Пресс механический винтовой – Пресс механический настольный ручной
alexxlab | 26.02.2020 | 0 | Разное
Пресс винтовой ручной механический АР-3
Каталог товаров
Сделайте магазин лучше!Ответьте на несколько вопросов, ваше мнение важно для нас
{“c”:”bitrix:news.list”,”t”:”banner_left”,”p”:{“IBLOCK_TYPE”:”content”,”IBLOCK_ID”:”11″,”NEWS_COUNT”:”5″,”SORT_BY1″:”RAND”,”SORT_ORDER1″:”ASC”,”SORT_BY2″:”ACTIVE_FROM”,”SORT_ORDER2″:”DESC”,”FILTER_NAME”:””,”FIELD_CODE”:[“”,””],”PROPERTY_CODE”:[“URL”,””],”CHECK_DATES”:”Y”,”DETAIL_URL”:””,”AJAX_MODE”:”N”,”AJAX_OPTION_SHADOW”:”Y”,”AJAX_OPTION_JUMP”:”N”,”AJAX_OPTION_STYLE”:”Y”,”AJAX_OPTION_HISTORY”:”N”,”CACHE_TYPE”:”N”,”CACHE_TIME”:”86400″,”CACHE_FILTER”:”N”,”CACHE_GROUPS”:”Y”,”PREVIEW_TRUNCATE_LEN”:””,”ACTIVE_DATE_FORMAT”:”d.m.Y”,”DISPLAY_PANEL”:”N”,”SET_TITLE”:”N”,”SET_STATUS_404″:”N”,”INCLUDE_IBLOCK_INTO_CHAIN”:”N”,”ADD_SECTIONS_CHAIN”:”N”,”HIDE_LINK_WHEN_NO_DETAIL”:”N”,”PARENT_SECTION”:””,”PARENT_SECTION_CODE”:””,”DISPLAY_NAME”:”N”,”DISPLAY_DATE”:”N”,”DISPLAY_TOP_PAGER”:”N”,”DISPLAY_BOTTOM_PAGER”:”N”,”PAGER_SHOW_ALWAYS”:”N”,”PAGER_TEMPLATE”:””,”PAGER_DESC_NUMBERING”:”N”,”PAGER_DESC_NUMBERING_CACHE_TIME”:”3600″,”PAGER_SHOW_ALL”:”N”,”AJAX_OPTION_ADDITIONAL”:””,”COMPONENT_TEMPLATE”:”banner_left”,”SET_BROWSER_TITLE”:”Y”,”SET_META_KEYWORDS”:”Y”,”SET_META_DESCRIPTION”:”Y”,”SET_LAST_MODIFIED”:”N”,”INCLUDE_SUBSECTIONS”:”Y”,”PAGER_TITLE”:”\u041d\u043e\u0432\u043e\u0441\u0442\u0438″,”PAGER_BASE_LINK_ENABLE”:”N”,”SHOW_404″:”N”,”MESSAGE_404″:””}}
{“c”:”altop:catalog.top”,”t”:”discount_left”,”p”:{“DISPLAY_IMG_WIDTH”:”178″,”DISPLAY_IMG_HEIGHT”:”178″,”SHARPEN”:”30″,”IBLOCK_TYPE”:”catalog”,”IBLOCK_ID”:”6″,”ELEMENT_SORT_FIELD”:”rand”,”ELEMENT_SORT_ORDER”:”asc”,”ELEMENT_SORT_FIELD2″:””,”ELEMENT_SORT_ORDER2″:””,”SECTION_URL”:””,”DETAIL_URL”:””,”BASKET_URL”:”\/personal\/cart\/”,”ACTION_VARIABLE”:”action”,”PRODUCT_ID_VARIABLE”:”id”,”PRODUCT_QUANTITY_VARIABLE”:”quantity”,”PRODUCT_PROPS_VARIABLE”:”prop”,”SECTION_ID_VARIABLE”:”SECTION_ID”,”DISPLAY_COMPARE”:”Y”,”ELEMENT_COUNT”:”3″,”LINE_ELEMENT_COUNT”:””,”PROPERTY_CODE”:[“NEWPRODUCT”,”SALELEADER”,”DISCOUNT”,”MANUFACTURER”,””],”PROPERTY_CODE_MOD”:[“”,””],”FLAG_PROPERTY_CODE”:”DISCOUNT”,”OFFERS_LIMIT”:””,”PRICE_CODE”:[“BASE”],”USE_PRICE_COUNT”:”N”,”SHOW_PRICE_COUNT”:”1″,”PRICE_VAT_INCLUDE”:”Y”,”PRODUCT_PROPERTIES”:[],”USE_PRODUCT_QUANTITY”:”Y”,”CACHE_TYPE”:”A”,”CACHE_TIME”:”86400″,”CACHE_NOTES”:””,”CACHE_GROUPS”:”Y”,”HIDE_NOT_AVAILABLE”:”N”,”CONVERT_CURRENCY”:”Y”,”CURRENCY_ID”:”RUB”,”COMPONENT_TEMPLATE”:”discount_left”,”OFFERS_FIELD_CODE”:[“”,””],”OFFERS_PROPERTY_CODE”:[“”,””],”OFFERS_SORT_FIELD”:”sort”,”OFFERS_SORT_ORDER”:”asc”,”OFFERS_SORT_FIELD2″:”id”,”OFFERS_SORT_ORDER2″:”desc”,”OFFERS_CART_PROPERTIES”:[]}}
Производители
{“c”:”bitrix:news.list”,”t”:”vendors_left”,”p”:{“IBLOCK_TYPE”:”catalog”,”IBLOCK_ID”:”4″,”NEWS_COUNT”:”10″,”SORT_BY1″:”NAME”,”SORT_ORDER1″:”ASC”,”SORT_BY2″:”SORT”,”SORT_ORDER2″:”ASC”,”FILTER_NAME”:””,”FIELD_CODE”:[],”PROPERTY_CODE”:[],”CHECK_DATES”:”Y”,”DETAIL_URL”:”\/vendors\/#ELEMENT_CODE#\/”,”AJAX_MODE”:”N”,”AJAX_OPTION_SHADOW”:”Y”,”AJAX_OPTION_JUMP”:”N”,”AJAX_OPTION_STYLE”:”Y”,”AJAX_OPTION_HISTORY”:”N”,”CACHE_TYPE”:”A”,”CACHE_TIME”:”86400″,”CACHE_FILTER”:”N”,”CACHE_GROUPS”:”Y”,”PREVIEW_TRUNCATE_LEN”:””,”ACTIVE_DATE_FORMAT”:”d.m.Y”,”DISPLAY_PANEL”:”N”,”SET_TITLE”:”N”,”SET_STATUS_404″:”N”,”INCLUDE_IBLOCK_INTO_CHAIN”:”N”,”ADD_SECTIONS_CHAIN”:”N”,”HIDE_LINK_WHEN_NO_DETAIL”:”N”,”PARENT_SECTION”:””,”PARENT_SECTION_CODE”:””,”DISPLAY_NAME”:”Y”,”DISPLAY_DATE”:”N”,”DISPLAY_TOP_PAGER”:”N”,”DISPLAY_BOTTOM_PAGER”:”N”,”PAGER_SHOW_ALWAYS”:”N”,”PAGER_TEMPLATE”:””,”PAGER_DESC_NUMBERING”:”N”,”PAGER_DESC_NUMBERING_CACHE_TIME”:”3600″,”PAGER_SHOW_ALL”:”N”,”AJAX_OPTION_ADDITIONAL”:””}}
Будьте в курсе!
Новости, обзоры и акции
{“c”:”bitrix:news.list”,”t”:”stati_left”,”p”:{“IBLOCK_TYPE”:”content”,”IBLOCK_ID”:”10″,”NEWS_COUNT”:”3″,”SORT_BY1″:”ACTIVE_FROM”,”SORT_ORDER1″:”DESC”,”SORT_BY2″:”SORT”,”SORT_ORDER2″:”ASC”,”FILTER_NAME”:””,”FIELD_CODE”:[“”,””],”PROPERTY_CODE”:[“”,””],”CHECK_DATES”:”Y”,”DETAIL_URL”:”\/about\/obzory-i-sovety\/#ELEMENT_CODE#\/”,”AJAX_MODE”:”N”,”AJAX_OPTION_SHADOW”:”Y”,”AJAX_OPTION_JUMP”:”N”,”AJAX_OPTION_STYLE”:”Y”,”AJAX_OPTION_HISTORY”:”N”,”CACHE_TYPE”:”A”,”CACHE_TIME”:”86400″,”CACHE_FILTER”:”N”,”CACHE_GROUPS”:”Y”,”PREVIEW_TRUNCATE_LEN”:””,”ACTIVE_DATE_FORMAT”:”d.m.Y”,”DISPLAY_PANEL”:”N”,”SET_TITLE”:”N”,”SET_STATUS_404″:”N”,”INCLUDE_IBLOCK_INTO_CHAIN”:”N”,”ADD_SECTIONS_CHAIN”:”N”,”HIDE_LINK_WHEN_NO_DETAIL”:”N”,”PARENT_SECTION”:””,”PARENT_SECTION_CODE”:””,”DISPLAY_NAME”:”Y”,”DISPLAY_DATE”:”Y”,”DISPLAY_TOP_PAGER”:”N”,”DISPLAY_BOTTOM_PAGER”:”N”,”PAGER_SHOW_ALWAYS”:”N”,”PAGER_TEMPLATE”:””,”PAGER_DESC_NUMBERING”:”N”,”PAGER_DESC_NUMBERING_CACHE_TIME”:”3600″,”PAGER_SHOW_ALL”:”N”,”AJAX_OPTION_ADDITIONAL”:””,”COMPONENT_TEMPLATE”:”stati_left”,”SET_BROWSER_TITLE”:”Y”,”SET_META_KEYWORDS”:”Y”,”SET_META_DESCRIPTION”:”Y”,”SET_LAST_MODIFIED”:”N”,”INCLUDE_SUBSECTIONS”:”Y”,”PAGER_TITLE”:”\u041d\u043e\u0432\u043e\u0441\u0442\u0438″,”PAGER_BASE_LINK_ENABLE”:”N”,”SHOW_404″:”N”,”MESSAGE_404″:””}}
{“c”:”bitrix:news.list”,”t”:”stati_left”,”p”:{“IBLOCK_TYPE”:”content”,”IBLOCK_ID”:”19″,”NEWS_COUNT”:”3″,”SORT_BY1″:”ACTIVE_FROM”,”SORT_ORDER1″:”DESC”,”SORT_BY2″:”SORT”,”SORT_ORDER2″:”ASC”,”FILTER_NAME”:””,”FIELD_CODE”:[“”,””],”PROPERTY_CODE”:[“”,””],”CHECK_DATES”:”Y”,”DETAIL_URL”:”\/about\/obzory-i-sovety\/#ELEMENT_CODE#\/”,”AJAX_MODE”:”N”,”AJAX_OPTION_SHADOW”:”Y”,”AJAX_OPTION_JUMP”:”N”,”AJAX_OPTION_STYLE”:”Y”,”AJAX_OPTION_HISTORY”:”N”,”CACHE_TYPE”:”A”,”CACHE_TIME”:”86400″,”CACHE_FILTER”:”N”,”CACHE_GROUPS”:”Y”,”PREVIEW_TRUNCATE_LEN”:””,”ACTIVE_DATE_FORMAT”:”d.m.Y”,”DISPLAY_PANEL”:”N”,”SET_TITLE”:”N”,”SET_STATUS_404″:”N”,”INCLUDE_IBLOCK_INTO_CHAIN”:”N”,”ADD_SECTIONS_CHAIN”:”N”,”HIDE_LINK_WHEN_NO_DETAIL”:”N”,”PARENT_SECTION”:””,”PARENT_SECTION_CODE”:””,”DISPLAY_NAME”:”Y”,”DISPLAY_DATE”:”Y”,”DISPLAY_TOP_PAGER”:”N”,”DISPLAY_BOTTOM_PAGER”:”N”,”PAGER_SHOW_ALWAYS”:”N”,”PAGER_TEMPLATE”:””,”PAGER_DESC_NUMBERING”:”N”,”PAGER_DESC_NUMBERING_CACHE_TIME”:”3600″,”PAGER_SHOW_ALL”:”N”,”AJAX_OPTION_ADDITIONAL”:””,”COMPONENT_TEMPLATE”:”stati_left”,”SET_BROWSER_TITLE”:”Y”,”SET_META_KEYWORDS”:”Y”,”SET_META_DESCRIPTION”:”Y”,”SET_LAST_MODIFIED”:”N”,”INCLUDE_SUBSECTIONS”:”Y”,”PAGER_TITLE”:”\u041d\u043e\u0432\u043e\u0441\u0442\u0438″,”PAGER_BASE_LINK_ENABLE”:”N”,”SHOW_404″:”N”,”MESSAGE_404″:””}}
youmet.ru
Пресс механический винтовой ПРК-2
Предназначен для выполнения сборочных работ и операций кернения крестовин при ремонте и производстве карданных валов, а также для других процессов, в которых присутствует операция прессования.
Конструктивные особенностиНа планшайбу, вертикальной головки пресса, устанавливается и закрепляется в корпусе, соответствующий диаметру подшипника вилки, пуансон.
Вилку с крестовиной устанавливается таким образом, чтобы ось отверстия вилки (и крестовины) совпадала с осью пуансона. Устанавливается нижний упор для поддержания крестовины.
Вращением штурвала головки пресса по часовой стрелке производят прессование.
При помощи пресса, возможна переработка карданных валов и других изделий, с параметрами, отличными от представленных выше, если это не препятствует комфортному проведению работ.
Пресс предназначен для работы в условиях ремонтных мастерских, не требует специальных знаний для эксплуатации и обслуживания.
| Параметры | ПРК-2 |
|---|---|
| Размеры рабочей зоны (Д х Ш х В), мм | 322х312х350 |
| Максимальное усилие развиваемое вертикальной головкой пресса на сжатие, кг. | 5500 |
| Максимальное усилие развиваемое вертикальной головкой пресса на разрыв, кг. | 2000 |
| Габаритные размеры оборудования, мм (Д х Ш х В) | 402х488х1478 |
| Масса станка, кг | 160 |
Пресс комплектуется оснасткой для кернения 7 типоразмеров крестовин диаметром от 19 до 31мм.

shvp.com.ua
Электрический винтовой отжимной пресс от изготовителя Ekoton
Спираль отжимного винта (шнека) изготавливается из износостойкой стали, остальные детали пресса отжимного изготавливаются из коррозионностойкой стали AISI 304, (AISI316).
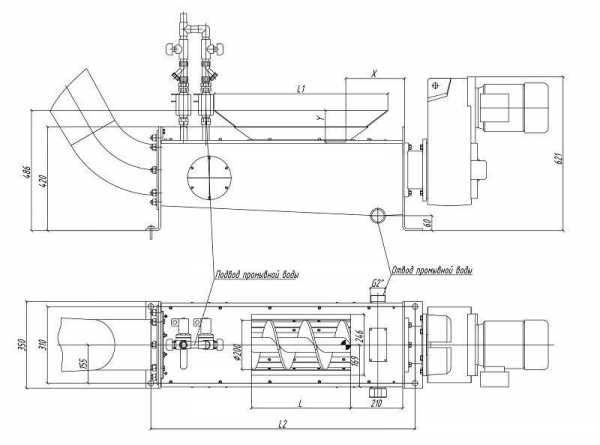
Шнек с переменным шагом установлен внутри двойного закрытого корпуса, в верхней части которого предусмотрен приемный бункер. В перфорированной передней части внутреннего корпуса находятся зона промывки и зона отжима, к зоне промывки подводится два штуцера для промывки перфорированного корпуса и для промывки самих отбросов и шнека. Шнек приводится в движение мотор-редуктором.
Отбросы подаются в корпус пресса отжимного через приемный бункер, и перемещаются шнеком к зонам промывки и отжима. Там отбросы, при необходимости, промываются водой под давлением от органики и частично отжимаются за счет уменьшения шага винта. Далее отжатые отбросы по отводной трубе перемещаются в приемный бункер. Вода после промывки отводится между корпусами в канал после решеток.
- уплотнение отбросов многократно сокращает расходы на их транспортировку;
- функция отмывки отбросов позволяет сохранить органические соединений в сточных водах, что способствует процессу их дальнейшей биологической очистки;
- надежность и долговечность конструкции благодаря применению коррозионностойких материалов.
Пресс отжимной автоматически включается после включения механизированной решетки с настраиваемым интервалом. Возможны также и другие схемы автоматизации работы пресса.
Предусматривается сигнализация нормальной работы оборудования и аварийных ситуаций. По согласованию с заказчиком возможна организация передачи данных о состоянии оборудования в АСУ ТП верхнего уровня с помощью стандартных протоколов связи.
Предусмотрены возможность обратного хода винта (реверса) для устранения возможного заклинивания. Пресс отжимной вместе с решетками и конвейером составляют высокоэффективный комплекс механической очистки сточных вод. Оснащение системы управления программируемыми модулями позволяет объединить комплекс в единую систему с общим центром управления и подключить его к системе удаленной диспетчеризации.
Основные технические характеристики
| Наименование параметра | Значение |
| Производительность, м3/ч | до 2 |
| Диаметр шнека, мм | 200 |
| Давление воды при промывке, МПа | 0,3…0,5 |
| Расход промывной воды*, л/мин | до 40 |
| Мощность привода, кВт | 3 |
* – Частота и время промывок пресса определяется настройкой автоматики
ru.ekoton.com
Винтовой пресс с механическим приводом
ОПИСАН
ИЗОБРЕТЕ
I8I
Союз Советских
Социалистических
Республик
Зависимое от авт. свидетельств
Заявлено 20,Х11.1961 (Л” 766124 с присоединением заявки гс
g, 12
Ь,2
В 23j
B 30с
Приоритет
Опубликовано 17.Х1.1966. Бюлл
Дата опубликования описания
Комитет по делам изобретеиий и открытий при Совете Мииистров
СССР
Авторы изобретения
Р. П. Гальперин и В. И. Жагиро
Заявитель
ВИНТОВОЙ ПРЕСС С МЕХАНИЧЕСКИМ ПРИВОДОМ тродвигатель 1 выключается и гайка б стопорится. Процесс приводится в движение рабочим при помощи штурвала 10.
Прп механическом приводе шпонка 9 вво5 дптся в шпоночный паз 8 рабочего винта 7 и включается электродвигатель. Реверсирование движения рабочего винта обеспечивается изменением направления вращения электродвигателя.
10 При дифференциальном приводе шпонка 9 выводится из шпоночного паза 8 рабочего винта 7, электродвигатель работает, штурвал удерживается руками или вращается в ту или другую сторону рабочим.
15 Описываемый винтовой пресс с механическим приводом предназначен для уплотнения и глянцевания серебряного покрытия объемных резонаторов и калибровки вол новодог, различных типов.
Вигповой пресс с механическим приводом от
25 электродвигателя через зубчатую передачу, конечный элемент которой жестко связан с гайкой рабочего винта, от.гггчаюгггггггся тем, что, с целью регулирования усилия и величины хода пресса в процессе работы, он снаб30 жец выдвижной в направлении, перпендикуИзвестны винтовые прессы с механическим приводом от электродвигателя через зубчатую передачу, конечный элемент которой жестко связан с гайкой рабочего винта.
Отличительной особенностью описываемого винт ового пресса является наличие выдвижной шпонки, которая входит в продольный паз рабочего винта и перемещается в нем посредством, например, рычага и эксцентрика в направлении, перпендикулярном оси рабочего винта.
Такая конструктивная особенность винтового пресса позволяет регулировать усилие и величину его хода в процессе раооты.
На чертеже показана кинематическая схема винтового пресса с механическим приводом.
Вращение от электродвигателя 1 текстропным ремнем 2 передается па шкив 8, укрепленный на валу червяка 4. Червяк передает усилие червячной шестерне 5, которая жестко соединена с гайкой б. В гайке перемещается рабочий винт 7, имеющий продольный шпоночный паз 8 для входа выдвижной шпонки 9.
Шпонка снабжена рычагом с эксцентриком для ручного перемещения.
На верхнем конце рабочего винта 7 укреплен штурвал 10, на нижнем — инструмент 11.
При ручном приводе шпонка 9 выводится из шпоночного паза 8 рабочего винта 7, лекПредмет изобретения
151181
Редактор Р. А. Киселева Техред А. А. Камышникова Корректоры: Л. Е. Иарисич и T. Н. Костикова
Заказ 3886/6 Тиран
ЦНИИПг1 Комитета rro делам изобретений и открытий прн Совете Министров СССР
Москва, Центр, пр. Серова, д. 4
Типография, пр. Сапунова, 2 лярном оси рабочего винта, шпонкой, входящей в продольный паз рабочего винта и перемещаемой в нем посредством, например, рычага и эксцентрика,
findpatent.ru
Пресс винтовой – Энциклопедия по машиностроению XXL
Для горячей объемной штамповки применяют молоты, кривошипные горячештамповочные прессы, горизонтально-ковочные машины, гидравлические прессы, винтовые прессы и маишны для специализированных процессов штамповки. Процессы штамповки на этих машинах имеют свои особенности, обусловленные устройством и принципом их действия. [c.87]Реверсивные приводы станки строгаль- 0,8 ные и долбежные. Прессы винтовые и эксцентриковые. Станки ткацкие и прядильные. Транспортеры винтовые и скребковые, элеваторы [c.148]
Правило золотое механики 327 Пресс винтовой 328 [c.639]
Пуассона и Гамильтона 466 Пресс винтовой 222 [c.513]
Прессы винтовые и эксцентриковые с относительно легким маховиком, ножницы, молоты Бегуны, глиномялки, мельницы шаровые, дробилки [c.500]
Винтовые прессы — см. Прессы винтовые Винтовые соединения 2-177 5 — 253 Винтовые штифтовые машинные развёртки — см. Развёртки винтовые штифтовые машинные [c.34]
Прессы-автоматы кузнечно-штамповочные—Детали — Материалы 8 — 627 Смазка 8 — 627 –горизонтальные — Коленчатые валы—Размеры 8 — 626 — Делители для шлихтовки 8 — 448 Линейные параметры 8 — 625 Станины — Вес 8 — 627 Прессы винтовые — Конструктивные разновидности 8 — 641, 644 [c.212]
ГОСТ 713—74. Прессы винтовые. Основные параметры и размеры. [c.134]
Прессы винтовые фрикционные с номинальным усилием от 40 до 630 т [c.744]
Поршневые насосы и компрессоры с одним или двумя цилиндрами вентиляторы и воздуходувки тяжелого типа транспортеры винтовые, скребковые дезинтеграторы станки строгальные, долбежные, заточные прессы винтовые эксцентриковые с относительно тяжелым маховиком ткацкие и прядильные машины хлопкоочистительные машины [c.514]
Подъемники, элеваторы, драги прессы винтовые и эксцентриковые с относительно легким маховиком, ножницы, молоты, бегуны, глиномялки, мельницы шаровые, жерновые, вальцовые, дробилки, лесопильные рамы [c.514]
В состав вспомогательного оборудования входят обдирочно-шлифовальный станок (один или больше), настольное точило, ручной пресс (винтовой или реечный), заточной [c.18]
Станки строгальные, долбежные, зубодолбежные и деревообрабатывающие насосы и компрессоры поршневые с одним или двумя цилиндрами вентиляторы и воздуходувки тяжелого типа, конвейеры винтовые, скребковые, дезинтеграторы прессы винтовые эксцентриковые с относительно тяжелым маховиком ткацкие машины, хлопкоочистительные машины, машины для прессования и брикетирования кормов и др. [c.771]
Дяя соединения холодной точечной сваркой могут быть использованы любые прессы (винтовые, гидравлические, рычажные, эксцентриковые), кроме того, применяются специализированные установки для стыковой холодной сварки. [c.256]
Поршневые насосы и компрессоры с одним или двумя цилиндрами, вентиляторы и воздуходувки тяжелого типа транспортеры винтовые, скребковые дезинтеграторы станки строгальные, долбежные, заточные, прессы винтовые и эксцентриковые с относительно тяжелым маховиком ткацкие машины, банкаброши, ватеры хлопкоочистительные машины Подъемники экскаваторы, драги прессы винтовые и эксцентриковые с относительно легким маховиком, ножницы, молоты бегуны, глиномялки, мельницы шаровые, жерновые, вальцовые дробилки, лесопильные рамы [c.232]
Пресс Винтовой фрикционный ГОСТ 7203-70 (Ю) [c.21]
Прессы винтовые (табл. 20) предназначены для штамповки в открытых и закрытых штампах (в основном одноручьевых). Прессы усилием до [c.298]
Выбор винтовых прессов. Винтовые прессы получили применение на операциях калибровки (рельефной формовки) из заготовках из толстолистовой стали. Эти операции характеризуются высоким сопротивлением деформации и уменьшенным расходом работы Аф вследствие малой величины самой деформации. [c.518]
Прессы винтовые — Выбор 518 [c.538]
Холодная правка валов может выполняться вручную при помощи винтовых скоб, рычагов, но лучше правку производить под прессом. Винтовую скобу (рис. 83, а) накладывают на вал 2 захватами 1 так, чтобы винт 3 расположился своим упором против места наибольшего прогиба вала. Вращая винт, выправляют вал в этом месте затем скобу последовательно перемещают на другие участки и повторяют операцию до тех пор, пока весь вал не будет выправлен. Другой вид механического приспособления, более совершенного и более сложного, показан на рис. 83, б. [c.194]
Прессы винтовые ручные 815 [c.935]
Прессы винтовые, гидравлические + + [c.255]
Подъемники, экскаваторы, драги Ударная и резко прессы винтовые и эксцентриковые с неравномерная на-относительно легким маховиком нож- грузка. Макси-ницы, молоты, бегуны, глиномялки мальная кратко-мельницы шаровые, жерновые, валь- временная нагруз-цовые дробилки лесопильные рамы ка до 300 % от и др. номинальной [c.114]
Штамповка на винтовых прессах. Винтовые прессы (фрикционные и гидровинтовые) по принципу воздействия на заготовку представляют собой машины промежуточного вида между прессом и молотом. Ползун винтового пресса в конце хода вниз производит удар со скоростью 1—3 м/с, что в 4—8 раз меньше скорости бойка молота. Эта особенность винтовых прессов определила их использование для штамповки поковок из трудно деформируемых и малопластичных сталей и сплавов (медных и магниевых). Их применяют для мелких и средних поковок типа колпачков и стаканчиков, типа стержня с утолщением, например винты и болты, а также для штамповки сложных поковок, требующих разъемных матриц, в частности корпусов вентилей, тройников деталей трубопроводов. [c.540]
Прессы винтовые фрикционные Винты — Грани — Обрезка по контуру 509 [c.1045]
Прессы винтовые фрикционные Фрикционные изделия 319 Фрикционные материалы — Испытание на трение 28 –металлокерамические — Технические характеристики 279 Фрикционные штамповочные молоты — см. Молоты штамповочные фрикционные [c.1076]
Пусковая нагрузка до 200% нормальной. Значительные колебания рабочей нагрузки Поршневые насосы и компрессоры с одним или двумя цнлиндранш вентиляторы и воздуходувки тяжелого типа транспортеры винтовые, скребковые дезинтеграторы станки строгальные, долбежные, заточные прессы винтовые и эксцентриковые с относительно тяжелым маховиком 0,84 0,73 0,60 0,78 0,68 0,56 0,71 0,82 0,51 [c.491]
Пусковая нагрузка до 300% нормальной. Весьма неравномерная и ударная рабочая нагрузка Подъелшики, экскаваторы прессы винтовые и эксцентриковые с относительно легким маховиком ножницы молоты бегуны глиномялки мельницы шаровые, жерновые, вальцовые дробилки, лесопильные рамы 0,78 0,68 0,56 0,71 0,62 0,51 0,61 0,53 0,44 [c.491]
Поршневые насосы и компрессоры с одним или двумя цилиндрами вентиляторы и воздуходувки тя.желого типа трапспортеры станки строгальные, долбежные прессы винтовые и эксцентриковые с относительно тяжелым маховиком [c.500]
Упорная резьба (табл. 11 и 12). Упорная или пилообразная резьба является резьбой грузовой. Эта резьба находит применение в механизмах с большим односторонним давлением, как, например, в гидравлических прессах, винтовых прессах, в нажимных винтах прокатных станов, в резьбе крюков, артсистемах и т. д. [c.842]
К сожалению, отсутствие подготовленных научных кадров в то время не позволило увеличить количество работ в этом направлении. В период 1930—1932 гг. в лаборатории образовалось основное ядро научных работников пришли М. В. Сторожев, А. Т. Голован, И. И. Гирш, А. И. Должанский, Н. М. Копылов, А. С. Федоров и несколько позднее — В. Ф. Щеглов. С приходом новых сотрудников расширился объем работ по теории, расчету кузнечных машин паровоздушных молотов, кривошипных машин, гидравлических прессов, винтовых машин и электропривода кузнечных машин. [c.46]
Соединение под давлением пресса Прессы Винтовые ручные Рееч но-рычажные Маятниковые педальные Пневматические Винтовые приводные Реечные приводные Г идравлические Для усиления в кГ 1000—2000 1000—1500 300—500 3000—5000 5000-10 000 То же Свыше 10 000 [c.395]
Основные параметры прессов винтовых (ГОСТ 713Е—81) [c.302]
Заготовки по ширине склеиваются в ваимах, веерных и конвейерных прессах. Винтовая вайма с двухсторонним зажимом показана на фиг. 246. Такие ваймы в крупном производстве не применяются вследствие их низкой производительности. [c.221]
Соединение деталей с прессовой посадкой может производиться запрессовкой, нагревом охватывающей детали, охлаждением охватываемой детали и комбинированным способом. Детали запрессовывают ручными приспособлениями — легкими ударами молотка, или при помощи струбцин, домкратов, винтовых передач и т. д. ручными прессами винтовыми или рычажно-реечными с силой I—3 г гидравлическими, пневматическими и механическими прессами с силой более 3 т. На величину силы запрессовки большое влияние оказывают скорость запрессовки и смазка сопрягаемых поверхностей. Скорость запрессовки не должна превышать 5 MMj eK. Смазка сопрягаемых поверхностей при запрессовке производится тавотом, солидолом или машинным маслом. [c.258]
Штамповка в открытых штампах наиболее распространена и производится на различных машинах молотах, КГШП, гидравлических прессах, винтовых прессах и т. д. Она характеризуется тем, что штамп в прессе деформирования остается открытым (рис. 6.14, а). Зазор между подвижной и неподвижной частями штампа является переменным, в него затекает (вьщавливается) металл при деформировании, образуя заусенец. Основное назначение этого заусенца — компенсация колебаний исходных заготовок по массе. Этот тип штампа можно применять для деталей любой конфигурации. Однако наличие заусенца увеличивает расход металла, а для обрезки заусенца необходимо применение специальных обрезных прессов и штампов. [c.530]
Упорная резьба. Упорная или пилообразная рв1ьба применяется в механизмах с большим односторонним давлением, как, например, в гидравлических прессах, винтовых прессах, в нажимных винтах прокатных станов и т. п. [c.301]
mash-xxl.info
Прессы винтовые ручные – Энциклопедия по машиностроению XXL
Прессы винтовые ручные 815 [c.935]Под давлением пресса Прессы винтовые ручные реечные пневматические винтовые приводные реечные приводные гидравлические Усилие в тс —2 1—5 3-5 5—10 5-10 Свыше 10 Габариты соединения определяются размерами рабочего пространства пресса [c.342]
Запрессовка деталей может производиться ударами ручника при посадке небольших штифтов, клиньев, шпонок, заглушек и т. п. Для создания больших сил при запрессовке применяют разнообразные прессы винтовые ручные [сила 20 кн (2000 кГ)], реечно-рычажные [сила 10—15 кн (1000—1500 кГ)], маятниковые педальные [сила 3—5 кн (300—500 кГ)], пневматические [сила 30—50 кн (3000—5000 кГ)], винтовые и реечные приводные [сила 50—100 кн (5000—10000 кГ)], гидравлические и пневмо-гидравлические [сила свыше 100 кн (10000 кГ)]. Тоннаж пресса выбирают по силе запрессовки с учетом коэффициента запаса, величина которого принимается от 1,5 до 2,0. [c.261]
Слесарный верстак на одни тиски Пресс винтовой ручной для прав ки пластин. . [c.298]
В состав вспомогательного оборудования входят обдирочно-шлифовальный станок (один или больше), настольное точило, ручной пресс (винтовой или реечный), заточной [c.18]
| Рис. 3. Оборудование для правки деталей типа валов о — скоба-пресс б — ручной винтовой пресс с центрами для контроля правки | 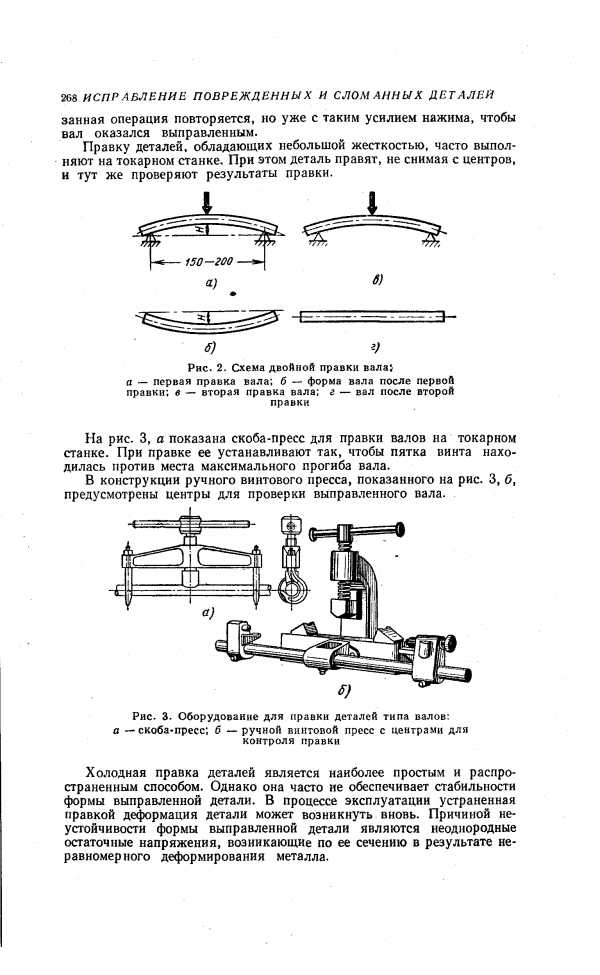 |
Винтовые ручные прессы одностоечные обеспечивают создание усилий до 7,5 кН, двухстоечные до 50 кН. Ход ползуна винтовых прессов 200 – 400 мм. Для использования при работе пресса инерционных сил на головке винта укрепляют массивный маховик или длинную штангу с двумя грузами. [c.815]
Винтовые ручные прессы [c.221]
Штучные заготовки большой длины правят на винтовых (ручных), гидравлических и пневматических прессах. [c.61]
Винтовые ручные прессы одностоечные (рис. 58, а) обеспечивают создание усилий до 500—750 кГ [c.627]
В механических цехах детали — тела вращения делают из прутков, поковок, штампованных заготовок, отливок. В заготовительном отделении или цехе прутки подвергают правке и разрезке, а в некоторых случаях — обдирке по всей длине. У поковок и штампованных заготовок фрезеруют торцы. Для устранения искривления оси прутки правят на правильных или правильно-калибровочных станках. Применяемая иногда ручная правка (рихтовка) неудовлетворительна из-за низкой производительности. Штучные заготовки большой длины правят на винтовых (ручных), гидравлических, пневматических и фрикционных прессах. Заготовки перед правкой проверяют в центрах. [c.101]
Ручные прессы. При изготовлении мелких деталей малыми сериями и при сборочных работах часто применяются ручные прессы— винтовые, реже рычажные. Однако в последнее время такие прессы постепенно вытесняются электромагнитными и пневматическими прессами, что увеличивает производительность труда и облегчает условия работы. [c.439]
Если шатун исправен, все три выступа должны прикасаться к плоскости плиты. Если же между одним из выступов и плоскостью плиты есть просвет, шатун имеет изгиб и скручивание. Скручивание устраняют специальным ключом, а изгиб — под прессом ли ручным винтовым приспособлением. После правки шатун снова проверяют на приборе. [c.253]
Изделия формуют из заготовок определенного веса в металлических формах на рычажных или винтовых ручных прессах. Для улучшения структуры изделия [c.369]
Прессы. Основным оборудованием при изготовлении деталей из пластмасс являются прессы. Применяют прессы винтовые с ручным приводом давлением до 5 т, приводные — эксцентриковые и гидравлические с верхним давлением до 200 т. Управление прессами может быть полуавтоматическое и автоматическое. [c.167]
Машинно-ручное время — время, когда работа выполняется машиной с одновременным участием рабочего (подъем и опускание деталей и узлов подъемниками с ручным приводом, рубка, клепка пневматическим молотком запрессовка и распрессовка втулок, шкивов и других деталей при помощи гидравлических, воздушных, винтовых прессов с ручным приводом и т.п.). [c.287]
Прутки и заготовки для валов можно править на прессах ручных, винтовых, эксцентриковых, гидравлических, пневматических н фрикционных последние три вида прессов применяют главным образом в автотракторостроении. Перед правкой валы проверяют в центрах и при этом определяют места, подлежащие правке после этого их правят на прессах с помощью призм. [c.160]
Дать описание конструкции ручного винтового пресса, изображенного на рис. 5.53. Составить расчетные схемы для винта и гайки пресса и показать характер эпюр продольных сил и крутящих моментов. [c.100]
В технике часто находят применение механические приспособления, которые представляют собой систему звеньев, предназначенную для преобразования и передачи сил рычажные и винтовые прессы, домкраты, динамометры, весы и др. Отличительные особенности их — как правило, ручной привод и отсутствие цикличности действия. [c.9]
Для замены верстачных реечных, винтовых, эксцентриковых ручных прессов целесообразно в ряде случаев использовать пневматические диафрагменные и электромагнитные прессы. [c.265]
Фрикционные передачи и вариаторы выполняются для мощностей от ничтожно малых (ручное регулирование электрических приборов) до нескольких сотен лошадиных сил (фрикционные передачи винтовых прессов, колодочно-ремённые вариаторы). Однако большинство применяемых фрикционных передач и вариаторов по мощности меньше 20 л. с. [c.403]
Ручные винтовые прессы строятся с максимальным давлением до 40—50 т, развиваемым за счёт энергии маховика, разгоняемого от руки н выполняемого в виде колеса [c.644]
Основные параметры современных ручных винтовых прессов приведены в табл. 64. [c.644]
Характеристика ручных винтовых прессов [c.646]
Соединение под давлением пресса Прессы Винтовые ручные Рееч но-рычажные Маятниковые педальные Пневматические Винтовые приводные Реечные приводные Г идравлические Для усиления в кГ 1000—2000 1000—1500 300—500 3000—5000 5000-10 000 То же Свыше 10 000 [c.395]
Полирование абразивной лентой 615 Порошки металлические — см. Металлические порошки Правка (рихтовка) проката 137 Пределы для распределения СтьюдентЗ( соответствующие доверительной вероятности 90 Прессы винтовые ручные 627 [c.690]
Рассчитать цилиндрическу фрикционную передачу винтового ручного пресса (рис. 7.2) по следующим данным момент на ведомом валу = 15 н-м, момент на ведущем валу Mi = 3 н-м. Ведущий каток из незакаленной стали 45, ведомый — чугунный с кожаной обкладкой. [c.118]
Соединение деталей с прессовой посадкой может производиться запрессовкой, нагревом охватывающей детали, охлаждением охватываемой детали и комбинированным способом. Детали запрессовывают ручными приспособлениями — легкими ударами молотка, или при помощи струбцин, домкратов, винтовых передач и т. д. ручными прессами винтовыми или рычажно-реечными с силой I—3 г гидравлическими, пневматическими и механическими прессами с силой более 3 т. На величину силы запрессовки большое влияние оказывают скорость запрессовки и смазка сопрягаемых поверхностей. Скорость запрессовки не должна превышать 5 MMj eK. Смазка сопрягаемых поверхностей при запрессовке производится тавотом, солидолом или машинным маслом. [c.258]
Винтовой ручной пресс молоток и две деревянные доски 250X100X25 мм [c.268]
При помощи винта 2 производят перемещение клина 3, что обеспечивает быструю установку и закрепление щатуна на оправке. После закрепления на оправке в верхнюю головку щатуна вставляют порщневой палец, на который устанавливают контрольную призму 4 с тремя выступами. При исправном ща-туне все три выступа должны прикасаться к плоскости. Если между одним из выступов имеется просвет, то шатун имеет изгиб или скручивание. Скручивание шатуна устраняют правкой в тисках с помощью специэльного ключа, а изгиб — под прессом или ручным винтовым приспособлением. После правки шатун снова проверяют на приборе. [c.356]
Винтовой ручной пресс (рис. 23) представляет собой приспособление, предназначенное для правки валов небольших размеров. Правку производят нажнмом винта 3 на изогнутую часть валя. [c.146]
Для ручной гибки листового и полосового леталла используются главным образом тиски металлические и деревянные молот- Рис. 23. Винтовой ручной ки, а также различного вида пресс [c.147]
Задняя тележка паровоза ФД. Для более удобного размещения хвостовика рамы и зольника, облегчения эксплоатации и ремонта задняя тележка паровоза ФД сделана с наружными буксами (фиг. 3). На раму 1 (Ст. 25-4518) передаётся нагрузка в трёх точках, которыми являются шаровой пятник 2 (сквозь него пропущен шкворень 3, вокруг которого происходит поворот всей тележки при проходе по кривым) и два сектора 4, расположенные на подсекторных плитах 5. Секторы нагружаются сверху через два консольных кронштейна б, закреплённых на хвостовиках рамы, вблизи стяжного ящика рамы. Шаровой пягник смазывают через трубку 7 винтовым ручным прессом. [c.270]
Для формования обечаек аппаратов, цилиндрической части люков, штуцеров и конических днищ накладывают подогретые заготовки ка деревянную или металлическую форму (оправку), обматывают брезентовым полотном и укрепляют стяжками. Эллиптические днища, отбортованные крышки и воротники формуют в жестких стальных формах или разборном приспособлении с жестким пуансоном, установленных на винтовом ручном прессе, который обеспечивает удельное давление 4—8 кГ1см . [c.405]
На рис. 11.3 показан ручной винтовой пресс, позволяющий создавать давление в несколько десятков килоньютонов. Винт имеет однозаходную резьбу с малым углом подъема, чтобы обеспечить самоторможение и большой вьшгрыш в силе. [c.205]
Эластичные пружины можно заневоливать на длинных шомполах затяжкой их гайкой, по нескольку десятков пружин на одном шомполе. Жесткие пружины заневоливают между двух плит, стягиваемых болтами или ручным винтовым прессом. После испытания в неволе чрезмерно осевшие пружины отбраковывают по шаблону. [c.518]
mash-xxl.info
Винтовой пресс
Использование: при конструировании процессов общего машиностроения. Сущность: винтовой пресс имеет привод с ведомым 11 и ведущим 4 маховиками, фрикционной муфтой 7 и обгонными муфтами 9 и 13. На станине 1 пресса смонтированы гидроцилиндр 19 и пневмогидравлический аккумулятор 21 с мультипликатором 22. Ведомый маховик 11 разгоняется под действием обгонной муфты 9. До начала технологической операции муфта 7 отключается и дальнейшее перемещение ползуна 16 происходит за счет энергии, накопленной ведомым маховиком 11. Обратный ход происходит под действием собственного веса ползуна 16 и подвижной части штампа, а также силы давления жидкости в гидроцилиндре 19. Ведомый маховик 11 в процессе обратного хода остается неподвижным. 1 з. п. ф-лы, 2 ил.
Изобретение относится к прессам общего назначения и может быть использовано при производстве винтовых прессов.
Известны винтовые прессы, содержащие станину с штамповой плитой, ползун с винтовой парой и привод в виде ведущего и ведомого маховиков и фрикционной муфты [1] . Недостатком их является низкий КПД (0,25-0,30) и большие нагрузки на станину. Задачей является повышение КПД. Это достигается тем, что привод пресса дополнительно снабжен двумя обгонными муфтами, внутренняя и наружная обоймы одной из которых жестко связаны соответственно с винтом и ведомым маховиком, а внутренняя и наружная обоймы другой – с ведомым маховиком и станиной пресса. Пресс может быть снабжен установленным на станине буферным устройством, выполненным в виде гидроцилиндра и пневмогидравлического аккумулятора с мультипликатором. На фиг. 1 изображена кинематическая схема винтового пресса; на фиг. 2 – муфтовый привод. Винтовой пресс содержит станину 1, электродвигатель 2, соединенный ременной передачей 3 с ведущим маховиком 4, свободно расположенным на винте 5, зафиксированном в станине. Винт 5 связан шлицевым соединением с диском с фрикционными вставками 6 и фрикционной муфтой 7. Внутренняя обойма 8 одной обгонной муфты 9 жестко связана с винтом 5, а наружная обойма 10 – с ведомым маховиком 11. Внутренняя обойма 12 другой обгонной муфты 13 жестко связана с ведомым маховиком 11, а наружная обойма 14 – со станиной пресса 1. Такое соединение обгонных муфт позволяет увеличить КПД пресса, так как при обратном ходе ролики 15 обгонных муфт 9 и 13 обеспечивают возможность самопроизвольного вращения винта 5 по часовой стрелке, при этом на обратный ход ползуна не требуется затрат энергии. Исходя из формулы расчета механического КПД винтового пресса, выигрыш КПД очевиден: м = Tэ (Aр.х. + Aо.х), где Aр.х – работа рабочего хода; Aох – работа обратного хода; Tэ – эффективная энергия пресса в нашем случае Aо.х = 0, следовательно = Tэ/Aр.х Винт 5 посредством гайки соединен с ползуном 16. Верхняя подвижная плита 17 установлена на передвижных упорах 18 и связана штоком с гидроцилиндром 19, который трубопроводом 20 соединен с пневмогидравлическим аккумулятором 21 с мультипликатором 22. Полость гидроцилиндра 19 и малая полость мультипликатора 22 заполнены жидкостью, а большая полость мультипликатора соединена с цеховой магистралью сжатого воздуха. Винтовой пресс работает следующим образом. После включения электродвигателя 2 и разгона ведущего маховика 4 включают фрикционную муфту 7. Под действием момента сил трения на контакте вставок 6 с ведущим маховиком 4 винт 5 приводится во вращение против часовой стрелки, одновременно разгоняется ведомый маховик 11 под действием обгонной роликовой муфты 9. Ползун 16 начинает двигаться вверх. До начала технологической операции фрикционная муфта 7 отключается по команде путевого выключателя (на чертеже не показан) и дальнейшее движение ползуна происходит за счет энергии, накопленной маховиком 11. Часть энергии маховика, не израсходованная за время выполнения технологической операции, затрачивается на сжатие жидкости и газа в пневмогидравлическом аккумуляторе 21, так как в этом случае плита 17 и поршень мультипликатора 22 перемещаются вверх. Таким образом уменьшается нагрузка на станину и пару винт-гайка, действующая после окончания пластического деформирования обрабатываемого материала. После остановки ползуна 16 в крайнем верхнем положении начинается обратный ход, который происходит под действием собственного веса ползуна и подвижной части штампа (на чертеже не показан). Кроме того, в начальной стадии обратного хода – при возврате плиты 17 в исходное положение – на ползун 16 воздействует сила давления жидкости в гидроцилиндре 19. Ведомый маховик 11 в процессе опускания ползуна остается неподвижным благодаря наличию обгонных муфт 9 и 13. Предлагаемая конструкция позволяет исключить энергозатраты на обратный ход, уменьшить нагрузку на станину, упростить наладку.Формула изобретения
1. ВИНТОВОЙ ПРЕСС, содержащий станину с штамповой плитой, ползун с винтовой парой и привод в виде ведущего и ведомого маховиков и фрикционной муфты, отличающийся тем, что привод дополнительно снабжен двумя обгонными муфтами, внутренняя и наружная обоймы одной из которых жестко связаны соответственно с винтом и ведомым маховиком, а внутренняя и наружная обоймы другой – с ведомым маховиком и станиной пресса. 2. Пресс по п. 1, отличающийся тем, что он снабжен установленным на станине буферным устройством, выполненным в виде гидроцилиндра и пневмогидравлического аккумулятора с мультипликатором.РИСУНКИ
Рисунок 1, Рисунок 2findpatent.ru