Принцип работы и схема сварочного инвертора: Принцип работы сварочного инвертора: устройство и характеристики
alexxlab | 23.05.2023 | 0 | Разное
Описание и принцип действия инверторного сварочного аппарата
Инверторы отличаются весьма скромными габаритами
Инверторные сварочные аппараты на данный момент имеют достаточно низкую цену и неплохое качество. И для домашнего использования вполне возможно купить хороший дешевый сварочный инверторный аппарат, который по ряду характеристик (в первую очередь – по массе и габаритам) будет превосходить аналогичное устройство на базе трансформатора.
Однако отличие инвертора от сварочного аппарата трансформаторного типа заключается не только в весе и размерах, но и в принципе действия. Вместо изменения ЭДС в индукционной катушке применяется принцип преобразования высокочастотного тока.
Теоретические аспекты вопроса
Большая масса, сложный процесс сварки и низкое ее качество – главные недостатки трансформаторных сварочных аппаратов. Причиной является низкая частота (50 Гц) используемого тока. Из-за нее основная сила тока, необходимая для сварки, достигается с помощью большого количества витков вторичной обмотки.
У трансформаторных сварочных аппаратов есть и другие недостатки по сравнению с инверторами. Например, отсутствие «антизалипания» и «хотстарта».
Те, кому приходится работать на высоте, оценят преимущества инвертора
Без изменения схемы питания единственным вариантом является понижение и уменьшение количества витков вторичной обмотки. Это привело бы к кратному увеличению силы тока (плюс), но одновременно и к повышению диаметра провода (минус).
Поэтому был разработан совершенно другой блок питания, основанный на четырехэтапном преобразовании переменного тока электросети с частотой 50 Гц и напряжением 220 В в высокочастотный ток (от 60 до 80 тысяч Гц).
Все инверторные сварочные аппараты, начиная от простых и заканчивая самыми лучшими и надежными моделями, используют одну и ту же схему работу. Процесс контролируется встроенными микросхемами. Различие между моделями разных производителей заключается лишь в конечных цифрах частоты, напряжения и силы тока.
Как это реализовано на практике?
1. На первом этапе аппарат получает переменное напряжение в 220 В и 50 Гц из электросети. Оно поступает на выпрямитель, а затем на сглаживающий фильтр. В результате получается постоянное напряжение.
2. Полученное постоянное напряжение поступает на мощные транзисторы инвертора. На выходе – переменное напряжение с повышенной до 20-80 кГц частотой.
3. Дальше переменное напряжение понижается до необходимого значения (обычно – до 70-90 В).
4. На последнем этапе напряжение выпрямляется, а сила тока достигает нужного значения (100-200 А).
По сути, в основе инверторного аппарата лежит тот же самый трансформатор. Но, как мы помним, размер трансформатора можно уменьшить при увеличении частоты тока, что и реализовано в инверторе.
Главной особенностью описания инверторного сварочного аппарата будет использование высокочастотного тока.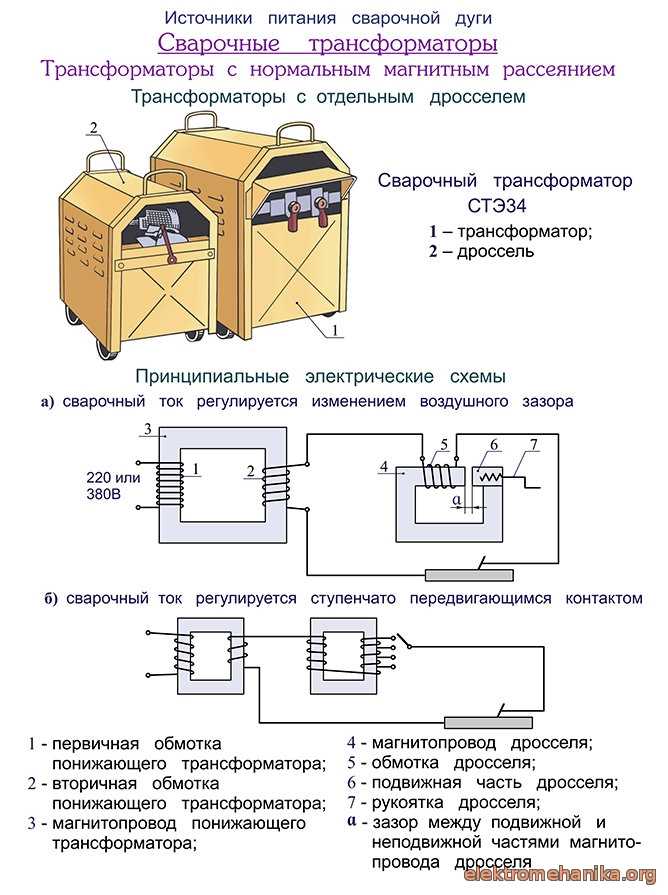
Выбор аппарата
Какой инверторный сварочный аппарат купить – тема для целой отдельной статьи. Тут есть ряд сложностей при выборе. Во-первых, цена. Она может быть весьма немаленькой, особенно если вы планируете использовать устройство регулярно. Во-вторых, нестабильность аппарата в различных условиях. При идеальных характеристиках напряжения и средней силе тока (150-160 А) инверторы могут справляться с электродом-четверкой, но при меньшем напряжении (190 В) могут быть проблемы. Например, устройство не включится. Или электрод будет «залипать».
В случае «залипания» электрода его можно заменить на более тонкий или же взять инвертор с большей мощностью.
Конечно, все эти проблемы в большей степени актуальны для домашнего использования. Профессионалы ценят инверторы за их небольшую массу и надежность. К тому же, они часто работают в условиях, близких к идеальным, и проблем с включением и функционированием устройства у них не возникает.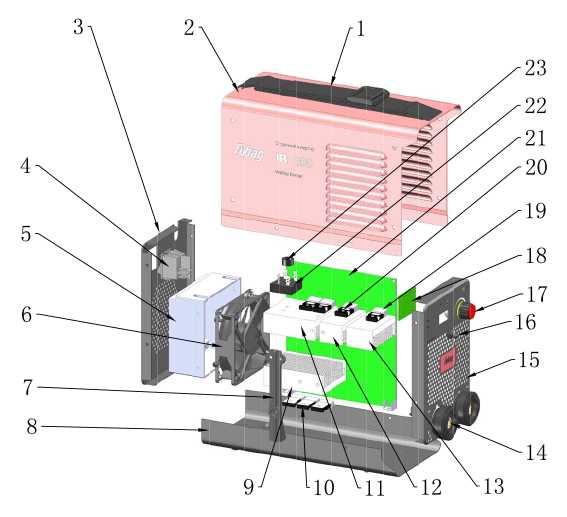
Российские инверторные сварочные аппараты традиционно проигрывают зарубежным, поэтому советуем вам обратить внимание на продукцию «Ресанта» (Латвия), EWM и Fubag (Германия).
Устройство сварочного инвертора: принцип работы
Каково устройство сварочного инвертора и что это за оборудование? В наше время без сварочных работ никуда. Сварка применяется везде: в строительных, ремонтных и монтажных работах, при ремонте автомобилей и во многих других областях жизни. Сварочный аппарат сейчас имеют не только профессиональные сварщики, но и любители и просто хозяйственные люди. А появление сварочных аппаратов инверторного типа упростило жизнь всем, кто каким-либо образом связан с этим ремеслом. Однако первое время многие с опаской относились к такому оборудованию, потому что устройство сварочного инвертора для них казалось сложным и ненадежным. Но за годы успешной эксплуатации эти аппараты показали себя только с лучшей стороны.
Конструкция сварочного инвертора.
Преимущества инверторных сварочных аппаратов
По сравнению с обычными трансформаторными сварочными аппаратами, у инверторов есть определенные преимущества:
- малый вес;
- простота в работе;
- универсальность;
- надежность;
- возможность использования в быту и даже в квартире.
Принципиальная схема сварочного аппарата инверторного типа.
Благодаря таким качествам сварочные аппараты инверторного типа приобрели большую популярность. Они очень удобны при выполнении монтажных работ, так как имеют маленькие габариты и весят в основном около 5-6 килограммов. Такой аппарат можно повесить на плечо и выполнять сварку, стоя на лестнице или лесах, без каких-либо проблем. Инвертор отлично подойдет для начинающих сварщиков, потому что электронная составляющая максимально упрощает и сглаживает розжиг и горение дуги. Даже самые качественные трансформаторные аппараты не сравнятся с инверторными по этим показателям.
На выходе подается постоянный ток, что позволяет варить не только черный металл, но и цветные металлы, такие как нержавейка или алюминий.
Наличие постоянного тока позволяет даже использовать специальную горелку для сварки в среде инертного газа. Легкий и высокоточный инверторный сварочный аппарат создает минимальную нагрузку на электрическую сеть. Поэтому его можно подключать даже к обычной бытовой розетке. Большинство из этих сильных сторон обусловлены тем, как устроен инверторный сварочный аппарат.
Вернуться к оглавлению
Секреты устройства инверторных сварочных аппаратов
Традиционные сварочные трансформаторы работали на основе явления электромагнитной индукции. Высокая сила тока возникала за счет изменения напряжения в катушках трансформатора. При этом потери тока были значительными, а коэффициент полезного действия – низким. Такие аппараты очень чувствительны к перепадам напряжения в сети, и поэтому плавность горения дуги была не на высшем уровне. Инверторный сварочный аппарат работает по другим принципам. Здесь входной переменный электрический ток низкой частоты (50 Герц) преобразуется сначала в ток высокой частоты (несколько тысяч Герц).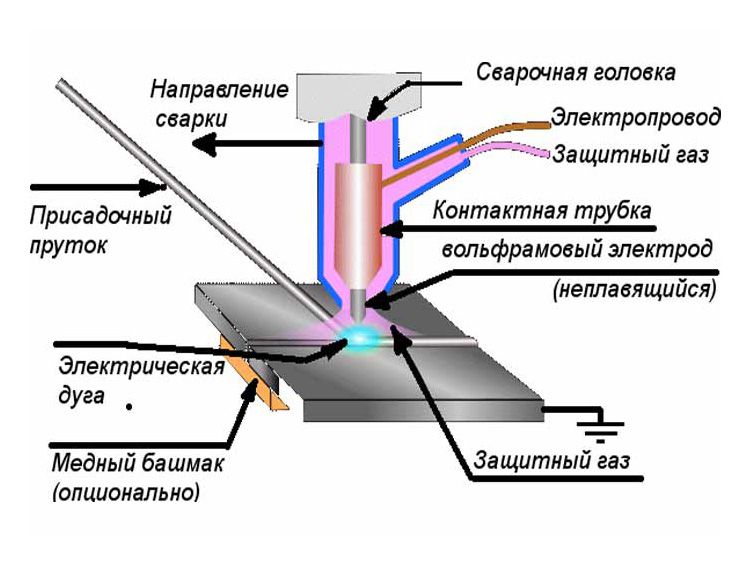
Схема работы сварочного инвертора.
Для изменения напряжения и силы такого тока требуется уже значительно меньший трансформатор. После того как ток обретает необходимую силу, он выпрямляется и подается на клеммы. Все эти процессы происходят под управлением микропроцессора. Он отслеживает такие данные, как входное напряжение, сила тока на выходе и температура трансформатора и платы. Работа устройства постоянно подстраивается под все эти параметры.Наличие такой тонкой электроники позволяет сделать работу аппарата более плавной и экономной, а сила тока все время поддерживается на заданном уровне.
Современные сварочные инверторные аппараты оснащаются несколькими системами для удобства работы. Например, в момент, когда зажигается дуга, часто можно наблюдать, что электрод прилипает к поверхности металла. Это происходит из-за малой силы тока. Дело в том, что в момент розжига дуги сила тока должна быть несколько выше, чем во время ее горения. В трансформаторных аппаратах эту проблему можно было решить, изменив напряжение и увеличив силу тока, что при сварке часто приводило к прожиганию металла.
Микропроцессор увеличивает силу тока на доли секунды для того, чтоб зажечь дугу. После этого ток возвращается на заданный уровень. В случае если электрод по каким-то причинам все-таки начинает прилипать к металлу, электроника значительно снижает ток, чтобы электрод не приклеился к металлу и его было легко отцепить. Особенно приятны эти функции будут начинающим мастерам, у которых могут возникать проблемы со сваркой. Все инверторные аппараты оснащаются тепловой защитой, которая спасает электронику от перегрева. Так что если после длительной работы в жаркую погоду аппарат самостоятельно выключился – не пугайтесь, а просто дайте ему 15 минут, чтобы остыть, и он продолжит работать дальше.
Вернуться к оглавлению
Несколько нюансов при эксплуатации
Таблица требуемых технических характеристик для сварочного инвертора.
Мы все привыкли к тому, что электроника чаще всего очень нежная и требует к себе бережного отношения. Именно поэтому многие стараются избегать работы с инверторными сварочными аппаратами. А напрасно. Защита от перегрева никогда не позволит вам спалить обмотки трансформатора или плату. Все аппараты оснащаются защитой от скачков напряжения в сети, поэтому за это тоже можно не переживать. Однако есть все-таки несколько врагов у инверторных аппаратов. Первый из них – пыль. Она скапливается на элементах платы и становится накопителем и источником статического электричества. Впоследствии это может привести к короткому замыканию и выходу из строя отдельных элементов микросхемы.
Именно поэтому многие стараются избегать работы с инверторными сварочными аппаратами. А напрасно. Защита от перегрева никогда не позволит вам спалить обмотки трансформатора или плату. Все аппараты оснащаются защитой от скачков напряжения в сети, поэтому за это тоже можно не переживать. Однако есть все-таки несколько врагов у инверторных аппаратов. Первый из них – пыль. Она скапливается на элементах платы и становится накопителем и источником статического электричества. Впоследствии это может привести к короткому замыканию и выходу из строя отдельных элементов микросхемы.
Усугубляется это порой тем, что вентилятор, который используется для охлаждения, может втягивать пыль внутрь корпуса. Для того чтобы избежать проблем, связанных с пылью, старайтесь раз в год разбирать корпус сварочного аппарата и вычищать оттуда всю пыль. А если работы ведутся на стройке или в других местах с повышенным запылением, то делать это нужно даже чаще.
Второй враг – это влага. Прежде всего стоит обратить внимание на место хранения аппарата: оно должно быть сухим.
А о том, чтобы варить под дождем, и речи быть не может: это запрещено техникой безопасности.
Сегодня можно встретить самые разные инверторные сварочные аппараты. Для бытового использования можно приобрести аппарат попроще, без лишних функций и невысокой мощности: в быту вы не будете пользоваться электродами толщиной 5 мм, и даже «четверка» редко понадобится.
Следовательно, и сила тока в 250-300 ампер вам не понадобится. Для промышленных же целей, конечно, лучше взять аппарат мощнее, оборудованный несколькими уровнями защиты и дополнительными функциями.
В любом случае инверторный сварочный аппарат намного практичнее и экономичнее любого трансформаторного, а надежность его уже не вызывает сомнений.
Если следовать нескольким простым советам, эксплуатация инверторного сварочного аппарата принесет вам только положительные эмоции, и вы не пожалеете о его приобретении.
Простой инвертор для аппаратов дуговой сварки с удвоителем тока
- title={Простой инвертор для аппаратов дуговой сварки с удвоителем тока},
автор = {Цзяньминь Ван и Сен-Тунг Ву и Шан-Чин Йен и Хуан Джен Чиу},
Journal={Транзакции IEEE по промышленной электронике},
год = {2011},
объем = {58},
страницы={5278-5281}
}
- Цзяньминь Ван, Сен-Тунг Ву, Х. Чиу
- Опубликовано 10 марта 2011 г.
- Бизнес
- IEEE Transactions on Industrial Electronics
В этом письме предлагается новая схема инвертора для аппаратов дуговой сварки. Выходной выпрямитель, замененный двойным выпрямителем по току, может эффективно уменьшить пульсации выходного тока. Следовательно, более низкая индуктивность катушек индуктивности может использоваться для предотвращения больших скачков напряжения, возникающих во время коммутации. По сравнению с традиционной схемой ток каждой катушки индуктивности в предлагаемой схеме составляет половину выходного тока.
 Следовательно, предлагаемая схема имеет меньшие потери проводимости. Поворот…
Следовательно, предлагаемая схема имеет меньшие потери проводимости. Поворот… View on IEEE
doi.org
A Novel Inverter for Arc Welding Machines
- Jianmin Wang, Sen-Tung Wu
Materials Science, Engineering
IEEE Transactions on Industrial Electronics
- 2015
Структура схемы с новым инвертором, который применим к аппаратам для дуговой сварки и может сохранять энергию, запасенную в соединенном индукторе, до следующего интервала коммутации, что повышает эффективность преобразования аппарата для дуговой сварки.
Внедрение улучшенного источника питания с простыми инверторами для аппарата для дуговой сварки
- Jianmin Wang, Sen-Tung Wu
Инженерное дело
- 2015
Резюме В статье представлено простое управление инвертором рекуперации энергии без скачков напряжения.
 Предлагаемый инвертор может быть использован для аппаратов дуговой сварки. Выход инвертора имеет два…
Предлагаемый инвертор может быть использован для аппаратов дуговой сварки. Выход инвертора имеет два…Повышение эффективности для высокочастотной контактной точечной сварки
Точечная сварка сопротивлением использует постоянный ток в диапазоне от 1 кА до более чем 100 кА для соединения листового металла. Ток обеспечивается инвертором, подключенным к конденсатору и трансформатору постоянного тока…
Повышение производительности источника питания для ручной сварки на основе резонансного режима
- S. S. Sisodia, H. Lade
Engineering
- 2017
4
- Y.
 Birbir
Birbir Машиностроение
- 2017
- И. Аксой
Материаловедение, машиностроение
- 2014
- J. Dudrik, M. Pastor, Milan Lacko, Róbert žatkovič
Engineering
- 2016
- 2016
В этом документе описываются усовершенствования, разработанные в источнике питания для дуговой сварки на основе резонансных инверторов. Предлагается новая последовательность операций в режиме ожидания, основанная на скользящей фазе, чтобы уменьшить…
Аппарат для дуговой сварки с полумостовым передним преобразователем
Импульсный блок питания токового режима с минимальным количеством внешних компонентов.
Высокопроизводительный портативный сварочный аппарат на основе мостового преобразователя с одиночным трансформатором, подключенным по стандарту ISOP, и активным снаббером
Высокоэффективный портативный сварочный аппарат на основе мостового преобразователя с одиночным трансформатором, соединенным последовательно-выход-параллельно (ISOP), с методом активного демпфирования, предложенный для повышения общего КПД за счет рекуперации паразитной резонансной энергии и регулирования напряжения. выпрямителей до уровня доступных диодов Шоттки.
Новый инверторно-дуговой сварочный аппарат на базе преобразователя ПСФБ с высокой удельной мощностью и высоким КПД
Результаты экспериментов показывают, что предлагаемая система имеет многообещающие возможности для промышленного применения и может быть реализована с цифровым сигнальным процессором (DSP) и ИС фазового ШИМ.
Бесмостовой преобразователь с улучшенным качеством электроэнергии на основе PFC для сварки
Дуговая сварка выполняется с использованием различных технологий, и в большинстве из них для формирования дуги используется преобразователь сварочной мощности. В этом документе представлена двухступенчатая безмостовая схема с коррекцией коэффициента мощности (PFC)…
ZVZCS PWM DC-DC Converter с контролируемым вторичным выпрямителем для дуговой сварки
ARERTAGE
ARO-COLTAGE. импульсный (ZVZCS) ШИМ DC-DC преобразователь мощности с вторичным активным выпрямителем, испытанный в качестве источника постоянного тока для дуговой сварки. Мягкое переключение…
Бесмостовой импульсный источник питания на основе преобразователя с улучшенным качеством электроэнергии для дуговой сварки
Результаты испытаний подтверждают эффективность предлагаемой AWPS в поддержании безупречного качества электроэнергии на интерфейсе сети, помимо достижения превосходной способности регулирования выходного напряжения и ограничения тока.
ПОКАЗАНЫ 1-10 ИЗ 13 ССЫЛОК
СОРТИРОВАТЬ ПОРелевантность Наиболее влиятельные документыНедавность
Новый энергосберегающий инвертор для аппаратов для дуговой сварки на переменном токе
В данной статье предлагается новый энергосберегающий источник питания для аппаратов для дуговой сварки на переменном токе. В таком источнике питания токорегулирующие диоды, подключенные к выходным дросселям, удерживают катушку индуктивности…
Прямоходовой преобразователь с чередованием с плавным переключением и выпрямителем с удвоением тока
В этой статье представлен преобразователь с чередованием с плавным переключением и выпрямителем с удвоением тока. Активная схема фиксации используется в первичной обмотке трансформатора для рециркуляции энергии…
Новая, простая, недорогая модульная конструкция с высоким коэффициентом мощности для сварки как постоянным, так и переменным током
- J.
 Borka, M. Horváth
Borka, M. Horváth Материаловедение
МСИЭ ’99. Материалы Международного симпозиума IEEE по промышленной электронике (Cat. No.99TH8465)
- 1999
Технология сварки в среде инертного газа с вольфрамовыми электродами требует постоянного тока для сварки стали и переменного тока для сварки алюминия. Широкий выбор сварочного оборудования постоянного тока доступен на рынке по адресу…
Преобразователь ZVS с чередованием и компенсацией пульсаций тока
Преобразователь чередующегося плавного переключения с компенсацией пульсаций тока представлен для достижения нулевого напряжения переключателей (ZVS). Разделение тока включения и нагрузки, а также принципы работы, анализ устойчивого состояния и расчетные уравнения предлагаемого преобразователя представлены в деталях.
Резонансный преобразователь LCL-T с фиксирующими диодами: новый источник питания постоянного тока с присущим пределом постоянного напряжения характеристики, прочный и надежный.

Преобразователь постоянного тока в постоянный с активной фиксацией без пульсаций, использующий индуктор со связью вход-выход Преобразователь постоянного тока с использованием предложенного IOCI подробно проанализирован и оптимизирован для обеспечения высокой энергоэффективности.
Последовательный резонансный преобразователь для зажигания дуги
Инициирование состояния плазменной проводимости требует относительно большого напряжения для ионизации газа. Идентифицирована новая версия последовательного резонансного преобразователя мощности, в котором используется индуктивность намагничивания…
Высокий повышающий преобразователь с активным фиксатором с удвоителем входного тока и удвоителем выходного напряжения для энергосистем на топливных элементах
Высокоэффективный высокоступенчатый преобразователь Для систем питания на топливных элементах предлагается повышающий DC-DC преобразователь. Предлагаемая система состоит из удвоителя входного тока, удвоителя выходного напряжения и активного фиксатора…
Предлагаемая система состоит из удвоителя входного тока, удвоителя выходного напряжения и активного фиксатора…
Регулирование тепловых характеристик сварки GMA с помощью иерархической схемы прогнозирующего управления MIMO, обеспечивающей стабильность превосходство этой схемы.
Электронная схема управления сварочным аппаратом
- P. Verdelho, M. Pio Silva, E. Margato, J. Esteves
Материаловедение
IECON ’98. Материалы 24-й ежегодной конференции IEEE Industrial Electronics Society (Cat. No.98Ch46200)
- 1998
В этом документе представлена схема электронного управления сварочным аппаратом мощностью 6 кВт. Постоянный сварочный ток регулируется простой и надежной схемой управления. Быстрые динамические характеристики и малая пульсация тока…
Необходимые проверки и меры предосторожности
Безопасность судов в море зависит от знаний, навыков и уверенности в своих силах экипажа при выполнении работ по техническому обслуживанию и ремонту во время рейса и между сухим -стыковка. Для своих владельцев суда также зависят от здоровой и компетентной команды, чтобы свести к минимуму производственные травмы, непредвиденные расходы и сдачу судна в аренду.
Для своих владельцев суда также зависят от здоровой и компетентной команды, чтобы свести к минимуму производственные травмы, непредвиденные расходы и сдачу судна в аренду.
Выполнение технического обслуживания во время рейса является неотъемлемой частью работы члена экипажа, и такие задачи, как сварка на борту, являются обычными. Тем не менее, крайне важно, чтобы бригада, выполняющая сварку на борту, выполняла ее в соответствии со строгими принципами безопасности. Последствия несоблюдения правил техники безопасности или несоблюдения технического обслуживания оборудования могут быть очень серьезными. Для экипажа существует риск получения травм и долговременной опасности для здоровья.
Для судна риски для безопасности и целостности оборудования столь же серьезны, и, в конечном счете, если судно повреждено или отклонено из-за проблем со здоровьем или оборудованием, последствия могут быть и финансовыми. Крайне важно, чтобы сварочное оборудование и газы использовались безопасным и надежным образом — безопасность при эксплуатации всегда должна быть приоритетом. Вот проверки безопасности и меры предосторожности, которые экипаж должен соблюдать до и во время электродуговой сварки на борту.
Вот проверки безопасности и меры предосторожности, которые экипаж должен соблюдать до и во время электродуговой сварки на борту.
Переменный ток
Переменный ток (AC) всегда будет доступен на борту от бортовой сети, но экипаж должен учитывать оборудование, которое им предлагается использовать, и принимать соответствующие решения.
Доступны два типа сварочных аппаратов; трансформатор, который принимает переменный ток и подает переменный ток, но с более низким напряжением, и выпрямительные / инверторные машины, которые преобразуют переменный ток в постоянный ток (DC) на выходе с более низким напряжением.
Мы советуем экипажу избегать использования переменного тока при выполнении сварочных работ на борту судна. Это связано с тем, что в случае случайного поражения электрическим током переменный ток проходит через тело человека, потенциально вызывая судороги, которые могут привести к остановке сердца. Напротив, постоянный ток будет течь по поверхности сварщика, если он случайно станет частью электрической цепи.
Напряжение и частота
Основной задачей всех сварочных аппаратов является снижение высокого напряжения до приемлемого безопасного рабочего напряжения. Рабочее напряжение сварочного аппарата называется напряжением разомкнутой цепи (OCV) или иногда называется напряжением без нагрузки. Определение OCV — это напряжение между клеммами сварочного аппарата, который включен, но не используется.
В Кодексе безопасных методов работы для моряков торгового флота Агентства морской и береговой охраны Великобритании указано, что максимальное напряжение должно быть следующим:
Для выпрямителей и инверторов постоянного тока: Макс. 70 В пост. тока
Для трансформаторов, выдающих переменный ток Макс. 25 В перем. . На большинстве сварочных аппаратов это указано на заводской табличке.
WSS также рекомендует экипажу избегать использования сварочных аппаратов, использующих высокие частоты (ВЧ) для запуска процесса сварки вольфрамовым инертным газом (TIG). ВЧ может создавать помехи для оборудования радиосвязи, а также может мешать элементам управления пуском/остановом оборудования с электронным управлением, такого как насосы. Имеются низковольтные системы запуска TIG, использующие процесс «подъемной дуги», что делает ненужным использование ВЧ для запуска процесса сварки.
Имеются низковольтные системы запуска TIG, использующие процесс «подъемной дуги», что делает ненужным использование ВЧ для запуска процесса сварки.
Соответствие
На территории Европейского Союза и на судах, плавающих под флагом государств-членов ЕС, экипаж также должен проверить, соответствует ли машина маркировке соответствия европейским стандартам (CE). Это форма «паспорта», которая позволяет товарам свободно ввозиться в Европу и по всей Европе, а также гарантирует, что машина соответствует электрическим директивам и стандартам ЕС.
Стандарты, которым должно соответствовать сварочное оборудование в странах-членах ЕС, следующие:
EN 60974-10 Европейский стандарт электромагнитной совместимости.
EN 60974-1/5 Европейский стандарт для аппаратов для дуговой сварки: источники тока для сварки.
Операторы также должны обращать внимание на маркировку «S», указывающую на то, что оборудование подходит для использования в зонах с повышенной опасностью поражения электрическим током. Это особенно важно при работе в потенциально сырых, влажных и тесных местах, таких как двойное дно или балластные танки.
Это особенно важно при работе в потенциально сырых, влажных и тесных местах, таких как двойное дно или балластные танки.
Обратный кабель
Еще одной областью, требующей определенности, является использование таких терминов, как «земля» и «земля». Обратный кабель сварочного аппарата часто называют землей или землей, но это не так.
Термины «земля» и «заземление» используются в электротехнике США для обозначения электрического оборудования, которое надежно заземлено по соображениям безопасности. В Великобритании эквивалентными терминами являются «земля» и «заземление».
Обратный кабель аппарата для дуговой сварки пропускает такой же ток, как и сам сварочный кабель. И сварочный, и обратный кабели являются частью электрической цепи. В результате для безопасной сварки бригадир должен использовать возвратный зажим и кабель, которые должны располагаться как можно ближе к месту сварки.
Размещение возвратного зажима на ближайшей лампе накаливания приведет к тому, что корпус корабля будет жить в этой области, создавая риск поражения электрическим током. Сварщик фактически будет стоять на обратном пути, возможно, в некачественной обуви, в грязных перчатках, в сырых условиях, возможно, в соленой воде (отличный проводник электричества).
Сварщик фактически будет стоять на обратном пути, возможно, в некачественной обуви, в грязных перчатках, в сырых условиях, возможно, в соленой воде (отличный проводник электричества).
Если он лежит на животе или спине в потном комбинезоне, он подвергает большие части тела воздействию живой палубы. Если сварочный кабель плохо изолирован, то использование корпуса в качестве обратной линии также может привести к короткому замыканию, искрообразованию и риску взрыва. Этот вид операции в сочетании с использованием трансформатора, подающего переменный ток с высоким OCV, может быть фатальным для сварщика.
Следует также помнить, что подключение обратного кабеля непосредственно к корпусу корабля также может привести к тому, что ток будет проходить через шарикоподшипники и поршни, вызывая повреждения. При сварочных работах на двигательном оборудовании бригадир всегда должен прокладывать обратный кабель и зажим к месту сварки и закреплять его как можно ближе к месту сварки.
Обезопасьте себя при сварке
Во избежание поражения электрическим током и риска поражения электрическим током, а также для обеспечения безопасной работы судовой персонал должен принимать следующие меры предосторожности:
- Используйте только источники питания постоянного тока с OCV ниже 70 вольт;
- Поместите возвратный зажим и кабель как можно ближе к месту сварки;
- Помните, что по обратному кабелю протекает такой же ток, как и по сварочному кабелю;
- Использование корпуса в качестве обратного проводника противоречит правилам государства флага;
- Носить сухую утепленную защитную одежду и перчатки в хорошем состоянии, меняя их по мере необходимости, чтобы они оставались сухими;
- Изолируйте себя от обрабатываемой детали и обратного кабеля, надев обувь на резиновой подошве или встав на сухой изолирующий коврик.
 Не прикасайтесь к возврату какой-либо другой частью тела;
Не прикасайтесь к возврату какой-либо другой частью тела; - Используйте полностью изолированные электрододержатели;
- Не используйте изношенные, поврежденные, недостаточного размера или плохо сращенные кабели;
- Не оборачивайте кабели, по которым течет ток, вокруг тела;
- Не прикасайтесь к электроду под напряжением голыми руками;
- Выключать все оборудование, когда оно не используется;
- Используйте только исправное оборудование. Отремонтируйте или замените поврежденные детали перед дальнейшим использованием;
- Следует избегать влажных условий работы. Даже пот человека может снизить сопротивляемость организма к поражению электрическим током.
Эти пункты могут показаться очевидными, но, по нашему опыту, часто бывают случаи, когда экипаж работает небезопасно. Последствия могут быть серьезными – и наиболее серьезными для экипажа.
Пример из практики 1
Судовой слесарь устанавливал свое сварочное оборудование и, когда он устанавливал хлыст на механизм подачи, одной рукой коснулся металлического наконечника хлыста, а другой рукой коснулся проволоки от механизма подачи. Это замкнуло электрическую цепь, которая позволила 80-вольтовому электричеству пройти через его грудь. Сотрудник получил ожоги рук и был доставлен в больницу для оказания медицинской помощи.
Это замкнуло электрическую цепь, которая позволила 80-вольтовому электричеству пройти через его грудь. Сотрудник получил ожоги рук и был доставлен в больницу для оказания медицинской помощи.
Пример 2
Судовой механик прибыл на борт корабля в начале смены и обнаружил на палубе воду после ночного ливня. Он знал об опасности удара током, поэтому встал на комингс вокруг дверного проема, прежде чем потянуться за сварочным аппаратом. К сожалению, и его ботинки, и рабочие перчатки уже промокли. Когда работник прикоснулся к сварочному аппарату, он замкнул цепь, и через него прошел ток, что привело к травмам, потребовавшим госпитализации.
Практический пример 3
Член экипажа вернулся на палубу корабля после ливня. Он торопился передвинуть сварочный аппарат и закончить работу до обеда. Слесарь знал, что нельзя стоять в воде при работе с электрооборудованием, но он не заметил, что тонкая фанера, на которой он стоял, погрузилась в воду, как только он наступил на нее.