Принцип работы лазерная резка металла: Принцип работы станков лазерной резки | RuAut
alexxlab | 06.03.2020 | 0 | Разное
Принцип работы станков лазерной резки | RuAut
Недостатками механических методов резки являются: потеря материала, низкая производительность процесса, износ и поломка инструмента. Все это результат контакта инструмента с материалом. Основные недостатки термических методов резки: низкое качество реза и невозможность обработки не металлических материалов. Здесь бессильны и газопламенная и плазменные технологии. Лазерной резки поддаются практически все материалы независимо от твердости. Благодаря отсутствию механических усилий, могут разрезаться не жесткие материалы. А жесткие должны быть лишь зафиксированы без специального закрепления.Процесс лазерной резки легко автоматизировать. В состав автоматизированного станка для лазерной резки входят: лазер с источником питания, тракт передачи излучения в зону обработки, система управления. По механизму воздействия на материал лазерный луч аналогичен газовому пламени и плазменной дуге. Это тепловой источник. Однако концентрация его мощности на несколько порядков выше и составляет 100 000 .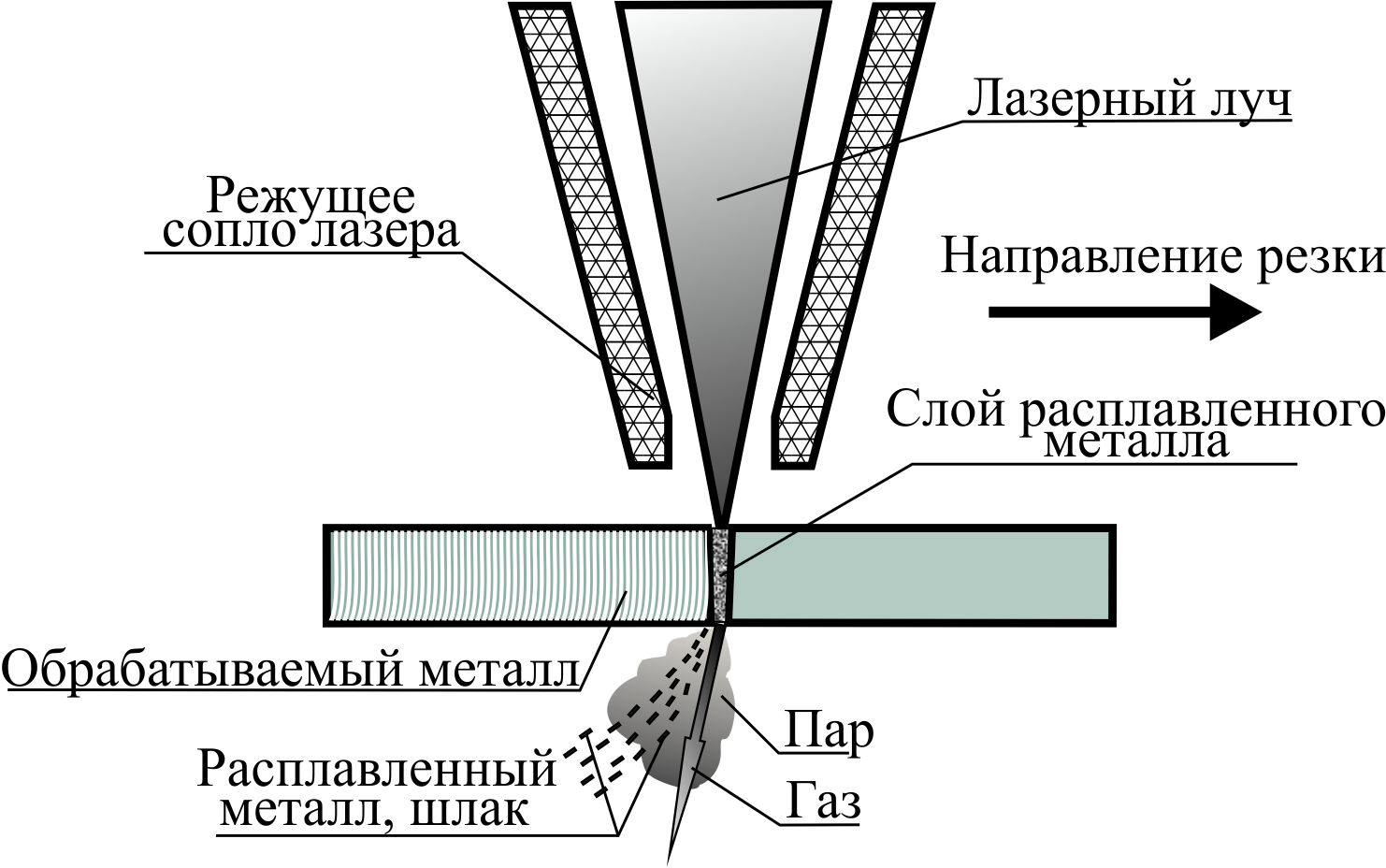
Сущность лазерной резки состоит в расплавлении, разложении или испарении материала и удалении продуктов разрушения из канала реза. При работе станка лазерной резки в режиме испарения поверхность материала разогревается до температуры кипения и вещество из канала реза удаляется в парообразном состоянии. Механизм испарения характерен для материалов у которых удельная энергия испарения мало отличается от удельной энергии плавления. И как правило реализуется реализуется при облучении короткими импульсами с высокой плотностью мощности. Лазерная резка в режиме плавления характерна для металлов при действии на них непрерывного излучения. Для удаления расплава в зону обработки станка лазерной резки подается струя газа. Этот режим при низких скоростях резки характеризуется периодическим протеканием процесса образования и удаления расплава.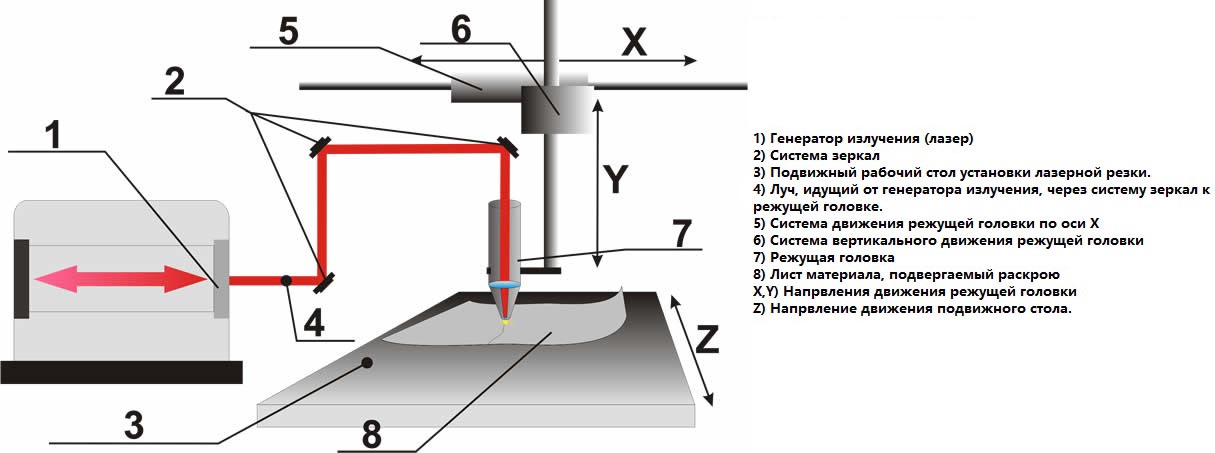
Для подачи газа в зону лазерной резки применяют специальные сопла. При сверхзвуковых скоростях потока у кромки детали может появиться скачок уплотнения, ограничивающий скорость газа в канале реза. Оптимальное давление обеспечивающее максимальную кинетическую энергию потока составляет около 0.2 МПа.
 Важное значение имеет ориентация плоскости поляризации лазерного луча, определяемое положением вектора напряженности электромагнитного поля относительно направления резки. Максимальная скорость лазерной резки, минимальная ширина зоны термического влияния и параллельность кромок достигаются при совпадении плоскости поляризации и направления резки, когда энергия выделяется в основном только на лобовой поверхности резки. Поэтому при резки металлов по сложному контуру, поляризация должна быть или круговой или линейной, плоскость которой синхронно поворачивается с изменением траектории движения.
Важное значение имеет ориентация плоскости поляризации лазерного луча, определяемое положением вектора напряженности электромагнитного поля относительно направления резки. Максимальная скорость лазерной резки, минимальная ширина зоны термического влияния и параллельность кромок достигаются при совпадении плоскости поляризации и направления резки, когда энергия выделяется в основном только на лобовой поверхности резки. Поэтому при резки металлов по сложному контуру, поляризация должна быть или круговой или линейной, плоскость которой синхронно поворачивается с изменением траектории движения.
С увеличением мощности лазерного излучения глубина прорезания увеличивается, достигая 10-12 мм для металлов. И 50-60 мм для неметаллических материалов. Поэтому наиболее эффективна лазерная резка при изготовлении деталей сложного контура из листовых материалов, соответствующих диапазону толщин. В станках лазерной резки применяются твердотельные лазеры периодического действия, газовые лазеры непрерывного действия, твердотельные лазеры непрерывного действия.

От декоративных элементов садовых домиков до разнообразных деталей современных машин, таков диапазон применения станков лазерной резки.
Ключевые принципы и преимущества лазерной резки металла
Наряду с удобством и простотой, данный вид резки характеризуется невысокой стоимостью, подробнее по ссылке www.neolaser.ru/service.
Неоспоримым преимуществом лазерной резки перед прочими видами является наличие возможности осуществления работ повышенной сложности, а также отсутствие непосредственного механического контакта и негативного влияния на металл. Быстрота и точность при вырезании миниатюрных элементов – еще два аргумента в пользу резки данного типа.
Благодаря возможности регулировки мощности лазерного луча установка может быть адаптирована под работу с конкретным изделием для получения максимально ровной и гладкой кромки, которая не будет нуждаться ни в какой последующей обработке.
Размер лазерной головки составляет приблизительно миллиметр, благодаря чему точность осуществляемой резки оказывается на высочайшем уровне, а подвергаемые обработке детали гарантированно будут отвечать требуемым параметрам.
Еще одной положительной особенностью резки данного типа является возможность выполнять работы с мягкими и легко подвергаемыми деформации материалами. Также следует принять во внимание изменения мощности лазера с целью повышения либо, при необходимости, наоборот, снижения производительности.
Основной принцип, в соответствии с которым производится лазерная резкаПри выполнении подобных работ выпускаемый лазером луч концентрируется на подвергаемой обработке поверхности, вследствие чего происходит резкое повышение температуры металла с последующим его расплавлением и испарением.
Применяется два подвида лазерных установок: твердые и газовые. Последние, функционирующие на углекислом газе, пользуются большим спросом и популярностью. Также имеются и другие разновидности лазеров, однако в силу своей дороговизны или невысокой мощности они не находят применения при обработке.
Также имеются и другие разновидности лазеров, однако в силу своей дороговизны или невысокой мощности они не находят применения при обработке.
Особенно активно лазерную резку задействуют при необходимости точной обработки твердых либо чересчур хрупких фасонных изделий, а также имеющих высокую сложность штучных деталей.
Лазерная установка функционирует под управлением компьютера станка, отсылающего сигналы для перемещения головки по поверхности подвергаемой обработке детали. Данная компоновка именуется «координатным столом».
Принцип действия и основные типы лазерных станков с ЧПУ
Лазерным лучом (или просто «лазером») называется узконаправленное монохроматическое когерентное вынужденное излучение, инициируемое в активной среде под действием внешнего энергетического фактора (электрического, оптического, химического и пр.
Таким образом, принципиальная схема лазерного излучателя включает в себя:
- активную среду;
- источник внешней энергии;
- оптический усилитель (резонатор).
Упрощённо, генерацию лазерного луча можно описать так: источник энергии служит для «накачки» активной среды (например, рубинового кристалла) извне фотонами определённой энергии. Эти фотоны «вырывают» из атомов вещества активной среды своих «близнецов», но сами при этом не поглощаются. Оптический резонатор (в простейшем случае — два параллельных зеркала) дополнительно насыщает активную среду, заставляя фотоны-«близнецы» (с одинаковой энергией) многократно сталкиваться с атомами и поддерживать возникновение новых фотонов.
Конструктивное разнообразие лазеров довольно обширно. Чаще всего лазеры классифицируются по виду активной среды (твердотельные, газовые, полупроводниковые), по типу энергии накачки (с постоянной мощностью или импульсные), по размерам и мощности излучения, по назначению и т. д.
Технология лазерной обработки
Сфокусированный лазерный луч несёт в себе достаточную концентрацию энергии для проникновения в материал заготовки. Под действием луча материал в зоне обработки может расплавляться, испаряться, воспламеняться или иным образом изменять свою структуру, фактически исчезая. В этом случае процесс обработки напоминает механическое резание с той лишь разницей, что режущий инструмент заменён лучом, а отходы материала не отводятся в виде стружки, а «испаряются». При достаточной мощности (и/или небольшой толщине материала), лазерный луч способен осуществлять сквозную резку.
Достоинством лазерной обработки является очень тонкий срез при малой «области вмешательства» в материал (в том числе с минимальной температурной нагрузкой и деформацией), благодаря чему обработка заготовки осуществляется с очень высоким качеством. Кроме того, лазер способен обрабатывать практически любые конструкционные материалы и заготовки различных форм и габаритных размеров (в том числе тончайшие или мягкие, не поддающиеся из-за этого обработке фрезой — например, бумагу, резину, полиэтилен и пр.).
Лазерно-гравировальные станки
Преимущества технологии лазерной обработки перед обработкой резанием привели к появлению лазерно-гравировальных станков. По принципу действия эти машины очень схожи с фрезерными станками с ЧПУ. Лазерный станок также имеет монолитный корпус, горизонтальный рабочий стол, размещённый над ним подвижный инструментальный портал с головкой лазерного излучателя (аналога шпинделя с фрезой). Движение портала (и соответственно, головки излучателя) обеспечивается шаговыми электродвигателями под воздействием управляющих импульсов, генерируемых системой ЧПУ (в соответствие с заложенной в память станка программой обработки). Процессор ЧПУ также управляет мощностью лазерного луча и обеспечивает функционирование прочих узлов станка.
Движение портала (и соответственно, головки излучателя) обеспечивается шаговыми электродвигателями под воздействием управляющих импульсов, генерируемых системой ЧПУ (в соответствие с заложенной в память станка программой обработки). Процессор ЧПУ также управляет мощностью лазерного луча и обеспечивает функционирование прочих узлов станка.
Оптическая система станка состоит из лазерной трубки, отражающих зеркал и головки излучателя с фокусирующей линзой. Трубка имеет сложную «многослойную» конструкцию и заключает в себе активную среду (для современных станков — газовую смесь СО2, азота и гелия). При подаче внешнего напряжения (через повышающий трансформатор) в газовой среде инициируется лазерный луч. Система зеркал и фокусирующая линза головки излучателя направляет луч на поверхность материала. Движение головки излучателя над заготовкой позволяет вести обработку согласно заданному алгоритму по самым сложным (двух- или трёхмерным) траекториям. Для охлаждения лазерной трубки предусмотрена циркуляция жидкости (воды) в специальных магистралях под действием внешнего насоса.
Виды и особенности лазерных машин
Современные лазерные машины с ЧПУ успешно справляются с обработкой заготовок из практически любых материалов (дерева, металла, пластика, стекла, кожи, резины, бумаги, полиэтилена, камня и т. д.). Но, несмотря на значительную универсальность, каждая модель (или линейка моделей) имеет свою «специализацию».
Настольные лазерные граверы. Как правило, небольших размеров, не требуют установки в производственном помещении (подойдут для офиса или даже квартиры — если имеется такая потребность). Граверы оснащены хорошей оптической системой, однако её мощность сравнительно невелика. Тем не менее, гравер способен выполнять высококачественную гравировку (нанесение плоских и объёмных изображений на поверхность), а также сквозную резку заготовок небольшой толщины из большинства материалов (за исключением металлов) лишь незначительно уступая в производительности раскроя и резки «старшим» моделям лазерных станков.
Лазерно-гравировальные станки бывают как в настольном исполнении, так и в «напольном», и представлены очень большим разнообразием габаритов рабочих столов — от полуметра до полутора-двух и выше. Станки рассчитаны на установку в специальном помещении и предназначены для напряжённой работы в условиях производства. Каждый станок имеет монолитный корпус, обеспечивающий устойчивость конструкции и эффективно гасящий вибрации, возникающие при работе. Основным назначением таких моделей является лазерная резка и раскрой материалов (в том числе широкоформатных на большой скорости) и высококачественная гравировка поверхностей заготовок. Для повышения производительности и качества обработки, лазерные станки имеют специальные конструктивные решения. Например, параллельную установку двух лазерных трубок — для одновременной обработки двух заготовок, или размещение лазерной трубки на подвижном портале — для исключения потерь мощности луча при его рассеивании «на пути» к излучателю, и т. д.
Станки рассчитаны на установку в специальном помещении и предназначены для напряжённой работы в условиях производства. Каждый станок имеет монолитный корпус, обеспечивающий устойчивость конструкции и эффективно гасящий вибрации, возникающие при работе. Основным назначением таких моделей является лазерная резка и раскрой материалов (в том числе широкоформатных на большой скорости) и высококачественная гравировка поверхностей заготовок. Для повышения производительности и качества обработки, лазерные станки имеют специальные конструктивные решения. Например, параллельную установку двух лазерных трубок — для одновременной обработки двух заготовок, или размещение лазерной трубки на подвижном портале — для исключения потерь мощности луча при его рассеивании «на пути» к излучателю, и т. д.
Компактные лазерные маркеры предназначены для гравировки изображений высокого качества с большой скоростью. Маркеры способны наносить гравировку на объёмные изделия (украшения, брелоки, ручки и пр.), при этом даже мельчайшие детали узора получаются чётко различимыми, а сам рисунок отличается долговечностью.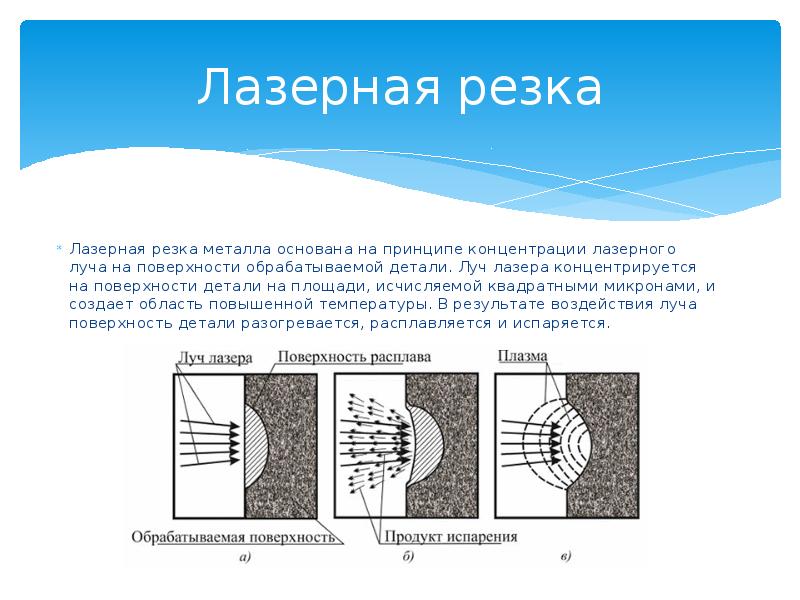 Это достигается благодаря особой (т. н. «двухосной») конструкции оптической системы маркера. Отдельные линзы имеют возможность взаимного перемещения, поэтому лазерный луч, генерируемый трубкой, формируется в двухмерной плоскости и направляется в любую точку обрабатываемой заготовки под нужным углом. При этом головка излучателя фокусирует луч не плоской линзой, а специальным объективом, поддерживающим стабильность лазера при любых условиях обработки.
Это достигается благодаря особой (т. н. «двухосной») конструкции оптической системы маркера. Отдельные линзы имеют возможность взаимного перемещения, поэтому лазерный луч, генерируемый трубкой, формируется в двухмерной плоскости и направляется в любую точку обрабатываемой заготовки под нужным углом. При этом головка излучателя фокусирует луч не плоской линзой, а специальным объективом, поддерживающим стабильность лазера при любых условиях обработки.
Лазерные маркеры имеют сравнительно малую рабочую область, но, как правило, уже в базовой комплектации оснащены встроенным микрокомпьютером со всем необходимым для работы программным обеспечением. Благодаря этому достигается высокая мобильность станка — дополнительные внешние подключения (исключая электропитание) не требуются.
Принцип работы лазерного оборудования с ЧПУ
Лазерный станок — это оборудование, генерирующее стабильный луч высокой температуры, который падает на поверхность обрабатываемой заготовки малым световым пятном с высокой концентрацией энергии. В точке падения лазер выжигает материал и, в зависимости от настроек устройства, снимает с него верхний слой или создает сквозной рез.
В точке падения лазер выжигает материал и, в зависимости от настроек устройства, снимает с него верхний слой или создает сквозной рез.
По принципу формирования и транспортировки луча станки, которые широко используются на производстве, делятся на две группы:
CO2-лазеры — устройства, предназначенные для обработки всех типов материалов, исключая металлы (с некоторыми из них луч может взаимодействовать при условии нанесения на поверхность термопасты, но это скорее исключения). Формирование лазерного потока происходит в герметичной стеклянной трубке с несколькими отсеками. Объем основного заполнен смесью газов, которая чувствительна к воздействию электроимпульсами. Сама трубка соединена с высоковольтным блоком розжига, подающим разряды и активирующим таким образом газ. Придя в возбужденную форму газовая среда начинает испускать лазерные частицы, которые постепенно выходят из трубки стабильным потоком и попадают в отражающее зеркало, расположенное перед выходом. Этот рефлектор является первым из четырех линз, входящих в оптическую систему газовых лазеров.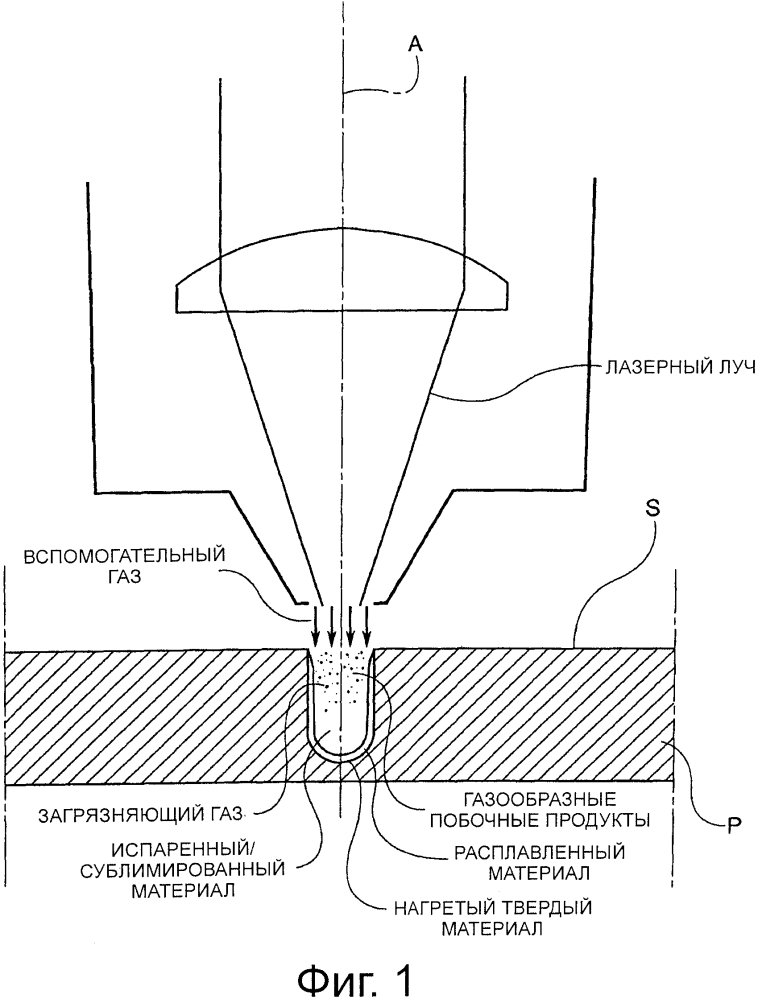 Этот комплекс предназначен для передачи потока от трубки к поверхности материала. Правильно настроенные зеркала отражают луч без потерь в мощности и скорости. Последний рефлектор, представляющий собой вогнутую или выпуклую линзу, размещен непосредственно над рабочей зоной и служит для фокусировки лазера на плоскости в точку требуемого диаметра.
Этот комплекс предназначен для передачи потока от трубки к поверхности материала. Правильно настроенные зеркала отражают луч без потерь в мощности и скорости. Последний рефлектор, представляющий собой вогнутую или выпуклую линзу, размещен непосредственно над рабочей зоной и служит для фокусировки лазера на плоскости в точку требуемого диаметра.
оптоволоконные лазеры — в первую очередь предназначены для работы со всей металлической группой материалов. Применяются также для гравировки стекла, камня и резки двусторонних пластиков. Лазерный поток образуется в кабеле, протяженность которого может доходить до нескольких десятков метров. Сердцевина троса выполнена из прозрачного кварцевого волокна малого диаметра (порядка 400-600 мкм) с легирующим покрытием. Вокруг активного волокна расположена оболочка из волноводов накачки. Энергия, необходимая для начала процесса испускания лазерных частиц, поступает в волноводы и сердцевину от внешних источников — диодных ламп, установленных на корпусе станка. Для усиления скорости фотонов, их мощности и повышения прочих качественных характеристик на концах волокна делают насечки, изменяя таким образом отражающую способность материала и превращая его края в оптические резонаторы.
Для усиления скорости фотонов, их мощности и повышения прочих качественных характеристик на концах волокна делают насечки, изменяя таким образом отражающую способность материала и превращая его края в оптические резонаторы.
Один из концов кабеля расположен непосредственно над фокусирующей линзой. Вырывающийся из волокна поток попадает прямо на нее и сужается до нужного размера. Сама линза установлена в лазерной головке, закрепленной над рабочим столом на подвижной каретке.
Дальнейшая работа станков лазерной резки сходна для обоих типов устройств. Управляющая программа, созданная в графическом редакторе или системе трехмерного моделирования, загружается в память станка. Данные с нее считывает контроллер ЧПУ, который преобразует цифровые коды в импульсы, отдающие команды шаговым двигателям или сервоприводам. Двигатели, в свою очередь, перемещают инструментальный портал, на котором закреплена головка с лазерным излучателем. По мере исполнения команд от первой до последней, луч передвигается по поверхности материала, шаг за шагом формируя изображение или контур реза, в точности повторяющий компьютерную модель.
Лазерная резка. Основы и принцип работы лазеров.
Этот материал открывает цикл статей, посвященных лазерной резке. Признаюсь честно, я долго не решался приступить к этой обширной, сложной и головокружительно интересной теме. Лазерная резка – это наиболее современный тип обработки тонколистового металла, наиболее наукоемкий, а также наиболее развивающийся и перспективный. Куда ни посмотри – сплошные преимущества, но не все так просто… Давайте постепенно разбираться.
Не знаю как у вас, но у меня прежде всего лазеры ассоциируются с фильмом из детства. Помните “Гостью из будущего”? Как залихватски стреляли лазерными лучами космические разбойники. Помню, тогда на меня это произвело неизгладимое впечатление.
Но что же такое лазер? Само понятие произошло от английской аббревиатуры LASER (Light Amplification by Stimulated Emission of Radiation) что означает “усиление света с помощью вынужденного излучения”. То есть лазер – это устройство, контролирующее силу света, усиливающее и подчиняющее ее. Звучит неправдоподобно и даже как-то пафосно, но, тем не менее – это абсолютная правда. Главная миссия любого лазера – создать как можно более согласованный поток света с максимально возможным КПД (коэффициентом полезного действия).
Звучит неправдоподобно и даже как-то пафосно, но, тем не менее – это абсолютная правда. Главная миссия любого лазера – создать как можно более согласованный поток света с максимально возможным КПД (коэффициентом полезного действия).
Вне зависимости от типа и сферы применения любой лазер имеет три основные составляющие: активную среду, резонатор и систему накачки.
Активная среда – это вещество, в котором искусственным образом накапливается и высвобождается энергия атомов. Накопление и высвобождение энергии происходит за счет ее перехода на разные уровни. Чем выше уровень, тем энергия больше и наоборот. Что характерно, атомы всегда стремятся вернутся к базовому низкому значению энергии, при этом отдают ее в пустоту без всякого зазрения совести. Так вот, в активной среде создаются все условия для взращивания энергии. В такой ситуации атомов с высокой энергией больше, чем атомов с низкой. Затем среда возбуждается электромагнитной волной и энергия высвобождается.
Для того чтобы освобожденную энергию многократно увеличить используется резонатор. Грубо говоря, это два параллельных зеркала. Одно зеркало глухое (не пропускающее свет), другое – полупрозрачное. Между зеркалами располагается уже знакомая нам активная среда. Энергия возвращается, отражаясь от глухого зеркала и поступает куда следует через полупрозрачное зеркало. Причем, понятно, что полупрозрачное зеркало пропускает только энергию определенных значений – достаточно больших.
Грубо говоря, это два параллельных зеркала. Одно зеркало глухое (не пропускающее свет), другое – полупрозрачное. Между зеркалами располагается уже знакомая нам активная среда. Энергия возвращается, отражаясь от глухого зеркала и поступает куда следует через полупрозрачное зеркало. Причем, понятно, что полупрозрачное зеркало пропускает только энергию определенных значений – достаточно больших.
Ну а система накачки – это то, что возбуждает энергию атомов. Тут все зависит от типа лазера. В твердотельных и жидкостных лазерах используют импульсные лампы или лазеры, газовые среды возбуждают электрическим разрядом, полупроводники – электрическим током и так далее.
Несмотря на то, что все кажется простым на первый взгляд – все очень сложно. Ведь в этих процессах великое множество нюансов и тайн. И ничего тут не поделаешь – квантовая физика! Этим все сказано.
Ниже представлена принципиальная схема лазера:
1 – активная среда; 2 – энергия накачки лазера; 3 – непрозрачное зеркало; 4 – полупрозрачное зеркало; 5 – лазерный луч.
Таким образом, мы разобрались, что такое лазер и рассмотрели основы его функционирования. Дальше поговорим об основных типах лазеров. Будет еще интереснее.
При подготовке информации я использовал: 1. П.Г. Мазеин, М.Р. Ахметов, С.Р. Сайфутдинов «Применение станков лазерной резки», 2011; 2. О.Б. Ковалев, В.М. ФОМИН «Физические основы лазерной резки толстых листовых материалов», 2013г. 3. А.Г. Григорьянц, А.А. Соколов «Лазерная резка металлов», 1988г.
Технология и принцип работы резки металла
При обработке металла нередко присутствует необходимость в его резке. Для решения этой задачи используются различные способы. Самый востребованный и технологичный метод обработки – лазерная резка.
Технология и основные принципы
Обработка металлических листов осуществляется с использованием лазерного луча, который генерируют специальные установки. Особенности и характеристики луча предоставляют возможность фокусировать его на небольшой участке поверхности, при этом возникает энергия с высоким показателем плотности. Благодаря этому материал начинается разрушаться.
Благодаря этому материал начинается разрушаться.
Чтобы лучше понять принцип действия оборудования, необходимо ознакомиться с основными свойствами лазерного луча:
- Для него характерны постоянные показатели длины и частоты волн. Это особенность позволяет фокусировать луч с использованием оптических линз на различных поверхностях.
- Он отличается маленьким углом расходимости и великолепной направленностью. Это свойство позволяет получить луч с высокой фокусировкой на специализированном оборудовании.
- Луч обладает важным свойством – когерентность, то есть большое количество волновых процессов, которые протекают в нем, находятся в резонансе друг с другом. Эта отличительная черта позволяет достичь высокой мощности излучения.
При воздействии лазерного луча на поверхность происходит стремительное ее нагревание и последующее испарение или расплавление.
Способы лазерной резки металла
Быстрота действия луча зависит не только от мощности применяемой установки, но и от показателя теплопроводности материала. На первоначальном этапе воздействия поверхность начинает плавиться, потом, при достижении точки кипения, металл начинает испаряться.
На первоначальном этапе воздействия поверхность начинает плавиться, потом, при достижении точки кипения, металл начинает испаряться.
Лазерная резка материалов осуществляется двумя методами:
- плавление металла;
- испарение материала.
Для использования второго метода необходима установка с большой мощностью. Использование такого оборудования сопровождается внушительными затратами электроэнергии. Поэтому такой способ в большинстве случаев используют только для создания тонкостенных деталей.
Виды и особенности установок
Основные конструктивные элементы устройств – рабочее тело, оптический резонатор и генератор накачки. Выселяется три их вида:
- твердотельные;
- газовые;
- волоконные.
На установках есть возможность обрабатывать материалы с разными физическими и химическими свойствами. Для каждого типа металла применяются определенная мощность и режим резки. Для обработки меди, латуни, титана и других материалов с высокой теплопроводностью необходима установка с большой мощностью. Лазерная резка стали и других металлов с низкой теплопроводностью осуществляется быстро и просто на стандартном устройстве со средней мощностью.
Лазерная резка стали и других металлов с низкой теплопроводностью осуществляется быстро и просто на стандартном устройстве со средней мощностью.
Использование технологичного современного оборудования позволяет осуществить быструю обработку сложных контуров с минимальным механическим воздействием.
технология, видео, художественная, фигурная и прочие виды, чем отличается от плазменной обработки, что лучше, преимущества и не только
plazmen.ru » Лазерная резка
Узнайте, где применяется лазерная резка металла, куда обратиться за услугой, а также найдите ее особенности и принцип работы.
Резка металла лазером. Фото МЕТКОР
Энергия высокой плотности, собранная в луче лазера, нашла себе применение во многих областях техники. Резка металлов с помощью лазерной технологии — один из самых эффективных способов ее использования. Информация о характеристиках лазерной резки металлов в этой статье.
Технология раскроя лазером, особенности, принцип работы, фото
Раскрой металла лучом лазера (CO2) происходит по причине действия следующих физических процессов:
- Металл, поглощая энергию излучения, нагревается до температуры плавления.
- Дальнейшее действие установки переводит процесс плавления в стадию кипения и испарения металла.
- После испарения всей толщины зоны реза металла, луч продолжает двигаться по траектории, которая задана технологической картой раскроя. Далее последовательность процессов плавления, кипения и испарения обеспечивает технологический процесс резки.
Лазерная резка, выполняющаяся на трехмерной станке. Фото TRUMPF
Описанный здесь способ применяется лишь для раскроя тонкостенного листа. Для резки толстых заготовок для устранения металла зоны реза испарением потребуется очень мощная установка, применение которой сделает технологию неэффективной. Обычно ограничиваются доведением нагрева до состояния плавления и удалением жидкого расплава давлением струи вспомогательного газа (кислорода, азота, воздуха, инертных газов).
ГОСТ
Оценить качество изготавливаемых заготовок на том или ином виде оборудования помогает нормативно-техническая документация (стандарты, технические требования к чертежам и другая). В советские времена точность и качество поверхности реза регламентировалась для деталей и заготовок, получаемых кислородной и плазменно-дуговой резкой государственным стандартом 14792-80. Требования к лазерной резке указывались в основном в чертежах, где деталь после этой технологической операции могла быть уже готовым изделием.
В современной международной системе качества существует стандарт ISO 9013, в котором кроме газопламенной и плазменной резки устанавливаются требования к качеству реза лазерной резки. В зависимости от конструкторских и технологических требований допуски на размеры согласно стандарта имеют 5 классов точности. Самые строгие допуска имеет первый класс. Кроме допусков на размер при обработке, стандарт предъявляет требования к поверхности реза:
- допуск на перпендикулярность или конусность;
- качество шероховатости поверхности реза;
- размеры оплавления краев или зону термического влияния.


Для лазерной резки толщина классифицируемых стандартом ISO 9013 заготовок от 0,5 мм до 40 мм.
Видео
Работа установки по раскрою листа представлена в расположенном далее видео. В нем хорошо просматриваются технологические переходы в виде процессов врезания и выполнения основной операции реза основного контура.
Виды: 3D, художественная, декоративная, фигурная, и прочие
Лазерная технология легко адаптируется с обработкой материала, управляемого с помощью компьютера. Лазерное оборудование с ЧПУ имеет возможность управления исполнительным элементом в пятиосевой системе координат. Это дает возможность вырезать объемные детали для различного вида механизмов. Создание корпусов из тонкостенного материала для приборов, объемных рекламных конструкций, изменения дизайна готовых штампованных изделий, раскрой труб, профилей, сфер позволяет 3D лазерная технология.
Создание корпусов из тонкостенного материала для приборов, объемных рекламных конструкций, изменения дизайна готовых штампованных изделий, раскрой труб, профилей, сфер позволяет 3D лазерная технология.
Изготовить фигуры сложной конфигурации, которые сравнимы с художественными произведениями на тонкостенных легкодеформируемых и хрупких материалах возможно лазерной технологией на станках с ЧПУ. Отсутствие механического контакта одно из достоинств такой технологии. При этом изделие выполняется в окончательно готовом виде с исключением риска испортить внешний вид дополнительной обработкой.
Производительность и минимум отходов при раскрое тонких металлических листов оставляют лазерную резку практически вне конкуренции в этой области промышленности.
Плазменная и лазерная, преимущества и недостатки, сравнение, чем отличается, что лучше
Главным конкурентом в ряду тепловых способов резки для лазерной технологии является плазменная резка. Отличие заключается в источнике теплоты для нагрева поверхности заготовки — в одном случае это сфокусированный луч, в другом — сжатая плазменная дуга.
Отличие заключается в источнике теплоты для нагрева поверхности заготовки — в одном случае это сфокусированный луч, в другом — сжатая плазменная дуга.
Точность изделий изготовленных лазерной резкой выше, чем плазменной. При этом при обработке материалов с одинаковой толщиной поверхность реза по показателю перпендикулярности кромок и ширине прорези будет выше у лазерной резки. При обработке заготовок толщиной до 4 мм., поверхность останется ровной и прямой, толстые заготовки будут иметь незначительный скос (до 0,5°). Конусность при плазменной резке может доходить до 10°.
Способность сфокусированного излучения нагревать небольшую зону вокруг зоны реза уменьшает тепловую деформацию обрабатываемого материала. Плазменная резка вызывает термическую закалку металла вокруг реза, что требует дополнительную обработку для снятия напряжений и зачистку кромок от окалины.
Недостаток лазерной резки в ограниченной толщине обрабатываемых заготовок. Плазменная резка значительно более универсальна к обрабатываемым типоразмерам заготовок. Однако при обработке малых толщин преимущества лазерной резки в точности изготовления реза и скорости обработки доминируют в конкуренции с плазменной резкой.
Плазменная резка значительно более универсальна к обрабатываемым типоразмерам заготовок. Однако при обработке малых толщин преимущества лазерной резки в точности изготовления реза и скорости обработки доминируют в конкуренции с плазменной резкой.
Гибка, гравировка, сварка, порошковая покраска и сопутствующая обработка
Лазерная резка по своей сути является заготовительной операцией при производстве, например, корпусных деталей для механизмов. Заказчика интересует, прежде всего, готовое изделие, а не какой-то недоделанный полуфабрикат в виде раскроенной из листа заготовки. Поэтому создание производств, в составе которых, кроме лазерного оборудования с ЧПУ, находятся станки гибки с программным обеспечением, современное сварочное оборудование и камеры для нанесения покрытия, например, полимерного порошкового создают покупателю возможность приобретения готового изделия «под ключ».
Высокая точность резки обеспечивает заготовку для гибки без какой-либо дополнительной обработки. Совместное создание программ для лазерной резки и гибки позволяет повысить технологичность гибочных операции путем выполнения оптимального раскроя.
Совместное создание программ для лазерной резки и гибки позволяет повысить технологичность гибочных операции путем выполнения оптимального раскроя.
Плазменная сварка
Технология использования сфокусированного луча применяется в гравировке некоторых изделий, например, ювелирных, где важна четкость и долговечность изображения. Процесс образования изображения на изделии происходит следующим образом — луч определенное (короткое) время воздействует на металл, нагревая его. Нагретый металл меняет свою структуру в связи с переходом в другое фазовое состояние, вследствие чего меняется цвет нагретой поверхности. Изображение получается на контрасте основной поверхности и обработанной лазерным лучом.
При изменении в технологии времени воздействия луча (увеличение его продолжительности) часть верхнего слоя испарится, что еще больше усилит контрастность изображения. Такая гравировка не истирается и прослужит долгое время.
Технологии резания металлов могут выполняться помимо лазерной другими способами. Особенности рубки металла на гильотине, резки на ленточнопильных станках, плазменной и гидроабразивной резок рассмотрены в статье по ссылке «Станки лазерной резки металла».
Особенности рубки металла на гильотине, резки на ленточнопильных станках, плазменной и гидроабразивной резок рассмотрены в статье по ссылке «Станки лазерной резки металла».
Физико-химические свойства различных материалов оказывают влияние на выбор типа установки и ее режимов работы. Так, например, нержавеющая сталь наиболее эффективно обрабатывается твердотельным волоконным лазером, для неметаллических материалов используют газолазерные установки. Подробная информация, каким образом можно раскроить установкой различные материалы в статье по ссылке «Лазерная резка алюминия, нержавейки, листового металла и изделий».
Типы установок, как работают, картинки: портативные, с ЧПУ и не только
Области применения лазерных установок не ограничиваются одним только раскроем листов металла, где используются в основном портальные лазерные станки с ЧПУ.
Станок для лазерной резки металла с ЧПУ GF3015/4020 Plus. Фото Farley Laserlab
Технологии обработки нашли себе применение в малом и среднем предпринимательствах, в которых владельцы ограничены в производственных площадях. Здесь материалы обрабатываются на портативном лазерном оборудовании и станках, которые можно переносить на другое место работы.
Здесь материалы обрабатываются на портативном лазерном оборудовании и станках, которые можно переносить на другое место работы.
Более подробно о типах лазерных установок в статье по ссылке «Станки лазерной резки металла».
ОКОФ
ОКОФ — общероссийский классификатор основных фондов, нормативный документ по которому определяются амортизационные группы. Правильное определение кода ОКОФ для основных средств — это гарантия сдачи налогового учета без замечаний от контролирующей налоговой организации.
Код ОКОФ для лазерной сварки и резки 14 2922796. По классификатору это оборудование относится к третьей амортизационной группе основных средств. Производитель обычно указывает срок гарантийного использования в паспорте станка.
Популярные марки и модели станков: TRUMPF и прочие
Станок для 2-мерной лазерной резки TruLaser 1030 fiber. Фото TRUMPF
Оборудованием резки металла лучом занимаются все больше фирм как зарубежных, так и российских. Этому способствует стремительное развитие науки о физике твердого тела. Не сдают свои позиции фирмы, занимающие лидирующее положение на рынке лазерных технологий. Краткая информация о некоторых из них.
Этому способствует стремительное развитие науки о физике твердого тела. Не сдают свои позиции фирмы, занимающие лидирующее положение на рынке лазерных технологий. Краткая информация о некоторых из них.
Компания «TRUMPF»(Германия) выпускает широкий ассортимент лазерного оборудования:
- станки 2D и 3D резки;
- труборезные станки;
- станки с комбинированной технологией вырубки и лазерной резки;
- станки для лазерной маркировки.
2D лазерный станок модели TruLaser Center 7030 обеспечивает полную автоматизацию 2-мерной резки лучом. Кроме собственно самой обработки, станок самостоятельно разрабатывает чертеж и сортирует детали. Это первая модель производителя, которая объединяет все составляющие лазерной резки на одном станке.
Лазерный станок для металла Wattsan 1530 Basic. Фото WATTSAN
Станок для трехмерной резки модели TruLaser Cell 8030 может вырезать объемные детали аналогичные полученным методом горячего деформирования. На станке возможно изготовить некоторые каркасные детали кузова автомобиля.
На станке возможно изготовить некоторые каркасные детали кузова автомобиля.
Компания «WATTSAN» (Китай) — лидер лазерно-гравировального оборудования на российском рынке. Отличная сборка и постоянство характеристик в работе наряду с относительно невысокой ценой привлекают покупателей.
Для резки и гравировки неметаллических материалов домашнему мастеру стоит обратить внимание на настольный малогабаритный лазерный станок WATTSAN micro 0203. На рабочем столе станка габаритами 200 мм х 300 мм можно резать и гравировать пластмассу толщиной до 6 мм и дерево толщиной до 3 мм.
Видео
youtube.com/embed/V1NJWHFEDj4?feature=oembed” frameborder=”0″ allow=”accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture” allowfullscreen=””>
Где купить оснащение или заказать услугу
Компании, предлагающие приобрести оборудование для лазерной резки, собраны в отдельном разделе нашего сайта. Специалисты производителей и поставщиков предоставляют обширный выбор машин с разными техническими характеристиками. Оставить заявку на выполнение работ по обработке заготовок возможно, обратившись к сотрудникам компаний, которые представлены в разделе «Где заказать лазерную резку металла»
Гравировка — это вырезание на поверхности предмета надписи или изображения, которое подчеркивает его индивидуальность, часто превращая его в художественное произведение. Существуют как ручные, так и механизированные способы выполнения гравировальных работ. Нанесение изображений с помощью лазера относится к методу с использованием станочного оборудования. Информация о данном виде технологического процесса описывается в… Далее »
Существуют как ручные, так и механизированные способы выполнения гравировальных работ. Нанесение изображений с помощью лазера относится к методу с использованием станочного оборудования. Информация о данном виде технологического процесса описывается в… Далее »
Лазерное гравировальное оборудование — это автоматические станки, в которых нанесение изображения управляется с помощью компьютерных программ. Высокая скорость гравировки, четкий качественный рисунок — отличительные черты этого класса гравировального оборудования. Технология гравировки Технологический процесс нанесения изображения на предмет лазерным лучом происходит за счет изменения цвета обрабатываемых участков… Далее »
Сфокусированная в лазерном луче мощная энергия может быть использована в обработке материалов. Для чего собственно и созданы станки, обеспечивающие применение лазерных установок для производства деталей точных размеров, не требующих дальнейшей обработки. Устройство оборудования: лазерная головка и прочие элементы, принцип работы
Главными элементами лазерного станка являются генератор излучения и лазерная (оптическая)… Далее »
Устройство оборудования: лазерная головка и прочие элементы, принцип работы
Главными элементами лазерного станка являются генератор излучения и лазерная (оптическая)… Далее »
В основе технологии лазерной резки заложен принцип использования для обработки заготовок сфокусированного лазерного луча высокой мощности. Оборудование, оснащенное лазерной установкой, может разрезать материал любой твердости. При этом точность и качество поверхности реза не потребуют дополнительной обработки. Материалы Каждый отдельно взятый материал имеет свои особенности, оказывающие влияние на качество работ при… Далее »
В настоящее время на производстве широко используются лазерные установки (ЛУ) для обработки металла. Это самая современная технология раскроя. В ней используется сфокусированный луч лазера определенной мощности. Применение этой технологии подробно рассмотрено на нашем сайте в статье «Оборудование для лазерной резки металла» и здесь мы остановимся только на основных показателях. Преимущества лазерного раскроя листового… Далее »
Преимущества лазерного раскроя листового… Далее »
Наш сайт публикует серию статей о самом прогрессивном в настоящее время методе раскроя материала – лазерном. В статье «Оборудование для лазерной резки металла» даётся общее описание этого технологического процесса при раскрое металлов. В других статьях описываются технологии и оборудование, которые применяются при обработке конкретных типов: «Лазерная резка нержавейки»; «Лазерная резка алюминия». В статье «Стоимость… Далее »
Всегда при размещении заказа и выборе изготовителя, внимание обращается на три главных фактора: качество выполнения работы; сроки; стоимость. В этой статье мы разберёмся, из чего образуется цена лазерной резки (ЛР). Структура цены лазерной резки Стоимость ЛР образуется из произведения сомножителей. Первый сомножитель (стоимость основной работы – измеряется в рублях) – произведение значений двух параметров: стоимости реза 1 м… Далее »
В последнее время очень широко, при обработке различных материалов, используется лазерная технология. Для этих целей используется современное высокотехнологичное оборудование. Числовые программные устройства, которыми оснащён этот станочный парк, не только обеспечивают высокую точность обработки, но и позволяют создавать изделия самой сложной формы.
На нашем сайте в статье «Оборудование для лазерной резки металла»… Далее »
Для этих целей используется современное высокотехнологичное оборудование. Числовые программные устройства, которыми оснащён этот станочный парк, не только обеспечивают высокую точность обработки, но и позволяют создавать изделия самой сложной формы.
На нашем сайте в статье «Оборудование для лазерной резки металла»… Далее »
Одна из статей нашего сайта посвящена оборудованию, на котором производится лазерная резка различных металлов. Некоторые вопросы лазерной резки алюминия (ЛРА) освещены в ней. Сегодня мы подробно остановимся на тех особенностях процесса, которые не рассматривались. Резка алюминия – это одна из основных операций на заготовительном участке производства изделий из этого металла. Поэтому, так велика её составляющая в стоимости… Далее »
Для лазерной (световой) резки используется комплекс, основой которого являются лазер и компьютер. Принцип лазерной резки основан на локальном нагреве участка металла лучом лазера, т. е. режущим инструментом служит луч света. Управляет этим лучом компьютер. Это позволяет получать чистый, ровный и точный рез, а возможности компьютера, кроме того, выбрать и настроить любую требуемую форму.
Преимущества лазерной резки металла
Световая… Далее »
е. режущим инструментом служит луч света. Управляет этим лучом компьютер. Это позволяет получать чистый, ровный и точный рез, а возможности компьютера, кроме того, выбрать и настроить любую требуемую форму.
Преимущества лазерной резки металла
Световая… Далее »
Руководство по лазерной резке и станку для лазерной резки с ЧПУ
Станок для лазерной резки с ЧПУ вырезает конструкции в металлический лист.Изображение предоставлено: Андрей Армягов / Shutterstock.com
Лазерная резка – это производственный процесс, в котором используется сфокусированный мощный лазерный луч для резки материала по индивидуальной форме и дизайну. Этот процесс подходит для широкого спектра материалов, включая металл, пластик, дерево, драгоценные камни, стекло и бумагу, и позволяет производить точные, замысловатые и сложные детали без необходимости использования специального инструмента.
Доступно несколько различных типов лазерной резки, включая резку плавлением, резку окислением и разметку.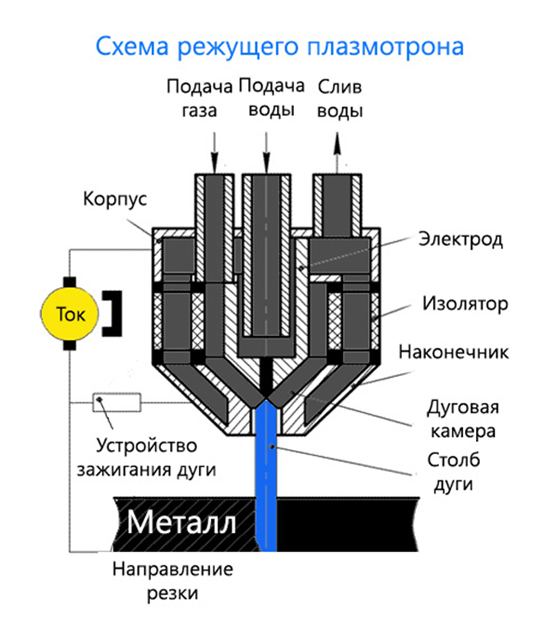 Каждый процесс лазерной резки позволяет производить детали с точностью, точностью и высококачественной обработкой кромок и, как правило, с меньшим загрязнением материала, физическим повреждением и отходами, чем при других традиционных процессах резки, таких как механическая резка и гидроабразивная резка. Однако, хотя лазерная резка демонстрирует определенные преимущества по сравнению с более традиционными процессами резки, некоторые производственные приложения могут быть проблематичными, например, резка световозвращающего материала или материала, требующего вторичной механической обработки и отделочных работ.Требования и спецификации, предъявляемые к конкретному процессу резки – например, материалы и их свойства, пределы потребления энергии и мощности, вторичная обработка и т. Д. – помогают определить тип процесса резки, наиболее подходящий для использования.
Каждый процесс лазерной резки позволяет производить детали с точностью, точностью и высококачественной обработкой кромок и, как правило, с меньшим загрязнением материала, физическим повреждением и отходами, чем при других традиционных процессах резки, таких как механическая резка и гидроабразивная резка. Однако, хотя лазерная резка демонстрирует определенные преимущества по сравнению с более традиционными процессами резки, некоторые производственные приложения могут быть проблематичными, например, резка световозвращающего материала или материала, требующего вторичной механической обработки и отделочных работ.Требования и спецификации, предъявляемые к конкретному процессу резки – например, материалы и их свойства, пределы потребления энергии и мощности, вторичная обработка и т. Д. – помогают определить тип процесса резки, наиболее подходящий для использования.
Хотя каждый процесс резки имеет свои преимущества и недостатки, в этой статье основное внимание уделяется лазерной резке, излагаются основы процесса лазерной резки, а также необходимые компоненты и механика станка для лазерной резки. Кроме того, в статье исследуются различные методы и области применения лазерной резки, преимущества и ограничения этого процесса, а также проводится сравнение между лазерной резкой и другими типами процессов резки.
Кроме того, в статье исследуются различные методы и области применения лазерной резки, преимущества и ограничения этого процесса, а также проводится сравнение между лазерной резкой и другими типами процессов резки.
Станок для лазерной резки и процесс
Лазерная резка – это бесконтактный термический процесс изготовления металлических и неметаллических материалов. Чтобы процесс лазерной резки шел гладко и с оптимальной производительностью, необходимо учитывать несколько факторов, таких как конфигурация и настройки станка для лазерной резки, разрезаемый материал и его свойства, а также тип используемого лазера и вспомогательного газа.
Обзор компонентов и механики лазерных станков
В отличие от механической резки, при которой используются режущие инструменты и оборудование с механическим приводом, и гидроабразивной резки, при которой используется вода под давлением и абразивный материал, при лазерной резке используется станок для лазерной резки для выполнения надрезов, гравировки и маркировки.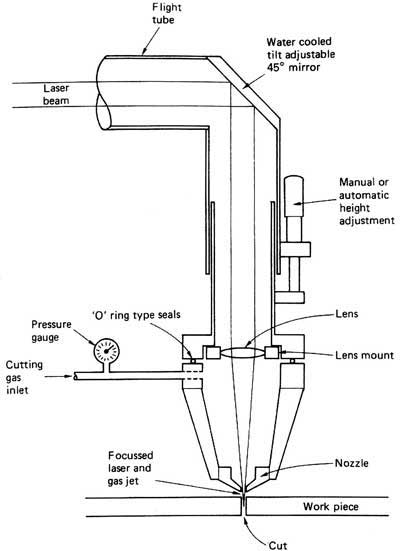 В то время как станки для лазерной резки различаются от модели к модели и применения к применению, типичная установка включает узел лазерного резонатора, зеркала и головку для лазерной резки, которая содержит линзу для фокусировки лазера, узел сжатого газа и сопло. Базовый процесс лазерной резки включает следующие этапы:
В то время как станки для лазерной резки различаются от модели к модели и применения к применению, типичная установка включает узел лазерного резонатора, зеркала и головку для лазерной резки, которая содержит линзу для фокусировки лазера, узел сжатого газа и сопло. Базовый процесс лазерной резки включает следующие этапы:
- Генерация луча
- фокусировка луча
- Нагрев и плавка локализованные
- выброс материала
- движение луча
Каждый этап является неотъемлемой частью процесса лазерной резки и при правильном выполнении обеспечивает точный разрез.
Генерация луча
Термин «лазер» происходит от аббревиатуры «ЛАЗЕР» или «Усиление света за счет вынужденной эмиссии излучения». По сути, этот акроним суммирует основные принципы лазерной генерации – стимуляции и усиления. Наряду с этими принципами в лазерном резонаторе используются процессы спонтанного излучения и вынужденного излучения для создания луча света высокой интенсивности, который является как пространственно, так и спектрально когерентным (то есть лазерным лучом).
- Спонтанное излучение: Резонатор лазера содержит активную лазерную среду (например,g., CO 2 , Nd: YAG и т. д.), электроны которых стимулируются внешним источником энергии, например импульсной лампой или электрической дугой. Когда среда получает и поглощает энергию, в ее атомах происходит процесс, известный как спонтанное излучение. Во время этого процесса энергия, поглощенная атомом, заставляет электроны атома на короткое время перескакивать на более высокий энергетический уровень, а затем возвращаться в свое основное состояние. Когда электроны возвращаются в свое основное состояние, атом излучает фотон света.
- Вынужденное излучение: Фотоны, которые образуются в результате спонтанного излучения, перемещаются в среде, которая содержится в полости лазерного резонатора между двумя зеркалами.Одно зеркало является отражающим, чтобы фотоны перемещались в среде, поэтому они продолжают распространять стимулированные излучения, а другое зеркало является частично пропускающим, что позволяет некоторым фотонам улетучиваться. Вынужденное излучение – это процесс, в котором фотон (то есть падающий фотон) стимулирует атом, который уже находится на более высоком уровне энергии. Это взаимодействие заставляет стимулированный атом перейти в основное состояние, испуская второй фотон той же фиксированной длины волны или когерентный с падающим фотоном.
 Вынужденное излучение – это процесс, в котором фотон (то есть падающий фотон) стимулирует атом, который уже находится на более высоком уровне энергии. Это взаимодействие заставляет стимулированный атом перейти в основное состояние, испуская второй фотон той же фиксированной длины волны или когерентный с падающим фотоном.
Вынужденное излучение – это процесс, в котором фотон (то есть падающий фотон) стимулирует атом, который уже находится на более высоком уровне энергии. Это взаимодействие заставляет стимулированный атом перейти в основное состояние, испуская второй фотон той же фиксированной длины волны или когерентный с падающим фотоном.Процесс распространения одного фотона излучением другого фотона усиливает силу и интенсивность светового луча. Таким образом, вынужденное излучение фотонов света (т. Е. Разновидность электромагнитного излучения) вызывает усиление света; другими словами, усиление света за счет вынужденного излучения излучения. Неправильно выровненные фотоны внутри резонатора проходят через частично пропускающее зеркало, не отражаясь в среду, генерируя начальный лазерный луч.После генерации луч попадает в лазерную режущую головку и направляется зеркалами в фокусирующую линзу.
Фокусировка луча
Фокусирующая линза фокусирует лазерный луч через центр сопла на конце лазерной режущей головки, падающий на поверхность заготовки.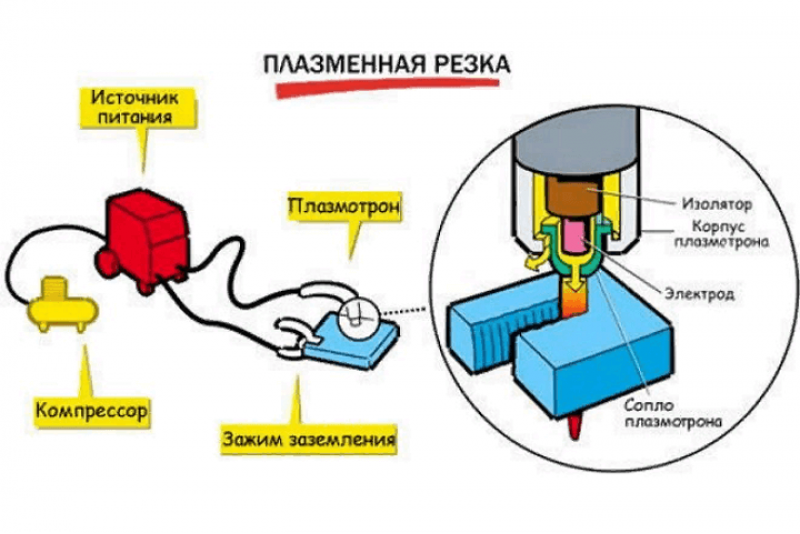 Фокусируя луч, линза концентрирует энергию луча в меньшее пятно, что увеличивает интенсивность луча ( I ). Следующее уравнение иллюстрирует основной принцип, лежащий в основе этого происшествия:
Фокусируя луч, линза концентрирует энергию луча в меньшее пятно, что увеличивает интенсивность луча ( I ). Следующее уравнение иллюстрирует основной принцип, лежащий в основе этого происшествия:
Где P представляет мощность исходного лазерного луча, а πr 2 представляет площадь поперечного сечения луча.По мере того как линза фокусирует лазерный луч, радиус ( r ) луча уменьшается; это уменьшение радиуса уменьшает площадь поперечного сечения луча, что, в свою очередь, увеличивает его интенсивность, поскольку его мощность теперь распределяется по меньшей площади.
Локальный нагрев, плавление и выброс материала
Когда луч падает на поверхность материала, материал поглощает излучение, увеличивая внутреннюю энергию и выделяя тепло. Высокая интенсивность лазерного луча позволяет ему нагревать, плавить и частично или полностью испарять локализованный участок поверхности детали. Ослабление и удаление пораженного участка материала формируют нужные порезы. Закачиваемый в лазерную режущую головку и проходящий коаксиально к сфокусированному лучу, вспомогательный газ, также называемый режущим газом, используется для защиты и охлаждения фокусирующей линзы и может использоваться для вытеснения расплавленного материала из пропила – ширина удаляемого материала и производимого реза – и поддерживает процесс резки. Лазерная резка использует несколько различных типов механизмов резки и удаления материала, включая резку плавлением, резку с химическим разрушением, резку испарением, разметку и резку окислением.
Ослабление и удаление пораженного участка материала формируют нужные порезы. Закачиваемый в лазерную режущую головку и проходящий коаксиально к сфокусированному лучу, вспомогательный газ, также называемый режущим газом, используется для защиты и охлаждения фокусирующей линзы и может использоваться для вытеснения расплавленного материала из пропила – ширина удаляемого материала и производимого реза – и поддерживает процесс резки. Лазерная резка использует несколько различных типов механизмов резки и удаления материала, включая резку плавлением, резку с химическим разрушением, резку испарением, разметку и резку окислением.
- Резка плавлением: Также называемая резкой расплавом в инертном газе или резкой в инертном газе, резка плавлением используется станками для лазерной резки CO 2 и Nd: YAG. Лазерный луч, создаваемый режущим станком, расплавляет заготовку, и расплавленный материал выталкивается через дно пропила струей используемого вспомогательного газа. Используемый вспомогательный газ и давление вспомогательного газа зависят от типа разрезаемого материала, но инертный газ всегда выбирается на основании отсутствия у него химической активности по отношению к материалу.Этот механизм подходит для лазерной резки большинства металлов и термопластов.
- Химическое разложение: Химическое разложение используется в станках для лазерной резки CO 2 и подходит для лазерной резки термореактивных полимеров и органических материалов, таких как дерево. Поскольку термореактивные и органические материалы не плавятся при воздействии тепла, лазерный луч вместо этого сжигает материал, превращая его в углерод и дым.
- Резка испарением: Резка испарением используется станками для лазерной резки CO 2 и подходит для таких материалов, как лазерная резка акрила и полиацеталя из-за близости их точек плавления и кипения.Поскольку лазер испаряет материал, испаряется вдоль разреза, получаемая кромка обычно глянцевая и полированная.
- Разметка: Разметка используется в станках лазерной резки CO 2 и Nd: YAG для создания частичных или полностью проникающих канавок или перфораций, обычно на керамических или кремниевых стружках. Эти канавки и перфорации допускают механическое разрушение по ослабленным структурным линиям.
- Окислительная резка: Также называемая кислородной резкой, окислительная резка используется станками для лазерной резки CO 2 и Nd: YAG и подходит для лазерной резки низкоуглеродистой и углеродистой стали.Окислительная резка является одним из примеров режущего механизма резки расплава реактивного газа, в котором специально используются химически активные вспомогательные газы. Как и в случае инертности, реакционная способность вспомогательного газа зависит от разрезаемого материала. Окислительная резка, как следует из названия, использует кислород в качестве вспомогательного газа, который экзотермически реагирует с материалом. Вырабатываемое тепло ускоряет процесс резки и приводит к образованию окисленной оплавленной кромки, которую можно легко удалить струей газа, чтобы получить более чистую кромку, обрезанную лазером.


Движение луча
После начала локального нагрева, плавления или испарения машина перемещает зону удаления материала по заготовке, чтобы произвести полный рез. Станок выполняет движение за счет регулировки отражающих зеркал, управления лазерной режущей головкой или манипулирования заготовкой. Станки для лазерной резки бывают трех различных конфигураций, в зависимости от того, как лазерный луч перемещается или перемещается по материалу: движущийся материал, летающая оптика и гибридные системы лазерной резки.
- Движущийся материал: Станки для лазерной резки движущегося материала оснащены стационарным лазерным лучом и подвижной режущей поверхностью, к которой прикреплен материал. Заготовка механически перемещается вокруг неподвижной балки для выполнения необходимых резов. Эта конфигурация обеспечивает равномерное и постоянное расстояние зазора и требует меньшего количества оптических компонентов.
- Flying Optics: Станки для лазерной резки Flying optics оснащены подвижной головкой для лазерной резки и неподвижной заготовкой. Режущая головка перемещает балку по неподвижной заготовке по осям X и Y для выполнения необходимых резов. Гибкость машин с летающей оптикой позволяет резать материалы различной толщины и размеров, а также сокращать время обработки. Однако, поскольку балка постоянно движется, необходимо учитывать изменение длины балки на протяжении всего процесса. Изменением длины луча можно управлять путем коллимации (юстировки оптики), использования оси постоянной длины луча или использования адаптивной оптики или емкостной системы управления высотой, способной вносить необходимые корректировки в режиме реального времени.
- Гибрид: Гибридные станки для лазерной резки предлагают сочетание свойств, присущих станкам с движущимся материалом и летающей оптикой. Эти станки оснащены столом для обработки материалов, который перемещается по одной оси (обычно по оси X), и лазерной головкой, которая перемещается по другой (обычно по оси Y). Гибридные системы обеспечивают более стабильную доставку луча, уменьшают потери мощности и большую мощность на ватт по сравнению с системами летающей оптики.
 Режущая головка перемещает балку по неподвижной заготовке по осям X и Y для выполнения необходимых резов. Гибкость машин с летающей оптикой позволяет резать материалы различной толщины и размеров, а также сокращать время обработки. Однако, поскольку балка постоянно движется, необходимо учитывать изменение длины балки на протяжении всего процесса. Изменением длины луча можно управлять путем коллимации (юстировки оптики), использования оси постоянной длины луча или использования адаптивной оптики или емкостной системы управления высотой, способной вносить необходимые корректировки в режиме реального времени.
Режущая головка перемещает балку по неподвижной заготовке по осям X и Y для выполнения необходимых резов. Гибкость машин с летающей оптикой позволяет резать материалы различной толщины и размеров, а также сокращать время обработки. Однако, поскольку балка постоянно движется, необходимо учитывать изменение длины балки на протяжении всего процесса. Изменением длины луча можно управлять путем коллимации (юстировки оптики), использования оси постоянной длины луча или использования адаптивной оптики или емкостной системы управления высотой, способной вносить необходимые корректировки в режиме реального времени.
Лазеры выпускаются в виде импульсных или непрерывных волновых лучей.Пригодность каждого из них зависит от свойств разрезаемого материала и требований к лазерной резке. Импульсные лучи производятся как короткие всплески выходной мощности, в то время как непрерывные волновые лучи производятся как непрерывные, с высокой выходной мощностью. Первый, как правило, используется для скрайбирования или резки с испарением и подходит для резки тонких конструкций или прокалывания толстых материалов, в то время как последний подходит для высокоэффективной и высокоскоростной резки.
Типы вспомогательных газов
При лазерной резке используются различные вспомогательные газы для облегчения процесса резки. Применяемый процесс резки и разрезаемый материал определяют тип вспомогательного газа – инертный или активный – который наиболее подходит для использования.
Для резки в среде инертного газа (например, для резки плавлением или резки расплава в среде инертного газа), как указано в названии, используются химически инертные вспомогательные газы. Конкретный используемый вспомогательный газ зависит от реактивных свойств материала. Например, поскольку расплавленные термопласты не вступают в реакцию с азотом и кислородом, сжатый воздух можно использовать в качестве вспомогательного газа при лазерной резке таких материалов.С другой стороны, поскольку расплавленный титан вступает в реакцию с азотом и кислородом, аргон или другой химически инертный газ должен использоваться в качестве вспомогательного газа при лазерной резке этого материала. При лазерной резке нержавеющей стали с использованием процесса резки в среде инертного газа в качестве вспомогательного газа обычно используется азот; это связано с тем, что расплавленная нержавеющая сталь химически реагирует с кислородом.
Конкретный используемый вспомогательный газ зависит от реактивных свойств материала. Например, поскольку расплавленные термопласты не вступают в реакцию с азотом и кислородом, сжатый воздух можно использовать в качестве вспомогательного газа при лазерной резке таких материалов.С другой стороны, поскольку расплавленный титан вступает в реакцию с азотом и кислородом, аргон или другой химически инертный газ должен использоваться в качестве вспомогательного газа при лазерной резке этого материала. При лазерной резке нержавеющей стали с использованием процесса резки в среде инертного газа в качестве вспомогательного газа обычно используется азот; это связано с тем, что расплавленная нержавеющая сталь химически реагирует с кислородом.
При лазерной резке материала посредством процесса реактивного сдвига расплава активный (т.е. химически реактивный) вспомогательный газ – обычно кислород – используется для ускорения процесса резки.В то время как при резке инертным газом материал нагревается, плавится и испаряется исключительно за счет мощности лазера, при резке реактивным газом реакция между вспомогательным газом и материалом создает дополнительное тепло, которое способствует процессу резки. Из-за этой экзотермической реакции резка с использованием реактивного газа обычно требует более низких уровней мощности лазера для резки материала по сравнению с уровнем мощности, необходимым при резке того же материала с помощью процесса резки инертным газом.
Из-за этой экзотермической реакции резка с использованием реактивного газа обычно требует более низких уровней мощности лазера для резки материала по сравнению с уровнем мощности, необходимым при резке того же материала с помощью процесса резки инертным газом.
Давление резания используемого вспомогательного газа также определяется применяемым процессом резания, свойствами и толщиной разрезаемого материала.Например, полимеры обычно требуют давления газовой струи 2–6 бар во время процесса резки инертным газом, в то время как нержавеющая сталь требует давления газовой струи 8–14 бар. Соответственно, более тонкие материалы также обычно требуют более низкого давления, а более толстые материалы обычно требуют большего давления. При окислительной резке все наоборот: чем толще материал, тем ниже необходимое давление и чем тоньше материал, тем выше требуемое давление.
Типы станков для лазерной резки
Доступно несколько типов станков для лазерной резки, которые подразделяются на газовые, жидкостные и твердотельные. Типы различаются в зависимости от состояния активной лазерной среды, т. Е. От того, является ли среда газом, жидкостью или твердым материалом, и из чего состоит активная лазерная среда (например, CO 2 , Nd: YAG и т. Д. .). Основными двумя типами используемых лазеров являются CO 2 и твердотельные лазеры.
Типы различаются в зависимости от состояния активной лазерной среды, т. Е. От того, является ли среда газом, жидкостью или твердым материалом, и из чего состоит активная лазерная среда (например, CO 2 , Nd: YAG и т. Д. .). Основными двумя типами используемых лазеров являются CO 2 и твердотельные лазеры.
Один из наиболее часто используемых лазеров в газовом состоянии, лазер CO 2 , использует смесь углекислого газа в качестве активной лазерной среды. Лазеры CO 2 обычно используются для резки неметаллических материалов, поскольку ранние модели не были достаточно мощными, чтобы разрезать металлы.С тех пор лазерная технология эволюционировала, чтобы позволить лазерам CO 2 прорезать металлы, но лазеры CO 2 по-прежнему лучше подходят для резки неметаллов и органических материалов (таких как резина, кожа или дерево) и простой гравировки металлов. или другие твердые материалы. Лазеры на чистом азоте – еще один широко используемый лазер в газовом состоянии. Эти лазеры используются в тех случаях, когда требуется, чтобы материал не окислялся при резке.
Эти лазеры используются в тех случаях, когда требуется, чтобы материал не окислялся при резке.
Доступно несколько разновидностей твердотельных лазеров, в том числе кристаллические и волоконные лазеры.В кристаллических лазерах используются различные кристаллические среды, например, иттрий-алюминиевый гранат, легированный неодимом (Nd: YAG) или ортованадат иттрия, легированный неодимом (Nd: YVO 4 ), что позволяет производить лазерную резку металлов и неметаллов с высокой мощностью . Хотя лазеры на кристаллах универсальны в отношении режущих возможностей материалов, они обычно более дороги и имеют более короткий срок службы, чем другие типы лазеров. Волоконные лазеры предлагают более дешевую и долговечную альтернативу кристаллическим лазерам. Этот тип лазера сначала генерирует луч через серию лазерных диодов, который затем проходит через оптические волокна, усиливается и фокусируется на заготовке для выполнения необходимых разрезов.
Рекомендации по установке лазерной резки
Как описано в предыдущем разделе, тип лазера, подходящий для лазерной резки, в значительной степени определяется разрезаемым материалом. Однако при выборе и настройке станка для лазерной резки для конкретного применения могут быть приняты во внимание другие соображения, такие как конфигурация станка, мощность лазера, длина волны, временной режим, пространственный режим и размер фокусного пятна.
Однако при выборе и настройке станка для лазерной резки для конкретного применения могут быть приняты во внимание другие соображения, такие как конфигурация станка, мощность лазера, длина волны, временной режим, пространственный режим и размер фокусного пятна.
Конфигурация машины : см. Движение луча , выше
Мощность лазера : Мощность или мощность лазера могут увеличивать или уменьшать общее время обработки для резки.Это происходит из-за увеличения интенсивности луча по мере увеличения мощности лазера (плотность мощности (интенсивность) = P / πr 2 ). Цена станка для лазерной резки обычно зависит от мощности лазера; чем мощнее лазер, тем дороже оборудование. Поэтому производители и мастерские должны найти баланс между затратами на обработку и затратами на оборудование при выборе лазерного станка на основе мощности лазера.
Длина волны : Длина волны лазерного луча – это пространственная длина одного полного цикла вибрации для фотона в луче. Конкретная длина волны лазерного луча частично определяет скорость поглощения излучения материалом, которая позволяет материалу нагреваться, плавиться и испаряться для получения необходимых разрезов.
Конкретная длина волны лазерного луча частично определяет скорость поглощения излучения материалом, которая позволяет материалу нагреваться, плавиться и испаряться для получения необходимых разрезов.
Beam Mode : Режим определяет, как интенсивность лазерного луча распределяется по площади поперечного сечения луча. Этот режим влияет на размер фокального пятна луча и его интенсивность, что, в свою очередь, влияет на качество резки. Обычно оптимальный режим имеет гауссово распределение интенсивности (TEM 00 ).
Фокусное пятно : Луч направляется через линзу или специальное зеркало и фокусируется в небольшом пятне высокой интенсивности. Точка, в которой диаметр луча наименьший, называется фокусным пятном или фокусом. Оптимальное положение фокуса для лазерной резки зависит от нескольких факторов, включая свойства и толщину материала, форму и режим луча, тип вспомогательного газа и состояние фокальной линзы.
Материальные аспекты
Лазерная резка металла Изображение предоставлено: Metal Works of High Point, Inc.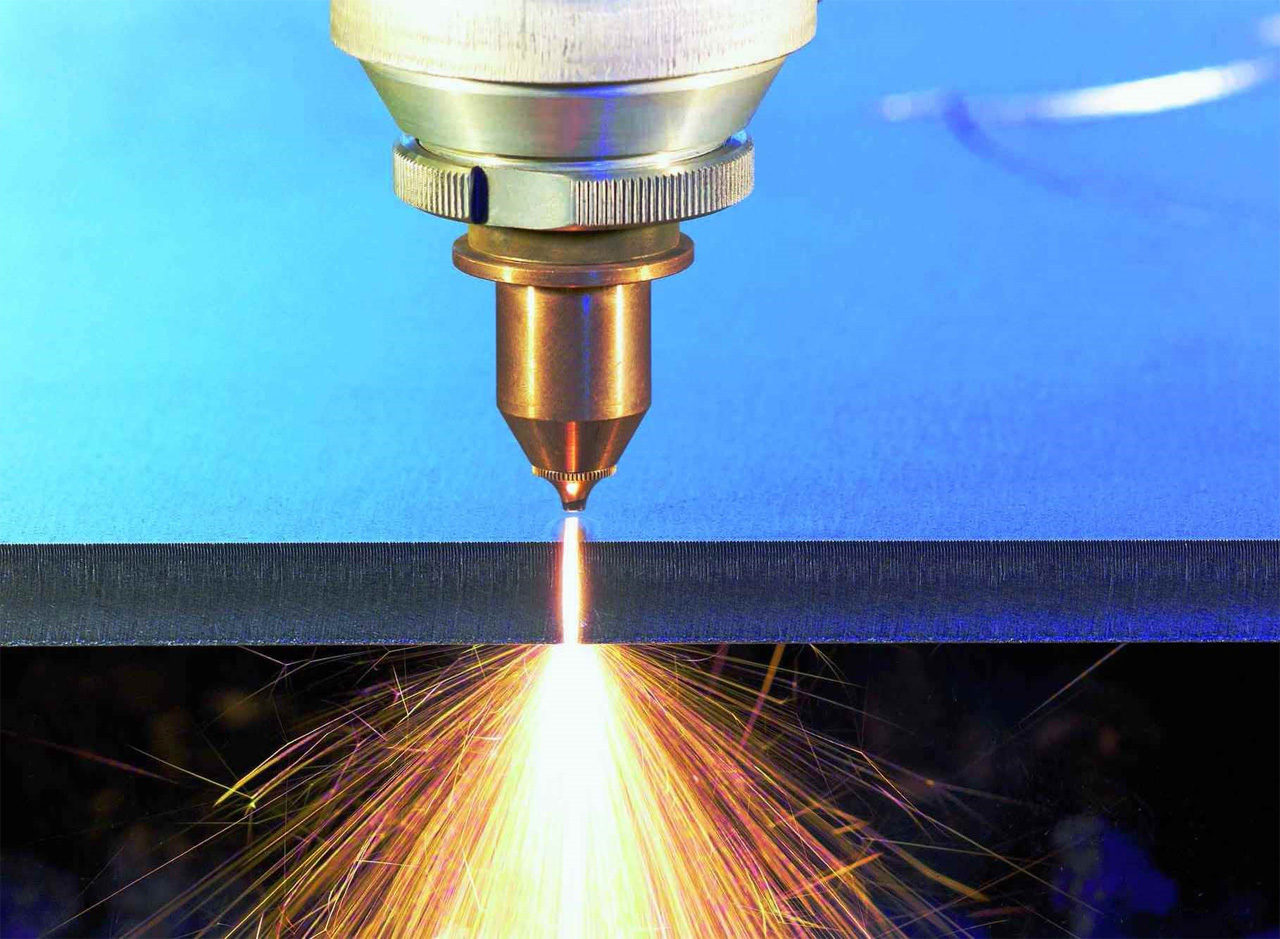
Лазерная резка подходит для различных металлических и неметаллических материалов, включая пластик, дерево, драгоценные камни, стекло и бумагу. Как упоминалось в предыдущих разделах, тип разрезаемого материала и его свойства в значительной степени определяют оптимальный режущий механизм, режущий газ и давление режущего газа, а также лазерный станок, используемый для лазерной резки.
В таблице 1 ниже показана пригодность каждого механизма лазерной резки, описанного ранее, для резки материала.
Таблица 1 – Пригодность механизмов лазерной резки для резки различных материаловМатериал | Резка плавлением | Химическая деструкция | Испарительная резка | Разметка | Окислительная резка |
Сплав железа | Х | Х | |||
Сплав цветных металлов | Х | Х | |||
Термопласт | Х | Х | |||
Терморегулятор | Х | Х | |||
Керамика | Х | Х | |||
Стекло | Х | Х | |||
Эластомер | Х | ||||
Композитный | Х | Х | Х | ||
Дерево | Х |
В таблице 2 ниже показана пригодность каждого обычно используемого вспомогательного газа для резки материала.
Материал (расплав) | Азот | Кислород | Аргон / инертные газы |
Термопласты | X (инертный) | X (инертный) | |
Титан | X (инертный) | ||
Нержавеющая сталь | X (инертный) | X (реактивная) | |
Углеродистая сталь | X (инертный) | X (реактивный) | |
Легированная сталь | X (инертный) | X (реактивная) | |
Алюминий | X (инертный) | X (реактивный) | |
Никель | X (инертный) | X (реактивная) | |
Медь | X (инертный) | X (реактивный) |
В таблице 3 ниже показана пригодность каждого типа лазера, описанного ранее, для резки материала.
Материал (расплав) | CO 2 | Азот | Nd: YAG / кристалл | Волокно |
Металлы | X (сталь и алюминий) | Х | Х | |
Пластик | X (низкая контрастность) | X (высокая контрастность) | ||
Стекло | Х | |||
Бумага | Х | |||
Дерево | Х | |||
Камень | Х |
Помимо реактивных или нереактивных свойств разрезаемого материала, еще одним соображением, которое производители и рабочие мастерские могут принять во внимание при принятии решения о пригодности лазерной резки для их применения, является отражательная способность. Чем выше коэффициент отражения материала, тем больше процент излучения отражается, а не поглощается им. Эта более низкая скорость поглощения замедляет процесс резки и увеличивает время обработки, а также увеличивает требования к мощности лазера для резки материала. Материалы с высокой отражающей способностью, такие как медь и алюминий, также могут вызвать повреждение лазерного устройства, так как луч может отражаться в направлении компонентов лазерного резака.
Чем выше коэффициент отражения материала, тем больше процент излучения отражается, а не поглощается им. Эта более низкая скорость поглощения замедляет процесс резки и увеличивает время обработки, а также увеличивает требования к мощности лазера для резки материала. Материалы с высокой отражающей способностью, такие как медь и алюминий, также могут вызвать повреждение лазерного устройства, так как луч может отражаться в направлении компонентов лазерного резака.
Преимущества лазерной резки
По сравнению с другими видами резки, лазерная резка имеет несколько преимуществ.К ним относятся:
- Более высокая точность и аккуратность резки
- Более качественная кромка
- Более узкая ширина пропила
- Меньшая зона термического влияния и меньшее искажение материала
- Меньше загрязнения материалов и отходов
- Снижение затрат на техническое обслуживание и ремонт
- Повышенная безопасность оператора
Станки для лазерной резки способны вырезать широкий спектр конструкций с большей точностью и аккуратностью, чем более традиционные станки для резки. Поскольку станки для лазерной резки могут полностью управляться ЧПУ, они могут многократно и последовательно производить сложные и замысловатые детали с высокими допусками. Лазерная резка также обеспечивает высококачественные разрезы и кромки, которые обычно не требуют дополнительной очистки, обработки или отделки, что снижает потребность в дополнительных процессах отделки.
Поскольку станки для лазерной резки могут полностью управляться ЧПУ, они могут многократно и последовательно производить сложные и замысловатые детали с высокими допусками. Лазерная резка также обеспечивает высококачественные разрезы и кромки, которые обычно не требуют дополнительной очистки, обработки или отделки, что снижает потребность в дополнительных процессах отделки.
Сфокусированный луч позволяет уменьшить ширину пропила, а локализованный нагрев обеспечивает минимальное тепловое воздействие на большую часть разрезаемого материала. Меньший пропил сводит к минимуму количество удаляемого материала, а низкий подвод тепла сводит к минимуму зоны термического влияния (ЗТВ), что, в свою очередь, снижает степень термической деформации.Бесконтактный характер процесса лазерной резки также снижает риск механической деформации, особенно для гибких или тонких материалов, а также снижает риск загрязнения материала. Благодаря более жестким допускам, меньшей ширине пропила, меньшим зонам термического влияния и меньшей степени деформации материала детали, вырезанные лазером, можно расположить ближе друг к другу на материале. Такая близость конструкции снижает количество отходов материала, что со временем приводит к снижению затрат на материалы.
Такая близость конструкции снижает количество отходов материала, что со временем приводит к снижению затрат на материалы.
Хотя первоначальные вложения в оборудование для лазерной резки обычно выше, чем в другие процессы резки, эксплуатационные расходы и затраты на техническое обслуживание сравнительно низкие. Станки для лазерной резки способны выполнять множество операций и приложений без необходимости покупать или менять отдельные инструменты, разработанные по индивидуальному заказу; Эта характеристика лазерной резки снижает как общие затраты на оборудование, так и время между различными процессами и приложениями. Кроме того, поскольку лазерная резка является бесконтактным процессом, компоненты лазера испытывают меньшую усталость и, следовательно, служат дольше, чем компоненты в процессах контактной резки, таких как механическая резка или ротационная высечка.Вместе с относительной дешевизной заменяемых лазерных компонентов долговечность лазерных компонентов со временем еще больше снижает общие затраты на оборудование.
Другие преимущества лазерной резки включают снижение риска травм оператора и более тихую работу. В процессе лазерной резки практически не используются механические компоненты и он происходит внутри корпуса, поэтому риск травмирования оператора снижается. Поскольку в процессе лазерной резки создается меньше шума, улучшается и общее рабочее место.
Ограничения лазерной резки
Хотя лазерная резка демонстрирует преимущества по сравнению с другими формами резки, процесс также имеет ограничения, в том числе:
- Ассортимент подходящих материалов
- Несоответствие производительности
- Закалка металла
- Повышенное потребление энергии и мощности
- Более высокие затраты на оборудование
Как указывалось в предыдущих разделах, лазерная резка подходит для широкого спектра металлов и неметаллов.Однако разрезаемый материал и его свойства часто ограничивают пригодность некоторых режущих механизмов, вспомогательных газов и типов лазеров. Кроме того, толщина материала играет важную роль в определении оптимальной мощности лазера, давления вспомогательного газа и положения фокуса для лазерной резки. Различные материалы или толщина в пределах одного материала также требуют корректировки скорости и глубины резания на протяжении всего процесса резки. Эти корректировки создают несоответствия во времени производства, а также увеличивают время выполнения работ, особенно при больших производственных партиях.
Кроме того, толщина материала играет важную роль в определении оптимальной мощности лазера, давления вспомогательного газа и положения фокуса для лазерной резки. Различные материалы или толщина в пределах одного материала также требуют корректировки скорости и глубины резания на протяжении всего процесса резки. Эти корректировки создают несоответствия во времени производства, а также увеличивают время выполнения работ, особенно при больших производственных партиях.
Одним из преимуществ лазерной резки является получение высококачественных резов, которые обычно не требуют обширной вторичной очистки, обработки или отделки. Хотя в некотором отношении это является преимуществом, возникающее в результате наклепывание кромок, обрезанных лазером, может быть проблематичным для некоторых применений. Например, детали, требующие дальнейшей обработки, такой как порошковое покрытие или окраска, сначала потребуют обработки поверхности после процесса лазерной резки перед нанесением необходимого покрытия или краски. Добавление этого шага увеличивает как время выполнения, так и общие затраты на обработку.
Добавление этого шага увеличивает как время выполнения, так и общие затраты на обработку.
Хотя лазерная резка может со временем снизить затраты на техническое обслуживание и материалы, для некоторых производственных приложений может быть более рентабельным использование других процессов резки. Например, хотя лазерной резкой можно подвергать как металлические, так и неметаллические материалы, лазерная резка пластика вызывает выброс потенциально вредных и токсичных газов. Эти выбросы требуют оборудования для контроля загрязнения воздуха, что увеличивает стоимость необходимого оборудования.Для производителей и начинающих мастерских, хотя запасные части и детали для обслуживания относительно недороги, первоначальные вложения в оборудование для лазерной резки также имеют тенденцию быть намного выше по сравнению с более традиционными процессами резки. Кроме того, оборудование для лазерной резки обычно потребляет больше мощности и энергии, чем другие процессы резки, что приводит к дальнейшему увеличению эксплуатационных расходов. В целом, высокие начальные затраты на оборудование и эксплуатационные расходы могут сделать лазерную резку непригодной для низкобюджетных операций.
В целом, высокие начальные затраты на оборудование и эксплуатационные расходы могут сделать лазерную резку непригодной для низкобюджетных операций.
Альтернативные способы резания
Хотя лазерная резка позволяет производить сложные и прецизионные детали с высокими допусками, она может не подходить для каждого производственного применения, а другие процессы резки могут быть более подходящими и экономичными. Ниже проиллюстрированы некоторые сравнения лазерной резки с другими процессами резки.
Таблица 4 – Сравнение процессов лазерной и механической резкиПреимущества | Лазерная резка | Механическая резка |
Точность / допуски | Х | |
Возможности сложной конструкции | Х | |
Без механического искажения | Х | |
Затраты на материалы (за вычетом отходов) | Х | |
Стоимость оборудования | Х | |
Операционные расходы | Х | |
Расходы на техническое обслуживание | Х |
Механическая резка – это производственный процесс, в котором используется оборудование с механическим приводом, т. е.g., токарные станки, фрезерные станки и прессы – для резки, формовки и резки материала в нестандартные формы и конструкции. Как показано в Таблице 4 выше, лазерная резка имеет несколько преимуществ по сравнению с механической резкой; он обеспечивает большую точность и более высокие допуски, а также предлагает более низкие затраты на материалы (например, меньше отходов) и затраты на техническое обслуживание. Однако лазерная резка также обычно требует гораздо более высоких начальных инвестиций и эксплуатационных затрат, чем механическая резка, из-за дорогостоящего оборудования для лазерной резки и высокого потребления энергии и мощности оборудования.
е.g., токарные станки, фрезерные станки и прессы – для резки, формовки и резки материала в нестандартные формы и конструкции. Как показано в Таблице 4 выше, лазерная резка имеет несколько преимуществ по сравнению с механической резкой; он обеспечивает большую точность и более высокие допуски, а также предлагает более низкие затраты на материалы (например, меньше отходов) и затраты на техническое обслуживание. Однако лазерная резка также обычно требует гораздо более высоких начальных инвестиций и эксплуатационных затрат, чем механическая резка, из-за дорогостоящего оборудования для лазерной резки и высокого потребления энергии и мощности оборудования.
Преимущества | Лазерная резка | Высечки |
Точность / допуски | Х | |
Возможности сложной конструкции | Х | |
Быстрое прототипирование / корректировка дизайна | Х | |
Множественные операции (в линии) | Х | |
Ускорение производственного цикла | Х | |
Постоянная скорость / давление резания | Х | |
Крупные / серийные серии | Х |
Производство штампованных деталей – это одно производственное применение, для которого лазерная резка может служить альтернативой процессам механической резки, таким как плоская высечка или ротационная высечка. Как показано в Таблице 5 выше, лазерная резка позволяет повысить точность и ускорить создание прототипов. В то время как высечка позволяет производить детали высокой точности, лазерная резка предлагает еще более жесткие допуски для более сложных конструкций и узоров. Кроме того, лазерная резка более рентабельна для создания прототипов и корректировок конструкции, поскольку процесс не требует создания отдельных компонентов штампа для тестирования новых конструкций. Однако высечка, особенно ротационная высечка, дает определенные преимущества по сравнению с лазерной резкой.Например, ротационная высечка позволяет выполнять несколько операций в линию, а также обеспечивать постоянное и непрерывное давление резания. В совокупности эти соображения позволяют ротационной высечке обеспечить более быстрый производственный цикл, чем лазерная резка, особенно при больших или длительных производственных циклах.
Как показано в Таблице 5 выше, лазерная резка позволяет повысить точность и ускорить создание прототипов. В то время как высечка позволяет производить детали высокой точности, лазерная резка предлагает еще более жесткие допуски для более сложных конструкций и узоров. Кроме того, лазерная резка более рентабельна для создания прототипов и корректировок конструкции, поскольку процесс не требует создания отдельных компонентов штампа для тестирования новых конструкций. Однако высечка, особенно ротационная высечка, дает определенные преимущества по сравнению с лазерной резкой.Например, ротационная высечка позволяет выполнять несколько операций в линию, а также обеспечивать постоянное и непрерывное давление резания. В совокупности эти соображения позволяют ротационной высечке обеспечить более быстрый производственный цикл, чем лазерная резка, особенно при больших или длительных производственных циклах.
Преимущества | Лазерная резка | Гидроабразивная резка |
Точность / допуски | Х | |
Возможности сложной конструкции | Х | |
Композитный / многослойный материал | Х | |
Толстые материалы | Х | |
Без механического искажения | Х | |
Нет теплового искажения | Х | |
Операционные расходы | Х | |
Тихая работа | Х |
Гидроабразивная резка – это производственный процесс, в котором используется вода под давлением, а также абразивные материалы, такие как гранат или оксид алюминия, для резки и придания материалу нестандартных форм и конструкций. Как показано в Таблице 6 выше, лазерная резка может производить детали с большей точностью и сложностью, чем гидроабразивная резка, в то время как гидроабразивная резка может производить детали из более толстых и многослойных материалов, что может быть проблематичным для процесса лазерной резки. Хотя при лазерной резке меньше риск механических искажений, гидроабразивная резка снижает риск тепловых искажений. По сравнению с лазерной резкой, гидроабразивная резка также создает больше шума и больше отходов, т. Е. Использованной воды и абразивных смесей, которые требуют очистки и утилизации, что увеличивает эксплуатационные расходы.
Как показано в Таблице 6 выше, лазерная резка может производить детали с большей точностью и сложностью, чем гидроабразивная резка, в то время как гидроабразивная резка может производить детали из более толстых и многослойных материалов, что может быть проблематичным для процесса лазерной резки. Хотя при лазерной резке меньше риск механических искажений, гидроабразивная резка снижает риск тепловых искажений. По сравнению с лазерной резкой, гидроабразивная резка также создает больше шума и больше отходов, т. Е. Использованной воды и абразивных смесей, которые требуют очистки и утилизации, что увеличивает эксплуатационные расходы.
Преимущества | Лазерная резка | Плазменная резка |
Точность / допуски | Х | |
Возможности сложной конструкции | Х | |
Толстые материалы | Х | |
Диапазон подходящих материалов | Х | |
Оборот | Х | |
Стоимость оборудования | Х | |
Операционные расходы | Х |
Плазменная резка, также называемая плазменной дугой, представляет собой процесс изготовления, в котором используется конус перегретого ионизированного газа для резки и придания электропроводному материалу нестандартных форм и конструкций. Как показано в Таблице 7 выше, по сравнению с лазерной резкой, которая позволяет резать металлические и неметаллические материалы, плазменная резка имеет более ограниченный диапазон подходящих материалов, поскольку с помощью процесса плазменной резки можно резать только электропроводящие материалы. Кроме того, детали плазменной резки производятся со значительно меньшей точностью и меньшими допусками из-за более широкого пропила, производимого во время процесса. Несмотря на эти ограничения, плазменная резка предлагает более низкие затраты на оборудование и эксплуатационные расходы (из-за, как правило, более низкой мощности и энергопотребления) и более быстрый производственный цикл по сравнению с лазерной резкой, а также возможности для резки более толстых и многослойных материалов.
Как показано в Таблице 7 выше, по сравнению с лазерной резкой, которая позволяет резать металлические и неметаллические материалы, плазменная резка имеет более ограниченный диапазон подходящих материалов, поскольку с помощью процесса плазменной резки можно резать только электропроводящие материалы. Кроме того, детали плазменной резки производятся со значительно меньшей точностью и меньшими допусками из-за более широкого пропила, производимого во время процесса. Несмотря на эти ограничения, плазменная резка предлагает более низкие затраты на оборудование и эксплуатационные расходы (из-за, как правило, более низкой мощности и энергопотребления) и более быстрый производственный цикл по сравнению с лазерной резкой, а также возможности для резки более толстых и многослойных материалов.
Сводка
Выше описаны основы станка для лазерной резки, процесс лазерной резки, принцип работы лазерной резки, различные возможности и области применения лазерной резки, а также некоторые соображения, которые могут быть приняты во внимание производителями и механическими цехами при принятии решения о том, следует ли выполнять лазерную резку. наиболее оптимальное решение для их конкретного применения.
наиболее оптимальное решение для их конкретного применения.
Для получения дополнительной информации о местных коммерческих и промышленных поставщиках посетите платформу Thomas Supplier Discovery Platform, где вы найдете более 500 000 коммерческих и промышленных поставщиков, в том числе более 2500 поставщиков услуг по лазерной резке.
Источники
- http://www.engineerstudent.co.uk/
- https://www.messer-cs.com/us/processes/laser-cutting/
- https://www.me.iitb.ac.in/~ramesh/courses/ME677/lasercutting.pdf
- https://www.boconline.co.uk
- https://www.behance.net/gallery/32298803/Laser-Cutting-Advantages-And-Disadvantages
- http://laserexp.co.uk/wp-content/uploads/2012/10/LASER-CUTTING-FROM-FIRST-PRINCIPLES-TO-THE-STATE-OF-THE-ART.pdf
- https: // www.exploainthatstuff.com/lasers.html
- https://www.us-metalcrafters.com/laser-cutting/
- https://unionmachine.com/blog/benefits-of-5-axis-laser-cutting/
- https://www. gemathis.com/services/precision-laser-processing/laser-cutting-metal-services/
Прочие изделия для резки
Больше от Custom Manufacturing & Fabricating
Laser Metal Cutting – Основные преимущества и характеристики – Блог
Современные технологии позволяют выполнять сложные процессы металлообработки, будь то резка, сварка или другие операции.Одним из самых современных методов обработки, другими словами, способов резки металла, является лазерная резка металла.
Термин «лазер» – это аббревиатура из англоязычной области, означающая «усиление света за счет стимулированного излучения излучения». Лазер – это не что иное, как световой генератор, который позволяет сфокусироваться на точке очень маленького диаметра, менее 1 мм.
Лазерная резка сама по себе представляет собой процесс термической резки материала, в котором лазерный источник, то есть резонатор, создает лазерный луч, который с помощью зеркала проходит в режущей головке станка, фокусируясь на точке очень маленький диаметр.
Лазерная резка металла – применение и преимущества
Благодаря своей высокой точности, лазерная резка используется во многих отраслях промышленности, в том числе в металлургии, электронике, судостроении и т. Д.
Лазерная резка металла дает множество преимуществ, и некоторые из них следующие:
- низкое тепловложение на металл
- малая деформация металла
- высокоскоростной
- высококачественная резка
- гибкость
- рентабельность
- точность
Принципы лазерной резки металла
Лазерная резка металла может производиться:
- CO2-лазеры: используются при сверлении, резке, маркировке, гравировке
- Nd-лазеры: чаще всего используются для сверления.Для них характерны импульсы высокой энергии и низкая скорость повторения
- Nd – YAG лазеры: используются для сверления, гравировки и регулировки. Они используют импульсы очень высокой энергии
Иллюстрация работы станка лазерной резки
Лазерная резка – это термический процесс, который начинается с нагрева и фокусировки лазерного луча (плотность составляет около 104 Вт / мм2) в сочетании с газом (активным или инертным). Лазерный луч плавит металл, который разрезается, а газ своим током удаляет сжиженный металл.Лазерная резка металла начинается с просверливания отверстия в металле, которое может занять до 15 секунд в зависимости от толщины металла. Лазерный луч, применяемый в процессе лазерной резки, параллелен толщине от 1,5 до 12,5 мм.
Лазерная резка металла – одна из разновидностей лазерной резки.
Пример резки металла лазером показан ниже.
Характеристики лазерной резки металла
Точность лазерной резки металла до 0.01. Количество тепла, выделяемого в процессе резки, можно увидеть в таблице. Суммы указаны в ваттах [Вт].
Скорость – одно из преимуществ лазерной резки.
В таблице ниже показано время в минутах, необходимое для резки одного дюйма материала.
| Материал | Толщина материала (мм) | ||||
|---|---|---|---|---|---|
| 0.5 | 1 | 2 | 3,5 | 6 | |
| Нержавеющая сталь | 1000 | 1000 | 1000 | 500 | 250 |
| Алюминий | 1000 | 1000 | 1000 | 3800 | 10000 |
| Низкоуглеродистая сталь | – | 400 | – | 500 | – |
| Титан | 250 | 210 | 210 | – | – |
Лазерная резка металла имеет несколько параметров, которые можно изменять, и один из самых важных – импульсный, то есть непрерывный луч.Пиковая мощность при импульсной лазерной резке или средняя мощность при непрерывной лазерной резке определяет проплавление. Непрерывный луч применяется для гладкого и более толстого материала, а импульсный луч используется для точной резки. Сравнение непрерывной и импульсной резки пучка можно увидеть на фото.
Заключение
Одним из самых современных методов машинной резки металла является лазерная резка металла.
Цена лазерной резки металла зависит от конкретных требований, т. Е. От типа, качества и толщины разрезаемого материала.
Лазерная резка – процессы резки
Произведено из слов L ight A Усиление S Timved E Миссия R С момента своего появления в шестидесятых годах, с момента своего появления в шестидесятых годах, лазеры стали синонимом эффективности и качества обработки материалов.
Они предложили совершенно новую форму энергии, которая, в свою очередь, нашла применение в производстве, медицине и связи.Лазеры, способные нагревать, плавить и даже испарять материал, считаются идеальной средой для передачи интенсивной, но контролируемой энергии.
Щелкните здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .Самым популярным применением лазеров является резка.
Лазерная резка
Лазерная резка – это, в основном, термический процесс, при котором сфокусированный лазерный луч используется для плавления материала в определенной области. Коаксиальная газовая струя используется для выброса расплавленного материала и создания пропила.Непрерывный рез производится путем перемещения лазерного луча или заготовки под управлением ЧПУ. Существует три основных разновидности лазерной резки: резка плавлением, газовая резка и дистанционная резка.
При резке плавлением инертный газ (обычно азот) используется для вытеснения расплавленного материала из пропила. Газообразный азот не вступает в экзотермическую реакцию с расплавленным материалом и, таким образом, не вносит вклад в поступление энергии.
При газовой резке кислород используется в качестве вспомогательного газа. Помимо приложения механической силы к расплавленному материалу, это вызывает экзотермическую реакцию, которая увеличивает подвод энергии к процессу.
При дистанционной резке материал частично испаряется (удаляется) высокоинтенсивным лазерным лучом, что позволяет резать тонкие листы без вспомогательного газа.
Процесс лазерной резки поддается автоматизации с помощью автономных систем CAD / CAM, управляющих либо трехкоординатными планшетными системами, либо шестиосевыми роботами для трехмерной лазерной резки.
Повышение точности, прямоугольности кромок и управления подводом тепла означает, что лазерный процесс все больше заменяет другие методы профилирующей резки, такие как плазменная и кислородно-топливная.На рынке имеется множество современных лазерных станков для резки, которые можно использовать для резки металлов, древесины и искусственной древесины.
| Характеристики резания | Преимущества |
|---|---|
|
|
Как линза влияет на толщину реза?
Процесс лазерной резки включает фокусировку лазерного луча, обычно с помощью линзы (иногда с вогнутым зеркалом), в небольшое пятно, которое имеет достаточную плотность мощности для выполнения лазерной резки.
Объектив определяется его фокусным расстоянием, которое представляет собой расстояние от объектива до сфокусированного пятна. Критическими факторами, определяющими эффективность процесса, являются диаметр сфокусированного пятна (d) и глубина резкости (L).
Глубина резкости – это эффективное расстояние, на котором может быть достигнута удовлетворительная резка. Его можно определить как расстояние, на котором площадь сфокусированного пятна не превышает 50%.
Диаметр фокусного пятна лазера и глубина резкости зависят от диаметра исходного лазерного луча на линзе и фокусного расстояния линзы.Для постоянного диаметра необработанного лазерного луча уменьшение фокусного расстояния линзы фокусирующей линзы приводит к уменьшению диаметра фокусного пятна и глубины резкости. Для линз с постоянной фокусной длиной увеличение диаметра необработанного луча также уменьшает как диаметр пятна, так и глубину резкости.
Поэтому для сравнения лазеров с разными диаметрами пучка мы используем коэффициент, называемый фокусным числом f, который представляет собой фокусное расстояние F, деленное на диаметр входящего необработанного пучка D.
Требования к разделке следующие:
a) высокая плотность мощности и, следовательно, малый размер сфокусированного пятна
b) большая глубина резкости для обработки более толстых материалов с разумным допуском к изменению положения фокуса.
Поскольку эти два требования противоречат друг другу, необходимо найти компромисс. Единственное другое соображение заключается в том, что чем короче фокусное расстояние, тем ближе линза к заготовке и, следовательно, более вероятно, что она будет повреждена брызгами в процессе резки.
Фактически, можно было бы оптимизировать фокусное расстояние для каждой толщины материала, но это потребовало бы дополнительного времени на настройку при переходе от одного задания к другому, которое необходимо было бы уравновесить с увеличением скорости.На самом деле замену линзы избегают, и используется компромиссная скорость резки, если только конкретная работа не требует особых требований.
Какие виды лазерной резки используются для листового металла?
В настоящее время большая часть промышленной лазерной резки листового металла выполняется с использованием двух типов лазеров: CO 2 и волоконного.
CO
2 ЛазерЛазер CO 2 (лазер на диоксиде углерода) генерируется в газовой смеси, которая в основном состоит из диоксида углерода (CO 2 ), гелия и азота.Накачка такого лазера осуществляется с помощью электрического разряда.
CO 2 лазеры обычно излучают на длине волны 10,6 мкм. Те, которые используются для обработки материалов, могут генерировать лучи мощностью в несколько киловатт. Эффективность настенной розетки лазеров CO 2 составляет около 10%, что выше, чем у большинства твердотельных лазеров с ламповой накачкой (например, ND: YAG-лазеры), но ниже, чем у многих лазеров с диодной накачкой.
Лазер CO 2 может резать материалы большей толщины (> 5 мм) быстрее, чем волоконный лазер той же мощности.Он также обеспечивает более гладкую поверхность при резке более толстых материалов.
Лазерная резка листового металла исторически началась с лазеров CO 2 . Большинство станков для лазерной резки CO 2 представляют собой трехосные системы (X-Y, двухмерное управление позиционированием с контролем высоты по оси Z).
Однако есть несколько способов достижения движения X-Y: перемещение лазерной головки, перемещение заготовки или их комбинация.
Самый популярный подход известен как система «летающей оптики», при которой заготовка остается неподвижной, а зеркала перемещаются по осям X и Y.Преимущества этого подхода в том, что двигатели всегда перемещают известную фиксированную массу. Часто это может быть намного тяжелее, чем заготовка, но его легче прогнозировать и контролировать.
Поскольку заготовка не перемещается, это также означает отсутствие реального ограничения веса листа. Недостатком летающей оптики является изменение размера луча, поскольку лазерный луч никогда не бывает идеально параллельным, а на самом деле немного расходится на выходе из лазера.
Это означает, что без контроля расходимости могут быть некоторые различия в производительности резки между различными частями стола из-за изменения размера необработанного луча.Этот эффект можно уменьшить, добавив повторно коллимирующую оптику, или в некоторых системах даже используется адаптивное управление зеркалом.
Альтернативой является система «фиксированной оптики», в которой лазерная головка остается неподвижной, а заготовка перемещается по осям X и Y. Это идеальная ситуация с точки зрения оптики, но хуже с точки зрения механики, особенно для более тяжелых листов.
При относительно небольшом весе листа фиксированная оптическая система может быть жизнеспособным вариантом, но по мере увеличения веса листа точное позиционирование материала на высокой скорости может стать проблемой.
Третий вариант известен как «гибридная» система, в которой лазерная головка перемещается по одной оси, а материал перемещается по другой оси. Это часто является улучшением по сравнению с фиксированной оптикой, но все же возникают трудности с более тяжелым весом листа.
Волоконные лазеры
Волоконные лазеры относятся к семейству твердотельных лазеров. В твердотельных лазерах луч генерируется твердой средой. Волоконные лазеры, дисковые лазеры и лазеры Nd: YAG относятся к той же категории.
Луч волоконного лазера генерируется серией лазерных диодов.Затем лазерный луч передается по оптическому волокну, где он усиливается (аналогично обычному лазерному резонатору в лазерах CO 2 ). Усиленный луч на выходе из оптического волокна коллимируется и затем фокусируется линзой или вогнутой поверхностью на разрезаемом материале. Источники волоконного лазера имеют следующие преимущества:
- В отличие от обычного резонатора CO 2 , источник волоконного лазера не имеет движущихся частей (например, вентиляторов для циркуляции газа) или зеркал в источнике генерации света.Это большое преимущество с точки зрения снижения требований к техническому обслуживанию и эксплуатационных расходов.
- Волоконные лазеры обычно в два-три раза более энергоэффективны, чем лазеры CO 2 той же мощности.
- Волоконный лазер может резать тонкие листы быстрее, чем лазер CO 2 той же мощности. Это связано с лучшим поглощением длины волны волоконного лазера на фронте резки.
- Волоконные лазеры способны резать светоотражающие материалы, не опасаясь, что обратные отражения повредят машину.Это позволяет без проблем резать медь, латунь и алюминий.
Прямые диодные лазеры
Прямая диодная лазерная технология является последним достижением в области твердотельных лазеров. В этой технологии несколько лазерных лучей, излучаемых лазерными диодами с разной длиной волны, накладываются друг на друга с использованием так называемых методов объединения лучей. В отличие от волоконных лазеров, прямые диодные лазеры не включают каскад для увеличения яркости, что дает им более низкие оптические потери и более высокую эффективность подключения к розетке.Однако по той же причине прямые диодные лазеры в настоящее время имеют более низкое качество луча по сравнению с волоконными лазерами. Прямые диодные лазеры с мощностью в несколько киловатт коммерчески доступны и успешно используются для резки листового металла.
Какие трудности вызывает отражение?
Все металлические материалы отражают лазерные лучи CO 2 , пока не будет достигнуто определенное пороговое значение плотности мощности.
Алюминий обладает большей отражающей способностью, чем углеродистая марганцовистая сталь или нержавеющая сталь, и может вызвать повреждение самого лазера.
В большинстве станков для лазерной резки используется лазерный луч, направленный перпендикулярно плоскому листу материала. Это означает, что если лазерный луч будет отражен плоским листом, он может быть передан обратно через оптику доставки луча в сам лазер, потенциально вызывая значительные повреждения.
Это отражение исходит не полностью от поверхности листа, а вызвано образованием ванны расплава, которая может иметь высокую отражательную способность. По этой причине простое напыление на поверхность листа неотражающего покрытия не устранит проблему полностью.
Как правило, добавление легирующих элементов снижает коэффициент отражения алюминия для лазера, поэтому чистый алюминий труднее обрабатывать, чем более традиционный сплав серии 5000.
При хороших стабильных параметрах резки вероятность отражения может быть снижена почти до нуля, в зависимости от используемых материалов. Тем не менее, по-прежнему необходимо иметь возможность предотвратить повреждение лазера при разработке условий или в случае, если что-то пойдет не так с оборудованием.
«Система резки алюминия», которую использует самое современное оборудование, на самом деле представляет собой способ защиты лазера, а не инновационный метод резки. Эта система обычно имеет форму системы обратного отражения, которая может определять, слишком ли много лазерного излучения отражается обратно через оптику.
Это часто приводит к автоматической остановке лазера до того, как будет нанесен какой-либо серьезный ущерб. Без этой системы обработка алюминия сопряжена с риском, поскольку невозможно определить наличие потенциально опасных отражений.
Лазерная резка листового металла (7 распространенных проблем и решений)
В процессе резки листового металла на станке для лазерной резки часто встречаются различные проблемы.
Чтобы обеспечить качество резки, вот 7 общих проблем и общих решений:
Технология резки перфорации.Как правило, для любого вида технологии горячей резки необходимо просверлить небольшое отверстие в листовом металле, за исключением некоторых случаев, когда можно начинать с края листового металла.
Раньше на лазерном штамповочном станке пробивалось отверстие штампом, затем лазер начинал вырезать отверстие.
Есть два основных метода для станка для лазерной резки без штамповочного устройства:
Взрывная перфорацияМатериал образовал углубление в центре после непрерывного лазерного облучения, затем поток кислорода с лазерным лучом быстро удалится расплавленный материал, чтобы образовалось отверстие.
Размер обычного отверстия зависит от толщины пластины.Средний диаметр взрывной перфорации составляет половину толщины плиты. Следовательно, отверстие перфорации при струйной очистке толстых листов больше и не круглое.
Его нельзя использовать на деталях с высокой точностью обработки и можно использовать только на металлолом.
Кроме того, давление кислорода, используемое при перфорации, такое же, как и при резке, и имеет слишком много брызг.
Импульсная перфорацияИмпульсный лазер с пиковой мощностью используется для плавления или испарения небольшого количества материала.
Обычный воздух или азот используются в качестве вспомогательного газа для уменьшения расширения отверстия из-за экзотермического окисления.
Давление газа меньше давления кислорода при резке.
Каждый импульсный лазер производит только мелкие частицы, которые выбрасываются, а затем постепенно уходят вглубь.
Таким образом, для перфорации толстой пластины требуется несколько секунд.
После завершения перфорации вспомогательный газ немедленно заменяется кислородом для резки.
Таким образом, диаметр перфорированного отверстия меньше, а качество перфорации лучше, чем при взрывных работах.
Для этого лазер должен иметь не только более высокую выходную мощность, но и временные и пространственные характеристики луча.
Следовательно, лазер на углекислом газе общего назначения не может соответствовать требованиям лазерной резки.
Кроме того, импульсная перфорация также должна иметь надежную систему контроля газа, позволяющую контролировать тип газа, переключение давления газа и время перфорации.
Чтобы получить качественный разрез в случае импульсной перфорации, следует серьезно отнестись к технологии перехода от импульсной перфорации заготовки к непрерывной резке заготовки.
Теоретически условия резания в период ускорения, такие как фокусное расстояние, положение сопла и давление газа, обычно можно изменить.
Но маловероятно, что вышеуказанные условия будут изменены на слишком короткое время.
В промышленном производстве более реалистично применить метод изменения средней мощности лазера. Конкретный метод состоит в том, чтобы изменить ширину импульса, частоту импульса или одновременно изменить ширину и частоту импульса.
Фактические результаты показывают, что третий эффект является лучшим.
Анализ деформации резания малых отверстий (малого диаметра и толщины).Это связано с тем, что в лазерном резаке (только для мощных станков лазерной резки) используется не метод взрывной перфорации при обработке отверстия, а использование импульсной перфорации (мягкий прокол).
Это приводит к тому, что энергия лазера слишком концентрируется на небольшой площади, обугливается область, не подлежащая обработке, что приводит к деформации отверстия и ухудшает качество обработки.
В настоящее время мы должны изменить метод импульсной перфорации (мягкий прокол) на взрывную перфорацию (обычный прокол) в процедуре обработки, чтобы решить эту проблему.
Для менее мощных станков для лазерной резки все наоборот.
Необходимо использовать импульсную перфорацию для достижения лучшего качества поверхности при вырезании небольших отверстий.
Заготовка имеет заусенец при резке низкоуглеродистой стали, как ее устранить.В соответствии с принципом работы и конструктивным принципом резки CO2-лазером, в качестве основных причин образования заусенцев на заготовке анализируются следующие причины:
- Фокус лазера находится не в правильном положении.Проверка положения фокуса необходима для регулировки смещения в соответствии с фокусом.
- Недостаточно выходной мощности лазера. Необходимо проверить исправность работы лазерного генератора. Если все в порядке, проверьте правильность выходного значения кнопки управления лазером и отрегулируйте соответствующим образом.
- Линия резки слишком медленная, и необходимо увеличить линейную скорость в операционном управлении;
- Чистоты режущего газа недостаточно, необходимо обеспечить высокое качество режущего газа;
- Перенос фокуса лазера.Требуется проверка местоположения фокуса и регулировка в соответствии со смещением фокуса.
- Нестабильность возникает из-за долгой работы лазерного резака. Вам необходимо выключить лазерный резак и перезапустить его.
Для возникновения вышеупомянутой ситуации вы должны сначала рассмотреть факторы, которые вызовут заусенцы при резке низкоуглеродистой стали.
Но вы не можете просто увеличить скорость резки из-за увеличения скорости, иногда не может пробить лист. Эта ситуация особенно заметна при обработке алюминиево-цинкового листа.
В это время следует учитывать другие факторы станка для лазерной резки, такие как необходимость замены сопла и нестабильное движение направляющей.
Анализ состояния незавершенной резки лазера.После анализа можно обнаружить, что следующие ситуации являются основными условиями для получения нестабильной обработки:
- Выбор лазерного сопла не согласован с толщиной листа;
- Скорость лазерной резки слишком высока, и необходимо уменьшить линейную скорость.
Кроме того, важно отметить, что при резке листа из углеродистой стали толщиной 5 мм на станке для лазерной резки необходимо заменить линзу лазера с фокусным расстоянием 7,5 дюйма.
Решение для нестандартной искры появляется при резке низкоуглеродистой стали.Эта ситуация повлияет на качество разреза детали.
В это время, когда другие параметры в норме, следует учитывать следующие ситуации:
- Утеря лазерной насадки, которую необходимо вовремя заменить.
- При условии, что новая форсунка не заменяется, давление рабочего газа резания должно быть увеличено.
- Ослаблена резьба на стыке сопла и лазерной режущей головки. В этом случае резку следует немедленно остановить, проверить состояние подключения лазерной головки и переустановить резьбу винта.
Принцип действия лазерного луча при лазерной резке:
В процессе обработки материал после непрерывного лазерного облучения формируется в углубление в центре.Тогда рабочий поток воздуха с лазерным лучом быстро удалит расплавленный материал, образуя отверстие.
Это отверстие аналогично резьбовому отверстию для нарезания резьбы. Лазерный луч принимает это отверстие как начальную точку обработки для контурной резки.
Обычно направление лазерного луча на траектории полета перпендикулярно касательному направлению контура реза обрабатываемой детали.
Следовательно, в течение времени от лазерного луча, проникающего через стальную пластину, до резки контура, скорость резания будет сильно изменяться в направлении вектора, то есть на 90 ° вращения в направлении вектора.
Тангенциальное направление, перпендикулярное профилю разреза, превращается в касательную, перекрывающуюся контуром разреза. А именно, угол с касательной к контуру равен 0 °
. Это приведет к шероховатой поверхности реза на срезе обрабатываемого материала. Это происходит главным образом потому, что за короткий промежуток времени изменения в перемещении лазерного луча в направлении вектора происходят очень быстро.
Поэтому стоит обращать внимание на этот аспект при использовании деталей для лазерной резки.
Обычно, когда деталь конструкции не имеет требований к шероховатости для поверхностной резки, ручное управление не устанавливается при программировании лазерной резки, так что управляющее программное обеспечение может автоматически генерировать точки прокола.
Однако, когда конструкция требует высокой шероховатости режущей части обрабатываемых деталей, важно принять во внимание эту проблему.
Обычно необходимо вручную отрегулировать начальное положение лазерного луча при подготовке программы лазерной резки, т.е.е. ручное управление точкой прокола.
Необходимо переместить точку прокола, созданную лазерной программой, в желаемое разумное положение, чтобы удовлетворить требованиям точности поверхности обрабатываемых деталей.
Проверьте этиПринцип работы станка для лазерной резки волокна
Выпущено 6 августа 2020 г.
В сегодняшней области промышленного производства станки для волоконной лазерной резки с ЧПУ имеют широкий спектр применения во всех сферах жизни благодаря их эффективным и гибким технологическим преимуществам.Станок для лазерной резки металла стал незаменимым инструментом для всех производителей обрабатывающей промышленности, особенно в области обработки металлов, и повседневная жизнь людей тесно связана, но большинство людей не знают, как это работает. Сегодня Mister Laser познакомит вас с принципом работы станка для лазерной резки волокна, чтобы каждый мог понять его глубже.
Станок для лазерной резки стали предназначен для фокусировки лазерного света, излучаемого лазером, в лазерный луч с высокой плотностью мощности через систему оптического пути.Лазерный луч облучает поверхность заготовки, чтобы она достигла точки плавления или кипения, а газ под высоким давлением, коаксиальный с лучом, сдувает расплавленный или испарившийся металл. По мере того, как взаимное положение балки и заготовки перемещается, материал в конечном итоге образует щель, чтобы достичь цели резания.
В процессе лазерной резки используется невидимый луч вместо традиционного механического ножа.Принцип его работы также определяет преимущества, которых нет у других методов обработки:
(1) Высокая точность, высокая скорость, узкий шов резания, минимальная зона термического влияния, гладкая режущая поверхность без заусенцев.
(2) Лазерная режущая головка не касается поверхности материала и не царапает поверхность заготовки.
(3) Щель узкая, локальная деформация заготовки крайне мала, механическая деформация отсутствует.
(4) Он может резать сталь, сталь, углеродистую сталь, нержавеющую сталь, лист из алюминиевого сплава и другие твердые материалы без деформации.
(5) Программирование с числовым программным управлением позволяет обрабатывать любой план, резать всю доску большого формата, нет необходимости открывать форму, экономично и экономит время.
Преимущества волоконной лазерной резки также делают станок для лазерной резки металла в рекламной индустрии, рукоделии, обуви, игрушках, компьютерной вышивке для резки, моделей одежды, строительной промышленности, резки металла, производства электрических переключателей, производства лифтов, производство бытовой техники, производство кухонной посуды, инструменты для обработки и другие отрасли производства и обработки машинного оборудования имеют широкий спектр применения.
Являясь лидером в области интеллектуального лазерного оборудования, MYST Laser специализируется на предоставлении отличной технической поддержки, и у нас есть один профессиональный станок для лазерной резки и центр связи для станков для лазерной маркировки. мы будем строить нашу Индустрию 4.0 и будущие заводы, помогая компаниям строить интеллектуальное производство и обеспечивая интеллектуальное производство. Ценности нашей компании – ориентированность на клиента, стремление к постоянным инновациям, реализация ценности компании и мечты сотрудников.
2021 Полное руководство покупателя станка для лазерной резки металла
Успех станков для лазерной резки металла можно охарактеризовать как революцию в области обработки листового металла.Процесс лазерной резки металла отличается высокой скоростью, хорошей точностью, высокой гибкостью и коротким производственным циклом и может принести большие преимущества производителям. Поэтому станок для лазерной резки металла – хороший выбор для производителей металлообработки.Если вы собираетесь купить станок для лазерной резки металла, но все еще сомневаетесь в лазерной резке металла, вам повезло увидеть эту статью. В этом полном руководстве перечислено все, что вы хотите знать о станке для лазерной резки металла, включая информацию о самом станке и о том, как его использовать.Он также рекомендует на ваш выбор три самых продаваемых станка для резки с волоконным лазером.
Введение
Как следует из названия, станок для лазерной резки металла представляет собой станок для резки металла с ЧПУ, в котором используется лазерная технология. В настоящее время на рынке есть два основных типа станков для резки металла с ЧПУ, использующих лазерную технологию, а именно: станок для лазерной резки с CO2 и станок для лазерной резки с волоконным лазером. Лазерный резакCO2 – это лазерный станок с ЧПУ, использующий CO2-лазер для резки материалов.Он широко используется для промышленной резки многих материалов, включая титан, нержавеющую сталь, низкоуглеродистую сталь, алюминий, пластик, дерево, конструкционную древесину, воск, ткани и бумагу. Однако станок с CO2-лазером имеет низкую эффективность при резке металлических материалов. Таким образом, он обычно используется для резки неметаллических материалов.
Однако станок для резки с волоконным лазером широко используется для резки металлических материалов из-за его высокой эффективности резки, хорошего качества обработки и низких затрат на техническое обслуживание. Таким образом, машина для лазерной резки металла, упомянутая в этой статье, в основном относится к станку для лазерной резки металла.
Станок для лазерной резки оптоволоконного металла и станок для лазерной резки на CO2
Поскольку я упомянул эти два общих типа станков для лазерной резки, я проведу их простое сравнение. Это может помочь при выборе станка для лазерной резки.С помощью газа с кислородом резак CO2-лазера мощностью 150 Вт и выше может резать листовую сталь толщиной 1 мм. Вообще говоря, хотя станок для лазерной резки CO2 может резать металл, эффективность его обработки низкая. И это потребует много энергии.Он очень хорош при резке неметаллических материалов, таких как дерево, акрил, кожа, ткань, камень и т. Д.
Для сравнения, станок для резки с волоконным лазером на 200 процентов эффективнее резца с CO2-лазером при резке более тонкого металла. Обладая различной мощностью лазера, станок для резки металла с волоконным светом может резать широкий спектр металлических материалов разной толщины. Однако при резке металлических листов средней и большей толщины (более 30 мм) эффективность резки станком для лазерной резки металла может снизиться.
Кроме того, станок для лазерной резки CO2 имеет множество легко изнашиваемых деталей, которые требуют более тщательного ухода, частой замены и более высоких эксплуатационных затрат. Станок для лазерной резки металла с волоконным лазером не имеет таких проблем и не требует особого обслуживания.
Принцип работы станка для лазерной резки металла
Станок для лазерной резки металла использует сильно сфокусированный лазерный луч для резки металлов. Лазерный генератор испускает лазерный луч, который фокусируется в лазерный луч с высокой плотностью мощности через систему оптического пути.Луч лазера попадает на поверхность заготовки, так что поверхность металла достигает точки плавления или кипения.И газ под высоким давлением, который направлен на луч, сдует расплав или испаренный металл. Движением лазерного луча по металлической поверхности окончательно нарезается металл желаемой формы. Температура лазерной резки может достигать 11000 ℃, поэтому станок для лазерной резки металла может резать практически любые металлические материалы.
При резке станок для лазерной резки металла распыляет поток инертного газа, продувает надрез, чтобы расплавить металл, и сделает надрез гладким и прямым.Таким образом, метод лазерной резки металла имеет узкую щель, точный размер, гладкую поверхность и более высокое качество резки, чем другие методы резки металла с ЧПУ.
Преимущества станка для лазерной резки металла
В настоящее время все большее число производителей металлообработки выбирают станки для лазерной резки металла с волоконным светом, чтобы повысить эффективность производства и производительность. Это связано с тем, что станок для лазерной резки с волоконным лазером имеет много преимуществ, которых нет у других методов резки металла с ЧПУ. Ниже перечислены 10 выдающихся преимуществ станка для лазерной резки металла с волоконным лазером.Более высокая эффективность, меньшее потребление энергии и меньшие эксплуатационные расходы
- Эффективность преобразования электрического сигнала в оптический у станка для лазерной резки металла высока и превышает 30%. Это значительно снижает энергопотребление, снижает эксплуатационные расходы и обеспечивает более высокий КПД.
- Оснащенный надежным и высококачественным лазерным генератором, головкой для лазерной резки и прочной конструкцией, станок для лазерной резки металла с волоконным лазером обеспечивает быстрый и стабильный процесс резки.Кроме того, машина для резки волокна достигает максимальной эффективности при резке более тонких металлических листов. Его скорость резки может быть вдвое выше, чем у станка для лазерной резки CO2 при той же мощности.
- Станки для резки металла с волокном не нуждаются в сложных оптических зеркалах, а фокусирующая линза не обнажается. Следовательно, он не требует частой замены расходных материалов, что значительно снижает эксплуатационные расходы и затраты на техническое обслуживание.
Бесконтактный процесс, высокая точность и маленькая прорезь
- Из-за замены традиционных режущих инструментов лазерным лучом резка волоконным лазером является неконтрактным процессом резки.Так он не поцарапает поверхность материала.
- Точность обработки высокая; воспроизводимость хорошая, поверхность материала не повреждена.
- Зона термического влияния резания и деформация пластины небольшая, а режущая щель узкая (0,1–0,3 мм).
Хорошее качество, широкое применение и высокая степень автоматизации
- Выходная длина волны волоконного лазера составляет 1,064 мкм, что составляет 1/10 длины волны резака для CO2-лазера.Лазерный луч имеет хорошее качество, высокую мощность и плотность и легко поглощается металлическими материалами. Таким образом, станок для лазерной резки металла имеет отличную режущую способность, а готовая продукция хорошего качества.
- С помощью соответствующих программ САПР и других программ ЧПУ станок для резки металла может вырезать любые регулярные и нестандартные узоры. Кроме листового металла, он также может резать квадратные или круглые металлические трубы.
- Станок для лазерной резки металла может резать широкий спектр металлических материалов, даже если они обладают высокой отражающей способностью.
- При высоком уровне автоматизации оператору нужно только создать желаемый дизайн на компьютере и закрепить материал на рабочем столе. Резак автоматически завершит работу по резке без вмешательства человека.
Преимущества лазерной резки перед традиционной механической
- Более высокая скорость и более высокое качество резки;
- Уменьшение загрязнения и повреждений заготовок за счет бесконтактного процесса лазерной резки;
- Более высокая точность резки, поскольку лазерный луч не вызывает износа в процессе резки;
- Меньшая зона термического влияния и деформации детали.
Преимущества лазерной резки перед плазменной
- Более высокая точность, меньшая прорезь и меньшая зона термического влияния;
- Больше энергосбережения и защиты окружающей среды;
- Подходит для резки металлических листов такой же или меньшей толщины, что и установка для плазменной резки;
- Более строгие требования к допускам, подходят для точных вырезов и сложных надрезов.
Раскрой материалов на станке для лазерной резки металла
Станок для лазерной резки металла предназначен для резки листов, квадратных и круглых труб из различных металлических материалов, например:Нержавеющая сталь
Станок для лазерной резки – очень эффективный инструмент для обработки для производителей, которые используют тонкие листы нержавеющей стали в качестве основного сырья. При строгом контроле тепловложения во время процесса лазерной резки площадь теплового воздействия невелика.Это помогает поддерживать хорошую коррозионную стойкость таких материалов.Углеродистая сталь
Максимальная толщина резки листа углеродистой стали может достигать 25 мм при высокой мощности лазера.Легированная сталь
Большинство материалов из легированной стали можно резать на станке для лазерной резки металла с хорошим качеством режущей кромки. Однако для быстрорежущей инструментальной стали и стали для горячей штамповки, содержащей вольфрам, во время лазерной резки может наблюдаться эрозия и налипание шлака.Алюминий и алюминиевый сплав
Лазерная резка алюминия относится к типу резки плавлением.А вспомогательный газ используется для выдувания расплавленного алюминия из зоны резки.Медь, латунь и медный сплав
Станок для лазерной резки металла высокой мощности может резать материалы с высокими отражательными свойствами, такие как медь, латунь.
Помимо следующих материалов, станок для лазерной резки металла может также обрабатывать многие другие типы металлов, такие как титан и титановый сплав, никелевый сплав, оцинкованные листы и т. Д.
В таблице 1 ниже перечислены максимальные толщины резки пяти распространенных материалов, которые можно резать на станке для лазерной резки металла с разной мощностью.
Таблица 1: Максимальная толщина резки лазерным резаком для металла различной мощности
| Макс. Толщина реза (мм) | 500 Вт | 1000 Вт | 2000 Вт | 3000 Вт | 4000 Вт | 8000 Вт |
| Нержавеющая сталь | 3 | 5 | 8 | 10 | 12 | 30 |
| Углеродистая сталь | 6 | 12 | 16 | 20 | 22 | 25 |
| Алюминий | 1.5 | 3 | 7 | 10 | 10 | 30 |
| Медь | 1 | 1 | 3 | 5 | 6 | 12 |
| Латунь | 1,5 | 3 | 6 | 8 | 10 | 15 |
Цена и технические параметры станка для лазерной резки металла
Станок для лазерной резки металла с оптоволоконным кабелем использует гибкую лазерную резку с высокой скоростью, хорошей точностью и высоким качеством резки.Поэтому все больше производителей металлообрабатывающих станков выбирают станок для резки металла с волоконным лазером. Но в целом цена на станок для лазерной резки металла относительно выше, чем на станок для плазменной резки с ЧПУ и станок для лазерной резки CO2 такой же мощности. А цена колеблется примерно от 20 000 до 90 000 долларов.Факторы, влияющие на цену станка для лазерной резки металла
Во-первых, сам лазерный генератор стоит дорого. Чем выше мощность лазерного генератора, тем выше его цена. Для быстрого и высокоточного раскроя металлических листов определенной толщины, например, 6 мм, 8 мм или 12 мм, необходим лазерный генератор высокой мощности.И это приводит к увеличению стоимости лазерной резки металла.Во-вторых, выбор других деталей станка для лазерной резки металла также повлияет на его стоимость. Например, некоторые станки для резки с волоконным лазером могут использовать японские пневматические компоненты, японские железнодорожные системы или французские электрические компоненты. Эти стабильные и надежные импортные детали также соответственно увеличивают стоимость станков для лазерной резки металла.
В-третьих, на цену станка для лазерной резки металла влияют и другие факторы, такие как технические характеристики, марки и т. Д.
Хотя первоначальные вложения в станок для лазерной резки высоки, мы также должны учитывать последующие эксплуатационные расходы. Как упоминалось выше, станок для лазерной резки металла обладает мощными функциями и стабильной производительностью. При правильном использовании и обслуживании в техническом обслуживании практически нет необходимости. Стоимость операции невысока. Кроме того, лазер для резки металла станет основным методом резки металлических материалов, имеющим широкое применение и перспективу развития.
Учитывая все обстоятельства, лазер для резки металла подходит для крупных производителей металлообработки.
Основные технические параметры
В таблице 2 ниже перечислены несколько основных технических параметров наших резаков для волоконных лазеров. Но параметры могут отличаться в зависимости от конкретной ситуации. Более того, конфигурации, такие как рабочая зона, мощность лазера или другие вспомогательные детали, могут быть настроены в соответствии с вашими личными требованиями.Таблица 2: Основные технические параметры
| Модель | Станок для резки волоконным лазером |
| Рабочее напряжение | 220 В / 380 В / 50 Гц |
| Рабочая зона | 3000 * 1500 мм, 4000 * 1500 мм 4000 * 2000 мм, 6000 * 2000 мм |
| Мощность лазера | 1000 Вт / 1500 Вт / 2000 Вт / 3000 Вт / 4000 Вт / 6000 Вт / 8000 Вт |
| Повторяющаяся точность позиционирования | ± 0.01мм |
| Система трансмиссии | Шестерни + рельсы (по требованию клиентов) |
| Макс.скорость перемещения по осям X, Y | 120,000 мм / мин |
| Макс. скорость резания | 1-10 м / мин (в зависимости от различных металлических материалов и мощности лазера) |
| Толщина реза (мм) | 0,2-25 мм (в зависимости от мощности лазера и материала) |
| Режим охлаждения | Промышленный чиллер |
| Рабочая температура | 5-45 ℃ |
| Рабочая влажность | 5-95% (без конденсата) |
| Сертификация | ISO9001, CE, FDA, ROHS |
Основные части станка для лазерной резки металла
Генератор волоконного лазера
Это самая важная часть станка для резки металла волоконным лазером, а также «источник энергии» для оказания услуг по лазерной резке металла.Поэтому обязательно обратите внимание на выбор генератора волоконного лазера при покупке станка для лазерной резки металла.Станина
Структура станины является важным фактором, влияющим на скорость резки, точность, стабильность и долговечность лазерного резака по металлу. Станина нашего станка для лазерной резки изготовлена из высокопрочного чугуна с цельносварной конструкцией. Он прочный и долговечный.Портальных Портальный установлен на опорном направляющей кровать и оснащен высококачественными линейной направляющей.Наши станки для лазерной резки изготовлены из алюминия аэрокосмического класса и обладают такими характеристиками, как хорошая прочность, легкий вес, коррозионная стойкость, стойкость к окислению и низкая плотность. Это значительно увеличивает скорость обработки.
Головка для лазерной резки
Головка для лазерной резки представляет собой устройство вывода лазера. Он состоит из сопла, фокусирующей линзы и системы слежения за фокусировкой. Головка для лазерной резки будет двигаться в соответствии с заданной траекторией резки. Но высоту лазерной режущей головки необходимо регулировать и контролировать автоматически для различных материалов, различной толщины и различных методов резки.Система движения
В основном она включает шестерни, рейки, направляющие, портал, серводвигатель, редуктор и т. Д. Высококачественная система движения может эффективно гарантировать точность резки, скорость позиционирования и повторяемость станка для лазерной резки металла.Система управления
Это также система с числовым программным управлением. Большинство производителей станков для лазерной резки металла используют импортную систему управления для проектирования и компоновки, а также для управления траекторией резки.Система подачи воздуха
Система подачи воздуха в основном включает в себя источник воздуха, фильтр и трубы.Наш станок для лазерной резки с волоконным лазером обычно использует сжатый воздух, азот и кислород в качестве источника воздуха.Охладитель воды
Станок для резки с волоконным лазером при работе выделяет большое количество тепла. Чтобы гарантировать срок службы, необходимо наличие профессионального охлаждающего устройства. Водоохладитель должен иметь аварийную сигнализацию сверхвысокой температуры, защиту от потока, защиту уровня воды и другие функции аварийной сигнализации. Это позволит машине работать при постоянной температуре.Рекомендуемый станок для лазерной резки металла
Станок для лазерной резки металла с плоским экраном
Этот станок для лазерной резки металла представляет собой идеальный станок для резки металла с ЧПУ начального уровня, не требующий больших затрат на покупку или обслуживание. Он использует импортный лазер, фиксированный световой путь и компактную конструкцию. Его рабочее время может превышать 100 000 часов. И это лучший выбор для резки металлических листов толщиной менее 3 мм. Этот станок для лазерной резки металла отличается превосходной системой обработки, дружественным интерфейсом, простым управлением и обратной связью о рабочем состоянии в режиме реального времени.Все конфигурации спецификации могут быть настроены в соответствии с вашими особыми требованиями.Волоконный лазер для резки нержавеющей стали с ЧПУ
Это лазерный станок для резки металла для резки нержавеющей стали различной толщины. Он также может резать другие металлические материалы, такие как углеродистая сталь, кремнистая сталь, алюминий и т. Д. Этот станок для волоконной лазерной резки оснащен верхним волоконным лазером, импортным серводвигателем, прецизионным редуктором с двойным приводом, высококачественной зубчатой рейкой и шестерней для обеспечения высокой скорости. , высокая точность и надежная работа.Степень поглощения волоконного лазера может достигать от 25% до 30% с небольшим сфокусированным пятном и тонкими линиями реза. Он потребляет меньше энергии и более экологичен, чем лазерные резаки CO2. Спецификации станков для лазерной резки металла на заказ приемлемы.Новейший станок для лазерной резки листового металла.
Этот станок для лазерной резки металла использует многие импортные детали, такие как лазерная головка, привод, двигатель, система направляющих гильз и т. Д. Эти детали и компоненты гарантируют отличную и стабильную работу.Конструкция станины этого оборудования для лазерной резки листового металла, которая была проверена и подтверждена множеством анализов CAE, обеспечивает как жесткость, так и стабильность. Его ось X / Y оснащена прецизионным механизмом передачи с косозубой зубчатой передачей, чтобы эффективно обеспечивать точность и скорость во время процесса резки. Этот станок для лазерной резки металла предназначен для резки различных металлических материалов и широко используется во многих отраслях промышленности.Рабочие видео
Если вы заинтересованы в нашем станке для лазерной резки металла и хотите посмотреть рабочие видео, продолжайте читать.Высокоскоростная 2-миллиметровая листовая нержавеющая сталь для резки в режиме онлайн с помощью машины для резки волоконным лазером
На видео показан наш новейший станок для резки волоконным лазером толщиной 2 мм, режущий нержавеющую сталь толщиной 2 мм с высокой скоростью. Этот станок для лазерной резки использует метод резки на лету, очень популярную и передовую технологию для процесса резки с высокой скоростью. Он очень подходит для резки тонких металлических листов, например, стальных листов толщиной 2 мм.
Лазерная резка латуни диаметром 2–5 мм с помощью станка для лазерной резки металла с волоконным световодом Blue Elephant
В этом видео показан процесс резки латуни диаметром 2 мм, 3 мм и 5 мм с помощью нашего станка для лазерной резки волокна.Люди предпочитают латунь из-за ее привлекательного золотистого цвета, высокой температуры плавления и немагнитных свойств. Длина волны волоконного лазера легко поглощается латунью, поэтому готовые изделия из латуни имеют отличное качество резки. Этот станок также подходит для резки других металлов, таких как нержавеющая сталь, углеродистая сталь, гальванизированный лист и т. Д.
8–12 мм для резки нержавеющей стали с помощью мощного лазерного станка для резки металла
Оснащен мощным волоконным лазером, Наш станок для лазерной резки металла способен резать металлические листы толщиной от 8 до 12 мм с высокой скоростью и хорошим качеством.Все наши изделия для лазерной резки металла оснащены импортной головкой для лазерной резки Raytools. Он обладает такими преимуществами, как оптимизированная оптическая конфигурация, плавная и эффективная конструкция воздушного потока, двухслойная защита, нулевое загрязнение линзы и т. Д. Если у вас есть другие требования к лазерной режущей головке, мы также можем настроить машину.
Приложения и проекты для лазерной резки металла
Благодаря мощным функциям резки и хорошему качеству станок для лазерной резки металла с волоконным лазером находит широкое применение во многих отраслях промышленности.Ниже перечислены 7 основных областей применения и популярные проекты станков для лазерной резки металла.Декоративная промышленность
Благодаря высокой скорости и гибким возможностям резки станка для резки волоконным лазером многие сложные графические объекты можно вырезать быстро. Готовая продукция также пользуется благосклонностью многих потребителей. Например, стальная перегородка, вырезанная лазером, произведения искусства из нержавеющей стали, украшения, подвески и т. Д. Все больше и больше людей выбирают изделия из металла, вырезанные лазером, для украшения своих домов, ресторанов, отелей или других мест.Инфраструктура и строительство
Выбрав рабочий стол с большой рабочей зоной, станок для лазерной резки металла может резать большие площади металлических листов или труб для строительных целей. Примеры включают вырезанные лазером стальные конструкции, стальные балки, двери зданий, окна, перегородки, перила, дворовые ворота, металлические заборы, вырезанные лазером и т. Д. В сочетании с другими процессами, такими как сварка и окраска, создается прочная и долговечная инфраструктура. Кроме того, создавая желаемую графику с помощью соответствующего программного обеспечения САПР, станок для лазерной резки металла может помочь вам вырезать уникальные и привлекательные металлические перила, экраны и заборы.Рекламная индустрия
Из-за большого количества индивидуализированных производств в рекламной индустрии традиционный метод обработки явно неэффективен. И волоконный лазерный резак по металлу вполне подходит для этой отрасли. Независимо от конструкции, станок для лазерной резки может производить высококачественные изделия из металла, вырезанные лазером, для использования в рекламе. В сочетании с различными световыми эффектами вы определенно сможете создать уникальную рекламную вывеску для своего магазина.Кухонный прибор
В наши дни люди предъявляют повышенные требования к дизайну и применению кухонной посуды.Таким образом, товары для кухни имеют многообещающий рынок во всем мире. Большая часть кухонной посуды сделана из нержавеющей стали, например, раковина, полка, шкаф, вентиляционное отверстие и т. Д. Станок для резки с волоконным лазером очень подходит для резки тонкой нержавеющей стали с высокой скоростью, высокой точностью и гладкой режущей поверхностью. Он также может изготовить индивидуальные кухонные принадлежности для лазерной резки металла в соответствии с вашими потребностями.Автомобильная и другая обрабатывающая промышленность
Многие металлические части автомобиля, такие как автомобильные двери, выхлопные трубы, тормоза и т. Д.можно точно обработать на станке для лазерной резки металла. Производство автомобилей или другого оборудования требует более высокой точности и качества готовой продукции. Металлические детали, вырезанные лазером, обработанные на станке для лазерной резки волокна, имеют высокую точность, гладкую и аккуратную поверхность и кромку реза и не требуют последующей обработки.Осветительная промышленность
В настоящее время многие лампы для внутреннего и наружного освещения изготавливаются из металла, вырезанного лазером. Традиционный метод резки не может удовлетворить требованиям высокой эффективности и высокой точности.И стиль ламп недостаточен. Станок для лазерной резки металла не только способен резать металл быстро, эффективно и с высокой точностью, но также может выполнять индивидуальные услуги лазерной резки металла. Если у вас есть хороший план дизайна, лазерные резаки по металлу могут настроить уникальные лампы и фонари в соответствии с вашим планом.Ювелирная промышленность
Станок для лазерной резки металла также широко применяется в ювелирном производстве. Золотое и серебряное колье и серьги, вырезанные лазером, имеют достаточно тонкий узор и очень популярны у покупателей.Даже если небольшие украшения, вырезанные лазером, могут иметь высокую точность. По сравнению с традиционным методом резки ювелирных изделий, ювелирные изделия с лазерной резкой обладают высокой производительностью, хорошей точностью и позволяют изготавливать ювелирные изделия для лазерной резки металла на заказ.Соображения перед покупкой станка для лазерной резки металла
В наш век станков с ЧПУ станок для лазерной резки металла по-прежнему слишком дороги для небольших мастерских или обычных любителей. Вы можете довольно дешево купить маломощные машины (менее 100 Вт), но они вряд ли поцарапают металлическую поверхность.Станок для лазерной резки металла должен потреблять не менее 300 Вт, что обойдется вам как минимум в 10 000 долларов. Кроме того, для резки также требуется газ, обычно кислород, что требует дополнительных затрат.
Итак, перед покупкой станка для резки волоконным лазером необходимо подумать, действительно ли вам нужен станок для лазерной резки металла. Ведь первоначальные вложения высоки.
Оцените свои производственные потребности и возможности.
Во-первых, вам необходимо выяснить производственные мощности, объем производства и т. Д. Вашей компании.Таким образом, вы можете подумать, стоит ли покупать станок для лазерной резки или использовать аутсорсинг для лазерной резки металла. В конце концов, для малого бизнеса станок для лазерной резки с волоконным лазером может стать серьезной инвестицией. Если ваши производственные возможности и объем невелики, услуги по лазерной резке металла на аутсорсинге могут быть более экономичным методом.Учитывайте требования к конфигурации.
Далее, если вы собираетесь купить станок для лазерной резки металла, вам необходимо рассмотреть необходимые требования к конфигурации в зависимости от ваших требований к обработке.Например, мощность лазера, рабочая зона, лазерный генератор, лазерная режущая головка и т. Д. Большая мощность подходит для резки толстых металлических листов. Существуют различия в цене на отечественные или импортные детали и компоненты, поэтому вы можете определить их исходя из своего бюджета и требований к обработке.Если говорить о мощности лазерной резки, то она оказывает большое влияние на толщину, скорость, ширину и качество резки. Вообще говоря, чем больше мощность лазера, тем толще лист для резки и тем выше скорость резки.
На примере листа из нержавеющей стали, средней стали, алюминия и меди толщиной 1 мм видно, что чем выше мощность лазера, тем выше скорость резки.
Выберите квалифицированных производителей.
В-третьих, необходимо выбрать квалифицированного производителя. Поскольку станок для лазерной резки металла настолько дорогой, мы должны окупить каждый цент. Поэтому обязательно проведите сравнение между производителями лазеров для резки металла. Я рекомендую выбирать производителя с хорошей производственной квалификацией, хорошим качеством продукции и высоким уровнем удовлетворенности клиентов.Заключить договор с производителем.
И последнее, но не менее важное: когда вы закончите переговоры с производителем по всем вопросам, касающимся покупки машины, обязательно заключите контракт или соглашение. В этом контракте оговариваются права и обязанности как вас, так и производителя. И в нем будут указаны такие вещи, как, например, общая цена, время доставки и послепродажное обслуживание. Контракт помогает защитить ваши права и интересы.Меры предосторожности при использовании и уходе за станком для лазерной резки металла
Даже если одна из характеристик станка для лазерной резки металла не требует обслуживания, все же существует множество мер предосторожности при ежедневном использовании и уходе за лазером для резки металла.Только правильная эксплуатация и разумный уход могут снизить износ станка, сохранить хорошие рабочие условия и продлить срок службы станка для лазерной резки металла. Ниже перечислены некоторые меры предосторожности при использовании или обслуживании станка для лазерной резки металла с волоконным лазером.Подготовка к работе
- Операторы должны соблюдать правила техники безопасности на станке для лазерной резки. И они должны включить лазерный генератор, отрегулировать свет и провести пробный запуск в строгом соответствии с процедурами запуска лазера.
- Все операторы металлорежущего станка должны пройти соответствующее обучение, быть одинаковыми с программным обеспечением для резки, структурой станка, производительностью и операциями.
- Тщательно проверяйте условия работы лазера для резки металла перед ежедневной эксплуатацией. Вручную управляйте машиной в направлении осей X, Y и Z на низкой скорости после запуска машины, чтобы проверить, нет ли каких-либо отклонений от нормы.
- Операторы должны использовать средства индивидуальной защиты в соответствии с применимыми правилами и должны носить защитные очки при работе вблизи лазерного луча.
Меры предосторожности при эксплуатации
- Прежде чем подтвердить, что материал можно разрезать на станке для лазерной резки, не разрезайте его из-за боязни выделения дыма, пара или другой потенциальной опасности.
- Когда машина работает, оператор не должен покидать машину без разрешения. Если действительно необходимо уйти, оператор должен остановить машину или отключить электропитание.
- Держите огнетушитель в пределах досягаемости.Обязательно выключите лазер или выключатель питания, если он не работает. Не кладите бумагу, ткань или другие горючие материалы рядом с незащищенным лазерным лучом.
- В случае обнаружения ненормального явления немедленно выключите станок для лазерной резки металла и своевременно устраните все сбои или сообщите об этом своему руководителю.
- Всегда следите за рабочим состоянием станка для лазерной резки и немедленно останавливайте его в любой непредвиденной ситуации.
Техническое обслуживание после эксплуатации
- По окончании операции своевременно очищать пыль или металлический шлак.Содержание станка для лазерной резки металла в чистоте и порядке способствует поддержанию его точности, снижению износа деталей и продлению срока его службы.
- Поддерживайте чистоту и порядок на лазере, лазерной режущей головке, станине и окружающих предметах, а также размещайте заготовки, металлические листы и отходы в соответствии с действующими правилами.
- Проверить, достаточно ли циркулирующей воды в охладителе воды; в противном случае своевременно подайте воду.
- Проверяйте загрязнение фокусирующей линзы каждые полмесяца и своевременно очищайте оптическую линзу, чтобы продлить срок ее службы.
- Своевременно очищайте линейную направляющую оси Z и пыль на валу винта и своевременно доливайте моторное масло.
- Если машина не используется в течение длительного периода времени, смазывайте движущиеся части маслом, регулярно проверяйте состояние машины.
Факторы, влияющие на точность станка для лазерной резки металла
Высокая точность – одна из выдающихся характеристик станков для лазерной резки металла. По этой же причине многие компании, занимающиеся отделкой металлов, выбирают станок для лазерной резки металла с волоконным лазером.Однако вы можете обнаружить, что в процессе резки точность лазерной резки нестабильна. Тогда какие факторы могут повлиять на точность резки волоконным лазером?Волоконный лазер
Являясь неотъемлемой частью станка для лазерной резки металла, качество лазерного луча, форма лазерного луча и размер пятна лазерного луча влияют на точность станка для лазерной резки металла. Чем меньше размер пятна лазерного луча, тем уже режущая щель и выше точность.Кроме того, лазерный луч, генерируемый лазером, имеет сужающуюся форму, поэтому щель также имеет сужающуюся форму. В этом случае, чем толще режущий материал, тем ниже точность и больше размер прорези.Режущие материалы
При резке металлов резаком с волоконным лазером разные материалы имеют разную точность. Например, в аналогичных условиях точность резки нержавеющей стали выше, чем у алюминия.Даже если это один и тот же материал, но если состав другой, точность резки тоже будет разной.Кроме того, на точность также могут влиять толщина и гладкость поверхности. Вообще говоря, чем ровнее поверхность материала, тем выше точность резки.
Конструкция станины
В процессе лазерной резки металла во время обработки может возникнуть небольшая вибрация. Таким образом, качество конструкции станины также является важным фактором, влияющим на процесс резки. Чем прочнее и точнее конструкция станины, тем точнее будет процесс резки.Устранение неисправностей станка для лазерной резки металла
Нет гарантии, что станок не будет иметь никаких проблем во время использования.Так что при возникновении неисправности не нужно особо беспокоиться. Качество наших станков для лазерной резки металла сертифицировано многими организациями по сертификации. И даже если есть проблема, ее можно решить после простой настройки.В таблице ниже перечислены несколько распространенных проблем при работе со станком для лазерной резки металла с указанием причин и соответствующих решений.
Таблица 3: Устранение неисправностей станка для лазерной резки металла
| Проблемы | Причины | Решения |
| Нет лазера на головке лазерной резки; или слабый свет | Нет светового сигнала | Проверить сигнальную линию ШИМ |
| Лазер или оптоволокно сломано | Проверить лазер | |
| Форсунка заблокирована; или отклонение оптического пути | Заменить форсунку; Отрегулируйте оптический путь | |
| Нет выхода вспомогательного газа | Отсутствие давления | Проверить давление воздуха |
| Электромагнитный клапан или провод обрыв | Проверить электромагнитный клапан или линию электромагнитного клапана | |
| Ненормальный звук при движении оси | Отсутствие смазки на движущихся частях | Нанесите смазочные материалы |
| Направляющая или рейка сломаны | Проверьте состояние направляющей или стойки | |
| Шаблоны раскроя, не соответствующие размеру чертежа | Программные ошибки | Прочтите инструкции и проверьте правильность работы |
| На точность позиционирования влияет | Проверить точность позиционирования | |
| Сервосистема повреждена | Заменить или отремонтировать сервосистему |
Заключение
Это полное руководство дает краткое введение в станок для лазерной резки металла, включая состав, характеристики, области применения и меры предосторожности при эксплуатации.Кроме того, в этом руководстве рекомендуются три станка для лазерной резки металла для лазерной резки металла.В заключение, даже если цена станка для лазерной резки металла высока, его мощные функции и широкое применение окупят потраченные вами деньги. Благодаря соответствующему программному обеспечению для проектирования и различной мощности лазера станок для лазерной резки металла способен вырезать различные рисунки на широком спектре металлов разной толщины. Более того, при правильном и разумном использовании и уходе станок для лазерной резки металла не требует обслуживания.
Таким образом, если ваш бизнес связан с большими партиями работ по резке различных видов металлов, станок для лазерной резки металла определенно станет вашим идеальным выбором и хорошим помощником.
Лазерная резка | Полуприцепы
Вы ищете дополнительную информацию по этому и другим вопросам? Не ищите ничего, кроме онлайн-обучения Semitracks. Онлайн-обучение Semitracks содержит короткие курсы и другие материалы, полезные для любого инженера, пытающегося изучить новые предметы или освежить в памяти старые.
Что такое лазерная резка?
Лазеры уже много лет используются для изменения или изоляции проводников в интегральных схемах. Системы, разработанные для этой цели, работают по принципу, согласно которому лазерный свет (обычно от импульсного лазера) при фокусировке через оптику микроскопа может выборочно удалять материал с ИС, не повреждая его иным образом. Если все сделано правильно, лазеры можно использовать для резки или удаления металлических линий, открытия отверстий в некоторых типах пассивирования или разрезания поликремниевых проводников на ИС.Если все сделано неправильно, материал разрезаемого проводника может попасть в изолирующие слои, что приведет к короткому замыканию.
Для лазерной резки можно использовать три преобладающих типа лазера. В инфракрасном диапазоне длин волн наиболее распространены лазеры на Nd: YAG (неодим-иттрий-алюминиевый гранат), работающие на частоте 1064 нм. В видимом диапазоне длин волн (зеленый) чаще всего используются два основных типа лазеров: лазер Nd: YAG с удвоенной частотой на длине волны 532 нм и газовый ксеноновый лазер, работающий на длине волны 500 нм, с выходной импульсной мощностью около 150 мкДж.
Инфракрасный
Первыми лазерами на основе YAG, разработанными для кремниевой хирургии, были инфракрасные (ИК) лазеры, работающие на длине волны 1064 нм или в ИК-диапазоне. Это основная частота лазеров Nd: YAG, которые используются во многих приложениях вместе с микроскопами, предназначенными для инфракрасного излучения. У ИК-лазеров есть несколько ограничений. Большинство материалов, используемых при производстве интегральных схем (ИС), поглощают энергию более эффективно на более коротких длинах волн, чем материалы, производимые ИК-лазерами.Это означает, что для выполнения той же работы требуется гораздо больше энергии по сравнению с использованием лазера с более короткой длиной волны. Эта избыточная энергия часто приводит к ненужному повреждению областей, прилегающих к интересующей области. Как упоминалось выше, ИК-YAG-лазер работает только с микроскопами, разработанными специально для ИК-длин волн. Напротив, большинство микроскопов, используемых для анализа отказов, можно использовать только в видимом спектре. Использование YAG-лазера с микроскопом, отличным от YAG, скорее всего, приведет к сгоранию какой-то части оптики микроскопа.Кроме того, использование микроскопа, отличного от YAG, приводит к значительному снижению энергии по сравнению с тем, что доступно с микроскопом, совместимым с YAG. Другой недостаток ИК-лазеров в кремниевой микрохирургии заключается в том, что размеры разреза ограничены минимум 2 мкм x 2 мкм из-за большей длины волны.
видимый
Сегодня большинство поставщиков и специалистов по анализу неисправностей используют лазеры с “зеленой” длиной волны, такие как Nd: YAG-лазер с удвоенной частотой или газовый ксеноновый лазер. Большинство металлов, используемых в ИС (алюминий, золото, титан-вольфрам и др.)) поглощают больше зеленого света, чем инфракрасного излучения, поэтому для выполнения конкретной работы требуется меньше энергии. Как упоминалось выше, предпочтительна более низкая энергия, потому что в соседних областях возникает меньше повреждений. Зеленые лазеры также хорошо подходят для стандартной оптики микроскопов видимого света, наиболее часто используемой при анализе отказов. Минимальный размер пятна для зеленого лазера составляет приблизительно 1 мкм x 1 мкм.
Ультрафиолет
Некоторые лазеры вырабатывают энергию в ультрафиолетовом (УФ) диапазоне, в том числе лазеры на Nd: YAG с утроенной или учетверенной частотой и эксимерные лазеры (XeCl, XeFl и т. Д.)). Ультрафиолетовый диапазон начинается чуть ниже видимого спектра или менее 400 нм. Ультрафиолетовые лазеры имеют преимущество перед инфракрасными и зелеными лазерами, потому что большинство пассивирующих материалов поглощают больше ультрафиолетовой энергии, чем инфракрасная или видимая энергия. Следовательно, для непосредственного удаления пассивации необходимо еще меньшее количество УФ-энергии. С помощью лазеров инфракрасного или видимого диапазона пассивирование удаляется косвенно путем нагрева материала под ним и «сдува» пассивирования за счет тепла, выделяемого лежащим под ним металлом.УФ-лазеры могут непосредственно удалять пассивацию, потому что большинство пассивирующих материалов напрямую поглощают УФ-энергию.
Однако УФ-лазеры имеют связанную с микроскопом проблему, аналогичную той, которая встречается при использовании ИК-лазеров. Разница в том, что УФ-лазеры работают на противоположном конце видимого спектра по сравнению с ИК-лазерами. Поскольку энергия УФ-лазера ниже 400 нм, оптика в большинстве микроскопов, используемых для анализа отказов (предназначенных для видимого света, 400–700 нм), не пропускает более коротковолновую УФ-энергию.Если кто-то может решить проблемы микроскопа, связанные с оптикой, не пропускающей УФ-излучение, можно будет найти некоторую помощь с линзами объектива. Некоторые типы объективов микроскопов, называемые отражающими, работают в УФ-спектре. К сожалению, качество изображения отражающего объектива намного хуже, чем у стандартных объективов микроскопа для анализа отказов. Кроме того, доступны светоотражающие объективы с ограниченным количеством увеличений; наиболее распространенными для использования лазера являются 36x и 52x. Это делает их пригодными только для удаления относительно больших участков пассивирования и вырезания довольно больших линий.Однако по мере того, как технология микроскопов совершенствуется в УФ-диапазоне, УФ-излучение станет отличной альтернативой для анализа отказов из-за эффективного поглощения энергии большинством пассивирующих материалов, улучшенного контроля глубины резания и потенциально субмикронных размеров реза.
В качестве примера на рисунках 2 и 3 показана металлическая линия до и после резки ксеноновой лазерной системой. В этом случае отверстия на лазере были настроены так, чтобы разрезать одну линию и оставить линии вокруг нее нетронутыми.Хотя выбор подходящего уровня мощности для использования должен производиться методом проб и ошибок, необходимо соблюдать осторожность, чтобы не использовать слишком большую мощность, поскольку это может привести к попаданию металла в изолирующие слои и возникновению короткого замыкания.
Зачем выполнять лазерную резку?
Лазерная резка может выполняться по разным причинам и из самых разных материалов. Лазеры используются для двух целей: выборочного удаления слоя и изоляции межсоединений. Многие типы отказов ИС могут быть идентифицированы, если проблемный участок может быть электрически отделен от остальной ИС и изучен отдельно.Часто, когда цепь исправна, доступную электрическую информацию трудно интерпретировать. Например, если на ИС произошел разрыв оксида затвора, схема не будет функционировать должным образом. Когда плохой транзистор активирован, IC потребляет избыточный ток. Серия лазерных разрезов может изолировать неисправный транзистор от остальной части ИС. После изоляции микрозонды можно использовать для измерения ВАХ транзистора. Этот тип анализа может доказать, что рассматриваемый транзистор неисправен.
В приведенном выше примере предполагается, что пассивация ИС была удалена до микрозондирования. В некоторых случаях лазер может быть успешно использован для удаления пассивации на проводниках, что позволяет проводить зондирование. Пассивирование нитридом кремния можно легко удалить с алюминия с помощью ксенонового лазера. Диоксид кремния и оксинитрид кремния можно удалить, но с некоторыми трудностями. Использование лазеров с разными длинами волн может облегчить выборочное удаление оксидов.
Как выполняется лазерная резка?
Использовать лазерный резак очень просто.После того, как процедура, которую необходимо выполнить, выбрана, будь то выборочное удаление материала или изоляция проводников, лучше всего поэкспериментировать с уровнем мощности лазера либо на несущественной области ИС, либо на второй ИС той же технологии. Лучше всего начинать с малой мощности лазера и постепенно увеличивать мощность, пока не будет получен желаемый результат. При открытии отверстий при пассивации увеличивайте мощность до тех пор, пока отверстие не откроется, но металл под ним не будет нарушен. При изоляции металлических линий используйте самую низкую мощность, которая полностью перерезает линию за один лазерный импульс.Каждый раз при изменении уровня мощности перемещайте образец на новое место перед включением лазера. Это гарантирует, что материалы не будут изменены предыдущим лазерным импульсом.
Если линия все еще частично цела, увеличьте уровень мощности и попробуйте перерезать линию снова. Повторяйте эту процедуру, пока линия не будет полностью изолирована. Всегда лучше попытаться получить правильный уровень мощности на тестовом образце, если это возможно. Если тестовый образец недоступен, попробуйте найти репрезентативную область на ИС, которая не используется, т.е.е. проверьте транзисторы на кристалле или в областях пропила, оставленных на краях кристалла.
Если другая схема была повреждена, возникла одна из трех проблем. Во-первых, возможно, было использовано слишком много энергии. Попробуйте уменьшить мощность и определить, полностью ли отрезана линия. Во-вторых, возможно, лазер не сфокусировался в нужном месте. Некоторые лазерные резаки имеют маркер, видимый через окуляры, который показывает расположение и форму области, подлежащей лазерной обработке. Другие системы полагаются на маркер, наложенный на телевизионное изображение поля зрения.При использовании этих систем в тестовой зоне делается разрез, а маркеры перемещаются в то место, где лазерный луч попадает на образец. Наконец, некоторые системы позволяют пользователю регулировать длину и ширину лазерного разреза, регулируя несколько отверстий. Используйте эти отверстия для дальнейшего ограничения луча, чтобы луч не попал в соседние контуры.
В большинстве случаев лазер не сможет разрезать линию до тех пор, пока не будет достигнут пороговый уровень мощности. Большинство систем не показывают постепенного увеличения мощности резания с увеличением уровня мощности.
Сколько энергии мне нужно?
Чтобы ответить на этот вопрос, необходима некоторая информация о вашем микроскопе и устройстве для отбора проб.
Наиболее эффективными объективами для резки и удаления пассивации являются объективы 50x, 80x и 100x. С помощью объективов с меньшей мощностью можно выполнить очень небольшую резку, поскольку в образец фокусируется недостаточная плотность энергии. Хотя общая энергия, проходящая через каждую цель для данной настройки энергии, почти одинакова, плотность энергии резко меняется.В частности, плотность изменяется пропорционально квадрату изменения увеличения. Это связано с тем, что энергия лазера эффективно «фокусируется» объективами с более высокой мощностью. В таблице 1 показана эта взаимосвязь с использованием объектива 50x в качестве ориентира.
| Линза объектива (= a) | Коэффициент увеличения (против объектива 50x = a / 50) | Коэффициент плотности энергии (против объектива 50x = a2 / 502) |
|---|---|---|
| 10x | 10/50 = 0.2 | 100/2500 = 0,04 |
| 20x | 20/50 = 0,4 | 400/2500 = 0,16 |
| 50x (для справки) | 50/50 = 1,0 | 2500/2500 = 1,0 |
| 80x | 80/50 = 1.3 | 6400/2500 = 2,56 |
| 100x | 100/50 = 2,0 | 10000/2500 = 4,0 |
Если для получения адекватной плотности энергии для большинства задач лазерной резки требуется объектив с 50-кратным увеличением, то из таблицы очевидно, что с объективами с 10-кратным и 20-кратным увеличением можно сделать очень мало.Также очевидно, как резко возрастает мощность резания при переходе к объективу 80x или 100x. Для решения той же задачи с объективом 80x или 100x требуется меньше энергии, чем с объективом 50x.
Пассивация?
Большинство пассивирующих материалов поглощают меньше видимой лазерной энергии, чем металлические линии. Таким образом, эффективное удаление пассивации требует большей энергии, чем требуется для удаления металлической полосы такого же размера. Если деталь не пассивирована, а вы предполагаете, что она есть, первый лазерный импульс может разрезать линию и повредить подложку ниже.На рис. 1 показаны коэффициенты поглощения алюминия и золота.
Зависимость поглощения энергии от длины волны для алюминия и золота (после Норта).Для разных типов пассивации требуются разные уровни энергии. Для удаления оксида и нитрида требуется меньше энергии, чем для удаления полиимида. Например, с объективом 50x может потребоваться 50% максимальной мощности для удаления оксида или нитрида и 75% для удаления полиимида. Поскольку тепло, выделяемое металлом, расположенным ниже, используется для «сдувания» пассивации, успех в некоторой степени будет зависеть от количества нагреваемого металла.Будет намного легче удалить полиимид с большой металлической поверхности, чем с небольшой металлической поверхности, поскольку большая металлическая поверхность сможет поглощать больше энергии без повреждений. В общем, легче удалить пассивацию с линии, сделав точечный лазерный маркер в виде длинного прямоугольника по длине линии. Кроме того, результаты будут лучше при удалении пассивации с объективом 80x или 100x, чем с объективом 50x.
Насколько велик – насколько мал?
Для удаления большой площади материала требуется более высокий уровень энергии, чем для удаления небольшой области того же материала.Поскольку плотность энергии остается постоянной при открытии лазерной апертуры, можно было бы ожидать, что плотность энергии, необходимая для удаления маленькой линии, также применима к большей линии. Однако металл является отличным проводником тепла, и некоторая энергия, помещенная в целевой области, рассеивается в окружающие области. В итоге для удаления большой площади материала требуется более высокая плотность энергии, чем для удаления небольшой площади.
Практическое применение этого явления можно увидеть, столкнувшись с необходимостью перерезать большую линию или автобус.Если шина слишком длинная для того, чтобы ее можно было разрезать за один раз, можно попробовать либо: а) сделать длинный узкий (2–3 мкм) надрез, или б) использовать технику откусывания, т. Е. Сделать несколько меньших надрезов 5–10 мкм. в длину.
С чего начать?
В какой-то момент вы можете столкнуться с первым использованием лазера или чипа неизвестного происхождения. С чего начать удаление пассивации или сокращение? Техника брекетинга, которая начинается с очень низкой энергии и приближается к цели, является первым рекомендуемым шагом в этом процессе.В следующем примере используется система лазерной резки New Wave Research LCS-1. С объективом 50x начните с переключателя энергии в верхнем положении и аттенюатора на 300 и попробуйте выстрелить в тестовой зоне. Если установка 300 не дает достаточно энергии, установите аттенюатор на 400, выберите новое место и попробуйте еще один выстрел. Для достижения наилучших результатов каждый новый тестовый снимок будет производиться в новом месте. Если 400 слишком мало для достижения желаемых результатов, увеличьте энергию до 500, затем до 600 и т. Д., Пока не будет достигнут слишком высокий уровень энергии.Затем вернитесь на 50 пунктов, то есть с 600 до 550, и попробуйте сделать еще один снимок. Если это все еще слишком велико, понизьте еще 25 пунктов до 525. Большинство материалов имеют большой порог урона. Следуя этой процедуре, вы можете заметить некоторое удаление материала на 400, немного больше на 500 и, наконец, желаемые результаты на 600.
Некоторые материалы имеют небольшой или узкий порог повреждения. В эту категорию попадают тонкопленочные резисторы и очень маленькие линии. Вы можете обнаружить, что 200 недостаточно, а 300 – слишком много.В этом случае вы можете добиться лучших результатов, переместив переключатель энергии в «низкое» положение. Это приводит к снижению уровня энергии на 50% для данной настройки аттенюатора. Это означает, что теперь вам, возможно, придется переместить аттенюатор на 400 или 450, чтобы получить те же результаты, что и на 200.
Переключатель высокой / низкой энергии дает вам больший динамический диапазон, что особенно полезно для приложений с очень низким энергопотреблением, таких как подстройка тонкопленочного резистора. Аттенюатор даст вам ослабление> 50: 1; с переключателем High / Low это становится> 100: 1.Этот переключатель также является очень удобной функцией для быстрого снижения уровня энергии. Например, после удаления пассивации с переключателем энергии в верхнем положении используйте низкое положение, чтобы удалить металлическую линию под ним или очистить разрез.
Как отмечалось выше, для получения желаемого результата может потребоваться несколько снимков. Иногда могут потребоваться два выстрела с одинаковой настройкой энергии. В других приложениях может потребоваться один импульс высокого давления для удаления пассивации, как описано в приведенном выше примере, и второй выстрел с меньшей энергией, чтобы разрезать линию.Если один выстрел не решает вашу задачу, попробуйте несколько вариантов.
Это лишь некоторые из характеристик лазеров и методов их применения в кремниевой микрохирургии. Лазерные и микроскопические технологии быстро расширяются и совершенствуются. Наиболее важными улучшениями являются объективы с более высокой мощностью и адекватным рабочим расстоянием, что позволит проводить операции на меньших геометрических размерах, и УФ-оптика, которая позволит использовать УФ-излучение для удаления пассивации с большим контролем глубины.
Рекомендуемые длины волн для лазерной резки полупроводников
В следующей таблице приведены оптимальные длины волны, рекомендуемые для обычных полупроводниковых материалов. В таблице 3 перечислены рекомендуемые настройки для удаления пассивации поверх верхнего металлического слоя. После удаления пассивации используйте 1 или 2 дополнительных выстрела с зеленым (532 нм) при настройке, используемой для удаления оксидной пассивации.
| 1064 нм (инфракрасный) | 532 нм (зеленый) | 355 нм (ультрафиолет) | |
|---|---|---|---|
| Диэлектрики | Диоксид кремния | Нитрид | |
| Нитрид | Полиимид | ||
| Полиимид (большой разрез) | тефлон | ||
| СОГ (вращение по стеклу) | Силокс | ||
| Межсоединение | Алюминий | поликремний | Золото (импульсная резка) |
| Золото | Алюминий | ||
| Алюминий | |||
| вольфрам | |||
| Медь | |||
| Толстые и тонкопленочные резисторы |
| Образец | Размер заготовки | Линза объектива микроскопа | Длина волны | Настройка энергии | Диапазон энергий | Выстрелов |
|---|---|---|---|---|---|---|
| Полиимид | 40 x 40 мкм | 50x NUV | 355 нм | 200 | Lo | 75 |
| Si3N4 | 40 x 40 мкм | 50x NUV | 355 нм | 300 | Lo | 40 |
| Si3N4 | 4 x 4 мкм | 50x NUV | 532 нм | 500 | Привет | 2 |
| SiO2 | 2 x 4 мкм | 50x NUV | 532 нм | 500 | Привет | 1 |
| SiO2 | 2 x 4 мкм | 100x | 532 нм | 200 | Привет | 1 |
| SiO2 | 1.8 x 3 мкм | 50x NUV | 532 нм | 400 | Привет | 1 |
| SiO2 | 1,8 x 3 мкм | 100x | 532 нм | 200 | Привет | 1 |
| SiO2 | 2 x 4 мкм | 50x NUV | 532 нм | 350 | Привет | 2 |
| SiO2 | 2 x 4 мкм | 100x | 532 нм | 200 | Привет | 1 |
| Si3N4 и SiO2 | 2 x 4 мкм | 50x NUV | 355 нм | 600 | Lo | 5 |
| Si3N4 и SiO2 | 2 x 4 мкм | 50x NUV | 355 нм | 400 | Привет | 3 |
| Si3N4 и SiO2 | 1 x 2 мкм | 100x NUV | 355 нм | 350 | Привет | 3 |
| Si3N4 и SiO2 | 20 x 4 мкм | 50x NUV | 355 нм | 300 | Lo | 20 |
| Si3N4 и SiO2 | 20 x 4 мкм | 50x NUV | 355 нм | 300 | Привет | 2 |
| Si3N4 и SiO2 | 2 x 4 мкм | 100x NUV | 355 нм | 150 | Lo | 15 |
| Si3N4 и SiO2 | 2 x 4 мкм | 100x NUV | 355 нм | 350 | Привет | 2 |
Резка верхнего слоя металла
Если верхний пассивирующий слой состоит из нитрида или полиимида, удалите его, используя настройки, указанные в таблице 3 выше. Затем перейдите на объектив 100x и используйте один снимок зеленого (энергия 532 нм) и настройку 500, Hi, чтобы удалить следующий слой оксида (если он присутствует), а затем второй снимок с той же настройкой энергии. удалить верхний слой металла. Следующий слой металла (если он существует) также может быть удален одним выстрелом для удаления межслойного диэлектрика и вторым выстрелом для удаления следующего металлического слоя.Лучше всего снизить температуру при удалении второго металлического слоя, чтобы свести к минимуму возможность короткого замыкания между слоями.
Когда выполняется лазерная резка?
Лазерная резка используется для двух разных целей: открытие отверстий в пассивировании и изоляция проводников на ИС. После того, как для характеристики неисправности были использованы другие методы неразрушающей диагностики, деструктивные методы могут помочь полностью понять электрическую сигнатуру неисправности на ИС.В некоторых случаях дефект обработки или дефект маски может привести к тому, что проводник окажется в непредусмотренном месте. В этих случаях можно использовать лазерный резак, чтобы доказать, что ИС будет полностью функциональна после внесения коррекции. Всегда дешевле вырезать лазером материал из нескольких нефункциональных ИС, чтобы доказать, что смена маски решит проблему, чем изготовить новую маску и изготовить партию пластин без решения проблемы. Лазерные резаки или эквивалентные системы с фокусированным ионным пучком неоценимы для этих приложений.
Ссылки на лазерную резку
- W.E. Риз, “Использование импульсного лазера в анализе отказов”, Proc. Int. Надежный. Phys. Symp., Апрель 1973 г., стр. 124–127.
- Р.Л. Уотерс и Ф.Р. Потховен, “Лазерный резак для анализа отказов”, Proc. Int. Symp. Тестирование и провал. Anal., Ноябрь 1983 г., стр. 69–72.
- S.J. Кирх и Д. Томази, “Передовые методы микрообработки для анализа отказов”, Proc.Int. Symp. Тестирование и провал. Anal., Ноябрь 1991 г., стр. 35-40.
- Э. Норт, «Основы кремниевой микрохирургии», внутренняя публикация в New Wave Research, 1996.
Рисунок 1
Схема ксеноновой лазерной системы. (С любезного разрешения Florod Corp.).
Рисунок 2
Фотография показывает металлическую линию до того, как она будет разрезана ксеноновой лазерной системой. (Фото любезно предоставлено Sandia Labs).
Рисунок 3
Фотография показывает металлическую линию после резки ксеноновой лазерной системой. (Фото любезно предоставлено Sandia Labs).
Рисунок 4
На фотографии показан разрез размером 50 x 50 мм, сделанный из полиимида с использованием около 50 снимков очень низкой мощности (<15% от максимальной) с помощью линзы объектива с 50-кратным увеличением в ближнем УФ-диапазоне. (С любезного разрешения New Wave Research).
Рисунок 5
На фотографии показан разрез 100 x 200 мм, сделанный из полиимида с использованием температуры 50 x 50 мм, сканированный по матрице, когда лазер находился в режиме импульсной резки (355 нм, <15% макс.оптическая сила, 20 Гц, объектив с 50-кратным увеличением ближнего УФ). (С любезного разрешения New Wave Research).
Рисунок 6
Фотография показывает удаленный участок полиимида размером 50 x 50 мм, удаленный SiO2 с 3 алюминиевых линий и срез верхней алюминиевой линии. Это было выполнено с использованием примерно 50 выстрелов с низкой УФ-энергией с объективом 50-кратного ближнего УФ-диапазона, за которыми последовали четыре одиночных выстрела лазера 532 нм с мощностью примерно 40% с использованием 100-кратного объектива, а затем один выстрел лазером 532 нм для резки алюминиевая линия.(С любезного разрешения New Wave Research).
Рисунок 7
На фотографии показан удаленный участок полиимида размером 50 x 50 мм и удаленный участок металла 3 (алюминий) размером 20 x 20 мм, чтобы обнажить металл 2 и металл 1 внизу. Это было выполнено с использованием примерно 50 выстрелов из лазера 355 нм при низкой энергии, за которыми последовали два выстрела из лазера 532 нм при мощности 50%, чтобы открыть металл 3 (любезно предоставлено New Wave Research).
Рисунок 8
На фотографии показана базовая система импульсной лазерной резки Nd: YAG (удвоенная и утроенная частота).(С любезного разрешения New Wave Research).
.