Принцип работы сварочного трансформатора: Сварочный трансформатор: устройство и принцип действия
alexxlab | 28.01.2023 | 0 | Разное
что это такое, разновидности, схема, устройство и принцип работы
Содержание
- Описание оборудования
- Отличия от инверторного аппарата
- Конструкция сварочного трансформатора
- Разновидности и классификация устройств
- Принцип работы с характеристиками
- Холостой ход
- Стандартная схема сварочного трансформатора
- Схемы модификаций
- С шунтом
- С обмоткой по секциям
- Тиристорные аппараты
- Плюсы и минусы
- Особенности выбора сварочного трансформатора
- Какие неисправности могут быть
- Как самому смонтировать аппарат
Для электродуговой сварки требуется набор инструментов, в который входит сварочный трансформатор. Существуют промышленные и бытовые разновидности средств, отличающиеся техническими характеристиками и габаритами.
Описание оборудования
Трансформаторы — аппараты, используемые для соединения деталей из стали и некоторых других металлов. Устройство принимает ток от сети, преобразует его до получения требуемых параметров. Формирующаяся при этом электрическая дуга расплавляет края свариваемых заготовок и расходный материал, образуя прочный шов.
Формирующаяся при этом электрическая дуга расплавляет края свариваемых заготовок и расходный материал, образуя прочный шов.
Отличия от инверторного аппарата
Такое оборудование отличается от трансформаторного следующими характеристиками:
- Небольшой вес. Если масса трансформатора составляет около 35 кг, то у инвертора она не превышает 15 кг. Это помогает легко перемещать аппарат во время работы.
- Отсутствие трансформатора в конструкции. Это исключает расход энергии на нагрев обмоток и перемагничивание магнитопровода. Коэффициент полезного действия увеличивается. При использовании электрода диаметром 3 мм расход энергии не превышает 4 кВт. При тех же условиях этот параметр у трансформатора составляет 7 кВт.
- Возможность получения тока с любыми вольт-амперными показателями. Аппараты инверторного типа применяют при сварке всех металлов. Они работают с нержавеющей, легированной сталью, медью, алюминием.
- Режимы функционирования. Инвертор не требует частых перерывов, необходимых для охлаждения.

- Возможность тонкой настройки. Сварщик выбирает показатели силы тока и напряжения в широком диапазоне. С помощью инвертора можно варить в разных пространственных положениях. При этом образуется наименьшее количество брызг расплавленного металла.
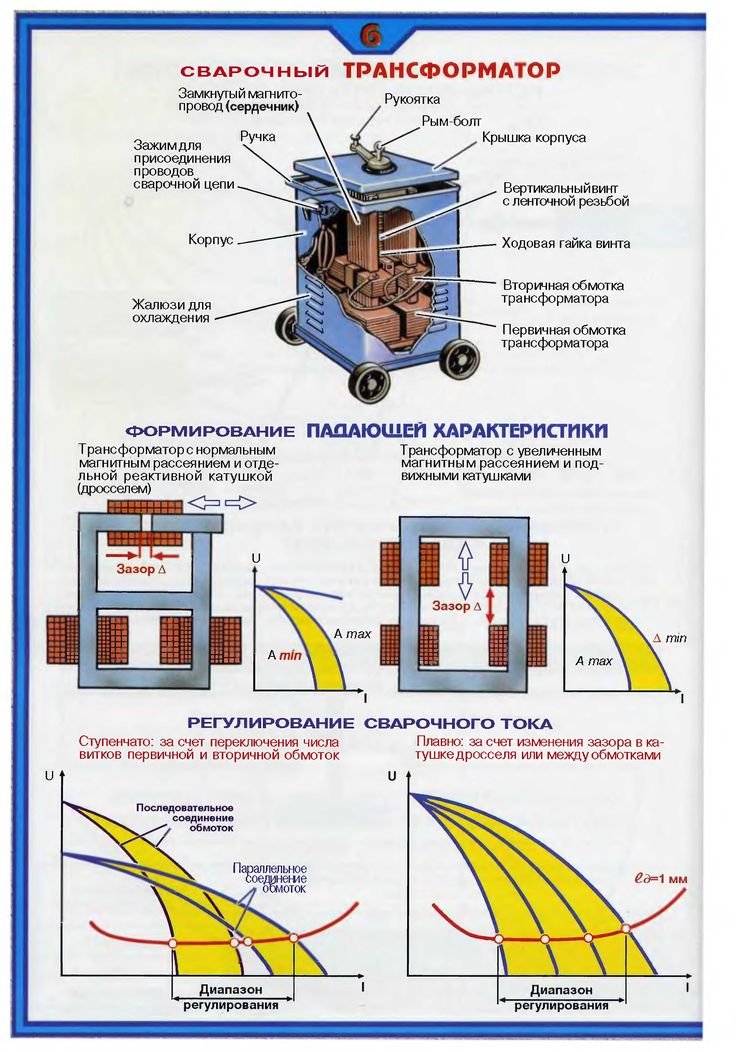
Конструкция сварочного трансформатора
Такой аппарат включает несколько узлов, которые создают электрическую дугу, способную расплавлять сталь. Компоненты изменяют параметры токов, поступающих от сети.
Агрегат понижает напряжение, увеличивая ампераж.
Сварка металлов становится возможной благодаря узлам, входящим в конструкцию аппарата:
- магнитопроводу;
- первичной обмотке из изолированного кабеля;
- винту;
- подвижной вторичной обмотке из неизолированного провода;
- ходовой гайке;
- рукоятке, вращающей винт;
- зажимам для фиксации кабелей;
- охлаждающей системе.

Магнитопровод не влияет на параметры тока, он лишь формирует магнитное поле. Для этого применяется набор стальных пластин, покрытых оксидным составом. Некоторые трансформаторы включают дополнительные компоненты, улучшающие работу оборудования.
Разновидности и классификация устройств
Классификация сварочных агрегатов осуществляется по следующим характеристикам:
- Размерам и весу. Приборы бывают компактными переносными или стационарными, перемещаемыми с помощью колес или тельфера (подвесного грузоподъемного устройства).
- Напряжению холостого хода сварочного трансформатора. В разных моделях приборов этот параметр составляет от 48 до 70 В.
- Максимальной силе тока. У промышленных моделей этот параметр достигает 1000 А, у бытовых — 50-400 А.
- Напряжению потребляемого тока, числу фаз. Выделяют одно- или трехфазные виды.
- Характеру подачи. Аппарат может вырабатывать ток непрерывно или импульсно.
- Диаметру подключаемых электродов.
Принцип работы с характеристиками
Приборы для трансформаторной сварки функционируют следующим образом:
- Ток из электрической сети попадает на первичную обмотку. Здесь появляется магнитный поток, направляющийся в сторону сердечника.
- Напряжение передается на вторичную обмотку.
- Ферромагнитный сердечник генерируют магнитное поле. В 2 обмотках образуются электродвижущие силы переменного характера.
- Разница в числе витков катушек помогает менять параметры тока на необходимые для сварки вольт-амперные показатели. По этим значениям выполняют расчет характеристик трансформаторного агрегата.
Число витков обмотки напрямую связано с выдаваемым напряжением. Намотанная в большем количестве вторичная катушка повышает силу тока. Трансформаторный сварочный аппарат относится к приборам понижающего вида. Число витков первичной обмотки в нем больше, чем вторичной. Регулировать силу выходного тока можно, меняя величину зазора между катушками.
Холостой ход
Принцип работы сварочного трансформатора включает 2 режима: холостой и с нагрузкой. Во время сварки вторичная катушка создает замыкание между деталью и электродом. Мощная дуга плавит материал, образуя шов. После завершения сварки вторичная цепь разрывается. Аппарат начинает работать на холостом ходу.
Такой режим функционирования должен быть безопасным для пользователя. Максимальная величина напряжения — 48 В. Если показатель превышает допустимые значения, срабатывает автоматический ограничитель. Заземление корпуса агрегата обеспечивает дополнительную защиту сварщика от поражения током.
Стандартная схема сварочного трансформатора
Классические аппараты состоят из магнитопровода и преобразователей. Для розжига дуги электрическая схема предусматривает присутствие индуктивного сопротивления вторичной катушки. У аппаратов, функционирующих в режиме сварки, мощность многократно превышает потери, возникающие при работе на холостом ходу.
Схемы модификаций
В конструкцию стандартного аппарата нередко вносят изменения, помогающие улучшить эксплуатационные характеристики.
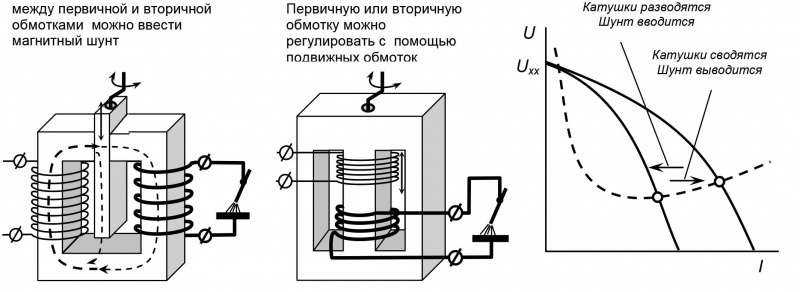
С шунтом
Рассеиванию магнитного поля способствует смена пространственного положения компонентов магнитопровода.
При смещении стальных элементов повышается сопротивление потока, идущего по воздуху.
При полном введении шунта параметр начинает зависеть от расстояния между деталью и компонентами магнитопровода. Аппараты, имеющие такой принцип действия, предназначены для использования в промышленных условиях.
С обмоткой по секциям
Такая схема сварочного аппарата считается устаревшей. Ранее это оборудование использовалось в бытовых и промышленных условиях. Имеется несколько вариантов выбора числа витков в первичной и вторичной обмотках.
Тиристорные аппараты
Для изменения напряжения и силы тока применяется фазовый сдвиг тиристоров. При сборке однофазного аппарата используют 2 детали, устанавливаемые друг напротив друга. Тиристоры настраивают симметрично и синхронно.
Тиристоры настраивают симметрично и синхронно.
В полупроводниковых трансформаторах эти элементы размещают на первичной обмотке, что объясняется следующими причинами:
- Сила вторичного тока в таких устройствах выше, чем в тиристорах.
- При установке последних на первичной катушке повышается КПД. Это объясняется снижением потерь напряжения.
Плюсы и минусы
К положительным качествам трансформаторного оборудования относятся:
- Высокий коэффициент полезного действия, простота эксплуатации и обслуживания. Ремонт устройства не сопряжен с большими тратами, что позволяет использовать его в домашних условиях.
- Низкая стоимость.
Из недостатков выделяют:
- Нестабильность дуги. Это связано с параметрами переменного тока. Для работы с такими аппаратами используются специализированные электроды.
- Перепады выходного напряжения, негативно отражающиеся на качестве сварного шва.
- Невозможность применения для соединения деталей из цветных металлов или нержавеющей стали.
- Габариты и большой вес, вызывающие трудности при перемещении.

Особенности выбора сварочного трансформатора
Решая, какой аппарат купить, учитывают следующие критерии:
- Типы свариваемых металлов, параметры будущих швов. Для работы со сталью достаточно ручного оборудования с постоянным или переменным током. Эксплуатационные качества трансформатора позволяют варить изделия из любых черных металлов.
- Силу тока. В бытовых условиях достаточно агрегата, выдающего 200 А.
- Принцип действия. Полуавтоматические приборы надежны и просты в применении, однако отличаются высокой стоимостью. При использовании ручных агрегатов сварщику придется самостоятельно контролировать все параметры.
- Надежность фирмы-производителя.
Какие неисправности могут быть
При работе со сварочным трансформатором нередко возникают следующие проблемы:
- Отсутствие электрической дуги, отказ запуска охлаждающего вентилятора. Главная причина — нарушение целостности питающего кабеля. Реже обнаруживается повреждение других компонентов оборудования или активация защиты от перегрева.
- Отсутствие сварочной дуги при работающем вентиляторе. Наблюдается при нарушении связи между внутренними компонентами системы.
- Отсутствие электрической дуги при работающей сигнальной лампе. Такая проблема возникает при срабатывании защитного режима.
- Образование большого количества брызг. Качество шва сохраняется на низком уровне. Стоит проверить правильность подключения проводов, изменить полярность.
 Реже обнаруживается повреждение других компонентов оборудования или активация защиты от перегрева.
Реже обнаруживается повреждение других компонентов оборудования или активация защиты от перегрева.Как самому смонтировать аппарат
Главная часть самодельного агрегата — сердечник. Его изготавливают из трансформаторной стали, купить которую достаточно сложно. Полученная конструкция имеет вид прямоугольника с сечением более 55 см². При формировании первичной и вторичной катушек устанавливают регулирующий винт. С его помощью перемещают подвижную обмотку.
При формировании первичной и вторичной катушек устанавливают регулирующий винт. С его помощью перемещают подвижную обмотку.
Сечение провода первой катушки должно составлять более 5 мм². Для сборки трансформатора используют кабели с жаропрочной изоляцией.
Вторичная обмотка формируется из медного проводника сечением 30 мм². На последнем этапе собирают текстолитовый корпус, который служит защитой сварщика от поражения током.
Устройство и принцип работы сварочного трансформатора
Похожие презентации:
Технология перевозочного процесса
Организация работы и расчет техникоэкономических показателей участка механической обработки детали
Грузоподъемные машины. (Лекция 4. 1.2)
1.2)
Безопасное проведение работ на высоте
Геофизические исследования скважин
Система охлаждения ДВС
Эксплуатация нефтяных и газовых скважин. Курс лекций в слайдах
Требования безопасности при выполнении работ на высоте
Проект по технологии «Скалка» (6 класс)
Конструкции распределительных устройств. (Лекция 15)
1. Устройство принцип работы сварочного трансформатора
Трансформатор для сварки нужен, чтобы насыщатьдугу переменным током. Это достаточно простое и
надежное в применении устройство, чаще всего
используемое при дуговой сварке ручным способом.
Помимо этого трансформаторам не будет
альтернативы при автоматизированном и
механизированном способе сварки.
Очень мощный источник питания сварочной дуги
будет менять напряжение сети,
Все сварочные трансформаторы имеют силовой
трансформатор и устройство, регулирующее
сварочный ток. Основной принцип действия
сварочного трансформатора заключается в наивысшей
отдаче мощности.
 Поэтому его конструкция
Поэтому его конструкцияобязательно должна выдерживать высокое
напряжение, как при проведении промышленной
сварки, так и в домашних условиях. Но эти аппараты
отличаются друг от друга, как по формированию
внешних параметров, так и регулировками разных
режимов сварки.
Трансформатор для
дуговой сварки
строят на вторичное
напряжение 60-70 В
(напряжение
зажигания дуги).
Особенностью работы этих трансформаторов является
прерывистый режим работы с резкими переходами от
холостого хода к короткому замыканию, и обратно.
Для устойчивого и непрерывного горения дуги
необходимы незначительные изменения тока и
значительная
Сварочный трансформаторслужит для понижения
напряжения сети с 220 или 380В до безопасного, но
достаточного для легкого зажигания и устойчивого
горения электрической дуги (не более 80В), а также
для регулировки силы сварочного
тока.Трансформаторимеет стальной сердечник
(магнитопровод) и две изолированные обмотки.

Обмотка, подключенная к сети, называется первичной,
а обмотка, подключенная к электрододержателю и
свариваемому изделию, – вторичной. Для надежного
зажигания дуги вторичное напряжение сварочных
трансформаторов должно быть не менее 60-65В;
Катушки первичной обмотки закреплены неподвижно.
Вторичная обмотка, также состоящая из двух катушек,
расположена на значительном расстоянии от
первичной. Катушки как первичной, так
и вторичной обмоток соединены параллельно.
Вторичная обмотка — подвижная и может
перемещаться по сердечнику при помощи винта, с
которым она связана, и рукоятки, находящейся на
крышке кожуха трансформатора. Регулирование
сварочного тока производится изменением расстояния
между первичной и вторичной обмотками. При
вращении рукоятки 5 по часовой стрелке вторичная
обмотка приближается к первичной, магнитный поток
рассеяния и индуктивное сопротивление уменьшаются,
сварочный ток возрастает.
При вращении рукоятки против часовой стрелки
вторичная обмотка удаляется от первичной,
магнитный поток рассеяния растет (индуктивное
сопротивление увеличивается) и сварочный ток
уменьшается.
 Пределы регулирования сварочного
Пределы регулирования сварочноготока – 65-460 А. Последовательное соединение
катушек первичной и вторичной обмоток позволяет
получать малые сварочные токи с пределами
регулирования 40-180 А.
Металлургические
процессы при
электродуговой сварке
Билет 5 (2)
В процессе электродуговой сварки плавлением
металл сварного соединения плавится под
воздействием мощной электрической дуги, горящей
между электродом и свариваемым изделием.
Температура дуги колеблется в пределах 5000—
15000 °С. Под действием мощного сосредоточенного
источника тепла плавятся свариваемый (основной) и
электродный (сварочный) металлы.
Металлургические процессы при дуговой сварке
протекают совершенно в других условиях, чем при
производстве стали. Это объясняется прежде всего
небольшим объемом расплавленного металла,
называемого сварочной ванной, и быстрым его
затвердеванием. При ручной дуговой сварке объем
расплавленного металла не превышает 8 см3 (длина
сварочной ванны 20—30 мм, ширина 8—12 мм,
глубина 2—3 мм), а время затвердевания — несколько
секунд.
В результате быстрого затвердевания металла
сварочной ванны химические реакции, протекающие
в расплавленном металле, не успевают закончиться.
Поэтому при сварке незащищенной дугой содержание
кислорода в металле сварного соединения примерно
в 15 раз больше, чем у мартеновской стали. А чем
больше кислорода,’ тем ниже механические свойства
металла шва.
Расплавленный металл электрода переходит в
сварочную ванну в виде небольших капель. Металл
капель подвергается в дуговом промежутке
воздействию шлака покрытия электрода и газов
окружающей среды. При ручной сварке электродами,
имеющими покрытие, одновременно с основным и
электродным металлами плавится и покрытие, в
результате чего образуется расплавленный
неметаллический слой шлака. Назначение шлака —
улучшать свойства расплавленного металла. Шлак
защищает металл капли и сварочной ванны от
воздействия окружающего воздуха, раскисляет и
легирует металл сварочной ванны, в шлаке
растворяются вредные примеси.
 В ряде случаев шлак
В ряде случаев шлакспособствует устойчивому горению дуги.
Меры, принимаемые для защиты металла сварочной
ваны от воздействия окружающего воздуха, не всегда
достигают цели. Поэтому содержание кислорода в
наплавленном металле всегда бывает выше, чем в
основном и электродном. Для снижения количества
кислорода в наплавленном металле, а следовательно,
для повышения механических свойств металла его
раскисляют и удаляют образовавшиеся окислы из’
сварочной ванны. Раскисляют металл с помощью
углерода, марганца, кремния, алюминия
(раскислители), которые вводят в электродную
проволоку или электродные покрытия.
14. Для компенсирования выгорающих элементов, а также легирования основного металла с целью обеспечения равнопрочности и сближения
химического состава наплавленного и основногометаллов, легируют металл сварного шва.
Легирование осуществляется хромом,
молибденом, титаном, ванадием, вольфрамом и
рядом других элементов, которые вводятся в
состав электродного покрытия или основного
Качество сварного соединения во многом зависит от
технологических приемов сварки, в результате
которых должно быть получено сплошное
соединение. Сплошность сварного соединения
является одним из основных признаков качества
сварки. Нарушение сплошности проявляется обычно
в виде трещин и пористости.
Трещины условно делятся на горячие и холодные.
Увеличению вероятности появления горячих трещин
способствуют сера, углерод, кремний, водород.
1. Для чего предназначены сварочные
трансформаторы.
2. Из каких частей состоит сварочный трансформаор.
3. Плавная регулировка сварочного трансформатора.
4. Грубая регулировка сварочного трансформатора.
5. Чем заключается особенности металлургических
особенностей при сварке.
6. Расскисление сварочной ванны. Назначение
электродной обмазки.
7. Как влияет кислород на сварочную ванну.
8. Как влияет азот воздуха на расплавленный металл.
9. Как влияет водород на расплавленный метал
сварочной ванны.
10.Что делают со сварочной ванной
English Русский Правила
Принцип работы сварочного прутка на сварочном аппарате
Сварочный аппарат представляет собой специальный трансформатор. Разница заключается в том, что падение напряжения нагрузки нагрузки трансформатора невелико, падение напряжения нагрузки нагрузки сварочного аппарата. Это в основном достигается за счет регулировки потока и индуктивности последовательной индуктивности, обычные работы сварочного аппарата и трансформаторы аналогичны, это понижающий трансформатор. . Во вторичной обмотке с обоих концов заготовки приваривается и пруток 9.0004 , зажигание дуги, высокая температура дуги в зазоре заготовки и сварочных электродах. Сварочный трансформатор имеет свои особенности, то есть характеристики с резким падением напряжения. Напряжение падает после зажигания электрода; когда электрод укорачивается за счет прилипания, напряжение также резко падает. Причина этого явления кроется в характеристиках сердечника сварочного трансформатора. На данный момент, из-за электрода, чтобы упомянуть момент, зазор чрезвычайно мал, сварочные электроды и сварка при более высоком напряжении (60-70 В) в сочетании с предварительным нагревом до конца электрода и сваркой легко запускают сварку электронами, результаты Воздух в зазоре разрывается и становится токопроводящим, образуя сверкающие искры, что является дуговым разрядом. Температура дугового разряда может достигать более 2000 К, сварочные электроды и сварные швы плавятся, чтобы обеспечить сварку. После начала дугового разряда падение напряжения (называемое напряжением дуги) на кончике электрода и сварном шве составляет около 30 В, а нагрузка, образованная дугой, представляет собой резистивную нагрузку.
Ток и напряжение уменьшаются трехфазным силовым трансформатором, выпрямляются тиристором, а величина выходного тока регулируется изменением угла срабатывания тиристора. Сигнал тока снимается с шунта выхода постоянного тока выпрямителя в виде сигнала отрицательной обратной связи. По мере увеличения выходного постоянного тока увеличивается отрицательная обратная связь, угол проводимости тиристора уменьшается, а напряжение выходного тока уменьшается, что приводит к уменьшению внешней характеристики. Тяговая схема – это когда выходное напряжение ниже 15 В, выходной ток увеличивается, особенно когда короткое замыкание, внешние характеристики внешнего сопротивления, так что электрод не легко прилипает. Дуговая цепь – это дуга каждый раз, короткое время для увеличения заданного напряжения, так что ток дуги большой, легко дуга.
Из вышеприведенного описания можно узнать, что дуга, когда дуга находится в состоянии короткого замыкания, напряжение резко падает, требуется много тока; дуга после дуги стабилизируется, на этот раз электрод и раствор для бассейна или переходное состояние короткого замыкания, напряжение все еще ниже, ток все еще велик; после перехода в нормальное состояние сварки напряжение повышается, ток падает.
Ток дуги — это максимальный ток, который может быть выдан, когда сварочный аппарат работает на сварочной дуге.
Тяговый ток – это сварочный аппарат, когда расплавленное железо переходит в режим короткого замыкания, сварочный аппарат – другое наложение тока, так что стабильный переход расплавленного железа легко прилипает.
Сварочный ток — это рабочий ток, обеспечиваемый при нормальной сварке сварочным аппаратом. (можно настроить на панели управления)
принцип работы
Подобно трансформатору, является понижающим трансформатором. С обоих концов вторичная катушка приваривается к заготовке и к электроду, зажигающему дугу, высокая температура в дуге создается источником тепла зазора заготовки и сварочных электродов.
Сварочный трансформатор имеет свои особенности, то есть характеристики с резким падением напряжения. Напряжение падает после зажигания электрода; когда электрод укорачивается за счет прилипания, напряжение также резко падает. Причина этого явления кроется в характеристиках сердечника сварочного трансформатора.
Рабочее напряжение сварочного аппарата для регулировки, в дополнение к преобразованию напряжения 220/380, вторичная катушка также имеет отвод для изменения напряжения, а также с сердечником для регулировки регулируемого железного сердечника в число отведения к магнитной цепи, тем больше, чем ниже сварочное напряжение.
Принцип сварки
Принцип сварки на самом деле: с помощью нашего обычно используемого напряжения 220 В или 380 В промышленного электричества через сварщика в редукторе для снижения напряжения, увеличения тока, использования электричества, вырабатываемого огромным теплом для плавления стали, электрода в сталь между Чем выше плавление, и внешний слой сварочного электрода играет очень большую роль, не верьте, что вы можете выбить порошок, не видите сварки!
Ручная дуговая сварка с использованием сварочного электрода, состоящего из двух частей: оболочки и сварочного стержня. Сварка, электрод как электрод, с одной стороны, от тока проводимости и роли вспомогательной дуги, так что электрод и основной металл создают непрерывную, стабильную дугу, чтобы обеспечить необходимое тепло плавления при сварке. С другой стороны, сварочный электрод добавляется в качестве присадочного металла к сварному шву, чтобы стать основным компонентом металла сварного шва. Следовательно, состав электрода и качество электрода будут напрямую влиять на химический состав металла шва, механические свойства и физические свойства.
Сварочный сердечник представляет собой металлический сердечник электрода. Для того, чтобы обеспечить качество сварного шва, содержание металла в сердцевине ядра, существуют строгие правила. Специально для вредных примесей (таких как сера, фосфор и т. д.) есть строгие ограничения, качество сердечника сердечника должно быть лучше, чем у основного металла.
Никакое пластиковое покрытие стержня не может быть дуговой сваркой. Это связано с плохой стабильностью дуги, сильным разбрызгиванием и плохим формированием сварного шва. После длительной практики, постепенно обнаруживаемой в сварочном сердечнике, покрытом некоторым минеральным сырьем (т.е. покрытием электрода), характеристики электрода значительно улучшились.
Покрытие электрода
Имеет следующие эффекты:
(1) для обеспечения стабильного горения дуги, чтобы нормальный процесс сварки;
(2) использование кожи после реакции газа, образующегося при защите дуги и расплавленной ванны, для предотвращения попадания вредных газов (таких как азот, кислород и т. д.) в ванну, таких как эти газы вызовут сварку трещины и устьица и т.д. Сваркой нельзя добиться желаемого эффекта.
(3) образование шлака после плавления лекарственного покрытия, покрывающего поверхность сварного шва для защиты металла сварного шва, медленное охлаждение металла шва, помогающее утечке газа,
Для предотвращения образования устьиц улучшить организацию и выполнение сварного шва;
(4) после плавления препарата будут протекать различные металлургические реакции, такие как раскисление, десульфурация, до фосфора и т. д., что позволит улучшить качество сварного шва, уменьшить пригорание легирующих элементов;
(5) добавление желаемых легирующих элементов в металл сварного шва через покрытие для улучшения и контроля химического состава металла сварного шва для достижения желаемых свойств;
(6) образование кожуха при сварке сварки, увеличение силы продувки дуги, сосредоточение внимания на тепле дуги, продвижение капли в расплавленную ванну, способствует завершению процесса сварки
Дуговая сварка с газовой защитой, называемая газовой защитной сваркой или газовой сваркой, представляет собой использование дуги в качестве источника тепла, газа в качестве плавящейся защитной среды. В процессе сварки защита газа вокруг дуги, вызванная газозащитным слоем, дугой, расплавленной ванной и воздухом, разделена, чтобы предотвратить воздействие вредных газов и обеспечить стабильное горение дуги.
Сварка в смешанном газе CO2 + aR: проволока через подачу проволоки, проводящее сопло, между основным металлом и дугой сварочной проволоки, так что сварочная проволока и основной металл плавятся, а также с дугой защиты инертного газа CO2 и расплавленным металлом для сварки . Сварочная проволока для электрода постоянно плавится в расплавленной ванне, конденсируясь, образуя сварной шов;
Особенности:
(1) высокая эффективность из-за плотности тока, концентрации тепла, высокой скорости осаждения, скорости сварки. Кроме того, легко дуги.
(2) необходимо усилить защиту от сильной дуги, дыма, чтобы укрепить защиту.
Сварочный трансформатор Определение | Law Insider
означает процесс, приводящий к удалению значительного количества твердых частиц, при котором предварительный слой фильтрующего материала на основе диатомовой земли осаждается на опорной мембране (перегородке), и в то время как вода фильтруется, проходя через осадок на перегородке, дополнительно фильтрующий материал, известный как питание для тела, постоянно добавляется в питательную воду для поддержания проницаемости фильтрационной корки.
означает любое закрытое устройство, использующее электрический разряд или дугу высокой интенсивности в качестве источника тепла с последующей камерой дожигания с контролируемым пламенным сгоранием и не включенное в перечень промышленных печей.
означает инструмент, приводимый в действие зарядом взрывчатого вещества и используемый для забивания болтов, гвоздей и аналогичных предметов с целью фиксации;
означает материал, который не проводит постоянный электрический ток. Диэлектрические покрытия используются для электрической изоляции систем СТЮ от окружающих грунтов. Диэлектрические втулки используются для электрической изоляции частей системы СТЮ (например, бака от трубопровода).
означает находящийся под давлением продукт, предназначенный для удаления пыли с поверхности исключительно с помощью массового потока воздуха или газа, включая такие поверхности, как фотографии, негативы фотопленки, компьютерные клавиатуры и другие типы поверхностей, которые нельзя очищать растворителями.
«Пылеуловитель под давлением» не включает «Вспомогательное средство для удаления пыли».означает покрытие, маркированное и составленное для нанесения на настил из магнезиального цемента для защиты основания из магнезиального цемента от эрозии водой.
– ближайшая к естественной поверхности земли геологическая формация, являющаяся водоносным горизонтом, а также нижние водоносные горизонты, гидравлически связанные с этим водоносным горизонтом в пределах границ объекта.
означает подсистему, в которой рентгеновские фотоны создают набор рентгеноскопических изображений или рентгенографических изображений, записанных с флюороскопического приемника изображения. Он включает в себя рецепторы изображения, электрические блокировки, если таковые имеются, и конструкционный материал, обеспечивающий связь между приемником изображения и блоком диагностического источника.
и/или «Крытая площадь» в отношении Квартиры означает площадь пола этой Квартиры, включая площадь балконов и террас, если они к ним пристроены, а также толщину стен (внешних или внутренних) и колонны и колонны в ней При условии, что если какая-либо стена, колонна или колонна являются общими между двумя Квартирами, то половина площади под такой колонной стены или колонной должна быть включена в застроенную площадь каждой такой Квартиры.
означает обозначенный интерфейс, по которому сточные воды перемещаются из среды распределения или продукта распределения в среду обработки или исходную почву. В стандартных системах траншей или грядок это будет интерфейс среды распределения или продукта и грунта на месте. В системе насыпи и песчаном фильтре без облицовки будут существовать две отдельные инфильтрационные поверхности, одна на границе раздела распределительной среды и насыпного песка, а другая на границе насыпного песка и грунта на месте.
означает продукт, предназначенный для удаления тяжелых загрязнений, таких как жир, копоть или масло, с электрического оборудования, такого как электродвигатели, якоря, реле, электрические панели или генераторы. «Электроочиститель» не включает очиститель общего назначения, обезжириватель общего назначения, средство для удаления пыли, очиститель электроники, электрический очиститель под напряжением, газовый пылесос под давлением, обезжириватель двигателя, антистатический продукт или продукты, предназначенные для очистки кожухов или корпусов электрооборудования.
означает наибольший размер вишни, измеренный под прямым углом к линии, проходящей от конца стебля до конца цветка.
означает любые гидрофторуглероды для конкретного конечного использования, для которых программа Агентства по охране окружающей среды США по важным новым альтернативам (SNAP) определила другие приемлемые альтернативы с более низким потенциалом глобального потепления. Список альтернатив SNAP можно найти в 40 CFR, часть 82, подраздел G, а дополнительные таблицы альтернатив доступны по адресу (http://www.epa.gov/snap/).
означает воду, кроме сточных вод, которая попадает в канализационную систему (включая канализационную систему и стоки фундамента) из-под земли через такие средства, как неисправные трубы, соединения труб, соединения или смотровые колодцы. Инфильтрация не включает приток и не отличается от него.
означает предварительно авторизованный дебет.
означает применение герметика.
означает чистящее средство или мыло, предназначенное для снижения уровня микроорганизмов на коже за счет бактерицидной активности и регулируемое Управлением по санитарному надзору за качеством пищевых продуктов и медикаментов США как безрецептурное лекарство. «Антимикробное чистящее средство или мыло для рук или тела» включает, помимо прочего, (A) противомикробные средства для мытья рук или тела/очистители, (B) средства для мытья рук работников пищевой промышленности, (C) средства для мытья рук медицинского персонала, (D) средства для мытья рук перед операцией препараты и (Е) хирургические скрабы. «Противомикробное чистящее средство или мыло для рук или тела» не включает рецептурные лекарственные препараты, антиперспиранты, «вяжущее средство/тоник», дезодорант, «очиститель или мыло для лица», «очиститель или мыло для рук или тела общего назначения», «моющее средство для мытья посуды». (включая антимикробные), «Сверхмощное чистящее средство для рук или мыло», «Лекарственное вяжущее средство/лечебный тоник» и «Протирочный спирт».
означает покрытие для входа в дыхательные пути, полностью закрывающее лицо.
означает любой несанкционированный выпуск данных из информационной системы. Сюда входит копирование данных по скрытым сетевым каналам или копирование данных на неавторизованные носители.
означает интегрированные системы, приспособления, трубопроводы, перегородки, настил;
означает чан или емкость, которая может иметь рубашку для обеспечения контроля температуры, предназначенную для проведения химических реакций.
означает упаковочную систему, в которой ингредиенты продукта внутри контейнера не находятся под давлением и в которой продукт выбрасывается только при воздействии на кнопку, спусковой крючок или другой привод.
означает судно, построенное или приспособленное и используемое для перевозки наливом любых жидких продуктов, перечисленных в Главе 17 Международного кодекса по химовозам в его последней редакции;
означает физическое или юридическое лицо, которое владеет или управляет
означает твердые частицы от технологических операций, которые не проходят через технологическую трубу или вентиляционное отверстие и которые образуются в пределах территории предприятия в результате таких действий, как: зоны разгрузки и погрузки, технологические зоны, склады, обработка складских отвалов, парковки завода.