Правка и гибка металла: Страница не найдена
alexxlab | 20.07.2023 | 0 | Разное
|
Правка и гибка металла Категория: Cлесарно-сборочные работы Правка и гибка металла Правка. На изготовленных из металла заготовках и деталях после отжига, сварки, вырезки и других операций появляются изгибы, местные неровности, выпучины и вмятины различной формы, волнистость и прочие дефекты. Операция по устранению этих дефектов называется правкой. Ручную правку листового металла производят на плите или наковальне при помощи деревянных молотков или молотков, сделанных из меди, свинца, алюминия или резины. Заготовки из прутковой и профильной стали правят стальными молотками с круглым выпуклым бойком. Крупные заготовки правят ударами кувалды или на механических молотах и прессах. Так как при ударах стальным молоткОм на металле неизбежно остаются следы, при правке изделий с уже обработанной поверхностью применяют подкладки из мягких материалов (дерево, латунь и др. Наиболее трудоемкой является операция правки листового металла. Различают три случая: правка волнистости полосы или на краях (рис. 1, а), правка изогнутых (серповидных) заготовок под линейку (рис. 1, б) и правка выпучин. При правке волнистости полосы или по краям заготовки, которая чаще всего получается при вырезании ее из листа, наносят Удары молотком, начиная от наиболее выпуклых мест к краям фис. 1, а). Наиболее сильные удары наносят в середине и силу уда-ра уменьшают по мере приближения к краям. Таким образом, выпуклые участки полосы осаживаются и волнистость выравнивается. Чем тоньше листовая заготовка, тем аккуратнее и внимательнее надо производить правку, так как при неправильном ударе молотком его боковые гранц легко могут испортить заготовку или даже пробить ее. Правку длинных, узких серповидно изогнутых заготовок производят на плите под линейку. Рис. 1. Правка полосового и листового металла: а — правка полосы на плите; б — правка полосы, имеющей серповидную кривизну; в — правка листовой заготовки с выпучиной Рис. 2. Последовательные операции гибки элемента решетки из квадратного прутка на специальной оправке: в — оправка, б — последовательные операции гибки Гибка. При помощи гибки из прямолинейной заготовки получают криволинейное изделие. В процессе гибки наружные слои металла растягиваются и удлиняются, а внутренние, сжимаясь, укорачиваются. Неизменным по Длине Остается так называемый нейтральный слой, который у симметричных по сечению заготовок (квадратных, прямоугольных, круглых, овальных, шестигранных и др.) лежит на равном расстоянии от сторон, посередине, а у несимметричных профилей (треугольного, полукруглого) нейтральный слой проходит через центр тяжести сечения. Рис. 3. Современное ювелирное украшение Полученные в примерах размеры следует округлить до большего значения на припиловку краев в размер после гибки. Часто длину заготовки указывают на чертеже; тогда определять ее нет необходимости. Если радиус гибки очень мал, то в металле могут образоваться трещины. Чтобы этого избежать, не следует гнуть по радиусам, меньшим двойной толщины заготовки. Листовой металл после прокатки имеет волокнистую структуру. Чтобы не получалось трещин, его следует гнуть поперек волокон или так, чтобы линия гиба составляла с направлением прокатки угол, равный 45°. При гибке деталей из листового металла (а в отдельных случаях также и проволоки круглого и квадратного сечения, полос и т. п.) происходит явление распружинения, т. е. угол изгиба несколько увеличивается, а деталь выпрямляется после снятия напряжения. Величина угла, на который распрямляется деталь, вследствие упругой отдачи зависит от степени упругости металла, его толщины и радиуса изгиба. Заранее точно определить угол пружинения очень трудно, поэтому приходится заготовки загибать сильнее, т. е. с заведомо меньшими радиусами и углами изгиба, а оснастку (оправки) для получения точных изгибов деталей необходимо подбирать и дорабатывать (доводить) опытным путем. Реклама:Читать далее:Клепка
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |


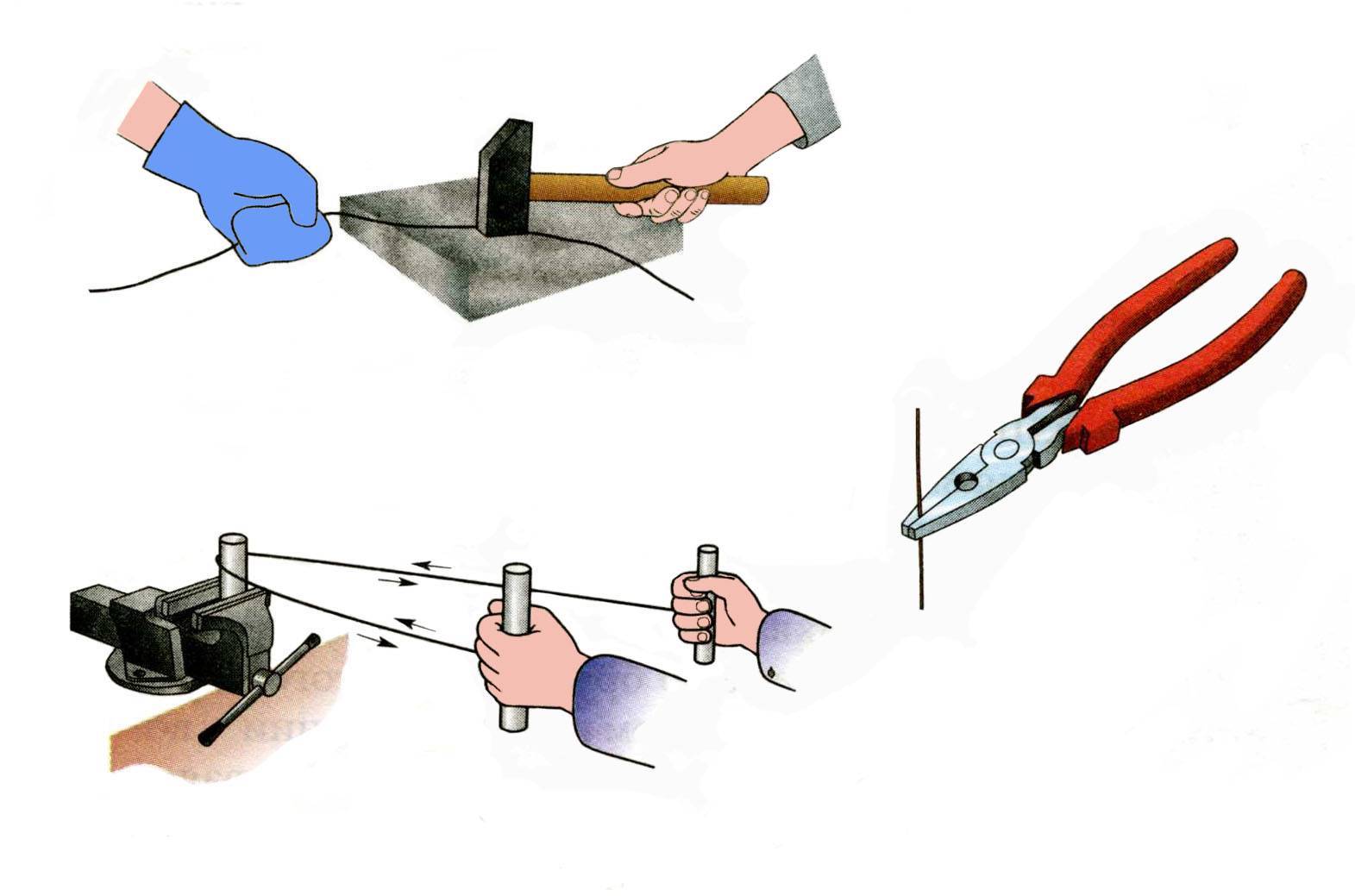
 Гибку заготовки производят путем сгибания ее вокруг какой-либо оправки, форму которой она принимает, в тисках или на плите на нужный угол. На рис. 2 изображены оправка и последовательные операции гибки (1—6) квадратного прутка для изготовления элемента решетки. При толстых заготовках гибку осуществляют ударами молотка, лучше всего деревянного, не оставляющего на металле следов от удара. Иногда гибку производят на глаз или по шаблону. Проволоку гнут плоскогубцами или круглогубцами (рис. 3).
Гибку заготовки производят путем сгибания ее вокруг какой-либо оправки, форму которой она принимает, в тисках или на плите на нужный угол. На рис. 2 изображены оправка и последовательные операции гибки (1—6) квадратного прутка для изготовления элемента решетки. При толстых заготовках гибку осуществляют ударами молотка, лучше всего деревянного, не оставляющего на металле следов от удара. Иногда гибку производят на глаз или по шаблону. Проволоку гнут плоскогубцами или круглогубцами (рис. 3).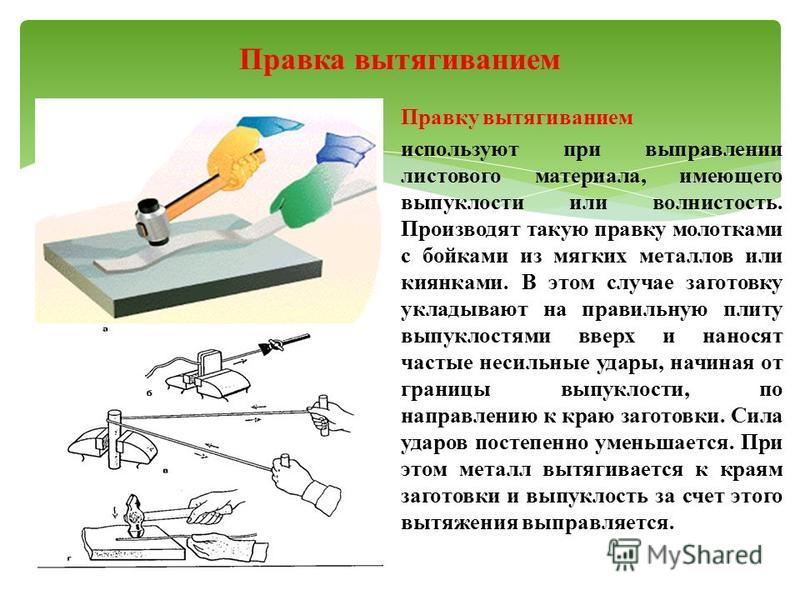
Правка и гибка всех видов проката из любых металлов. Собственные цеха
Цеха металлообработки компании ООО «ЦветМетСнаб» в Москве и Красноярске выполняют заказы на гибку и правку металлов различного профиля: листов, профильных и круглых труб и стальной арматуры. Металлобработка осуществляется на качественных современных станках и прессах с соблюдением всех технических условий и норм, причем металлопрокат может быть изготовлен из сталей разных марок, меди, алюминия, нержавейки и других металлов с хорошей пластичностью.
Конечная цена на услуги по гибке и правке металла формируется исходя из общего объема работ по металлообработке, типа и сложности заказа и от необходимости доставки. Также возможен выезд нашего специалиста к Вам на объект для оценки объема работ и возможности правки металлоизделий или металлопрокатной продукции. За более подробной информацией рекомендуем обратиться к нашим менеджерам:
- в Москве: +7 (495) 410-53-42;
- в Красноярске: +7 (391) 2-181-555, 2-181-333.
Гибка труб, листов и профилей из сплавов цветных металлов и стали
Для создания многих металлических изделий и конструкции необходима гибка металла, позволяющая достигнуть необходимой формы заготовки без использования сварки, а соответственно и местного нагрева заготовки. В данном случае именно качество гибочных станков и прессов, а также квалификация сотрудника, выполняющего работу, напрямую определяют конечный результат.
В цехах ООО «ЦветМетСнаб» используется только новое и современное оборудование, тогда как при использовании устаревших станков велик риск возникновения деформации разрыва, что значительно снижает срок использования полученного изделия.
Значимым фактором в процессе получения качественной продукции является квалификация и опыт работника. Наши специалисты являются профессионалами высочайшего уровня с опытом работы на гибочном оборудовании от 5-ти лет. Кроме умения работать на современном оборудовании они имеют профильное образование и теоретические знания о структуре цветных и черных металлов.
Правка металла вальцами и прессом
ООО «ЦветМетСнаб» предлагает правку металлопроката из цветных и черных металлов прессом или на вальцах (вальцовка). В наших цехах металлообработки выполняются работы по правке деформированных металлических листов, полос и фасонного проката, и подготовке их к дальнейшей обработке и использованию. На нашем современном оборудовании возможна вальцовка листового проката и труб в радиус, а также придание заготовкам любой другой необходимой геометрической формы.
Еще к нам периодически обращаются клиенты сторонних металлообрабатывающих компаний Москвы и Красноярска с той целью, чтобы мы помогли выправить заготовки, которые были деформированы в процессе некачественной или неквалифицированной гибки. Мы стараемся сделать все, что в наших силах, чтобы выправить изделие без сопутствующих повреждений, однако некоторые изделия уже не поддаются правке.
Часто перед началом гибки или вальцовки металла требуется его раскрой или нарезка в размер. В металлообрабатывающих цехах компании ООО «ЦветМетСнаб» имеется современное оборудование для лазерной и плазменной резки металлов, и гильотина для рубки металлопроката.
Выпрямление деталей из листового металла: методы и рекомендации
Вы устали иметь дело с неровной, изогнутой, скрученной или волнистой сталью? Не смотрите дальше процесса правки деталей из листового металла.
Принцип работы гибки листового металла…
Включите JavaScript
Принцип работы гибки листового металла Этот важный процесс корректирует деформации, вызванные остаточными напряжениями, обработкой стали, неправильной транспортировкой и хранением.
Используя внешнюю силу или нагрев для удлинения более коротких волокон или укорачивания более длинных волокон, выпрямление гарантирует, что все части стали имеют одинаковую длину, в результате чего получается идеально прямая и ровная заготовка.
В этой статье мы рассмотрим различные причины деформации стали и принципы правки.
Мы также рассмотрим различные методы правки стали, включая ручную, механическую и пламенную правку.
В частности, мы сосредоточимся на обычных инструментах для ручной правки, таких как ручной молоток, и предоставим пошаговые инструкции по их эффективному использованию.
Обладая этими знаниями, вы сможете обеспечить качество маркировки, нумерации, лофтинга, изготовления и сборки деталей.
Попрощайтесь с деформациями стали и поприветствуйте идеально прямую заготовку с помощью процесса правки деталей из листового металла.
Необходимость правки Под действием внешних сил или нагрева сталь может подвергаться различным деформациям. Сырье, такое как стальные листы и сортовая сталь, может иметь деформации, такие как неровности, изгиб, скручивание, волнистость и т. д., до производственного процесса. Это затрудняет обеспечение качества маркировки, нумерации, лофтинга, изготовления и сборки деталей.
Сырье, такое как стальные листы и сортовая сталь, может иметь деформации, такие как неровности, изгиб, скручивание, волнистость и т. д., до производственного процесса. Это затрудняет обеспечение качества маркировки, нумерации, лофтинга, изготовления и сборки деталей.
Поэтому перед процессами маркировки, нумерации, лофтинга и формовки сырье с чрезмерными деформациями должно быть исправлено.
Причины деформации сырья Деформация, вызванная остаточным напряжением сталиво время процесса проката стали может быть получено остаточное напряжение, что привело к развитию стали. Например, если механизм регулировки валков неисправен, зазор между валками может стать непостоянным во время прокатки стального листа. Это приводит к неравномерному удлинению стали в направлении прокатки.
Деталь с меньшим зазором испытывает большее растяжение, в то время как деталь с большим зазором испытывает меньшее растяжение, что приводит к сжимающему напряжению в большей удлиненной части и растягивающему напряжению в меньшей удлиненной части.
При быстром охлаждении стали или по другим причинам это напряжение остается в стали и образует остаточное напряжение. При сдвиге, термической резке или других факторах остаточное напряжение частично снимается, что приводит к деформации стали.
Деформация, вызванная обработкой сталиВ процессе обработки сталь может деформироваться из-за внешних сил или неравномерного нагрева. Например, резка, газовая резка или сварка стальных листов могут привести к деформации стали из-за напряжения и изменений при нагреве и охлаждении.
Деформация стали из-за неправильной транспортировки и храненияСырьем, используемым для холодной обработки листового металла, являются длинные и большие стальные листы и сортовые стали. Неправильный подъем, транспортировка и хранение могут привести к изгибу, скручиванию и локальной деформации стали под действием собственного веса.
Резюме Существуют различные причины деформации стали. Если отклонение стали превышает допустимый диапазон, его необходимо исправить путем правки.
Если отклонение стали превышает допустимый диапазон, его необходимо исправить путем правки.
Если предположить, что сталь состоит из нескольких слоев волокон, уложенных в направлении толщины, то, когда сталь прямая, длина каждого слоя волокон одинакова. Однако при изгибе стали длина каждого слоя волокон становится неравной.
Как показано на рисунке, когда сталь прямая, длины «ab» и «cd» равны. Однако, когда сталь изгибается, длина «c/d» становится короче, а длина «a/b» увеличивается.
Выпрямление включает использование внешней силы или нагрева для удлинения более коротких волокон стали или укорачивания более длинных волокон. Это приводит к тому, что волокна каждой детали становятся одинаковой длины, что устраняет любые изгибы, скручивания или неравномерные деформации стали или заготовки.
Рис.1
Выпрямление Методы Существуют различные методы для выпрямления, которые могут быть классифицированы в ручное, механическое и пламя, в зависимости от источника и типа внешней силы .
Как пользоваться ручным молотком:
Эксплуатационные требования:
- Приобретите навык обращения с ручным молотком путем надлежащего обучения.
- Во избежание скольжения и травмирования персонала обязательно удалите остатки масла с поверхности и рукоятки молота перед использованием.
- Убедитесь, что рукоятка надежно закреплена, чтобы избежать несчастных случаев из-за отсоединения головки молотка.
Молоток
Молоток — важный инструмент для холодной обработки листового металла. Он бывает разных форм и служит для различных целей.
(1) Молоток с плоской головкой:
В основном используется для ударов по плоским поверхностям, а также для проникновения в более глубокие выемки и углы краев, как показано на рис. 2-a.
2-a.
(2) Колющий молоток:
В основном используется для прямого удара по дугообразным компонентам, но может также использоваться в качестве инструмента для поддевания и прокладки, как показано на рис. 2-b.
(3) Арочный молоток:
В основном используется для придания формы и изготовления дугообразных заготовок, например, для восстановления или подготовки торцевых крышек для валов небольших автомобилей, как показано на рис. 2-c.
(4) Промежуточный молоток:
Промежуточный молоток используется, чтобы избежать прямого удара молотком по заготовке, как показано на рис. 2-d.
Рис. 2 Молоток
(5) Пластиковый молоток с плоской головкой:
В основном используется для обрезки углов коробок и других деталей, как показано на рис. 2-е.
(6) Молоток с крестообразным ударом:
В основном используется для устранения небольших ямок на поверхности заготовки, как показано на рис. 2-f.
(7) Другие типы молотков:
В зависимости от конкретных потребностей процесса удара головка молотка может иметь различные формы, такие как резиновые, деревянные или медные молотки, как показано на рис. 2-g.
2-g.
Рис.2 Молоток
Правильное использование ручного молотка показано на Рисунке 3.
Рис.3 Правильное использование ручного молотка
1. Ручная правка процессРучная правка выполняется с помощью таких инструментов, как молоток, плоская пластина, наковальня или слесарные тиски. Общие методы ручного выпрямления включают метод растяжения, метод скручивания, метод изгиба и метод растяжения.
Метод наращивания
Метод наращивания в основном используется, когда середина листа выпуклая, а края волнистые или изогнутые, как показано на рис. 4.
Рисунок 4 Метод растяжения для правки тонких металлических пластин
Метод скручивания
Метод скручивания используется для исправления перекоса полос. Во время работы полосы удерживаются в верстачных тисках и скручиваются до исходной формы с помощью гаечного ключа, как показано на рис. 5.
5.
Рис. используется для выпрямления различных изогнутых стержней и полос, изгибающихся по ширине.
Метод растяжения
Метод растяжения используется для исправления различных тонких проволок, как показано на рис. 6.
Рис. гинг поверхность:
- Поместите пластину выпуклой стороной на платформу, удерживая лист металла левой рукой и молоток правой рукой.
- Начинайте удары по краю листа и постепенно приближайтесь к центру выпуклой поверхности барабана, как показано на рис. 4.
- После того, как лист в основном выровнен, с помощью деревянного молотка выполните окончательные корректировки и убедитесь в равномерном распределении по всему листу.
Выпрямление краевой деформации:
- Поместите волнистый лист на платформу, удерживая его левой рукой, а молоток – правой рукой.
- Начинайте удары в середине листа и постепенно двигайтесь наружу, как показано на рис.
 7.
7. - После того, как лист в основном выправлен, используйте деревянный молоток для окончательной регулировки, чтобы обеспечить равномерное распределение по всему листу.
Рисунок 7
Выпрямление диагональной деформации
Шаг 1: Поместите деформированный лист на платформу и держите лист металла левой рукой, а молоток – правой рукой.
Шаг 2: Начните постукивать вдоль недеформированной диагональной линии, а затем растяните ее в обе стороны, чтобы растянуть и исправить лист, как показано на рис. 8.
Шаг 3: После того, как лист будет в основном выправлен, используйте молотком, чтобы сделать окончательный корректирующий удар, чтобы убедиться, что вся ткань натянута равномерно.
Поглаживание и проталкивание Выпрямление листового металла
Как показано на рис. 9, используйте хлопушку (сделанную из железа), чтобы постучать по листу, чтобы укоротить выступающую часть и растянуть натянутую часть под давлением, достигнув цели выпрямление.
Рис. 8 Правка диагональной деформации
Рис. 9 Правка листового металла похлопыванием и проталкиванием
Правка деформированных выпуклых кривизн
Как показано на рисунке 10, молоток должен быть выровнен с центром верхнего утюга для начала, а затем процесс правки осуществляется с помощью молотка.
Рис.10 Выпрямление искривленной выпуклости
Рука, держащая молоток, не должна сжимать его слишком сильно, вместо этого полагаясь на силу запястья. Скорость перкуссии должна быть около 100 ударов в минуту.
Выпрямление развальцовки вогнутой поверхности
Как показано на рис. 11, домкрат должен располагаться немного выше точки забивания, которая является приподнятой частью неровной поверхности.
Рис. 11 Правка развальцовки вогнутой поверхности
Это позволяет подвергать пластину силе между головкой и точкой удара молотком.
Выпрямление большой вогнутости
Как показано на рисунке 12, сначала средняя часть вогнутости нагревается до ярко-розового состояния с помощью паяльной лампы, а затем приподнимается нижняя сторона средней части с помощью верхнего утюга, сброс исходной вогнутости.
Затем молоток и верхний утюг используются вместе, чтобы постепенно выровнять приподнятую часть, восстановив первоначальную геометрическую форму.
Рис. 12. Правка большой вогнутости
. Правка поверхностей большой кривизны
пламя, затем поднятое утюгом и, наконец, сплющенное молотком для достижения первоначальной формы.
Рисунок 13 Выпрямление поверхностей большой кривизны
Выпрямление небольших вмятин
① Как показано на рис. 14, кончик отбойного молотка используется для выравнивания углубления изнутри наружу.
Рис. 14 Выпрямление небольших вмятин
② Как показано на рис. 15, скребком можно проникнуть в узкое пространство и выровнять углубление.
Этот метод обычно используется для вскрытия ниш дверей, задних крыльев и других закрытых панелей кузова.
Рис.15 Используйте лом, чтобы выковырять углубление
③Как показано на рис. 16, углубление выравнивается с помощью съемника углублений.
Рис.16 Используйте съемник, чтобы выровнять углубление
Он в основном используется для закрытых панелей кузова или складок, недоступных сзади.
④ Тяговый стержень используется для выравнивания углубления, как показано на рис. 17, выступ опускается при постукивании и вытягивании, а углубление поднимается.
Рис. 17 Используйте тягу, чтобы выровнять углубление
Выпрямление скрученной стали
Шаг 1: Удерживайте полосу в верстачных тисках.
Шаг 2: Удерживая другой конец плоского стального листа гаечным ключом, надавите на плоский стальной лист, скрученный в направлении, противоположном вращению, как показано на рис. 18.
Рис. 18 Используйте слесарные тиски для устранения перекоса Шаг 3: После того, как искажение в основном устранено, для его исправления используется упрочнение.
Шаг 4∶ При штамповке плоская сталь наклоняется, плоская часть опирается на платформу, а скрученная деформированная часть выходит за пределы платформы, как показано на рис. 19..
19..
Рис.19
Шаг 5∶Ударьте молотком по слегка изогнутой вверх части за пределами платформы, расстояние между точкой удара и платформой примерно в два раза больше толщины листа, и переместите плоскую стальную платформу во время удара.
Шаг 6: Поверните на 180° и повторите те же действия, пока не будет исправлено.
Деформация и правка уголка (Рисунок 20)
Рис. 20 Деформация уголка
Шаг 1: Поместите внешний угол изгиба и внутренний угол из стали на цилиндрический железный узел или платформу с отверстиями .
Шаг 2: Согните угол наружу, проткните края двух прямоугольных сторон, проткните внутрь от края, как показано на рис. 21(a).
Для внутреннего угла изгиба необходимо забить основания двух прямоугольных сторон, как показано на рис. 21(b).
Рис. 21 Правка стального уголка
Шаг 3: Зажмите один конец скрученного уголка в тисках.
Шаг 4. Удерживая прямоугольную сторону другого конца стального уголка разводным ключом, закрутите угол в противоположном направлении и немного превысьте нормальное состояние уголка, как показано на рисунке. 22.
22.
Рис.22 Выпрямление перекоса уголка
Шаг 5: Повторите несколько раз, чтобы в основном устранить перекос уголка.
Выпрямление деформации круглой стали
Как показано на рисунке 23, круглая сталь в основном изогнута и деформирована, и для правки требуется только поместить круглую сталь на платформу так, чтобы выступы были направлены вверх.
Рис. 23 Выпрямление деформации круглой стали
Используйте подходящий промежуточный молоток, чтобы поместить круглые стальные выступы, а затем ударьте по верхней части промежуточного молотка для исправления.
Выпрямление прямоугольной рамы
Метод выпрямления: прямоугольная сварная деталь показана на рис. 24,
Рис. 24 Выпрямление прямоугольной рамы
размещается на платформе наружным фланцем AD вверх. Два конца стороны ВС амортизированы, а приподнятая точка Е забита. Если все четыре стороны слегка изогнуты, рамку можно перфорировать наружу или внутрь соответственно.
В случае небольших погрешностей можно разместить рамку и забить конец более длинной стороны, чтобы сократить общую длину.
Если углы B и D меньше 90 градусов, метод, показанный на рисунке 25, можно использовать для удара по точке B, чтобы расширить ее.
Рис. 25
2. Механический Правка Процесс 027Ручная правка отнимает много времени и сил, поэтому подходит только для небольших деталей. Для правки больших заготовок используется специализированное оборудование.
Механическая правка выполняется с помощью правильной машины, которая несколько раз сгибает стальной лист, заставляя неравные волокна стального листа стремиться к равенству и в конечном итоге достигая цели правки.
(1) M механическая правка листового металла детали
Эксплуатационные требования:
- Правильная эксплуатация роликового выравнивателя.

- Выровняйте деформированные детали из листового металла в соответствии с требованиями.
- Не кладите руки на ролик во время работы.
Этапы операции:
(1) Механическое выравнивание металлических листов:
Метод выравнивания: Как показано на рисунке 26, отрегулируйте зазор между роликами в соответствии с толщиной листа.
Обратите внимание, что качество правки зависит от точности роликов.
Рис. 26 Механическое выравнивание листового металла
(2) Прокатка предварительно отформованных заготовок
Метод прокатки: Как показано на рис. 27, сначала замените ролики под заготовкой роликами, которые имеют немного меньшую кривизну, чем ролики над заготовкой.
Далее поднимите нижний ролик с помощью быстросъемного устройства и поместите заготовку между роликами. Отрегулируйте давление нижнего ролика так, чтобы заготовка могла скользить между роликами при умеренном давлении.
Рис. 27 Прокат предварительно отформованных деталей
Примечания. Убедитесь, что заготовка полностью прокатана, чтобы предотвратить локальное удлинение. Используйте шаблон для постоянного контроля кривизны заготовки. После раскатки деталей из листового металла в одном направлении заготовку необходимо повернуть на 90 градусов. При повторении этого процесса линии прокатки пересекутся с исходным направлением, как показано на рис. 28.
Убедитесь, что заготовка полностью прокатана, чтобы предотвратить локальное удлинение. Используйте шаблон для постоянного контроля кривизны заготовки. После раскатки деталей из листового металла в одном направлении заготовку необходимо повернуть на 90 градусов. При повторении этого процесса линии прокатки пересекутся с исходным направлением, как показано на рис. 28.
Рис. 28
Метод прокатки для волнистых складок плоского листового проката:
Как показано на рис. 29, направление движения металлической пластины во время прокатки должно быть диагональным к ее первоначальному направлению движения. Поддерживайте постоянное давление и двигайтесь неуклонно, чтобы избежать образования новых волн.
Рис. 29
(4) Метод формовки для больших листов металла
Метод формовки: Как показано на рис. 30, два человека должны удерживать заготовку при прокатке больших деталей из листового металла в соответствии с требованиями к заготовке. Затем заготовку следует перемещать вперед и назад на прокатном станке, как описано ранее.
Рисунок 30 Метод формовки больших деталей из листового металла
3. F пластина процесс правкиПравка пламенем — это метод исправления деформации стали путем локального нагрева пламенем. В этом процессе используется свойство металлических материалов расширяться и сжиматься при изменении температуры. Нагревая определенную область пламенем, можно использовать новую деформацию для исправления первоначальной деформации.
1. Положение нагрева, уровень энергии пламени и выпрямление
Эффективность выпрямления пламени в основном зависит от места нагрева и уровня энергии пламени. Различные положения нагрева могут исправить деформации в разных направлениях. Однако, если место выбрано неправильно, это может не только не исправить деформацию, но и сделать ее более сложной и серьезной.
2 . Метод нагрева
Метод нагрева
(1) Точечный нагрев: область нагрева имеет круглую форму с определенным диапазоном диаметров, поэтому он называется точечным нагревом, как показано на рис. 31а.
(2) Линейный нагрев: площадь нагрева является линейной в определенном диапазоне и поэтому называется линейным нагревом, как показано на рис. 31b.
(3) Треугольный нагрев: Метод нагрева, при котором нагреваемая область имеет треугольную форму, называется треугольным нагревом, как показано на рис. 31c.
Рис. 31 Метод нагрева
3. Операция правки пламенем
Пламя правки центральной выпуклой детали:
Шаг 1: Поместите листовой металл на платформу и закрепите его зажимами по периметру.
Шаг 2: Нагрейте выпуклую область точечным нагревом, как показано на рис. 32(a). В качестве альтернативы можно также использовать линейный нагрев, как показано на рис. 32(b).
Шаг 3: После выпрямления постучите молотком по зажимам горизонтально, чтобы освободить их и снять листовой металл.
Рис.32 Пламенная правка центральной выпуклой заготовки
Газовая правка краевых волнистых заготовок:
Шаг 1: Закрепите листовой металл на платформе с трех сторон с помощью зажимов, оставив незажатой сторону с сосредоточенной волнообразной деформацией, т.к. показано на Рис. 33.
Шаг 2: Нагревайте плату линейно, начиная с плоской области по обеим сторонам выпуклости и постепенно продвигаясь к выпуклости, как показано стрелками на Рис. 33.
Объяснение:
Длина нагревательной линии должна составлять от 1/3 до 1/2 ширины доски, а расстояние между нагревательными линиями должно регулироваться в зависимости от высоты выпуклости. Более высокие выпуклости должны иметь более близкое расстояние, обычно от 20 до 50 мм.
Если первый нагрев приводит к неровностям, повторите процесс выпрямления со вторым нагревом, смещая положение нагревательной линии от первого.
Рис. 33 Газовая правка заготовок с волнистыми кромками
0 долиВыпрямление куска металла с очень ограниченными инструментами и навыками двигаться.
 Из-за того, что он согнут, он больше не будет правильно удерживать поднос. Я видел, чтобы использовать факел, но лучшее, что у меня есть, это зажигалка.
Из-за того, что он согнут, он больше не будет правильно удерживать поднос. Я видел, чтобы использовать факел, но лучшее, что у меня есть, это зажигалка.У меня очень мало опыта в таких вещах. У меня также очень мало инструментов, в основном плоскогубцы, молоток, фен, и я подумал, может быть, духовка?
8Согнуть обратно
Вот как это можно сделать. Найдите плоский камень или кирпич. Используйте его, чтобы прижать согнутую часть к ровной земле. Встаньте на камень или попросите помощника встать на него.
Часть ручки будет торчать. Аккуратно нажмите на него, чтобы он тоже оказался на земле.
Это будет более бережно и не повредит металл ударами молотка.
8Найдите брусчатку или кирпич достаточной высоты, чтобы положить на него камень.
Положите его на него и забейте холодным молотком, а не горячим.
Попробуйте ударить молотком с обеих сторон
Если у вас есть один из этих крошечных молотков, он не сработает.
Теперь о другой возможной проблеме. Это недостаток конструкции. Большое отверстие для винта оставило только две узкие полосы, что ослабило конструкцию. Теперь, когда это изгиб, изгиб назад может привести к поломке (отлому детали)
Я успешно решил эту проблему с помощью разводного гаечного ключа или разводного гаечного ключа. Затяните гаечный ключ настолько, насколько это возможно, и используйте его, чтобы захватить изогнутую металлическую полосу. Длинная ручка даст много рычагов.
Вы даже можете закрыть губки гаечного ключа изолентой или клейкой лентой, чтобы защитить отделку детали.
Другой вариант: Похоже, что есть ушко, чтобы прикрутить эту деталь. Вы можете использовать эту проушину и самый большой болт, который подходит, чтобы прикрепить деталь к деревянной доске или большому куску дерева. Прикрутите его вверх ногами (деталь будет выглядеть как буква «L». _ будет металлической полосой, а | будет чем-то вроде квадратной трубы), чтобы вы могли стоять на доске, затем используйте молоток, чтобы разогнуться, ударив наружу вертикальную часть буквы «L». Опять же, вы можете использовать толстую ленту или ткань либо на изделии, либо на молотке, чтобы уменьшить повреждение краски.
Опять же, вы можете использовать толстую ленту или ткань либо на изделии, либо на молотке, чтобы уменьшить повреждение краски.
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google Зарегистрироваться через Facebook Зарегистрируйтесь, используя адрес электронной почты и парольОпубликовать как гость
Электронная почтаТребуется, но никогда не отображается
Опубликовать как гость
Электронная почтаТребуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания и подтверждаете, что прочитали и поняли нашу политику конфиденциальности и кодекс поведения.