Принцип работы контактной сварки – виды, технология, принцип работы, обозначение на чертеже
alexxlab | 11.12.2019 | 0 | Разное
Принцип контактной сварки
Одной из основных разновидностей сварки с использованием давления является контактная сварка, относимая к термомеханическому классу. Процесс нагрева в ней осуществляется теплом, выделяемым от пропускания электрических токов через контактирующие части соединения. Отличительным признаком контактной, как и всех прочих видов сварки под давлением, служит пластическое деформирование материала в зоне соприкосновения соединяемых заготовок.
Принцип контактной сварки
В ходе контактной точечной сварки принудительное формирование межатомных связей в кристаллических решетках контактирующих металлов способствует образованию сварного шва. Под действием тока с высокой плотностью в местах соприкосновения металлы заготовок нагреваются с переходом в термопластическую форму либо оплавление. От постоянного сдавливания разогретых изделий образуются дополнительные области контакта. В ходе процесса их становится все больше до окончательного сближения, то есть сварки.

Принципиальной схемой контактной сварки предусмотрено осуществление операций в три стадии. Они включают начало физического контактирования свариваемых деталей, образование химических связей в кристаллических решетках материалов и продолжение происходящих реакций на границах кромок до получения соединения. Первая стадия работы машины контактной сварки способствует сближению атомов соединяемых поверхностей. При этом не только обеспечивается их физическое взаимодействие, но и удаляются с поверхностей пленки, сглаживаются шероховатости.
Одновременно начинается межатомное взаимодействие материалов. На второй ступени при соединении электронных оболочек создаются химические реакции, способствующие формированию сварного соединения. В ходе третьей стадии сварки на контактирующих границах деталей происходит взаимное диффузное проникновение атомов. Оно вместе с попутными реакциями, протекающими в зоне сварки, оказывает деформирующее действие на металл формируемого шва и прилегающие участки.
Оборудование для контактной сварки
Контактную сварку, цена которой сегодня доступна всем, производят с помощью специальных машин. Механической составляющей этого оборудования служат узлы с механизмами, способствующие созданию требуемого давления для сжимания соединяемых изделий. Электрическую часть данного оборудования составляют сварочный трансформатор, переключатель (регулятор) контактной сварки, прерыватель сварочного тока, токопроводящие элементы.

Машины разделяют по видам осуществляемых ими швов на стыковые, шовные либо точечные. По конструкциям аппараты контактной сварки схожи между собой. Аппараты для выполнения шовных соединений добавочно снабжены приводом, вращающим электроды. Оборудование, применяемое в стыковой сварке, имеет особый привод сближения заготовок с определенной скоростью: малой – для оплавки, большей – для осаждения.
Питают данные аппараты переменными трансформаторными токами. Первичная обмотка таких трансформаторов для контактной сварки подключается к электросетям 220-380 В. Она состоит из секций, что требуется для переключения уровня мощности посредством корректировки количества работающих витков. Один-два витка с напряжением 1-12 В составляют вторичную обмотку трансформатора. Включение данных машин производится со стороны расположения первичной трансформаторной обмотки.
Необходимостью регулярных включений и отключений тока в ходе работ обусловлено применение специальных прерывателей. Они выполняются в виде электронной, электромагнитной аппаратуры либо традиционных механических контакторов. Последние чаще всего используют в аппаратах точечной либо стыковой контактной сварки невысокой мощности, с неавтоматическим действием. Электромагнитного типа контакторы эффективны не только в точечной, стыковой, но и при шовной сварке со средней мощностью оборудования. А электронные прерыватели, обеспечивающие синхронность включения (отключения) тока при определенной длительности пауз и импульсного действия, используются в различных машинах контактной точечной сварки автоматического принципа действия.

При сжатии деталей между электродами машины контактной сварки мт необходимы особые устройства давления. Сжиманию изделий в них способствуют приводы: электромеханический, пружинный, гидравлический, пневматический. Реже используется привод ручной, целесообразность его применения доказана для стыковых, точечных станков контактной сварки, имеющих небольшую мощность.
Аппараты точечной сварки эффективны для обработки заготовок малых толщин. Стыковые – активно применяются в автоматической сварке методом оплавления заготовок со значительным поперечным сечением. Отличаясь от них, аппараты для шовных соединений оснащены специальным скользящим токопроводом и механизмом привода роликовых электродов для контактной сварки.
м 1-12 В составляют вторичную обмотку трансформатора. Включение данных машин производится со стороны расположения первичной трансформаторной обмотки.

Из-за хорошей производительности, благодаря простоте выполнения все виды контактного оборудования получили широкое распространение в промышленном производстве, особенно в автомобилестроении. Этот способ сварки лежит в основе технологического процесса кузовных работ. Эффективны как стационарные установки, особые стенды, так и подвесные клещи для контактной сварки. Выбор машины зависит от характеристик металлов, сварных соединений, типов профилей обрабатываемых материалов, по ним практически нет ограничений, будь то контактная сварка арматуры, труб, цепей либо рельсов.
Проведение сварки контактным способом возможно как с помощью расплавления материала, так и без него. В последнем варианте соединение достигается деформацией материала с физическим взаимодействием свариваемых поверхностей, вследствие чего образуется их общая структура. В другом случае происходит смешивание расплавов с пластической деформацией впоследствии кристаллизующегося металла. Аппарат контактной точечной сварки позволяет это делать на ограниченном участке, а стыковая сварка методом оплавления предполагает отчасти вытеснение расплава.
На характеристики металла швов и свойства сварных соединений оказывают существенное влияние скорости нагревания, пластического деформирования и охлаждения. С повышением скорости выше бывает прочность и твердость соединения. Если последний показатель удовлетворителен, а первый недостаточен, изделие подвергают термообработке для достижения необходимых эксплуатационных свойств. Местную термическую обработку участка соединения можно производить непосредственно в сварочном аппарате контактной сварки.
promplace.ru
Контактная точечная сварка: технология, преимущества
Всем людям известно, что такое сварка металлических деталей. Однако не все знают, что существует большое разнообразие методов и способов сварочного соединения с использованием различных энергоносителей. Точечное соединение металлов является разновидностью контактного вида сварки. Она отличается от других тем, что в ней отсутствует сварной шов, а стыковка деталей производится несколькими точками. Наиболее широкое применение это соединение получило на промышленных предприятиях, но и домашние умельцы стараются освоить контактную точечную сварку, технологию и преимущества ее использования.
Принцип контактного соединения
Принцип контактной сварки заключается в быстром разогреве материала до температуры плавления и непосредственного образования структуры металла однородного характера в месте соединения.
Импульсный характер тока в процессе сварки и время его воздействия на поверхность заготовок играют основную роль в нагреве места соединения. Хорошего качества сварной точки можно достичь только при плотном и надежном удержании деталей на время кристаллизации расплавленной металлической структуры.
При использовании автоматической точечной сварки на производстве возможно достижение скорости действий до шестисот контактов в минуту.
Технология сварки
В промышленном производстве контактная сварка используется в основном для соединения листового металла из цветных сплавов, различных марок стали, а также пересекающейся арматуры и заготовок профильного типа (уголок, швеллер). В домашних условиях часто приходится применять этот вид сварки при ремонте бытовой техники, устройстве металлической ограды, сварки сетки для строительства.
Процесс контактной точечной сварки можно условно разделить на несколько этапов:
- Перед началом работы нужно подготовить заготовки. Производить зачистку поверхности по всей плоскости соединения, как у сварки, сплошным швом необязательно. Достаточно будет зачистить предполагаемые места стыковки с помощью металлической щетки или мелкой наждачной бумаги. Остатки краски или жировых пятен удаляют специальным раствором.
- Далее, подготовленные детали необходимо соединить между собой в нужном положении.
- После этих операций нужно заготовки установить между электродами и плотно прижать друг к другу.
- Следующий этап подразумевает основной процесс работы. Включается аппарат точечной сварки, который производит нужный разогрев металла до пластического состояния и производит необходимую деформацию точки сварки.
На промышленных предприятиях чаще всего применяется оборудование, способное совершать сварку в автоматическом режиме. А в бытовых условиях эффективнее использование полуавтоматической точечной сварки.

Режимы проведения работы
В зависимости от условий соединения и максимальной мощности сварочного аппарата длительность нагрева точки стыка деталей может изменяться от миллисекунд до нескольких десятков секунд. Так, при проведении своими руками точечной сварки углеродистых сталей, которые легко закаливаются и способны образовывать трещины, время нагрева желательно увеличить, для более медленного последующего остывания металла.
А вот нержавейку лучше сваривать с малой продолжительностью разогрева поверхности. Это делается для уменьшения возможности нарушения антикоррозийного покрытия металла.
Плотный контакт изделий в местах сварки обеспечивает необходимое давление между электродами. Это сжатие полностью зависит от толщины материала и характеристик свариваемого металла. Величина давления по окончании сварки имеет огромное значение, так как отвечает за образование мелкозернистой структуры материала в точке сварки и приближает прочность контактов к прочности основного металла.
Улучшение кристаллизации расплавленного металла достигается за счет небольшой задержки силы давления после прохождения импульса тока.
Преимущества точечного соединения
По сравнению со многими другими видами соединений, совершаемая своими руками точечная сварка имеет целый ряд преимуществ:
- В процессе сварки не нужно применять дополнительные материалы (флюс, газ).
- Так как соединение проводится без использования газа, то и вредные испарения отсутствуют.
- Отсутствие шлаков и отходов в процессе работы.
- Коэффициент полезного действия контактной точечной сварки гораздо выше обычной стыковки деталей.
- Возможность добиться за короткий промежуток времени высокого качества соединения.
- Многие сварщики считают этот способ самым гигиеничным по сравнению с другими технологиями сварки.
При соблюдении всех правил работы очень легко добиться надежного и аккуратного соединения изделий, даже для новичка.
Недостатки метода
Наряду с преимуществами точечной сварки, существуют и некоторые минусы использования этого способа. К ним можно отнести следующее:
- Практически невозможно получить прочное соединение разнородных металлов.
- Возможность разбрызгивания металла при воздействии мощного импульса тока.
- Механизм сжатия заготовок и устройство головки для сварки имеют сложную конструкцию при одновременном креплении в нескольких местах.
- Также при многоточечном соединении приходится усложнять конструкцию электродов.
Требования к электродам
Электроды предназначены для замыкания электрической цепи через свариваемые поверхности металла. Основным материалом для изготовления электродов являются электролитическая холоднокатаная медь и ее сплавы на вольфрамовой основе, а также специальная бронза с содержанием кобальта или кадмия. Все эти металлы отвечают основной характеристике электрода — стойкости, т. е. сохраняют размеры, свойства и форму при большом нагреве их поверхности (до 600 ℃).

Чтобы уменьшить износ электродов в процессе работы, необходимо позаботиться об их интенсивном водяном охлаждении.
Сечение электрода должно соответствовать размеру сварной точки. Увеличение диаметра электрода приводит к значительному снижению уровня нагрева в точке сварки.
Аппарат для контактной сварки
Современные производители выпускают множество моделей различных сварочных аппаратов точечной сварки. Стоимость таких моделей зависит от набора функциональных возможностей устройства, поэтому каждый сварщик должен решить самостоятельно, для каких целей оно приобретается.
Стандартный сварочный аппарат включает в себя:
- преобразующий трансформатор тока;
- зажим универсальный сварочный;
- реле включения и выключения;
- регулятор продолжительности и силы тока;
- устройство для сжатия электродов.

Простые бытовые аппараты для точечной сварки могут не иметь регулятора силы сжатия, поэтому сварщику приходится самому производить настройку этого параметра, опираясь на свои знания и опыт.
Все оборудование можно классифицировать:
- По принципу размещения электродов — друг напротив друга и параллельно.
- По способу проведения работ – на агрегаты автоматические и ручные.
- По методу перемещения – на аппараты подвесные, мобильные или стационарные.
На промышленных предприятиях работа выполняется с помощью высокоточного автоматического оборудования. А вот для дома вполне подойдет и аппарат точечной сварки, сделанный своими руками.
Применение сварки для аккумуляторов
В бытовых и компьютерных приборах в настоящее время широко используются литий-ионные аккумуляторные батареи, исправная работа которых зависит от качественного соединительного контакта. В домашних условиях лучше изготовить точечную сварку для аккумулятора своими руками, ведь цена заводских агрегатов доступна не всем умельцам.
Конечно, технические характеристики таких устройств будут уступать заводским приборам, но для бытового использования окажутся вполне пригодными. Главное, при изготовлении точечной сварки для аккумуляторов последовательно и очень внимательно отнестись ко всем требованиям, предъявляемым к самодельному прибору.
Принцип крепления контакта к аккумулятору
Большой мощности импульса для хорошего соединения клемм аккумулятора не потребуется. Поэтому прежде чем решить вопрос, как сделать точечную сварку, нужно понять, почему нельзя применять пайку контактов батарейки. Суть дела в том, что клеммы элементов питания боятся перегрева, а работа паяльником подразумевает высокий нагрев поверхности лепестка.
Такую проблему способна решить изготовленная своими руками точечная сварка для аккумуляторов, которая может создать мощный импульс тока до 400–800 А. Этого будет вполне достаточно для выполнения сварки.

Целостность контакта и надежность соединения будут зависеть от длительности импульса (35-100 миллисекунд). В случае более продолжительного воздействия пластина может прогореть, что приведет к потере прочности.
Сделать агрегат для сварки можно из обычного аккумулятора для автомобиля, но все же более функциональным будет аппарат, сделанный своими руками для точечной сварки из микроволновки.

Сварочный аппарат из печи СВЧ
Ключевым элементом любой контактной сварки является трансформатор, который преобразует входное напряжение до необходимого уровня. Поэтому идеально по характеристикам подойдет трансформатор для точечной сварки из микроволновки.
Если есть старая микроволновая печь, то сначала нужно аккуратно изъять детали из нее. Эта процедура будет выглядеть следующим образом:
- Осторожно производят демонтаж корпуса микроволновки и извлекают трансформатор из конструкции.
- Так как вторичная обмотка изготовлена из провода малого сечения, ее придется удалить. Производить эту операцию нужно с помощью зубила и маленького молотка, при этом нельзя повредить первичную обмотку.
- Далее потребуется удалить магнитопровод. Здесь придется приложить больше усилия, так как на некоторых моделях он выполнен методом сварки.
- Следующим действием нужно намотать новую вторичную обмотку. Для намотки подойдет провод с сечением от 10 мм.
- На сердечник трансформатора добавляем два или три витка провода, чтобы на выходе было напряжение 2 В.

Для увеличения мощности при изготовлении своими руками точечной сварки из микроволновки потребуется произвести установку второго, аналогичного трансформатора, соединив его в электрическую цепь с первым.
Требования к самодельным электродам
Чаще всего в качестве электродов используются жала от паяльника, которые предварительно затачиваются под конус. При отсутствии таких деталей можно использовать обыкновенную медную проволоку сечением 2–5 мм. Обслуживание и монтаж таких частей аппарата имеют свои нюансы:
- Чтобы сохранять необходимую форму, электроды нужно постоянно подтачивать, так как они в процессе работы интенсивно подвергаются износу.
- Периодически жало нужно подчищать от налета. А при полном износе его придется заменить.
- Чтобы не терять мощность, провода, подходящие к электродам, должны быть короткими.
- На токовые провода лучше надеть наконечники.
Последний этап сборки
Чтобы функциональность самодельного устройства была полной и безопасной, нужно установить выключатель в систему прижима. Тумблер подключается к первичной обмотке трансформатора и крепится на рукоятке рычага прижима.
Для бытового использования достаточно применения рычага длиной около 60 см, который позволит увеличить усилие рук в десятки раз.
И конечно же, необходимо продумать крепление точечной сварки из микроволновки к рабочему столу. Наиболее оптимальной считается фиксация аппарата с помощью струбцины, что позволит перемещать его в нужное место для работы.
Некоторые дефекты контактной сварки
Лучше всегда учиться любому делу на ошибках других. Поэтому необходимо ознакомиться с возможными дефектами, которые могут возникнуть во время сварки:
- Трещины на поверхности могут появиться из-за нарушения температурного режима работы.
- При сварке изделий внахлест могут происходить разрывы по кромке соединения, если сварная точка располагается близко к краю.
- Из-за некачественных электродов может получиться частичный или полный непровар места сварки.
- А вот от малого диаметра электродов могут на контакте появляться вмятины.
- И конечно же, у начинающих сварщиков самая распространенная ошибка – это прожог поверхности, который может случиться при слабом сжатии электродов.
- Из-за большой длительности импульса и сильного тока могут образоваться внешние и внутренние трещины.
- Если электроды установлены неверно по отношению к свариваемым пластинам, то может произойти смещение ядра.
Несмотря на то, что приобрести оборудование для точечной сварки не представляет никакой сложности, все же сделанный своими руками аппарат будет помощником, который полностью соответствует требованиям домашнего умельца. А чтобы сделать такой аппарат самостоятельно, не понадобится много материалов и денег.
fb.ru
Принцип действия контактной стыковой сварки
Контактная стыковая сварка выполняется в специальной стыковой машине с использованием электрического тока, который подают на свариваемые изделия, контактирующие в стыках.
Детали соединены по всей площади касания (площади сечения). Детали зажимают в токопроводящих зажимах. Контактная сварка может быть выполнена с оплавлением металла и без него.
Так как процесс механизирован, то к ручной сварке этот вид отнести уже не выйдет, это уже схоже с автоматической сваркой, а в последнее время стали существовать специальные станки с элементами роботизации, что позволило сократить к минимуму рабочие операции, связанные с заменой деталей, их закреплении в станке и даже их подготовкой.
Если выполняется сварка оплавлением, шов разогревают до температуры плавления таким образом: на детали подается напряжение в 6-8В, сближают их до соприкосновения, используя небольшие усилия, таким образом в некоторых точках соединения образуется высокая плотность тока и в этих точках образуется нагрев, в результате формируются перемычки из жидкого металла, которые быстро перегреваются и взрываются, таким образом через время на торцах соединения слой расплавленного металла.
В это время ток отключается, изделия сжимаются, торцы входят в контакт и большая часть жидкого металла вместе с поверхностными пленками и частью твердого металла выдавливаются из стыка, так получают сварное соединение контактной сварки с оплавлением.
Если же используется метод сварки, именуемый сварка сопротивлением (без его оплавления), то материал изделия в зоне ближе лежащей к шву разогревают до получения пластического его состояния, резко выключают ток, и, сжимают с усилием до усадки, вызывая либо выдавливание металла из стыка, либо удаление жидкого металла и части нагретого твердого металла. В связи с этим происходит формирование сварного соединения.
Надеюсь, статья целиком и полностью развеяла ореол таинственности по поводу данного вида сварки, однако, если все же у Вас возникнут вопросы по другим разновидностям, то добро пожаловать, у нас есть описание принципов действия многих видов сварки.
mastery-of-building.org
Контактная сварка. Виды, типы, устройства и схемы контактной сварки.
Электрическая контактная сварка основана на принципе выделения тепла на участках электрической цепи, обладающих наибольшим сопротивлением, т.е. в месте стыка свариваемых деталей. Контактная сварка делится на стыковую, точечную и роликовую. На рис. 4.7 показаны разновидности контактной сварки.
Существуют два вида стыковой контактной сварки: сварка сопротивлением и сварка оплавлением. При стыковой сварке (рис. 4.7, а) свариваемые стержни 3 закрепляются в зажимах 2, которые являются электродами. Места соприкосновения свариваемых деталей имеют большое переходное сопротивление и при пропускании через них электрического тока нагреваются до температуры пластического состояния. Для повышения качества сварки, свариваемые детали прижимаются друг к другу силой F, благодаря перемещению подвижной плиты 4 со свариваемой деталью 3 к неподвижной плите 6. Ток получают от сварочного трансформатора 5. В месте сварки образуется шов 1.
Нагрев металла приводит к повышению его пластичности. В результате, под действием осевой силы происходит пластическая деформация. Микронеровности поверхности сминаются, пленки разрушаются, поверхностные атомы сближаются до расстояний, соизмеримых с параметром кристаллической решетки, что обеспечивает возможность образования межатомных связей.
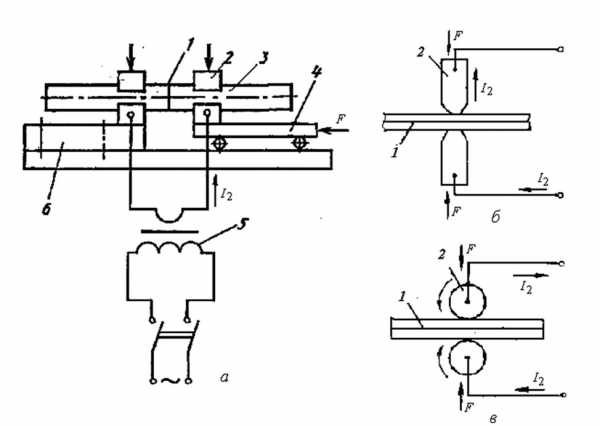
Рис. 4.7. Виды контактной сварки: а – стыковая; б – точечная; в – роликовая; 1 – сварочный шов; 2 – электрод; 3 – свариваемые детали; 4 – подвижная плита с перемещаемой деталью; 5 – сварочный трансформатор; 6 – неподвижная плита
При сварке сопротивлением заготовки сначала сжимают усилием, обеспечивающим образование физического контакта свариваемых поверхностей, а затем пропускают сварочный ток. После разогрева места сварки происходит осадка и образуется соединение в твердой фазе. Для обеспечения равномерного нагрева по всему сечению поверхности заготовок тщательно готовят. Необходимость обеспечения равномерного нагрева ограничивает возможность применения сварки сопротивлением только для деталей небольшого (площадью до 200 мм2) и простого сечения (круг, квадрат).
При сварке оплавлением свариваемые заготовки сближают при включенном сварочном трансформаторе. Касание поверхностей происходит по отдельным выступам. При этом на соприкасающихся выступах плотность тока настолько велика, что происходит мгновенное оплавление металла с образованием жидких перемычек, которые под действием паров металла разрушаются. Часть металла в виде искр выбрасывается из стыка. Вместе с жидким металлом выбрасываются загрязнения, которые присутствуют на поверхности заготовок. Продолжающееся сближение заготовок приводит к образованию новых перемычек и их оплавлению. Непрерывное образование и разрушение контактов перемычек между торцами приводит к образованию на торцах слоя жидкого металла.
Точечная сварка (рис. 4.7, б) заключается в местном нагреве до расплавления электрическим током двух или нескольких листов металла3, предварительно сжатых между медными электродами 2сварочной установки силой F.
После прогрева свариваемых деталей и отключения тока, расплавленный металл охлаждается и кристаллизуется, образуя точечное сварное соединение. Усилие с электродов снимается, и свариваемый металл перемещается на некоторое расстояние (шаг сварки). Сваривание повторяется. Таким образом, получается сварной шов 1. Точечная сварка может быть односторонней и двухсторонней. Разновидностью точечной сварки является рельефная сварка. В этом случае один из свариваемых листов имеет отштампованные выступы. Эти выступы обеспечивают высокую плотность тока и концентрированный нагрев в месте контакта, который приводит к плавлению металла и образованию сварных точек.
При роликовой сварке (рис. 4.7, в) токоподвод к месту нагрева свариваемых листов металла 3 осуществляется медными вращающимися роликами2, являющимися электродами. В зависимости от скорости вращения роликов и времени включения и отключения тока образуется сварной шов1 с заданным шагом, состоящий из ряда сваренных точек. Можно получить непрерывный шов. Шовную сварку можно осуществлять при одностороннем и двустороннем положении электродов. Шовную сварку выполняют с непрерывным включением тока и с прерывистым включением тока. Очень редко применяют прерывистое вращение роликов с остановкой их в момент включения сварочного тока.
Установки для точечной и роликовой сварки состоят из трансформатора и прерывателя тока. Они имеют электродвигательный или педальный привод механизма сжатия.
Конденсаторная сварка представляет собой один из видов контактной сварки с использованием запасенной энергией. Энергия накапливается в конденсаторах при их зарядке от источника постоянного напряжения (выпрямителя), а затем в процессе разряда преобразуется в теплоту, используемую для сварки. Эта теплота выделяется в контакте между соединяемыми заготовками при протекании тока.
Существуют два вида конденсаторной сварки: бестрансформаторная и трансформаторная (рис. 4.8). При бестрансформаторной ударной сварке конденсатор подключен непосредственно к свариваемым заготовкам. Разряд конденсатора происходит в момент удара заготовки 3 по заготовке 4. Разряд оплавляет торцы заготовок, которые свариваются под действием усилия осадки.
При трансформаторной конденсаторной сварке конденсаторы С разряжаются на первичную обмотку сварочного трансформатора Т2, во вторичной цепи которого находятся предварительно сжатые между электродами заготовки. Бестрансформаторная сварка используется в основном для стыковой сварки, трансформаторная – для точечной и шовной.
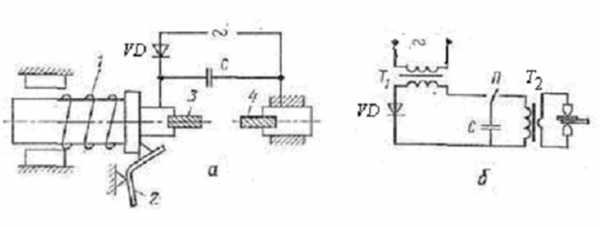
Рис. 4.8. Схемы конденсаторной сварки: а – бестрансформаторная с разрядом на изделие; б – сразрядом на первичную обмотку трансформатора; 1 – пружина; 2 – защелка; 3 и 4 – заготовки; С – конденсатор; VD – выпрямитель; Т1, Т2 – трансформатор
Преимуществами конденсаторной сварки являются: точная дозировка энергии (за счет изменения емкости конденсаторов и напряжения зарядки), малое время протекания тока (0,001-0,0001 с) при высокой плотности тока, возможность сварки материалов очень малых толщин (от нескольких микрометров до 1 мм), невысокая потребляемая мощность (0,2-2 кВА).
Автоматическая и полуавтоматическая дуговая электросварка применяются в основном на промышленных предприятиях, в том числе на предприятиях строительной техники.
www.eti.su
Принцип работы сварочного трансформатора в контактной сварке
В сварочном трансформаторе величина сварочного тока может изменяться регулятором, меняющим число включенных витков первичной обмотки и тем самым — коэффициент трансформации и сварочный ток. Включение и выключение сварочного тока производится в первичной цепи прерывателем, такие прерыватели часто имеют сложное устройство, поскольку требуемая точность момента включения достигает сотых и даже тысячных долей секунды. Сварочный трансформатор с регулятором обычно встраивается в корпус машины для контактной сварки и конструктивно составляет с ней одно целое.
В стыковой сварке для разогрева основного металла используют электрическую дугу. Она комбинирует в себе контактную сварку, дуговую сварку и сварку давлением. Стыковой сваркой изготавливают крепкое, чистое сварочное соединение.
Для осуществления стыковой сварки заготовки соединяются под небольшим давлением. Через основной металл пропускают большой ток низкого напряжения. Когда ток установится, заготовки очень медленно разводятся. Это вызывает появление между ними электрической дуги. Дуга разогревает поверхности обеих деталей, и после достаточного разогрева они сжимаются под очень высоким давлением.
Стыковая сварка — сварочный процесс, при котором детали соединяются по всей плоскости их касания, в результате нагрева. В зависимости от марки металла, площади сечения соединяемых деталей и требований к качеству соединения стыковую сварку можно выполнять несколькими способами: сопротивлением, непрерывным оплавлением и оплавлением с подогревом.
29) Основные закономерности и особенности газокислородной сварки и резки.
Газокислородная сварка основана на использовании газокислородного пламени в качестве источника теплоты.
Тепло, выделяющееся при горении смеси кислорода и горючего газа, расплавляет свариваемые поверхности и присадочный материал с образованием общей сварочной ванны.
В качестве горючего газа в основном применяют ацетилен (С2Н2). Могут быть использованы заменители ацетилена: пропан-бутан, природный газ (метан), МАФ, водород, пары бензина, керосина и их смеси.
Ацетилено-кислородное пламя в ядре имеет максимальную температуру 3150°С, и это определяет его высокую эффективность. Другие газы имеют более низкую темпаратуру горения в кислороде, что ограничивает область их применения.
Сварку этим методом ведут с помощью газокислородных горелок, обеспечивающих необходимое соотношение горючего газа и кислорода, а также форму и мощность пламени. Пламя в зависимости от соотношения кислорода и горючего газа может быть:Для быстрого прогрева металла в начале сварки в зависимости от его толщины (S) выбирают наибольший угол наклона. Затем в процессе сварки угол уменьшают до нормы.Для заполнения кратера и предупреждения пережога металла в конце сварки выбирают наименьший угол.
30) Обработка металлов резанием. Две группы способов обработки. Рабочие движения при обработке резанием. Основные параметры режимов резания.
Физическая сущность обработки металлов резанием заключается в удалении с заготовки поверхностного слоя металла в виде стружки, для того чтобы получить из заготовки деталь нужной формы, заданных размеров и обеспечить требуемое качество поверхности.Для осуществления процесса резания необходимы два движения — главное и вспомогательное, совершаемые инструментом и заготовкой (или одним из них) относительно друг друга. В различных видах обработки резанием эти движения выражаются по-разному. Например, в токарной обработке главным движением (движением резания) является вращение заготовки, а вспомогательным (движением подачи) — поступательное движение резца; при фрезеровании движение резания — это вращение фрезы, а подача осуществляется поступательным движением заготовки.Процесс резания — это скалывание частичек металла (элементов стружки) под действием силы, с которой режущая кромка резца вдавливается в срезаемый слой. Скалывание происходит в плоскости т.— т (). Угол между этой плоскостью и поверхностью резания называется углом сдвига:При обработке одного и того же материала тип стружки может изменяться в зависимости от скорости резания и других факторов Совсем незначительная часть теплоты уходит в окружающую атмосферу. Хотя резец по сравнению со стружкой нагревается меньше, но сходящая по нему горячая стружка дополнительно нагревает его. Под влиянием температуры нагрева твердость режущего инструмента уменьшается, износ увеличивается. Это вызывает необходимость менять режущий инструмент или затачивать его и вновь устанавливать.Время непрерывной работы режущего инструмента до затупления называется стойкостью инструмента и измеряется в минутах.Стойкость режущих инструментов зависит от многих факторов и в первую очередь от материала, из которого изготовлен инструмент. Наиболее стойким будет инструмент, материал которого допускает высокую температуру нагрева без значительной потери твердости (пластинки твердого сплава, минералокерами-ческие пластины, быстрорежущая сталь и др.).
studfiles.net