Пример условного обозначения электродов: Условные обозначения покрытых электродов | Сварка и сварщик
alexxlab | 08.02.2020 | 0 | Разное
Расшифровка электродов
И так поговорим о том как можно расшифровать марки электродов различных типов.
В первую очередь нужно обратить внимание на его гост сокращенно от слова “Государственный стандарт”. Для примера возьмем одну из марок электродов и рассмотрим ее подробнее. Далее все распишу как полагается. Наш подопытный электрод будет в простонародье называться “синим” , а вот на самом деле как он именуется. Э46-ЛЭЗМР-3С.
Электроды производятся для различных типов сварки и металлов соответственно и маркируются по разному. И так как подобрать электроды и маркам определить именно то что нам нужно. Для начало немного теории. Марки можно подразделить на несколько категорий. Для резки , для наплавки , для сварки цветных металлов и т.д . Но об этом долго можно говорить. Далее электроды можно подразделять по гостам, по типам и так далее. Ну все по порядку. И так есть марка давайте ее расшифруем.
- Оранжевым цветом у нас отмечен тип электрода.

- Желтым цветом у нас это марка электрода.
- Зеленым это диаметр электрода (если производится несколько диаметром одной марки его пишут в другом месте).
- В красном квадрате у нас назначение и толщина покрытия электрода.
- В черном знак то что это индекс.
- В графитовом цвете сам индекс. (о индексах можно писать отдельно)
- В синем это вид покрытия.
- В розовом квадрате два разных значения это положения при сварке и рекомендуемый ток.
А теперь разложим по полочкам что написали выше.
Тип Электрода.
- Э – Электрод.
- 46 – Временное сопротивление разрыву кгс/мм2 проще говоря какую нагрузку может выдержать после сварки данным электродом, а именно это 46 килограмм на квадратный миллиметр . кгс – это килограмм силы. мм2 – квадратик 1мм -1мм – 1мм. Думаю здесь все понятно. Идем дальше.
Марка электрода.
- В марке у нас содержится краткое название завода производителя это – лосиноостровский электродный завод и сама марка МР-3С.
Диаметр электрода.
- Если диаметр не указан , а только значок ,значит он пишется на печати. Так же имеется таблица каких еще диаметров выпускаются электроды.
Назначение и толщина покрытия.
- У – Обозначается как – Электрод для сварки углеродистой и низколегированной стали.
- Д – Говорит о том что электрод у нас с толстым покрытием. Все обозначения я ниже опишу.
Индекс электрода.
- Он указывает нам характеристику металла для сварки этими электродами. Это все можно посмотреть по госту 9467-75. Сопротивление разрыву ,ударную вязкость и еще несколько параметров все это по госту.
И так теперь вид покрытия.
- В данной марке электродов стоят две буквы РЦ и означает это – Рутиловое и Целлюлозное.
 Подробнее о видах покрытия конечно напишу.
Подробнее о видах покрытия конечно напишу.
Положение при сварке и рекомендуемый сварочный ток.
- И так цифра один говорит нам что мы можем варить данными электродами во всех пространственных положениях. И снизу вверх и сверху вниз , потолочный ,вертикальный и т.д.
А теперь давайте рассмотрим все подробнее. С типом и марками думаю проблем нет. Нас ведь интересуют что означают все эти буквы и цифры.
Назначение электродов
Обозначения электродов по толщине покрытия.
- М – Тонкое покрытие
- С – Среднее покрытие
- Д – Толстое покрытие
- Г – С особо толстым покрытием.
Виды покрытия.
Обозначения положения при сварке.
Рекомендуемый сварочный ток.
Ну думаю на этом все. По данному этапу можно определить как минимум для чего и какие металлы с ними можно варить.
Пример условного обозначения электрода — Студопедия
Классификация покрытых электродов
| по назначению | обозначение | |
| Сварка углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 600 МПа | 9 типов Э38, Э42, Э42А, Э46, Э46А, Э50, Э50А, Э55, Э60 | У |
| Сварка легированных конструкционных сталей с временным сопротивлением разрыву свыше 600 МПа | 5 типов Э70, Э85, Э100, Э125, Э150 | Л |
| Сварка легированных теплоустойчивых сталей | 9 типов Э09М, Э09МХ и др. | Т |
| Сварка высоколегированных сталей с особыми свойствами | 49 типов
Э12Х13, Э06Х13М, Э10Х17Т и др.
| В |
| Наплавка поверхностных слоев с особыми свойствами | 44 типа Э10Г2, Э11Г3, Э16Г2ХМ и др. | Н |
| по виду покрытия | обозначение | |
| Сварка во всех пространственных положениях постоянным и переменным током. Не рекомендуется для сталей с повышенным содержанием серы и углерода. Недостаток: возможны трещины в швах, сильное разбрызгивание. | КИСЛЫЕ | А |
| Сварка во всех пространственных положениях постоянным и переменным током. | Рутиловые | Р |
| Сварка во всех пространственных положениях постоянным током обратной полярности металлов большой толщины. | ОСНОВНЫЕ | Б |
Сварка во всех пространственных положениях постоянным и переменным током. Целесообразны при монтаже. Не допускают перегрева. Большие потери на разбрызгивание. Большие потери на разбрызгивание.
| Целлюлозные | Ц |
| Сварка конструкций и трубопроводов во всех пространственных положениях шва, кроме потолочного, при низком расходе на 1 кг наплавленного металла. | Смешанного типа | РЦЖ* |
| *С железным порошком. |
| по допустимым пространственным положениям шва | по роду и полярности сварочного тока | |||||
| Для сварки во всех положениях | ||||||
| Переменный ток (Uxx, В) | Постоянный ток (полярность) | Обозна- чение | ||||
| Не применяется | обратная | |||||
| Для сварки во всех положениях, кроме вертикального сверху вниз | 50±5 | любая | ||||
| прямая | ||||||
| обратная | ||||||
| То же, кроме вертикального сверху вниз и потолочного | 70±10 | любая | ||||
| прямая | ||||||
| обратная | ||||||
| Для швов нижнего и нижнего «в лодочку» | 90±5 | любая | ||||
| прямая | ||||||
| обратная |
| по толщине покрытия | обозначение | |
| С тонким покрытием | D/d £ 1,2 | М |
| Со средним покрытием | 1,2<D/d £ 1,45 | С |
| С толстым покрытием | 1,45<D/d £ 1,8 | Д |
| С особо толстым покрытием | D/d > 1,8 | Г |
Обозначение типа электрода: Э46А, где Э – электрод 46 — гарантированное временное сопротивление металла, шва в кгс/мм2, А – указывает на повышенную пластичность и ударную вязкость (для низколегированных, углеродистых сталей). Для высоколегированных пишут тип проволоки однородный основному металлу: Э08Х18Н10Т.
Для высоколегированных пишут тип проволоки однородный основному металлу: Э08Х18Н10Т.
Марка, электрода: УОНИ 13/55 (универсальная: обмазка научно-исследовательского института 13 с временным сопротивлением разрыву металла шва не ниже 55 кгс/мм2, основное покрытие), МР-3, МР-4 (монтажные, рутиловые, модели 3, 4), ОЗС-3, ОЗС-4 (опытный завод по производству покрытых электродов, с основным покрытием, модели 3, 4 и др.), ОЗЦ-1 (опытный завод, с целлюлозой, модель 1), АНО-2 (Академия наук, институт электросварки им. Е.О. Патона, общего назначения, кислое покрытие, модель – марка 2), ВСЦ-1 (Всесоюзный научно-исследовательский институт строительства трубопроводов, для сварки, с целлюлозой, модель 1), СМ-11, АНО-11 (рутил-основное покрытие), и т.д.
Подробно о различных типах маркировки и видах сварочных электродов
Ручная дуговая сварка производится с помощью электродов. Именно этот металлический стержень со специальным покрытием (или без него) обеспечивает плавящую дугу и формирует сварочный шов с определенными параметрами.
Для получения качественного, прочного, и эстетически красивого соединения – необходимо правильно подобрать расходники. Критерии подбора электродов для сварки:
- По типу свариваемого материала. Сталь с разной степенью легирования, чугун, алюминий, медь и др;
- По применяемому сварочнику. Переменный ток, постоянный ток выбранной полярности;
- Тип сварочных работ – соединение, наплавление;
- Способ сварки, положение шва;
- Условия сварки – в атмосфере, в определенной газовой среде, в воде.
Все электроды делятся на два основных вида. Неметаллические (угольные, графитовые) и выполненные из проволоки. Соответственно металлические электроды бывают неплавящиеся или плавящиеся. Последние могут быть без покрытия или же с ним.
Штучные непокрытые электроды применялись на заре развития сварочного дела. Сегодня они практически не используются. Этот тип трансформировался в сварочную проволоку, которая непрерывно подается к зоне образования дуги в полуавтоматических сварочных аппаратах. Благодаря проведению работ в среде инертных газов, залипание электрода не происходит.
Благодаря проведению работ в среде инертных газов, залипание электрода не происходит.
Покрытие (обмазка) штучных электродов предназначена для формирования правильной дуги, создания необходимой химической среды в точке сварки, придания шву требуемых характеристик.
Производителями предлагаются различные типы и марки электродов.
Ассортимент составляет сотни разновидностей. Опытный мастер сразу может сказать, какой именно расходник нужен для определенного вида работ. Тем не менее, необходимо точно знать, какие бывают электроды, и уметь расшифровать обозначение на упаковке.
Маркировка штучных электродов для ручной дуговой сварки
Условные обозначения, маркировка и даже краткая инструкция по хранению, подготовке и использованию обычно наносится на упаковку или предлагается в виде вкладыша на отдельном листке бумаги.
ВАЖНО! Если на коробке нет маркировки в соответствие со стандартом – требуйте у продавца дополнительную документацию. Рекламные сообщения о применимости электродов не являются достоверными.
Такая информация может быть выполнена в любой форме, хоть картинками в стиле комиксов. Однако официальной (по которой, в том числе можно предъявлять претензии в Роспотребнадзор) является маркировка по ГОСТ.
Производство продукции регламентируется стандартами. Самый распространенный сегмент охвачен ГОСТ 9466-75, который определяет порядок производства, проведения испытаний, нанесение обозначений на упаковку для штучных электродов.
Согласно этому стандарту, на каждой упаковке должна быть нанесена информация в следующем виде:
В качестве примера расшифровки марки электродов рассмотрим следующее обозначение, и разберем его по группам:
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б20
Тип электрода определяется несколькими марками и предназначением (4). Буква Э означает штучный электрод, которым можно производить ручную дуговую сварки, а так же наплавку, с использованием материала стержня.
Следующая за буквой «Э» цифра 42 – величина, измеряемая в кгс/мм², характеризующая предел, когда наступает разрушение материала при растяжении. Буква А означает улучшенные пластичные и ударные показатели сварного шва. Это достигнуто благодаря сбалансированному содержанию компонентов в обмазке.
Буква А означает улучшенные пластичные и ударные показатели сварного шва. Это достигнуто благодаря сбалансированному содержанию компонентов в обмазке.
Если электрод предназначен для работы со сталью с высокой степенью легирования и обладающей повышенной теплоустойчивостью, после индекса следует цифра, указывающая количество углерода в сотых долях %.
Далее следуют буквенные обозначения компонентов с указанием их содержания в %.
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б10
Марка. Ее название присваивает производитель при сертификации и регистрации нового продукта. Как правило, каждому типу расходника соответствует несколько марок от различных изготовителей. Что означают цифры и буквы – указано в спецификации у каждого производителя.
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б20
Диаметр в миллиметрах с точностью до десятых долей. Диаметром электрода считается размер металлического стержня, вне зависимости от наличия и толщины обмазки. В данном случае величина 4 мм ровно.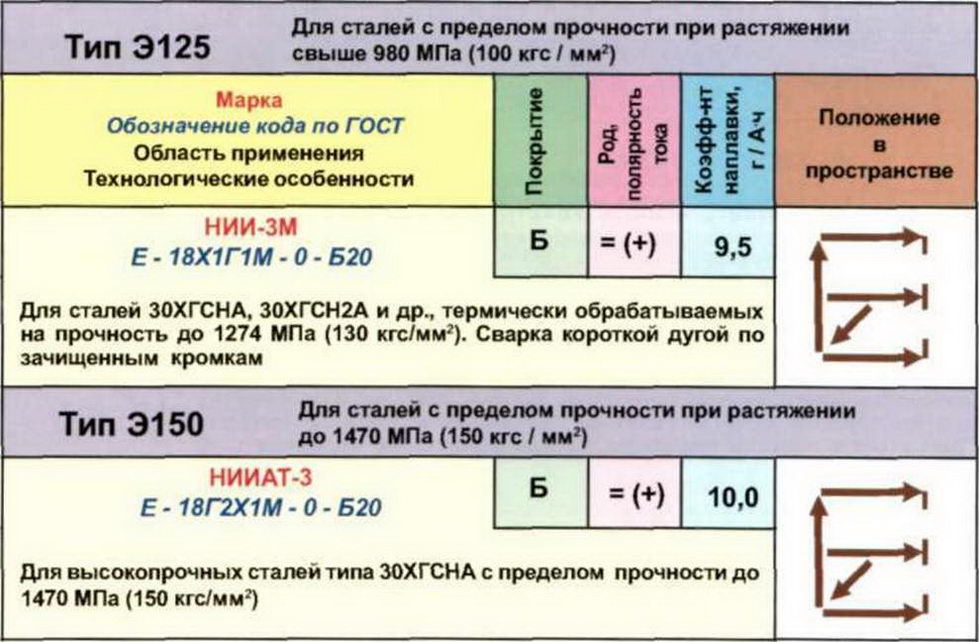
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б10
Обозначение назначения электродов. Индекс У означает, что таким типом можно соединять низколегированные стали с высоким содержанием углерода. Прочность на разрыв такого шва не превышает 60 кгс/мм².
Все виды применения с буквенными индексами указаны в справочном материале:
| Символ на маркировке | Раскрываемое значение |
| У | Соединение сварным способом стальных заготовок, с низкой степенью легирования, у которых достаточно высоко содержание углерода. Сопротивление шва на разрыв до 60 кгс/мм². |
| Л | Соединение сварным способом стальных заготовок с высокой степенью легирования и умеренным содержанием углерода. Сопротивление шва на разрыв свыше 60 кгс/мм². |
| Т | Сварка способом термоустойчивых стальных заготовок с высокой степенью легирования. |
| В | Сварка сталей с высокой степенью легирования и специальными свойствами. |
| Н | Наплавка металла на заготовки. |
Э42А-УОНИ12/55-5,0-УД
Е514(4)-Б10
Обозначение толщины обмазки. Высчитывается в цифрах с присвоением буквенного обозначения. Высокой точности не требуется, однако стандарт требует от производителя соблюдения четырех градаций этого параметра: тонкое, среднее, толстое и особо толстое покрытие.
Э42А-УОНИ12/55-5,0-УД
Е514(4)-Б10
Обозначение по другим ГОСТам. Марки электродов, определяемые иными стандартами, предназначены для работы с материалами, не оговоренными в ГОСТ 9466-75. Тут же указывается маркировка в соответствии с международной классификацией. Е – обозначение по международному стандарту.
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б10
Обозначение вида покрытия. В нашем случае Б – основное покрытие. Из наименования отнюдь не следует, что этот тип обмазки является «главным», а остальные вспомогательными. Каждый тип имеет свои достоинства и недостатки, и главное – для разного применения используются различные составы покрытий.
Например, кислая обмазка (А) работает одинаково хорошо как с постоянным, так и с переменным током. Можно варить во всех положениях шва. Однако при сварке происходит сильный разлет искр, и внутри шва образуются трещины.
Рутиловое покрытие (Р) дает умеренный разлет искр, также позволяет создавать швы любой ориентации, и универсально по типу протекающего электрического тока. Однако сами электроды нуждаются в предварительном прокаливании, и резко ухудшают свои свойства при увлажнении, хотя ими можно работать по мокрому и ржавому материалу.
Электроды, покрытые основной обмазкой (Б) – делают отличный сварной шов на чистых сухих металлах большой толщины. Ток на сварочном аппарате должен быть постоянным, полярность обратная.
Целлюлозная обмазка (Ц) универсальна как по току, так и по положению шва.
Серьезный недостаток – большой процент уходит на разбрызгивание металла при работе. Поэтому, идеальная область применения – монтаж арматуры, высотные работы. Длинные швы таким инструментом варить невозможно, поскольку электроды не допускают перегрева.
Длинные швы таким инструментом варить невозможно, поскольку электроды не допускают перегрева.
Смешанные обмазки. Применяются для компенсации недостатков моно покрытий. Обозначаются сочетаниями букв.
Символ (Ж) означает добавление железного порошка в обмазку.
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б10
Обозначение возможных положений шва при проведении сварки, или расположение наплавки. Далеко не всегда удается расположить заготовку на грунте или на верстаке в удобном для мастера положении. Шов может проходить вертикально, горизонтально, быть расположенным на условном «потолке».
Вертикальные швы могут проходить сверху вниз и снизу вверх. Не все типы электродов одинаково справляются со всеми положениями и направлениями.
В нашем примере указана цифра 1, означающая любое положение при сварке. Цифра (2) допускает работу во всех режимах и направлениях, кроме вертикального «сверху вниз».
(3) – означает, что сварку можно производить «по горизонту» как на полу, так и на вертикальной стене. Главное – продвигаться параллельно земле. Также электрод справится с вертикалью «снизу вверх».
Главное – продвигаться параллельно земле. Также электрод справится с вертикалью «снизу вверх».
(4) – самое узкопрофильное применение. Варить можно только внизу по горизонту или угловые горизонтальные швы.
Э42А-УОНИ12/55-4,0-УД
Е514(4)-Б10
Обозначение электрического тока и его параметров. Имеется ввиду как тип тока (переменный постоянный), так и направление полярности. Также в этом индексе указывается величина напряжения без нагрузки при работе с трансформатором переменного тока частотой 50Гц.
В конце маркировочного обозначения прописывается наименование стандарта, описывающего тип электродов. Если применяются иные стандарты – ГОСТ прописывается после основного, через запятую.
Условия проведения проверок при стандартизации электродов для электродуговой сварки
ВАЖНО! Производитель электродов согласовывает стандарты не только с органом сертификации, но и с автором этого стандарта.
- Стержень изготавливается из специальной сварной проволоки.
Сплав металла определен ГОСТ 2246;
- Обмазка должна быть равномерно распределена по стержню, иметь четко выраженные переходы. Поперечные трещины, наплывы и вздутия недопустимы. Трещины, идущие вдоль электрода, не могут превышать троекратной величины диаметра основы. Кратеры не должны находится близко друг к другу, и превышать половину глубины обмазки;
- При падении образца горизонтально на твердую поверхность, обмазка не должна раскалываться и покрываться трещинами. Испытания проводятся: для основы толщиной более 4 мм – с высоты 50 см, для основы толщиной менее 4 мм – с высоты 100 мм;
- При соблюдении номинальных величин электропитания и влажности, дуга должна возбуждаться без дополнительного нагрева стержня. Горение происходит равномерно, без вспышек;
- На поверхности кратера во время сварки не должен образовываться чехол или козырек, испытания проводятся во всех положениях шва, допустимых для данного типа стержня;
- Разбрызгивание должно соответствовать нормативу, по которому электрод произведен;
- Шлак, образуемый при работе дуги, должен формировать правильные и одинаковые наплывы шва.
 После остывания он легко удаляется.
После остывания он легко удаляется.
Совет! Перед приобретением упаковки электродов для дуговой сварки, с которыми вы ранее не работали – посетите сайт предприятия изготовителя, и ознакомьтесь с особенностями производства и маркировки.
В заключении, как обычно, подробная видео информация про назначения, виды и типы электродов. Расшифровка маркировки и рекомендации по выбору электрода к определенному типу работ.
About sposport
View all posts by sposport
Условные обозначения сварочных электродов | саморезы гвозди сетка рабица
Условные обозначения электродов для сварки, приведенные в каталоге, составлены в соответствии с требованиями стандартов на сварочные электроды:
- ГОСТ 9466-75
«Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация, размеры и общие технические требования».
Классификация, размеры и общие технические требования». - ГОСТ 9467-75
«Электроды покрытые для ручной дуговой сварки конструкционных и теплоустойчивых сталей. Типы». - ГОСТ 10051-75
«Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы». - ГОСТ 10052-75
«Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами. Типы».
Условные обозначения сварочных электродов предоставляют сведения об их основных характеристиках. Структура условного обозначения электродов для сварки, в соответствии с которой составлены обозначения электродов, показана на схеме.
Структура условного обозначения сварочных электродов
1 – тип сварочного электрода;
2 – марка электрода;
3 – диаметр, мм;
4 – назначение электрода;
5 – толщина покрытия;
6 – группа индексов, показывающая характеристики наплавленного металла и металла шва по ГОСТ 9467-75, ГОСТ 10051-75 или ГОСТ 10052-75;
7 – тип покрытия сварочного электрода;
8 – обозначение допустимых пространственных положений ручной дуговой сварки или наплавки;
9 – обозначение рода тока, номинального напряжения, полярности и холостого хода источника переменного тока.
Для сварочных электродов, на которые не распространяется действие ГОСТ 9466-75 (электроды для сварки и наплавки меди, чугуна, для резки металлов), условные обозначения не разрабатывались. Ко всем маркам сварочных электродов в числе приемо-сдаточных характеристик, помимо тех, что указаны, относятся также общие технические требования по ГОСТ 9466-75; ТУ 14-4-831-77; ТУ 14-4-644-65; ТУ 32-ЦТВР-611-88; ТУ 14-4-321-73 .
Условное обозначение положения сварки
Маркировка сварочных электродов
КЛАССИФИКАЦИЯ ЭЛЕКТРОДОВ
МАРКИРОВКА СВАРОЧНЫХ ЭЛЕКТРОДОВ ПРИМЕРЫ МАРКИРОВКИ: ОБОЗНАЧЕНИЕ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЙ ДЛЯ РАЗЛИЧНЫХ ЭЛЕКТРОДОВ |
ПРИМЕРЫ МАРКИРОВКИ:
ОБОЗНАЧЕНИЕ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЙ ДЛЯ РАЗЛИЧНЫХ ЭЛЕКТРОДОВ
Тип электрода
Для сварки углеродистых и низколегированных сталей, а также легированных с повышенной и высокой прочностью, маркировка состоит из:
индекса Э – электрод для ручной дуговой сварки и наплавки;
цифр, следующих за индексом, обозначающих величину предела прочности при растяжении в кгс/мм2;
индекса А, указывающего, что металл шва имеет повышенные свойства по пластичности и ударной вязкости.

Для сварки теплоустойчивых, высоколегированных сталей и для наплавки, условное обозначение состоит из:
индекса Э – электрод для ручной дуговой сварки и наплавки;
дефиса;
цифры, следующей за индексом, указывающей среднее содержание углерода в сотых долях процента;
букв и цифр, определяющих содержание химических элементов в процентах. Порядок расположения буквенных обозначений химических элементов определяется уменьшением среднего содержания соответствующих элементов в наплавленном металле. При среднем содержании основного химического элемента менее 1,5 % число за буквенным обозначением химического элемента не указывается. При среднем содержании в наплавленном металле кремния до 0,8% и марганца до 1,0% буквы С и Г не проставляются.
Обозначение металлов
Для сварки углеродистых и низколегированных
сталей с пределом прочности при разрыве
до 490 МПа (50 кгс/мм2) применяют 7
типов электродов: Э38, Э42, Э46, Э50, Э42А,
Э46А, Э50А. Для сварки углеродистых и
низколегированных сталей с пределом
прочности при разрыве от 490 МПа (50 кгс/мм2)
до 588 МПа (60 кгс/мм2) применяют 2
типа электродов: Э55, Э60. Для сварки
легированных сталей повышенной и высокой
прочности с пределом прочности при
разрыве свыше 588 МПа (60 кгс/мм2)
применяют 5 типов электродов: Э70, Э85,
Э100, Э125, Э150.
Для сварки углеродистых и
низколегированных сталей с пределом
прочности при разрыве от 490 МПа (50 кгс/мм2)
до 588 МПа (60 кгс/мм2) применяют 2
типа электродов: Э55, Э60. Для сварки
легированных сталей повышенной и высокой
прочности с пределом прочности при
разрыве свыше 588 МПа (60 кгс/мм2)
применяют 5 типов электродов: Э70, Э85,
Э100, Э125, Э150.
Для сварки теплоустойчивых сталей – 9 типов: Э-09М, Э-09МХ, Э-09Х1М, Э-05Х2М, Э-09Х2М1, Э-09Х1МФ, Э-10Х1МНБФ, Э-10Х3М1БФ, Э10Х5МФ. Для сварки высоколегированных сталей с особыми свойствами – 49 типов: Э-12Х13, Э-06Х13Н, Э-10Х17Т, Э-12Х11НМФ, Э-12Х11НВМФ и др. Для наплавки поверхностных слоев с особыми свойствами – 44 типа: Э-10Г2, Э-10Г3, Э-12Г4, Э-15Г5, Э-16Г2ХМ, Э-30Г2ХМ и др.
Марка электрода
Каждому типу электрода может соответствовать одна или несколько марок.
Диаметр электрода
Диаметр электрода (мм) соответствует диаметру металлического стержня.
Назначение электрода
Для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм2) – маркируется буквой У;
Для сварки легированных конструкционных сталей с пределом прочности при растяжении свыше 588 МПа (60 кгс/мм2) – маркируется буквой Л;
Для сварки теплоустойчивых сталей – маркируется буквой Т;
Для сварки высоколегированных сталей с особыми свойствами – обозначается буквой В;
Для наплавки поверхностных слоев с особыми свойствами – маркируется буквой Н.
Коэффициент толщины покрытия
В зависимости от отношения диаметра покрытия электрода D к диаметру металлического стержня d, электроды подразделяются на следующие группы:
с тонким покрытием (D/d≤1,2) – маркируется буквой М;
со средним покрытием (1,2<D/d≤1,45) – С;
с толстым покрытием (1,45<D/d≤1,8) – Д;
с особо толстым покрытием (D/d>1,8) – Г.
Обозначение плавящегося покрытого электрода
Буква Е – международное обозначение плавящегося покрытого электрода.
Группа индексов, указывающих характеристики металла шва или наплавляемого металла
Для электродов, применяемых для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм2).
http://elektrod-3g.ru
Впервые, сварочный электрод появился в 1902 году. С тех пор многое изменилось, появились новые виды и марки. Сварочный электрод является самым распространённым материалом. Каждая марка электрода обладает своими свойствами. Всегда нужно помнить, что для каждого вида материала, следует выбирать специальный электрод.
Самые популярные марки электродов, предназначенные для углеродистой и низколегированной стали: УОНИ-13/НЖ/12х13. Электроды этой марки предназначены для сварки коррозионностойких сталей. Эта модель создана по всем правилам ГОСТ 9466-75. Сварка с таким электродом происходит на постоянном токе.
УОНИ 13/55. Такой сварочный электрод используется для сварки как низколегированной, так и углеродистой стали. Соответствует ГОСТ 9466-75, ГОСТ 9467-75, ТУ 1272002010558589. Процесс сварки идет как при переменном, так и при постоянном токе обратной полярности.
МР-3С. Сварочной электрод этой марки предназначен для сварки изделий из углеродистой и низколегированной стали. Сварка осуществляется с помощью постоянного и переменного тока.
МР-3Т. Данный электрод предназначен для сварки изделий из углеродистой, низколегированной стали. Сварка может осуществляться как с постоянным, так и с переменным током. Полярность постоянного тока – обратная. Но для таких электродов есть один нюанс, содержание углерода должно быть не меньше 0,25%, а временное сопротивление разрыву не должно превышать 490Мпа. Такие электроды соответствуют ГОСТ 9466-75,ГОСТ 9467-75.
ОЗС-12. Такие электроды также предназначены для углеродистой и низколегированной стали. Временное сопротивление разрывы составляет 490Мпа. Угольные сварочные электроды: ВДК ВДП СК. Самые популярные марки вольфрамовых неплавящихся электродов, которые соответствуютГОСТ23949-80: ЭВЧ ЭВЛ ЭВИ-1 ЭВИ-2 ЭВТ-15 Существуют также специальные электроды для сварки меди, и сплавов из меди: ОЗБ-2М ОЗБ-3 АНЦ/ОЗМ2 Комсомолец 100 АНЦ/ОЗМ3 Для сварки такого материала, как никель и его сплавы, используют электроды: ОЗЛ-32, Б-56У. Если вы собираетесь работать с такими материалами, как алюминий, и его сплавы, то следует выбирать электроды: ОЗАНА-1,ОЗА-1,ОЗА-2, ОЗАНА-2.
Электроды оказывают большую роль сварочному процессу. Как правило, сварка, с использованием электродов будет надежнее, долговечнее, быстрее, экономичнее.
Ни для кого не секрет, что во время сварки металла выполняется движение электродов. Эти движения зачастую называют колебательными. Существует множество технологических подходов к выполнению сварочных работ металла. Электроду в процессе сварки, независимо от применяемого способа, сообщается движение в трёх разных направлениях.
Первое движение называют поступательным, при котором движение идёт по оси электрода. Зависимо от скорости плавления, поступательное движение поддерживает постоянную длину дуги, которая не должна выходить за пределы 0.5-1.2 диаметра электрода. Длина дуги зависит от марки электрода и условий сварки. Формирование шва ухудшается при уменьшении длины дуги, а также возникает вероятность короткого замыкания (сокращенно КЗ). Увеличение же дуги является причиной повышения разбрызгивания металла электрода и снижения качества сварного шва по форме и его свойствам (механическим).
Вторым движением является смещение электрода вдоль оси с целью образования шва. Диаметр электрода, сила тока(постоянным или переменным) и скорость плавления электрода определяют скорость движения электрода. В случае отсутствия поперечных смещений электрода, шов получается узкий (ниточный), ширина которого равна приблизительно 1.5 диаметра применяемого электрода. Данный шов используют при сварке тонких металлических листов.
Последним движением является смещение электрода поперек для корректировки ширины шва и глубины плавления металла. Данные колебательные движения предполагают высокую квалификацию сварщика и его навыков, а также определяются характеристиками свариваемого материала, положением и размером шва. Ширина шва, при использовании поперечных колебательных движений варьируется в пределах 1.5-5 диаметра используемого электрода.
Грамотное и технически правильное перемещение электрода – главная задача и условие для получения качественного шва при выполнении сварочных работ. Важна определённая методика выполнения колебательных движений электрода, а также рациональность его перемещения. Для выполнения качественного шва существует несколько общих способов, применяемых в любых ситуациях, с помощью которых сварщик выполняет движения во время сварки. Это движения «ёлочкой» (а), углом (б), «движение по спирали» (в), «движение полумесяцем» (г). Рис.1
При сварке вертикального углового сварочного шва наиболее удобно показать все способы колебательных движений электрода, к тому же это очень часто применяемая операция в сварке изделий из проката. При этом мы опустим все вопросы, связанные с разделкой кромок и подготовкой поверхностей перед сваркой.
С применением колебательных движений электрода полумесяцем или по спирали , изначально наплавляют электродом полочку на кромки, а после мелкими порциями без пропусков и разрывов наплавляют металл, рекомендуется выполнять сварку непрерывно. Дальнейшая сварка металла производится постепенно со смещением электрода выше, за собой оставляя, готовый сварочный шов. Другая схема колебательного движения при сварке – углом, предусматривает колебательные движения электрода с применением попеременного смещения вверх-вниз, без разрывов наплавливают на кромки металл с равномерным перемещением электрода вверх.
Методика «ёлочкой» характеризуется движением электрода вверх, затем вправо, после этого по короткой траектории спускают вниз влево. Желательно чтобы капля металла застывала при каждом отдельном этапе сварки между кромками. После, ушедший электрод двигают вверх влево и опять спускают из точки подъёма, но теперь вниз вправо. Такими постепенными движениями с непрерывными отдельными порциями, и выполняется шов сварки.
Электроды для сварки углеродистых и низколегированных сталей характеризуются также уровнем сварочно-технологических свойств, в т.ч. возможностью сварки во всех пространственных положениях, родом сварочного тока, производительностью процесса, склонностью к образованию пор, а в некоторых случаях – содержанием водорода в наплавленном металле и склонностью сварных соединений к образованию трещин. Перечисленные характеристики, которые необходимо учитывать при выборе конкретной марки электрода, в значительной степени определяются видом покрытия.
Покрытие может быть:
– кислым,
– рутиловым,
– основным,
– целлюлозным,
– смешанным.
Электроды металлические марки АНО-4 для дуговой сварки малоуглеродистых конструкционных сталей. Требования к качеству аттестованной продукции – РТС-тендер
ГОСТ 5.1215-72
Группа В05
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЭЛЕКТРОДЫ МЕТАЛЛИЧЕСКИЕ МАРКИ АНО-4 ДЛЯ ДУГОВОЙ
СВАРКИ МАЛОУГЛЕРОДИСТЫХ КОНСТРУКЦИОННЫХ СТАЛЕЙ
Требования к качеству аттестованной продукции
Metal arc welding electrodes of mark AНО-4 for mild structural steel.
Quality requirements for certified products
Дата введения 1972-02-01
РАЗРАБОТАН Институтом электросварки им. Е. О. Патона
Зам. директора института Лебедев В.К.
Мл. научный сотрудник Явдощин И.Р.
Одесским сталепрокатным заводом им. Ф.Э.Дзержинского
Директор завода Стрижаков И.П.
Гл. инженер Лохматов А.П.
Зам. гл. инженера Френкель Л.А.
ВНЕСЕН Министерством черной металлургии
Зам. министра Лихорадов А.П.
ПОДГОТОВЛЕН К УТВЕРЖДЕНИЮ Отделом металлургии Государственного комитета стандартов Совета Министров СССР
Начальник отдела Федин Б.В.
Ст. инженер Кузнецова Н.И.
Научно-исследовательским отделом стандартизации, унификации и агрегатирования сварочного оборудования Всесоюзного научно-исследовательского института по нормализации в машиностроении (ВНИИНМАШ)
Зав. отделом Лучанский Л.X.
Зав. сектором Петрова Р.Д.
Ст. инженер Калмыкова В.А.
УТВЕРЖДЕН Государственным комитетом стандартов Совета Министров СССР 10 сентября 1971 г. (протокол № 175)
Зам. председателя отраслевой научно-технической комиссии Госстандарта СССР член Комитета Шахурин В.Н.
Члены комиссии: Бергман В.П., Доляков В.Г., Климов Г.Н., Федин Б.В., Златкович Л.А.
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 14 января 1972 г. № 149
Настоящий стандарт распространяется на металлические (плавящиеся) электроды с рутиловым покрытием марки АНО-4 диаметром 4 и 5 мм типа Э46, предназначенные для электродуговой сварки малоуглеродистых конструкционных сталей.
Указанным электродам в установленном порядке присвоен Государственный знак качества.
1. РАЗМЕРЫ
1.1. Размеры электродов должны соответствовать указанным на черт. 1 и в табл. 1.
Черт. 1
Черт. 1
Таблица 1
мм
Диаметр стержня электрода | Толщина покрытия | Разность толщин покрытия | |
Номин. | Пред. откл. | (), | |
4 | -0,12 | 0,9-1,1 | 0,15 |
5 | -0,12 | 1,2-1,3 | 0, 18 |
Пример условного обозначения электрода марки АНО-4, типа Э46, диаметром 5 мм с рутиловым покрытием
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Электроды типа АНО-4 должны изготовляться в соответствии с требованиями настоящего стандарта, ГОСТ 9466-60 по технической документации, утвержденной в установленном порядке.
2.2. Механические свойства металла шва, наплавленного металла и сварного соединения, а также химический состав наплавленного металла должны соответствовать нормам, указанным ниже:
Временное сопротивление разрыву, кгс/мм, не менее . . . . | 46 |
Относительное удлинение, %, нe менее . . . . . . . . . . . . | 20 |
Ударная вязкость, кгс·м/см: | |
при температуре плюс 20 °С | |
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . | 10 |
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . | 7 |
при температуре плюс 40 °С | |
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . | 6 |
. . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . | 2,5 |
Химический состав наплавленного металла, %: | |
углерод, не более . . . . . . . . . . . . . . . . . . . . . . . . . | 0,10 |
кремний, не более . . . . . . . . . . . . . . . . . . . . . . . . | 0,18 |
марганец . . . . . . . . . . . . . . . . . . . . . . . . . . . . . | 0,6-0,8 |
сера, не более . . . . . . . . . . . . . . . . . . . . . . . . . . | 0,035 |
фосфор, не более . . . . . . . . . . . . . . . . . . . . . . . . | 0,035 |
2.3. Поверхность металлических стержней должна быть чистой и гладкой, без трещин, расслоений, плен, закатов, раковин, забоин, окалины, ржавчины, масла и других загрязнений.
На поверхности металлического стержня допускаются риски, царапины, местная рябизна и отдельные вмятины. Глубина указанных дефектов не должна превышать предельных отклонений по диаметру проволоки, указанных в ГОСТ 2246-70.
2.4. Угол реза стержня должен быть 80-90°.
2.5. Стрела прогиба стержней после рубки не должна превышать 1 мм.
2.6. Покрытие электродов должно быть прочным, плотным, без трещин, пор, задиров, вздутий и комков неразмешанных компонентов.
При изготовлении электродов на поточных линиях, оснащенных печами с цепными конвейерами, допускаются следы от цепей (местные вмятины) глубиной не более 1/4 толщины покрытия в количестве не более четырех на электроде.
Допускаются задиры не более одного на электроде глубиной до 1/4 толщины покрытия.
2.7. Покрытие должно располагаться относительно стержня концентрично. Разность толщин покрытия (черт. 2) в зависимости от диаметра стержня электрода не должна превышать величин, указанных в табл. 1.
Черт. 2
Черт. 2
2.8. Для обеспечения легкого зажигания дуги покрытие на торце электрода должно быть зачищено в соответствии с черт. 1. При этом оголенность от покрытия не должна превышать 1 мм.
2.9. Покрытие не должно разрушаться при свободном падении электрода плашмя на гладкую стальную плиту с высоты 0,5 м.
2.10. Покрытие электродов должно быть влагостойким и не иметь признаков разрушения после пребывания в воде, имеющей температуру 15-25 °С, в течение 24 ч.
2.11. Сварочно-технологические свойства электродов должны соответствовать следующим требованиям:
а) дуга должна легко зажигаться и стабильно гореть при сварке на переменном или постоянном токе любой полярности, на режимах, указанных в табл. 2.
б) покрытие электродов должно плавиться равномерно, без отваливания кусков покрытия и без образования “козырька”, препятствующего непрерывному плавлению электрода;
Таблица 2
Диаметр электрода, , мм | Сварочный ток, A | Напряжение дуги, B | ||
Положение шва в пространстве | ||||
нижнее | верхнее | потолочное | ||
4 | 170-210 | 140-150 | 140-170 | 25-27 |
5 | 190-270 | 150-170 | – | 25-28 |
в) показатели расплавления электродов при сварке на режимах, указанных в табл. 2, должны быть следующими:
Коэффициент наплавки, г/А·ч, не менее . . . . . . . . . . . . . . . | 8,0 |
Коэффициент набрызгивания, %, не более . . . . . . . . . . . . . . | 3,5 |
Расход электродов на 1 кг наплавленного металла, кг, не более . . | 1,67; |
г) наплавленный на поверхность пластины валик должен равномерно покрываться шлаком, который после охлаждения должен легко удаляться;
д) металл шва и наплавленный металл не должен иметь трещин.
При сварке технологической пробы допускаются отдельные включения размером не более трех на 150 мм длины излома (черт. 3). При этом размер включений не должен превышать 1/3 высоты шва.
Черт. 3
Черт. 3
3. ПРАВИЛА ПРИЕМКИ
3.1. Электроды должны изготовляться партиями. Каждая партия должна состоять из электродов одного диаметра, изготовленных одинаковым технологическим процессом из компонентов одного состава. Масса партии не должна превышать 20 т.
3.2. Для проверки соответствия электродов требованиям настоящего стандарта каждую партию подвергают приемосдаточным испытаниям.
При этом проводят:
внешний осмотр и обмер;
проверку качества покрытия;
контроль разностенности толщин покрытия;
контроль сварочно-технологических свойств электродов;
анализ химического состава наплавленного металла.
3.3. Внешнему осмотру и обмеру подвергают 0,5% электродов партии, отобранных из разных мест, но не менее 10 электродов.
3.4. От партии электродов, принятых по п. 3.3, должны быть отобраны:
а) для проверки прочности покрытия, состояния поверхности, влагостойкости массы покрытия, эксцентричности – не менее 5 электродов от каждой тонны электродов на каждый вид испытания;
б) для проверки сварочно-технологических свойств механических и других испытаний – 0,1% электродов от партии, но не менее 40 электродов.
3.5. При получении неудовлетворительных результатов испытания хотя бы по одному из показателей по нему проводят повторное испытание на удвоенном количестве образцов. Результаты повторных испытаний являются окончательными.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Осмотр электродов производят без применения увеличительных приборов.
4.2. Стрелу прогиба стержней проверяют предельным калибром.
4.3. Длину электродов проверяют мерительным инструментом с точностью до ± 1 мм.
4.4. Величину разностенности толщин покрытия определяют в трех местах, смещенных относительно друг друга на 50-100 мм по длине электрода и на 120° по окружности. Замер производят, как показано на черт.4.
Черт. 4
Черт. 4
Контроль разностенности толщин покрытия производят с точностью ±0,01 мм.
Допускается контроль концентричности покрытия производить специальными приборами (магнитными, емкостными и др.) без разрушения покрытия, если эти приборы обеспечат необходимую точность измерения.
4.5. Механические свойства наплавленного металла шва и сварного соединения определяют по ГОСТ 9466-60.
Ударную вязкость металла шва определяют на образцах типа VI по ГОСТ 6996-66.
При поставках на экспорт должна определяться также и ударная вязкость металла шва на образцах типа IX по ГОСТ 6996-66.
4.6. Сварочно-технологические свойства электродов определяют по ГОСТ 9466-60.
4.7. Сварку и наплавку образцов для испытаний производят при температуре не ниже плюс 5 °С на режимах, указанных в табл. 2.
4.8. Проверку химического состава металла шва и наплавленного металла производят по ГОСТ 2331-63 или по ГОСТ 2604-44.
4.9. Пробы для химического анализа металла шва и наплавленного металла отбирают по ГОСТ 7122-54.
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Электроды маркируют на торце термостойкой зеленой эмалью или наносят на поверхность покрытия тип и марку электрода.
5.2. Электроды должны быть упакованы в коробки из картона марки Б или В по ГОСТ 7933-56 или завернуты пачками в водонепроницаемую бумагу по ГОСТ 8828-61.
Картонные коробки или пачки с электродами должны быть упакованы в деревянные ящики по ГОСТ 8872-63 или в ящики из картона толщиной не менее 2,5 мм.
5.2.1. Масса электродов, упакованных в картонную коробку или во влагонепроницаемую бумагу, не должна превышать 8 кг.
5.2.2. Масса электродов, упакованных в деревянные ящики, не должна превышать 50 кг, в картонные – 30 кг.
5.2.3. При поставке электродов в районы Крайнего Севера, Дальнего Востока, Сибири, Приморские районы с высокой влажностью каждая коробка или пачка электродов должны быть вложены в мешок из полиэтиленовой пленки по ГОСТ 10354-63 или из поливинилхлоридной пленки по ГОСТ 16272-70 и герметично заварены.
5.2.4. При поставке на экспорт упаковка электродов должна соответствовать требованиям Условий поставки товаров для экспорта, утвержденных Постановлением СМ СССР от 14 января 1960 г.
5.3. На каждую коробку или пачку должен быть наклеен ярлык, содержащий следующие данные:
а) изображение Государственного знака качества по ГОСТ 1.9-67;
б) наименование организации, в систему которой входит предприятие-изготовитель;
в) наименование или товарный знак предприятия-изготовителя;
г) тип, марка, диаметр электродов;
д) номер настоящего стандарта.
Примечание. На упаковке электродов, поставляемых на экспорт, должен быть указан тип электродов по международному стандарту ИСО;
е) номер партии и дату изготовления;
ж) рекомендуемые режимы сварочного тока;
з) механические свойства наплавленного металла или металла шва в соответствии с требованиями настоящего стандарта.
5.4. На каждый ящик или коробку должен быть наклеен ярлык или нанесены трафаретом следующие данные:
а) изображение Государственного знака качества по ГОСТ 1.9-67;
б) наименование организации, в систему которой входит предприятие-изготовитель;
в) наименование предприятия-изготовителя;
г) тип, марка, диаметр электродов;
д) номер партии и дату изготовления;
е) массу нетто;
ж) номер настоящего стандарта.
5.5. На каждой коробке, пачке, ящике с упакованными электродами должны быть нанесены предупредительные знаки по ГОСТ 14192-71, соответствующие значениям “Осторожно, хрупкое” и “Боится сырости”.
5.6. Каждая партия электродов должна быть снабжена документом, удостоверяющим соответствие поставляемых электродов требованиям настоящего стандарта. В документе должны быть указаны:
а) изображение Государственного знака качества;
б) наименование организации, в систему которой входит предприятие-изготовитель;
в) наименование предприятия-изготовителя;
г) условное обозначение электродов;
д) номер партии, дата изготовления;
е) масса нетто партии;
ж) результаты испытаний;
з) гарантийный срок.
5.7. Электроды должны транспортироваться в условиях, предохраняющих их от повреждения и увлажнения.
5.8. Электроды должны храниться в закрытых помещениях с относительной влажностью не выше 80%.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Электроды должны быть приняты техническим контролем предприятия-изготовителя. Изготовитель должен гарантировать соответствие электродов требованиям настоящего стандарта при соблюдении потребителем условий применения и хранения.
Гарантийный срок хранения и эксплуатации устанавливается 6 месяцев со дня изготовления электродов.
Текст документа сверен по:
официальное издание
М.: Издательство стандартов, 1972
Сварочные электроды УОНИ. Характеристики марок 13-45 и 13-55
Применение электродов УОНИ
Электроды сварочные УОНИ применяют для сварки углеродистых и низколегированных конструкционных сталей с временным сопротивлением разрыву до 50 кгс/мм2, когда к металлу сварных швов предъявляют повышенные требования по пластичности и ударной вязкости. Электроды марки УОНИ находят применение при сваркеэлементов ответственных металлоконструкций, подверженных в процессе их эксплуатации динамическим нагрузкам в условиях низких температур. Их применяют для сварки емкостей, в которых будут содержаться различные среды с повышенным давлением, а также для листовых металлов с большой толщиной. Сварочные электроды марок УОНИ 13/45 и УОНИ 13/55 пользуются повышенным спросом у потребителя.
Маркировка
В документации, согласно требованиям ГОСТ 9466—75, для обозначения, например, марки УОНИ 13/45 сварочных электродов применяется такая форма записи:
УОНИИ—13/45—3,0 ГОСТ 9466—75
На этикетках или маркировках коробок, пачек и ящиков со сварочными электродами условные обозначения приведены более подробно. Пример условного обозначения электродов типа Э46А по ГОСТ 9467—75, марки УОНИ—13/45, диаметром 3,0 мм, для сварки углеродистых и низколегированных сталей (У), с толстым покрытием (Д), с установленной по ГОСТ 9467—75 группой индексов, указывающих характеристики наплавленного металла и металла шва, 43 2 (5), с основным покрытием Б, для сварки во всех пространственных положениях 1, на постоянном токе обратной полярности 0, приведен ниже:
Э46А—УОНИИ—13/45—3,0—УД/ Е 43 2 (5) Б—10 ГОСТ 9466—75, ГОСТ 9467—75
Сварочные работы
Сварочные электроды УОНИ 13/45 и УОНИ 13/55 после хранения в нормальных условиях не требуют прокалки перед выполнением сварочных работ. Прокалка электродов в течение одного часа при температуре 300-350С0 необходима в том случае, если покрытие имеет влажность выше 0,3%.
Для получения качественного шва места сварки предварительно хорошо зачищают. Сварку швов проводят по короткой дуге. Процесс сварки характеризуется легким начальным зажиганием и сопровождается стабильным горением дуги с формированием качественного сварного шва. При высококвалифицированном проведении процесса сварки потери металла от разбрызгивания сведены к минимуму. Шлаковая корка с готовых швов отделяется легко.
Сварочные электроды УОНИ 13/45 и УОНИ 13/55 изготавливаются с размерами диаметров от 2,0 мм до 6,0 мм и длиной электрода от 300 мм до 450 мм. На контактный торец электродов диаметром 3 мм (электроды УОНИ 3) и выше нанесено специальное ионизирующее покрытие, обеспечивающее легкий первоначальный розжиг. Наиболее востребованы потребителями сварочные электроды УОНИ 3 и сварочные электроды УОНИ 4.Товары каталога:
Please enable JavaScript to view the comments powered by Disqus. comments powered by
Значение кодов и символов на электроде SMAW
Почему для сварки часто используют электрод E60xx при сварке E70xx?Следующий обзор откроет ответы на поставленные выше вопросы.
Электрод или сварочная проволока – это предмет, который используется для электросварки, который служит горелкой, вызывающей пламя дуги.
Электроды, особенно те, которые используются для сварки SMAW (дуговой сваркой металлическим экраном) или электродной сварки, имеют код или символ, в котором код означает предел прочности на разрыв, положение сварки и тип определенных химикатов в качестве флюса (флюс читайте в вчерашнем сообщении. ).Также с тем, как использовать каждый вид сварочной проволоки.
Электроды имеют кодовые характеристики, которые мы видим на картонной упаковке.
В соответствии с правилами Американского сварочного общества (AWS), спецификация сварочной проволоки, намотанной для низкоуглеродистой стали, установлена в AWS A5.1 с буквой «E», за которой следует 4-значный. Так AWS A5.5 для низколегированных сталей стали, добавив четыре буквы и обозначив цифры за легирующими элементами.
Читайте также:
Об электродах и типах сварки SMAW
Для получения более подробной информации см. “Как читать коды” Сварка SMAW на некоторых типах сварочной проволоки (электрода) ниже.
1. Электрод для мягкой стали
Сварочная проволока SMAW этого типа обозначается кодом Exxxx (4 цифры).
Например, сварочная проволока E6012, как читать:
E = электрод для типа SMAW
E60xx = первые две цифры (число 60) показывают ее прочность в Ksi (килопунт-квадратный дюйм). Число 60 означает, что его прочность 60 тысяч фунтов на квадратный дюйм, если число 70 означает 70 тысяч фунтов на квадратный дюйм. Если читать в размере «фунт / кв. дюйм (фунты на квадратный дюйм)», равном 70000 фунтов на квадратный дюйм, где 1 фунт / кв.
Exx1x = третья цифра (рис. 1) – позиция сварки.
– кодовый номер 1 – для всех позиций
– кодовый номер 2 – для плоского и горизонтального положений
EDP номер 3 – только для горизонтального положения.
Exxx2 = четвертая цифра (рисунок 2) показывает:
– тип покрытия
– пробивную дугу
– ампер
– железный порошок (%)
(больше можно найти в таблицах)
Другие примеры, такие как тип Сварочная проволока E 7018, это означает:
– Электроды,
– Предел прочности на разрыв 70000 psi,
– Может использоваться во всех положениях (плоское, горизонтальное, вертикальное и потолочное)
– Проникающая сварка, переменный / постоянный ток, мембраны содержат железный порошок 25 % -40%, с низким содержанием водорода.
Обладая достаточно высокой прочностью на разрыв, электроды (сварочная проволока) типа E 70xx широко применяются для сварки напорных труб, печей и других конструкций. В то время как электрод E 60xx из-за его привлекательности составляет всего 60 000 фунтов на квадратный дюйм, обычно только для сварки без сварки и сварки. сварочное давление, например, заборы tralis и другие.
2. Электрод из низколегированной стали
Технические характеристики сварочной проволоки для низколегированной стали, установленной на AWS A5.5.
С тем же кодом, что и электроды из низкоуглеродистой стали, за которым следует линия (тире), а также буквы и цифры в качестве легирующего элемента, а именно:
A = добавленные углеродные элементы молибден
B = добавлен элемент хром молибден
C = добавочный элемент из никелевой стали
D = добавленный элемент марганец молибден молибден
G = добавлены другие элементы
Код конца R = указывает на устойчивость к поглощению пара (поглощение влаги) (влажность 80%, 80 ° F, 9 часов).
Примеры электродов: E7018-H8R, E8018 – B2h5R и другие.
Как читать:
Сварка E7018-H8R означает прочность 70 тысяч фунтов на квадратный дюйм, содержит «порошок железо-оксид железа-железо-оксид железа», содержит мало водорода (с низким содержанием водорода), устойчив к влаге и может использоваться при сварке из мягкой стали.
Сварка: E8018-B2h5R означает прочность 80 тыс. Фунтов на квадратный дюйм, содержащий железный порошок оксида железа в сочетании с молли хромом и низким содержанием водорода, устойчивость к влаге и используется для сварки легированной хромистой стали.
Читайте также:
Сварка TIG – Сварка TIG и определение процесса
Какие компоненты TIG и рабочее оборудование сварочного аппарата
3. Электрод из нержавеющей стали
Технические характеристики сварочной проволоки для нержавеющей стали установлены в AWS A5.4.
Три (3) Первая цифра – это количество типов нержавеющей стали AISI, за ней следуют линии и 2 цифры. Пример: E316-16, E308-16, E309-16 и другие.
Отставание на два очка означает:
– Рисунки 15 = слой содержит CaO, TiO2 и текущий DCRP.
– Элемент 16 = слои, содержащие TiO и K2O и DCRP или переменный ток.
– Рисунки 17 = слой содержит CaO, K2O TiO2 SiO2 и SiO O DCRP или переменный ток.
На основании всего вышеперечисленного объяснения того, как читать значение кода на сварочной проволоке, мы можем сделать выводы и применить их к сварке в полевых условиях / на объекте. Наконец, мы уже ответили, почему строительная сварка, трубы и другая сталелитейная промышленность использует электроды типа E70xx, а не E60xx.
Точно так же краткое объяснение того, как читать код на электроде для дуговой сварки металлического экрана (SMAW).Надеюсь, смогу помочь слесарю и сварщику разобраться в значении кода на электродах.
Вольфрамовые электроды
Невозможно сказать сварщику, какой вольфрам лучше всего подходит для его применения. Сварщики используют разные источники питания с разными типами дуговых пускателей. В каждом сварочном процессе используются разные газы и разные конфигурации наконечников электродов. Также будет отличаться свариваемый материал.
Другие факторы, такие как скорость сварки, пульсация, количество зажиганий дуги и способ заточки вольфрама, влияют на срок службы вольфрама.Перед запуском в производство рекомендуется испытать вольфрам.
Вольфрамовый электрод – типичные диапазоны тока Таблица:
Вольфрамовые электроды классифицируются на основе их химического состава:
E обозначает электрод, который используется для одного вывода цепи дуговой сварки
W стенды для химического обозначения вольфрама
Последние буквы указывают на легирующий элемент (оксидные добавки):
P обозначает электрод из чистого вольфрама без легирующих элементов
Zr для циркония
Th для торированного
Ce для церированного
La для лантанированных
Цифры указывают номинальный легирующий состав (в процентах по массе).
Таким образом, EWTh-2 представляет собой торированный вольфрамовый электрод, содержащий номинально 2 мас.% Тория.
Попросите PWS предоставить бесплатный образец вольфрамового электрода для проведения собственного теста!
Все вольфрамовые электроды упакованы в коробки по 10 штук длиной 7 дюймов.
По вопросам специальных диаметров и длины обращайтесь в отдел продаж: 615.793.7020 , чтобы узнать цену и доставку.
Приблизительные диапазоны тока для вольфрамовых электродов для GTAW:
| Прямой | Реверс | |||||
Электрод | Полярность Прямая | Полярность Прямая | Несимметричный | Несимметричный | Сбалансированный | Сбалансированный |
EWP | EWP | EWP | EWCe-2 | EWP | EWCe-1 | |
EWCe-2 | EWCe-2 | EWLa-1 | EWLa-1 | |||
EWLa-1 | EWLa-1 | EWTh-1 | EWTh-1 | |||
EWTh-1 | EWTh-1 | EWTh-2 | EWTh-2 | |||
EWTh-2 | EWTh-2 | EWZr-1 | EWZr-1 | |||
| 0.010 | До 15 | НЕТ | До 15 | До 15 | До 15 | До 15 |
| 0,020 | 5-20 | НЕТ | 5-15 | 5-20 | 10-20 | 5-20 |
| 0,040 | 15-80 | НЕТ | 10-60 | 15-80 | 20-30 | 20-60 |
| 0,060 | 70-150 | 10-20 | 50–100 | 70-150 | 30-80 | 60-120 |
| 0.093 | 150–250 | 15-30 | 100-160 | 140-235 | 60-130 | 100–180 |
| 0,125 | 250-400 | 25-40 | 150-210 | 225-325 | 100–180 | 160–250 |
| 0,156 | 400-500 | 40-55 | 200-275 | 300-400 | 160-240 | 200-320 |
| 0,187 | 500-750 | 55-80 | 250-350 | 400-500 | 190-300 | 290-390 |
| 0.250 | 750–1000 | 80-125 | 325-450 | 500-630 | 250-400 | 340-325 |
Гальванические элементы – Химия LibreTexts
В окислительно-восстановительных реакциях электроны передаются от одного вида к другому. Если реакция спонтанная, высвобождается энергия, которую затем можно использовать для полезной работы. Чтобы использовать эту энергию, реакция должна быть разделена на две отдельные половинные реакции: реакции окисления и восстановления.Реакции помещаются в два разных контейнера, и для перемещения электронов с одной стороны на другую используется проволока. При этом создается вольтово-гальванический элемент .
Введение
Когда происходит окислительно-восстановительная реакция, электроны передаются от одного вида к другому. Если реакция спонтанная, высвобождается энергия, которую можно использовать для работы. Рассмотрим реакцию твердой меди (Cu (s) ) в растворе нитрата серебра (AgNO 3 (s) ).-_ {3 \; (aq)} \) ионы. Ионы NO 3 – (водн.) можно игнорировать, поскольку они являются ионами-наблюдателями и не участвуют в реакции. В этой реакции медный электрод помещают в раствор, содержащий ионы серебра. Ag + (водный) будет легко окислять Cu (s) , что приводит к Cu 2 + (водный) , восстанавливаясь до Ag (s) .
Эта реакция высвобождает энергию. Однако когда твердый медный электрод помещают непосредственно в раствор нитрата серебра, энергия теряется в виде тепла и не может использоваться для выполнения работы.Чтобы обуздать эту энергию и использовать ее для полезной работы, мы должны разделить реакцию на две отдельные половинные реакции; Реакции окисления и восстановления. Проволока соединяет две реакции и позволяет электронам перемещаться с одной стороны на другую. Таким образом, мы создали гальванический элемент .
Рисунок \ (\ PageIndex {1} \): Гальванический элемент
Гальванический элемент (также известный как гальванический элемент) – это электрохимический элемент, который использует спонтанные окислительно-восстановительные реакции для выработки электричества.Он состоит из двух отдельных полуячеек . Полуячейка состоит из электрода (полоски металла, M) в растворе, содержащем ионы M n + , в котором M – любой произвольный металл. Две полуэлементы связаны между собой проводом, идущим от одного электрода к другому. Соляной мостик также соединяется с полуячейками. Функции этих частей обсуждаются ниже.
Полуэлементы
Половина окислительно-восстановительной реакции происходит в каждой половине ячейки. Следовательно, можно сказать, что в каждой полуячейке происходит полуреакция.Когда две половинки соединяются вместе с помощью проволоки и соляного мостика, создается электрохимическая ячейка.
Электроды
Электрод – это металлическая полоска, на которой происходит реакция. В гальваническом элементе окисление и восстановление металлов происходит на электродах. В гальванической ячейке два электрода, по одному в каждой полуячейке. Катод – это место, где происходит восстановление, а окисление происходит на аноде .
В электрохимии эти реакции протекают на металлических поверхностях или на электродах. Между металлом и веществами в растворе устанавливается окислительно-восстановительное равновесие. Когда электроды погружаются в раствор, содержащий ионы того же металла, он называется полуячейкой . Электролиты – это ионы в растворе, обычно в жидкости, который проводит электричество за счет ионной проводимости. Между атомами металла на электроде и ионными растворами могут происходить два возможных взаимодействия.
- Ион металла M n + из раствора может столкнуться с электродом, получив от него n электронов и преобразоваться в атомы металла.Это означает, что ионы восстанавливаются.
- Атом металла на поверхности может потерять «n» электронов на электрод и войти в раствор в виде иона M n + , что означает, что атомы металла окисляются.
Когда электрод окисляется в растворе, он называется анодом , а когда электрод восстанавливается в растворе. он называется катодом .
- Анод : На аноде происходит реакция окисления.Другими словами, здесь металл теряет электроны. В приведенной выше реакции анодом является Cu (s), поскольку его степень окисления увеличивается от 0 до +2.
- Катод : Катод – это место, где происходит реакция восстановления. Здесь металлический электрод получает электроны. Возвращаясь к приведенному выше уравнению, катодом является Ag, поскольку его степень окисления уменьшается с +1 до 0.
Вспоминая окисление и восстановление
Когда дело доходит до окислительно-восстановительных реакций, важно понимать, что означает «окисление» или «восстановление» металла.+ _ {(aq)} \) получает электрон, что означает его уменьшение. \ (Cu _ {(s)} \) теряет два электрона и окисляется.
Соляной мостик – жизненно важный компонент любого гальванического элемента. Это трубка, заполненная раствором электролита, например KNO 3 (s) или KCl (s) . Назначение солевого мостика – поддерживать электрическую нейтральность растворов и обеспечивать свободный поток ионов от одной ячейки к другой. Без солевого мостика вокруг электродов будут накапливаться положительные и отрицательные заряды, что приведет к остановке реакции.
Назначение солевого мостика – поддерживать электрическую нейтральность растворов и обеспечивать свободный поток ионов от одной ячейки к другой.
Поток электронов
Электроны всегда текут от анода к катоду или от полуячейки окисления к полуэлементу восстановления. С точки зрения ячейки E o полуреакций, электроны будут течь от более отрицательной полуреакции к более положительной полуреакции. Схема ячейки – это изображение электрохимической ячейки.На рисунке ниже показана диаграмма ячеек для гальваники, показанная на рисунке \ (\ PageIndex {1} \) выше.
Рисунок \ (\ PageIndex {2} \): Диаграмма ячеек . На рисунке ниже показана диаграмма ячеек для гальваники, показанная на рисунке \ (\ PageIndex {1} \).
При рисовании диаграммы ячеек мы придерживаемся следующих соглашений. Анод всегда размещается на левой стороне , а катод располагается на правой стороне . Соляной мост изображен двойными вертикальными линиями (||).o_ {cell} \) для гальванической ячейки, образованной каждой реакцией.
Решение
1.a) Ba 2+ (водн.) → Ba (s) + 2e- с SRP (для противоположной реакции) E o = -2,92 В (анод; где происходит окисление)
Cu 2+ (водн.) + 2e- → Cu (s) с SRP E o = +0,340 В (катод; там, где происходит восстановление)
1.b) Al 3+ (водн.) → Al (s) + 3e – с SRP (для противоположной реакции) E o = -1.66 В (анод; там, где происходит окисление)
Sn 2+ (вод.) + 2e – → Sn (s) с SRP E o = -0,137 В (катод; там, где происходит восстановление)
2.a) Ba 2+ (водн.) | Ba (s) || Cu (s) | Cu 2+ (водн.)
2.b) Al (s) | Al 3+ (водн.) || Sn 2+ (водн.) | Sn (т)
3.а) E o ячейка = 0,34 – (-2,92) = 3,26 В
3.b) E o ячейка = -0,137 – (-1,66) = 1,523 В
Напряжение ячейки / потенциал ячейки
Показания вольтметра дают реактивное напряжение ячейки или разность потенциалов между двумя двумя полуячейками. Напряжение ячейки также известно как потенциал ячейки или электродвижущая сила (ЭДС) и обозначается символом \ (E_ {cell} \).о_ {анод} \]
Значения E o сведены в таблицу для всех растворенных веществ при 1 M и всех газов при 1 атм. Эти значения называются стандартными потенциалами восстановления . Каждая полуреакция имеет различный восстановительный потенциал, разность двух восстановительных потенциалов дает напряжение электрохимической ячейки. Если ячейка E o положительна, реакция является спонтанной, и это гальваническая ячейка. Если ячейка E o отрицательная, реакция не является спонтанной и называется электролитической ячейкой.
Список литературы
- Брэди, Джеймс Э., Холум, Джон Р. «Химия: исследование материи и ее изменений», John Wiley & Sons Inc 1993
- Браун, Теодор Л., Лемей, Х. Юджин-младший. Третье издание «Химия: центральная наука», Прентис-Холл, Инк. Энглвуд Клиффс, Нью-Джерси 07632 1985
- Браун, Теодор Л., ЛеМэй, Х. Юджин-младший, Бурстен, Брюс Э. «Химия: центральная наука», пятое издание, Prentice-Hall, Inc. Энглвуд Клиффс, Нью-Джерси 07632 1991
- Гессер, Хайман Д.«Описательные принципы химии», C.V. Компания Мосби 1974
- Харвуд, Уильям, Херринг, Джеффри, Мадура, Джеффри и Петруччи, Ральф, Общая химия: принципы и современные приложения, Девятое издание, Аппер-Сэдл-Ривер, Нью-Джерси, Pearson Prentice Hall, 2007.
- Петруччи, Ральф Х. Генерическая химия: принципы и современные приложения 9-е изд. Нью-Джерси: Pearson Education Inc. 2007.
- Васос Бэзил Х. Электроанитическая химия. Нью-Йорк: Публикация Wiley-Interscience.1983.
- Zumdahl, Steven S. Chemistry 7-е изд. Нью-Йорк: Компания Houghton Mifflin. 2007.
Авторы и авторство
- Шамшер Сингх, Дебора Гхо
| Введение в химию
Цель обучения
- Создание соответствующей записи электрохимической ячейки для данной электрохимической реакции
Ключевые моменты
- Анод и катод ячейки (полуэлементы) разделены двумя полосами или косыми чертами, которые представляют собой соляной мостик.
- Анод расположен слева, а катод – справа.
- Отдельные твердые, жидкие или водные фазы в каждой полуячейке написаны разделенными одной полосой.
- Концентрации растворенных веществ могут быть указаны в скобках после обозначения фазы (s, l, g или aq).
Условия
- электрод Зажим, через который электрический ток проходит между металлическими и неметаллическими частями электрической цепи.При электролизе электроды помещают в раствор отдельно.
- полуэлемент Любая из двух частей электрохимической ячейки, содержащая электрод и электролит.
Обозначение ячеек
Напомним, что стандартные потенциалы ячейки могут быть рассчитаны из потенциалов E 0 ячейки как для реакций окисления, так и для реакций восстановления. Положительный потенциал клетки указывает на то, что реакция протекает самопроизвольно в том направлении, в котором она написана.o _ {окисление} [/ латекс]
Обозначения ячеек – это сокращенное описание гальванических или гальванических (спонтанных) ячеек. Условия реакции (давление, температура, концентрация и т. Д.), Анод, катод и компоненты электрода описаны в этом уникальном сокращении.
Напомним, что окисление происходит на аноде, а восстановление происходит на катоде. Когда анод и катод соединены проволокой, электроны текут от анода к катоду.
Типичный гальванический элемент Типичное расположение полуэлементов, соединенных в гальванический элемент.- \ rightleftharpoons 2Ag (s) [/ латекс]Правила обозначения ячеек
1. Сначала описывается анодный полуэлемент; следует катодная полуячейка. В пределах данной полуячейки сначала указываются реагенты, а последними – продукты. Описание реакции окисления идет первым, а реакция восстановления – последним; когда вы ее читаете, ваши глаза движутся в направлении потока электронов. Ионы зрителя не включены.
2. Одна вертикальная линия (|) проведена между двумя химическими веществами, которые находятся в разных фазах, но находятся в физическом контакте друг с другом (например,г., твердый электрод | жидкость с электролитом). Двойная вертикальная линия (||) представляет собой солевой мостик или пористую мембрану, разделяющую отдельные полуячейки.
3. Фаза каждого химического вещества (s, l, g, aq) указана в скобках. Если электролиты в ячейках не соответствуют стандартным условиям, концентрациям и / или давлению, они заключаются в скобки с обозначением фазы. Если концентрация или давление не указаны, предполагается, что электролиты в ячейках находятся в стандартных условиях (1.00 М или 1,00 атм и 298 К).
Используя эти правила, мы составили обозначение ячейки:
Cd (s) | Cd 2+ (водн., 0,15 M) || Ag + (водн., 0,20 M) | Аг (ов)
Показать источникиBoundless проверяет и курирует высококачественный контент с открытой лицензией из Интернета. Этот конкретный ресурс использовал следующие источники:
Basic Electrical … – Электротехника и электроника
Основные электрические символы –
Common
Основные электрические символы, такие как заземляющий электрод, элемент, батарея, источник, идеальный источник, резистор, переменный резистор, предварительно установленный резистор, аттенюатор, конденсатор , антенна, диодный светодиод, кристалл входят сюда.
Основные электрические символы–
Электрод заземления – Электрод заземления – это металлическая пластина, водопроводная труба или другой проводник электричества, частично погруженный в землю, чтобы обеспечить надежный проводящий путь к земле
Ячейка – Ячейка устройство, содержащее электроды, погруженные в электролит, используемые для генерации тока или для электролиза.
Батарея – Батарея – это контейнер, состоящий из одной или нескольких ячеек, в которых химическая энергия преобразуется в электричество и используется в качестве источника энергии.
Источник Источник – часть полевого транзистора, из которого носители перетекают в межэлектродный канал.
Идеальный источник – Идеальный источник включает идеальный источник напряжения и идеальный источник тока. Идеальный источник – это теоретическая концепция источника электрического тока или напряжения (например, батареи), который не имеет потерь и является идеальным источником напряжения или тока. Идеальные источники используются только в аналитических целях, поскольку они не могут встречаться в природе.
Резистор – резистор – это устройство, имеющее сопротивление прохождению электрического тока.
Конденсатор. Конденсатор – это устройство, используемое для хранения электрического заряда, состоящее из одной или нескольких пар проводников, разделенных изолятором.
Антенна. Антенна – это электрическое устройство, преобразующее электрическую энергию в радиоволны и наоборот.
Некоторые наиболее часто используемые основные электрические символы, используемые в схематических диаграммах, показаны ниже: Рис.-2
Наиболее часто используемые основные электрические символы
Давайте посмотрим, как использовать основные электрические символы для создания принципиальной схемы. схемы и ее компонентов.Пример 1: три D-элемента помещаются в аккумуляторную батарею для питания цепи, содержащей три лампочки. Каждая лампочка обозначена отдельным символом резистора. Прямые линии были использованы для соединения двух клемм батареи с резисторами и резисторов друг с другом.
Сначала выберите электрические символы, которые вы можете использовать на схеме, в этом примере это батарея, резистор. Затем используйте инструмент для соединения этих символов. Таким образом, итоговая диаграмма может быть такой, как на следующем рисунке.
Пример электрической схемы 1
Введение в окислительно-восстановительные равновесия и электродные потенциалы
Различная химическая активность металлов
Когда металлы вступают в реакцию, они отдают электроны и образуют положительные ионы. Эта конкретная тема посвящена сравнению легкости, с которой металл делает это для образования гидратированных ионов в растворе – например, Mg 2+ (водный) или Cu 2+ (водный) .
Мы можем сравнить легкость, с которой происходят эти два изменения:
Каждый, кто занимается химией более нескольких месяцев, знает, что магний более реактивен, чем медь.Первая реакция происходит гораздо легче, чем вторая. В этой теме мы попытаемся выразить это с помощью некоторых цифр.
Глядя на это с точки зрения равновесия
Предположим, у вас есть кусок магния в стакане с водой. Атомы магния будут терять электроны и переходить в раствор в виде ионов магния. Электроны останутся на магнии.
Через очень короткое время на магнии произойдет накопление электронов, и он будет окружен в растворе слоем положительных ионов.Они будут стремиться оставаться рядом, потому что их притягивает отрицательный заряд на куске металла.
Некоторые из них будут достаточно привлечены, чтобы вернуть свои электроны и снова прилипнуть к куску металла.
Динамическое равновесие устанавливается, когда скорость, с которой ионы покидают поверхность, в точности равна скорости, с которой они снова присоединяются к ней. В этот момент на магнии будет постоянный отрицательный заряд и постоянное количество ионов магния, присутствующих в растворе вокруг него.
Упростив диаграмму, чтобы избавиться от «кусочков» магния, вы получите такую ситуацию:
Не забывайте, что это всего лишь снимок динамического равновесия. Ионы постоянно уходят и снова присоединяются к поверхности.
Как бы все изменилось, если бы вы использовали кусок меди вместо куска магния?
Медь менее реактивна и поэтому менее легко образует ионы. Любые отколовшиеся ионы с большей вероятностью вернут свои электроны и снова прилипнут к металлу.Вы все равно достигнете положения равновесия, но на металле будет меньше заряда и меньше ионов в растворе.
Если мы запишем две реакции как равновесия, то мы будем сравнивать два положения равновесия.
Положение магниевого равновесия. . .
. . . лежит левее равновесия меди.
Обратите внимание на то, как записаны два положения равновесия.По соглашению, все эти равновесия записываются с электронами в левой части уравнения. Если вы обязательно будете придерживаться этого соглашения, вы обнаружите, что остальная часть этой темы будет намного легче визуализировать.
Все остальное, что касается электродных потенциалов, – это просто попытка присвоить некоторые числа этим различным положениям равновесия.
В принципе, это довольно просто сделать. В случае с магнием существует большая разница между отрицательностью металла и положительностью раствора вокруг него.В медном корпусе разница намного меньше.
Эта разность потенциалов может быть записана как напряжение – чем больше разница между положительным и отрицательным полюсами, тем больше напряжение. К сожалению, это напряжение невозможно измерить!
Было бы легко подключить вольтметр к металлическому элементу, но как вы подключите его к раствору? Поместив зонд в раствор рядом с металлом? Нет, не сработает!
Любой зонд, который вы вводите, будет иметь подобное равновесие, происходящее вокруг него.Лучшее, что вы можете измерить, – это какая-то комбинация эффектов на датчике и куске металла, который вы тестируете.
Понимание идей, лежащих в основе электрода сравнения
Предположим, у вас есть оптическое устройство для измерения высоты на некотором расстоянии, и вы хотите использовать его, чтобы узнать, какого роста был конкретный человек. К сожалению, вы не видите их ног, потому что они стоят в высокой траве.
Хотя вы не можете измерить их абсолютную высоту, вы можете измерить их высоту относительно удобной стойки.Предположим, что в этом случае человек оказался выше столба на 15 см.
Вы можете повторить это для множества людей. . .
. . . и получите такой набор результатов:
Электроды: определение и типы – стенограмма видео и урока
Аноды и катоды
Точно так же существует два разных типа электродов:
- Анод – это электрод, который притягивает анионы.
- Катод – это электрод, притягивающий катионы.
Полезный способ запомнить взаимосвязь между ионами и электродами – это знать, что «кот» в катоде относится к катиону. Первая буква «а» в аноде относится к аниону.
Когда вы соединяете оба электрода вместе, вы можете образовать электрическую цепь. Электрическая цепь – это путь, по которому текут электроны. Таким образом, если электрод – это наш мост, по которому движутся электроны, схема – это дорожная карта, которую электроны используют для определения, куда двигаться. В электрических устройствах электроны всегда будут течь от анода к катоду.
Как работает электрод?
При описании работы электрода есть два различных электрических устройства, которые мы можем использовать в качестве примеров. Первый пример связан с нашей батареей. Как показано на этой схеме, батарея имеет два вывода: катод и анод. Два разных процесса, происходящих внутри батареи, способствуют протеканию электрического тока. Во-первых, внутри батареи происходят химические реакции. Во-вторых, у нас есть электроны, перемещающиеся от анода и катода, чтобы генерировать электричество для устройства.
Допустим, вы хотите включить фонарик. Когда вы помещаете батарею в держатель, происходят химические реакции. Эти реакции высвобождают много ионов на аноде. Когда ионы растворяются, они оставляют свои электроны на аноде.
Накапливаясь на аноде, электроны не в восторге. Они предпочли бы покинуть это тесное пространство, чем сбиться в кучу.Для этого они едут к месту установки батареи с доступной занятостью, к катоду. Переходя от анода к катоду по цепи, наш фонарик может производить свет. Но что будет, если снять батарею? Если вынуть батарею, наш источник энергии, используемый для запуска химических реакций, создающих этот поток электронов, прекратит свое существование. Конечный результат – фонарик без света.
На этой диаграмме мы также можем увидеть аналогичный процесс в электролитических ячейках. Электролитическая ячейка – это устройство, используемое для преобразования химической энергии в электрическую.Одно из применений электролитической ячейки – в электрометаллургии для удаления драгоценных металлов из минеральных руд.
Основное различие между батареей и электролитической ячейкой состоит в том, что электрод погружен в раствор. Катионы и ионы, плавающие в этом растворе, называются электролитами . Вы заметили блок питания в ячейке? Этот источник энергии перемещает электроны через раствор от анода к катоду. По мере движения электронов в растворе течет ток.
Независимо от того, генерируется ли электрический ток в батарее или в электролитической ячейке, электроды позволяют протекать любому току.