Предел текучести стали 45: Сталь 45: особенности применения и характеристика
alexxlab | 16.03.2023 | 0 | Разное
Шпоночная сталь 45*25 ГОСТ 8787-68 (Ст. 45). Сталь DIN 6880 45х25х1000 для шпонок.
Артикул: 108252223
- Характеристики
Основные размеры
- Ширина шпонки
- 45 мм
- Высота (толщина) шпонки
- 25 мм
- Длина шпонки
- 1000 мм
Общая информация
- Стандарт
- DIN 6880, ГОСТ 8787-68
- Форма шпонки
- шпоночная сталь
- Материал
- углеродистая сталь
- Покрыте
- без покрытия
Другие размеры:
- 2х2х1000
- 3х3х1000
- 4х4х400
- 4х4х1000
- 5х5х1000
- 7х7х500
- 7х7х1000
- 8х7х1000
- 8х8х1000
- 10х8х1000
- 10х10х1000
- 12х8х400
- 12х8х1000
- 12х10х1000
- 12х12х350
- 12х12х1000
- 14х9х350
- 14х9х1000
- 14х14х300
- 14х14х1000
- 16х10х1000
- 16х16х1000
- 18х11х1000
- 18х16х1000
- 18х18х1000
- 20х12х1000
- 20х18х1000
- 20х20х1000
- 22х14х1000
- 22х22х1000
- 24х14х1000
- 25х14х1000
- 30х30х1000
- 32х18х1000
- 40х22х1000
- 50х28х1000
- 56х32х1000
Нет в продаже
Cтруктура и свойства стали 45 после равноканального углового прессования при 400°с
Автор: Пинчук С. И., Рааб Г.И., Тишкевич Д.Г., Балакин В.Ф., Лысак В.В.
И., Рааб Г.И., Тишкевич Д.Г., Балакин В.Ф., Лысак В.В.
Категории: материаловедение
Исследовано влияние интенсивной пластической деформации методом равноканального углового прессования на трансформацию структуры и изменение свойств стали 45. После четырёх циклов равноканального углового прессования при температуре 400°С происходит значительное измельчение зеренной структуры и повышение прочностных характеристик стали. По-лучена количественная оценка изменения параметров кристаллического строения феррита и цементита. Изучено влияние формируемой при ИПД структуры на коррозионные свойства стали.
Ключевые слова: интенсивная пластическая деформация, равноканальное угловое прессование, структура, субзерно, свойства, скорость коррозии
ВведениеПри добыче и транспортировке нефти и газа трубы подвергаются совместному воздействию значительных механических нагрузок и агрессивных сред. Это зачастую приводит к механическим и коррозионным повреждениям труб и, как следствие, их преждевременному выходу из строя. Применение углеродистых сталей и традиционных технологий прокатки не обеспечивает достаточную надежность эксплуатации нефтегазовых труб даже при использовании мер их защиты от коррозии. Необходимое повышение эксплуатационных свойств нефтегазовых труб требует формирования более совершенной структуры, прочностных и коррозионных свойств за счет применения не только традиционных, но и новейших технологий прокатки.
Применение углеродистых сталей и традиционных технологий прокатки не обеспечивает достаточную надежность эксплуатации нефтегазовых труб даже при использовании мер их защиты от коррозии. Необходимое повышение эксплуатационных свойств нефтегазовых труб требует формирования более совершенной структуры, прочностных и коррозионных свойств за счет применения не только традиционных, но и новейших технологий прокатки.
Физические, механические, и коррозионные свойства сталей во многом зависят от степени измельчённости и однородности их структуры. Для формирования мелкозернистой структуры стали эффективным может быть применение интенсивной пластической деформации (ИПД) [1-5]. Применение ИПД обеспечивает перестройку дислокационной структуры металлов и позволяет получать металлические изделия с беспористой однородной нано – и субмикрокристаллической структурой материала, в которой преобладают большеугловые границы зерен, находящихся в неравновесном состоянии [6, 7]. Такая трансформация структуры обеспечивает существенное увеличение прочностных свойств металлов при удовлетворительной их пластичности.
Вместе с увеличением прочностных характеристик металлов возможно также повышение их коррозионных свойств [8, 9]. Однако имеющиеся сведения о влиянии ИПД на коррозионные свойства металлов носят неоднозначный характер. Так в работах [10, 11] не отмечали изменений коррозионных свойств никеля и меди при ИПД. В работе [12] наблюдали снижение коррозионной стойкости. Согласно данным [13], ИПД способствует повышению устойчивости металла к питтинговой коррозии, что проявляется в повышении значений питтингово потенциала и плотности коррозионного тока в электролитически проводящей среде. Механизм питтингообразования может быть связан с формированием локальных микрогальванических элементов между металлической матрицей (анод) и Si-содержащими примесями ( катод) на поверхности металла после ИПД. С увеличением числа циклов ИПД уменьшается размер частиц примесей и происходит более равномерное их распределение в металле, в результате чего площадь катода уменьшается, а устойчивость к питтинговой коррозии увеличивается. Повышенная устойчивость к питтинговой коррозии нано- и субмикрокристаллических материалов может быть объяснена также быстрым образованием относительно плотной пассивирующей пленки на поверхности кристаллических дефектов [14,15] . Пленка с большим количеством границ зерен, значительной долей неравновесных границ зерен и остаточными напряжениями может быть относительно стабильной в средах, содержащих Cl [16]. Вместе с тем более высокая плотность границ зерен в таких материалах может ускорять коррозию за счет обеспечения высокой плотности активных центров анодного растворения при воздействии агрессивной среды.
Повышенная устойчивость к питтинговой коррозии нано- и субмикрокристаллических материалов может быть объяснена также быстрым образованием относительно плотной пассивирующей пленки на поверхности кристаллических дефектов [14,15] . Пленка с большим количеством границ зерен, значительной долей неравновесных границ зерен и остаточными напряжениями может быть относительно стабильной в средах, содержащих Cl [16]. Вместе с тем более высокая плотность границ зерен в таких материалах может ускорять коррозию за счет обеспечения высокой плотности активных центров анодного растворения при воздействии агрессивной среды.
В данной статье приведены данные о влиянии ИПД на структуру, прочностные и коррозионные свойства углеродистой стали, применяемой для производства труб нефтегазового назначения.
Исследованы свойства стали промышленной марки 45 с феррито-перлитной структурой до и после ИПД методом равноканального углового прессования (РКУП). РКУП стальных образцов осуществляли при температуре 400°С продавливанием заготовки через пресс-форму с каналами, пересекающимися под углом 120°. ИПД предусматривало 4 цикла прессования с поворотом стального образца на 90 град. вокруг продольной оси после каждого цикла.
РКУП стальных образцов осуществляли при температуре 400°С продавливанием заготовки через пресс-форму с каналами, пересекающимися под углом 120°. ИПД предусматривало 4 цикла прессования с поворотом стального образца на 90 град. вокруг продольной оси после каждого цикла.
Микроструктурные исследования осуществляли с помощью световой микроскопии и пакета для анализа изображений структуры «Structure 2001». Исследования тонкой структуры стали проводили на электронном микроскопе JEM-2000SX-II с ускоряющим напряжением 200 кВ. Рентгеноструктурный анализ выполняли на дифрактомере Rigaku Ultima IV с использованием излучения CuKα.
Оценку коррозионных свойств стальных образцов до и после BGL проводили гравиметрическим методом по данным испытания в климатической камере Г-4 при температуре 40°С и влажности воздуха до 98%, а также потенциостатическим методом с использованием потенциостата ПИ-50-1. Для анализа состояния поверхности образцов после коррозионных испытаний использовали оптический микроскоп Neophot 2 и растровый электронный микроскоп РЭМ-106-И.
Как установлено исследованиями в исходном состоянии образцы стали 45 имеют феррито-перлитную структуру со средним размером ферритных зерен 40…60 мкм (рис.1, а). Плотность дислокаций в избыточном феррите и в ферритной составляющей перлита не превышает 5×108 см-2. Перлитная составляющая характеризуется пластинчатым строением с расстоянием между пластинами около 0,1 … 0,3 мкм
Исследование тонкой структуры стали показало, что в перлите присутствуют многочисленные разрывы в пластинах, которые выступают дефектами структуры цементитного каркаса колоний (рис. 1, б). Эти разрывы связаны с тем, что в процессе развития цементитной составляющей перлит претерпевает ряд морфологических преобразований от пластин к полосам или стержням [17]. На дифракционных картинах как ферритные, так и цементитные рефлексы имеют центросимметричную форму без азимутального размытия, что свидетельствует об отсутствии значительных скоплений дислокаций и дислокационных стенок (рис.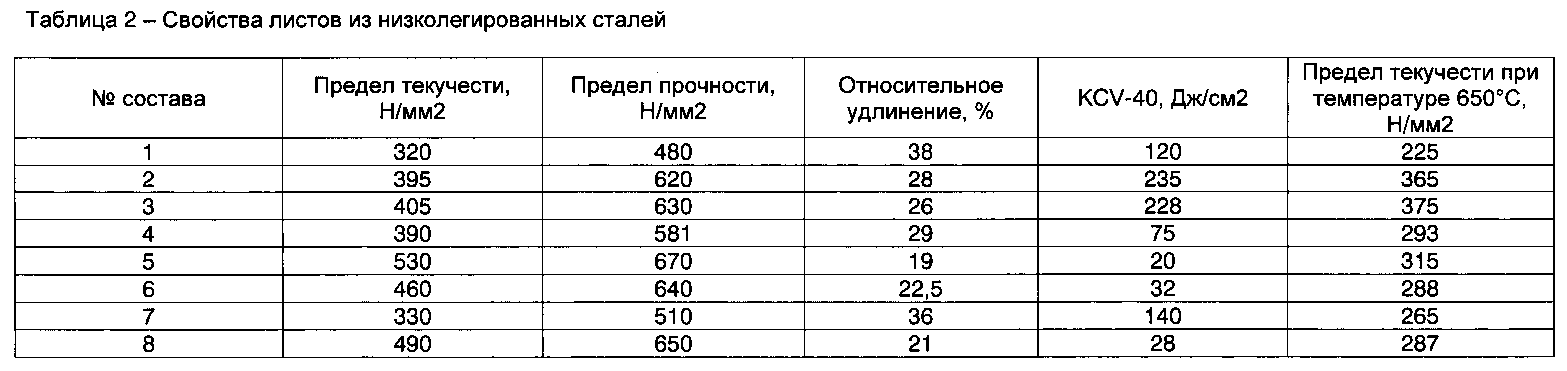
|
| |
| а | б | |
в | г | |
Рис.1. Микроструктура и кристаллография образцов стали 45 в исходном состоянии: а – феррито-перлитная структура; б – тонкая структура перлита; в – дифракционная картина от выбраной площадки Æ 3 мкм; г – схема расшифровки дифракционной картины с ориентацией (111)α || (011)θ в соответствии с ориентационным соответствием Питча между решетками феррита и цементита | ||
В структуре стали после равноканального углового прессования наблюдали выраженную ячеистую субструктуру со средним размером фрагментов 500…800 нм (рис.
На дифракционных картинах наблюдаются тяжи между рефлексами в направлениях [001]ц, что указывает на существование дефектов упаковки деформационного происхождения в пластинах θ-фазы (рис. 2, г).
| |
а | б |
в | г |
Рис. 2. Структура и кристаллография образца стали 45 после РКУП: а – микроструктура, ×1000; б – феррито-цементитная смесь, ×74 000; в – тонкая структура феррита, ×50 000; г – дифракционная картина с вытянутыми рефлексами в направлении [001]ц
2. Структура и кристаллография образца стали 45 после РКУП: а – микроструктура, ×1000; б – феррито-цементитная смесь, ×74 000; в – тонкая структура феррита, ×50 000; г – дифракционная картина с вытянутыми рефлексами в направлении [001]ц
Упругая деформация отдельных блоков и кристаллитов в процессе РКУП способствовала уменьшению микродеформаций решеток феррита и цементита (табл. 1). При этом параметр решетки феррита не изменился.
Таблица 1 – Параметры решеток феррита и цементита до и после РКУП
Структурное состояние | Параметры | ||||
а, нм | b, нм | c, нм | Объём | Микродеформация Δa/a×10-3 | |
Феррит | |||||
Исходное | 0,2868 | – | – | 0,02359 | 3,6 |
После | 0,2868 | – | – | 0,02359 | 3,0 |
Цементит | |||||
Исходное | 0,4900 | 0,6670 | 0,4454 | 0,1450 | 2,3 |
После | 0,5040 | 0,6130 | 0,4770 | 0,1470 | 2,1 |
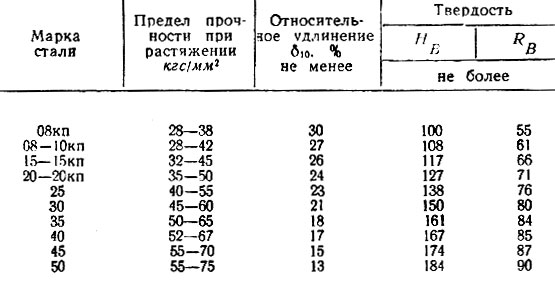
Трансформация структуры стали в результате дислокационной перестройки при равноканальном угловом прессовании приводит к росту ее прочностных свойств. Временное сопротивление увеличивается с 600 до 875 МПа, а предел текучести – с 330 до 605 Мпа, твердость – с 171 до 250 HV.
Временное сопротивление увеличивается с 600 до 875 МПа, а предел текучести – с 330 до 605 Мпа, твердость – с 171 до 250 HV.
Исследование коррозионных свойств образцов стали до и после их РКУП показало, что в условиях влажной атмосферы коррозионные очаги образуются в пределах капли жидкости, которая конденсируется на поверхности металла. Они развиваются по мере появления окислов железа на периферии каплевидных участков электролита. С течением времени очаги увеличиваются в размерах; некоторые из них соприкасаются друг с другом, образуя более сложные и бóльшие по размеру комплексы. Наиболее активно процесс коррозионного разрушения происходит на границах ферритных зерен. В первую очередь коррозионному разрушению подвергаются перлитные колонии. Об этом свидетельствуют значительные скопления оксидного материала в тех местах, где располагаются перлитные колонии. Происходит это потому, что эти колонии обладают избыточной энергией из-за большого количества межфазных границ феррит – цементит в единице объема эвтектоидных колоний.
На поверхности образцов стали 45 как до, так и после их равноканального углового прессования, наблюдаются обширные участки коррозионных поражений (рис. 3).
а | б |
Рис. 3. Поверхность образцов стали 45 в исходном состоянии (а) и деформированных РКУП (б) после удаления продуктов коррозии | |
Как видно на рис. 4 на поверхности образцов присутствует значительное количество коррозионных пятен и локальных коррозионных поражений – язв и питтингов.
а | б |
в | г |
Рис. | |
 4. Картины различных участков поверхности образцов стали 45 после ускоренных атмосферных испытаний в исходном состоянии (а, б) и деформированных РКУП (в,г)
4. Картины различных участков поверхности образцов стали 45 после ускоренных атмосферных испытаний в исходном состоянии (а, б) и деформированных РКУП (в,г)Согласно приведенным на рис. 5 значениям отрицательного массового показателя средняя скорость коррозии образцов стали до деформации и после нее практически одинаковая (рис. 5, а). Однако, согласно динамике изменения положительного показателя скорости коррозии (рис. 5, б), который характеризует прирост массы образцов в результате коррозионных процессов в течение испытаний, видно, что после РКУП скоростью коррозии образцов в течение первых 40-50 часов испытаний меньше по сравнению с исходными образцами.
а | б |
Рис. | |
 5. Средние значения отрицательного (а) и положительного (б) показателей скорости коррозии образцов стали в исходном ( ) и деформированном ( ) состояниях
5. Средние значения отрицательного (а) и положительного (б) показателей скорости коррозии образцов стали в исходном ( ) и деформированном ( ) состоянияхСогласно результатам электрохимических испытаний, скорость растворения образцов стали 45 после деформации в широком диапазоне потенциалов меньше по сравнению со скоростью растворения образцов в исходном состоянии (рис. 6). Стандартный электродный потенциал деформированных образцов стали 45 смещается в положительном направлении, что свидетельствует о большей устойчивости к электрохимической коррозии.
Рис. 6. Анодные поляризационные кривые, характеризующие коррозию образцов стали 45 до (а) и после (б) равноканального углового прессования
Соответствующие коррозионные повреждения наблюдали на поверхности образцов. При этом количество и размеры этих повреждений свидетельствуют о более активном растворении поверхности образцов стали 45 в исходном состоянии (рис. 7).
7).
а | б |
Рис. 7. Поверхность стальных образцов в исходном (а) и деформированном (б) состояниях после электрохимических испытаний | |
Измерение глубины проникновения коррозионных повреждений при 3-х часовых испытаниях в атмосферных условиях показало, что глубина проникновения коррозионных повреждений внутрь деформированных образцов меньше, чем внутрь образцов в исходном состоянии. Это вполне согласуется с выше приведенными данными коррозионных исследований гравиметрическим и электрохимическим методами.
Выводы- После равноканального углового прессования стали 45 происходит трансформация и перестройка её дислокационной структуры, образование выраженной ячеистой субструктуры со средним размером ячеек субмикрокристаллического диапазона.

- Повышение плотности дислокаций и образование развитой субзёренной структуры при равноканальном угловом прессовании обуславливает повышение прочностных характеристик стали 45. Увеличиваются временное сопротивление с 600 до 875 МПа, предел текучести с 330 до 605 МПа, твёрдость с 171 до 250 HV.
- Исследование коррозионных свойств образцов стали после РКУП показало, что в условиях влажной атмосферы средняя скорость коррозии остается на уровне исходных образцов. При этом в течение первых 40-50 часов испытаний скорость коррозии образцов после ИПД меньше по сравнению с исходными образцами.
- Согласно результатам электрохимических испытаний, скорость растворения образцов стали 45 после деформации в широком диапазоне потенциалов меньше по сравнению со скоростью растворения образцов в исходном состоянии. Стандартный электродный потенциал деформированных образцов стали 45 смещается в положительном направлении, что свидетельствует о большей устойчивости к электрохимической коррозии.


1. Валиев Р.З. Получение уникальных механических свойств углеродистой стали 45 за счет интенсивной пластической деформации / Р.З. Валиев, Н.Г. Зарипов, М.В. Караваева, С.К. Нуриева // Научные ведомости Белгородского государственного университета. Серия: Математика. Физика, 2011. – Том 23. – № 11. – С. 129-133.
2. Астафурова Е.Г. Особенности микроструктуры и механическое поведение стали 06МБФ после равноканального углового прессования / Е.Г. Астафурова, Г.Г. Захарова, Е.В. Найденкин, Г.И. Рааб, П.Д. Одесский, С.В. Добаткин // Письма о материалах, 2011. – Том 1. – С. 198-202.
3. Астафурова Е.Г. Влияние равноканального углового прессования на структуру и механические свойства низкоуглеродистой стали 10Г2ФТ / Е.Г. Астафурова, Г.Г. Захарова, Е.В. Найденкин, С.В. Добаткин, Г.И. Рааб // Физика металлов и металловедение. – 2010. – Т. 110. – № 3. – С. 275-284.
4. Шагалина С.В. Получение субмикрокристаллической структуры в сталях ст. 10 и 08Р при равноканальном угловом прессовании / С.В. Шагалина, Е.Г. Королева, Г.И. Рааб, М.В. Бобылев, С.В. Добаткин // Металлы. – 2008. – № 3. – С. 44-51.
10 и 08Р при равноканальном угловом прессовании / С.В. Шагалина, Е.Г. Королева, Г.И. Рааб, М.В. Бобылев, С.В. Добаткин // Металлы. – 2008. – № 3. – С. 44-51.
5. Яковлева С.П. Комплексное исследование механических свойств низколегированной стали с ультрамелкозернистой (200-600 нм) структурой / С.П. Яковлева, С.Н. Махарова, М.З. Борисова // Заводская лаборатория. Диагностика материалов. – 2008. – Т.74. – № 1. – С.50-53.
6. Валиев Р. З. Наноструктурные материалы, полученные интенсивной пластической деформацией/ Р. З. Валиев, И. В. Александров – М.: Логос, 2000. – 272 с.
7. Чувильдеев В.Н. Неравновесные границы зерен в металлах. Теория и приложения / В.Н. Чувильдеев. – М.: Физматлит, 2004. – 304 с.
8. Чувильдеев В.Н. Эффект одновременного повышения прочности и коррозионной стойкости микрокристаллических титановых сплавов / В.Н. Чувильдеев, В.И. Копылов, А.М. Бахметьев, Н.Г. Сандлер, А.В. Нохрин и др. // Доклады Академии наук. – 2012. – Т. 442. – № 3. – С. 329.
9. Хайдаров Р.Р. Коррозионная стойкость алюминиевых сплавов марок 1421, 5083 с ультрамелкозернистой структурой, подвергнутых электрохимической обработке, в сравнении с их крупнозернистыми аналогами / Р.Р. Хайдаров // Башкирский химический журнал. – 2010. – Т. 17. – № 4. – С. 140-142.
10. Rofagha R. The corrosion behavior of nanocrystalline nickel / R. Rofagha, R. Langer, A. M. El-Sherik, U. Erb, G. Palumbo, K. T. Aust // Scripta Metallurgica. – 1991. – Vol. 25. – C. 2867-2872.
11. Vinogradov A. On the corrosion behavior of ultra-fine grain copper / A. Vinogradov, T. Mimaki, S. Hashimoto, R. Valiev // Scripta Materialia. – 1999. – Vol. 41. – C. 319-326.
12. Rofaga R. The effects of grain size and phosphorus on the corrosion of nanocrystalline Ni-P alloys / R. Rofaga, U. Erb, D. Ostander, G. Palumbo, K. T. Aust // Nanostructured Materials – 1993. – Vol. 2. – C. 1-10.
13. Chung M. Effect of the number of ECAP pass time on the electrochemical properties of 1050 Al alloys / M. Chung, Y. Choi, J. Kim, Y. Kim, J. Lee // Materials Science and Engineering A. – 2004. – V. 366. – P. 282-291.
Chung, Y. Choi, J. Kim, Y. Kim, J. Lee // Materials Science and Engineering A. – 2004. – V. 366. – P. 282-291.
14. Balyanov A. Corrosion resistance of ultra fine-grained Ti / A. Balyanov, J. Kutnyakova, N.A. Amirkhanova, V.V. Stolyarov, R.Z. Valiev, X.Z. Liao, Y.H. Zhao, Y.B. Jiang, H.F. Xu, T.C. Lowe, Y.T. Zhu // Scripta Materialia. – 2004. – V. 51. – P. 225-229.
15. Song D. Corrosion behavior of ultra-fine grained industrial pure Al fabricated by ECAP / D. Song, A. Ma, J. Jiang, P. Lin, D. Yang // Transactions of Nonferrous Metals Society of China. – 2009. – V. 19. – P. 1065-1070.
16. Qin L. Effect of grain size on corrosion behavior of electrodeposited bulk nanocrystalline Ni / L. Qin, J. Lian, Q. Jiang // Transactions of Nonferrous Metals Society of China. – 2010. – V. 20. – P. 82-89.
17. Cyхомлин Г.Д. Кристаллогеометрические особенности перлита доэвтектоидной стали. // ФММ. – 1976. – Т.42, вып.5. – C. 965-970. 18. Исайчев И. В. Ориентация цементита в отпущенной углеродистой стали. // Журнал технической физики. – 1947, – т. 17. – C. 835-838.
// Журнал технической физики. – 1947, – т. 17. – C. 835-838.
19. Багаряцкий С.А. Вероятный механизм распада мартенсита. // Докл. АН СССР. – 1950, – Т.73. №6. – С. 1161-1164.
20. Pitsch W. Der Orientirungszusammenhang zwischen Zementit und Ferrit im Pearlit. // Acta Met. – 1962, – Vol. 10. – Р. 79-80 (errata, “Acta Met.”, – 1962, – Vol. 10, – P. 906).
следующая статья >>
Steel Grades And Qualities – RFL Steels
| BS EN 10025-2 | 2004 | S | 355 | J2 |
| S | = | Structural Steel |
| 235 | = | Мин. Предел текучести, МПа | |
| 275 | = | Мин. Предел текучести, МПа | (мягкая сталь) |
| 355 | = | Мин. Предел текучести, МПа |
| Мягкая сталь Мягкая сталь является наиболее распространенной формой стали, поскольку ее цена относительно низка, в то время как она обеспечивает свойства материала, приемлемые для многих применений. |
 Эта сталь обычно содержит менее 0,25% углерода и незначительное количество легирующих элементов. Этот материал обладает хорошими свойствами свариваемости и используется в большинстве общеизвестных и конструкционных сталей.
Эта сталь обычно содержит менее 0,25% углерода и незначительное количество легирующих элементов. Этот материал обладает хорошими свойствами свариваемости и используется в большинстве общеизвестных и конструкционных сталей.| Сталь с высоким пределом текучести Сталь с высоким пределом текучести представляет собой еще одну низкоуглеродистую сталь, также обычно содержащую менее 0,25% углерода, но прочность стали повышается за счет добавления марганца и/или ванадия. Этот тип стали также можно улучшить за счет небольших добавок молибдена, ниобия и титана. Этот материал также демонстрирует хорошие свойства свариваемости и используется в более сложных конструкционных приложениях. |
| Structural Steel |
| S235JR |
| S235JO |
| S235J2 |
| S275JR |
| S275JO |
| S275J2 |
| S355JR |
| S355JO |
| S355J2 |
| S355K2 |
Сравнительная таблица марок стали
| Current Standard | Previous Standards | American | Canadian | Japanese | ||||||||||||||
| EN 10025-2 2004 | DIN 17100 | BS 4360 | ASTM | CSA G 40-21 | JIS G 3101 JIS G 3106 | |||||||||||||
| S235JR | RST37-2 | 40B | ||||||||||||||||
| S235J1099919147-37-37-37-37-37-37-37-37-37-37-37-37-37-37-37-37-37-37-37-37-37-37-37-37-37-37-37-37-37-37-37-37-37-37-37-37-37-370147 | ||||||||||||||||||
| S235J2 | ||||||||||||||||||
| A36 | 260W | SS400 | ||||||||||||||||
| SM400 | ||||||||||||||||||
| A/B/C | ||||||||||||||||||
| S275JR | St44-2 | 43B | SS400 | 7J540006 | ST44-3U | 43C | ||||||||||||
| S275J2 | ||||||||||||||||||
| S355JR | 50B | A572 | 350W | SS490 | ||||||||||||||
| GR50 | ||||||||||||||||||
| A992 | ||||||||||||||||||
| GR509 9009 9009 | GR509 9009 979 | GR509 | 7GR509 9009 9009 | GR509 | . | |||||||||||||
| S355JO | St52-3U | 50C | ||||||||||||||||
| S355J2 | ||||||||||||||||||
| S355K2 |
 0147
0147Engineering Bar Grades – Chemical And Механические свойства
| Химический анализ | Мин. % / Макс. % | Механические свойства | Минимальные значения | ||||||||
| S355J2/ EN10025-2 | |||||||||||
| Chemical Analysis | Yield N/mm 2 | UTS Н/мм 2 | Элонгация % | ||||||||
| Углерод | 0,20 MAX | 355 | 470–630 9000 920 | 355 | 470–630 9000 9000 | 355 | 9000 470–630 9000 0,20355 | 4706 | 0,20 | 9000 355 9000 4706. 0006 0006 | 18 |
| Silicon | 0.55 max | ||||||||||
| Manganese | 1.60 max | ||||||||||
| Phosphorous | 0.025 max | ||||||||||
| Sulfur | Макс. Растяжение, сжатие, удары, истирание и вибрация являются обычными нагрузками, воздействующими на компоненты тяжелой промышленности во время работы. Эти воздействия могут привести к существенной деформации, смещению конструкции и механическому отказу, если материалы не подготовлены к тому, чтобы выдерживать уникальные значения напряжений в конкретных приложениях и рабочих условиях. |
| Значение предела текучести Способность материалов выдерживать конструкционные нагрузки до точки разрушения измеряется как предел текучести. Некоторые материалы демонстрируют пластическую деформацию под напряжением, что относится к мгновенной упругости, вызванной деформацией.  На пределе этой эластичности происходит непоправимая деформация или разрушение, что приводит к необратимой деформации или механическому разрушению. Эта концепция измеряется в фунтах-силах на квадратный дюйм (psi) или мегапаскалях (МПа). Высокопрочная сталь разработана для обеспечения повышенной устойчивости к целому ряду конструкционных нагрузок, чтобы выдерживать тяжелые воздействия, характерные для некоторых из самых требовательных приложений на земле. Конструкционная сталь, большегрузные транспортеры, строительное и инженерное оборудование, а также морские сооружения широко используют сталь с высоким пределом текучести, чтобы гарантировать максимальную долговечность компонентов или объектов перед лицом исключительных нагрузок. На пределе этой эластичности происходит непоправимая деформация или разрушение, что приводит к необратимой деформации или механическому разрушению. Эта концепция измеряется в фунтах-силах на квадратный дюйм (psi) или мегапаскалях (МПа). Высокопрочная сталь разработана для обеспечения повышенной устойчивости к целому ряду конструкционных нагрузок, чтобы выдерживать тяжелые воздействия, характерные для некоторых из самых требовательных приложений на земле. Конструкционная сталь, большегрузные транспортеры, строительное и инженерное оборудование, а также морские сооружения широко используют сталь с высоким пределом текучести, чтобы гарантировать максимальную долговечность компонентов или объектов перед лицом исключительных нагрузок. |
| Прочность стали с высоким пределом текучести Сталь с высоким пределом текучести разработана для обеспечения несравненных показателей прочности после термической обработки и механического профилирования. Частично это связано с содержанием легирующих элементов в стали, которое обычно включает низкое или высокое содержание титана (Ti) и среднее или сверхвысокое содержание молибдена (Mo). |
 Стальные сплавы обычно демонстрируют снижение механических свойств после закалки и отпуска, но сталь с высоким пределом текучести регулярно подходит для термической обработки и гибки без существенного снижения характеристик текучести материала.
Стальные сплавы обычно демонстрируют снижение механических свойств после закалки и отпуска, но сталь с высоким пределом текучести регулярно подходит для термической обработки и гибки без существенного снижения характеристик текучести материала.Знак CE для металлопродукции гарантирует покупателю, что производитель или импортер подтверждает, что поставляемые товары соответствуют европейским стандартам охраны здоровья, безопасности и защиты окружающей среды. Мы гордимся тем, что всегда поддерживаем самые высокие стандарты.
Сравнение стали 1018 и 1045
Углеродистая сталь является одним из наиболее широко используемых материалов в мире, и марки стали 1018 и 1045 являются серьезной причиной для этого. Один из самых частых вопросов, возникающих при рассмотрении вопроса о покупке холоднокатаного проката, – это разница между 1018 х/к прокатом и 1045 х/к прокатом. Очевидно, будут некоторые различия между химическим составом и механическими свойствами обоих, но какие материалы идеальны для определенных применений?
Очевидно, будут некоторые различия между химическим составом и механическими свойствами обоих, но какие материалы идеальны для определенных применений?
Химические свойства
Поскольку это две разные марки стали, в производственном процессе существуют некоторые важные различия, которые влияют на основные различия в химических свойствах стали марок 1018 и 1045. Чтобы лучше проиллюстрировать химические различия, полезно сослаться на таблицу.
| 1018 | 1045 | |
| Железо, Fe | 98.81-99,26% | 98,51-98,98% |
| Углерод, C | 0,18% | 0,45% |
| Марганец, Mn | 0,60-0,90% | 0,60-0,90% |
| Фосфор, P (макс.) | 0,04% | 0,04% |
Сера, S (макс. ) ) | 0,05% | 0,05% |
Как вы могли заметить, марку стали определяет содержание углерода. Содержание углерода в стали 1018 составляет 0,18%, а содержание углерода в стали 1045 – 0,45%. «1» означает, что обе стали являются углеродистыми, а «0» означает, что сплав не подвергался модификациям. Углеродистая сталь, такая как 1330, например, имеет гораздо более высокую концентрацию марганца. Содержание углерода — это то, что действительно разделяет химический состав стали 1018 и 1045, при этом сталь 1045 имеет более высокий углеродный состав.
Механические свойства
То, является ли сталь холоднотянутой или горячекатаной, играет огромную роль в механических свойствах стали. Большая часть производимой стали 1018 и 1045 находится в холоднотянутом состоянии и бывает самых разных форм и размеров. Вот сравнительная таблица механических свойств холоднотянутой стали 1018 и 1045:
| 1018 | 1045 | |
| Прочность на растяжение | 64 000 фунтов на кв. дюйм дюйм | 91 000 фунтов на кв. дюйм |
| Предел текучести | 54 000 фунтов на кв. дюйм | 77 000 фунтов на кв. дюйм |
| Удлинение в 2″ | 15% | 12% |
| Уменьшение площади | 40% | 35% |
| Твердость по Бринеллю | 126 | 179 |
Применение в реальной жизни
Благодаря более высокому содержанию углерода и более высокой прочности на растяжение сталь 1045 является более прочной, чем сталь 1018. Однако из-за более высокого содержания углерода ее не так легко сваривать. Поэтому 1018 используется в основном для применений, которые могут включать сварку или требуют большего количества, где предел прочности на растяжение и предел текучести не имеют первостепенного значения. 1045 часто выбирают для продуктов, требующих большей прочности, чем может обеспечить 1018, таких как детали трансмиссии.