Правка металла слесарное дело: Слесарная правка – Гибка и правка металла
alexxlab | 31.07.2023 | 0 | Разное
|
Слесарная правка Категория: Гибка и правка металла Слесарная правка Правкой называют метод обработки заготовок слесарными молотками или с помощью специальных устройств в целях устранения отклонения формы и расположения поверхностей. Основное назначение правки заключается в уменьшении припусков на последующую обработку. К устраняемым отклонениям относят коробление, вмятины, выпучины, изгибы, скручивание. Рис. 1. Правка листовых заготовок: 1 — верстак, 2 — правйльная плита, 3 — места нанесения ударов, 4 — выпучина, 5 — слабые удары, 6 — сильные удары, 7 — последовательность ударов В месте дефекта на заготовке возникают вогнутая и выпуклая стороны. Волокна материала на вогнутой стороне сжаты, а на выпуклой — растянуты. Правку производят для того, чтобы выравнять длины волокон выпуклой и вогнутой сторон, растягивая вогнутую сторону или сжимая выпуклую. Виды правки. В слесарном деле применяют холодную и реже горячую правку (ручную и механизированную), осуществляемую растяжением, раскручиванием, гибкой и рихтовкой. Инструмент и приспособления для правки. Основным инструментом при ручной правке являются молотки. Наиболее часто используют слесарные молотки с круглым бойком и выпуклой сферой. Квадратный боек может оставлять на заготовке вмятины. Боек должен быть отшлифован, а при выполнении особо ответственных работ — отполирован. Для правки стальных закаленных листовых заготовок применяют специальные молотки с узкой закругленной стороной закаленного бойка или с твердыми высокопрочными вставками. В качестве прочной недеформируемой опоры для заготовки используют правильные (стальные или чугунные) плиты с ровной поверхностью. Их устанавливают на прочном и устойчивом основании. Для правки заготовок из сортового проката применяют различные приспособления, например призмы, подкладки различной конфигурации, слесарные тиски. При машинной правке используют прессы различного типа (винтовые, гидравлические, пневматические), листопра-вильные машины, горизонтально-растяжные машины. Последовательность и приемы выполнения работ при правке. Сначала визуально определяют выпуклую часть заготовки и отмечают ее границы мелом или карандашом. Затем выбирают способ правки, необходимые ин- \ струмент и приспособления, намечают схему правки, места и последовательность нанесения ударов, их силу.. Чем толще заготовка, прочнее ее материал и больше отклонение, тем сильнее должны быть удары. Закаленные заготовки при ручной правке размещают на правильной плите. Затем носком молотка наносят равномерные удары по краю вогнутой стороны. Постепенно силу ударов уменьшают и наносят их как бы в промежутках между местами первых ударов. Материал «разгоняется» в стороны, вогнутая сторона удлиняется и заготовка становится прямолинейной. Несколько последовательных ударов по одному месту могут вызвать появление новых выпуклостей, повышенный наклеп, трещины и изломы. При правке листового материала самым сложным видом работы является устранение выпуклостей. Попытки устранить их ударами по самой выпуклости приведут к ее увеличению. Обработку ведут плоским бойком молотка так, чтобы растягивать слои материала, примыкающие к выпуклости. Если выпуклость находится в середине заготовки, то удары наносят от края к выпуклости, постепенно уменьшая силу ударов и меняя их места. При больших отклонениях формы и большой толщине и прочности материала заготовки силы удара молотка недостаточно для правки. В этом случае правку проводят на прессах. Реклама:Читать далее:Слесарная гибка
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |


 По мере выправления заготовки силу ударов следует уменьшать. В процессе правки необходимо постоянно оценивать результаты каждого удара и вносить необходимые коррективы в намеченную схему обработки.
По мере выправления заготовки силу ударов следует уменьшать. В процессе правки необходимо постоянно оценивать результаты каждого удара и вносить необходимые коррективы в намеченную схему обработки. При наличии выпуклости на краю заготовки удары наносят от ее середины к выпуклости. Правку заготовки с несколькими выпуклостями начинают с ударов в промежутках между выпуклостями в направлении к выпуклостям.
При наличии выпуклости на краю заготовки удары наносят от ее середины к выпуклости. Правку заготовки с несколькими выпуклостями начинают с ударов в промежутках между выпуклостями в направлении к выпуклостям.9.
 Правка и гибка металла. Слесарь. Практика слесарного дела. Строительство, ремонт, инструменты, материалы, инструкции
Правка и гибка металла. Слесарь. Практика слесарного дела. Строительство, ремонт, инструменты, материалы, инструкцииПравка – устранение дефектов заготовок из листового, полосового, пруткового материала (например, вогнутостей, выпуклостей, волнистостей), а также дефектов деталей (например, изгибов, короблений). Металл подвергается правке как в холодном, так и в нагретом состояниях; выбор того или иного способа правки зависит от величины дефекта, размеров, а также от материала заготовки (детали).
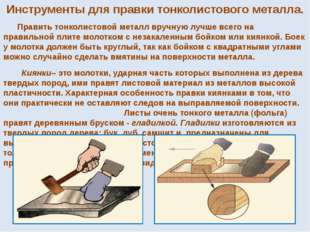
Ручная правка выполняется на стальной или чугунной плите. Правку производят специальными молотками с круглым, радиусным или вставным из мягкого металла бойками; тонкий листовой металл правят киянкой. Незакалённый листовой металл толщиной до 0,3 мм можно править деревянным или металлическим бруском (гладилкой) с ровной и гладкой поверхностью. При правке металла очень важно правильно выбрать места, по которым следует наносить удары. Силу удара следует соразмерять с величиной кривизны металлической заготовки и уменьшать её по мере перехода от наибольшего прогиба к наименьшему.
Для правки металлической полосы, изогнутой по широкой плоскости, её кладут на плиту и, поддерживая одной рукой, другой наносят удары по выпуклым местам (рис. 1). По мере необходимости полосу поворачивают с одной стороны на другую. При большом изгибе полосы на ребро удары наносят носком молотка для односторонней вытяжки (удлинения) мест изгиба (рис. 2). Полосы, имеющие скрученный изгиб, правят методом раскручивания с помощью ручных тисков (рис. 3).
Рис. 1. Правка стальной полосы, изогнутой по широкой плоскости.
Рис. 2. Правка стальной полосы, изогнутой по ребру.
Рис. 3. Правка скрученной полосы.
Правку металлических прутков можно производить также на плите или наковальне (рис. 4). Если пруток имеет несколько изгибов, то правят сначала крайние, а затем расположенные в середине. По мере выправления изгиба силу ударов уменьшают, заканчивая правку лёгкими ударами с поворачиванием прутка вокруг оси.
Рис. 4. Правка круглого прутка на плите.
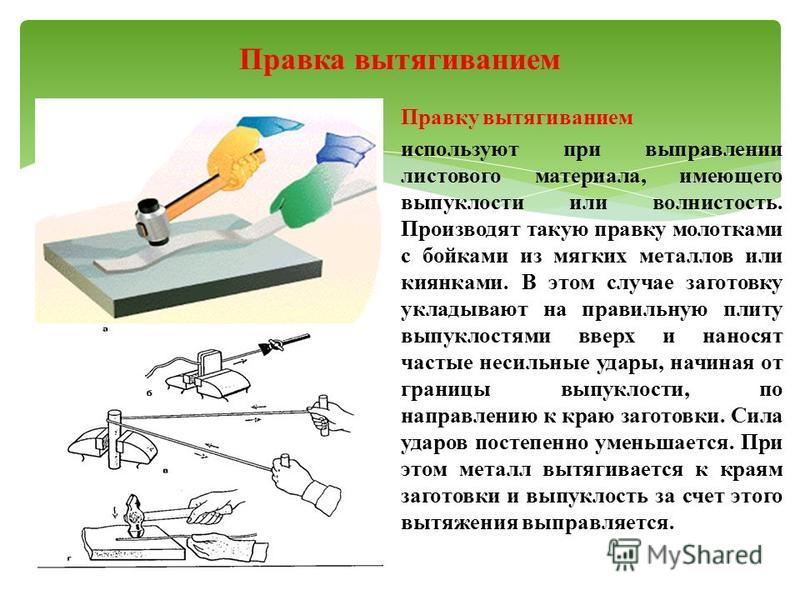
Наиболее сложной является правка листового металла. Лист кладут на плиту выпуклостью вверх (рис. 5). Поддерживая лист одной рукой, другой наносят удары молотком в направлении от краёв листа к выпуклости. Под действием ударов ровная часть листа будет вытягиваться, а выпуклая – выправляться. При правке закалённого листового металла деталь кладут на плиту выпуклостью вниз. Прижимая деталь к плите рукой, наносят несильные, но частые удары носком молотка по направлению от центра вогнутости к её краям; верхние слои металла растягиваются и деталь выправляется.
Рис. 5. Правка листового металла.
При правке металла нужно соблюдать меры предосторожности: на руку, поддерживающую деталь, следует надевать рукавицу; работать только исправным молотком.
По приёмам работы и характеру рабочего процесса к правке металла очень близко стоит другая слесарная операция – гибка металла. Сущность её заключается в том, что одна часть заготовки перегибается по отношению к другой на какой-либо заданный угол. Гибка металла применяется для придания заготовке изогнутой формы согласно чертежу. Ручную гибку выполняют в тисках с помощью слесарного молотка и различных приспособлений. Последовательность гибки зависит от размеров контура и материала заготовки. Гибку тонкого листового металла производят киянкой. При использовании для гибки металлов различных оправок их форма должна соответствовать форме профиля изготовляемой детали с учётом деформации металла (рис. 6). Выполняя гибку, важно правильно определить размеры заготовки. Расчёт длины заготовки выполняют по чертежу с учётом радиусов всех изгибов. Например, для заготовок, изгибаемых под прямым углом без закруглений с внутренней стороны, припуск заготовки на изгиб должен составлять от 0,6 до 0,8 толщины металла.
Сущность её заключается в том, что одна часть заготовки перегибается по отношению к другой на какой-либо заданный угол. Гибка металла применяется для придания заготовке изогнутой формы согласно чертежу. Ручную гибку выполняют в тисках с помощью слесарного молотка и различных приспособлений. Последовательность гибки зависит от размеров контура и материала заготовки. Гибку тонкого листового металла производят киянкой. При использовании для гибки металлов различных оправок их форма должна соответствовать форме профиля изготовляемой детали с учётом деформации металла (рис. 6). Выполняя гибку, важно правильно определить размеры заготовки. Расчёт длины заготовки выполняют по чертежу с учётом радиусов всех изгибов. Например, для заготовок, изгибаемых под прямым углом без закруглений с внутренней стороны, припуск заготовки на изгиб должен составлять от 0,6 до 0,8 толщины металла.
Рис. 6. Сгибание листового металла на оправках: 1, 3 – оправки; 2 – готовая деталь.
Пластическая деформация металла при гибке всегда сопровождается появлением в нём упругих напряжений. После снятия нагрузки угол загиба несколько увеличивается. Это надо учитывать при гибке. Изготовление деталей с очень малыми радиусами изгиба связано с опасностью разрыва наружного слоя заготовки в месте изгиба.
В домашних условиях часто возникает необходимость в отрезках труб, изогнутых под различными углами. Гибке могут подвергаться цельнотянутые и сварные стальные трубы, а также трубы из цветных металлов и сплавов. Гнут трубы с наполнителем (обычно сухой речной песок) или без него, в зависимости от материала трубы, её диаметра и радиуса изгиба. Холодная гибка труб с наполнителем выполняется в следующем порядке. Один конец трубы плотно закрывают деревянной пробкой. Через второй наполняют трубу сухим песком. При этом слегка постукивают по трубе молотком, чтобы песок уплотнился. После этого второй конец трубы также забивают пробкой. Намечают мелом место изгиба и устанавливают трубу в приспособление (рис. 7). Если труба сварная, то шов должен находиться сбоку изгиба. Берут трубу за длинный конец и осторожно сгибают на заданный угол. После проверки правильности полученного угла шаблоном или по образцу вынимают трубу из приспособления, выбивают пробки и высыпают песок.
7). Если труба сварная, то шов должен находиться сбоку изгиба. Берут трубу за длинный конец и осторожно сгибают на заданный угол. После проверки правильности полученного угла шаблоном или по образцу вынимают трубу из приспособления, выбивают пробки и высыпают песок.
Рис. 7. Сгибание трубы с использованием специального приспособления.
Горячая гибка труб выполняется, как правило, с наполнителем. Труба также заполняется песком и забивается с обоих концов пробками, но в пробках делают небольшие отверстия для выхода газов, образующихся при нагревании трубы. Нагревают место изгиба паяльной лампой или газовой горелкой до температуры 850…900 °С и сгибают в приспособлении до заданного угла. Длина нагреваемого участка при изгибе под углом 90° должна быть равной шести диаметрам трубы, под углом 60° – четырём, а под углом 45° – трём диаметрам трубы. Закончив гибку, трубу охлаждают водой, выбивают пробки и освобождают её от песка.
Возможным видом брака при правке и гибке металла является перекос загибов и механические повреждения поверхности заготовки. Причиной брака может быть неправильная разметка или закрепление детали в тисках (приспособлении), а также неправильное нанесение ударов.
Причиной брака может быть неправильная разметка или закрепление детали в тисках (приспособлении), а также неправильное нанесение ударов.
Для обеспечения безопасности гибочных рабочих мест следует надёжно закреплять деталь в тисках или специальных приспособлениях, работать только исправным инструментом. При горячей гибке соблюдать меры пожарной безопасности.
Базовые методы правки металла — тенденции развития карьеры
Тенденции роста смежных профессий
Чак Роберт•
Обновлено 28 декабря 2018 г.Nordroden/iStock/GettyImages
90 006 При переработке металлолома и ремонте сломанных металлических деталей техники и изготовителям иногда нужно выпрямить металл. Различные механические силы могут вернуть металлу правильную форму. Чтобы облегчить процесс правки металла, производители часто применяют тепло. Однако слишком высокая температура может повредить металл.Тепловая правка
Изготовители правят металл различными способами, включая тепловую правку. Термическая правка включает применение контролируемого тепла к деформированной части стали в циклах нагрева и охлаждения до тех пор, пока металл постепенно не выпрямится. Термическая правка не симметрично выпрямляет металл и представляет собой постепенный процесс. Изготовитель не нагревает этот металл до точки, при которой металл претерпевает молекулярные изменения. Кроме того, напряжения, добавляемые к этому металлу, не превышают предела текучести металла в нагретом состоянии, что является точкой, в которой металл деформируется в нежелательную форму. Изготовители не нагревают металл в каком-либо другом месте, кроме того, которое подвергается формованию. Сварочные горелки являются распространенными источниками тепла для термической правки.
Термическая правка включает применение контролируемого тепла к деформированной части стали в циклах нагрева и охлаждения до тех пор, пока металл постепенно не выпрямится. Термическая правка не симметрично выпрямляет металл и представляет собой постепенный процесс. Изготовитель не нагревает этот металл до точки, при которой металл претерпевает молекулярные изменения. Кроме того, напряжения, добавляемые к этому металлу, не превышают предела текучести металла в нагретом состоянии, что является точкой, в которой металл деформируется в нежелательную форму. Изготовители не нагревают металл в каком-либо другом месте, кроме того, которое подвергается формованию. Сварочные горелки являются распространенными источниками тепла для термической правки.
Горячая механическая правка
Горячая механическая правка похожа на тепловую правку, но она выправляет металл выше предела текучести. Это позволит выпрямить металл очень быстро, но может привести к непредсказуемым результатам, включая трещины, изменения свойств материала, судороги, коробления и морщины.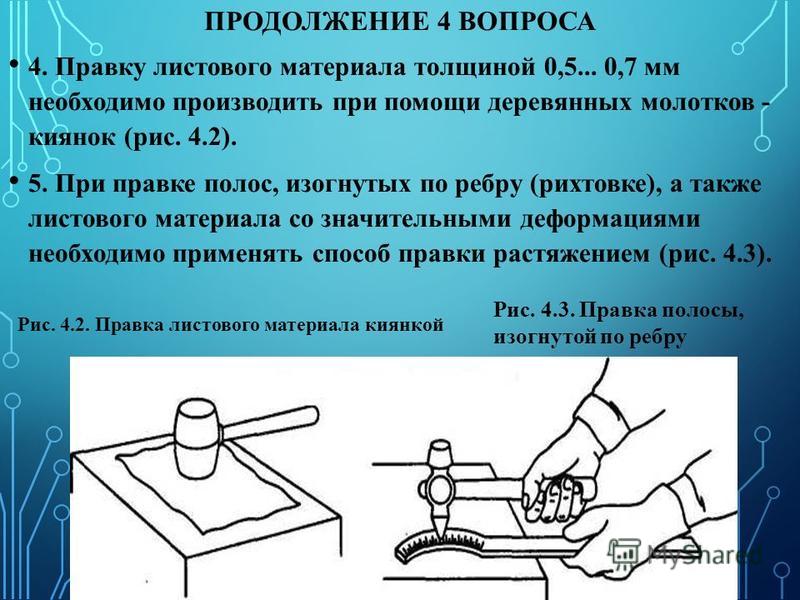 Металл может быть поврежден или деградирован.
Металл может быть поврежден или деградирован.
Горячая обработка
Горячая обработка похожа на горячую механическую правку, за исключением того, что производитель нагревает металл до такой степени, что в нем могут произойти молекулярные изменения. Металл будет светиться вишнево-красным. Этот способ правки металла еще более быстрый, но и более непредсказуемый. Это может вызвать переломы, изменения в молекулярной структуре, повышенную ломкость, судороги, пряжки и морщины.
Винтовые прессы
Производители используют ручные винтовые прессы и гидравлические прессы для правки гнутых профилей и удаления вмятин на металлических листах. Ручные винтовые прессы представляют собой устройства, которые загоняют плунжер в изогнутый металл за счет усилия, создаваемого винтом. Винтовой пресс имеет груз, прикрепленный к ручке, который помогает прессу сохранять импульс во время работы.
Крепежные устройства
Изготовители нагревают металл, чтобы он не испытывал такого большого напряжения, когда изготовитель применяет силу для выпрямления металла. Изготовители обычно используют слесарные молотки, молотки из легкого металла, молотки, ручные молотки и резиновые молотки для правки металла. Они помещают металл либо на наковальню, либо на выпрямляющую пластину. Другие инструменты, используемые для выпрямления металла, включают щипцы, тиски и зажимы, которые удерживают металл на месте, чтобы производитель мог перемещать часть металла, пока он не выпрямится.
Изготовители обычно используют слесарные молотки, молотки из легкого металла, молотки, ручные молотки и резиновые молотки для правки металла. Они помещают металл либо на наковальню, либо на выпрямляющую пластину. Другие инструменты, используемые для выпрямления металла, включают щипцы, тиски и зажимы, которые удерживают металл на месте, чтобы производитель мог перемещать часть металла, пока он не выпрямится.
Выпрямление труб
При выпрямлении труб производители иногда засыпают трубы мелкозернистым песком и заделывают концы труб. Затем изготовители нагревают трубу и выпрямляют ее. Мелкозернистый песок препятствует развитию больших деформаций участка трубы.
Справочные материалы- Министерство транспорта США: Основы теплового выпрямления
Чак Роберт специализируется на питании, маркетинге, некоммерческих организациях и путешествиях. Он пишет с 2007 года, работает автором-призраком и участвует в онлайн-публикациях. Роберт имеет степень магистра искусств с двойной специализацией в области литературы и композиции Университета Пердью.
Nordroden/iStock/GettyImages
Amazon.com: Ручной инструмент Kwix для выпрямления труб PrimoChill
4,5 4,5 из 5 звезд 109 оценок
| Цена: | 99,95 $ 99,95 $ |
- Этот товар будет отправлен продавец. Чтобы узнать больше о способах доставки этого продавца, перейдите по ссылке ниже и найдите вкладку «Доставка». Вы сможете отслеживать свой заказ Amazon в своих заказах. Если вам нужна дополнительная помощь в отслеживании посылки, посетите страницу Отслеживание посылки.
- Узнайте больше о политике доставки Tyler Direct
Право на возврат, возмещение или замену в течение 30 дней с момента получения
- Этот товар можно вернуть в исходном состоянии для полного возмещения или замены в течение 30 дней с момента получения.
 Вы можете получить частичное возмещение или не получить возмещение за использованные, поврежденные или существенно отличающиеся возвраты.
Вы можете получить частичное возмещение или не получить возмещение за использованные, поврежденные или существенно отличающиеся возвраты.
Служба поддержки клиентов
Все исправить легко и быстро.Наша служба поддержки клиентов, специализирующаяся на крупногабаритных товарах, отправленных с Amazon, готова помочь с вашим заказом. Свяжитесь с нами по телефону или в чате 7 дней в неделю.
Право на возврат, возмещение или замену в течение 30 дней с момента полученияЭтот товар можно вернуть в исходном состоянии для полного возмещения или замены в течение 30 дней с момента получения. Вы можете получить частичное возмещение или не получить возмещение за использованные, поврежденные или существенно отличающиеся возвраты.
Прочитать полную политику возврата
Размер: 1/4 дюйма
 ” data-defaultasin=”B01B1Y6VFG” data-dp-url=”/dp/B01B1Y6VFG/ref=twister_B08KWJP72C?_encoding=UTF8&psc=1″>
” data-defaultasin=”B01B1Y6VFG” data-dp-url=”/dp/B01B1Y6VFG/ref=twister_B08KWJP72C?_encoding=UTF8&psc=1″>
Покупайте товары от брендов малого бизнеса, продаваемых в магазине Amazon.