Принципиальная схема точечной сварки – Контактная сварка – схема сборки аппарата точечной сварки своими руками + Видео
alexxlab | 13.10.2019 | 0 | Разное
Таймер для аппарата точечной сварки
Корпус — это завершающий элемент любой сколько-нибудь крупной электрической или электронной конструкции. На его изготовление в любительских условиях зачастую уходит не меньше времени, чем на сборку и налаживание устройства, для которого предназначен.
Обычно корпусы радиолюбительской и промышленной аппаратуры изготавливают из листовой стали для обеспечения высокой механической прочности. Кроме того, такой корпус особенно предпочтителен в тех случаях, когда конструируемое устройство необходимо экранировать от внешних электрических или магнитных полей.
При изготовлении корпусов часто используют заклёпочные или резьбовые соединения. Намного облегчить изготовление корпусов, коробок, а также соединение отдельных конструктивных элементов можно, применив точечную электросварку.
Описываемое ниже устройство представляет собой один из практических вариантов аппарата точечной электросварки. За основу взят описанный в статье Е. Годыны “Электросварочный аппарат” (“Радио”, 1974, № 12, с. 39— 41), позволяющий сваривать различные детали из листовой стали, а также стальную проволоку. Механически и кинематически наш аппарат от него почти не отличается. Разница заключается в существенно доработанном электронном дозаторе длительности импульса сварочного тока.
W=R*t*I^2
При расчёте сварочного тока и длительности импульса сопротивление считают исходным параметром, так как его в первом приближении можно определить, зная материал свариваемых деталей, их толщину и требуемую температуру сварки.
Согласно закону Джоуля-Ленца, увеличение сопротивления должно увеличивать количество выделяющейся теплоты. Но по закону Ома
I=U^2/Z,где U2 — напряжение на вторичной об¬мотке сварочного трансформатора; Z — полное сопротивление вторичного контура, в которое входит и сопротивление контакта R. Поэтому при увеличении R уменьшится I, а он входит в формулу закона Джоуля-Ленца в квадрате. Количество теплоты, выделяющейся при сварке, зависит от соотношения R и полного сопротивления Z вторичного контура.
Чем меньше Z, тем больший сварочный ток можно обеспечить при том же U2. При этом чем меньше R по сравнению с Z, тем меньше бесполезные потери мощности на нагревание вторичной обмотки трансформатора
Сварка с малым сопротивлением вторичного контура сопровождается нестационарностью нагревания и, как следствие, нестабильностью качества соединений. Минимизировать этот недостаток можно надёжным сжатием де¬талей и зачисткой их поверхности, что обеспечит постоянство R.
Оптимизировать режим сварки при неизменном значении напряжения U2 оказывается удобнее всего регулиро¬ванием длительности t импульса сварочного тока.
Схема электронного блока сварочного аппарата показана на рис. 1.
В исходном состоянии сварочный трансформатор Т1 обесточен, поскольку контакты К1.1—К1.3 реле К1 разомкнуты. Обмотка реле К1 переменного тока, включённая во входную диагональ ди-одного моста VD2, также обесточена.
Несмотря на то что к тринистору приложено выпрямленное напряжение сети, мост тока не проводит, поскольку тринистор VS1, замыкающий выходную диагональ диодного моста, закрыт. Конденсатор С1 шунтирован резистором R1 и поэтому разряжен.
Переключатель SF1 установлен на раме сварочного аппарата и связан с педалью, управляющей сжатием свариваемых деталей электродами, так, что переключение происходит в конце хода педали. В момент переключения конденсатор С1 начинает заряжаться, зарядный ток открывает тринистор VS1, который замыкает выходную диагональ диодного моста VD2, и он подключает к сети обмотку реле К1. Одновременно с этим вспыхивает лампа EL1.
Реле срабатывает, и замкнувшиеся контакты К1.1 —К1.3 подключают к сети первичную обмотку сварочного трансформатора Т1. Мощный импульс переменного тока, возникающий во вторичной цепи, разогревает металл свариваемых деталей в точке сжатия электродами до температуры плавления.
теперь обесточена. Контакты К1.1 — К1.3 реле размыкаются и отключают сварочный трансформатор от сети. Этим завершается процесс сварки очередной точки.
Педаль аппарата отпускают и подготавливают его к сварке следующей точки. При отпускании педали контакты SF1 возвращаются в исходное положение и конденсатор С1 разряжается через резистор R1.
Время, в течение которого тринистор в каждом полупериоде сетевого напряжения открывается, при указанных на схеме номиналах конденсатора С1 и резистора R1 можно изменять в пределах от 0,1 с до нескольких секунд. Таким образом, электронный узел сварочного аппарата представляет собой сочетание формирователя мощного токового импульса и реле времени, оп¬ределяющего длительность этого импульса.
Цепь R3C2 предназначена для гашения искр между контактами К1.1—К1.3 и уменьшения создаваемых помех. Лампа накаливания EL1 мощностью 60 или 75 Вт на напряжение 220 В служит для обеспечения более устойчивой работы тринистора при значительной индуктивности обмотки реле К1. Диод VD1 предотвращает возможность появления отрицательного напряжения на управляющем переходе тринистора.
В качестве реле в блоке использован магнитный пускатель ПМЕ-071 МВУХЛЗ АСЗ с обмоткой на переменное напряжение 220 В и тремя парами рабочих контактов. Тринистор установлен на медном теплоотводящем крепёжном уголке с полезной площадью поверхности около 8 см2. Конденсаторы С1, С2 — любого типа, причём С2 следует выбрать
на номинальное напряжение не менее 630 В. Переменный резистор R2 — любой, с линейной характеристикой
Сварочный трансформатор Т1 переделан из лабораторного регулировочного ЛАТР-9 (РНШ) Его обмотка содержит 266 витков провода диаметром 1 мм. Движок и контактный ролик демонтируют, свободную от изоляции контактную дорожку на обмотке очищают от пыли, покрывают лаком, после чего обмотку изолируют лакотканью. Выводы от обмотки, которая будет служить первичной, выполняют гибким изолированным проводом сечением 1,5…2 мм2.
Вторичную обмотку наматывают многопроволочным медным проводом сечением по меди не менее 80 мм2 в теплостойкой наружной изоляции. Число витков — 3.
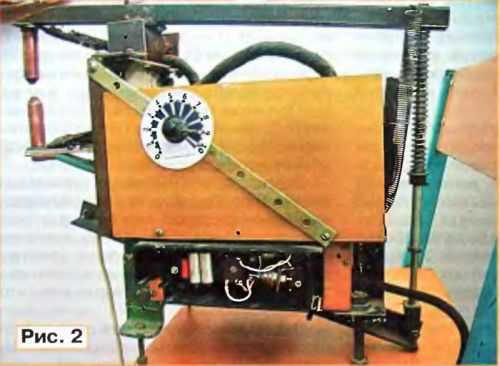
Электронный блок размещён в нижнем отсеке корпуса сварочного аппарата (рис. 2). На боковую панель выведена ручка регулирования длительности токового импульса, проградуированная в секундах.
Информацию о многих отсутствующих в статье аспектах nконструкции, о работе и эксплуатации сварочных аппаратов можно найти в книге Геворкяна В. Т. “Основы сварочного дела” (М.: Высшая школа, 1991).
Правильно собранный аппарат, как правило, не требует налаживания, необходимо только отградуировать шкалу регулятора выдержки времени R2. Здесь, однако, уместно заметить, что временные границы этой шкалы сильно зависят от параметров применённого в аппарате экземпляра тринистора VS1. Поэтому в отдельных случаях может оказаться целесообразной подборка более подходящего экземпляра тринистора и конденсатора С1.
Перед тем как начать сварку подго¬товленных деталей, следует предварительно опытным путём определить оптимальную длительность сварочного импульса для каждого сочетания их толщины и материала. При слишком коротком импульсе соединение будет непрочным, а при излишне длинном — не исключён сквозной прожог деталей.
Аппарат позволяет сваривать проволоку диаметром до 3 мм стальную ииз нержавеющей стали, медную лужёную — до 2 мм, стальные листы — толщиной до 1,1 мм.

Следует иметь в виду, что сварка часто сопровождается искрами из точки контакта металлов, поэтому необходимо ознакомиться с правилами техники безопасности и строго их со¬блюдать. Работать с аппаратом можно только в негорючей одежде, в рукавицах и с защитной маской на лице.
Г. ЧИКЕТАЕВ, Б. КАРИМОВ, г. Бишкек, Киргизия
Поделиться схемой:electroscheme.org
Устройство точечной сварки своими руками
Преимущество точечной сварки неоспоримо при выполнении сварочных работ с деталями, имеющими малые размеры. При одинаковом качестве сварного соединения энергетические затраты уменьшаются в несколько раз. Предлагаемое устройство незаменимо при сварке листовых деталей толщиной до 1 мм или прутков, проволоки до 4 мм диаметром. Эти параметры определяются геометрическими размерами и теплопроводностью материала.
Функционально предлагаемое устройство состоит из трех узлов: 1 – блок управления; 2- сварочный трансформатор; 3 – контактно-сварочный узел.
Основные технические параметры
Напряжение питания. . . 220 В, 50 Гц
Выходное напряжение холостого хода……….4 – 6В
Максимальный импульсный сварочный ток……..До 1500 А
Для изготовления блока управления понадобится трансформатор мощностью 10 – 20 Вт с напряжением сетевой обмотки 220 В, 50 кГц и напряжением вторичной обмотки 15 – 25 В; набор электролитических конденсаторов типа К50-35; реле герконовое типа РЭС42; РЭС43; РЭС55 или другое электромеханическое с малым током срабатывания и рабочим напряжением 15 – 25; кнопка переключающая типа КМ-1 или другая; блок переключателей типа П2К независимого включения на 5-6 позиций для подключения конденсаторов при подборе времени цикла сварки; диодный мост для заряда емкостей постоянным напряжением типа КЦ402 – КЦ407; переменный резистор мощностью 1 – 3 Вт группы А или проволочный.
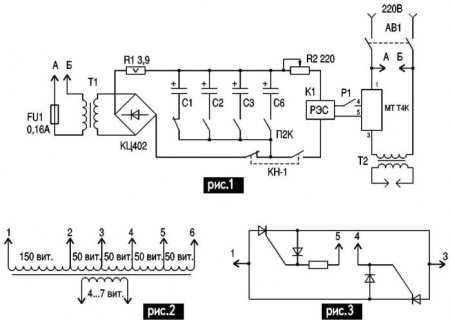
Основной деталью блока управления является силовой ключ МТТ4К – однофазный бесконтактный тиристорный пускатель на ток 40 – 80 А и напряжением 600-800 В, выпускаемый 000 “Элемент-Преобразователь” (г.Запорожье).
Для изготовления силового сварочного трансформатора Т2 (рис.1) взят магнитопровод от неисправного лабораторного автотрансформатора на 2,5 А. Удалив старую обмотку, вырезаем из электрокартона толщиной 0,5-1,0 мм две шайбы, которые накладываем на торцы магнитопровода с напуском в 1-2 мм по внутреннему и наружному диаметру с последующим бандажированием лакотканью или подобным материалом не менее трех слоев для достижения электрической и механической прочности, предотвращающей разрушение и протирание сетевой обмотки на магнитопровод в процессе эксплуатации. Диаметр провода сетевой обмотки выбран 1,2-1,5 мм, желательно в тканевой изоляции для более качественной пропитки лаком. Провод укладываем виток к витку равномерно по всему периметру магнитопровода согласно рис.2. После намотки первичной обмотки ее бандажируют хлопчатобумажной лентой и пропитывают лаком типа КС521, ЭП730 или аналогичным. Вторичная обмотка содержит 4-7 витков медного многожильного провода диаметром не менее 20 мм и сечением не менее 300 мм2 в кремнийорганической изоляции или аналогичного жгута. На концы обмотки следует надеть соответствующие наконечники с последующим пропаиванием для достижения минимального сопротивления контактного перехода. Контактно-сварочный узел изготавливают с учетом требования для технологического процесса. nМатериалом для электродов может служить медь, бронза бериллиевая и их заменители. Для создания качественного сварочного ядра контактная площадь электрода должна быть минимальной, также необходимо обеспечить плотное прилегание и сжатие свариваемых деталей силой не менее 20 кг/см2 (это усилие подбирают при отработке технологического процесса). При сборке устройства особое внимание надо уделить качеству соединений для получения минимальных потерь на переходных сопротивлениях контактов.
Порядок работы
При замкнутом контакте КН-1 или любом из переключателей П2К происходит заряд выбранной емкости С1-Сх до напряжения питания 15-30 В, а после нажатия КН-1 размыкается цепь заряда, и подключается цепь разряда К1 – РЭС. Величиной емкости, а следовательно, и запасенной ею энергией определяется время удержания реле РЭС в замкнутом состоянии, т.е. время цикла сварки путем прохождения силового тока через силовой ключ МТТ4К 80-8 от нескольких до десятков периодов сетевого напряжения. С целью уменьшения количества конденсаторов и переключателей П2К для подборки времени цикла сварки их можно собирать в параллельную цепь. Ориентировочные номиналы емкостей С1 и С2 по 47 мкФ, СЗ и С4 по 100 мкФ, С5 и С6 по 470 мкФ, все емкости на рабочее напряжение не ниже зарядного 30 В. Более точное время цикла сварки подбирают переменным резистором R2.Грубую подстройку тока сварки осуществляют путем переключения отводов силового трансформатора Т2. Силовой ключ МТТ4К (рис.З.) представляет собой беспотенциальный тиристорно-диодный модуль в унифицированном корпусе МТТ4. Ток управления, протекающий через контакты реле, не превышает 100 мА.Силовой ключ МТТ4К необходимо установить на радиатор охлаждения площадью 400-600 см2 или использовать тепло-отводящую площадь корпуса устройства, не забывая о том, что на силовых контактах и контактах управления присутствует сетевое напряжение.
А.И.Сапронов, г. Запорожье.
Поделиться схемой:electroscheme.org
Точечная сварка в домашней мастерской – Статьи по электротехнике – Каталог статей
Точечная сварка в домашней мастерской
Разновидности и классификация сварки
Сваркой называют процесс получения неразъемного соединения деталей за счет образования межатомных связей в сварном шве. Такие связи возникают при воздействии местного или общего нагрева свариваемых деталей, либо под воздействием пластической деформации, либо того и другого вместе.
Сварка чаще всего применяется для соединения металлов и их сплавов, для соединения термопластов и даже в медицине. Но сварка живых тканей выходит за рамки данной статьи. Поэтому вкратце рассмотрим лишь те виды сварки, которые применяются в технике.
Современное развитие сварочных технологий таково, что позволяет выполнять сварочные работы не только в условиях производства, а также на открытом воздухе и даже под водой. В последние годы сварочные работы в качестве эксперимента уже проводились в космосе.
Для производства сварки применяются различные виды энергии. В первую очередь это электрическая дуга или пламя газовой горелки. Более экзотичными источниками являются ультразвук, излучение лазера, электронный луч, а также сварка трением.
Все сварочные работы сопряжены с высокой пожарной опасностью, загазованностью вредными газами, ультрафиолетовым облучением, и просто опасностью поражения электрическим током. Поэтому проведение сварочных работ требует неукоснительного соблюдения правил техники безопасности.
Все способы сварки в зависимости от вида энергии и технологии ее использования подразделяются на три основных класса: термический класс, термомеханический класс, и механический класс.
Сварка термического класса осуществляется плавлением за счет использования тепловой энергии. В основном это широко известная электродуговая сварка и газовая сварка. Сварка термомеханического класса выполняется при помощи тепловой энергии и механического давления. Для сварки механического класса используется энергия давления и трения. Все разделения сварки на классы производятся согласно ГОСТ 19521-74.
Точечная сварка
Точечная сварка относится к разряду так называемых контактных сварок. Кроме нее туда же относятся стыковая и шовная сварки. В условиях домашней мастерской последние два вида осуществить практически невозможно, поскольку оборудование слишком сложное для повторения в условиях кустарного производства. Поэтому далее будет рассмотрена только точечная контактная сварка.
Согласно вышеприведенной классификации точечная сварка относится к термомеханическому классу. Процесс сварки состоит из нескольких этапов. Сначала свариваемые детали, предварительно совмещенные в нужном положении, помещаются между электродами сварочной машины и прижимаются друг к другу. Затем подвергаются нагреву до состояния пластичности, и последующему совместному пластическому деформированию. При использовании автоматического оборудования в промышленных условиях достигается частота сварки 600 точек в минуту.
Краткая технология точечной сварки
Нагрев деталей осуществляется за счет подачи кратковременного импульса сварочного тока. Длительность импульса варьируется в пределах 0,01…0,1 сек в зависимости от условий сварки. Этот кратковременный импульс обеспечивает расплавление металла в зоне электродов и образование общего для обеих деталей жидкого ядра. После снятия импульса тока в течение некоторого времени детали удерживаются под давлением для остывания и кристаллизации расплавленного ядра.
Прижатие деталей в момент сварочного импульса обеспечивает образование вокруг расплавленного ядра уплотняющего пояска, который препятствует выплеску расплава из зоны сварки. Поэтому дополнительных мер защиты места сварки не требуется.
Усилие сжатия электродов следует снимать с некоторой задержкой после окончания сварочного импульса, что обеспечивает условия для лучшей кристаллизации расплавленного металла. В некоторых случаях на окончательной стадии рекомендуется увеличение усилия прижима деталей, что обеспечивает проковывание металла и устранение внутри сварного шва неоднородностей.
Следует заметить, что для получения качественного сварочного шва свариваемые поверхности должны быть предварительно подготовлены, в частности, зачищены от толстых оксидных пленок или попросту ржавчины. Для сварки достаточно тонких листов, до 1…1,5 мм применяется так называемая конденсаторная сварка.
Конденсаторы заряжаются от сети непрерывно, достаточно небольшим током, потребляя незначительную мощность. В момент сварки конденсаторы разряжаются через свариваемые детали, обеспечивая необходимый режим сварки.
Такие источники применяются для сварки миниатюрных и сверхминиатюрных деталей в приборостроении, электронной и радиотехнической промышленности. При этом возможна сварка, как черных, так и цветных металлов, причем даже в различном сочетании.
Достоинства и недостатки точечной сварки
Как и все на свете точечная сварка имеет свои достоинства и недостатки. К достоинствам, прежде всего, следует отнести высокую экономичность, механическую прочность точечных швов и возможность автоматизации сварочных процессов. Недостатком следует признать отсутствие герметичности сварочных швов.
Самодельные конструкции аппаратов точечной сварки
В условиях домашней мастерской точечная сварка может быть просто необходима, поэтому было разработано немало аппаратов, пригодных для самостоятельного изготовления в домашних условиях. Далее будет приведено краткое описание некоторых из них.
Одна из первых конструкций аппарата для точечной сварки была описана в журнале РАДИО N 12, 1978 г. с.47-48 . Схема аппарата показана на рисунке 1.
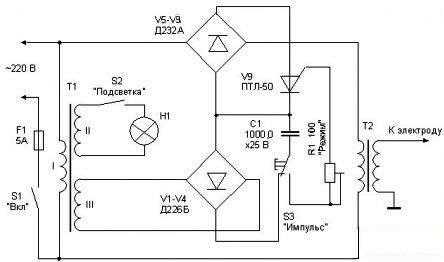
Рисунок 1. Схема аппарата для точечной сварки
Подобный аппарат не отличается повышенной мощностью, с его помощью можно сваривать листовой металл толщиной до 0,2 мм или стальную проволоку диаметром до 0,3 мм. При таких параметрах вполне возможна сварка термопар, а также приваривание тонких деталей из фольги к массивным стальным основаниям.
Одно из возможных применений это приваривание тонких листов фольги с предварительно наклеенными тензодатчиками к испытываемым деталям. В виду того, что свариваемые детали малогабаритные, усилие прижима при их сварке невелико, поэтому сварочный электрод выполнен в виде пистолета. Прижим деталей осуществляется усилием руки.
Схема сварочного аппарата достаточно проста. Основное ее назначение это создание сварочного импульса необходимой длительности, что обеспечивает различные режимы сварки.
Основным узлом аппарата является сварочный трансформатор Т2. К его вторичной обмотке (по схеме верхний конец) с помощью многожильного гибкого кабеля подключается сварочный электрод, а к нижнему концу подключается более массивная свариваемая деталь. Подключение должно быть достаточно надежным.
Сварочный трансформатор подключен к сети через выпрямительный мост V5…V8. В другую диагональ этого моста включен тиристор V9 при открытии которого напряжение сети через выпрямительный мост прикладывается к первичной обмотке трансформатора Т2. Управление тиристором осуществляется с помощью кнопки S3 «Импульс» расположенной в рукоятке сварочного пистолета.
При включении в сеть от вспомогательного источника сразу же заряжается конденсатор С1. Вспомогательный источник состоит из трансформатора Т1 и выпрямительного моста V1…V4. Если теперь нажать кнопку S3 «Импульс», то конденсатор С1 через ее замкнутый контакт и резистор R1, будет разряжаться через участок управляющий электрод – катод тиристора V9, что приведет к открытию последнего.
Открывшийся тиристор замкнет диагональ моста V5…V9 (по постоянному току), что приведет к включению сварочного трансформатора Т1. Тиристор будет открыт до тех пор, пока не разрядится конденсатор С1. Время разряда конденсатора, а следовательно и время импульса сварочного тока можно регулировать переменным резистором R1.
Для того, чтобы подготовить следующий импульс сварки, кнопку «Импульс» необходимо кратковременно отпустить, чтобы зарядился конденсатор С1. Следующий импульс будет сформирован при повторном нажатии на кнопку: весь процесс повторится, как было описано выше.
В качестве трансформатора Т1 подойдет любой маломощный (5…10Вт) с выходным напряжением на обмотке III около 15В. Обмотка II используется для подсветки, ее напряжение 5…6В. При указанных на схеме номиналах С1 и R1 максимальная длительность импульса сварки около 0,1 сек, что обеспечивает сварочный ток на уровне 300…500 А, что вполне достаточно для сварки малогабаритных деталей, упоминавшихся выше.
Трансформатор Т2 изготовлен на железе Ш40. Толщина набора 70 мм, первичная обмотка намотана проводом ПЭВ-2 0,8 и содержит 300 витков. Вторичная обмотка намотана сразу в два провода и содержит 10 витков. Провод вторичной обмотки многожильный диаметром 4мм. Также можно применить шину сечением не менее 20 кв.мм.
Тиристор ПТЛ-50 вполне возможно заменить на КУ202 с буквами К, Л, М, Н. При этом емкость конденсатора С1 придется увеличить до 2000 мкФ. Вот только надежность работы аппарата при такой замене может несколько уменьшиться.
Более мощный аппарат для точечной сварки
Описанный выше аппарат можно назвать аппаратом для микросварки. Схема более мощного аппарата показана на рисунке 2.
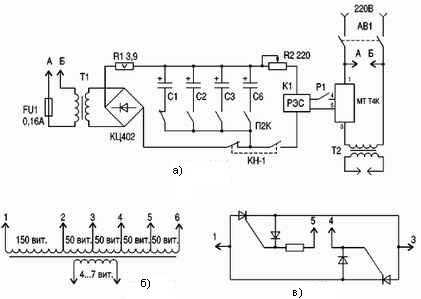
Рисунок 2. Принципиальная схема аппарата точечной сварки
При ближайшем рассмотрении нетрудно заметить, что структурно она очень похожа на предыдущую и содержит те же узлы, а именно: сварочный трансформатор, полупроводниковый тиристорный ключ и устройство выдержки времени, обеспечивающее требуемую длительность сварочного импульса.
Эта схема позволяет сваривать листовой металл толщиной до 1 мм, а также проволоку диаметром до 4 мм. Такое увеличение мощности по сравнению с предыдущей схемой достигнуто за счет применения более мощного сварочного трансформатора.
Общая схема аппарата показана на рисунке 2а. Первичная обмотка сварочного трансформатора Т2 подключена к сети через тиристорный бесконтактный пускатель типа МТТ4К. Прямой ток такого пускателя 80 А, обратное напряжение 800 В. Его внутреннее устройство показано на рисунке 2в.
Схема модуля достаточно проста и содержит два тиристора, включенных встречно – параллельно, два диода и резистор. Контакты 1 и 3 коммутируют нагрузку в то время, когда замкнуты контакты 4 и 5. В нашем случае они замыкаются при помощи контактной группы реле К1. Для защиты от аварийных ситуаций схема содержит автоматический выключатель АВ1.
Реле времени собрано на трансформаторе Тр1, диодном мосте КЦ402, электролитических конденсаторах С1…С6, реле К1 и коммутирующих переключателях и кнопках. В положении показанном на схеме при включении автомата АВ1 начинают заряжаться конденсаторы С1…С6.
Конденсаторы подключаются к диодному мосту при помощи переключателя П2К с независимой фиксацией, что позволяет подключать различное количество конденсаторов и тем самым регулировать выдержку времени. В цепи заряда конденсаторов установлен резистор R1, его назначение ограничить зарядный ток конденсаторов в начальный момент зарядки. Это позволяет увеличить срок службы конденсаторов. Зарядка конденсаторов происходит через нормально – замкнутый контакт кнопки КН1.
При нажатии на кнопку КН1 замыкается ее нормально – разомкнутый контакт, который подключает реле К1 к времязадающим конденсаторам. Нормально – замкнутый контакт в это время, естественно, размыкается, что препятствует подключению реле К1 непосредственно к выпрямительному мосту.
Реле срабатывает, своими контактами замыкает управляющие контакты тиристорного реле, которое и включает сварочный трансформатор. После того, как конденсаторы разрядятся, реле отключится, сварочный импульс прекратится. Для подготовки к следующему импульсу кнопку КН1 требуется отпустить.
Для точного подбора времени импульса служит переменный резистор R2. В качестве реле К1 подойдет герконовое реле типа РЭС42, РЭС43 или подобное с напряжением срабатывания 15…20 В. При этом, чем меньший ток срабатывания реле, тем больше выдержка времени. Ток между контактами 4 и 5 тиристорного пускателя не превышает 100 мА, поэтому подойдет любое слаботочное реле.
Конденсаторы C1 и С2 по 47 мкФ, С3, С4 100 мкФ, С5 и С6 470 мкФ. Рабочее напряжение конденсаторов не менее 50 В. Трансформатор Тр2 подойдет любой, мощностью не свыше 20 Вт с напряжением вторичной обмотки 20…25 В. Выпрямительный мост можно собрать из отдельных диодов, например широко распространенных 1N4007 или 1N5408.
Сварочный трансформатор изготовлен на магнитопроводе от сгоревшего ЛАТРА на 2,5 А. После удаления старой обмотки железо обматывается не менее, чем тремя слоями лакоткани. На торцах магнитопровода, перед намоткой лакоткани, устанавливаются кольца из тонкого электрокартона, которые подгибаются по внешней и внутренней кромкам кольца. Это предотвращает разрушение лакоткани при намотке и последующей эксплуатации.
Первичная обмотка выполняется проводом диаметром 1,5 мм, лучше всего, если провод будет с тканевой изоляцией, что улучшает условия для пропитки обмотки лаком. Для пропитки можно использовать лак КС521 или ему подобный. Количество витков показано на рисунке 2б. с помощью отводов можно осуществлять грубую регулировку сварочного тока. Между первичной и вторичной обмотками наматывается слой хлопчатобумажной ленты, после чего катушка пропитывается лаком.
Вторичная обмотка выполнена многожильным проводом в кремнийорганической изоляции диаметром 20 мм и содержит 4…7 витков. Площадь провода не менее 300 кв.мм. На концах провода устанавливаются наконечники, которые для лучшего контакта следует пропаять. Возможно выполнить вторичную обмотку жгутом из нескольких более тонких проводов. Общая площадь должна быть не менее указанной, а намотка всех проводов должна производиться одновременно. Такая конструкция трансформатора обеспечивает сварочный ток до 1500 А. Напряжение холостого хода 4…7 В.
Сварочно – контактный механизм выполняется в соответствии с характером выполняемых работ по одной из известных схем. Чаще всего это сварочные клещи. Давление, создаваемое механизмом, около 20 КГ/см.кв. Более точно это усилие подбирается практическим путем. Контакты изготавливаются из меди или бериллиевой бронзы. При этом размер контактных площадок должен быть по возможности минимальным, что обеспечивает получение более качественного сварочного ядра.
Любительских конструкций для точечной сварки сейчас можно найти немало. В дело идет все, что угодно. Например, одна из конструкций создана на основе силовых трансформаторов ТС270 от старых ламповых цветных телевизоров. Для создания такой установки понадобилось шесть трансформаторов. Появляются даже схемы с микропроцессорным управлением, но общий смысл конструкций остается неизменным: создать кратковременный импульс сварочного тока и достаточное усилие прижима в месте сварки.
Борис Аладышкин, http://electrik.info/
Электрик.Инфоelektromehanika.org
Сварка схема точечная
Как производится точечная сварка своими руками: схема
- Дата: 01-07-2015
- Просмотров: 442
- Рейтинг: 41
Не каждый человек знает, что на сегодняшний день существует большое количество разновидностей сварки с использованием различных энергоносителей. Домашние мастера в большинстве случаев используют метод точечной сварки. Качество скрепления элементов напрямую зависит от квалификации мастера, которая состоит из выдерживания нужной продолжительности импульса тока на основе зрительного контроля точки сварки.
Рисунок 1. Схема точечной сварки.
Технология точечной сварки
Подобный тип сварки может использоваться как в промышленности, так и в бытовых условиях. В первом случае сварка применяется для соединениях заготовок из стальных листов, металлов большой и маленькой толщины, профилей. В бытовых условиях сварка такого типа применяется в процессе ремонта техники, кухонной утвари и при кабельных работах.
Процесс подобной сварки выполняется в несколько этапов. В необходимом положении надо разместить свариваемые заготовки, поместить между электродами и прижать друг к другу. Далее заготовки надо будет нагреть до пластичного состояния и подвергнуть деформации.
В процессе использования автоматических приспособлений в условиях промышленности частота сварки может достигать 650 точек/мин. Чтобы произвести сварку у себя дома по всем правилам, нужно поддерживать на одинаковом уровне скорость передвижения электродов и обеспечить определенное значение давления, а также контакт свариваемых заготовок.
Визуально схема точечной сварки изображена на рис. 1.
Рисунок 2. Схема устройства для точечной сварки.
Заготовки будут нагреваться благодаря прохождению тока сварки в качестве краткосрочного импульса длительностью 0,01-0,1 сек. Данный показатель будет зависеть от существующих условий сварочного процесса. Такие импульсы будут отвечать за размягчение заготовки в области действия электродов и образование единого жидкого ядра соединяемых элементов диаметром 4-10 мм.
После того как импульс тока элемента прекратит действие, заготовки будут удерживаться определенный промежуток времени, чтобы ядро охладилось и кристаллизовалось. Как и любой метод соединения элементов, технология сварки точечным способом имеет свои плюсы и минусы.
К преимуществам можно отнести значительную прочность получаемых швов и высокий уровень экономичности. В данном случае существует возможность автоматизировать процесс сварки, что является дополнительным преимуществом. Существенным недостатком является то, что в точечной сварке нет возможности обеспечить герметичность швов.
Режимы точечного метода сварки
Длительность нагрева может изменяться от 0,001 до 0,1 сек. Все будет зависеть от мощности устройства и условий сварочных работ. В процессе сварки стальных деталей, которые склонны к созданию трещинок, время нагрева лучше всего увеличить, чтобы была возможность приостановить дальнейшее остывание металла.
Сварку деталей из нержавеющей стали надо выполнять с небольшой длительностью нагрева. Это нужно делать для того, чтобы предотвратить риск нагрева внешнего основания точек соединения до повышенных температур. В результате этого могут нарушиться антикоррозионные свойства внешней поверхности металла.
Способы получения точечных сварных швов.
Давление между электродами обеспечит надежное соединение свариваемых элементов. Значение давления будет зависеть от вида соединяемого металла и толщины соединяемых элементов. Уровень давления после нагрева играет важную роль, так как его величина отвечает за образование мелкозернистой структуры элемента в месте сварки. Прочность точек определяется исходя из прочности соединяемого металла.
При помощи прижима элементов в процессе прохождения импульса сварки обеспечивается образование возле расплавленного ядра пояса уплотнения, который будет препятствовать выплеску размягченной заготовки из места сварки. Для улучшения кристаллизации расплавленной заготовки нужно разжать электроды с маленькой задержкой после того, как пройдет импульс.
Существующие требования к электродам
Электроды, которые используются во время того, как производится точечная сварка своими руками, должны обеспечить прочность в промежутке рабочей температуры, высокую электро- и теплопроводность, а также легкость обработки ручным способом.
Таким требованиям соответствуют некоторые бронзы с содержанием кадмия или кобальта, медные сплавы с содержанием хрома и вольфрамовые сплавы.
Медь значительно превосходит бронзу по тепло- и электропроводности, однако ее износостойкость в 5-7 раз хуже. Поэтому для производства электродов рекомендуется использовать сплав ЭВ, который являет собой медь, в составе которой присутствует приблизительно 0,8% хрома и 0,3% цинка.
Чтобы уменьшить износ электродов, которые используются в процессе точечной сварки, нужно производить периодическое охлаждение водой. Качество швов будет зависеть от выбранного диаметра электродов. Диаметр точек должен в несколько раз превышать толщину соединяемого элемента наименьшей толщины.
Устройство для точечной сварки
Схема устройства пистолета для точечной сварки.
Чтобы производить сварку у себя дома, понадобится выполнить сборку специального устройства.
Элементы, которые понадобятся:
- Маленький трансформатор.
- Электрод.
- Выпрямительный мост.
- Выключатель.
- Проволока.
- Медные стержни.
- Рычаг.
- Наконечники.
Схема сборки устройства для сварки
Основой работы такого приспособления является образование электрического импульса, который проваривает 2 заготовки из металла. В данном случае понадобится трансформатор маленьких размеров. К его нижней обмотке подсоединяется заготовка, а к вторичной — электрод.
Не допускается подсоединять трансформатор напрямую к питанию, для этого следует использовать специальный мост для выпрямления с тиристором. Чтобы создать подходящий импульс, в устройство надо будет дополнительно смонтировать другой источник, который состоит из выпрямительного моста и трансформаторной конструкции. Электроток будет скапливаться в конденсаторе, который используется в качестве сборника и создателя импульса.
Схема устройства для подобного типа сварки изображена на рис. 2.
Для того чтобы запустить сварочную конструкцию, на рукоятке пистолета надо нажать кнопку «импульс», которая открывает цепь конденсатора-резистора. После этого произойдет разряжение данных элементов через электрод.
Схема сварочного электрода.
В данном случае тиристор будет использоваться в качестве катода, который замыкает выпрямительный мост первого трансформатора. Пока конструкция не разрядится, тиристор будет находиться в открытом положении. После этого нужно отпустить кнопку «импульс», чтобы конденсатор еще раз зарядился. Действия нужно повторять по одной и той же схеме.
Проще всего изготавливать устройство переменного тока. Управлять процессом работы конструкции можно будет за счет изменения длительности импульса. В данном случае может использовать как выключатель, так и реле времени.
Первичная обмотка трансформаторной конструкции должна содержать минимум 200 витков. Вторичная обмотка должна быть большой мощности.
Трансформаторное приспособление может быть изготовлено из соответствующего элемента микроволновой печи. С помощью одного приспособления будет возможность соединять металлические листы толщиной до 1 мм. Если понадобится устройство большей мощности, следует установить несколько трансформаторов. Несколько элементов надо будет объединить в единый источник тока.
http://moyasvarka.ru/www.youtube.com/watch?v=KurstmEhqKI
Следует помнить, что конструкция высокой мощности может вызвать сильное падение напряжения в электросети.
Нехватку мощности можно возместить путем увеличения времени сварки.
Конструкция электродов и элементов управления
В качестве электродов чаще всего используются медные стержни. Электрод нужно выбирать большой толщины. Диаметр данного элемента должен быть больше диаметра провода. Электроды нужно время от времени подтачивать, чтобы они не теряли форму.
Чем меньше будет длина провода от трансформаторной конструкции к электроду, тем меньше мощности будет теряться на выходе.
http://moyasvarka.ru/www.youtube.com/watch?v=OMC9x7lkw8g
В качестве органов управления нужно использовать рычаг и выключ
www.samsvar.ru
Точечная сварка своими руками и ее особенности
Существующие разновидности процесса сварки зависят от применения тех или иных энергоносителей, играющих важную роль при выполнении данного вида работ. Точечная сварка своими руками должна осуществляться под контролем сварной точки посредством визуального наблюдения.

Точечная сварка — это сварочный процесс, в процессе которого детали соединяются в нескольких точках.
Зачастую данный вид сварки используют в домашних условиях. Уровень ее качества будет определяться навыком, связанным с определенным импульсом тока.
Применение технологии конденсаторной точечной сварки
Схема конденсаторной точечной сварки.
Выполняя сварку тонких деталей (ширина 1-1,5 мм), применяют технологию конденсаторной сварки. Она является одной из четырех способов создания сварных швов с использованием аккумулированной энергии:
- Конденсаторной.
- Электромагнитной.
- Инерционной.
- Аккумуляторной.
На практике в промышленности и домашнем быту применяется конденсаторная сварка. Она связана с питанием энергией батарей конденсаторов, которая после ее сохранения будет израсходована на осуществление сварного шва за определенный временной интервал с малой длительностью. Два вида конденсаторного типа сварки:
- За счет разряда конденсатора на деталь.
- За участок разряда конденсатора принимают первичную обмотку трансформатора для сварки.
Если предусмотрен прямой разряд, то осуществляют сварку проволоки встык. Если воспользоваться вторым способом, то он как раз предназначается с целью проведения точечной сварки, а также шовной. Их преимуществом выступает возможность соединения деталей различных форм при их толщине, находящейся в интервале 0,005-1 мм. Уровень потребляемой мощности колеблется в интервале 0,1-0,2 кВа, а сварочный ток действует при кратковременном импульсе, продолжительность которого до 0,001 сек. Конденсаторную точечную сварку применяют при изготовлении оптических приборов, телевизоров, радиоприемников, измерительных приборов и др.
Вернуться к оглавлению
Как сделать точечную сварку правильно: требования к электродам, аппараты
Устройство ручной точечной сварки: 1 — основание, 2 — неподвижный угольник, 3 — рычаг, 4 — шарнир, 5 — угольник, 6 — винт, 7 — электрод.
Для проведения сварки в домашних условиях выпускаются различные приборы, используемые без наличия специальных навыков, знаний и опыта. Самые простые аппараты для проведения точечной сварки имеют малую мощность, они являются настольными. Данные устройства позволяют производить сварочные работы, соединяя детали, толщина которых может достигать 0,2 мм. Приборы используются и для сварки проволоки, имеющей диаметр до 0,3 мм. Сварные соединения создаются при этом для сварки стальных элементов либо деталей, сделанных из фольги.
Устройства с малой мощностью идеально подходят для точечной сварки деталей малых размеров. Для них не требуется значительное усилие прижима, которое производится нажатием рукой. Вид используемого электрода в данном устройстве напоминает форму пистолета. Основной элемент сварочного прибора может представлять собой сварочный трансформатор, имеющий небольшие размеры. Вторичная обмотка трансформатора служит для надежного подключения к ней электродов. Для проведения сварки в домашнем быту применяют аппарат, имеющий малую мощность. Используют не только приборы с малой мощностью, но и с более высокой. Эти аппараты работают на основе следующих важных элементов:
Сварочный трансформатор.
- Мощного сварочного трансформатора.
- Тиристорного полупроводникового ключа.
- Специального устройства, позволяющего выдерживать время и обеспечивать контроль за длительностью сварочного процесса.
Данный вид аппаратов позволяет осуществлять сварку элементов, имеющих наибольшую толщину, обеспечивающих требуемый уровень давления и подходящие условия в процессе сварки. Можно купить прибор с такой мощностью, которая будет необходима. Вместе с тем можно сделать заказ на изготовление сварочного прибора, который будет иметь усовершенствованные функции. Электроды обязательно должны обеспечить необходимый уровень надежности в рамках соответствующего температурного режима.
Преимущество электрода связано с его высокой тепло- и электропроводностью, легкой механической обработкой. Бронза, используемая для создания электродов, содержит кадмий либо кобальт. Электроды создают из электролитической меди и ее сплавов, которые содержат хром или вольфрам. Медь имеет показатели электро- и теплопроводности, превосходящие характеристики бронзы по ее аналогичным показателям, включая ее сплавы. Показатель износостойкости меди ниже в 5 или 7 раз, поэтому изготавливать электроды принято в основном из специального сплава ЭВ, представляющего собой чистый вид меди, состав которой имеет до 0,7% хрома и до 0,4% цинка. Проводимая точечная сварка по уровню качества определяется диаметром используемых электродов.
Вернуться к оглавлению
Как правильно соблюдать технику безопасности сварки
Техника безопасности при сварочных работах.
Для правильного осуществления сварки, проводимой дома, потребуется следующее:
- Наличие постоянной скорости, с которой происходит перемещение двух электродов.
- Необходимый уровень поддержки показателя давления, что связано с полной контактностью с соединяемыми элементами.
Вместе с тем необходимо обязательное выполнение условий техники безопасности при проведении точечной сварки, которая включает следующие основные моменты:
- Обязательно проводят изоляцию каждого электрического и соединительного провода.
- Применяют средства защиты, то есть перчатки или рукавицы, предохраняющие руки от получения возможного ожога.
- Для защиты лица применяют специальную маску, чтобы искры и брызги металла не могли попасть прямо в лицо.
- Возле места проведения работ не должны находиться материалы либо предметы, которые являются легковоспламеняющимися.
- Деревянному полу также требуется специальная защита от возгораний.
- Следует заранее предусмотреть наличие специальных средств, позволяющих тушить возгорания.
- В помещении, где проводятся работы, не должны скапливаться газы, вредные для здоровья людей, поэтому его следует проветривать.
Вернуться к оглавлению
Особенности технологии точечной контактной сварки
Вернуться к оглавлению
Какие операции позволяет осуществить точечная сварка
Схема точечной сварки.
Такой вид сварки, как точечная, используется не только в домашнем быту, но и в промышленных отраслях. Сделать точечную сварку можно, соединяя следующие виды заготовок:
- стальных листовых;
- металлических;
- профильных элементов;
- металлических стержней.
Чтобы обеспечить качественное сварное соединение, следует обязательно осуществить подготовительные работы правильно. Поверхности деталей очищают от различных загрязнений с использованием специальных щеток, путем опескоструивания, травления в кислотах и пр. Схема, позволяющая сделать точечную сварку в быту, предусматривает несколько этапов. Сварочным аппаратом можно соединять различные типы кабеля, алюминиевые детали, выполнять починку утвари для кухни. Рассмотрим подробнее все этапы сварочных работ.
- Детали, требующие соединения, размещаются в нужном положении.
- Детали помещают в промежуток между электродами с последующим прижатием друг к другу заготовок.
- Соединяемые элементы следует нагреть до пластичного состояния, чтобы их можно было деформировать.
Промышленные условия проведения точечной сварки предполагают соответствующее оборудование, предусматривающее автоматический режим работы.
Характеристики точечной сварки.
600 точек/мин — это максимальный уровень, которого может достигать частота сварки. Специалисты рекомендуют оставлять скорость, с которой перемещаются электроды, на постоянном уровне. Одновременно должна обеспечиваться соответствующая величина давления при обязательном контакте соединяемых элементов. Контактная сварка представляет собой процесс, при котором заготовка из металла расплавляется.
В результате получают литую структуру, которая образуется тогда, когда осадочное давление позволяет преодолевать предусмотренную жесткость деталей, подвергающихся деформации. Сварочный ток при нагревании должен быть связан с кратковременным импульсом длительностью от 0,01 до 0,1 сек. Длительность данного импульса будет зависеть от условий проведения сварки. Это позволит расплавить электродами материал, что обеспечит для заготовок формирование жидкого ядра, которое является общим, а его диаметр может составлять от 4 до 12 мм.
Если импульс силы тока перестает действовать, то произойдет удерживание заготовок в приборе на определенное время, что позволит ядру, находящемуся в расплавленном состоянии, остыть с последующей кристаллизацией. Существуют плюсы и минусы точечного вида сварки. Например, механическую прочность создаваемых швов связывают не только с высокой экономичностью, но и с возможностью автоматизировать сварочный процесс с большой точностью его проведения.
Среди значительных недостатков выделяют отсутствие герметичности получаемых швов. Если толщина свариваемых деталей возрастает, то давление увеличивается. Это влечет за собой уменьшение полезного срока эксплуатации электродов. Данный тип работ используется при соединении деталей, которые имеют относительно небольшую или малую толщину до 6,0 мм. Вместе с тем этот вид сварки достаточно безопасен, поскольку выплеск и разбрызгивание металла в данных условиях не происходит после создания уплотняющего пояса между ними.
Вернуться к оглавлению
Режимы точечной сварки
Режимы точечной сварки.
Сделать точечную сварку можно в двух режимах, которые зависят от плотности силы тока:
- Мягкий (при плотности до 100 а/мм²).
- Жесткий (при плотности до 300 а/мм²).
Жесткий режим имеет следующие характеристики:
- повышенный уровень мощности;
- большая загрузка сети;
- увеличение стоимости.
Жесткий режим обеспечивает при малом времени сварочных работ высокую производительность сварки. Если при жестком режиме точечной сварки происходит снижение показателя прочности сварной точки, то это приводит к появлению дефектов.
Дефекты точечной сварки: а — подрез; б -трещины; в — пористость; г — неметаллические и шлаковые включения; д — непровар по кромке шва; е -непровар по толщине шва.
Возникновение непровара точки представляет опасный момент, когда литое ядро имеет малые размеры либо отсутствует. Обычно его размеров недостаточно, чтобы обеспечить прочность шва. Наличие данного дефекта не каждый раз можно отслеживать, делая визуальный осмотр, который тем и опасен. Дефекты могут проявляться в виде:
- Появления глубоких вмятин.
- Полного прожога металла.
- Подплавления поверхности деталей.
- Наличия раковин и глубоких вмятин.
- Сильной пористости сварного ядра.
Основными характеристиками мягкого режима являются:
- Более долгое время сварки.
- Наиболее плавный нагрев при малой мощности.
Возможность уменьшения мощности прибора, потребляемой от сети, связана с уменьшением нагрузки и меньшей стоимостью самого аппарата. С использованием мягкого режима осуществляют сварку элементов из легированных сталей и стальных деталей, которые содержат углерод в большом количестве. Жестким режимом пользуются при сварке сталей с наибольшей прочностью. Давление при этом должно быть большим, поскольку могут образоваться трещины.
moiinstrumenty.ru
Точечная контактная сварка.
- Подробности
- Категория: Электроника в быту
Точечная контактная сварка относится к разряду контактных сварок. Рассмотрим краткую технологию точечной сварки. Нагрев деталей для сварки осуществляется за счет подачи мощного, но кратковременного ,в пределах 0,01…0,1 сек, импульса сварочного тока. Этот импульс обеспечивает расплавление металла и образование общего жидкого ядра. Прижатие деталей в момент импульса обеспечивает образование вокруг расплавленного ядра пояска, который препятствует выплеску расплава из зоны сварки. Поэтому дополнительных мер для защиты свариваемого места не требуется. Для получения качественного сварочного шва поверхности должны быть зачищены от толстых оксидных пленок (ржавчины).
Для сварки очень тонких листов металла , (1…1,5 ) мм применяется конденсаторная сварка – конденсаторы заряжаются непрерывно небольшим током, потребляя незначительную мощность, но в момент сварки разряжаются через свариваемые детали.
Точечная сварка имеет свои достоинства – это высокая экономичность, механическую прочность швов и возможность автоматизации сварочных процессов и недостатки – отсутствие герметичности сварочных швов.
Одна из конструкций аппарата для точечной сварки была описана в журнале РАДИО N 12, 1978 г.
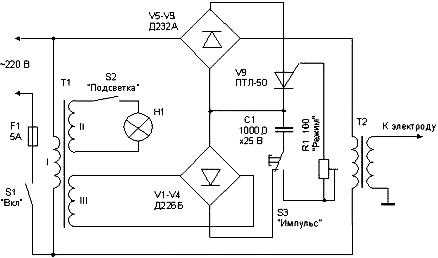
Схема аппарата для точечной сварки
Учитывая небольшую мощность аппарата с его помощью можно сваривать листовой металл ( тонкие детали из фольги ) толщиной до 0,2 мм или стальную проволоку ( сварка термопар ) диаметром до 0,3 мм.
Схема сварочного аппарата достаточно проста. Главным узлом сварочного аппарата является трансформатор Т2. К его вторичной обмотке (верхний конец) с помощью многожильного кабеля подключается сварочный электрод, а к нижнему концу – деталь. Трансформатор подключен к сети через диодный выпрямительный мост V5…V8. В другую диагональ моста включен тиристор V9. При открытии тиристора напряжение сети через мост прикладывается к первичной обмотке трансформатора Т2. С помощью кнопки S3 «Импульс» осуществляется управление тиристором. Кнопка расположена в рукоятке сварочного пистолета.
При включении в сеть от трансформатора Т1 и выпрямительного моста V1…V4 заряжается конденсатор С1. При нажатии на кнопку S3 «Импульс», конденсатор С1 через резистор R1, будет разряжаться через цепь – управляющий электрод и катод тиристора V9. Это приведет к открытию тиристора V9 и замыканию диагонали моста V5…V9, что приведет к включению сварочного трансформатора Т1. Тиристор удержится в открытом состоянии пока не разрядится конденсатор С1. Время разряда конденсатора можно регулировать переменным резистором R1.
Для подготовки к следующему импульсу сварки, кнопку «Импульс» необходимо кратковременно отпустить. При этом зарядится вновь конденсатор С1 и аппарат готов к следующему импульсу.
Трансформатор Т1 любой маломощный ( 10 Вт ) с выходным напряжением на обмотке III 15В. Обмотка II – для подсветки, ее напряжение около 6В. При указанных номиналах С1 и R1 максимальная длительность импульса сварки около 0,1 сек. При этом обеспечивается сварочный ток, достаточного для сварки малогабаритных деталей, на уровне 300…500 А.
Трансформатор Т2 изготовлен на железе Ш40 с толщиной набора 70 мм. Первичная обмотка намотана ПЭВ-2 0,8 и содержит около 300 витков. Вторичная обмотка намотана сразу в два провода (многожильный диаметром 4мм) и содержит 10 витков.
Тиристор ПТЛ-50 можно заменить на КУ202 с буквами Л, М, Н. Конденсатор С1 можно увеличить до 2000 мкФ.
Добавить комментарий
radiofanatic.ru