Принцип работы лазерная резка металла: Принцип лазерной резки: технологии и используемое оборудование
alexxlab | 11.07.2019 | 0 | Разное
Принцип лазерной резки: технологии и используемое оборудование

Вопросы, рассмотренные в материале:
- Каковы принципы лазерной резки
- Какие лазеры работают по принципу лазерной резки
- На что обратить внимание при выборе оборудования для лазерной резки
Основное назначение лазерной резки – раскрой листовых материалов, преимущественно металлов. Ее главное достоинство заключается в возможности изготовления деталей, имеющих сложные контуры. В этой статье мы расскажем о том, каков основной принцип лазерной резки.
Основной принцип лазерной резки
Лазерный луч (так называемый лазер) – это когерентное монохроматическое вынужденное излучение узкой направленности, инициатором которого в активной среде выступает внешний энергетический фактор (электрический, оптический, химический и т. д.). В основе этого физического явления лежит способность веществ излучать волны определенной длины.
Фотонное излучение происходит в момент столкновения атома с другим когерентным (идентичным) фотоном, который не поглощается в процессе. Фотоны, которые при этом становятся «лишними», и образуют лазерный луч.

Принцип лазерной резки заключается в том, что излучение оказывает тепловое воздействие на обрабатываемые материалы. В процессе обработки происходит нагревание металла до температуры плавления, а затем до температуры кипения, достигнув которой материал начинает испаряться. В связи с высокой энергозатратностью, такая обработка подходит для металлов небольшой толщины.
Работа с относительно толстыми листами выполняется при температуре плавления. Для облегчения процесса применяют подаваемый в зону обработки газ. Чаще всего пользуются азотом, гелием, аргоном, кислородом или воздухом. Задача газа заключается в удалении из области резки расплавленного материала и продуктов сгорания, поддержании горения металла и охлаждении прилегающих зон. Самым эффективным газом, используемым в процессе обработки, является кислород, позволяющий повысить скорость и глубину реза.
Благодаря высокой концентрации энергии лазерный луч проникает в материал обрабатываемой детали. За счет его воздействия в зоне резки происходит расплавление, испарение, воспламенение или другие процессы, меняющие структуру металла и вызывающие его исчезновение.
Лазерная резка схожа с обычной механической, но вместо режущего инструмента используется луч лазера, а также нет отходов, которые при механической обработке представляют собой металлическую стружку, а при работе с лазером они просто испаряются.
Срез металла при лазерной обработке очень тонкий, к тому же сама область реза очень мала (включая минимальную деформацию и температурную нагрузку на прилегающие зоны). Благодаря этим особенностям резка лазером является наиболее высококачественным способом обработки металлов. К тому же принцип лазерной резки позволяет использовать ее в работе практически с любыми материалами, независимо от конструкционных особенностей, формы и размера (включая бумагу, резину, полиэтилен и др., которые в силу мягкости или малой толщины не могут быть обработаны фрезой).
Прежде чем перейти к описанию принципа лазерной резки, поговорим об установках для работы с лазером, состоящих из трех основных частей:
- Рабочей (активной) среды, создающей лазерное излучение.
- Источника энергии (системы накачки), благодаря которому возникает электромагнитное излучение.
- Оптического резонатора, представляющего собой систему зеркал, которые усиливают излучение.
Возникновение лазерного луча можно описать следующим образом – за счет источника энергии активная среда (к примеру, рубиновый кристалл) из внешней среды получает фотоны, имеющие определенной энергию. Проникая в активную среду, фотоны вырывают из ее атомов аналогичные частицы, однако сами в процессе не поглощаются.
Активная среда дополнительно насыщается за счет действия оптического резонатора (например, двух параллельно расположенных зеркал), благодаря чему имеющие одинаковую энергию фотоны многократно сталкиваются с атомами, тем самым порождая новые фотоны. Одно из зеркал оптического резонатора делают полупрозрачным, позволяющим пропускать фотоны в направлении оптической оси (в виде узконаправленного луча).

Лазерная резка металлов обладает следующими преимуществами:
- Поскольку режущий элемент не вступает в механический контакт с разрезаемой поверхностью, возможно обрабатывать легкодеформируемые или хрупкие материалы.
- Принцип лазерной резки позволяет работать с металлами, имеющими различную толщину. У стальных заготовок она может варьироваться от 0,2 до 30 мм, у алюминиевых сплавов – от 0,2 до 20 мм, у медных и латунных деталей – от 0,2 до 15 мм.
- Лазерная резка отличается высокой скоростью.
- Этот способ позволяет работать с заготовками, имеющими любую конфигурацию.
- Благодаря лазерной резке детали имеют чистые кромки, а отходы практически отсутствуют.
- Резка отличается высокой точностью – до 0,1 мм.
- Плотная раскладка заготовок на листе обеспечивает более экономичный расход листового металла.
Этот способ обработки имеет и определенные недостатки, в первую очередь речь идет о высоком потреблении энергии, а также об использовании дорогостоящего оборудования.
Какие лазеры используют для резки
Линейка лазерных установок достаточно велика. В основе классификации обычно лежит вид активной среды (лазеры могут быть твердотельными, газовыми, полупроводниковыми), тип подачи энергии (импульсные установки или имеющие постоянную мощность), размеры оборудования, мощность излучения, назначение и т. п.

Выбирая подходящий вид лазерной резки следует исходить из типа материала, который необходимо обработать. При помощи углекислотных лазеров можно выполнять многочисленные операции (резку, гравировку, сварку) с различными материалами (металлами, резиной, пластиком, стеклом).
При необходимости раскроя листов латуни, меди, серебра, алюминия лучшим выбором станет твердотельная волоконная установка. С ее помощью обрабатывают только металлы.
В зависимости от типа рабочей среды существует следующая классификация лазеров:
Основной элемент твердотельных лазерных установок – осветительная камера, в которой расположены источник энергии и твердое рабочее тело. В качестве источника энергии выступает мощная газоразрядная лампа-вспышка. Рабочее тело представляет собой стержень, выполненный из неодимового стекла, рубина или алюмоиттриевого граната, легированный неодимом или иттербием.
С обоих торцов стержня размещены зеркала, одно из которых является отражающим, второе – полупрозрачным. Рабочее тело создает лазерный луч, который, многократно отражаясь и при этом усиливаясь, проходит сквозь полупрозрачное зеркало.
Рекомендовано к прочтению
Волоконные установки также входят в число твердотельных. В качестве источника энергии в таком оборудовании выступает полупроводник, а для усиления излучения используется стекловолокно.
Чтобы понять принцип лазерной резки и работы установки в целом, обратимся к оборудованию, в котором рабочая среда представлена гранатовым стержнем, в качестве легирующего материала выступает неодим. Ионы неодима играют роль активных центров. За счет поглощения излучения газоразрядной лампы они возбуждаются, то есть получают излишнюю энергию.
При возвращении ионов в первоначальное состояние происходит отдача ими фотонной энергии, т. е. электромагнитного излучения (света). За счет фотонов в обычное состояние переходят и другие возбужденные ионы. Этот процесс носит лавинообразный характер. Благодаря зеркалам лазерный луч движется в заданном направлении. Отражаясь, фотоны много раз возвращаются в рабочее тело и вызывают образование новых фотонов, усиливая тем самым излучение. Отличительными чертами луча являются его узкая направленность и значительная концентрация энергии.
В качестве рабочего тела таких установок выступает углекислый газ в чистом виде либо в смеси с азотом и гелием. Посредством насоса газ поступает в газоразрядную трубку. Для возбуждения используются электрические разряды. Усилению отражения также способствуют зеркала – отражающее и полупрозрачное. В соответствии с конструктивными особенностями установки могут иметь продольную и поперечную прокачку или быть щелевыми.
- Газодинамические.
Газодинамические лазеры относятся к самым мощным установкам. В качестве активной среды в них выступает углекислый газ, температура которого варьируется от 1 000 до 3 000 К (+726…+2726 °С). Для возбуждения используют вспомогательный маломощный лазер. Проходя со сверхзвуковой скоростью сквозь сопло Лаваля (канал с сильным сужением посередине), газ подвергается резкому расширению и охлаждению. Атомы газа, возвращаясь в первоначальное состояние, активируют излучение.
Какие параметры нужно учитывать при лазерной резке металлов
Лазерная резка подходит для работы не только с металлами, но и с резиной, линолеумом, фанерой, полипропиленом, искусственным камнем и стеклом. Обработка лазером применяется в приборо-, судо- и автомобилестроении, для создания элементов электротехнических устройств, сельскохозяйственных машин. Используя принцип лазерного раскроя, изготавливают жетоны, трафареты, указатели, декоративные элементы интерьера и пр.

Принцип лазерной резки зависит от многих параметров. Необходимо учитывать, с какой скоростью выполняется обработка, лазер какой мощности при этом используется, какова его плотность, фокусное расстояние, также учету подлежат диаметр луча и состав излучения, а также марка и вид обрабатываемого материала. Например, скорость резки низкоуглеродистых сталей примерно на 30 % выше, чем при работе с нержавейкой. Снижению скорости практически в два раза способствует замена кислорода обычным воздухом. Лазер мощностью 1 кВт разрезает алюминий со скоростью примерно 12 м/с, титан – 9 м/с (при использовании кислорода в качестве активной среды).
Разберем принцип лазерной резки на следующем примере. За основу берем мощность лазера 1 кВт, в качестве активной среды выступает кислород, подаваемый в рабочую область под давлением 0,5 МПа, диаметр луча равен 0,2 мм.
|
Толщина заготовки, мм |
Оптимальная скорость резки, м/с |
Ширина реза, мм |
Шероховатость кромок, мкм |
Неперпендикулярность, мм |
|
1 |
10-11 |
0,1–0,15 |
10–15 |
0,04–0,06 |
|
3 |
6-7 |
0,3–0,35 |
30–35 |
0,08–0,12 |
|
5 |
3-4 |
0,4–0,45 |
40–50 |
0,1–0,15 |
|
10 |
0,8–1,15 |
0,6–0,65 |
70–80 |
Еще одним преимуществом лазерной резки является ее точность, измеряемая в процентном отношении. В основе требований к названному параметру лежит толщина обрабатываемой заготовки, а также цели ее дальнейшего использования. При работе с металлическим профилем, толщина которого достигает 10 мм, погрешность варьируется от 0,1 до 0,5 мм.
На скорость резки влияет также теплопроводность обрабатываемого металла. Чем более высоким будет этот показатель, тем больше энергии необходимо для обработки, поскольку тепло из рабочей зоны будет отводиться более интенсивно. К примеру, лазер, мощность которого составляет 600 Вт, без труда справится с черными металлами или титаном. В то же время работа с медью и алюминием, отличающимися повышенной теплопроводностью, будет намного сложнее. Что касается усредненных показателей, разработанных для разных металлов, они являются следующими:
|
Малоуглеродистая сталь |
Инструментальная сталь |
Нержавеющая сталь |
Титан |
|||||||
|
Толщина, мм |
1,0 |
1,2 |
2,2 |
3,0 |
1,0 |
1,3 |
2,5 |
3,2 |
0,6 |
1,0 |
|
Мощность лазера, Вт |
100 |
400 |
850 |
400 |
100 |
400 |
400 |
400 |
250 |
600 |
|
Скорость резания, м/мин |
1,6 |
4,6 |
1,8 |
1,7 |
0,94 |
4,6 |
1,27 |
1,15 |
0,2 |
1,5 |
Качество реза находится в прямой зависимости от принципа лазерной резки и выбранного режима работы. Характеристиками качества являются точность вырезанной заготовки, ширина реза, шероховатость и ровность поверхностей кромок, присутствие на них частиц оплавленного металла (грата), глубина реза. Однако основное значение имеют такие параметры, как скорость резки и толщина детали.
Преимущества и недостатки лазерной резки

Лазерная резка обладает неоспоримыми преимуществами.
Лазер позволяет работать с металлами различной толщины (медными – толщиной от 0,2 до 15 мм, алюминиевыми – от 0,2 до 20 мм, стальными – от 0,2 до 20 мм, из нержавейки – до 50 мм).
Поскольку режущий инструмент не контактирует с заготовкой, то можно обрабатывать хрупкие и легко деформирующиеся детали.
Принцип лазерной резки позволяет создавать детали различной конфигурации (особенно при использовании установок с компьютерным обеспечением). Достаточно загрузить в программу чертеж детали, и оборудование выполнит резку самостоятельно, при этом точность будет весьма высокой.
Лазерная резка позволяет работать с высокой скоростью. При необходимости изготовления малой партии деталей она позволит обойтись без таких процессов, как штамповка и литье.
Благодаря лазерной резке снижается себестоимость готовых деталей, а значит, и их конечная цена. Это обусловлено минимумом отходов и чистотой среза.
Процесс резки лазером является наиболее универсальным, позволяющим справляться со сложными задачами.
При этом лазерная резка обладает малым количеством недостатков, среди которых высокое потребление энергии. Именно поэтому такой способ обработки является самым дорогим. Впрочем, если сравнить обработку лазером со штамповкой, для которой требуется дополнительно изготовить оснастку, то использование первого будет более экономичным. Еще одним минусом является небольшая толщина разрезаемых деталей (максимум 20 мм).
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
принципы работы, виды и особенности
Лазерную резку используют для раскроя листовых материалов, чаще всего – металлов. Одно из ее главных отличий – возможность изготовления деталей со сложным контуром.
Принципы работы лазерной резки
Использование этого метода основано на тепловом воздействии лазерного излучения на материалы. При этом разрезаемый металл нагревается сначала до температуры плавления, а потом до температуры кипения, при которой он начинает испаряться. Лазерная резка испарением требует высоких энергозатрат, поэтому ее используют для работы с тонкими металлами.
Относительно толстые листы разрезают при температуре плавления. Чтобы облегчить этот процесс, в зону резки подается газ: азот, гелий, аргон, кислород или воздух. Его задача – удалять из зоны резки расплавленный металл и продукты его сгорания, поддерживать горение металла и охлаждать прилегающие зоны. Наиболее эффективен для этого кислород. Он заметно увеличивает скорость и глубину резки.
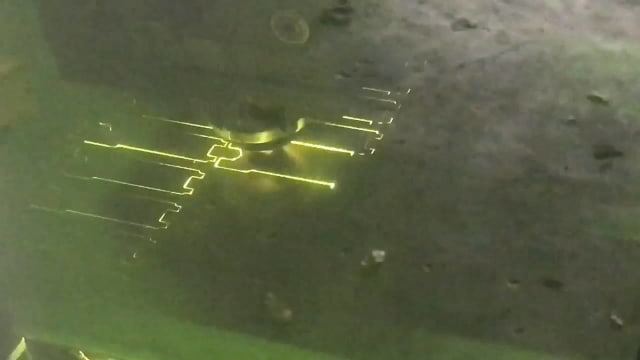
Подробнее о процессе лазерной резки можно узнать из видео ниже:
Параметры резки разных металлов
Скорость резки зависит не только от мощности лазера и толщины металла, но и от его теплопроводности. Чем она выше, тем интенсивнее отводится тепло из зоны резки и тем более энергозатратным будет весь процесс. Так, если лазером мощностью 600 Вт можно легко разреза́ть черные металлы или титан, то алюминий или медь, обладающие высокой теплопроводностью, обрабатывать значительно сложнее. Средние параметры для работы с разными металлами выглядят следующим образом:
| Малоуглеродистая сталь | Инструментальная сталь | Нержавеющая сталь | Титан | |||||||
| Толщина, мм | 1,0 | 1,2 | 2,2 | 3,0 | 1,0 | 1,3 | 2,5 | 3,2 | 0,6 | 1,0 |
| Мощность лазера, Вт | 100 | 400 | 850 | 400 | 100 | 400 | 400 | 400 | 250 | 600 |
| Скорость резания, м/мин | 1,6 | 4,6 | 1,8 | 1,7 | 0,94 | 4,6 | 1,27 | 1,15 | 0,2 | 1,5 |
Виды лазерной резки
Лазерные установки состоят из трех основных частей:
- Рабочей (активной) среды. Она является источником лазерного излучения.
- Источника энергии (системы накачки). Он создает условия, при которых начинается электромагнитное излучение.
- Оптического резонатора. Система зеркал, усиливающих лазерное излучение.
По типу рабочей среды лазеры для резки делят на три вида:
- Твердотельные. Их основным узлом является осветительная камера. В ней находятся источник энергии и твердое рабочее тело. Источником энергии служит мощная газоразрядная лампа-вспышка. В качестве рабочего тела используют стержень из неодимового стекла, рубина или алюмо-иттриевого граната, легированного неодимом или иттербием. По торцам стержня устанавливают два зеркала: отражающее и полупрозрачное. Лазерный луч, излучаемый рабочим телом, многократно отражается внутри него, усиливается в ходе отражений и выходит через полупрозрачное зеркало.
К твердотельному виду относятся и волоконные лазеры. В них излучение усиливается в стекловолокне, а источником энергии служит полупроводниковый лазер.

Так устроен твердотельный лазер
Для понимания механизма работы лазера можно рассмотреть установку с рабочим телом в виде стержня из граната, легированным неодимом. Ионы последнего и служат активными центрами. Поглощая излучение газоразрядной лампы, ионы переходят в возбужденное состояние, то есть у них появляется излишек энергии.
Ионы возвращаются в исходное состояние и отдают энергию в виде фотона – электромагнитного излучения или по-другому света. Фотон вызывает переход в обычное состояние других возбужденных ионов. В итоге процесс нарастает лавинообразно. Зеркала способствуют движению луча в определенном направлении. Многократно возвращая фотоны в рабочее тело при отражении, они способствуют образованию новых фотонов и усилению излучения. Его основные характеристики – малая расходимость луча и высокая концентрация энергии.
- Газовые. В них рабочим телом является углекислый газ или его смесь с азотом и гелием. Газ прокачивается насосом через газоразрядную трубку. Он возбуждается с помощью электрических разрядов. Для усиления излучения устанавливают отражающее и полупрозрачное зеркало. В зависимости от особенностей конструкции такие лазеры бывают с продольной и поперечной прокачкой, а также щелевые.

Так устроен газовый лазер с продольной прокачкой
- Газодинамические. Эти лазеры самые мощные. В них рабочим телом является углекислый газ, нагретый до 1 000–3 000 °К (726–2726 °С). Он возбуждается с помощью вспомогательного маломощного лазера. Газ со сверхзвуковой скоростью прокачивается через суженный посередине канал (сопло Лаваля), резко расширяется и охлаждается. В результате его атомы переходят из возбужденного в обычное состояние и газ становится источником излучения.

Схема работы газодинамического лазера
Преимущества и недостатки лазерной резки
Можно выделить следующие преимущества лазерной резки металлов:
- Нет механического контакта с поверхностью разрезаемого металла. Это делает возможным работу с легкодеформируемыми или хрупкими материалами.
- Можно разрезать металлы разной толщины. Сталь в пределах 0,2–30 мм, алюминиевые сплавы – 0,2–20 мм, медь и латунь – 0,2–15 мм.
- Высокая скорость резки.
- Возможность изготовления изделий с любой конфигурацией.
- Чистые кромки разрезаемого металла и низкое количество отходов.
- Высокая точность работы – до 0,1 мм.
- Экономный расход листового металла за счет более плотной раскладки деталей на листе.
Недостатками лазерной резки считаются высокое энергопотребление, дорогое оборудование.
Назначение и критерии выбора лазерной резки
Лазерную резку используют для обработки не только металлов, но и резины, линолеума, фанеры, полипропилена, искусственного камня и даже стекла. Она востребована при изготовлении деталей для различных приборов, электротехнических устройств, сельскохозяйственных машин, судов и автомобилей. Такой способ раскроя материала используют для получения жетонов, трафаретов, указателей, табличек, декоративных элементов интерьера и многого другого.
Основной критерий выбора вида лазерной резки – тип обрабатываемого материала. Так, углекислотные лазеры подходят для резки, гравировки, сварки разных материалов – металла, резины, пластика, стекла.
Твердотельные волоконные установки оптимальны при раскрое латунных, медных, серебряных или алюминиевых листов, но не подходят для неметаллов.
Лазерная резка металла – преимущества и недостатки технологии
По-простому, лазерная резка — это световое излучение, вызванное атакой фотонов на рабочую среду с усилением за счет ответной реакции. Более подробно – далее
Из школьного курса элементарной физики вы знаете о сильном тепловом воздействии сфокусированного света. Познавательный трюк с увеличительным стеклом ясно показывает возможности преломленного потока солнечного луча.
Принципом действия работы лазера может служить его перевод с английского: усиление света вынужденным излучением. По-простому — это световое излучение, вызванное атакой фотонов на рабочую среду с усилением за счет ответной реакции. Световой поток через систему оптических призм и зеркал фокусируется в узконаправленный луч импульсной или непрерывной модуляции. Мощность и интенсивность лазера зависит от используемого активатора и сложности резонирующих систем.
В качестве первичного активного вещества используют все возможные агрегатные состояния: твердое, газообразное, жидкое и плазменное. Важнейшим критерием является способность к возбуждению и отдаче свободных квантов-фотонов. Накачка первичных световых атомов производится разными способами. Это может быть сфокусированное солнечное излучение, специальные лампы, другие лазеры, электрическое воздействие или химические процессы. Для увеличения силы потока делают многоуровневые атакующие каскады. В основе резонаторов применяют плоскопараллельные и сферические зеркала или их комбинации. Главный параметр хорошего прибора — устойчивое сохранение светового луча и его точная фокусировка.

Принцип лазерной резки
Первый лазер был сделан на рубине в 1960 году, он работал в инфракрасном диапазоне и являлся началом эры световых помощников человека. История развития прикладной квантовой науки шла по пути усиления первоначальных систем накачки и совершенствования оптических резонаторов для достижения мощного и управляемого луча. Выискивались новые рабочие среды, были испробованы и получили путевку в жизнь лазерные установки на красителях, на свободных электронах, химические модели и полупроводниковые исполнения.
Производственное использование лазера
Лазер называют самым красочным и одним из важнейших изобретений XX века. Многие годы никто не понимал его практического применения, прибор называли устройством, которое само ищет задачи для решения. Теперь лазерные аппараты лечат людей, исследуют звезды и применятся для развлекательных мероприятий.
Машиностроительные производства давно начали использовать резку металла лазером. Пионерами выступили судостроительные верфи, авиационные заводы и автомобильные гиганты, искавшие передовые методы работы для увеличения производительности труда. Возрастающая конкуренция стимулировала появление инновационных обрабатывающих центров с принципиально новыми системами влияния на рабочий процесс.
К настоящему времени на промышленных предприятиях лазерная резка металла представлена следующими видами установок:
- твердотельные — основанные на кристаллических драгоценных камнях или соединениях редкоземельных элементов, для накачки фотонов используется импульсные лампы или лазерные диоды;
- газовые — в качестве активаторов применяются смеси инертных газов с источником возбуждения в виде электрических разрядов или направленной химической реакции;
- волоконные — активная среда и резонатор сделаны целиком из оптического волокна или скомбинированы с другими конструктивными элементами.
Следующее видео представляет волоконный лазерный станок.
Для работы с цветными металлами и антикоррозионными сталями, имеющими высокую отражающую способность, прикладными исследовательскими институтами разработаны специальные модели традиционных лазеров с резонатором из оптико-волоконной трубки. Световой луч в таких установках более сфокусированный и концентрированный и не рассеивается о зеркальную поверхность алюминиевых, титановых или нержавеющих заготовок.
Широко распространенные газовые СО₂-лазеры работают на рабочей смеси углекислого газа, азота и гелия, зеркала резонатора покрыты серебряным или золотым напылением для увеличения отражающей способности.
Технология лазерной резки металлов постоянно совершенствуется: пробуются новые типы установок, усложняются системы управления процессом, применяются компьютерные комплексы для контроля режимов обработки. Основной упор делается на увеличение точности, чистоты реза и производительности.
Особенности технологического процесса
В результате воздействия светового луча материал заготовки проходит несколько промежуточных изменений для превращения в обработанную деталь:
- первая стадия — воздействие лазера на металл в точке начала реза вызывает нагревание вещества до температуры плавления и появлению усадочной раковины;
- вторая стадия — энергия излучения приводит к кипению и испарению металла;
- третья стадия — при проплавлении заготовки на полную глубину начинается поступательное движение рабочего органа в соответствии с заданной траекторией.
В действительности, процесс испарения металла наблюдается только у тонких заготовок, при средней и большой толщине реза удаление остатков вещества из рабочей зоны производится с помощью струи вспомогательного газа (азот, кислород, воздушная смесь или инертные газы).
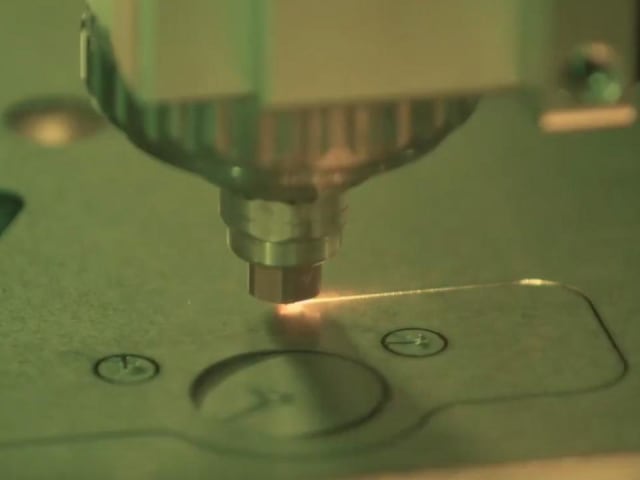
Такие установки, работа которой представлена на видео, называют газолазерными резаками.
Активный кислород, подаваемый в зону резания не только выводит продукты плавления металла и охлаждает поверхность среза, но и способствует поддержанию температуры и ускоряет режимы обработки. При лазерной резке не происходит деформации заготовки, следовательно, отсутствуют затраты материала на припуск линейных размеров и необходимость в дополнительных чистовых операциях.

Сравнительные характеристики лазерной и плазменной резки приведены
Современные лазерные комплексы
Мировая станочная индустрия идет в ногу со временем и предлагает своим потребителям самое разнообразное оборудование для лазерной резки металла. Многокоординатные аппараты призваны заменить шумные и низко производительные механические резаки. Мощность лазера зависит от специфики производства и экономического обоснования выбранного агрегата.
Новое поколение прецизионных обрабатывающих станков с ЧПУ позволяют проводить обработку материалов с точностью до 0,005 мм. Площадь обработки некоторых моделей лазерных установок достигает нескольких квадратных метров. Большим достоинством является минимизация человеческого фактора, заключающаяся в высокой автоматизации производственного процесса.
Геометрия детали задается в программный блок, осуществляющий управление лазером и рабочим столом с заготовкой. Системы настройки фокуса автоматически выбирают оптимальное расстояние для эффективного резания. Специальные теплообменники регулируют температуру лазерной установки, выдавая оператору контрольные данные текущего состояния инструмента.
Лазерный станок оснащается клапанными механизмами для подключения газобаллонного оборудования, чтобы обеспечить подачу вспомогательных газов в рабочую зону. Система дымоулавливания призвана оптимизировать расходы на вытяжную вентиляцию, включая её непосредственно в момент обработки. Область обработки полностью экранируется защитным кожухом для безопасности обслуживающего персонала.
Лазерная резка листового металла на современном оборудовании превращается в легкий процесс задания числовых параметров и получения на выходе готовой детали. Производительность оборудования напрямую зависит от параметров станочного комплекса и квалификации оператора, создающего программный код. Технология лазерной резки металлов гармонично вписывается в концепцию роботизированного производства, призванного полностью освободить человека от тяжелого труда.
Производители предлагают различные типы лазерных станков: универсальные и специализированные. Стоимость первых на порядок больше, но они позволяют производить несколько операций и выпускать детали более сложной формы. Большое количество рыночных предложений дает возможность выбора для заинтересованных потребителей.
Преимущества и недостатки
Специалисты машиностроительных предприятий понимают перспективы использования данной технологии для получения точных деталей с хорошей шероховатостью. Область применения обширна: от простого раскроя листового металлопроката до получения сложных кузовных деталей автомобилей. Явные плюсы лазерной резки металлов сводятся к нескольким резюмирующим аспектам:
- высокое качество обработанной поверхности;
- экономия материала;
- способность работы с хрупкими материалами и тонкими заготовками;
- возможность получения деталей сложной конфигурации.
Среди минусов: высокая стоимость оборудования и расходных материалов.
Лазерная резка стали и цветных металлов пользуется большим рыночным спросом. Способность быстро выдавать чистовые детали нестандартной формы привлекает в профильные предприятия заказчиков малых партий разнообразных изделий. Лазерные технологии активно используются в декоративном творчестве при изготовлении дизайнерских украшений и оригинальных сувениров.
Решение о применении лазерной обработки должно приниматься с учетом расчета окупаемости оборудования и величине эксплуатационных расходов. В настоящее время такие установки могут себе позволить, в основном, крупные предприятия с большим производственным циклом. С развитием технологии будут снижаться стоимость станков и количество потребляемой энергии, поэтому в будущем лазерные аппараты вытеснят своих конкурентов из сферы резки любых материалов.
Лазерная резка. Принцип работы. Вопросы и ответы
Современная техника и оборудование, которое используется при работе с металлом – это высокоэффективные и мощные устройства, позволяющие обрабатывать материал быстро и с высокой точностью. Одним из наиболее эффективных способов считается лазерная обработка металла, при которой необходимы оборудование и специальные навыки.
Известно много особенностей работы с лазерным оборудованием. А чтобы понять суть этого метода обработки, стоит разобраться в принципах работы лазерной установки для резки заготовок из металла.
Резка металла лазером: особенности метода
На производствах и в мастерских применяют различные способы раскроя из листового металла заготовок с определенными параметрами. Наиболее точный и предпочтительный способ – это применение лазерной установки.
Сам по себе метод резки – это, по сути, раскрой из листового металла заготовки необходимой формы и в определенном количестве. Известны различные методы, которые позволяют получить определенные заготовки из листов металла. Но многие из них (например, ручные станки или ножницы по металлу) не гарантируют достаточной точности.
Если есть потребность обработать листовой металл, а при этом важна точность, то может помочь только лазерная установка. Лазерная резка – это способ раскроя металлического листа определенной толщины при использовании лазера высокой мощности.
Процесс разделения происходит за счет сфокусированного лазерного пучка на конкретную область металла. В месте контакта температура материала повышается до температуры плавления. Области вокруг не меняют свой температурный показатель, что позволяет не деформироваться краю заготовки. Линия разреза получается точной и достаточно тонкой, что позволяет сэкономить на расходном материале.
Основной принцип работы лазера для резки – это прожиг металлического листа высокотемпературным и точно сконцентрированным лучом. Расплавленный металл с обработанного участка удаляется направленным потоком воздуха или произвольно стекает.
В чем основные преимущества метода?
Лазерная обработка материалов имеет ряд преимуществ, которые выражены в следующем:
- нет прямого механического контакта с обрабатываемым материалом, а значит это дает возможность работать с хрупкими материалами;
- под действием направленного луча происходит плавление даже очень твердых металлов;
- высокая скорость обработки металла;
- возможность организации скоростной и непрерывной резки, что увеличивает производительность;
- процесс полностью автоматизированный, что практически полностью исключает вероятность воздействия человеческого фактора.
Существенные минусы в работе
Если есть преимущества, то, соответственно, есть и недостатки. Технология лазерной резки металла – не исключение, и в этом аспекте можно отметить следующие минусы:
- Достаточно большое потребление электроэнергии.
- Высокая стоимость самой лазерной установки.
- При ошибке в настройках есть вероятность порчи обрабатываемого материала.
- Высокотемпературный лазер опасен для человека.
Использование лазерного оборудования – это высокая производительность. Но по карману такое устройство только крупным производствам. Поэтому сегодня очень популярна услуга осуществления изготовления конкретных заготовок под заказ в специализированных мастерских.
Ваши вопросы – наши ответы
У простого обывателя или того, кто впервые сталкивается с таким видом обработки металла, может возникнуть масса вопросов. Мы сформулировали наиболее актуальные вопросы об особенностях применения и возможностях лазерной резки и ответили на них:
1. Что такое лазер, которым режут металл?
Лазер – это сфокусированный пучок огромной оптической энергии. За счет концентрирования высокой тепловой энергии материал, на который направляется лазер, просто испаряется или стекает по направлению, противоположному к самому лучу.
2. Какие бывают виды лазерных установок?
Есть некоторая градация типов лазерных установок, которые применяются на производствах:
- газовые;
- твердотельные;
- волоконные;
- полупроводниковые.
Но такие установки для резки – это основные аппараты. Существуют и другие устройства, которые используют иные принципы воздействия на обрабатываемый металл лазером. В основном такое оборудование изготавливается на специальных производствах. Но некоторые установки можно изготовить дома (например, газовую лазерную установку). Также все аппараты отличаются по стоимости использования и сложности управления.
3. Что можно резать лазером?
При помощи резки лазером в принципе можно разрезать любой материал. Однако все зависит от типа установки, параметров настройки и свойств самого обрабатываемого материала. Граничный показатель (за основу берется листовая сталь) – листовой материал толщиной до 35 мм. Поэтому разумно предположить, что единственным существенным ограничением для лазера является толщина обрабатываемого материала.
Здесь в основном рассматривается резка лазером металла. Но стоит сказать, что металлическими листами все не ограничивается, лазеру под силу резать дерево, пластик, акрил и многое другое. При этом резка получается точной и быстрой, без необходимости дополнительной обработки.
4. Что не под силу разрезать лазеру?
Сфокусированный высокотемпературный лазер – это мощный инструмент. Однако и для такого оборудования есть свои «крепкие орешки» – это любые материалы с оптическим эффектом. Ярким примером является медь (к сплавам на основе этого металла это свойство не относится).
Медные, даже очень тонкие листы, лазер не в состоянии разрезать, потому что луч отражается от поверхности. При отражении тепловая энергия направляется на линзу аппарата, что становится причиной ее поломки.
Есть некоторые трудности и с резкой стекла – луч лазера проходит сквозь прозрачную поверхность. Это не относится к резке оргстекла, которое лазером режется очень просто.
5. Какой ширины разрез образовывается от лазера?
Ширина разреза лазером – это минимальное значение разреза, который можно сделать в материале. Этот показатель составляет 250 микрометров. Это и считается основной причиной экономного размещения отдельных элементов на одном листе.
6. Что из себя представляет лазерная установка?
Оборудование для лазерной резки металла по факту является столом, который служит рабочей площадкой, с движимой определенным образом лазерной головкой. На столе размещается лист обрабатываемого материала. Сама лазерная головка движется по двум осям – абсцисс и ординат. Характер движения загружается в специальный программный продукт, а также устанавливаются определенные настройки самого лазера.
7. Как справляется лазер с необходимостью резки нестандартных форм и заготовок?
Лазеру, при правильном обращении с программой, под силу изготовить заготовку любой сложности. От геометрически ровного разреза до сложных узоров – все это можно сделать при помощи лазера.
Этот факт стал главной причиной популярности такого оборудования. Лазерные установки широко используются в разных сферах, так как позволяют проделать необходимую работу эффективнее, точнее и быстрее, чем альтернативные способы обработки.
8. Остаются ли следы на заготовке, если ее резали лазером?
Резка лазером – это высокотехнологичный процесс, при котором воздействие на конкретную область среза – минимальное. За счет того, что обработка лазером происходит очень быстро, материал по обе стороны среза не успевает накалиться. Это позволяет не оставлять видимых следов по кромке изделия.
Однако лазер используется и при гравировке металла (и прочих материалов). В этом случае видимые следы, которые выполняют декоративную или функциональную задачу, являются частью технологии.
Это наиболее распространенные вопросы, которые возникают относительно лазерной обработки металлов и прочих материалов. Они позволят человеку, который не сталкивался с подобным оборудованием, понять принцип его работы и узнать некоторые его особенности. Относительно самого процесса работы, особенностей управления и так далее – это компетенция исключительно профессионалов. Но вы всегда можете обратиться в специализированный сервис, где обязательно получите подробную консультацию относительно данного вопроса, а также заказать изготовление вашего индивидуального заказа.
Принцип работы станков по лазерной резке металлов
Суббота, 5 Сентябрь, 2015
 При обработке металла часто требуется его резка. Для обработки металла было придумано большое количество различных методов его резки. Наиболее современным и технологичным методом резки металла является лазерная резка.
При обработке металла часто требуется его резка. Для обработки металла было придумано большое количество различных методов его резки. Наиболее современным и технологичным методом резки металла является лазерная резка.
Принцип действия лазера
В состав лазера, генерирующего световое излучение, входит рабочее тело, генератор накачки, резонатор и другие вспомогательные элементы. Лазеры бывают следующих видов:
- твердотельный лазер;
- газовый;
- волоконный.
В твердотельном лазере в качестве генерирующего тела используется твердотельный элемент, например, рубин. Лампа накачки вырабатывает световое излучение, которое поглощается рубином, атомы которого возбуждаются и выделяют большое количество световой энергии.
В газовом лазере рабочим телом является газ. Этот газ проходит через газоразрядную лампу, в которой происходит электрический разряд, возбуждающий атомы газа. Наиболее эффективными являются газовые лазеры на углекислом газе.
Волоконный лазер состоит из генератора накачки на светодиоде, световода, в котором происходит генерация, и резонатора.
Преимущества лазерной резки
На станках лазерной резки можно обрабатывать металлы с различными физико-механическими свойствами. К ним относятся:
- сталь;
- нержавеющая сталь;
- алюминиевые сплавы;
- латунь;
- медь;
- сплавы из титана.
При этом для различных типов металла необходимо использовать лазеры различной мощности и разный режим резания. Лучше всего обрабатываются материалы с малой теплопрводностью. Такие материалы как латунь и медь имеют большую теплопроводность, поэтому для их резки требуется повышенная мощность лазера. Наиболее трудной является резка листов из сплавов таких материалов как титан. Этот металл имеет хорошую теплопроводность и отражательную способнось, а кроме того, он очень прочный и быстро окисляется. Для его резки требуется мощный лазер и продувка места резки инертными газами для защиты от окисления.
Использование станков для лазерной резки металлов имеет следующие преимущества:
- возможность обработки металлов с различными свойствами;
- высокая скорость резания металла;
- возможность обработки сложных контуров;
- минимальное механическое воздействие на металл;
- использоание компьютеризированного управления.
Конструкция станка
В состав современного станка для лазерной резки металла входят:
- лазерный источник;
- станина;
- приводы и передачи;
- система охлаждения;
- система подачи газа и дымоудаления;
- система автоматического управления;
- программное обеспечение.
Чаще всего в станках для резки металлов используются волоконные и газовые лазеры. В волоконном лазере формирование луча происхоит в волоконном резонаторе, а затем энергия луча по волоконному тракту передается к режущей головке. В газовом лазере луч формируется в резонаторе с газами, а затем с помощью системы зеркал энергия луча передается в головку. Режущая головка включает набор линз. Луч этой головки автоматически фокусируется.
В зависимости от типа станка мощность таких лазерных источников может достигать 4-6 кВт. При этом кпд лазеров не превышает 10-15 %.
Станина представляет собой цельносварную конструкцию, которая должна быть жесткой, надежной и долговечной.
Приводы станка должны обеспечивать быстрое и точное передвижение координатой системы станка. Эти приводы мощные и не имеют люфта. Для примера, в станках компании Mitsubishi точность положения режущей головки по каждой из осей должна быть порядка ±0,01 мм. Максимальная скорость резания в таких станках достигает 50 м/мин.
В процессе резки металла требуется охлаждение лазерного источника. Это охлаждение бывает воздушным или водяным.
Для удаления продуктов резания рабочая область резания снабжается продувкой технологичекими газами. В качестве такого газа может быть использован сжатый воздух. А для удаления возникающего при резании металла дыма имеется специальная система.
Для управления такими мощными и скоростными станками необходима современная система управления. Система управления станком для резки металла лазером представляет собой компьютиризованную систему типа ЧПУ. В ее состав входит процессор, память, монитор, программное обеспечение. Управление режущей головкой осуществляется по 3 осям, при этом для управления по оси Z (регулировка высоты) используется обратная связь. Для определения положения лазерного луча используются специальные датчики.
Программное обеспечение станка обычно реализуется на основе стандартной операционной системы, например, Windows. В комплект программного обеспечения, как правило, входит большое число программ. Дополнительные программы могут вводиться с локальной сети предприятия или с помощью разъема USB.
Выводы:
- Наиболее эффективным способом резки металлов является лазерная резка.
- Лазерная резка обладает рядом преимуществ, основными из которых является точность, высокая скорость резания и возможность автоматизации процесса.
- Современные станки для лазерной резки представляют собой сложные комплексы, позволяющие быстро и точно производить сложную резку различных металлов.
Лазерная резка металла: особенности, преимущества, принципы работы
Лазерная резка – это современный и инновационный метод обработки металлических изделий и продукции для придания ей необходимых форм и создания разнообразных элементов. Технология такого воздействия на листовой металл позволяет выполнять многие работы. Универсальность использования оборудования для лазерной резки металла определяется высокой точностью, аккуратностью срезов и отсутствием необходимости дополнительно обрабатывать или усовершенствовать поверхность среза.
Оборудование для лазерной резки металла.
Для выполнения таких технологических процессов обработки металлических листов используется специальное оборудование – лазерные станки.
В зависимости от особенностей принципов выполнения работы установки бывают таких видов:
- Твердотельные станки для лазерной резки металла – активно применяются для корректной, быстрой и эффективной обработки изделий из алюминия и алюминиевых сплавов различных составов, медных листов и заготовок из латуни.
Установка укомплектована диодом и специальной формы стержнем. Такая деталь изготавливается из рубина, гранита или определенных видов стекла.
Принцип работы такого станка заключается в проекции заряда энергии на стержень для его перенаправления на поверхность, которую необходимо обработать.
Дополнительными компонентами, которые позволяют повысить эффективность работы установки, точность и мощность проведения процедуры нарезки элементов, являются зеркала и призма.
- Волоконные приборы – основой генерации лазера является оптоволокно. Такие компоненты обеспечивают выполнение больших объемов производства деталей за достаточно короткое время с возможностью точно устанавливать необходимые размеры и параметры нарезки.
- Газовые станки в качестве генератора используют гелий, азот или углекислый газ. Особенности применения таких компонентов позволяют просто и эффективно обрабатывать прочные и крепкие сплавы металлических листов.
Выбрать оптимальный вариант оборудования для получения желаемых результатов, точно и аккуратно созданных конкретных деталей просто с учетом типа металлического сплава.
Сферы применения лазерной резки металла.
Использование технологий такой обработки элементов из различных сплавов и массовое производство деталей уместно и выгодно для таких сфер:
- производство автомобилей, технических транспортных средств и разнообразных машин;
- детали и оборудование для обслуживания и создания торговых павильонов – стеллажей, подставок, поддонов и других подобных деталей;
- компоненты для производства корпусной мебели;
- создание трафаретов, вывесок и надписей из металла;
- комплектация и украшение кованых деталей;
- производство элементов декора для помещений, фасадов домов, парковых зон, загородных домов и дач.

Использовать продукцию, изготовленную на станках лазерной резки, можно и в других сферах.
Положительные моменты применения технологии лазерной резки металла.
Преимуществами нарезки изделий при помощи точно направленного лазера на специальном станке являются:
- Точно направленный луч разделяет лист на части без механического воздействия на его поверхность – отсутствие какой-либо силы и нажима на металл мягких сплавов полностью исключает возможность его деформации, загибов или возникновения других дефектов по такой причине.
- Универсальность применения – обрабатывать таким способом можно практически все виды сплавов на станках разных типов и мощности лазера.
- Элементы, которые обрабатываются таким методом, не нагреваются, и их можно сразу отправлять на следующие этапы производства.
- Автоматизация процессов работы станка и раскрой листа с использованием специального программного обеспечения позволяет экономить ресурс предприятия на оплату труда сотрудников и обеспечивает снижение объемов обрезков. Такой подход позволяет снизить стоимость готовых элементов благодаря оптимальным затратам на их изготовление.
- Лазер точно по запрограммированному трафарету, быстро, без лишних манипуляций создает разрезы установленных параметров толщины, глубины, что позволяет выпускать серийную продукцию в оптимально короткие сроки.
- Функциональность станков для лазерной резки позволяет наладить проведение большого количества работ – высверливание отверстий разного диаметра, глубины и сложности, гравировка поверхности разных товаров для надежного нанесения необходимых данных, фрезеровка и другие.
- Во время обработки исключен риск облома, царапин или порчи заготовки благодаря минимальному контакту оператора установки с ней и отсутствию применения силы.
- Простота использования станков – наличие программного обеспечения устройства позволяет автоматизировать процесс и наладить работу под контролем электронной системы, которая не допускает ошибок или неточностей в своей работе в отличие от работы человека.
- Для производства серийных деталей можно загрузить готовый трафарет, по которому будут вырезаться элементы для гарантии точного соблюдения размеров и параметров продукции.
- Разнообразие станков по мощности и габаритам позволяет устанавливать их в мастерских и цехах для достижения конкретных целей и создания необходимых деталей.
Минусы лазерных станков.
Как любые другие механизмы и устройства, лазерные станки имеют недостатки:
- Ограничение параметров листового материала, который можно качественно отработать без проблем. Толщина металла не должна превышать показатели в 4 сантиметра.
- Технология достаточно затратная, что отображается на стоимости готовых товаров.
- Проводить работы для создания внутренней резьбы или необходимых рельефов лазерными установками не получится.
Лазерная резка – это направление обработки листового металла для создания большого количества высокоточных и качественных деталей для промышленности и бытового применения.
разновидности, оборудование для процесса, преимущества и недостатки
 Среди большого количества технологий по обработке железа лазерная резка выделяется экономичностью и производительностью. Эта технология позволяет не только сверхточно производить изделия со сложным геометрическим контуром, но и обеспечивает высокую скорость изготовления этих изделий.
Среди большого количества технологий по обработке железа лазерная резка выделяется экономичностью и производительностью. Эта технология позволяет не только сверхточно производить изделия со сложным геометрическим контуром, но и обеспечивает высокую скорость изготовления этих изделий.
Описание технологии
 При применении лазерной резки вальцуемый металл подвергается влиянию эффектов отражения и поглощения излучения от лазера. Изменение габаритов и формы элементов при лазерной обработке достигается благодаря воздействию двух результатов излучения: плавления и испарения. Описание процесса заключается в следующем:
При применении лазерной резки вальцуемый металл подвергается влиянию эффектов отражения и поглощения излучения от лазера. Изменение габаритов и формы элементов при лазерной обработке достигается благодаря воздействию двух результатов излучения: плавления и испарения. Описание процесса заключается в следующем:
- Лазерный луч оказывает воздействие на железо в определенной точке.
- Сначала элементы оплавляются до оптимальной температуры, потом начинается процесс плавки металла.
- В фазе плавления возникают углубления.
- Влияние энергии излучения лазера приводит ко 2 фазе процесса — кипит и испаряется металлическое вещество.
Однако, последний механизм требует высоких энергозатрат и осуществим лишь для достаточно тонкого металла. Поэтому на практике резку выполняют плавлением. При этом в целях существенного сокращения затрат энергии, повышения толщины обрабатываемого металла и скорости разрезания применяется вспомогательный газ, вдуваемый в зону реза для удаления продуктов разрушения металла. Обычно в качестве вспомогательного газа используется кислород, воздух, инертный газ или азот. Такая резка называется газолазерной.
Разновидности лазерных приборов
 Лазер состоит из элементов:
Лазер состоит из элементов:
- Особенного ключа энергии (системы накачки).
- Рабочего объекта, обладающего возможностью вынужденного излучения.
- Оптического резонатора (набор специализированных зеркал).
Принадлежность обработки к той или иной вариации определяется по методу применяемого лазера и его мощи. Сейчас имеется следующее классифицирование лазеров:
- Твердотельные (мощь не более 7 квт).
- Газовые (мощь до 22 квт).
- Газодинамические (мощь от 110 квт).
В производственных целях большей известностью пользуется обработка железа с твердотельным прибором. Светоизлучение может подаваться в импульсном или сплошном режиме. В качестве трудового тела применяется рубин, стекло с добавкой неодима или CaF2 (флюорит кальция). Главным достоинством твердотельных лазеров считается способность создания мощного импульса энергии за несколько секунд.
Газовые лазеры используются для обработки железа в технологических и научных целях. Активным катализатором выступает смесь газообразного азота, углекислого газа и гелия, элементы которых активизируются электрическим разрядом и дают лазерному лучу монохромность и направленность.
Огромной мощностью отличаются газодинамические устройства. Рабочее тело — углекислый газ. Сначала газ прогревается до самой высокой температуры, потом он пропускается через небольшой канал, где случается расширение и последующее охлаждение углекислого газа. В результате этой процедуры выделяется энергия, применяемая для лазерной обработки железа.
Газодинамические устройства можно применять для обработки железа с любой поверхностью. Благодаря небольшому расходу лучевой энергии, их можно разместить на расстояние от обрабатываемой части и при этом сберечь качество резки железа.
Оборудование
 Лазерные устройства для резки железа состоят из элементов:
Лазерные устройства для резки железа состоят из элементов:
- Специализированного излучателя (твердотельный или газовый прибор). Должен обладать нужными энергетическими и оптическими показателями.
- Система формирования лучей и газа. Отвечает за подачу луча от цели излучения к детали, которая обрабатывается, и изменение показателей поступающего к точке рабочего газа.
- Устройство передвижения (координации) как самого железа, так и воздействующего на него лазерного луча. А также включает в себя электроисполнительный механизм, привод и мотор.
- АСУ (автоматизированная система управления). Регулирует лазерный луч и управляет координатным механизмом и системой транспортирования и формирования луча и газа. Снабжена разнообразными датчиками и подсистемами.
Современный прибор резки железа способен исполнять любые трудные задачи, даже художественную резку. Их изготовлением занимаются как российские фирмы («Технолазер»), так и иностранные предприятия (немецкая фирма «Trumpf»).
Лазерная резка тонкого железа
 Промышленным изготовителям удобнее применять листы металла для нарезки, чем необработанные части большой толщины. При этом можно экономить электроэнергию и применять методы резки листового железа с большей мощностью.
Промышленным изготовителям удобнее применять листы металла для нарезки, чем необработанные части большой толщины. При этом можно экономить электроэнергию и применять методы резки листового железа с большей мощностью.
Методы нарезки железа, лист которого подготовлен к обработке, — это кислородная нарезка (выжигание), резка группой газов (аргон, азот) и сжатым воздухом. Среди достоинств лазерной нарезки листового железа перед прочими видами обработки возможно выделить:
- Большую точность отдачи и нарезки лазерного луча.
- Возникает меньше пыли на плоскости детали.
- Маленькая вероятность нанесения повреждений листу железа.
- Понижение энергетических затрат.
- Формирование объемных простых конструкций с высокий скоростью и наименьшей площадью отделываемого материала.
Благодаря своим плюсам и применению точного передового оборудования, резка железа используется для создания:
- Частей машиностроительной техники.
- Декоративных подставок, полок, стеллажей и оснащения для торговой промышленности.
- Составляющих котлов, емкостей, дымоходов и печей.
- Звеньев дверей и ворот, кованных ограждений.
- Личного дизайна шкафов и корпусов.
- Своеобразных вывесок, букв и трафаретов.
Использование резки имеет массу преимуществ перед иными видами отделки металла. Потому все больше предприятий употребляют в своем производстве именно лазерную обработку железа.
Инновационные лазерные комплексы
 Всемирная станочная индустрия идет в ногу со временем и дает своим потребителям всевозможное электрооборудование для резки железа. Многокоординатные аппараты призваны сменять громкие и низко плодотворные механические резаки. Энергия лазера зависит от специфичности производства и финансового обоснования избранного агрегата. Новейшее поколение прецессионных разделывающих станков с ЧПУ разрешают проводить отделку материалов с верностью до 0,005 мм. Метраж обработки отдельных моделей лазерных установок достигает многих квадратных метров.
Всемирная станочная индустрия идет в ногу со временем и дает своим потребителям всевозможное электрооборудование для резки железа. Многокоординатные аппараты призваны сменять громкие и низко плодотворные механические резаки. Энергия лазера зависит от специфичности производства и финансового обоснования избранного агрегата. Новейшее поколение прецессионных разделывающих станков с ЧПУ разрешают проводить отделку материалов с верностью до 0,005 мм. Метраж обработки отдельных моделей лазерных установок достигает многих квадратных метров.
Огромным достоинством считается минимизирование человеческого фактора, содержащаяся в высокой автоматизации промышленного процесса. Геометрия компонентов задается в макропрограммный блок, исполняющий управление лазером и трудовым столом с болванкой. Системы настройки фокуса машинально выбирают приемлемое расстояние для действенного резания.
Специфические теплообменники регулируют температуру лазерного агрегата, выдавая оператору контрольные сведения настоящего состояния инструмента. Лазерный механизм оснащается клапанными приспособлениями для подключения газобаллонного снабжения, чтобы снабдить подачу запасных газов в рабочую часть. Система дымоулавливания призвана улучшить расходы на вытяжную вытяжку, включая её прямо в момент обработки. Зона обработки полностью экранируется предохранительным кожухом для защищенности обслуживающего персонала.
Резка листового железа на современном оборудовании преобразуется в легкий процесс задания числовых характеристик и получения на выходе готового компонента. Продуктивность оборудования впрямую зависит от характеристик станочного комплекса и квалификации оператора, формирующего программный код. Методика резки железа пропорционально вписывается в концепцию роботизированного изготовления, призванного полностью избавить человека от тяжелого труда.
Изготовители предлагают разные типы лазерных станков:
- Многоцелевые.
- Специальные.
 Стоимость первых больше, но они дают возможность производить некоторое количество операций и выпускать детали более трудной формы. Немалое количество рыночных услуг дает возможность выбора для заинтересованных покупателей.
Стоимость первых больше, но они дают возможность производить некоторое количество операций и выпускать детали более трудной формы. Немалое количество рыночных услуг дает возможность выбора для заинтересованных покупателей.
Профессионалы машиностроительных предприятий понимают возможности использования предоставленной технологии для изготовления точных деталей с превосходной шероховатостью. Область использования обширна: от обычного раскроя листового металлопроката до приобретения сложных кузовных деталей автомашин.
Видимые плюсы нарезки железа сводятся к нескольким аспектам:
- Высокое качество отделанной поверхности.
- Бережливость материала.
- Умение работы с непрочными материалами и мелкими заготовками.
- Вероятность получения компонентов сложной конфигурации.
Среди минусов:
- Высокая цена оснащения.
- И расходных материалов.
Нарезка железа и цветных металлов пользуется огромным рыночным спросом. Лазерные технологии интенсивно применяются в декоративном творчестве при создании дизайнерских украшений и уникальных сувениров.
Решение об использовании обработки должно приниматься с учетом расчета окупаемости оснащения и величине рабочих расходов. В настоящее время подобные установки могут себе разрешить в основном большие предприятия с немаленьким производственным циклом. С раскручиванием технологии будут уменьшаться стоимость станков и величина употребляемой энергии, поэтому в будущем лазерные агрегаты вытеснят своих конкурентов.
Преимущества и недостатки технологии
 Нарезка железных изделий имеет множество значимых преимуществ по сравнению с иными способами резки. Из многочисленных достоинств настоящей технологии стоит в обязательном порядке отметить следующие:
Нарезка железных изделий имеет множество значимых преимуществ по сравнению с иными способами резки. Из многочисленных достоинств настоящей технологии стоит в обязательном порядке отметить следующие:
- Интервал толщины изделий, которые можно успешно подвергать гравировке, довольно широкий: сталь — от 0,2 до 22 мм, медь и латунь — от 0,3 до 16 мм, сплавы на базе алюминия — от 0,3 до 22 мм, нержавеющая сталь — до 55 мм.
- При применении лазерных аппаратов исключается надобность механического контакта с обрабатываемой составной частью. Это позволяет производить, таким образом, резки просто деформирующиеся и хрупкие детали, не волнуясь за то, что они будут испорчены.
- Получить с помощью нарезки продукт требуемой конфигурации просто для этого довольно загрузить в блок регулирования лазерного агрегата чертеж, сделанный в специальной программе. Все остальное с наименьшей степенью погрешности (достоверность до 0,2 мм) осуществит оборудование, оснащенное компьютерной системой управления.
- Агрегаты для выполнения нарезки могут с большой скоростью обрабатывать нетолстые листы из стали, а также фабрикаты из твердых сплавов.
Лазерная обработка способна полностью заменить дорогостоящие научно-технические операции литья и штамповки, что уместно в тех случаях, когда нужно изготовить маленькие партии продукции. Можно существенно снизить первоначальную стоимость продукции, что достигается за счет более высокой скорости и выработки процесса обработки, снижения объема остатков, отсутствия потребности в последующей механической обработке.
Наряду с высокой мощностью, приборы для лазерной обработки имеют необыкновенную универсальность, что дает возможность вычислять с их помощью задачи любого уровня сложности. В то же время для лазерной обработки характерны и определенные недостатки.
Из-за высокой силы и значительного энергопотребления оснащения для лазерной резки, первоначальная стоимость изделий, изготовленных с его использованием, выше, чем при их производстве способом штамповки. Однако это можно причислить только к тем ситуациям, когда в себестоимость штампованного элемента не включена цена производства технологической оснастки.
Руководство для инженера по лазерной резке> ENGINEERING.com
 Если вас попросили назвать важное событие 1967 года, есть множество очевидных ответов.
Если вас попросили назвать важное событие 1967 года, есть множество очевидных ответов.В 1967 году было «Лето любви», подтверждение Тергуда Маршалла в Верховном суде и – если вы хоккейный фанат – это был последний раз, когда «Торонто Мэйпл Лифс» выиграли Кубок Стэнли. В 1967 году не было недостатка в технических новостях, включая катастрофу Аполлона-1, первый запуск ракеты Сатурн V и дебют Конкорд.
Вот еще одно событие 1967 года, которое, возможно, было столь же важным, но не получило столько внимания прессы: Питер Хоулдкрофт, тогдашний заместитель научного директора Института сварки в Кембридже, Великобритания, начал свои эксперименты с использованием газа, поддерживающего кислород, для резки 1 мм толстый стальной лист с лазером CO 2 мощностью 300 Вт.
Это положило начало использованию лазеров для промышленной обработки материалов. Теперь, 50 лет спустя, станки для лазерной резки составляют самый большой сегмент рынка станков для резки металла, который также включает плазменную, гидроабразивную и механическую резку.
Что такое лазерная резка?
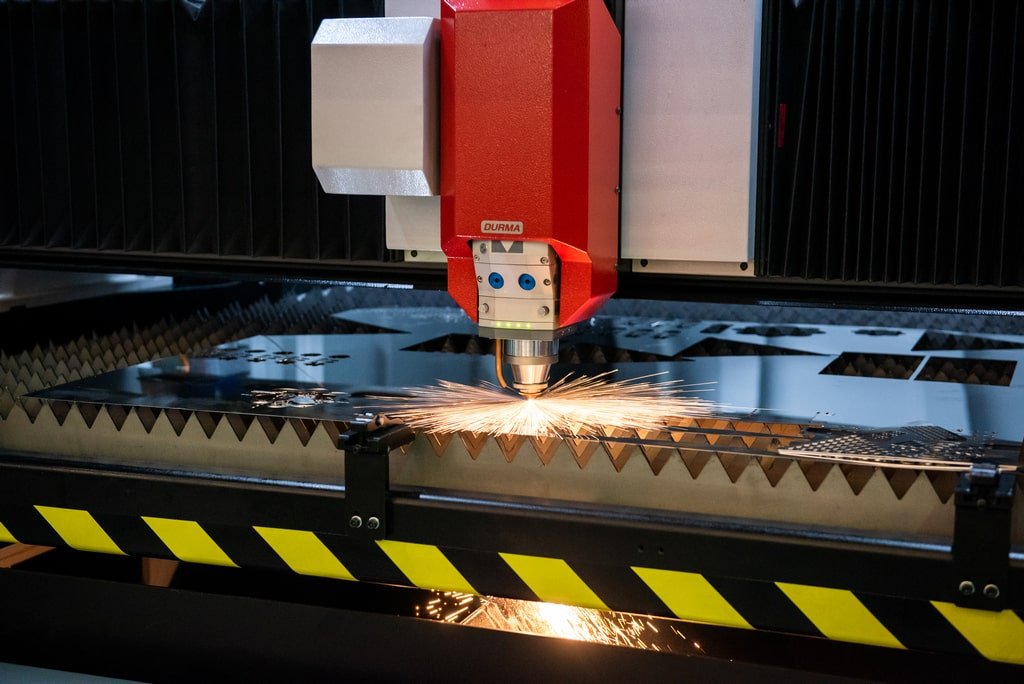
Проще говоря, лазерный резак с ЧПУ использует когерентный луч света для резки материала, чаще всего листового металла, а также дерева, алмаза, стекла, пластика и кремния.

(Изображение любезно предоставлено AMADA.)
Вначале луч направлялся через линзу через зеркала, но в наши дни гораздо более распространена волоконная оптика. Линза фокусирует луч в рабочей зоне для сжигания, плавления или испарения материала. Точный процесс, которому подвергается материал, зависит от типа лазерной резки.В общих чертах, лазерную резку можно разделить на два типа: лазерная резка плавлением и абляционная лазерная резка. Лазерная резка плавлением включает плавление материала в колонне и использование потока газа под высоким давлением для срезания расплавленного материала, оставляя открытый пропил. Напротив, абляционная лазерная резка удаляет материал слой за слоем с помощью импульсного лазера – это похоже на долбление, только светом и в микроскопическом масштабе. Обычно это означает испарение материала, а не его плавление.
Два других ключевых фактора отличают лазерную резку плавлением от абляционной лазерной резки.
Во-первых, абляционная лазерная резка может использоваться для частичных надрезов в материале, тогда как лазерная резка плавлением может использоваться только для прорезания всего материала. Это связано с тем, что резка плавлением работает с лазерами либо в непрерывных волнах, либо со значительно более длинными импульсами, чем абляционная резка (микро- или миллисекунды против наносекунд), что приводит к проникновению ванны расплава на всю глубину металла.Этот расплавленный материал должен быть срезан потоком газа, иначе он может остаться в пропиле и при охлаждении сварить срезанные кромки.
Второй и более важный фактор, который отличает эти два типа лазерной резки, – это скорость. «При резке листового металла, составляющей основную часть отрасли резки, вы в основном режете материал толщиной от 0,5 до 12 мм, – сказал Рузбех Саррафи, старший научный сотрудник компании
.
IPG Photonics. «При нынешнем состоянии лазерных технологий лазерная резка плавлением выполняется намного быстрее для таких установок.Абляционная резка сейчас занимает больше времени ».
(Изображение любезно предоставлено IPG Photonics.)
Учитывая доминирующее положение в отрасли резки листового металла, эта статья посвящена лазерной резке плавлением. Если вы хотите узнать больше об абляционной лазерной резке, ознакомьтесь со статьей о производстве в микронном масштабе.
Волоконные лазеры и CO 2
Двумя наиболее распространенными типами станков для лазерной резки являются волоконный лазер и CO 2 .
CO 2 лазеры используют в качестве активной лазерной среды электромагнитно-стимулированный газ – обычно смесь углекислого газа, азота и иногда водорода, ксенона или гелия.Напротив, в волоконных лазерах, которые являются разновидностью твердотельных лазеров, используется оптическое волокно, легированное редкоземельными элементами, такими как эрбий, иттербий, неодим или диспрозий. Как показали эксперименты Хоулдкрофта, промышленность началась с CO 2 , и эта технология доминировала до недавнего времени.

(Изображение любезно предоставлено Bystronic.)
«Начиная примерно с 2010 или 2011 года продажи волоконных лазеров составляли около 5-10 процентов от всех продаж лазеров», – сказал Дастин Дил, менеджер по продукции лазерного подразделения AMADA AMERICA.«Они были и раньше, но не получили особого успеха – люди не были знакомы с технологиями. Как только покупатели стали чувствовать себя более комфортно, именно тогда вы действительно заметили рост продаж волокна. По состоянию на конец 2017 года более 90 процентов продаж машин приходилось на волокно ».Спекуляции о том, что волоконные лазеры захватят рынок с CO 2 , полностью восходят к некоторым из самых первых волоконных лазерных систем. По мере того, как за последнее десятилетие ситуация изменилась, вопрос сместился с «Возможно ли, что рынок так называемых нишевых лазерных резаков окажется больше, чем ожидалось?» на «Полностью заменят ли волоконные лазеры CO 2 ?»
Даже среди экспертов, остается спорным вопросом:
«Тенденция [замены CO 2 на оптоволокно] будет продолжаться», – сказал Эрих Бухольцер, менеджер по продукции по лазерной резке Bystronic.«Возможно, будут полностью заменены лазеры CO 2 . Если так, то это произойдет в среднесрочной перспективе, пока технология волоконных лазеров будет развиваться дальше. В настоящее время лазеры CO 2 по-прежнему обладают некоторыми конкретными преимуществами, например, лучшим качеством кромок в толстом материале и меньшими заусенцами ».
Диль был более осторожен, но все еще оптимистичен в отношении перспектив волокна:
«Заменит ли он когда-нибудь CO 2 ? Я бы не хотел делать такое смелое заявление, потому что могут быть некоторые приложения, где это необходимо, но мы можем сделать с волокном так много, что, судя по тому, что мы обнаружили, нет ничего, что не могло бы сделать волокно. что CO 2 может.”
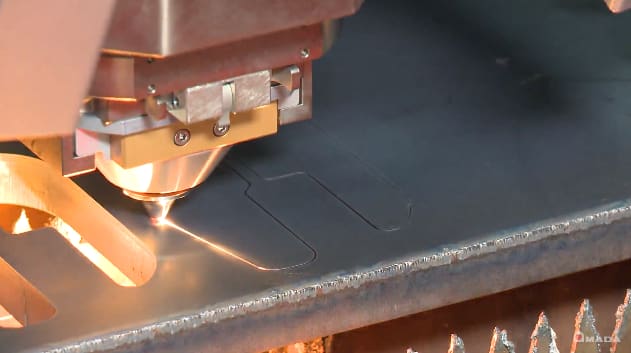
(Изображение любезно предоставлено AMADA.)
Он также не согласился с оценкой Бухольцера характеристик волокна на толстых материалах.«Идея о том, что CO2 имеет« преимущество », когда речь идет о более толстых материалах, вероятно, является более старым заблуждением, а когда мы говорим о« старом »в мире волокна, это может быть всего на пару лет», – сказал он. «Когда впервые появилось волокно, это вызывало беспокойство, потому что на самом деле не было никакой технологии, которая позволила бы получить качество кромки CO2, но сегодня мы можем воспроизвести это качество кромки даже с более толстыми материалами.”
Саррафи из IPG Photonics был еще более оптимистичен в отношении перспектив волоконных лазеров:
«Я ожидаю, что твердотельные лазеры, особенно волоконные, в связи со всеми разработками, произошедшими в последние годы, полностью заменят CO2-лазеры для резки листового металла. Если вы пойдете на такие шоу, как FABTECH, очевидно, что волоконные лазеры уже доминируют в области резки металлов ».
Материалы для лазерной резки
Как отмечалось выше, лазерные резаки с ЧПУ используются для обработки широкого спектра материалов в различных отраслях промышленности.Поскольку резка листового металла является наиболее распространенным применением, стоит сосредоточиться на соответствующих особенностях. Например, отражательная способность и толщина поверхности – два наиболее важных фактора, которые следует учитывать.

(Изображение любезно предоставлено IPG Photonics.)
«Отражение является основным фактором, определяющим тип материала, который можно разрезать, и здесь используется лазерная технология (например, CO 2 против волоконного лазера)», – сказал Бухольцер. «Максимальная толщина зависит от различных факторов, в том числе от мощности лазера и от способа ее применения.»Что касается отражательной способности, Саррафи добавил:
«Доказано, что современные волоконные лазеры режут все отражающие металлы, если они обладают достаточной мощностью и достаточно маленьким размером пятна», – сказал он. «Все дело в высокой пиковой мощности и оптической настройке. Так что отражательная способность больше не является проблемой ».
Это правда, что усовершенствования волоконных лазеров привели к появлению более широкого диапазона вариантов лазерной резки металла, включая медь, латунь, титан и другие сплавы, которые не подходили для CO 2 .Однако, несмотря на эти улучшения, толщина материала по-прежнему является значительным ограничением для лазерной резки.
«Обычно в мире лазеров верхним пределом является низкоуглеродистая сталь толщиной 1 дюйм, – сказал Диль. «Как только вы перейдете к пластине размером 1½ или 2 дюйма, возможно, появится лучший инструмент для работы».
Лазерная резка по сравнению с другими процессами
Хотя лазерные резаки с ЧПУ за последнее десятилетие добились огромных успехов, особенно волоконных лазеров, они не единственная игра в городе.Если вы подумываете о новом (или бывшем в употреблении) станке для лазерной резки для своего применения, скорее всего, вы либо модернизируете старый лазер, либо заменяете менее эффективный процесс на более эффективный. В последнем случае часто возникают споры между лазерной, плазменной, механической и гидроабразивной резкой.

(Изображение любезно предоставлено Bystronic.)
«Во многом это зависит от вашего продукта и от того, попадает ли он в правильный диапазон», – сказал Диль. «Как правило, лазер будет иметь размеры 5х10 футов или, может быть, 6х12 футов.Мы привыкли обрабатывать низкоуглеродистую сталь толщиной 1 дюйм и пух. Теперь, с волокнами более высокой мощности, мы даже делаем 1 дюйм из нержавеющей стали и 1 дюйм из алюминия, что является одним из достижений технологии волоконных лазеров. Но пока вы остаетесь в пределах этого диапазона и ниже, волоконный лазер определенно будет лучшим вариантом ».Лазерная резка против плазмы
Плазменная резка использует электрически нагреваемый канал ионизированного газа для резки материала. Поскольку сама заготовка составляет часть образующейся электрической цепи, она должна быть электропроводной.

Разгрузка лазерного станка с ЧПУ AMADA liber в Центре готовности флота на юго-востоке.
С точки зрения капитальных затрат, эксплуатационных затрат и скорости плазменная резка имеет преимущество перед лазерной резкой. Как указано выше, плазменная резка также лучше подходит для резки толстых листов. Однако лазерные резаки с ЧПУ выигрывают в гибкости – поскольку они могут резать непроводящие материалы – и, что более важно, в качестве кромки.Допуск на размер детали для плазменной резки также значительно ниже, чем для лазерной резки, поскольку ширина пропила для плазменной резки значительно больше.
Лазерная резка и штамповка
В этом контексте «механическая резка» относится к использованию штамповочного пресса с матрицей.
В среднем механическая резка имеет более высокие капитальные затраты и более высокие эксплуатационные расходы, чем лазерная резка, особенно если в пробивном прессе используется сложный набор штампов. Хотя в последние годы механическая резка значительно продвинулась вперед, лазерная резка остается более гибким процессом. Главное преимущество механической резки – объем.
(Изображение любезно предоставлено AMADA.)
«Если вы сравниваете механический пробивной пресс с волоконным лазером, то волоконный лазер дает вам гораздо больше гибкости, но пробивной пресс будет более экономичным только в том случае, если вам нужно произвести очень большое количество идентичных деталей», – сказал Саррафи.
Лазерная резка также имеет несомненное преимущество перед штамповкой, когда дело касается качества деталей, особенно если следы инструмента или царапины на поверхности являются проблемой в вашем приложении.
Laser Cutting vs.Waterjet
При гидроабразивной резке используется струя воды под высоким давлением, часто в сочетании с абразивом. Его капитальные затраты выше, чем у плазменного, но ниже, чем у лазера, однако он также имеет самые высокие эксплуатационные расходы из всех трех.
Waterjet может выполнять трехмерную резку материалов, а также более толстые материалы, в то время как лазерная резка выигрывает в скорости резки, хотя это можно компенсировать в многоструйных системах. Относительное качество кромок и точность близки, но у гидроабразивной резки есть небольшое преимущество в обоих случаях.
Распространенные ошибки при лазерной резке
«С точки зрения первого лазера, здесь есть фактор запугивания», – сказал Диль. «Это высокотехнологичное оборудование, и заказчик может поступать из другого источника, например из плазмы или даже из старого механического штампа».
(Изображение любезно предоставлено IPG Photonics.)
Как и в случае с любым новым процессом, лазерная резка требует обучения. Если у вас есть опыт работы с другими процессами XY-резки, такими как плазменная, станок для лазерной резки с ЧПУ должен показаться вам относительно знакомым.Тем не менее, есть еще несколько ошибок, которых новым пользователям следует избегать. Саррафи особо отметил два:«Я видел, как заказчики иногда пропускали разрешение инструмента или ширину пропила, ошибочно полагая, что это бесконечно узкие линии реза», – отметил он. «Это не так, хотя лазеры очень узкие по сравнению с другими процессами. Диапазон обычно составляет от 30 до 300 микрон, в зависимости от мощности лазера, оптических настроек и вашего технологического процесса. Это нужно учитывать при оформлении кроя.”
Другая распространенная ошибка, связанная с опорой мелких деталей с помощью микровыступов, называется выступом:
«При лазерной резке используется газ под высоким давлением – 5-25 бар для азотной резки – поэтому вам нужно, чтобы детали поддерживались собственным весом, что работает, если они толще 2-3 мм и относительно большие по размеру, но для деталей, которые являются тонкими и маленькими, чтобы противостоять силе потока газа, небольшие участки должны оставаться неразрезанными », – сказал Саррафи. «Эти микрошвы очень маленькие, 0.Шириной 2–0,4 мм, поэтому их легко сломать при постобработке, но иногда необходимо соединить детали с рамой, чтобы детали не разлетелись ».
(Изображение любезно предоставлено Bystronic.)
Одна последняя проблема касается технического обслуживания лазерного резака, как пояснил Диль: «Волоконный лазер имеет множество деталей, которые необходимо учитывать в повседневной работе, например, чистоту. Существуют сопла, которые необходимо обслуживать должным образом, или устройства защиты линз – это вещи, с которыми нужно иметь дело ежедневно.«Все это указывает на важность сочетания систем лазерной резки с опытными и квалифицированными операторами, как отметил Диль.«Мы видим магазины с операторами, которые похожи на наших внутренних чемпионов: они заставляют нас хорошо выглядеть, потому что они заботятся о машине и понимают важность всего, от методов программирования до ежедневного обслуживания».
Советы по эффективной лазерной резке
Существует распространенное заблуждение относительно лазерной резки, что эффективность зависит только от чистой мощности лазера.Частично это связано с унаследованными системами CO 2 , но быстрые достижения в технологии волоконных лазеров охватили не только мощность лазерного луча. «По мере увеличения мощности резания необходимо учитывать и другие факторы», – сказал Бухольцер. «С технологической точки зрения, особенно для обработки тонких материалов, динамика станка (ускорение / замедление) также должна увеличиваться, чтобы в полной мере использовать дополнительную мощность резания». Ускорение и замедление являются основными ограничениями для эффективности резки.

(Изображение любезно предоставлено AMADA.)
Даже удвоение скорости резания не обязательно приведет к эквивалентному сокращению времени цикла, поскольку это зависит от геометрии обрабатываемых деталей, как объяснил Саррафи: «Поскольку становятся доступны очень высокие скорости резания, мы говорим о 2000 дюймов в минуту или один метр в секунду – время цикла для деталей менее 2 дюймов или меньше со сложными функциями ограничено ускорением, а не скоростью. Прежде чем вы наберете полную скорость, вам нужно перейти в другой угол.»Другой способ взглянуть на этот момент состоит в том, что приложения, включающие большие детали или детали с менее сложными функциями, могут использовать преимущества высокоскоростной лазерной резки, поскольку ускорение и замедление будут менее значимыми. «Что вам действительно нужно, так это хорошая система доставки луча, способная справиться с той мощностью, которую вы посылаете на нее, включая линзы, режущую головку и т. Д.» – отметил Диль.
«Это нечто большее, чем просто грубая сила», – добавил он. «В FABTECH уже много лет используется лазер мощностью 12000 Вт – там много мощности, – но всегда ли он был надежным производственным инструментом?»
Рекомендации по покупке станка для лазерной резки с ЧПУ
Если вы собираетесь купить свой первый станок для лазерной резки с ЧПУ, следует помнить о нескольких вещах.В качестве альтернативы, если вам интересно, не пора ли модернизировать ваш единственный лазерный резак, Саррафи предложил такой примерный совет: «Если вам нужно резать материал со скоростью более 30 дюймов в минуту или 0,75 метра в минуту, я расцениваю это как знак того, что лазерный процесс становится маргинальным ».

(Изображение любезно предоставлено Bystronic.)
В любом случае, первый шаг – выяснить, как и где машина впишется в вашу работу, как объяснил Бухольцер:«Мощность обработки, обеспечиваемая современным станком для резки волоконным лазером, очень высока, что означает высокую производительность станка, особенно при обработке тонких листов», – сказал он.«Если вы собираетесь инвестировать в станок для лазерной резки, вам следует учитывать не только этот этап процесса, но и то, как вы встраиваете станок на своем заводе, чтобы получить наилучшие результаты от вложений».
Как указано в предыдущем разделе, мощность лазерного луча не должна быть единственным показателем при принятии решения. При этом нельзя полностью сбрасывать со счетов его, как объяснил Саррафи:
«Не ограничивайте себя выбором лазера с минимальной мощностью, необходимой для резки деталей. Лазеры высокой мощности расширяют ваши возможности не только по производительности, но также по качеству и повторяемости процесса резки.”
Это связано с тем, что лазеры с более высокой мощностью позволяют игнорировать небольшие отклонения в материале и системе резки, которые необходимо учитывать и настраивать при использовании лазера с меньшей мощностью. «Если вы выберете лазер мощностью 1 кВт для 4-миллиметровой нержавеющей стали, вам, возможно, придется стать экспертом в области резки 4-миллиметровой нержавеющей стали мощностью 1 кВт», – пояснил Саррафи. «Это связано с тем, что из-за небольшого технологического окна необходимо выявлять и устранять все небольшие отклонения от идеальных условий материала и системы резки.Если у вас есть лазер мощностью 2 или 3 кВт для обработки того же материала, вы не только сможете резать быстрее, но и сможете выполнять задания с меньшими затратами опыта ».
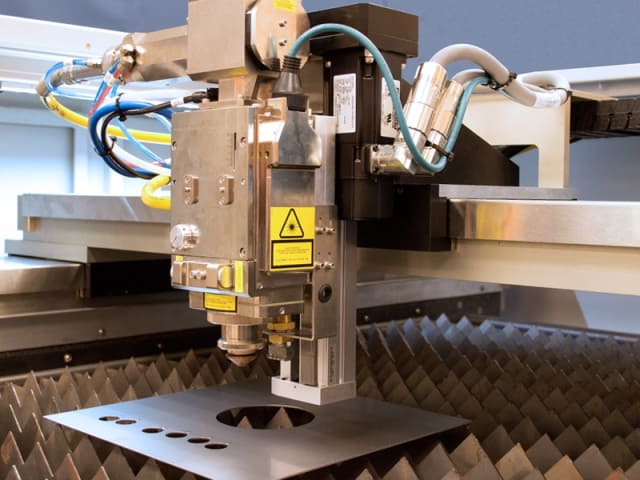
(Изображение любезно предоставлено IPG Photonics.)
При принятии решения о том, сколько мощности вам действительно нужно, может быть полезно рассмотреть базовое уравнение стоимости детали. В связи с этим Диль предложил следующий совет: «Один вопрос, который я хотел бы задать:« Что делается с технологической точки зрения, чтобы снизить стоимость детали? »Вы можете купить лазер самой высокой мощности и подать больше вспомогательного газа в как вы можете, но действительно ли это делает деталь более рентабельной, или она действительно делает деталь более дорогой по сравнению с тем способом, которым вы ее использовали для обработки? »Промышленная лазерная резка
В отличие от Toronto Maple Leafs, промышленная лазерная резка одержала значительные победы с 1967 года.Подобно тому, как станки для лазерной резки с ЧПУ вышли из ниши и стали доминировать на рынке станков для резки, так и волоконный лазер поднялся из нишевой технологии и таким же образом стал доминировать на рынке станков для лазерной резки. Но есть много факторов, которые следует учитывать перед тем, как погрузиться в лазерную резку. Просто помните, что для лазеров, как и для жизни, мощность – это еще не все, но и это еще не все.
Для получения дополнительной информации о лазерной резке посетите веб-сайты AMADA AMERICA, Bystronic и IPG Photonics.
Чтобы получить информацию о других процессах изготовления и обработки, ознакомьтесь с нашими характеристиками по гидроабразивной резке, электроэрозионной обработке и 5-осевой обработке.
,Профессиональный станок для лазерной резки Гибридный станок для лазерной резки металла и неметалла
Профессиональный станок для лазерной резки металла и неметалла Гибридный станок для лазерной резки
Добро пожаловать, чтобы связаться с Мэри Тан:
Mob / Wechat / Whatsapp / Viber: + 86-13922479910.
Станок для лазерной резки Принцип работы
Лазерная резка – это технология, которая использует лазер для резки материалов и обычно используется в промышленном производстве.Лазерная резка работает, направляя вывод высокой мощности лазера на разрезаемом материале. Затем материал либо расплавы, ожоги или испаряет, оставляя край с отделкой поверхности высокого качества. Преимущества лазерной резки над механической резкой включают отсутствие физического контакта, точность, скорость, снижаются вероятность деформации материала, который режется, как лазерные системы имеют небольшую зону термического влияния. Некоторые материалы также очень трудно или невозможно разрезать механически и используется только выбранный лазер.
Технические характеристики
| Область гравировки | 1300 * 900 мм |
| Мощность лазера | 150 Вт |
| Скорость гравировки | 0-64000 мм / мин |
| Разрешение 0,025 мм | |
| Минимальная форма символа | Китайский иероглиф: 2 мм / Буква: 1 мм |
| Сброс Точность позиционирования | ± 0.01 мм |
| Трансмиссия | Линейная направляющая |
| Рабочая температура | 0-45 ° C |
| Рабочая влажность | 5% -95% (без конденсата) |
| Поддерживаемый графический формат | BMP.GIF.JPG.PCX.TGA.TIFF.PLT.CDR.DWG.DXF |
| Блок питания | AC220V ± 10% .50Hz / 60Hz |
| Метод охлаждения | Водяное охлаждение |
| Полная мощность | <1500 Вт |
| Вес нетто | 550 кг |
| Размеры | 1950 мм * 1600 мм * 1300 мм |
| Максимальная толщина резки | 28 мм (для акрила) 1.5 мм нержавеющая сталь |
Подробная информация об этом гибридном станке для лазерной резки
Характеристики станка
Лазерная трубка с высокой эффективностью и более высокая эффективность 1.Ado стабильный пучок.
2. С функцией восстановления после выключения, продолжения по точке останова.
3. Расширенная система управления с USB, профессиональный чип управления движением, последовательная высокоскоростная резка кривой
и функция выбора кратчайшего пути повышают эффективность.
4. Устройство позиционирования с красным светом указывает на расположение лазерной головки, устраняя проблемы с ручным позиционированием.
5. может гравировать и резать и достигать идеального объединения двух функций. Станок имеет стабильную производительность, простое управление и широкий выбор обрабатываемых материалов, оснащен подъемной платформой с электроприводом, имеет высокую скорость и точность, и является лучшим выбором для обновления из всех слоев общества.
Применяемые материалы:
Металлический материал: Этот станок может резать углеродистую сталь, нержавеющую сталь. В зависимости от материалов и толщины металла
мы будем регулировать ток, частоту и скорость резки.
Неметаллические материалы: дерево, бамбук, нефрит, камень (только гравировка), органическое стекло,
кристалл (только гравировка), резина, пластик, ткань, кожа и т. Д.
Параметры резки гибридного станка для лазерной резки HQ1390 Hanniu мощностью 150 Вт | |||||||||
SS304 | CS45 # | Акрил | Древесина | 2 Дерево | 900 ,5 мм | 0-2 мм | 0-28 мм | 0-23 мм | 0-12 мм |
5 Образцы 00030003 Свяжитесь с Мэри Тан для получения рабочих видео whatsapp / wechat: +8613922479910 Skype: karatan87 Заводские фотографии
000
000
Выставки
9 0003
Спасибо, что посетили наш сайт.
,США Стандартное решение для лазерной резки труб для металлургической промышленности
Q1: Я ничего не знаю об этом станке, какой тип станка мне выбрать?
A: Мы поможем вам выбрать подходящую машину и поделимся с вами решением; Вы можете сообщить нам свой материал, толщину, площадь резки, мы порекомендуем вам подходящую машину.
Итак , Расскажите, что вам нужно !!
1. Каков ваш рабочий размер?
2. Какой материал нужно резать?
3. Какова толщина и размер каждого материала?
4.Какая у вас отрасль бизнеса? вывески или художественные промыслы или что еще? требование.
Q2: Когда я получил эту машину, но я не знаю, как ею пользоваться. Что я должен делать?
A: Мы вышлем видео по эксплуатации и руководство для машины. Наш инженер проведет обучение онлайн. При необходимости вы можете отправить оператора на наш завод для обучения.
Q3: Что насчет услуг по вводу в эксплуатацию?
A: Мы можем предложить услуги по вводу в эксплуатацию, покупатель должен позволить себе билеты на самолет.
Q4: Что мне делать, если с этой машиной возникнут проблемы?
A: Мы предоставляем один год гарантии на машину.В течение года гарантии, в случае возникновения проблем с машиной, мы бесплатно предоставим детали (за исключением искусственных повреждений). После гарантии мы по-прежнему обеспечиваем пожизненное обслуживание. Так что любые сомнения, просто дайте нам знать, мы предложим вам решения.
Q5: Какая упаковка, защитит ли она продукты?
A: Машина покрыта водонепроницаемой пластиковой пленкой. Упакованы в деревянные ящики вне машины. Плотно фиксируется для уменьшения ударов машины во время транспортировки.
Q6: Какое время доставки?
A: Обычно время выполнения заказа составляет 25 рабочих дней после получения платежа.
Q7: Какие условия оплаты вы можете принять?
A: Для нас возможны любые платежи, такие как TT, LC, Western Union, Paypal, E-Checking, Master Card, Cash и т. Д.
Q8: Каким способом доставки?
A: В соответствии с вашим фактическим адресом, мы можем осуществить доставку морским, воздушным, автомобильным или железнодорожным транспортом. Также мы можем отправить машину в ваш офис в соответствии с вашими требованиями.
Sundor с более конкурентоспособной ценой
Станок для лазерной резки металла Sundor с более конкурентоспособной ценой
Станок для лазерной резки широко используется для резки и формовки металлических листов, труб (может быть резка труб плюс устройство для резки труб), нержавеющей стали, углеродистой стали, оцинкованного листа, электролитического пластина, латунная пластина, алюминиевая пластина, марганцевая сталь, все виды пластин из сплавов, редкие металлы и т. д.
Параметр продукта
Станок для волоконной лазерной резки, использующий всемирно известный немецкий волоконный лазерный источник и лазерную режущую головку в США и система динамической фокусировки, он может резать и пробивать различные виды металлических материалов с высокой точностью и высокой скоростью.Поскольку лазер передается по оптоволокну, нет необходимости обслуживать или регулировать оптический путь лазера, это значительно снижает частоту отказов оборудования и продлевает срок службы. Широкоформатная зона раскроя соответствует требованиям различных видов обработки металла.
Он широко используется для резки и формовки углеродистой стали, нержавеющей стали, алюминия и других металлических материалов с высокой скоростью, высокой точностью, высокой эффективностью, экономичностью и энергосбережением. Это лучший выбор в металлообрабатывающей промышленности.
Модель оборудования | SD-3015C SD-3015A | ||
Тип лазера | волоконно-оптический лазер | ||
Рабочая среда лазера | волокно | ||
Длина волны лазера | 1060-1080 нм | ||
НОМИНАЛЬНАЯ ВЫХОДНАЯ МОЩНОСТЬ | 300 Вт, 500 Вт, 750 Вт, 1000 Вт, 1200 Вт, 1500 Вт, 2000 Вт, 3000 Вт, 400 Вт, 5000 Вт, 6000Вт, 12000Вт | ||
Качество луча | <0.373 мрад | ||
Расстояние по оси X | 1500 мм | ||
Расстояние по оси Y | 3000 мм | ||
Расстояние по оси Z | 120 мм | 3000 * 1500 мм / может сделать заказчик | |
Точность позиционирования | ≤ ± 0,02 мм / м | ||
Точность повторного позиционирования | ≤ ± 0.02 мм / м | ||
Макс. Скорость движения | 120 м / мин | ||
Поддержка графического формата | PLT, AI, BMP, DST, формат DXF (поддержка CORELDRAW, AI, PHOTOSHOP, AUTOCAD) | ||
Power Поставка | 3P, 380 В / 50 Гц / 16 А переменного тока |
Характеристики продукта
1. Отличное качество луча: Меньший диаметр фокусировки, высокая эффективность работы, лучшее качество обработки.
2. Высокая скорость резки: в 2-3 раза быстрее, чем YAG и CO2-лазер.
3. Высокая стабильность: Принять волоконный лазер высшего качества, стабильную работу, ключевые детали могут достигать.
4. Высокая эффективность фотоэлектрического преобразования: По сравнению со станком для лазерной резки CO2, станок для лазерной резки с волоконным лазером имеет 3-кратное фотоэлектрическое преобразование и отличается энергосберегающим и безопасным окружением.
1. Низкая стоимость: В целом потребляемая мощность составляет всего 20-30% от традиционного станка для лазерной резки CO2.
2. Низкие затраты на техническое обслуживание: Это с оптоволоконной линией передачи, без линзы отражателя, может сэкономить много затрат на обслуживание.
3. Простота в эксплуатации: передача по оптоволоконной линии , без регулировки оптического пути.
4. Сверхгибкий оптический эффект: малый объем , компактная структура, простые и гибкие производственные требования.
Подробнее о продукте
Применение продукта
Производство автомобилей, машины и оборудование, электрооборудование, кухонное оборудование для гостиниц, лифтовое оборудование, рекламный логотип, украшение автомобилей, производство листового металла, осветительное оборудование, дисплейное оборудование, прецизионные детали, скобяные изделия, аксессуары для метро, украшения, текстильное оборудование, пищевое оборудование, строительная техника, корабли, инструменты, металлургическое оборудование, авиация, аэрокосмическая и другие обрабатывающие отрасли;
Станок для лазерной резки подходит для различных металлических листов, труб (со специальным устройством), нержавеющей стали, углеродистой стали, оцинкованного листа, травильной доски, латунной пластины, алюминиевой пластины, марганцевой стали, всех видов легированных пластин , редкие металлы и др.
Торговая информация
упаковка: Nude Упаковка для больших деталей после покрытия пластиковой пленкой.
Мелкие детали, упакованные в деревянные ящики.
Оплата: TT, LC, Westem Union, Paypal, E-Checking, Master Card Cash и т. Д.
Применение продукта
Установка и обучение:
После того, как машина дойдет до места покупателя, инженеры от продавца несут ответственность за установку машины и ввод в эксплуатацию с использованием специальных инструментов с помощью покупателя.Покупатель должен оплатить сбор за визу инженера, авиабилеты, проживание, питание и т. Д.
Обучение:
Общие знания о лазерной безопасности
Базовый принцип лазерного модуля и устройство станка для лазерной резки
Рабочие навыки станка для лазерной резки волокна
Эксплуатация оборудования и инструкция по применению
Навыки ежедневного обслуживания оборудования, настройки лазерного модуля и замены запасных частей.
Время установки и обучения составляет от 5 до 7 дней.
Гарантия и обслуживание:
1). Гарантия 2 года на всю машину
2). Гарантия 2 года на источник волоконного лазера
3). Пожизненное обслуживание
4) .В течение гарантийного срока, если он сломается или повреждены некоторые детали (кроме человеческого фактора и факторов форс-мажора), продавец должен нести ответственность за бесплатный ремонт, детали должны быть Замененный товар будет предоставлен продавцом бесплатно (за исключением быстроизнашиваемой детали).
5) По истечении гарантийного срока мы по-прежнему бесплатно предоставляем пожизненное обслуживание. Просто если детали сломаны, мы заменим их на зарядку.
6). Время реакции послепродажного обслуживания: быстрый ответ в течение 8 рабочих часов, после получения звонка о ремонте наш инженер послепродажного обслуживания ответит как можно скорее.
Соответствующий продукт
Сравнение преимуществ
О SUNDOR
Beijing Sundor Laser Equipment Co.ООО является интегрированной современное предприятие с R & D, производства, продаж и послепродажного обслуживания для различного промышленного лазерного оборудования с участием волокна лазерной маркировки машины, волокна лазерной резки, CO2-лазер маркировки машины, СО2-лазер сварочный аппарат, лазерная гравировка машины, лазерной сварки машина, лазерная очистка машина, пневматические машины маркировки и т.д. продукция широко используется в металлической пластине, IT электронный продукт, аппаратные средства, модели решений, одежды, кожи, обувной, реклама, печать и упаковка, игрушки, авто и мотоциклы и аксессуары , точный инструмент, медицинское оборудование, строительные материалы, инструменты и устройства, продуктов питания и напитков упаковки, ювелирные изделия, изделия ручной работы и т.д.
Все лазерное оборудование Sundor прошло сертификат ISO9001: 2000, сертификат EURO CE, сертификат FDA США и сертификат инспекции SGS и соответствует различным отраслевым стандартам. Мы поставляем профессиональное обслуживание и зрелые решения для клиентов в детали маркировки, резки, сварки, очистки. Помимо самых продаваемого в Китае родной, экспорт нашей продукции в более чем 100 стран и регионов, таких как Германия, США, Япония, Бельгия, спина, Россия, Южная Корея, Турция, Бразилия, Колумбия, Индия, Дубай, Саудовская Аравия, Индонезия, Филиппины, Австралия и т.д., Все наши клиенты отзываются о нашей продукции и удовлетворения наших услуг.
Наше стремление: Быть самым сильным и конкурентоспособным производителем лазерного оборудования в мире.
Наша цель: Получение прибыли для клиентов и создание бесконечной ценности для клиентов.
Люди Sundor тепло приветствуют каждого друга, посетившего наш завод, и с нетерпением ждут возможности служить вам.
FAQ
Часто задаваемые вопросы по станку для лазерной резки:
Q1: Я ничего не знаю об этом станке, какой тип станка мне выбрать?
Мы поможем вам выбрать подходящую машину и поделимся решением; Вы можете сообщить нам, какой материал вы будете вырезать, его толщину и рабочий размер.
Q2: Когда я получил эту машину, но я не знаю, как ее использовать.Что я должен делать?
Мы вышлем руководство на английском языке и видео по эксплуатации и для машины. Наш инженер проведет обучение онлайн. При необходимости мы можем отправить нашего инженера к вам для обучения, или вы можете отправить оператора на наш завод для обучения.
Q3: Можем ли мы узнать скорость вашего станка для лазерной резки в соответствии с нашими требованиями?
Мы используем японский серводвигатель и привод с большой мощностью, поэтому максимальная скорость движения может достигать 120 м / мин, максимальная скорость резки может достигать 40 м / мин.И скорость может достигать 1,5-2 м / мин при резке нержавеющей стали 4,5-5 мм.
Q4: Что мне делать, если с этим устройством возникнут проблемы?
Мы предоставляем двухлетнюю гарантию на оборудование. В течение двухлетней гарантии, в случае возникновения проблем с машиной, мы бесплатно предоставим детали (за исключением искусственных повреждений). После гарантии мы по-прежнему обеспечиваем пожизненное обслуживание. Так что любые сомнения, просто дайте нам знать, мы предложим вам решения.
Q5: Что касается точности, мы заметили, что через некоторое время «точность станка может постепенно увеличиваться», а через долгое время разница достигает своего максимального уровня.Как насчет твоей машины?
Рама станка отожжена, выдерживает ударную нагрузку (без отжига станок деформируется). Таким образом, точность станка может сохранять свою первоначальную точность в течение 4-5 лет. Вес машины может достигать 4,5-5,0 т. Это также может повысить точность и стабильность станка.
Q6: Какая упаковка, защитит ли она продукты?
A: Нюдовая упаковка для больших деталей после покрытия полиэтиленовой пленкой.Мелкие детали упакованы в деревянные ящики, подходящие для морской транспортировки.
Q7: Как способ доставки?
A: По вашему фактическому адресу мы можем осуществить доставку морским, воздушным, автомобильным или железнодорожным транспортом. Также мы можем отправить машину на ваш рабочий участок в соответствии с вашими требованиями.
,