Пресс листоштамповочный автомат: Прайс–Лист Пресса-автоматы листоштамповочные с нижним приводом и многопозиционные
alexxlab | 08.06.2023 | 0 | Разное
Прайс–Лист Пресса-автоматы листоштамповочные с нижним приводом и многопозиционные
Пресса -автоматы листоштамповочные с нижним приводом и многопозиционные
Наличие и цены уточняются на момент заказа
| Автоматическая валковая подача с сервоприводом – автономное устройство, может использоваться с кривошипным прессом, перфорационным прессом, пресс-автоматом, в линии продольной и поперечной резки, с листогибом и другим оборудованием. Может устанавливаться на станину пресса или на собственную раму. Ширина ленты от 50 до 1200 мм, шаг подачи от 1 мм до 9 999 мм. Шаг подачи устанавливается с панели оператора. Точность подачи ±0,05 мм. Максимальная толщина зависит от мощности серводвигателя. Возможен шаг различной величины в пределах одного цикла.  Изменяемое направление движения ленты Изменяемое направление движения ленты | |||||
| Стандарт | Премиум | ||||
| 1 | Валковая подача ВП160 х 3,0 мм | ||||
| 2 | Валковая подача ВП250 х 3,0 мм | ||||
| 3 | Валковая подача ВП250 х 4,0 мм | ||||
| 4 | Валковая подача ВП320 х 3,0 мм | ||||
| 5 | Валковая подача ВП400 х 3,0 мм | ||||
| 6 | Валковая подача ВП400 х 4,0 мм | ||||
| 7 | Валковая подача ВП500 х 2,0 мм | ||||
| 8 | Валковая подача ВП500 х 4,0мм | ||||
| 9 | Валковая подача ВП600 х 2,0 мм | ||||
| 10 | Валковая подача ВП600 х 4,0 мм | ||||
| 11 | Валковая подача ВП800 х 3,0мм | ||||
Автоматические разматыватели для рулона – лента шириной от 50 до 1300 мм и массой рулона от 1000 до 8000 кг. Автономное устройство – может работать в любом комплексе (пресс-автомат, линия порезки и др.). Автономное устройство – может работать в любом комплексе (пресс-автомат, линия порезки и др.).• Управление – частотный преобразователь. • Плавная автоматическая регулировка скорости подачи материала до 36 м/мин. • Автоматически изменяемый внутренний диаметр. | |||||
| Стандарт | Премиум | ||||
| 1 | Автоматический разматыватель АРУ-160 /1т | ||||
| 2 | Автоматический разматыватель АРУ-250/1,5т | ||||
| 3 | Автоматический разматыватель АРУ-320/2т | ||||
| 4 | Автоматический разматыватель АРУ-400/3т | ||||
| 5 | Автоматический разматыватель АРУ-600/5т | ||||
| Правильно-разматывающее устройство для ленты до 3,6мм в комплекте с пассивным разматывателем | |||||
| модель | кап ремонт | новое | |||
| 1 | ПУ160 | ||||
| 2 | ПУ250 | ||||
| 3 | ПУ250М | ||||
| 4 | ПУ400 | ||||
| 5 | ПУ500 | ||||
| 6 | ПУ600 | ||||
| Прессы кривошипные открытые простого действия | |||||
| модель | кап рем | новый | |||
| 1 | КД2122 ус 16 т. с. с. | ||||
| 2 | КД2124 ус 25 т.с. | ||||
| 3 | КД2324 ус 25 т.с. | ||||
| 4 | КД2126К ус 40 т.с. | ||||
| 5 | КД1426 ус 40 т.с. Регулировка стола | ||||
| 6 | КД2126Л ус 40 т.с. | ||||
| 7 | КД2126Е ус 40 т.с. | ||||
| 8 | КИ2126 ус 40 т.с. | ||||
| 9 | КД2128Е ус 63 т.с. | ||||
| 10 | КИ2128 ус 63 т. с. с. | ||||
| 11 | КД2128К ус 63 т.с. | ||||
| 12 | КЕ2130А ус 100 т.с. | ||||
| 13 | КЕ2130А ус 100 т.с. Регулировка ползуна | ||||
| 14 | КЕ1430 ус 100 т.с. Регулировка стола | ||||
| 15 | КВ2132 ус 160 т.с. | ||||
| 16 | КМ2134 ус 250 т.с. | ||||
| Прессы-автоматы листоштамповочные с нижним приводом | |||||
| модель | кап рем | новый | |||
| 1 | АВ6224 ус 25 т. с. с. | ||||
| 2 | АВ6228 ус 63 т.с. | ||||
| 3 | АГ6230 ус 100 т.с. | ||||
| 4 | АА6032 ус 150 т.с. | ||||
Пресс-автомат листоштамповочный многопозиционный с верхним приводом А6140
- Главная /
- Справочник
- КПО советское, российское, импортное – справочная информация
- КПО советское, российское, импортное – справочная информация
- Пресс-автомат листоштамповочный многопозиционный с верхним приводом А6140
Предназначен для изготовления деталей из листового материала с использованием операций холодной штамповки: вырубки, пробивки отверстий, гибки, неглубокой вытяжки и т.д. С автоматическим переносом заготовок по позициям Позиций – 8
Технические характеристики станка А6140
| Параметр | Значение |
|---|---|
| Номинальное усилие, кН | 10000 |
| Ход ползуна наибольший, мм | 600 |
| Расстояние между столом и ползуном, мм | 1000 |
| Частота ходов ползуна непрерывных, 1/мин | 16 |
| Размеры стола: ширина, длина, мм | – |
| Мощность двигателя главного движения / мощность суммарная, кВт | 200 |
| Габариты, мм | 6100_4500_8550 |
| Масса, кг | 260000 |
| Начало серийного выпуска, год | 1974 |
| Завод-производитель | Тяжпрессмаш, ОАО г. Рязань Рязань |
Предлагаем купить новые или после капремонта аналоги оборудования типа Пресс-автомат листоштамповочный многопозиционный с верхним приводом А6140 по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе
Продажа аналогов станка модели А6140 производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию – Пресс-автомат листоштамповочный многопозиционный с верхним приводом А6140 составляет:
- новые станки – 12 мес.,
- после капитального ремонта – 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Пресс-автомат листоштамповочный многопозиционный с верхним приводом А6140 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 276-70-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Пресс-автомат листоштамповочный многопозиционный с верхним приводом А6140 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
Популярные модели
-
В наличии
Штамповочный пресс для металла | Металлообрабатывающий пресс
Гидравлические и сервоприводные станки для высокоточной штамповки
Штамповочный пресс для металла, также известный как штамповочный пресс или пресс для металлообработки, использует сопряженные наборы штампов для формирования, придания формы, маркировки и резки металла. Штамповка — это универсальный термин в области металлообработки, который охватывает такие области применения, как штамповка и вырубка, тиснение, перфорация, чеканка и чеканка и даже общее формование. Прессы, используемые для формовки металла, часто имеют плиты с подогревом для повышения пластичности формовочных материалов (заготовок). Добавление тепла к работе пресса для штамповки металла также снижает усилие, необходимое прессу для создания готовой детали. Это приводит к экономии затрат в процессе проектирования, а также к увеличению срока службы матрицы.
Штамповка — это универсальный термин в области металлообработки, который охватывает такие области применения, как штамповка и вырубка, тиснение, перфорация, чеканка и чеканка и даже общее формование. Прессы, используемые для формовки металла, часто имеют плиты с подогревом для повышения пластичности формовочных материалов (заготовок). Добавление тепла к работе пресса для штамповки металла также снижает усилие, необходимое прессу для создания готовой детали. Это приводит к экономии затрат в процессе проектирования, а также к увеличению срока службы матрицы.
Гидравлические прессы и прессы с линейным сервоприводом идеально подходят для штамповки металлов, поскольку они работают с полной нагрузкой на протяжении всего хода, а не только в нижней мертвой точке (НМТ). Такая гибкость формования особенно важна при штамповке высокопрочных металлических сплавов. Кроме того, такие технологии, как клапаны предварительного заполнения и короткий ход, являются отличным вариантом для гидравлических формовочных прессов для увеличения скорости во время цикла. Точность и программируемость жизненно важны для создания наиболее эффективной операции штамповки и защиты ваших инструментов и оборудования от ненужного износа.
Точность и программируемость жизненно важны для создания наиболее эффективной операции штамповки и защиты ваших инструментов и оборудования от ненужного износа.
Проблемы штамповочных прессов для металла
Три основные проблемы, связанные с прессами, используемыми для штамповки, — ударная нагрузка, точность и эффективность.
Удар прорыва — это внезапное высвобождение силы в нижней части хода, когда матрица пробивает материал. Он часто характеризуется громким гулом и/или вибрацией, которые вызывают чрезмерную нагрузку на пресс и инструменты. Технология Active Leveling Control компании Beckwood противодействует эффектам резкого удара и пружинения, поддерживая постоянную параллельность ползуна пресса на протяжении всего хода. Это продлевает срок службы инструмента и защищает раму пресса.
Точность и эффективность являются общими проблемами, поскольку штамповка металла в основном выполняется на механических прессах, которые достигают полного тоннажа только в нижней точке хода (НМТ). Вот почему Beckwood предлагает прессы для обработки металлов давлением с сервоэлектрическим приводом. Сервоэлектрические прессы исключают коленчатый вал и маховик и используют электричество по требованию для создания усилия в любой точке хода. Эта дополнительная точность приводит к меньшему количеству брака, экономии энергии и повышению качества деталей.
Вот почему Beckwood предлагает прессы для обработки металлов давлением с сервоэлектрическим приводом. Сервоэлектрические прессы исключают коленчатый вал и маховик и используют электричество по требованию для создания усилия в любой точке хода. Эта дополнительная точность приводит к меньшему количеству брака, экономии энергии и повышению качества деталей.
Альтернативы механическим штамповочным прессам
Несмотря на то, что механические штамповочные прессы обеспечивают самые высокие скорости среди всех методов прессования, они имеют ограниченную гибкость формования и склонны к двойному удару и залипанию в нижней мертвой точке (НМТ). Чтобы справиться с этими проблемами, Beckwood разработала новую линейку линейных сервопрессов, которые достигают полного тоннажа в любом месте на протяжении всего хода. Это устраняет BDC и обеспечивает непревзойденную гибкость формовки на скоростях производственного уровня. Узнайте больше о штамповочных прессах с линейным сервоприводом.
АРТИКУЛ : Что особенного в горячей штамповке
Узнайте больше о преимуществах сервопрессов
Полное руководство по выбору правильного штамповочного пресса
Штамповочный пресс — это широко используемое обрабатывающее оборудование в обрабатывающей промышленности, используемое для ковки, штамповки и обработки пластин. Это обширная машина сама по себе.
Это обширная машина сама по себе.
Штамповочные прессы бывают разных типов, поэтому при покупке важно учитывать производимую готовую продукцию, тип штампа, характеристики процесса штамповки, эффективность производства и инвестиционный бюджет. Тщательное рассмотрение и исследования помогут обеспечить положительную отдачу от инвестиций в штамповочный пресс.
При выборе штамповочного пресса в первую очередь учитываются два важных фактора: тип и технические характеристики.
Выбор типа штамповочного пресса
Существует множество типов штамповочных прессов, и выбор типа в первую очередь зависит от материала, технических характеристик, размеров и требований к размерам готовой продукции.
Выбор на основе типа штампованной детали
Выбор типа пуансона во многом определяется типом штампованной детали, включая материал, технические характеристики и окончательный размер штампованной детали.
Например, пуансон с С-образной рамой подходит для металлических заготовок малого и среднего размера, гибочных деталей или деталей с неглубоким волочением. Однако упругая деформация его рамы может нарушить равномерность распределения зазора штампа, влияя на точность готовых штампованных изделий и сокращая срок службы штампа.
Однако упругая деформация его рамы может нарушить равномерность распределения зазора штампа, влияя на точность готовых штампованных изделий и сокращая срок службы штампа.
Несмотря на эти ограничения, пуансон с С-образной рамой имеет ряд преимуществ, таких как открытая с трех сторон рама, что упрощает эксплуатацию и установку форм, питателей и устройств автоматической смены форм для автоматизированного производства, а также его экономичная стоимость. .
Для больших, средних или высокоточных штампованных изделий рекомендуется выбирать пуансон с Н-образной рамой или пуансон с двумя валами.
Для специальных процессов штамповки, таких как правка, коррекция изгиба и формовка, следует выбирать штамповочный пресс с высокой прочностью и жесткостью. Если высокий уровень точности обработки является приоритетом, следует выбрать штамповочный пресс с высокой жесткостью или пуансон с высокой производительностью (с достаточной мощностью давления для процесса обработки).
Однако, даже если пуансон большой емкости используется с пуансоном С-образной рамы, это не окажет существенного влияния. Важно отметить, что в этом сценарии следует выбирать штамповочный пресс с высокой жесткостью.
Важно отметить, что в этом сценарии следует выбирать штамповочный пресс с высокой жесткостью.
Выбор на основе эффективности производства штампованных деталей
При использовании ручной подачи важно не выбирать штамповочный пресс со слишком большим количеством ходов. Во время автоматической штамповки по возможности следует выбирать пуансон с большим количеством ходов.
Однако при глубокой вытяжке не следует выбирать пуансон со слишком большим количеством ходов, так как процесс вытяжки будет слишком быстрым, не оставив времени для полной деформации материала, что может привести к растрескиванию деталей.
При объеме производства более 3000 партий выгоднее использовать автоматическую подачу.
Для нескольких партий и больших количеств рекомендуется рассмотреть методы непрерывной обработки, такие как высокоскоростные автоматические штамповки и трансферные штамповки. Выбор между универсальным пуансоном или автоматическим пуансоном также должен учитывать будущие производственные планы, рыночные условия и технические тенденции.
После выбора типа штамповочного пресса также необходимо определить спецификацию оборудования. Это достигается путем согласования размеров матрицы и параметров оборудования в соответствии с планом обработки и результатами расчетов обработки.
Выбор спецификаций штамповочного оборудования в первую очередь основывается на следующих технических параметрах.
(1) Номинальное давление
Сила, создаваемая ползунком пресса во время движения вниз, называется давлением штамповки. Давление механического штамповочного пресса изменяется в зависимости от нижнего положения ползуна (или угла поворота кривошипа в случае кривошипного пуансона).
Номинальное давление – это максимальная сила удара, которую ползунок может выдержать на определенном расстоянии до достижения нижней мертвой точки или при определенном угле поворота кривошипа до достижения нижней мертвой точки.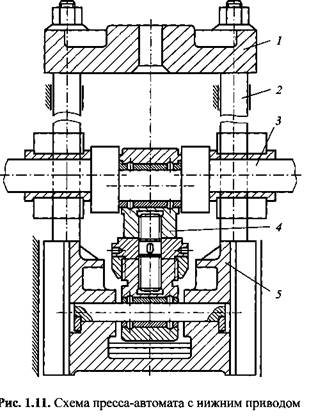 Это конкретное расстояние называется номинальным ходом нагнетания, а соответствующий угол кривошипа является номинальным углом нагнетания. Номинальное давление отражает силу удара, которую может выдержать сам пуансон.
Это конкретное расстояние называется номинальным ходом нагнетания, а соответствующий угол кривошипа является номинальным углом нагнетания. Номинальное давление отражает силу удара, которую может выдержать сам пуансон.
Номинальное давление является критическим техническим параметром при выборе характеристик пуансона. Чтобы обеспечить безопасность процесса штамповки, усилие выбранного пуансона должно быть больше, чем фактическое давление штамповки, и должно обеспечивать, чтобы кривая частичной нагрузки не превышала кривую допустимой нагрузки пуансона.
Общие принципы выбора тоннажа:
- Для вырубки и коррекции изгиба давление штамповки не должно превышать 80–90% тоннажа.
- При глубокой вытяжке усилие вытяжки не должно превышать 50–60 % тоннажа.
- При неглубокой вытяжке усилие вытягивания не должно превышать 70-80% тоннажа.
Для комбинированной вырубки, гибки или вытяжной штамповки значение тоннажа следует определять исходя из конкретных условий и кривой допустимой нагрузки используемого станка.
При штамповке более толстых деталей важно учитывать не только допустимое давление пуансона, но и его мощность.
Изменение силы пробивки во время штамповки различается для разных типов штамповки, а также изменяется максимальная сила удара ползуна пуансона.
Таким образом, номинальное давление следует выбирать на основе кривой допустимого давления пуансона и кривой фактического усилия конкретного процесса штамповки, чтобы кривая фактического давления штамповки оставалась ниже кривой допустимого давления пуансона.
(2) Высота закрытия и монтажная высота матрицы
Когда ползунок пресса находится в нижней мертвой точке, расстояние между его нижним торцом и верхней поверхностью рабочего стола называется высотой закрытия пресса.
Листогибочный пресс изгибает…
Включите JavaScript
Листогибочный пресс изгибается, которого вы, возможно, никогда раньше не видели
Разница между высотой закрытия пресса и толщиной опорной плиты станка составляет называется монтажной высотой штампа.
Если используется неорганический матрац, высота закрытия равна высоте установки штампа.
Регулировочный винт в шатуне позволяет регулировать высоту установки штампа в определенном диапазоне.
Когда ползунок установлен на верхний предел, высота установки штампа достигает своего максимального значения, которое является максимальной высотой монтажа штампа.
И наоборот, когда ползунок установлен на нижний предел, высота установки штампа достигает своего минимального значения, которое является минимальной высотой монтажа штампа. Разница между ними заключается в диапазоне регулировки высоты установки штампа.
При выборе пресса высота закрытия штампа должна быть между максимальной и минимальной высотой закрытия пресса.
Поскольку соединительный стержень может со временем укорачиваться из-за износа, а высота закрытия штампа может уменьшиться при будущем ремонте, высота штампа обычно проектируется так, чтобы быть близкой к высоте установки штампа штамповочного пресса.
(3) Ход ползуна
Ход ползуна представляет собой расстояние, пройденное ползунком от верхней мертвой точки до нижней мертвой точки.
Для кривошипных пуансонов ход ползуна равен удвоенному радиусу кривошипа, что отражает рабочий диапазон пуансона. Более длинный ход позволяет пробивать детали большей высоты.
Выбор хода ползуна в основном основан на легкости вставки штамповочной заготовки в матрицу и извлечения штампованных деталей. Обычно рекомендуется, чтобы ход ползунка был в два раза больше высоты штампованной детали.
При ручной подаче лучше не выбирать штамповочный пресс со слишком большим количеством ходов. Для автоматической штамповки предпочтительнее выбрать штамповочный пресс с большим ходом. Однако при глубокой вытяжке не следует выбирать штамповочный пресс со слишком большим количеством ходов, так как высокая скорость вытяжки может привести к неполной деформации материала, что приведет к растрескиванию деталей.
(4) Количество ходов с
Количество ударов штамповочного пресса в минуту относится к частоте движения скользящего блока от верхней до нижней точки мертвая точка и обратно за минуту.
Количество ходов сильно влияет на производительность процесса штамповки и в основном определяется требованиями производства, приемлемой скоростью деформации материала и возможностью непрерывной работы.
(5) Размер рабочего стола
Размер стола для штамповки определяется исходя из размера фактически установленной формы. Если форма большая, размер рабочего стола можно отрегулировать в соответствии с потребностями заказчика.
Стол для пуансона (или поверхность опорной пластины) должен быть больше горизонтального размера нижнего штампа. Рекомендуется, чтобы каждая сторона была на 50-70 мм больше, чтобы облегчить установку штампа.
Кроме того, размер нижней поверхности штампа должен быть больше размера поверхности рабочего стола. Обычно он на 45-50 мм больше с каждой стороны. Размер отверстия рабочего стола должен быть больше, чем размер любых потенциально отсутствующих деталей.
(6) Размер отверстия ручки штампа
Отверстие для ручки штампа расположено в центре нижнего конца выдвижного блока пуансонов малого и среднего размера для облегчения установки верхнего штампа .
Диаметр ручки штампа должен соответствовать диаметру отверстия под ручку штампа на пуансоне, а длина зажимной части ручки штампа должна быть немного короче глубины отверстия под ручку штампа на пуансоне .
При выборе штамповочного оборудования следует также учитывать фактические условия производственной площадки.
Если нет подходящего оборудования, следует использовать существующее оборудование для производства штамповки.
Когда более чем одна единица оборудования соответствует требованиям, производственные потребности в других продуктах и эффективное использование ресурсов оборудования должны рассматриваться всесторонне.
Простота обслуживания
Штамповочные прессы с высокой производительностью, крупносерийным производством, высокой гибкостью и простотой обслуживания отличаются высокой надежностью и могут оказать значительное влияние на общий объем производства.
Безопасность
Штамповка является опасной операцией, и безопасность нельзя игнорировать.
При выборе перфоратора важно выбрать тот, который оснащен функциями безопасности, гарантирующими, что даже в случае ошибки в работе можно предотвратить несчастные случаи и безопасно выполнять операции.
Охрана окружающей среды
Охрана окружающей среды становится все более актуальной проблемой. В будущем выбор перфоратора с низким уровнем шума и вибрации станет важным направлением развития отрасли.
Стандарт выбора штампаКак выбрать штамп для штамповочного пресса?
Для начала вы должны выбрать матрицу пуансона в зависимости от силы гашения вашего пуансона. Вы должны точно измерить высоту закрытия и посадку штампа, а затем выбрать соответствующий блок штампа, соответствующий вашим конкретным потребностям.
Вы должны точно измерить высоту закрытия и посадку штампа, а затем выбрать соответствующий блок штампа, соответствующий вашим конкретным потребностям.
Далее следует выбрать материалы пресс-формы, исходя из материала изделия, которое необходимо обработать.
Важно отметить, что более высокая твердость материала штампа не всегда лучше. Если твердость слишком высока, а усилие штамповки слишком велико, матрица инструмента может сломаться, что приведет к образованию мелких трещин, которые повлияют на точность изделия.
Материалы форм должны иметь баланс гибкости и прочности. Выбор материала должен быть сделан на основе материала обрабатываемого продукта.
Наконец, решающим фактором является то, могут ли инструмент производителя штампа и уровень производства штампа соответствовать требуемому стандарту точности. Это необходимо для обеспечения точности производства и обработки продукта.
Рекомендуется выбирать производителя пресс-форм с хорошей репутацией, а не выбирать дешевый вариант, который может поставить под угрозу качество штамповочного пресса.