентов, готовых к установке.
Нарезание резьбы и гибка труб по индивидуальному заказу
Нарезание резьбы и гибка труб по индивидуальному заказу предлагаются для всех размеров и материалов металлических труб и трубок. Резьба может быть добавлена к концам, центральным секциям или любой другой области, требуемой вашим приложением.
Конфигурации концов труб
Добавление конфигураций концов к нестандартным металлическим трубам и трубам включает в себя несколько процессов, таких как сплющивание, нарезание резьбы, сверление, развальцовку, обжим и многое другое для подготовки труб к сборке. Все пользовательские конечные конфигурации выполняются на месте, чтобы обеспечить вам быстрое и надежное обслуживание.
Специализированные методы и методы гибки труб и труб
Некоторые из наиболее распространенных методов гибки труб и гибки труб включают:
- Гибка с вращающимся вытягиванием : используются инструменты для обеспечения различных степеней изгиба при сохранении постоянного радиуса центральной линии.
 (CLR) и идеально подходит для высокоточной гибки или обработки сложных металлов. Узнайте больше о технике Rotary Draw Bing.
(CLR) и идеально подходит для высокоточной гибки или обработки сложных металлов. Узнайте больше о технике Rotary Draw Bing. - Роликовая гибка : набор роликов, обычно три, которые используются для постепенного изгиба металлической трубы или трубы путем приложения давления в определенных точках по мере того, как труба проходит через машину. Типы рулонных гибочных станков для труб включают пирамидальный стиль, двойной зажим и трехвалковый толкающий тип.
- Гибка на оправке: аналогична гибке с вращающимся вытягиванием и использует зажим для удержания трубы на месте, когда она изгибается вокруг матрицы. Этот процесс более ограничен, чем гибка с вращательным вытягиванием, и его следует использовать только в тех случаях, когда не требуется узкий радиус.
- Изгиб с помощью домкрата: включает в себя крепление металла к поворотному блоку или ролику и использование гидравлического домкрата для медленного изгиба коротких сегментов металлической трубы или трубки до достижения желаемого радиуса.
 Это самый простой из нестандартных процессов гибки труб, но он также обеспечивает меньший контроль, чем другие методы гибки труб. Узнайте больше о технике сгибания барана.
Это самый простой из нестандартных процессов гибки труб, но он также обеспечивает меньший контроль, чем другие методы гибки труб. Узнайте больше о технике сгибания барана.
Узнайте больше о наших услугах по гибке труб, в том числе о типах конструкций труб, методах гибки и важных аспектах изготовления металлических труб.
Свяжитесь с нами, чтобы получить информацию о производстве и гибке металлических труб у надежного производителя
Требуется определенный уровень знаний, чтобы убедиться, что для вашего применения выбран правильный материал и нестандартный процесс гибки металлических труб. С 1978 года Triad Products специализируется на широком спектре возможностей гибки труб и сплавов. Благодаря возможности работать со всем, от простых компонентов до сложных деталей, наши методы гибки и изготовления труб включают ротационную вытяжку, горизонтальную и вертикальную вытяжку, гибку на оправке и валковую гибку труб специальных форм.
Triad — надежный производитель труб, специализирующийся на изготовлении металлических изделий средними партиями от 100 до нескольких тысяч деталей. Чтобы узнать больше о наших гнутых и изготовленных на заказ металлических трубах, компонентах гнутых труб, вторичных операциях или областях применения и отраслях, которые мы обслуживаем, свяжитесь с нами или запросите предложение сегодня.
Чтобы узнать больше о наших гнутых и изготовленных на заказ металлических трубах, компонентах гнутых труб, вторичных операциях или областях применения и отраслях, которые мы обслуживаем, свяжитесь с нами или запросите предложение сегодня.
Как работать с гибкими медными трубками (размотать, разрезать и согнуть!)
ByDino Pelle
Гибкая медная трубка достаточно гибкая, чтобы делать любые повороты в трубе, кроме самых крутых. Когда вы используете его, вам не нужно устанавливать фитинг каждый раз, когда вы делаете поворот, как в случае с жесткой медной трубой.
Я покажу вам, как разматывать, резать и сгибать его, чтобы вы могли использовать его в своих сантехнических проектах.
Содержание
1. Как размотать гибкую медную трубку
Чтобы подготовить трубку для вашего проекта, вам понадобится около 15 минут, чтобы согнуть и обрезать трубку (для относительно короткого участка трубы).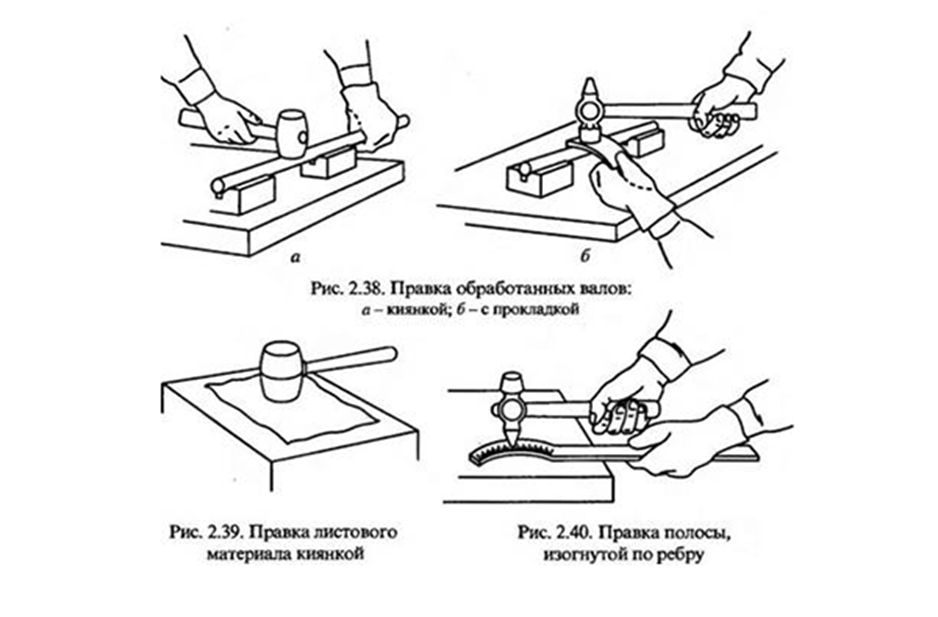 Вам также понадобится (1) труборез, (2) трубогиб с винтовой пружиной и (3) немного наждачной бумаги.
Вам также понадобится (1) труборез, (2) трубогиб с винтовой пружиной и (3) немного наждачной бумаги.
Имейте в виду, что почти в каждом случае вы будете соединять гибкую медную трубу с компрессионными и развальцовочными фитингами. Это отличается от жесткой медной трубы, которая припаяна.
Вот что вам нужно сделать:
- Аккуратно обращайтесь с гибкой медной трубой, потому что она мягкая.
- Разматывая трубу, выпрямляйте ее через каждые несколько дюймов.
- Если трубка поставляется в коробке, возьмитесь за коробку и осторожно вытащите трубку.
2. Как разрезать гибкие медные трубки
- Разрежьте гибкие медные трубки с помощью трубореза.
- Чтобы удалить заусенцы на внутренней стороне обрезанного конца, вставьте в конец расширяющее лезвие трубореза и поверните его (или можно использовать напильник по металлу).
3. Как согнуть гибкую медную трубку
- Согните гибкую медную трубку плавными дугами. Если вы этого не сделаете, он удивит вас внезапным перегибом.
- Если это произойдет, вам придется выбросить кусок. Перегибы серьезно препятствуют потоку воды, и их почти невозможно изменить.
- Если вам нужно сделать достаточно тугой изгиб, используйте трубогиб со спиральной пружиной, как показано ниже.
- Наденьте инструмент на трубку до места, где вам нужен тугой поворот, и согните трубку.
- Теперь сдвиньте трубогиб с трубы.
 Перегиб также может увеличить давление воды на соединение и вызвать утечку.
Перегиб также может увеличить давление воды на соединение и вызвать утечку.4. Полировка гибких медных трубок
Полировка гибких медных труб — последний шаг перед их использованием в сантехнике.
- Слегка потрите конец трубки наждачной бумагой, чтобы удалить грязь и жир.
- При использовании компрессионных или развальцовочных фитингов вам не нужно так тщательно полировать трубу, как при пайке жесткой медной трубы.
Final Thoughts
Работать с этим типом трубок легко и гибко! Но вот предупреждение: не используйте его для газовой линии. Природный газ вызовет отслаивание внутренней части медной трубки, что может привести к повреждению приборов. В противном случае дерзайте.
- Медь и труба PEX
- 5 основных типов водопроводных труб
- Выпотевание трубы: пошаговое руководство
- Как безопасно паять медные трубы
- Что вы знаете о трубной арматуре?
- Как залатать прохудившуюся трубу велосипедной трубой
- Резка оцинкованной стальной трубы
- Как использовать компрессионные фитинги на медных трубах
- Как установить новую стальную трубу с резьбой
- Все, что вам нужно знать о свинцовых трубах
- Как найти трубы за стенами
Позвоните в 1-Tom-Plumber
Если вам нужна помощь жесткая или гибкая медная труба в вашем сантехническом проекте.