Пресс гидравлический п6324б технические характеристики: Пресс гидравлический П6324Б – цена, отзывы, характеристики с фото, инструкция, видео
alexxlab | 22.05.2023 | 0 | Разное
Пресс гидравлический П6324Б – цена, отзывы, характеристики с фото, инструкция, видео
Пресс гидравлический одностоечный П6324Б с С-образной станиной предназначены для запрессовки, правки, гибки, прошивки, объемной холодной вытяжки, листовой штамповки, пакетирования. При наличии гидроподушки прессы могут использоваться для глубокой вытяжки.
Выпускаемые прессы гидравлические одностоечные представлены прессами серии П63 номинальным усилием от 10тс до 250 тс. в серийном производстве.
Прессы гидравлические серии П63 могут применяться как в производственных, так и в ремонтных подразделениях и мастерских. Пресс имеет возможность встраивания в автоматические линии и комплексы. по особому заказу прессы могут оснащаться правильным столом и оснасткой.
Гидравлические прессы – это машины для обработки материалов давлением, приводимые в действие жидкостью, находящейся под высоким давлением. Наш завод гидравлических прессов изготавливает довольно широкую линию оборудования.
Дополнительные опции: гидроподушка по чертежам Заказчика; выталкиватель в нижней плите; дополнительная стойка двуручного включения; гидросистема увеличенной производительности; система ЧПУ и много другое.
В базовой комплектации система управления прессовым оборудованием реализована на программируемом логическом контроллере (ПЛК) Mitsubishi и служит для управления станками.
Гидравлический блок клапанов предназначен для индивидуального привода рабочих органов прессов усилием 400…2500 кН. Гидроблок клапанов работает на чистом минеральном масле с вязкостью 20…400 м2/с при температуре масла 15°С…50°С и температуре окружающей среды 1°C…55°С, обеспечивает ручной, полуавтоматический и автоматический режимы работы прессов следующих позиций рабочих циклов: холостой ход вниз; рабочий ход; выдержка под давлением; поддержание давления при выдержки; ускоренный возвратный ход; стоп.
Пресс оборудован гидроцилиндром поршневого типа, который обеспечивает передвижение верхней подштамповой плиты вверх и вниз без необходимости установки возвратных гидроцилиндров.
Класс чистоты рабочей жидкости не ниже 13. Для обеспечения класса чистоты рабочей жидкости применены фильтры с номинальной тонкостью фильтрации не более 25 мкм. Основные параметры прессов гидравлических и размеры изготовлены по ГОСТ 8200-87.
Рекомендуемые марки масел: Индустриальное гидравлическое И-40, И-20. Климатическое исполнение УХЛ (для макроклиматических районов с умеренным и холодным климатом) и 0 (общеклиматическое исполнение), категория размещения 4.
Пресс работает в следующих режимах: наладочный и полуавтоматический (одиночный).
- Наладочный режим: операции запускаются соответствующими кнопками на панели управления, каждое нажатие кнопки завершает разовое перемещение (при отключении кнопки движение продолжается до крайней позиции).
- Полуавтоматический (одиночный) режим:
Конструкция пресса:
Конструкция и исполнение пресса обеспечивают безопасные условия труда при его эксплуатации в соответствии с правилами охраны труда согласно действующей нормативной документации. включает главный цилиндр, расположенный над верхней плитой, гидравлическую систему с электродвигателем, систему электроуправления, систему безопасности, кнопку аварийной остановки работы всех двигателей, сигнал уровня масла, предохранительный клапан. Верхняя плита подвижная, нижняя – неподвижная, движения верхней плиты при работе в вертикальном направлении.
включает главный цилиндр, расположенный над верхней плитой, гидравлическую систему с электродвигателем, систему электроуправления, систему безопасности, кнопку аварийной остановки работы всех двигателей, сигнал уровня масла, предохранительный клапан. Верхняя плита подвижная, нижняя – неподвижная, движения верхней плиты при работе в вертикальном направлении.
Прессы гидравлические выпускаются серийно, новые, не восстановленные из бывших в употреблении узлов и деталей, конструкция пресса отличается от выпускаемых в 1970-2000 г.г.
Возможно выполнение прессов во взрывозащищенном исполнении
с электро- и пневмоуправлением гидрораспределителями.По ТЗ Заказчика прессы могут быть оснащены опциями:
- гидроподушка как в стандартном исполнении, так и по техническому заданию;
- выталкиватель в нижней плите;
- правильной стол по ГОСТу и по техническому заданию Заказчика;
Система управления прессовым оборудованием:
- реализована на программируемых логических контроллерах (ПЛК) Mitsubishi, Omron (в зависимости от типа пресса и пожеланий заказчика) и служит для управления гидравлическими прессами.

- панель оператора имеет простой, удобный интерфейс на русском языке, как с пленочной клавиатурой, так и с сенсорным дисплеем любой диагонали.
В систему управления прессом заложено большинство режимов прессования и по пожеланию заказчика возможно создание индивидуального режима.
Для предупреждения неисправностей и преждевременного износа гидравлических прессов необходимо все узлы держать в чистоте. Не реже одного раза в месяц все узлы должны подвергаться осмотру. Раз в шесть месяцев требуется замена масла в гидросистеме.
| Характеристика | Значение |
|---|---|
| Номинальное усилие пресса, кН | 250 |
| Наибольший ход штока, мм | 500 |
| Наибольшее расстояние между столом и ползуном | 710 |
| Расстояние от оси штока до станины, мм | 250 |
| Скорость штока, мм/сек – при рабочем ходе – при холостом ходе – при возвратном ходе | 15-30 230 180 |
| Размеры стола, мм | 630х480 |
| Проем в запрессовочном столе, мм | 160 |
| Высота стола над уровнем пола, мм | 770 |
| Электродвигатель, кВт | 5,5 |
Номинальное давление рабочей жидкости в главном цилиндре, см. куб./об. куб./об. | 25 |
| Габариты пресса в плане не более, мм – слева – направо – спереди – назад – высота | 970 1600 2450 |
| Масса П6324Б пресса, кг не более | 2440 |
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.Разметить комментарий или вопрос
П6324Б Пресс гидравлический одностоечный. Схемы, описание, характеристики
Сведения о производителе пресса гидравлического одностоечного П6324Б
Производителем пресса П6324Б является Оренбургский завод гидравлических прессов Гидропресс, основанный в 1953 году.
и Тамбовский завод технологическог оборудования
Первый гидравлический пресс для переработки пластмасс ПА-474 был принят государственной комиссией 23 сентября 1953 года, этот день прессостроители и считают днем рождения завода «Гидропресс».
В настоящее время однокривошипный пресс П6324Б производит ПАО «Кувандыкский завод кузнечно-прессового оборудования «Долина» г. Кувандык
В настоящее время пресс П6324Б производит, также, ООО СО “Прессмаш”, г. Москва
Станки, выпускаемые Оренбургским заводом гидравлических прессов ГидроПресс
- ДГ2432 – пресс гидравлический рамный для пластмасс 1600 кН
- ДГ2434 – пресс гидравлический рамный для пластмасс 2500 кН
- ДГ2436 – пресс гидравлический рамный для пластмасс 4000 кН
- ДЕ2426 – пресс гидравлический рамный для пластмасс 400 кН
- ДЕ2428 – пресс гидравлический рамный для пластмасс 630 кН
- ДЕ2430 – пресс гидравлический рамный для пластмасс 1000 кН
- П6320 – пресс гидравлический одностоечный С- образный правильно запрессовочный 100 кН
- П6320Б – пресс гидравлический одностоечный С- образный правильно запрессовочный 100 кН
- П6324 – пресс гидравлический одностоечный С- образный правильно запрессовочный 250 кН
- П6324Б – пресс гидравлический одностоечный С- образный правильно запрессовочный 250 кН
- П6326 – пресс гидравлический одностоечный С- образный правильно запрессовочный 400 кН
- П6328 – пресс гидравлический одностоечный С- образный правильно запрессовочный 630 кН
- П6328Б – пресс гидравлический одностоечный С- образный правильно запрессовочный 630 кН
- П6330 – пресс гидравлический одностоечный С- образный правильно запрессовочный 1000 кН
- П6334 – пресс гидравлический одностоечный С- образный правильно запрессовочный 2500 кН
П6324Б Пресс гидравлический одностоечный.
 Назначение, область применения
Назначение, область примененияМашина П6324Б разработана в 1981 году и серийно выпускалась с 1983 года. Разработчик ПО Гидропресс г. Оренбург.
Пресс гидравлический одностоечный без гидроподушки П6324Б предназначен для выполнения широкого круга работ: запрессовки – выпрессовки, прошивки, калибровки, правки (рихтовки), листовой штамповки без глубокой вытяжки.
Гидравлический пресс одностоечный универсальный модели П6324Б, усилием 250кН предназначен для выполнения следующих операций:
- гибка, пробивка, штамповка, калибровка, запрессовка;
- правка – при оснащении правильным инструментом и правильным столом;
- точная правка – при оснащении устройством для точной правки и, при необходимости, правильным столом.
Гидравлические прессы П6324Б могут применяться как в производственных, так и в ремонтных подразделениях и мастерских.
Прессы П6324Б, кроме того, имеют возможность встройки в автоматическую линию или комплекс.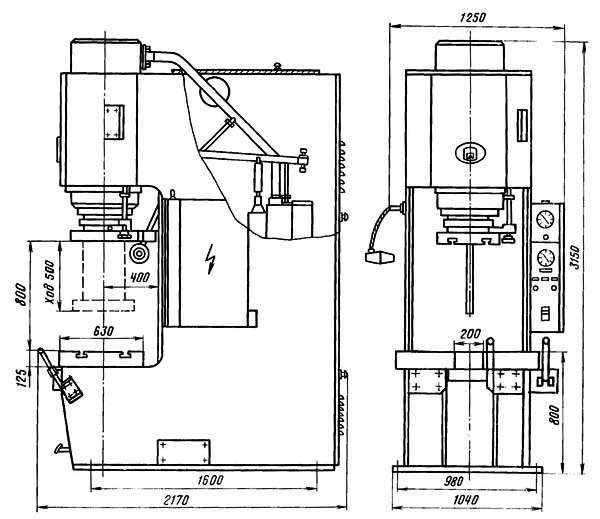 По особому заказу все прессы могут оснащаться правильным столом и оснасткой, а прессы ПБ6330-02 и ПБ6334-02 – механизмом точной правки.
По особому заказу все прессы могут оснащаться правильным столом и оснасткой, а прессы ПБ6330-02 и ПБ6334-02 – механизмом точной правки.
Все узлы прессов установлены на С-образной станине сваренной из листового проката. В верхней консоли закреплен рабочий цилиндр. К нижнему торцу штока цилиндра крепится ползун, с левой стороны пресса — конечные выключатели, с правой — электрошкаф с кнопочной панелью управления и манометры. На нижней консоли устанавливается стол для крепления инструмента или правильного стола, на который может быть установлено приспособление для правки. На передней части нижней консоли пресса расположены пульты управления. Для ручного управления предусмотрена рукоятка.
Привод пресса индивидуальный гидравлический, расположен внутри гидробака, установленного на станине.
Цилиндр – поршневого типа крепится в верхней части станины. В отверстие штока цилиндра установлен рабочий инструмент.
Электросхема имеет блокировку, осуществляющую немедленное отключение вводного автомата при открывании дверцы электрошкафа.
Рабочие органы цилиндра, насосов и гидроаппаратуры постоянно смазываются рабочей жидкостью — маслом — и не требуют специальной смазки. Оси рычагов управления смазываются пресс-масленками.
На прессах установлено ограждение и фотозащита.
Режимы работы:
- наладочный,
- полуавтоматический,
- автоматический.
Управление прессом осуществляется:
- от рукоятки,
- от рукоятки с кнопкой,
- от одной кнопки,
- от двух кнопок.
Смазка комбинированная.
Конструкция прессов позволяет встраивать их в автоматические линии.
Разработчик — оренбургский завод гидравлических прессов «Гидропресс» (головной).
Габаритные размеры пресса П6324Б
Перечень составных частей пресса П6324Б
- Станина, сваренная из стальных листов
- Гидроагрегат
- Рабочий цилиндр
- Клапан наполнения
- Бак наполнения
- Ползун
- Кронштейн с флажком для переключения конечных выключателей
- Электрооборудование
- Ящик управления с кнопочной панелью
- Пульты двухкнопочного управления
- Рукоятки рычажного управления
- Трубопровод, соединяющий гидроагрегат с цилиндром и манометром
- Змеевик маслоохладителя
- Узлы фотозащиты для блокировки движения
Посадочные и присоединительные базы пресса П6324Б
Общий вид гидравлического пресса П6324Б
Расположение органов управления гидравлическим прессом П6324Б
Перечень органов управления гидравлическим прессом П6324Б
- Вводный выключатель
- Лампочка “Сеть включена”
- Кнопка “Пуск двигателя”
- Кнопка “Стоп двигателя”
- Кнопка “Стоп автоработы”
- Лампочка “Масло перегрето”
- Кнопка аварийного подъема штока
- Кнопка двурукого включения
- Управление от рукоятки
- Переключатель режимов работы
- центральное положение – полуавтомат
- правое положение – автомат
- левое положение – ручной режим
- центральное положение – двурукое управление
- правое положение – управление правой рукой
- левое положение – управление левой рукой
Система управления гидравлическим прессом П6324Б
Устройство механизма управления гидравлическим прессом П6324Б
На ползуне пресса закреплен кронштейн с флажком а- экраном, который взаимодействует с конечными выключателями SQ1, 5Q2, 5Q3, SQ4.
На передних пультах управления 2 установлены кнопки 3. Рукоятка ручного управления 4 через тягу 5, рычаг 6, тягу 7 присоединяется к шарнирно-закрепленной на станине планке 8, которая входит в прорезь хвостика золотника 9 дросселя 17. Дроссель крепится к станине болтами, золотник подпружинен регулируемой пружиной 10.
На золотнике закреплен кронштейн с флажком 11, который взаимодействует с конечными выключателями SQ5 и SQ6. Упоры 12 ограничивают ход рукоятки 4.
Совместно с системой управления работают бак наполнения 21, клапан наполнения 22 и гидроагрегат (на рис. не показан). На рисунке буквой “а” обозначены места подвода рабочей жидкости от гидроагрегата к цилиндру 13 и дросселю 17. Подвод рабочей жидкости осуществляется в поршневую 14, форсирующую 15 и штоковую 16 полости цилиндра.
Устройство фотозащиты и ее работа
На прессе установлена автономная группа узлов фотозащиты. Фотозащита состоит из двух кронштейнов и двух стальных решеток, закрепленных на боковых листах станины, скрепленных кронштейнами и тягой между собой. На передних кронштейнах установлены два осветителя и два светоприемника.
На передних кронштейнах установлены два осветителя и два светоприемника.
Фотозащиту следует применять для дополнительной защиты обслуживающего персонала при двуруком управлении и при необходимости однорукого управления для всех режимов работы пресса.
При включенной фотозащите пересечение световых лучей в наладочном режиме обеспечивает останов ползуна при ходе вниз, при кнопочном полуавтоматическом и автоматическом режимах управления – включает возвратный ход ползуна и останов его в исходном положении.
Гидравлическая схема пресса П6324Б
Гидроагрегат 41П32В, клапан наполнения 33КН-62
Система управления гидравлическим прессом П6324Б
Система изображена на рис.7 в исходном состоянии.
На прессе предусмотрены следующие режимы работы
- наладочный режим (ручное управление от рукоятки и кнопки)
- полуавтоматический режим (кнопочное управление, однорукое правое и левое, двурукое)
- автоматический режим (кнопочное управление)
Переключение режимов осуществляется посредством переключателей, установленных на пульте управления пресса (см. табл.б,п.10,11)
табл.б,п.10,11)
Наладочный режим работы пресса П6324Б
Исходное положение пресса – ползун вверху.
Переключатель режимов работ поставить на ручной режим.
Нажатием кнопки “Пуск” включается электродвигатель насоса. В исходном положении рабочая жидкость проходит путь от насоса через панель гидроагрегата и сливается в маслобак.
При движении рукоятки 4 вниз через систему тяг и рычагов, планка 8, перемещаясь относительно опоры, нажимает на золотник 9 и перемещает его вниз. Вместе с движением золотника перемещается кронштейн с флажком 11. В момент входа флажка в конечный выключатель SQ6 подается электрическая команда на электрогидроаппараты гидропанели, которые пропускают поток масла от насоса в форсирующую полость 15 цилиндра. Ползун пресса перемещается ускоренно вниз. Рабочая жидкость из штоковой полости 16 через электрогидроаппараты панели гидроагрегата сливается в маслобак (см.руководство к гидроагрегату).
Клапан наполнения 22 открыт для свободного заполнения поршневой полости 14 рабочей жидкостью из бака наполнения 21. При своем ускоренном движении вниз ползун при помощи флажка I включает конечный выключатель SQ2, от которого подается электрическая команда на рабочий ход, рабочая жидкость поступает одновременно в поршневую и форсирующую полости, что обеспечивает движение ползуна с рабочим усилием.
При своем ускоренном движении вниз ползун при помощи флажка I включает конечный выключатель SQ2, от которого подается электрическая команда на рабочий ход, рабочая жидкость поступает одновременно в поршневую и форсирующую полости, что обеспечивает движение ползуна с рабочим усилием.
Скорость ползуна пресса на форсирующем (холостом) и рабочем ходе регулируется величиной хода рукоятки, которая через рычаги 5, 6, 7 и планку 8 воздействует на золотник 9, пропускающий поток рабочей жидкости от насоса, независимо от гидропанели, на слив в бак и тем самым изменяет величину потока, поступающего в полости цилиндра.
При достижении ползуна с флажком конечного выключателя SQ4 ползун останавливается, так как при этом обеспечивается слив через гидропанель. Останов ползуна осуществляется также рукояткой при ее среднем положении, когда флажок II не включает ни один из конечных выключателей SQ5 или SQ6.
При снятии усилия с рукоятки пружина 10 возвращает золотник с флажком в верхнее исходное положение, в котором конечный выключатель SQ5 замыкается и подает команду на электрогидроаппараты панели для возвратного хода. При этом рабочая жидкость от насоса подается в штоковую полость 16, поршневая 14 и форсирующая 15 полости цилиндра соединяются со сливом. Ползун движется вверх до конечного выключателя SQ3, который соединяет электрогидроаппараты гидроагрегата на перелив из форсирующей полости в штоковую. Происходит ускоренный ход ползуна вверх до конечного выключателя SQ1, который дает команду на отключение электрогидроаппаратов – ползун останавливается. Насос соединен через гидроаппараты панели со сливом рабочей жидкости в бак.
При этом рабочая жидкость от насоса подается в штоковую полость 16, поршневая 14 и форсирующая 15 полости цилиндра соединяются со сливом. Ползун движется вверх до конечного выключателя SQ3, который соединяет электрогидроаппараты гидроагрегата на перелив из форсирующей полости в штоковую. Происходит ускоренный ход ползуна вверх до конечного выключателя SQ1, который дает команду на отключение электрогидроаппаратов – ползун останавливается. Насос соединен через гидроаппараты панели со сливом рабочей жидкости в бак.
В наладочном режиме предусматривается двурукое управление, то есть движение ползуна осуществляется при одновременном нажатии рукоятки 4 и кнопки 3 левого пульта.
Движение идет до опускания кнопки 3 или включения конечного выключателя SQ4. При отпускании рукоятки происходит возвратный ход
Полуавтоматический режим работы пресса П6324Б
Исходное положение пресса – ползун вверху. Управление осуществляется от электрокнопок на пультах 2. Режимными переключателями можно установить следующие варианты кнопочного управления:
- двурукое кнопочное управление
- однорукое правое кнопочное управление
- однорукое левое кнопочное управление
Ход ползуна при управлении от кнопок осуществляется следующим образом.
На пульте пресса нажимается кнопка “Пуск электродвигателя”. По команде от кнопок двух (двурукое управление) или одной (однорукое управление) подается электрический сигнал на гидроаппараты панели, которые пропускают поток рабочей жидкости от насоса в форсирующую полость 15 цилиндра. Ползун пресса перемещается ускоренно вниз. Рабочая жидкость из штоковой полости 16 сливается в маслобак. Клапан наполнения 22 открыт для свободного заполнения поршневой полости 14 рабочей жидкостью из бака наполнения 21.
При своем ускоренном движении вниз ползун при помощи флажка I включает конечный выключатель SQ2, от которого подается команда на гидроаппараты панели, рабочая жидкость подается в поршневую полость 14 цилиндра, происходит рабочий ход ползуна, так как поток рабочей жидкости поступает в две полости одновременно. Возврат ползуна осуществляется по команде SQ4 или реле времени. При работе с реле времени пресс может осуществлять выдержку под давлением.
При отпускании обеих или одной из кнопок управления подается команда на возвратный ход ползуна. Поршневая полость соединяется со сливом, а штоковая – с насосом, ползун движется вверх с малой скоростью, но с достаточным усилием, чтобы преодолеть сопротивление при разъеме прессформ или других технологических операциях, требующих в начале хода большое усилие. Величина такого перемещения определяется конечным выключателем SQ3. По команде от конечного выключателя SQ3 обеспечивается гидравлическая связь между полостью 15 форсирующего цилиндра и штоковой полостью 16. Жидкость из полости форсирующего цилиндра поступает в штоковую полость главного цилиндра. Ползун совершает ускоренный возвратный ход до конечного выключателя SQ1, который дает команду на останов ползуна. Насос соединен со сливом рабочей жидкости в маслобак. Система управления в исходном положении.
Поршневая полость соединяется со сливом, а штоковая – с насосом, ползун движется вверх с малой скоростью, но с достаточным усилием, чтобы преодолеть сопротивление при разъеме прессформ или других технологических операциях, требующих в начале хода большое усилие. Величина такого перемещения определяется конечным выключателем SQ3. По команде от конечного выключателя SQ3 обеспечивается гидравлическая связь между полостью 15 форсирующего цилиндра и штоковой полостью 16. Жидкость из полости форсирующего цилиндра поступает в штоковую полость главного цилиндра. Ползун совершает ускоренный возвратный ход до конечного выключателя SQ1, который дает команду на останов ползуна. Насос соединен со сливом рабочей жидкости в маслобак. Система управления в исходном положении.
Автоматический режим работы пресса П6324Б
Для работы пресса в автоматическом режиме необходимо режимный переключатель работ на пульте управления поставить в положение “автоматический режим”.
При автоматическом режиме работы пресса после нажатия одной или двух кнопок 3, на прессе непрерывно совершаются все те же циклы, которые указаны в разделе 6. 3.2. настоящего руководства.
3.2. настоящего руководства.
Остановка автоматических циклов осуществляется при нажатии кнопки “Стоп автоработы”. При этом все рабочие органы пресса приходят в исходное положение.
Возможность подключения узлов механизации к прессу П6324Б
На прессе предусмотрено подключение узлов механизации. Для этого в гидроагрегате предусмотрен отвод потока рабочей жидкости с расходом 6,3 л/мин и давлением до 2,5 МПа (см. руководство к гидроагрегату), а на пульте управления имеется манометр (см. рис.8, поз.15).
В электросхеме также предусмотрены свободные контакты с учетом управления узлами механизации (см. руководство электрооборудования).
Схема электрическая гидравлического пресса П6324Б
Читайте также: Производители кузнечно-прессового оборудования в России
П6324Б Пресс гидравлический одностоечный. Видеоролик.
Технические характеристики пресса П6324Б
| Наименование параметра | П6320Б | П6324Б |
|---|---|---|
| Основные параметры | ||
| Номинальное усилие пресса, кН (т) | 100 (10) | 250 (25) |
| Наибольший ход штока (ползуна), мм | 400 | 500 |
| Наибольшее расстояние между столом и штоком – открытая высота пресса, мм | 600 | 710 |
| Расстояние от оси штока до станины (вылет), мм | 200 | 250 |
| Скорость штока – рабочий ход, мм/сек | 25..100 | 20..40 |
| Скорость штока – холостой ход, мм/сек | 240 | 250 |
| Скорость штока – возвратный ход, мм/сек | 360 | 350 |
| Размеры стола, мм | 500 х 380 | 630 х 480 |
| Размеры проема в столе, мм | ||
| Размеры съемного правильного стола, мм | 1250 х 300 | 1600 х 360 |
| Масса съемного правильного стола, кг | 290 | |
| Масса правильного инструмента, кг | ||
| Высота стола над уровнем пола, мм | ||
| Номинальное рабочее давление жидкости основное, МПа | 16 | 16 |
| Номинальное рабочее давление жидкости вспомогательное, МПа | 4 | 2,5 |
| Электрооборудование | ||
| Количество электродвигателей | 1 | 1 |
| Электродвигатель главного привода, кВт | 4 | 7,5 |
| Габариты и масса пресса | ||
| Габариты пресса (длина ширина высота), мм | 1450 х 810 х 2285 | 1670 х 935 х 2730 |
| Масса станка, кг | 1260 | 1980 |
- Пресс гидравлический П6324Б.
 Руководство по эксплуатации, Тамбов, 1991
Руководство по эксплуатации, Тамбов, 1991 - Банкетов А.Н., Бочаров Ю.А., Добринский Н.С. и др. Кузнечно-прессовое оборудование, 1970
- Бочаров Ю.А., Прокофьев В, Н. Гидропривод кузнечно-прессовых машин, 1969
- Белов А.Ф., Розанов Б. В., Линц В. П. Объемная штамповка на гидравлических прессах, 1971
- Живов Л.И. Кузнечно-штамповочное оборудование, 2006
- Кузьминцев В.Н. Ковка на молотах и прессах, 1979
- Розанов Б.В. Гидравлические прессы, 1959
- Титов Ю.А. Оборудование кузнечно-прессовых цехов, 2001
- Щеглов В.Ф. Кузнечно-прессовые машины, 1989
- Берлет Разработка чертежей поковок, 2001
- Рудман Л.И. Справочник по оборудованию для листовой штамповки, 1989
- Романовский В.П. Справочник по холодной штамповке, 1965
- Охрименко Я.
 М. Технология кузнечно-штамповочного производства, 1966
М. Технология кузнечно-штамповочного производства, 1966 - Кузьминцев В.Н. Ковка на молотах и прессах, 1979
- Мещерин В.Т. Листовая штамповка. Атлас схем, 1975
Список литературы:
Связанные ссылки. Дополнительная информация
Спецификации гидравлической прессы на графике Glance
Спецификации гидравлической прессы на первом взгляде
| PressModel | MAX Clamp Force US TONS | Каталог № | День 2 Открытие | 99999999999999999999999999910 гг. Наличие плит | Ход поршня | Площадь основания (ш x г) | Высота 3 | Вес 4 | Маркировка CE | Power | |||||||||||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| E-Z Press™ | 1 ton | 0012-7760 | 2.9″ | 4.0″ | NO | 3. 125″ 125″ | 14″ x 10″ | 18.5″ | 50 LBS | Да | Руководство | ||||||||||||||||||||||||||
| E-Z Press ™ | 2 тонны | 0012-7417 | 2,9 “ | 4,0″ | NO | 2,9 “ | 4.0″ | NO | “” “” “” “” “.50 фунтов | YES | Manual | ||||||||||||||||||||||||||
| E-Z Press™ | 12 tons | 0012-5859> | 2.9″ | 4.0″ | NO | 3.125″ | 14″x 10″ | 15.5″ | 50 фунтов | Да, | Руководство | ||||||||||||||||||||||||||
| E-Z Press ™ | 15 Тонн | 0012-7418 | 5,5 “ | 4,5″ | Да | 4444 40044 40044 40044 40044 40044 “ 40044″ “ 40044″ “” “” “” “” “”.90 фунтов | YES | Manual | |||||||||||||||||||||||||||||
| E-Z Press™ | 20 tons | 0012-6306 | 5. 5″ 5″ | 4.5″ | YES | 3.125″ | 18″ x 12″ | 17.5″ | 90 lbs | YES | Manual | ||||||||||||||||||||||||||
| AIR-EZ™ | 15 tons | 0012-7419 | 5.5″ | 4.5″ | YES | 6.0″ | 12″ x 13″ | 21,75 дюйма | 130 lbs | YES | Pneumatic | ||||||||||||||||||||||||||
| AIR-EZ™ | 20 tons | 0012-6486 | 5.5″ | 4.5″ | YES | 6.0″ | 12″ x 13″ | 21,75 “ | 130 фунтов | Да | Пневматика | ||||||||||||||||||||||||||
| . х 15 дюймов | 21.0″ | 151 lbs | YES | Pneumatic | |||||||||||||||||||||||||||||||||
| AIR-EZ™ High Profile | 30 tons | 0012-6625 | 8.25″ | 4.5″ | YES | 2.44″ | 20 ” x 15″ | 21.0″ | 152 lbs | YES | Pneumatic | ||||||||||||||||||||||||||
| AIR-EZ™ Low Profile | 40 tons | 0012-6627 | 5. 5″ 5″ | 4.5″ | YES | 2,38 дюйма | 20″ x 15″ | 21.0″ | 153 lbs | YES | Pneumatic | ||||||||||||||||||||||||||
| AIR-EZ™ High Profile | 40 tons | 0012-6628 | 8.25″ | 4.5″ | YES | 2.38″ | 20″ x 15″ | 21.0″ | 155 lbs | YES | Pneumatic | ||||||||||||||||||||||||||
| E-Z Press™ Low Profil | 30 ton | 0012-6266 | 5.5 | 4.5 | YE | 2.44 | 20″ x 15 | 21.0 | 126 lbs | YES | Manual | ||||||||||||||||||||||||||
| E-Z Press™ High Profile | 30 tons | 0012-6549 | 8.25″ | 4.5″ | ES | 2.44″ | 20″ x 15″ | 21.0″ | 129 lbs | YES | Manual | ||||||||||||||||||||||||||
| E-Z Press™ Low Profile | 40 tons | 0012-6629 | 5. 5″ 5″ | 4,5 “ | Да, | 2,38″ | 20 “x 15” | 21,0 “ | 126 фунтов | Да | Руководство | E- | . | 8.25″ | 4.5″ | YES | 2.38″ | 20″ x 15″ | 21.0″ | 126 lbs | YES | Manual | |||||||||||||||
| Auto Pellet Press | 25 tons | 0012 -6667 | 7,25 “ | 5″ | NO | 1,0 “ | 31,5″ x 22,75 “ | 22″ | 400 фунтов | Доступная стоимость | Электройно. 40 тонн | 0012-6668 | 7,25 “ | 5″ | NO | 1,0 “ | 34″ X 22,75 “ | 26″ | 5004,75 “ | 26″ | 500 4.75 “ | 500″ | 044 | ||||||||||||||
| Auto Column Press | 15 tons | 0012-6669 | 18″ | 6″ x 6″ | YES | 6″ | 35″ x 20″ | 40″ | 350 lbs | Доступная дополнительная стоимость | Руководство | ||||||||||||||||||||||||||
| Авто столбчатая пресса | 43 дюйма | 540 фунтов | Доступна дополнительная стоимость | Руководство | |||||||||||||||||||||||||||||||||
| Авто столбчатая пресса | 30 Тонн | 0012-6673 | 17 “ | 12″ x 12 “ | Да | 6″ | 4444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444.850 lbs | available extra cost | Manual | ||||||||||||||||||||||||||||
| 2 Column Mini “C” | 12 tons | 0012-4615 | 7″ | 6″ x 6″ | YES | 5.1 ” | 12 x 16 дюймов | 22″ | 125 lbs | available extra cost | Manual | ||||||||||||||||||||||||||
| 2 Column Model CHFM12 | 12 tons | 0012-6952 | 4″ | 6″ x 6″ | included | 5.1 “ | 15″ x 16 “ | 25″ | 275 фунтов | Доступная дополнительная стоимость | Руководство | ||||||||||||||||||||||||||
| 2 Column Model CH22 | 12 Tons | 0012-598444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444444400444444444444444444444444444н. 6″ | included | 5.1″ | 15″ x 16″ | 39″ | 300 lbs | available extra cost | Manual | ||||||||||||||||||||||||||||
| 2 Column Model C25 | 25 tons | 0012-6675 | 16 ” | 9″x 9″ | YES, see Model Ch35 | 6.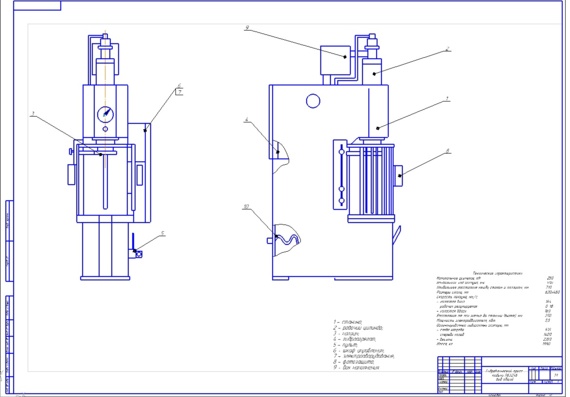 5″ 5″ | 19″ x 24″ | 42″ | 350 lbs | available extra cost | Manual | ||||||||||||||||||||||||||
| 2 Column Model Ch35 | 25 tons | 0012-6676 | 12″ | 9″ x 9″ | included | 6.5″ | 19″ x 24″ | 42″ | 425 lbs | available extra cost | Manual | ||||||||||||||||||||||||||
| 4 Column Model Ch40 | 30 tons | 0012-6677 | 12″ | 12″ x 12″ | included | 6″ | 32″ x 27″ | 43″ | 835 lbs | доступен за дополнительную плату | Руководство |
 46″
46″1. К большинству цен на гидравлические прессы добавляются сборы за упаковку, упаковку и экспортную документацию, если применимо.
2. Для прессов с подогревом, обозначенных суффиксом «СН», с включенными обогреваемыми плитами, отверстие для дневного света уменьшено на размер плиты. Нет регулировки дневного света для дополнительных плит с подогревом.
3. Высота прессов E-Z Press™ и AIR-EZ™ измеряется с учетом узла ходового винта и маховика, отрегулированного на минимальное отверстие для дневного света.
4. За исключением прессов с подогревом, обозначенных суффиксом «CH», вес указан без нагреваемых плит.
Электрогидравлический пресс 60т – П60Эх2
< Назад ко всем Прессам
П60Эх2
Насос одноступенчатый
Давление может быть установлено на любой требуемый тоннаж до 60 т
Траверса с длинным ходом траверсы 300 мм
Съемная торцевая крышка для установки различных головок поршня
Двигатель 3×400 В, 50/60 Гц (можно переключить на 3×230 В)
Безопасность
Встроенная перегрузка безопасности. Поставляется с 2 V-образными блоками
СДЕЛАНО В
ДАНИЯ , ВСЕГДА. Все продукты AC Hydraulic производятся в Выборге, Дания. Он делал это с момента основания и будет продолжать делать это, следуя ценностям и целям семьи Кристенсен.
Visit us in Viborg Read our history
Specifications
Media
Manuals and Guides
Specifications
P60Eh2
Capacity
Stroke
300 mm
Height
2020 mm
Width with motor
1555 мм
Ширина между ножками
Глубина между ножками
260 мм
Зазор
170-760 мм
Скорость прессования
4,20 мм/с0004
Скорость возврата
5,90 мм/с
Вес
630 кг
Элемент №
7025600
Изображения: Highres Product Image
Скачать
Изображения: Highres Product. Направляющие
Инструкции: Инструкции
Поиск
Технический чертеж: Гидравлический пресс P60EH Чертеж PDF
Скачать
Продукт добавлен в предложение
Продолжайте добавлять другие продукты и аксессуары или перейдите к предложению прямо сейчас.
Перейти к цитатеДобавить еще
Принадлежности
Набор пресс-инструментов
Защитный экран
ОПЫТ КЛИЕНТА ЯВЛЯЕТСЯ КЛЮЧЕВЫМ В КАЖДОМ АСПЕКТЕ НАШЕГО БИЗНЕСА.
Связаться с нами Найти дилера
ГАРАНТИЯ
Точно так же, как наши продукты предлагают высокую производительность и качество, наша гарантия. С 1 января 2017 года на всю нашу продукцию распространяется 10-летняя гарантия на раму, шасси и металлоконструкции, а также 3-летняя гарантия на гидравлическую систему (насос и цилиндр). Это наш способ показать, что вы можете доверять нашему качеству.
СДЕЛАНО В ДАНИИ
Мы гордимся тем, что вся продукция производится в Выборге, Дания. Здесь добросовестное мастерство сочетается с современным высокотехнологичным производственным предприятием площадью 12 000 м2, состоящим из роботов, станков для лазерной резки и современного оборудования с ЧПУ. В результате мастерство, знания и опыт сочетаются с бескомпромиссной точностью и эффективностью в продукте, который прослужит всю жизнь.
ISO 9001
Для обеспечения неизменно высокого качества каждый продукт перед отправкой тщательно тестируется.
