Примеры технологические процессы: Технологический процесс: описание, виды, этапы
alexxlab | 03.07.2023 | 0 | Разное
Технологический процесс: описание, виды, этапы
Первые достоверно известные технологические процессы были разработаны в древнем Шумере – на глиняной табличке клинописью был описан по операциям порядок приготовления пива.
С тех пор способы описания технологий производства продуктов питания, инструментов, домашней утвари, оружия и украшений – всего, что изготавливало человечество, многократно усложнились и усовершенствовались. Современный технологический процесс может состоять из десятков, сотен и даже тысяч отдельных операций, он может быть многовариантным и ветвиться в зависимости от различных условий. Выбор той или иной технологии- это непросто выбор тех или иных станков, инструмента и оснастки. Нужно также обеспечить соответствие требованиям технических условий, плановых и финансовых показателей.
Определение и характеристика
ГОСТ дает научно строгое, но сформулированное слишком сухим и наукообразным языком определение технологического процесса. Если же говорить о понятии технологического процесса более понятным языком, то технологический процесс – это совокупность выстроенных в определенном порядке операций. Он направлен на превращение сырья и заготовок в конечные изделия. Для этого с ними совершают определенные действия, обычно выполняемые механизмами. Технологический процесс не существует сам по себе, а является важнейшей частью более общего производственного процесса, включающего в себя в общем случае также процессы контрактации, закупки и логистики, продажи, управления финансами, административного управления и контроля качества. Технологи на предприятии занимают весьма важное положение. Они являются своего рода посредниками между конструкторами, создающими идею изделия и выпускающими его чертежи, и производством, которому предстоит воплощать эти идеи и чертежи в металл, дерево, пластмассу и другие материалы. При разработке техпроцесса технологи работают в тесном контакте не только с конструкторами и производством, но и с логистикой, закупками, финансами и службой контроля качества. Именно техпроцесс и является той точкой, в которой сходятся требования всех этих подразделений и находится баланс между ними.
Он направлен на превращение сырья и заготовок в конечные изделия. Для этого с ними совершают определенные действия, обычно выполняемые механизмами. Технологический процесс не существует сам по себе, а является важнейшей частью более общего производственного процесса, включающего в себя в общем случае также процессы контрактации, закупки и логистики, продажи, управления финансами, административного управления и контроля качества. Технологи на предприятии занимают весьма важное положение. Они являются своего рода посредниками между конструкторами, создающими идею изделия и выпускающими его чертежи, и производством, которому предстоит воплощать эти идеи и чертежи в металл, дерево, пластмассу и другие материалы. При разработке техпроцесса технологи работают в тесном контакте не только с конструкторами и производством, но и с логистикой, закупками, финансами и службой контроля качества. Именно техпроцесс и является той точкой, в которой сходятся требования всех этих подразделений и находится баланс между ними.
- Маршрутная карта — описание высокого уровня, в нем перечислены маршруты перемещения детали или заготовки от одного рабочего места к другому или между цехами.
- Операционная карта – описание среднего уровня, более подробное, в нем перечислены все операционные переходы, операции установки-съемки, используемые инструменты.
- Технологическая карта – документ самого низкого уровня, содержит самое подробное описание процессов обработки материалов, заготовок, узлов и сборок, параметры этих процессов, рабочие чертежи и используемая оснастка .
Технологическая карта даже для простого на первый взгляд изделия может представлять собой довольно толстый том. Для сравнения и измерения технологических процессов серийного производства применяются следующие характеристики:
- Цикл технологической операции – длительность (измеряется в секундах, часах, днях, месяцах) операции, повторяющейся с определенной периодичностью.
 Отсчитывается от момента начала операции до момента ее окончания. Длительность цикла не зависит от числа заготовок или деталей, обрабатываемых одномоментно.
Отсчитывается от момента начала операции до момента ее окончания. Длительность цикла не зависит от числа заготовок или деталей, обрабатываемых одномоментно. - Такт выпуска изделия – промежуток времени, через который выпускается это изделие. Рассчитывается как отношение времени, за которое выпускается определенное количество изделий, к этому количеству. Так, если за 20 минут было выпущено 4 изделия, то такт выпуска будет равен 20/4=5 минут/штуку .
- Ритм выпуска – величина, обратная такту, определяется как число изделий, выпускаемых в единицу времени (секунду, час, месяц и т.п.).
В дискретном производстве такие характеристики технологических процессов не находят применения ввиду малой повторяемости изделий и больших сроков их выпуска. Производственная программа – представляет собой список названий и учетных номеров выпускаемых изделий, причем для каждой позиции приводится объемы и сроки выпуска. Производственная программа предприятия складывается из производственных программ его цехов и участков. Она содержит:
Она содержит:
- Перечень выпускаемых изделий с детализацией типов, размеров, количества.
- Календарные планы выпуска с привязкой к каждой контрольной дате определенного объема выпускаемых изделий.
- Количество запасных частей к каждой позиции в рамках процесса поддержки жизненного цикла изделий.
- Подробную конструкторско-технологическую документацию, трехмерные модели, чертежи, деталировки и спецификации.
- Техусловия на производство и методики управления качеством, включая программы и методики испытаний и измерений.
Производственная программа является разделом общего бизнес-плана предприятия на каждый период планирования.
Виды техпроцессов
Классификация техпроцессов проводится по нескольким параметрам. По критерию частоты повторения при производстве изделий технологические процессы подразделяют на:
- единичный технологический процесс, создается для производства уникальной по конструктивным и технологическим параметрам детали или изделия;
- типовой техпроцесс, создается для некоторого количества однотипных изделий, схожих по своим конструктивным и технологическим характеристикам.
- групповой техпроцесс подготавливается для деталей, различных конструктивно, но сходных технологически.
По критерию новизны и инновационности различают такие виды технологических процессов, как:
- Типичные. Основные технологические процессы используют традиционные, проверенные конструкции, технологии и операции обработки материалов, инструмента и оснастки.
- Перспективные. Такие процессы используют самые передовые технологии, материалы, инструменты, характерные для предприятий – лидеров отрасли.
По критерию степени детализации различают следующие виды технологических процессов:
- Маршрутный техпроцесс исполняется в виде маршрутной карты, содержащей информацию верхнего уровня: перечень операций, их последовательность, класс или группа используемого оборудования, технологическая оснастка и общая норма времени.

- Пооперационный техпроцесс содержит детализированную последовательность обработки вплоть до уровня переходов, режимов и их параметров. Исполняется в виде операционной карты.
Пооперационный техпроцесс был разработан во время Второй Мировой войны в США в условиях нехватки квалифицированной рабочей силы. Детальные и подробные описания каждой стадии технологического процесса позволили привлечь к работе людей, не имевших производственного опыта и в срок выполнить большие военные заказы. В условиях мирного времени и наличия, хорошо обученного и достаточно опытного производственного персонала использование такого вида технологического процесса ведет к непроизводительным расходам. Иногда возникает ситуация, в которой технологи старательно издают толстые тома операционных карт, служба технической документации тиражирует их в положенном числе экземпляров, а производство не открывает эти талмуды. В цеху рабочие и мастера за многие годы работы накопили достаточный опыт и приобрели достаточно высокую квалификацию для того, чтобы самостоятельно выполнить последовательность операций и выбрать режимы работы оборудования.
Этапы ТП
В ходе конструкторско-технологической подготовки производства различают такие этапы написания технологического процесса, как:
- Сбор, обработка и изучение исходных данных.
- Определение основных технологических решений.
- Подготовка технико-экономического обоснования (или обоснования целесообразности).
- Документирование техпроцесса.
Трудно с первого раза найти технологические решения, обеспечивающие и плановые сроки, и необходимое качество, и плановую себестоимость изделия. Поэтому процесс разработки технологии – это процесс многовариантный и итеративный. Если результаты экономических расчетов неудовлетворительны, то технологи повторяют основные этапы разработки технологического процесса до тех пор, пока не достигнут требуемых планом параметров.
Сущность технологического процесса
Процессом называют изменение состояния объекта под воздействием внутренних или внешних по отношению к объекту условий. Внешними факторами будут механические, химические, температурные, радиационные воздействия, внутренними – способность материала, детали, изделия сопротивляться эти воздействиям и сохранять свою исходную форму и фазовое состояние. В ходе разработки техпроцесса технолог подбирает те внешние факторы, под воздействием которых материал заготовки или сырья изменит свою форму, размеры или свойства таким образом, чтобы удовлетворять :
Внешними факторами будут механические, химические, температурные, радиационные воздействия, внутренними – способность материала, детали, изделия сопротивляться эти воздействиям и сохранять свою исходную форму и фазовое состояние. В ходе разработки техпроцесса технолог подбирает те внешние факторы, под воздействием которых материал заготовки или сырья изменит свою форму, размеры или свойства таким образом, чтобы удовлетворять :
- техническим спецификациям на конечное изделие;
- плановым показателям по срокам и объемам выпуска изделий;
- финансово-экономическим показателям, заложенным в бизнес-план предприятия.
За долгое время были выработаны основные принципы построения технологических процессов.
Принцип укрупнения операций
В этом случае в рамках одной операции собирается большее число переходов. С практической точки зрения такой поход позволяет улучшить точность взаимного расположения осей и обрабатываемых поверхностей. Такой эффект достигается за счет выполнения всех объединяемых в операцию переходов за одну остановку на станок или многокоординатный обрабатывающий центр. Подход также упрощает внутреннюю логистику и снижает внутрицеховые расходы за счет снижения числа установок и наладок режимов работы оборудования.
С практической точки зрения такой поход позволяет улучшить точность взаимного расположения осей и обрабатываемых поверхностей. Такой эффект достигается за счет выполнения всех объединяемых в операцию переходов за одну остановку на станок или многокоординатный обрабатывающий центр. Подход также упрощает внутреннюю логистику и снижает внутрицеховые расходы за счет снижения числа установок и наладок режимов работы оборудования.
Особенно важно это для крупногабаритных и сложных деталей, установка которых отнимает много времени.
Принцип применяется при работе на револьверных и многорезцовых токарных станках, многокоординатных обрабатывающих центрах.
Принцип расчленения операций
Операция разбивается на ряд простейших переходов, наладка режимов работы обрабатывающего оборудования выполняется единожды, для первой детали серии, далее оставшиеся детали проходят обработку на тех же режимах. Такой подход эффективен при больших размерах серий и относительно несложной пространственной конфигурации изделий. Принцип дает существенный эффект снижения относительной трудоемкости за счет улучшенной организации рабочих мест, совершенствования у рабочих навыка однообразных движений по постановке-снятию заготовок, манипуляций с инструментом и оборудованием. Абсолютное число установок при этом растет, но сокращается время на настройку режимов оборудования, за счет чего и достигается положительный результат.
Принцип дает существенный эффект снижения относительной трудоемкости за счет улучшенной организации рабочих мест, совершенствования у рабочих навыка однообразных движений по постановке-снятию заготовок, манипуляций с инструментом и оборудованием. Абсолютное число установок при этом растет, но сокращается время на настройку режимов оборудования, за счет чего и достигается положительный результат.
Чтобы получить этот положительный эффект, технологу придется позаботиться о применении специализированной оснастки и приспособлений, позволяющих быстро и, главное, точно устанавливать и снимать заготовку. Размер серии также должен быть значительным.
Обработка дерева и металла
На практике одну и ту же деталь, одного и того же размера и веса, из одного и того же материала можно изготовить разными, иногда сильно отличающимися друг от друга методами. На этапе конструкторско-технологической подготовки производства конструкторы и технологи совместно прорабатывают несколько вариантов описания технологического процесса, изготовления и последовательности обработки изделия.
- техническим условиям на конечный продукт ;
- требованиям производственного плана, срокам и объемам отгрузки;
- финансово-экономическим показателям, заложенным в бизнес-план предприятия.
На следующем этапе проводится сравнение этих вариантов, из них выбирается оптимальный. Большое влияние на выбор варианта оказывает тип производства.
В случае единичного, или дискретного производства вероятность повторения выпуска одной и той же детали невелика. В этом случае выбирается вариант с минимальными издержками на разработку и создание специальной оснастки, инструмента и приспособлений, с максимальным задействованием универсальных станков и настраиваемой оснастки. Однако исключительные требования к точности соблюдения размеров или к условиям эксплуатации, таким, как радиация ил высоко агрессивные среды, могут вынудить применять и специально изготовленную оснастку, и уникальные инструменты.
В масштабе всей партии эти секунды сложатся вместе и дадут достаточный экономический эффект. Станки и обрабатывающие центры подвергают специализации, за станком закрепляют определенные группы операций. При массовом производстве размеры серий весьма высоки, а выпускаемые детали достаточно долгий срок не подвергаются конструктивным изменениям. Специализация оборудования заходит еще дальше. В этом случае технологически и экономически оправдано закрепление за каждым станком одной и той же операции на все время выпуска серии, а также изготовление спецоснастки и применение отдельного режущего инструмента и средств измерений и контроля.
Оборудование в этом случае физически перемещают в цеху, располагая его в порядке следования операций в технологическом процессе
Средства выполнения технологических процессов
Технологический процесс существует сначала в головах технологов, далее он фиксируется на бумаге, а на современных предприятиях – в базе данных программ, обеспечивающих процесс управления жизненным циклом изделия (PLM). Переход на автоматизированные средства хранения, написания, тиражирования и проверки актуальности технологических процессов- это не вопрос времени, в вопрос выживания предприятия в конкурентной борьбе. При этом предприятиям приходится преодолевать сильное сопротивление высококвалифицированных технологов строй школы, привыкших за долгие годы писать техпроцессы от руки, а потом отдавать их на перепечатку. Современные программные средства позволяют автоматически проверять упомянутые в техпроцессе инструмент, материалы и оснастку на применимость и актуальность, повторно использовать ранее написанные техпроцессы целиком или частично. Они повышают производительность труда технолога и существенно снижают риск человеческой ошибки при написании техпроцесса.
Современные программные средства позволяют автоматически проверять упомянутые в техпроцессе инструмент, материалы и оснастку на применимость и актуальность, повторно использовать ранее написанные техпроцессы целиком или частично. Они повышают производительность труда технолога и существенно снижают риск человеческой ошибки при написании техпроцесса.
Для того чтобы из идей и расчетов технологический процесс превратился в реальность, необходимы физические средства его выполнения.
Технологическое оборудование предназначено для установки, закрепления, ориентации в пространстве и подачи в зону обработки сырья, заготовок, деталей, узлов и сборок. В зависимости от отрасли производства сюда входят станки, обрабатывающие центры, реакторы, плавильные печи, кузнечные прессы, установки и целые комплексы. Оборудование обладает длительным сроком использования и может изменять свои функции в зависимости от использования той или иной технологической оснастки. Технологическая оснастка включает в себя инструмент, литейные формы, штампы, приспособления для установки и снятия детали, для облегчения доступа рабочих к зоне выполнения операций.
Оснастка дополняет основное оборудование, расширяя его функциональность. Она имеет более короткий срок использования и иногда специально изготавливается для конкретной партии изделий или даже для одного уникального изделия. При разработке технологии следует шире применять универсальную оснастку, применимую для нескольких типоразмеров изделия. Особенно это важно на дискретных производствах, где стоимость оснастки не распределяется на всю серию, а целиком ложится на себестоимость одного изделия. Инструмент предназначен для оказания непосредственного физического воздействия на материал заготовки с целью доведения ее формы размеров, физических, химических и других параметров до заданных в технических условиях.
Технолог при выборе инструмента должен принимать во внимание не только цену его покупки, но и ресурс и универсальность. Часто бывает, что более дорогой инструмент позволяет без его замены выпустить в несколько раз больше продукции, чем дешевый аналог. Кроме того, современный универсальный и высокоскоростной инструмент позволит также сократить время машинной обработки, что также прямо ведет к снижению себестоимости. С каждым годом технологи приобретают все больше экономических знаний и навыков, и написание техпроцесса из дела чисто технологического превращается в серьезный инструмент повышения конкурентоспособности предприятия.
Часто бывает, что более дорогой инструмент позволяет без его замены выпустить в несколько раз больше продукции, чем дешевый аналог. Кроме того, современный универсальный и высокоскоростной инструмент позволит также сократить время машинной обработки, что также прямо ведет к снижению себестоимости. С каждым годом технологи приобретают все больше экономических знаний и навыков, и написание техпроцесса из дела чисто технологического превращается в серьезный инструмент повышения конкурентоспособности предприятия.
Технологические процессы в строительстве
Технологические процессы в строительстве делятся на : транспортные, общестроительные и специальные процессы.
Транспортные процессы включают доставку материалов до объекта и перемещение на объекте до рабочего места.
Общестроительные процессы обеспечивают возведение основных конструкций здания. К ним относятся:
— возведение земляных сооружений — котлованов, траншей и т. п.;
п.;
— устройство свайных фундаментов из забивных или набивных свай;
— возведение монолитных железобетонных конструкций;
— монтаж строительных конструкций;
— возведение каменных конструкций.
К специальным строительным процессам отнесена большая группа отделочных процессов, которые придают отдельным конструкциям и всему зданию законченный вид, отвечающий заданным требованиям. К ним относятся:
— оштукатуривание поверхностей;
— окраска;
— облицовка штучными и листовыми материалами;
— устройство кровли;
— устройство полов;
— заполнение оконных и дверных проемов;
— остекление окон и витражей.
Кроме них, при возведении зданий выполняются специальные процессы по обеспечению объекта инженерными системами (вода, отопление, газ, канализация, электроэнергия), по установке оборудования (лифты в многоэтажных зданиях, технологическое оборудование на заводах и т. п.). Эти процессы изучаются в соответствующих дисциплинах других строительных специальностей ПГС, ВК и т.д.
п.). Эти процессы изучаются в соответствующих дисциплинах других строительных специальностей ПГС, ВК и т.д.
Следует отметить, что в каждом из перечисленных технологических строительных процессов используются разнообразные материалы, техника и технологии, которые практически никак не связаны с подобными элементами других процессов, предыдущих или последующих.
Поэтому для успешного изучения и эффективного проектирования разработана модель процесса, в которой дана общая структура любого процесса, последовательность и взаимосвязь отдельных его частей.
Состав технологической структуры:
1.Значение, вид продукции.
2. Состав процесса.
3. Вход в процесс (техническая возможность и юридическое
разрешение).
4. Ресурсы.
4.1. Материалы, детали, конструкции.
4.2. Машины, механизмы, механизированный инструмент
4.3. Инвентарь, оснастка.
4.4. Инструмент.
4.5. Средства контроля.
4.6. Средства защиты.
4.7. Энергоносители.
4.8. Рабочие (состав звена).
5. Технология процесса по операциям.
6. Контроль качества.
7. Обеспечение безопасности (охрана труда, техника безопасности).
8. Технологическая документация (разрешающая, руководящая, текущая, сдаточная).
9. Оценка эффективности.
9.1. Технико-экономическая (затраты труда и машинного времени, энергоемкость).
9.2. Технологическая (квалификация рабочих, совместимость с другими процессами, наличие «мокрых процессов», зависимость от погодных условий).
9.3. Экологическая: воздействие на окружающую среду (природу, здания, людей).
10. Рациональная область применения.
Технологические изменения: определение, примеры и значение
Слово «технология» сегодня является одним из наиболее часто используемых. В первую очередь это связано с частыми технологическими изменениями, с которыми мы сталкиваемся в двадцать первом веке. Хотя сейчас оно используется чаще, понятие технологии присутствует с самого начала человеческой цивилизации. И масштаб технологических изменений, которые мы наблюдаем сегодня, является результатом передачи знаний через нашу историю. Технологические изменения происходили каждое столетие, и следующие поколения основывались на этих знаниях и опыте.
Хотя сейчас оно используется чаще, понятие технологии присутствует с самого начала человеческой цивилизации. И масштаб технологических изменений, которые мы наблюдаем сегодня, является результатом передачи знаний через нашу историю. Технологические изменения происходили каждое столетие, и следующие поколения основывались на этих знаниях и опыте.
Что такое технологические изменения?
Процесс технологических изменений начинается с изобретения. Затем изобретение проходит через инновации, где оно совершенствуется и используется. Процесс заканчивается диффузией, когда технология распространяется по отраслям и обществам.
Технологические изменения относятся к идее улучшения существующих технологий и разработки новых для улучшения существующих продуктов и создания новых продуктов на рынке. Весь этот процесс помогает создавать новые рынки и новые рыночные структуры, а также разрушать устаревшие рынки.
Одним из терминов, связанных с технологическими изменениями, является «технический прогресс», который можно анализировать с двух разных точек зрения.
Одним из них является оценочное суждение, в котором мы рассматриваем технический прогресс как важный фактор повышения экономического благосостояния. Например, открытие новых заводов может увеличить углеродный след, загрязнение воздуха и воды, но также может создать новые возможности для трудоустройства и внести достойный вклад в экономический сектор. Если создание новой фабрики способствует экономическому благосостоянию, люди часто забывают о связанных с этим негативных последствиях.
Фабрика, создающая дым
Вторая линза не ориентирована на благосостояние. Он рассматривает технический прогресс как простое использование научных и инженерных знаний для производства эффективных товаров. Например, производство экономичных и экологически чистых автомобилей.
Изобретение и инновация в технологических изменениях Изобретение достигается за счет научного прогресса, тогда как инновация – это новый шаг или метод, улучшающий применение изобретения.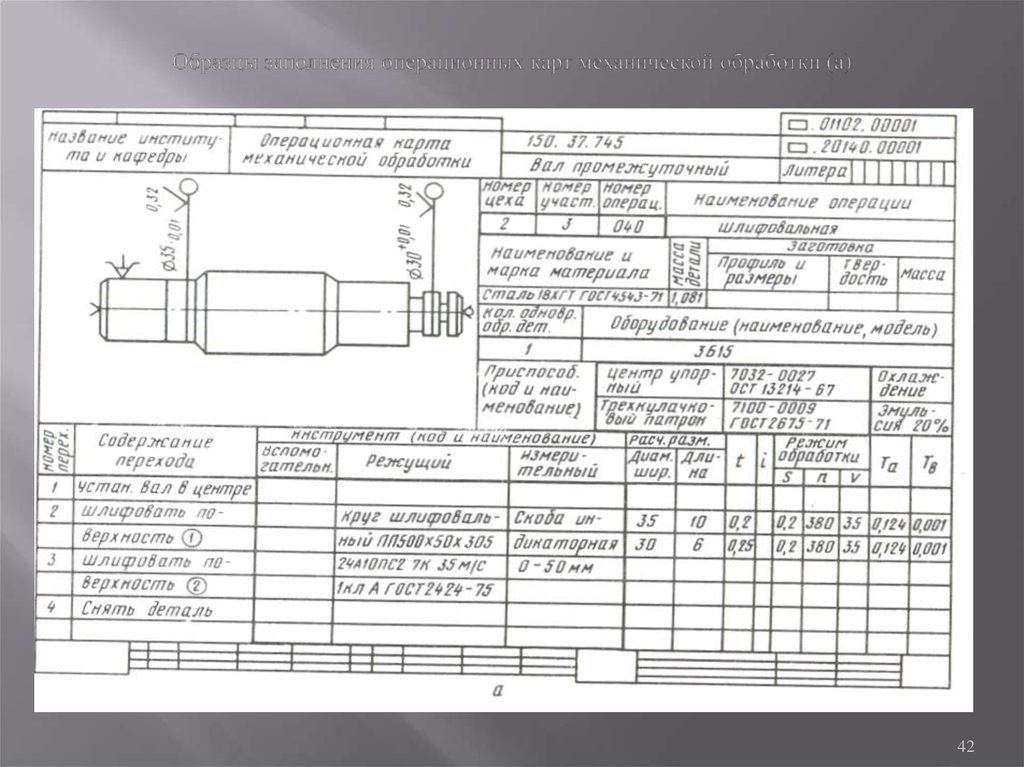
Все, что создано совершенно новым, является изобретением .
Все, что улучшает это новое творение, является инновацией .
Компьютер был революционным изобретением. Хотя к его применению были вопросы, и он мог выполнять только простые вычисления, он проложил путь для будущих инноваций. У компьютеров двадцать первого века есть чертежи этого изобретения, но они лучше благодаря постоянным инновациям. Инновации имеют большое значение для определения лидера рынка конкретного продукта.
Компания Apple с iPod не была ни изобретателем портативных музыкальных устройств, ни первым участником рынка, предложившим онлайн-платформу для обмена музыкой. Теперь это один из гигантов музыкальной индустрии во всем мире. Почему? Благодаря постоянным усилиям по предоставлению инновационных решений для своих пользователей. Они объединили удобство, дизайн и эффективность в одном устройстве.¹
Первая модель iPod
Влияние технологических изменений на методы производства Технологические изменения влияли на методы производства на протяжении всей истории человечества. Это изменение началось еще в каменном веке и продолжается сегодня.
Это изменение началось еще в каменном веке и продолжается сегодня.
Промышленная и сельскохозяйственная революции восемнадцатого века были большим поворотным моментом. Они изменили методы производства в сельскохозяйственном и промышленном секторах. Были внедрены эффективные способы ведения сельского хозяйства, такие как применение химических удобрений, использование техники и разработка новых семян. Что касается промышленной революции, то фабричное производство стало обычной практикой. Это сильно зависело от энергии. Поэтому фабрики были перенесены в районы, где обеспечено снабжение водой и углем.
Благодаря техническому прогрессу сталь заменила железо в производстве в девятнадцатом веке. В то время сталь использовалась для создания железнодорожной инфраструктуры, что в конечном итоге изменило транспортную систему. Эта революция стала катализатором развития в ХХ веке.
Влияние технологических изменений в двадцать первом веке достигло рекордно высокого уровня. «Компьютерный век», начавшийся в середине двадцатого века, привнес в производство концепции механизации и автоматизации.
Когда люди управляют машинами для производства, это называется механизацией , тогда как в автоматизации машины управляются машинами.
Влияние технологических изменений на производительность
Производительность — это выпуск продукции на единицу затрат.
Развитие технологий оказывает существенное влияние на производительность. Мы можем добиться более высоких результатов благодаря более эффективным системам, используемым в производстве.
Технологии также повысили производительность труда. Одним из показателей, используемых для измерения производительности, является расчет работы, выполняемой рабочими в час. Благодаря технологическим изменениям с эффективной системой производительность труда в час увеличилась.
Влияние технологических изменений на эффективность
Технологические изменения повышают эффективность производственных процессов и производительности труда. Есть много типов эффективности; два из наиболее актуальных для нас — производительная эффективность и динамическая эффективность.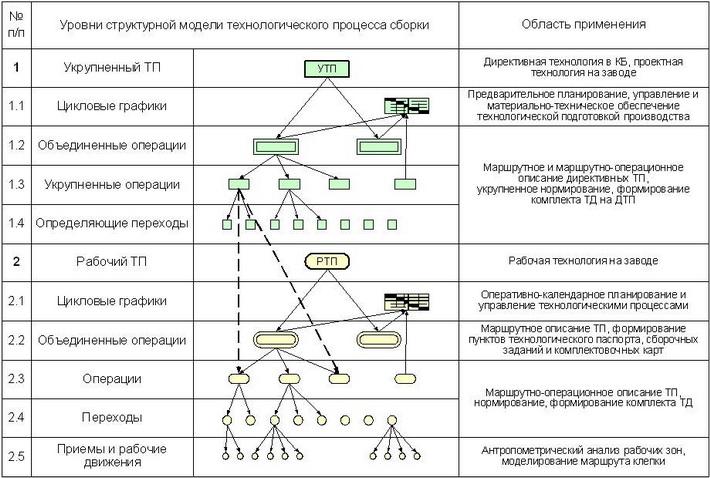
Эффективность производства — уровень выпуска, достигнутый при средних издержках производства.
Динамическая эффективность — это разработка новых процессов для повышения эффективности производства в долгосрочной перспективе.
Влияние технологических изменений на себестоимость продукции
Повышение производительности и эффективности благодаря технологическим изменениям положительно влияет на себестоимость продукции. Более высокая производительность означает больший выход на вход, а более высокая эффективность означает, что выход достигается с меньшими затратами на производство. Следовательно, общая себестоимость продукции снижается.
Влияние технологических изменений на рыночные структуры
В зависимости от различных факторов на конкретных рынках технологические изменения могут сделать их монополистическими, конкурентными или дуополистичными.
Монополистический рынок управляется одной компанией.
конкурентный рынок не управляется какой-либо компанией.
Дуополистический рынок управляется двумя компаниями.
Kodak, например, создала монополию на рынке химической пленки. Другим компаниям было сложно пробиться на этот рынок из-за входных барьеров. С другой стороны, благодаря технологическим изменениям выйти на рынок цифровых камер стало проще.
Кодак монополия
Технологические изменения позволили американской корпорации «Боинг» и европейскому консорциуму «Эрбас» создать дуополию в производстве больших реактивных самолетов, поскольку производство одной единицы на этом рынке требует огромных капиталовложений. Ни у одной другой компании нет капитала, чтобы разрушить их дуополию.
Технологические изменения и разрушение существующих рынков
Технологические изменения привели к созданию новых рынков и разрушению существующих рынков. Мы можем объяснить это с помощью двух концепций: подрывные инновации и поддерживающие инновации.
Инновации разрушительны, когда они улучшают существующие товары или создают новые товары, с которыми существующие рыночные товары не могут конкурировать. Следовательно, создается новый рынок, а существующий рынок разрушается.
Инновации поддерживаются, когда не создаются новые рынки. Компании на существующих рынках конкурируют, предлагая лучшую ценность, чем их конкуренты.
Продажи DVD потеряли большую часть рынка домашнего видео в США. В 2005 году его продажи достигли цифры в 16,3 миллиарда долларов, что составило 64% рынка. Теперь, с потоковыми сервисами, доля DVD на рынке составляет менее 10%.
Созидательное разрушениеСозидательное разрушение — это капитализм, развивающийся и обновляющийся с течением времени посредством новых технологий и инноваций, заменяя старые технологии и инновации.
По словам известного австрийско-американского экономиста Йозефа Шумпетера, созидательное разрушение следует считать неотъемлемым фактом капитализма. Новые технологии и инновации создают новые рынки, вдохновляют экономическую структуру и заменяют старые. Если предыдущие рынки не приносили экономической ценности, а новые рынки приносят большую экономическую ценность, то справедливо поддерживать это созидательное разрушение. Общества, поддерживающие эту концепцию, становятся более продуктивными, достигают большей эффективности, а уровень жизни их граждан повышается.
Новые технологии и инновации создают новые рынки, вдохновляют экономическую структуру и заменяют старые. Если предыдущие рынки не приносили экономической ценности, а новые рынки приносят большую экономическую ценность, то справедливо поддерживать это созидательное разрушение. Общества, поддерживающие эту концепцию, становятся более продуктивными, достигают большей эффективности, а уровень жизни их граждан повышается.
Технологические изменения — основные выводы
- Технологии вызывают изменения в обществе.
- Улучшение существующих технологий и создание новых являются ключевыми элементами технологических изменений.
- Новое творение называется изобретением, а инновация — это шаг к тому, чтобы сделать это творение лучше.
- Начиная с каменного века и до настоящего времени технологии влияют на методы производства.
- Технологические изменения привели к повышению производительности и эффективности.
- Стоимость производства со временем снизилась из-за технологических изменений.

- Во многих случаях технологические изменения способствовали развитию конкуренции на рынке.
Источники
1. Рэй Пауэлл и Джеймс Пауэлл, Экономика 2 , 2016.
6 Примеры процессных инноваций, изменивших правила игры
Что такое процессные инновации?
В этом блоге мы уже говорили о примерах инноваций в продуктах и инновациях на рабочем месте. Теперь пришло время обратить наше внимание на «наименее привлекательную форму инноваций» — процессные инновации, и взглянуть на несколько примеров процессных инноваций, которые серьезно изменили правила игры.
«Процесс» означает технологии, навыки, рабочую силу, цепочки поставок и оборудование, которые используются для производства, поставки и поддержки товара или услуги. Процессные инновации могут означать обновления технологий и оборудования, используемых в производстве. Это может означать улучшение инструментов, методов и программного обеспечения, используемых в цепочке поставок и системе доставки.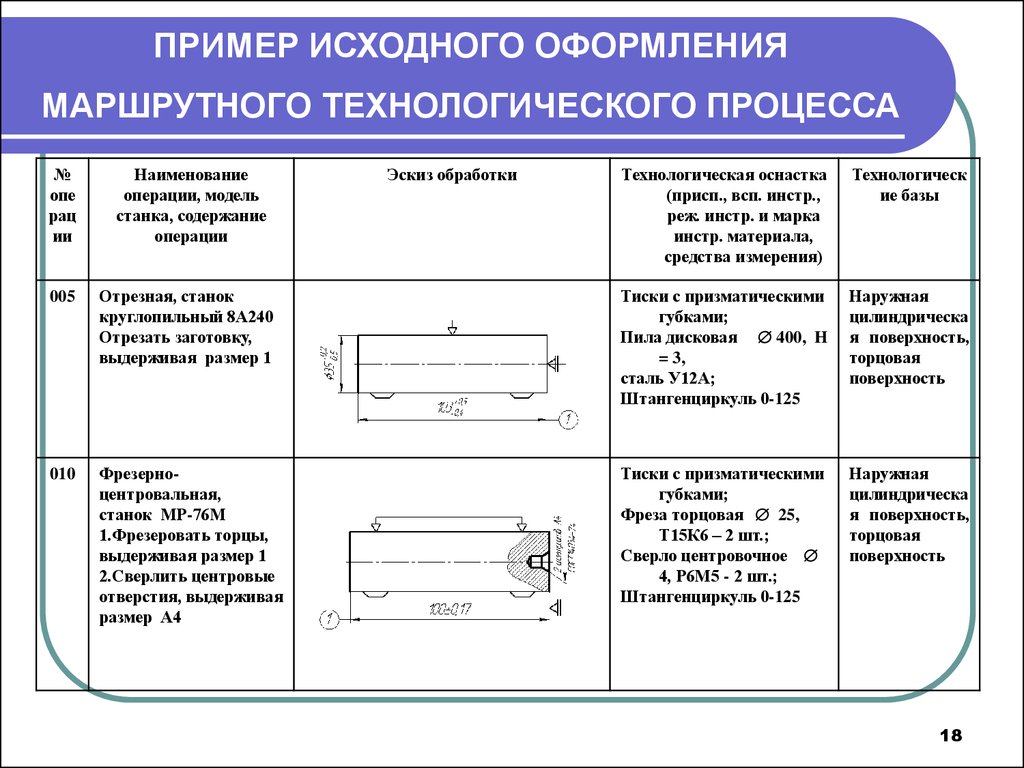 Это также может означать изменение способа продажи вашего продукта клиентам, чтобы сделать этот процесс более рациональным и эффективным. Процесс — это двигатель под капотом вашего автомобиля с добавленной стоимостью. А технологические инновации означают настройку этого двигателя, замену деталей, чтобы он работал быстрее и ровнее.
Это также может означать изменение способа продажи вашего продукта клиентам, чтобы сделать этот процесс более рациональным и эффективным. Процесс — это двигатель под капотом вашего автомобиля с добавленной стоимостью. А технологические инновации означают настройку этого двигателя, замену деталей, чтобы он работал быстрее и ровнее.
Генри Форд — отец технологических инноваций
Раз уж мы заговорили о двигателях и транспортных средствах, самое время упомянуть об «отце» процессных инноваций — Генри Форде. В 1910-х годах у Форда была цель донести автомобиль до масс. Он добился этого благодаря сочетанию инноваций в продуктах и процессах. Во-первых, он сделал свой продукт Model T надежным и доступным. Затем г-н Форд был вдохновлен системами конвейерных лент, используемых на зерновых складах. Он реализовал постепенную серию инноваций, кульминацией которых стала сборочная линия.
Новая сборочная линия сократила время производства каждого автомобиля с 12 до 1,5 часов. Это также позволило работникам Форда работать в более короткие смены за более высокую заработную плату. Это стало центральной парадигмой промышленного производства. Как отмечает ThoughtCo, «эта 100-летняя инновация производителя автомобилей из Мичигана навсегда изменила то, как мы живем и работаем».
Это также позволило работникам Форда работать в более короткие смены за более высокую заработную плату. Это стало центральной парадигмой промышленного производства. Как отмечает ThoughtCo, «эта 100-летняя инновация производителя автомобилей из Мичигана навсегда изменила то, как мы живем и работаем».
Это классический пример инновационного процесса, и он хороший. Форд полностью преобразовал производственную составляющую своего бизнес-процесса. Это, в свою очередь, имело драматические последствия для всего общества.
Получение контроля над цепочкой поставок: Гигафабрика Tesla
Как насчет более современного примера автомобильной компании с харизматичным магнатом у руля? Каждому электромобилю Tesla требуются огромные батареи для электромобилей, состоящие из тысяч литий-ионных элементов. Когда электромобили были новинкой на рынке, производственные мощности для этих батарей были ограничены. Компании не вкладывали средства в разработку аккумуляторных технологий, а высокая стоимость аккумуляторов делала конечный продукт Tesla дорогим. Чтобы сократить расходы и удовлетворить прогнозируемый спрос, Tesla начала строительство Gigafactory в 2014 году. Это уже самый крупный завод по производству аккумуляторов в мире. Гигафабрика оказалась настолько эффективной благодаря экономии за счет масштаба, инновационным производственным процессам, сокращению отходов и простой оптимизации размещения большинства производственных процессов под одной крышей.
Чтобы сократить расходы и удовлетворить прогнозируемый спрос, Tesla начала строительство Gigafactory в 2014 году. Это уже самый крупный завод по производству аккумуляторов в мире. Гигафабрика оказалась настолько эффективной благодаря экономии за счет масштаба, инновационным производственным процессам, сокращению отходов и простой оптимизации размещения большинства производственных процессов под одной крышей.
Это отличный пример инновационного процесса в цепочке поставок: взяв под контроль производство аккумуляторов и сконцентрировав его в одном месте, Tesla может работать над созданием доступных автомобилей, переходом на устойчивую энергетику и получением прибыли.
Замыкание цикла отходов: полимеры MBA
В идеальном мире, когда срок службы продукта подходит к концу, ценное сырье, используемое при его изготовлении, извлекается и используется для создания чего-то нового с минимальными отходами и выбросы. С металлами это легко сделать, так как отделить медь от стали от магния просто — у них разная плотность.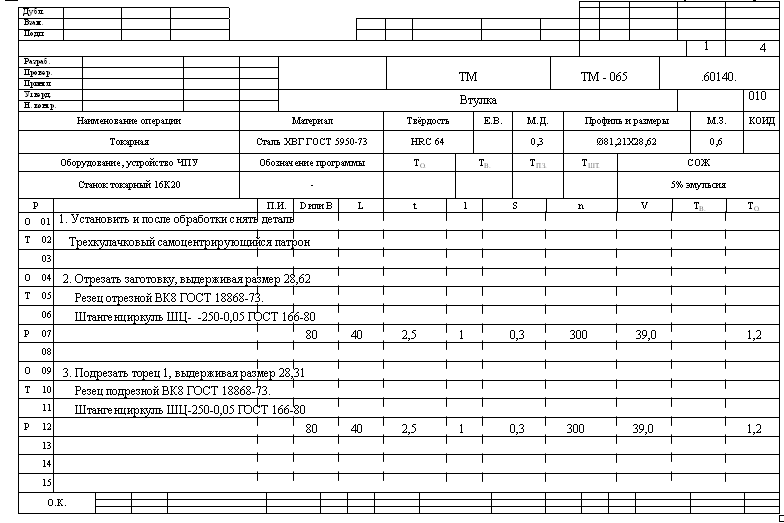 Пластик представляет собой гораздо более сложную задачу, поскольку полимеры имеют очень похожую плотность и очень похожие электрические и магнитные свойства. Это затрудняет их разделение. Таким образом, использованный пластик оказывается на свалках и в кучах в странах третьего мира, и все больше ископаемого топлива используется для создания большего количества нового пластика.
Пластик представляет собой гораздо более сложную задачу, поскольку полимеры имеют очень похожую плотность и очень похожие электрические и магнитные свойства. Это затрудняет их разделение. Таким образом, использованный пластик оказывается на свалках и в кучах в странах третьего мира, и все больше ископаемого топлива используется для создания большего количества нового пластика.
Но, применяя технологические инновации в области переработки, Майк Биддл и MBA полимеры бросают вызов этапам закупки и обработки парадигмы производства пластмасс. (это много Ps!).
В настоящее время закупки связаны с крупномасштабной добычей нефти, и, как мы все знаем, это должно прекратиться. Поэтому вместо этого MBA добывают на свалках, где имеется обильный и растущий запас сырья. Их перерабатывающие заводы требуют меньших капиталовложений, потребляют на 80-90% меньше энергии и могут производить любой тип пластика, в отличие от традиционных заводов, которые производят только один или два полимера. На заводе MBA отходы измельчаются на очень мелкие кусочки, непластиковые отходы извлекаются, остаток просеивается, используются магниты, применяется воздушная классификация. Биддл сравнивает этот этап процесса с «фабрикой Вилли Вонки». При этом получается смешанный пластиковый композит многих различных типов и сортов. Затем следует более сложная часть. Пластик шлифуется до размера небольшого ногтя. Затем очень сложный процесс сортирует пластик на хлопья. Этот процесс является инновацией, которая поддерживает более масштабный сдвиг парадигмы. Используется оптическая сортировка, она смешивается в бункерах для смешивания на 50 000 фунтов, расплавляется и экструдируется в пластиковые нити спагетти, а затем разрезается на мелкие гранулы. Эти гранулы представляют собой тот же материал, который вы получили бы из нефти.
На заводе MBA отходы измельчаются на очень мелкие кусочки, непластиковые отходы извлекаются, остаток просеивается, используются магниты, применяется воздушная классификация. Биддл сравнивает этот этап процесса с «фабрикой Вилли Вонки». При этом получается смешанный пластиковый композит многих различных типов и сортов. Затем следует более сложная часть. Пластик шлифуется до размера небольшого ногтя. Затем очень сложный процесс сортирует пластик на хлопья. Этот процесс является инновацией, которая поддерживает более масштабный сдвиг парадигмы. Используется оптическая сортировка, она смешивается в бункерах для смешивания на 50 000 фунтов, расплавляется и экструдируется в пластиковые нити спагетти, а затем разрезается на мелкие гранулы. Эти гранулы представляют собой тот же материал, который вы получили бы из нефти.
Благодаря инновациям, направленным на повышение эффективности процесса переработки пластика, полимеры MBA смогли перейти к экономике замкнутого цикла. Это превосходный пример процессных инноваций, потому что он бросает вызов более широким процессам, частью которых он является.
Другие примеры революционных технологических инноваций
Процессные инновации не обязательно означают изменение способа производства продукта, как в этих примерах. Это также может означать изменение способа доставки продукта потребителю или внедрение инновационных рыночных процессов:
· AliExpress: AliExpress, один из крупнейших в мире сайтов электронной коммерции, наряду с другими применил прорывную инновацию в процессе онлайн-продаж – прямую поставку. Продавцы могут создать собственную интернет-витрину и продавать продукцию производителя. Производитель отправляет товар покупателю. Товар никогда не проходит через руки продавца.
· Amazon: Давным-давно новая компания под названием Amazon ввела инновацию в процесс покупки книг. Вместо посещения обычного розничного продавца потребитель мог покупать литературу, не выходя из дома. Спустя еще несколько технологических инноваций Amazon превратилась в антиутопического бегемота, которого мы знаем и любим сегодня.