Преобразователи сварочные: Сварочные преобразователи | Сварка и сварщик
alexxlab | 17.05.2023 | 0 | Разное
Сварочные преобразователи. и сварочные агрегаты — Инструмент, проверенный временем
Сварочные преобразователи и сварочные агрегаты служат источниками питания для сварки постоянным током.
Сварочный преобразователь состоит из генератора постоянного тока и приводного элекродвигателя, сварочный агрегат — из генератора и приводного двигателя внут — реннего сгорания. Таким образом, сварочные преобразо — ватели и агрегаты различаются, в первую очередь, тем, что они имеют различные типы привода для генератора постоянного тока.
Сварочные преобразователи, как правило, оснащаются асинхронными трехфазными двигателями в однокорпусном исполнении. Сварочные преобразователи либо монтируются стационарно, либо имеют колеса для перемещения по цеху.
Сварочные агрегаты предназначены для работы в полевых условиях, а также в некоторых других случаях (например, при сильном холебакии напряжения в электрической сети). Генератор и двигатель внутреннего сгорання
Рис. |
 105. Конструктивное оформление преобразователя ПСГ-500
105. Конструктивное оформление преобразователя ПСГ-500Технические данные сварочных агрегатов с двигателями внутреннего сгорания
Таблица 66
|
Окончание табл.
|
 66
66(бензиновый иля дизельный) устанавливаются на общей раме без колес, на колесах или на катках.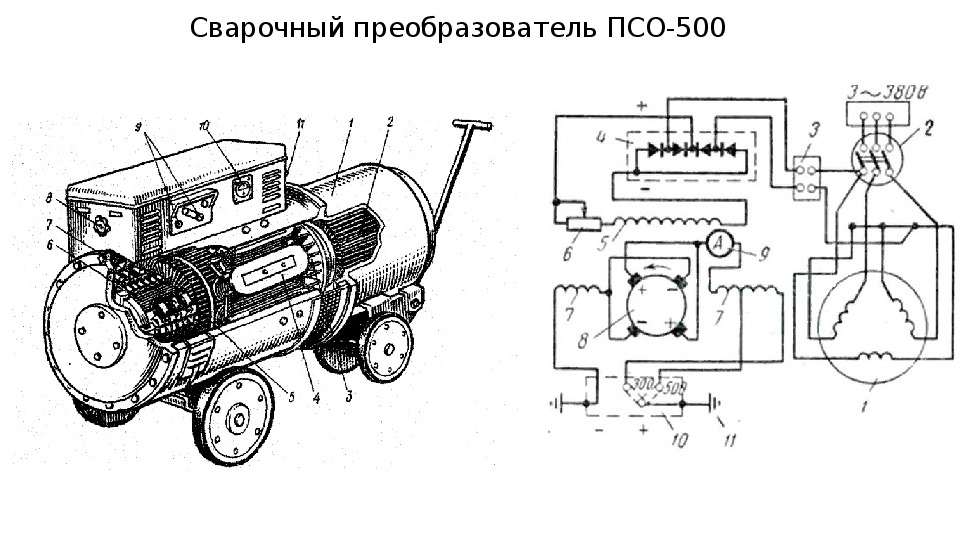 Иногда агрегаты монтируются в кузове автомашины или на тракторе.
Иногда агрегаты монтируются в кузове автомашины или на тракторе.
Выпускаются различные сварочные агрегаты, например, агрегат СДУ-2, смонтированный на базе трактора Т-1С0М, или агрегат IXAC-400-VIII, имеющий генератор СГП-3-VI и двигатель ЗИЛ-164, смонтированные ва общей раме, агрегат АСБ-300-7, с генератором ГСО-3-5 и бензиновым двигателем ГАЗ-32(У и т. д.
На рис. 105 и 106 приведены конструктивные исполнения сварочного преобразователя ПСт-500 и сварочного агрегата АСБ-300. Технические характеристики сварочных агрегатов приведены в табл. 66.
Сварочные генераторы бывают однопостовыми и многопостовыми, для одновременного питания нескольких сварочных постов. Большая часть генераторов имеет падающую внешнюю характеристику, но выпускаются и генераторы с жесткой характеристикой, а также универсальные генераторы, при переключении обмоток шги регулирующих устройств которых можно получать различные типы характеристик (падающие, жесткие или полого падающие).
Updated: 25. 03.2016 — 06:16
03.2016 — 06:16
← Previous Post
Next Post →
Инструмент, проверенный временем Frontier Theme
|
Сварочные преобразователи постоянного тока и сварочные агрегаты Категория: Наплавка Сварочные преобразователи постоянного тока и сварочные агрегаты Классификация сварочных преобразователей и агрегатов. Для сварки постоянным током источниками питания служат сварочные преобразователи и сварочные агрегаты. Сварочный преобра зователь состоит из генератора постоянного тока и приводногс) электродвигателя, сварочный агрегат — из генератора и двигателя внутреннего сгорания. Сварочные агрегаты употребляются для работы в полевых условиях и в тех случаях, когда в питающей электрической сети сильно колеблется напряжение. Для работы в разных условиях выпускаются агрегаты АСБ-300-7 — бензиновый двигатель ГАЭ-320, смонтированный d генератором ГСО-ЗОО-5 на раме без колес; АСД-3-1 —дизельный двигатель и генератор СГП-3-VIII — в том же исполнении; АСДП-500 — как и предыдущий агрегат, но установленный на двухосном прицепе; СДУ-2 — агрегат, смонтированный на базе трактора Т-100М; ПАС-400-VIII —двигатель типа ЗИЛ-164 и генератор СТП-3-VI, смонтированные на жесткой раме, снабженной роликами для перемещения по ровному полу. Выпускаются и другие агрегаты, отличающиеся конструктивным исполнением. Сварочные генераторы бывают одиопостовыми и многопостовыми, рассчитанными для одновременного питания нескольких сварочных постов. Однопостовые сварочные генераторы изготовляются с падающей или жесткой внешними характеристиками. Большая часть генераторов, комплектующих сварочные агрегаты и преобразователи (типа ПС и ПСО), имеют падающую внешнюю характеристику. Сварочные преобразователи ПШ-500, ПСО-ЗООА, ПСО-120, ПСО-800, ПС-1000, АСО-2000, ПСМ-1000-4 и другие снабжаются в основном асинхронными трехфазными короткозамкну-тыми двигателями в однокорпусном исполнении. Они имеют колеса для перемещения по цеху или устанавливаются неподвижно на плите. Устройство и работа сварочных генераторов. Промышленностью выпускаются сварочные генераторы трех типов: с независимой и параллельной обмотками возбуждения, размагничивающей последовательной обмоткой и с расщепленными полюсами. Генераторы с независимой обмоткой возбуждения и размагничивающей последовательной обмоткой применяются главным образом в сварочных преобразователях ПСО-120, ПСО-ЗООА, ПСО-500, ПСО-800, ПС-1000, АСО-2000, отличающихся мощностью и конструктивным оформлением. На схеме генератора показаны две обмотки возбуждения: независимая Н и последовательная С, которые расположены на разных полюсах. Магнитный поток последовательной обмотки направлен навстречу магнитному потоку, создаваемому независимой обмоткой возбуждения. В результате действия этих потоков появляется результирующий поток. При холостом ходе последовательная обмотка не работает. Напряжение холостого хода генератора определяется током в обмотке возбуждения. Это напряжение можно регулировать реостатом РТ, изменяя величину тока в цепи намагничивающе обмотки. При нагрузке в последовательной обмотке появляется сваро ный ток, создающий магнитный поток противоположного направл ння. С увеличением сварочного тока противодействующий маг нитный поток увеличивается, а рабочее напряжение уменьшается Таким образом образуется падающая внешняя характеристик генератора (рис. 119,6). Рис. Изменяют внешние характеристики регулированием тока в обмотке независимого возбуждения и переключением числа витков размагничивающей обмотки. При коротком замыкании сила тока возрастает настолько, что размагничивающий поток резко увеличивается. Результирующий поток, а следовательно, и напряжение на клеммах генератора практически падают до нуля. Сварочный ток регулируется двумя способами: переключением числа витков размагничивающей обмотки (два диапазона) и реостатом в цепи независимой обмотки (плавное регулирование). При подключении сварочного провода на левую клемму (рис. 1, а) устанавливаются малые токи, на правую — большие. Генераторы с параллельной намагничивающей и последовательной размагничивающей обмотками возбуждения относятся к системе генераторов с самовозбуждением (рис. 2). Поэтому иХ полюса изготовляются из ферромагнитной стали, имеющей остаточный магнетизм. Как видно из схемы (рис. 2,а), генератор имеет на основных полюсах две обмотки: намагничивающую Н и последовательно’ включенную размагничивающую С. Ток намагничивающей обмотки создается якорем самого генератора, для чего служит третья щетка С, расположенная на коллекторе посредине между основными щетками а и б. Рис. 2. Генератор с самовозбуждением и размагничивающей последовательной обмоткой: а — принципиальная электрическая схема, б — внешние характеристики Встречное включение обмоток создает падающую внешнюю характеристику генератора. Сварочный ток плавно регулируется реостатом РТ, включенным в цепь обмотки самовозбуждения. Для ступенчатого регулирования тока размагничивающая обмотка секционирована Так же, как и в генераторе типа ПСО. По такой схеме работают генераторы сварочных преобразователей ПС-300, ПСО-ЗООМ, ПС-300-1, ПСО-ЗОО, ПС-500, САМ-400. Генератор с расщепленными полюсами не имеет последовательной обмотки. В этом генераторе расположение полюсов отличается от обычных электрических генераторов постоянного тока. Главные полюса имеют вырезы, уменьшающие их поперечное сечение для полного насыщения магнитным потоком уже при холостом ходе. Поперечные полюса имеют большое сечение и работают на всех режимах при неполном насыщении. На главных полюсах размещены только главные обмотки возбуждения, а на поперечных — только поперечные. В цепи поперечных обмоток возбуждения установлен регулировочный реостат РТ. Обе обмотки включены между собой параллельно и получают питание от щеток, т. е. генератор работает с самовозбуждением. Генератор имеет две главные щетки а и б и дополнительную щетку с. Рис. 3. Генератор с расщепленными полюсами: а, б — принципиальные магнитная и электрическая схемы; Ф г , Фп —магнитные потоки якоря, Фр — главный магнитный поток, Фп — поперечный магнитный поток, ГН — нейтраль, П — обмотка поперечных полюсов, Гд —обмотка главных полюсов, РТ — реостат При нагрузке в обмотке якоря появляется ток, который создает магнитный поток якоря, подмагничивающий главные полюса и размагничивающий поперечные. Плавное регулирование сварочного тока осуществляется реостатом в цепи поперечной обмотки возбуждения. По схеме с расщепленными полюсами работают генераторы преобразователей ПС-300М, СУГ-2ру и др. Конструкции однопостовых сварочных преобразователей. Преобразователи ПС-300-1 и ПСО-ЗОО служат для питания одного поста для сварки, наплавки и резки. Преобразователи рассчитаны на рабочий ток от 65 до 340 А. Сварочный генератор преобразователя относится к типу генератора с параллельной намагничивающей и последовательной размагничивающей обмотками возбуждения. Генератор имеет крутопадающие внешние характеристики (рис. 120,6) и два диапазона сварочных токов: 65—200 А и при подключении сварочного кабеля к левому зажиму () с полным числом витков последовательной размагничивающей обмотки; 160—340 А — при подключении к правому зажиму () с частью витков последовательной обмотки. В цепь намагничивающей обмотки возбуждения включен реостат типа РУ-Зб сопротивлением 2,98 Ом на токи 4,5—12 А, предназначенный для регулирования сварочного тока. Преобразователь ПСГ-300-1 предназначен для питания поста полуавтоматической сварки в защитном газе. Генератор преобразователя имеет жесткую внешнюю характеристику, которая создается подмагничивающим действием последовательной обмотки возбуждения. Независимая обмотка возбуждения питается от селенового выпрямителя, подключенного к сети переменного тока через феррорезонансный стабилизатор. В цепь обмотки независимого возбуждения включен реостат, позволяющий плавно регулировать напряжение на зажимах генератора от 16 до 40 В. Рис. 4. Сварочный универсальный преобразователь типа ПСУ: а — электрическая схема, б — внешние характеристики ГСУ-300; В — выпрямитель, НО — независимая обмотка возбуждения, ПП — переключатель последовательной обмотки, Д — дроссель, Г — сварочный генератор, Я — реостат для регулирования напряжения и тока Универсальные сварочные преобразователи ПСУ-300, ПСУ-500 имеют как падающие, так и жесткие внешние характеристики. Преобразователи этого типа состоят из однопостового сварочного генератора постоянного тока и приводного трехфазного асинхронного двигателя с короткозамкнутым ротором, находящихся в одном корпусе. Сварочный генератор типа ГСУ изготовляется с четырьмя основными и двумя дополнительными полюсами (рис. 122). На двух основных полюсах уложены. витки основной намагничивающей обмотки возбуждения, которая получает питание от сети через стабилизирующий трансформатор и селеновый выпрямитель. Для получения крутопадающих внешних характеристик включается независимая обмотка возбуждения, последовательная размагничивающая и часть витков обмотки дополнительных полюсов. При переходе на жесткие внешние характеристики последовательная размагничивающая обмотка частично отключается, но включается увеличенное количество витков обмотки дополнительных полюсов. Изменение вида характеристики осуществляется переключением пакетного переключателя, установленного на распределительном устройстве, и присоединением сварочных проводов к двум соответствующим зажимам на клеммовой доске. Реклама:Читать далее:Многопостовые сварочные преобразователи
Статьи по теме:
Главная → Справочник → Статьи → Блог → Форум |
 Генератор и двигатель внутреннего сгорания (бензиновый или дизельный) мон тируются на общей раме без колес, на катках, колесах, в кузове автомашины и на базе трактора.
Генератор и двигатель внутреннего сгорания (бензиновый или дизельный) мон тируются на общей раме без колес, на катках, колесах, в кузове автомашины и на базе трактора. Генератор преобразователя типа ПСГ имеет жесткую вольт-амперную характеристику. Выпускаются генераторы универсальные, позволяющие получать и падающую, и жесткую характеристики (преобразователи типа ПСУ).
Генератор преобразователя типа ПСГ имеет жесткую вольт-амперную характеристику. Выпускаются генераторы универсальные, позволяющие получать и падающую, и жесткую характеристики (преобразователи типа ПСУ).
 1. Генератор с независимым возбуждением и размагничивающей последовательной обмоткой:
а — принципиальная электрическая схема, б — внешние характеристики
1. Генератор с независимым возбуждением и размагничивающей последовательной обмоткой:
а — принципиальная электрическая схема, б — внешние характеристики
 Магнитные полюса не чередуются (за северным следует южный, затем опять северный и т. д.), а одноименные полюса располагаются рядом (два северных и два южных, рис. 121,6). Горизонтальные полюса NT называются глазными, а вертикальные Nn — поперечными.
Магнитные полюса не чередуются (за северным следует южный, затем опять северный и т. д.), а одноименные полюса располагаются рядом (два северных и два южных, рис. 121,6). Горизонтальные полюса NT называются глазными, а вертикальные Nn — поперечными. Так как главные полюса полностью насыщены, то действие подмагничивающего потока не сказывается. С увеличением сварочного тока магнитный поток якоря увеличивается, его размагничивающее действие (против потока поперечных полюсов) возрастает и это приводит к уменьшению рабочего напряжения; создается падающая внешняя характеристика генератора. Таким образом, падающая характеристика генератора получается за счет размагничивающего действия магнитного потока якоря.
Так как главные полюса полностью насыщены, то действие подмагничивающего потока не сказывается. С увеличением сварочного тока магнитный поток якоря увеличивается, его размагничивающее действие (против потока поперечных полюсов) возрастает и это приводит к уменьшению рабочего напряжения; создается падающая внешняя характеристика генератора. Таким образом, падающая характеристика генератора получается за счет размагничивающего действия магнитного потока якоря.
 Преобразователь включается в сеть пакетным выключателем. Пределы регулирования сварочного тока 75—300 А.
Преобразователь включается в сеть пакетным выключателем. Пределы регулирования сварочного тока 75—300 А. На двух других основных полюсах уложены витки последовательной обмотки возбуждения; магнитный поток этих полюсов направлен навстречу основному намагничивающему потоку. Обмотки дополнительных полюсов предназначены для улучшения коммутации.
На двух других основных полюсах уложены витки последовательной обмотки возбуждения; магнитный поток этих полюсов направлен навстречу основному намагничивающему потоку. Обмотки дополнительных полюсов предназначены для улучшения коммутации.Какой преобразователь фазы лучше всего подходит для сварщиков?
Если вы работаете в сварочной отрасли, вам нужен стабильный источник питания для эффективного и результативного выполнения работы. К сожалению, не всегда можно рассчитывать на коммунальное трехфазное питание. Инвестирование в фазопреобразователь – одно из лучших профессиональных решений, которое вы можете принять, поскольку оно обеспечивает надежное трехфазное питание, которое вам нужно. Мы составили обзор различных видов сварки и преимуществ приобретения фазопреобразователя для вашего применения.
К сожалению, не всегда можно рассчитывать на коммунальное трехфазное питание. Инвестирование в фазопреобразователь – одно из лучших профессиональных решений, которое вы можете принять, поскольку оно обеспечивает надежное трехфазное питание, которое вам нужно. Мы составили обзор различных видов сварки и преимуществ приобретения фазопреобразователя для вашего применения.
Ознакомьтесь с этими пятью распространенными типами сварки и их применением.
1. ВИГ — дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW)Если вы выполняете сварочные работы в помещении, дуговая сварка вольфрамовым электродом (GTAW) является идеальным методом для использования. В этом методе сварки используется неплавящийся вольфрамовый электрод, то есть он не расходуется в процессе сварки.
Этот тип сварки не требует отдельного присадочного металла, потому что два металла, с которыми вы работаете, плавятся и соединяются друг с другом сами по себе. Однако для этого метода вам понадобится газовый баллон, чтобы иметь постоянный поток газа для сварки. Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) — это беспроблемный подход, который обычно рекомендуется только опытным сварщикам.
Однако для этого метода вам понадобится газовый баллон, чтобы иметь постоянный поток газа для сварки. Дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) — это беспроблемный подход, который обычно рекомендуется только опытным сварщикам.
При дуговой сварке с флюсовой проволокой (FCAW) и электрод, и присадочный металл изготавливаются из одной проволоки с сердечником из флюса. Флюсовая сердцевина образует защитный газовый экран, который обеспечивает все необходимое топливо для завершения сварки.
Вам не понадобится отдельный бензобак, как при дуговой сварке вольфрамовым электродом (GTAW). Дуговая сварка с флюсовой проволокой (FCAW) лучше всего работает при работе с тяжелыми металлами. Этот вид сварки требует минимальной очистки и экономичен, так как вам не нужно платить за отдельную подачу газа.
Советы и идеи: 4 типа станков с ЧПУ и преимущества
3. Стержень — экранированный — дуговая сварка металлическим электродом (SMAW)
Стержень — экранированный — дуговая сварка металлическим электродом (SMAW) Дуговая сварка электродуговым электродом в среде защитного электрода (SMAW) является одним из самых давних методов сварки, поскольку его относительно легко освоить и внедрить. Однако беспорядок, который он создает, требует очистки после каждой сварочной работы.
Вот как это работает:
Когда во время сварки образуется дуга, сменный стержень электрода плавится, становясь присадочным металлом. Когда флюс, покрывающий стержень электрода, нагревается, он образует облако защитного газа, подпитывающего сварочные работы. Подобно дуговой сварке с флюсовой проволокой (FCAW), этот метод не требует подачи газа. Этот метод сварки можно выполнять снаружи и использовать на различных поверхностях.
4. MIG — дуговая сварка металлическим газом (GMAW) Это отличный метод сварки для начинающих профессионалов, поскольку он прост в исполнении и подходит для различных металлов. Плавящаяся проволока служит присадочным металлом и электродом в этом типе сварки. В то время как сварочная палочка выталкивает присадочный металл с постоянной скоростью, образуется газовый экран для защиты сварочных работ. По мере образования дуги расходуемая проволока плавится, образуя сварной шов. Газовая дуговая сварка металлическим электродом (GMAW) лучше подходит для использования внутри помещений.
Плавящаяся проволока служит присадочным металлом и электродом в этом типе сварки. В то время как сварочная палочка выталкивает присадочный металл с постоянной скоростью, образуется газовый экран для защиты сварочных работ. По мере образования дуги расходуемая проволока плавится, образуя сварной шов. Газовая дуговая сварка металлическим электродом (GMAW) лучше подходит для использования внутри помещений.
В отличие от четырех других типов сварки, лазерная сварка использует лазерный луч для нагрева металлов и создания сварных швов. Этот метод эффективно работает с различными типами металлов, включая нержавеющую сталь, титан и алюминий. Вы также можете использовать лазерную сварку термопластов.
Почему преобразователи фазы используются в сварочной промышленности В сварочных работах используется мощное оборудование, которое часто требует трехфазного питания или, по крайней мере, получает от него пользу. Чтобы получить ровный и эффективный шов, вам может понадобиться преобразователь фазы, который обеспечит стабильное питание вашего оборудования.
Чтобы получить ровный и эффективный шов, вам может понадобиться преобразователь фазы, который обеспечит стабильное питание вашего оборудования.
Если вам нужен вращающийся фазовый преобразователь, который обеспечит точное выполнение каждого проекта, мы готовы помочь вам выбрать оборудование, соответствующее спецификациям вашего приложения. Наши вращающиеся преобразователи фазы вырабатывают трехфазную энергию, которая более надежна, чем то, что предлагают поставщики коммунальных услуг. Выбирая наше оборудование, вы получаете преимущество фазового преобразователя Phoenix: самое высокое качество и самые доступные продукты на рынке. Посмотрите наш выбор вращающихся преобразователей фазы, цифровых преобразователей фазы с автозапуском и однофазных преобразователей в 3 фазы.
Выбирая преобразователи фазы Phoenix, вы получаете следующие преимущества:
- Гарантия размера
- Без вопросов политика возврата
- Электрическая помощь
- Круглосуточная аварийная служба
- Бесплатные оценки
- Индивидуальные продукты
Если у вас есть какие-либо вопросы о том, какой тип вращающегося фазового преобразователя лучше всего подходит для ваших нужд, позвоните нам по телефону (866) 418-9060 , чтобы получить помощь.
Сварочные аппараты для гидротрансформаторов
Выбрать валюту
Специалисты по автоматическим трансмиссиям используют сварщиков для соединения отдельных частей или сварки замененных частей гидротрансформатора. Это относится к верхней и нижней частям корпуса преобразователя и процедуре замены ступицы. Сварочный аппарат с одним пистолетом является хорошим вариантом, так как процесс полностью автоматизирован — вероятность смещения во время сварки практически отсутствует. В мастерских по восстановлению трансмиссии используются два сварочных пистолета, при этом ежедневно восстанавливается большое количество гидротрансформаторов.
РЕКОМЕНДУЕТ
Рекомендуемая жидкость ATF для трансмиссии сварочных аппаратов с гидротрансформатором
Valvoline Multi-Vehicle (ATF) полностью синтетическая жидкость для автоматических трансмиссий
Проверьте общие данные трансмиссии требуемое количество ATF.
Купить сейчас
Что вы ищете?
Сварочный стенд является основным элементом линии восстановления гидротрансформатора. Практически все современные модели сварочных стендов автоматизированы. Они разработаны и реализованы с учетом всех нюансов, которые могут возникнуть в процессе сварки двух половин гидротрансформатора. Точность, обеспечиваемая современными сварщиками, сравнима с точностью оригинальных производителей. Наиболее популярными компонентами для замены являются фрикционные накладки, уплотнительные кольца и уплотнительные кольца. Ступицы, лонжероны и пружины заменяются реже. Важно восстанавливать гидротрансформаторы с точностью и точностью в основных допусках на биение и осевой люфт.
Практически все современные модели сварочных стендов автоматизированы. Они разработаны и реализованы с учетом всех нюансов, которые могут возникнуть в процессе сварки двух половин гидротрансформатора. Точность, обеспечиваемая современными сварщиками, сравнима с точностью оригинальных производителей. Наиболее популярными компонентами для замены являются фрикционные накладки, уплотнительные кольца и уплотнительные кольца. Ступицы, лонжероны и пружины заменяются реже. Важно восстанавливать гидротрансформаторы с точностью и точностью в основных допусках на биение и осевой люфт.
Удобное управление всем процессом сварки при восстановлении гидротрансформаторов обеспечивается панелью оператора в одно касание. Для замены ступицы крыльчатки специалисты трансмиссии используют специальный набор инструментов.
Стоит ли строить собственный сварочный стенд с преобразователем крутящего момента?
20.03.2019 Евгений Панченко
Восстановление гидротрансформатора нынче своего рода
услуг, предоставляемых как крупными перерабатывающими компаниями, так и
небольшие мастерские по ремонту автоматических коробок передач. Процесс довольно легкий
понять, но чтобы сделать это правильно вам обязательно понадобится гидротрансформатор
сварочный стенд. В этой статье мы рассмотрим технические
решения, которые используются для высококачественной сварки гидротрансформаторов в
ремонтные мастерские.
Процесс довольно легкий
понять, но чтобы сделать это правильно вам обязательно понадобится гидротрансформатор
сварочный стенд. В этой статье мы рассмотрим технические
решения, которые используются для высококачественной сварки гидротрансформаторов в
ремонтные мастерские.
Подробнее
Проблема течи сальников гидротрансформатора
11.12.2018 Евгений Панченко
Гидротрансформатор (ГТ) незаменим часть современных автоматических коробок передач и вариаторов, играющая важную роль в их эксплуатации. Во многих случаях ТК выходят из строя гораздо раньше, чем автомат. передача инфекции. Часто проблема заключается в протечках уплотнения. Мы будем рассмотреть эту проблему более подробно.
Подробнее
Ремонт гидротрансформатора: Особенности и полезные советы
01.04.2019 Евгений Панченко
По сути, суть ремонта любого механизма одинакова и включает в себя следующие этапы: Разборка, дефектация, ремонтные процедуры, и сборка узла.